Устройство для электроконтактной сварки двух листовых изделий - SU1572403A3
Код документа: SU1572403A3
Чертежи





Описание
Изобретение относится к сварочным машинам, в частности к установкам для приварки лапок к отрывным деталям жестяных банок контактной электросваркой.
Цель изобретения - повышение производительности при сварке лапок с отрывными деталями жестяных банок.
На фиг.1 изображена сварочная машина, вид сбоку; на фиг.2 - то же, вариант; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг.1 и 2; на фиг. 6 - разрез Г-Г на фиг.1
и 2; на фиг.7 - устройство, вид в перспективе; на фиг.8 - машина} на фиг.9 - то же, вид сверху; на фиг.10 - разрез Д-Д на фиг.9; на фиг.11 - раз- ред Е-Е на фиг.9,- на фиг. 12 - то же, вид в изометрии.
В сварочных машинах на листовых деталях 1 из белой жести толщиной, например 0,2 мм, выполняют параллельный продольный сторонам листовых деталей отрывной поясок 2 или два таких отрывных пояска (фиг.8) и к концу каждого из этих поясков приваривают лапку 3. Каждая из этих машин
ел j to
Јь
СО
см
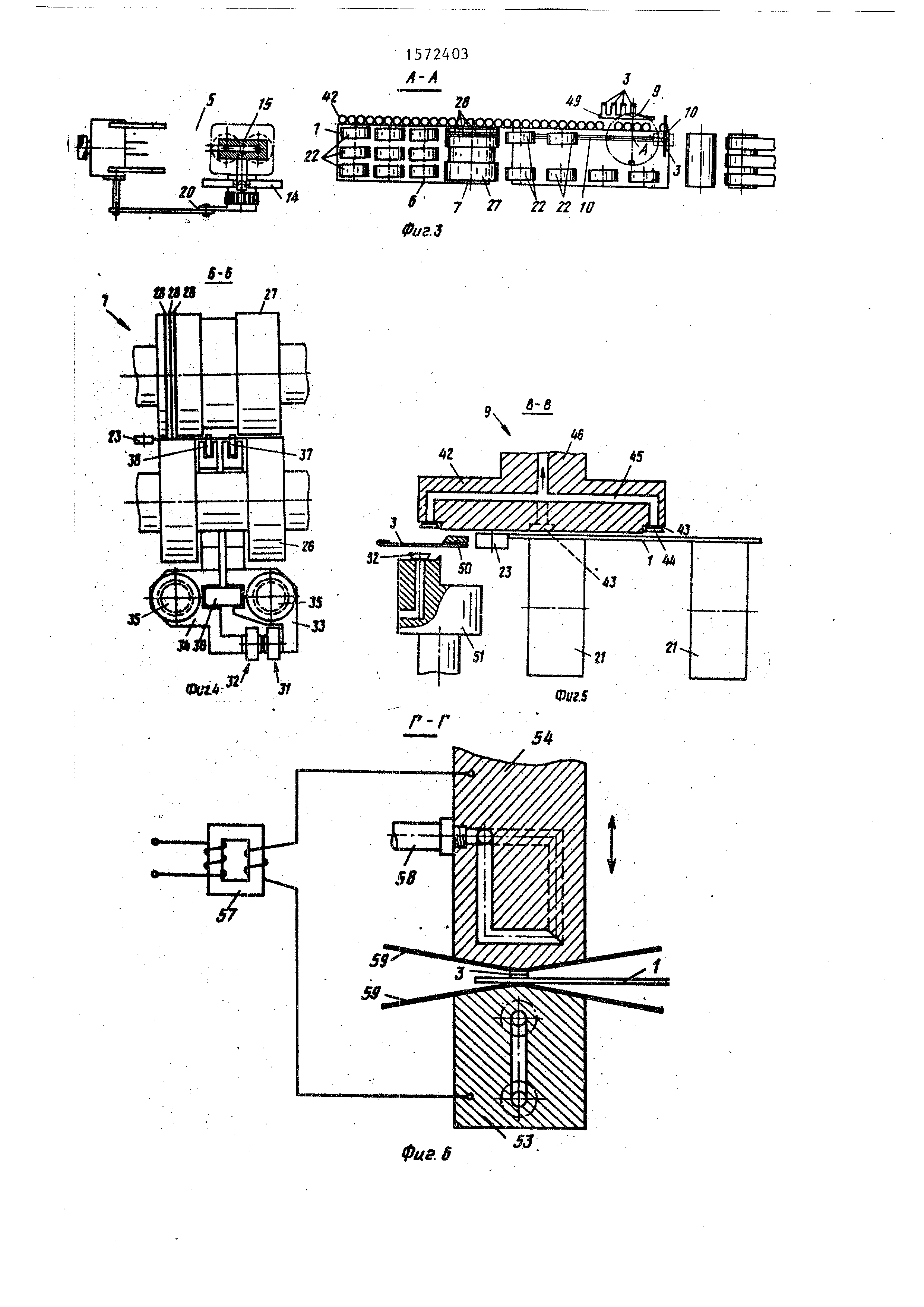
имеет магазин 4, в котором листовые детали уложены в стопку. Под магазином установлено съемное устройство 5, а за ним транспортер 6, кото- рый последовательно перемещает листовые детали в горизонтальной плоскости . За транспортером 6 листовых деталей находится позиция штамповки 7 для тиснения отрывных поясков 2, а за ней установлено устройство 8 позиционирования, которое последовательно фиксирует листовые детали в точно заданном положении в рабочей зоне транспортера лапок 9 и поста сварки 10 или двух транспортеров 9 лапок и двух постов сварки 10 (фиг.8
Указанные устройство и узлы, имеющиеся на каждой из изображенных машин, управляются от общего рас- пределительного вала 11, изображенного на фиг.1 и 2 и приводимого от неизображенного двигателя.
Распределительный вал 11 через червячную передачу 12 соединен с эксцентриком 13, входящим в съемное устройство 5, на котором установлен шатун 14. Шатун 14 шарнирно соединен с крейкопфом 15, который на верхней стороне имеет два вакуум-присоса 16 и имеет возможность перемещения вверх и вниз в вырезе стола 17.
В конце каждого хода вверх вакуум присосы присасываются к нижней стороне самой нижней листовой детали 1, расположенной в магазине 4, и при следующем ходе вниз вытягивают эту листовую деталь из магазина вниз и укладывают ее на стол 17.
В съемном устройстве 5 имеется также вильчатый толкатель 18, установленный на горизонтальной штанге 1 и имеющий возможность возвратно-поступательного перемещения от распределительного вала 11 через червячную передачу 12 и кривошипно-шатунный механизм 20 для перемещения находящейся на столе 17 листовой детали 1 при каждом цикле со съемного устройства 5 на транспортер 6.
Транспортер 6 имеет несколько гру нижних 21 и верхних 22 роликов, вращающихся вокруг горизонтальной оси. Оси нижних роликов 21 расположены по
прямым углом к продольным кромкам листовых деталей 1, верхние ролики 22 установлены под небольшим углом относительно нижних роликов 21 и вследствие этого каждая проходящая
Q
5
0
5
0
5
между роликами 21 и 22 листовая деталь 1 одной своей продольной кромкой стремится прижаться к боковому ограничителю 23. Боковой ограничитель 23 образован прямолинейным рядом роликов, установленных вертикально .
Последний нижний ролик 24 представляет собой магнитный валок, регулируемый в зависимости от длины листа . Нижние ролики 21 установлены неподвижно: некоторые из них, на фиг.1 первый, второй и третий нижние ролики 21, а на фиг.2,7 и 8 дополнительно установленные далее справа нижние ролики 21, приводятся во вращение двигателем, эти ролики обозначены стрелками 25. Верхние ролики 22 имеют возможность свободного вращения и подпружинены в вертикальном направлении.
За третьим (фиг.1 и 2) или пятым (фиг.7 и 8) нижними роликами 21, приводимыми во вращение, параллельно им установлен опорный валок 26 большего диаметра и над ними параллельно ему установлен валок 27 для тиснения, который согласно фиг.1, 2 и 7 имеет набор трех кольцевых режущих кромок 28, а согласно фиг.8 - для набора таких режущих кромок 28, расположенных около края валка для тиснения. Опорный 26 и валок 27 для тиснения приводятся во вращение со скоростью, согласованной с окружной скоростью нижних роликов 21, и в каждой листовой детали 1, проходящей между ними, выдавливают параллельно их продольным кромкам один или два (фиг.ба) отрывных пояска 2.
На распределительном валу 11 установлены вторая и третья червячные передачи 29 и 30, которые через кри- вошипно-шатунные механизмы 31 и 32 приводят в движение захваты 33 и 34. Захваты 33 и 34 направляются по параллельным направлению движения транспортера 6 штангам 35 и по общей направляющей штанге 36. Каждый захват 35 и 34 имеет подпружиненную вверх собачку 37 и 38.
Захват 33 относится к устройству позиционирования, при каждом рабочем цикле сварочной машины он собачкой 37 подхватывает листовую деталь 1, которая прошла между опорным 26 и валком 27 для тиснения. Собачка 37 толкает эту деталь 1 в точно задан
ное .положение, в котором ее отрывной поясок 2 располагается в рабочей зон поста сварки 10. А захват 34 можно отнести к транспортеру 6, его задача заключается в дальнейшем перемещении листовой детали 1 после приварки лапки 3 до тех пор, пока ее не подхватит следующий нижний ролик 21.
Согласно фиг.2 в устройстве ис- ключены захваты 33 и 34 с их приводами и собачками, а устройство позиционирования имеет упор 39, перемещаемый на траекторию движения листовых деталей 1, который управляется от распределительного вала 11 через дисковый кулачок 40 и рычажный механизм . Следующие за опорным валком 26 первый и второй нижние ролики 21 перемещают снабженную отрывным пояском 2 листовую деталь 1 к упору 39 с целью позиционирования ее для приварки лапки 3. Как только эта лис- товая деталь доходит до упора 39, верхние ролики 22, связанные с указанными нижними роликами 21, поднимаются вверх подъемным устройством 41, также управляемым дисковым кулачком 40, чтобы продолжающие вращение нижние ролики 21 не оставляли следов на листовой детали 1.
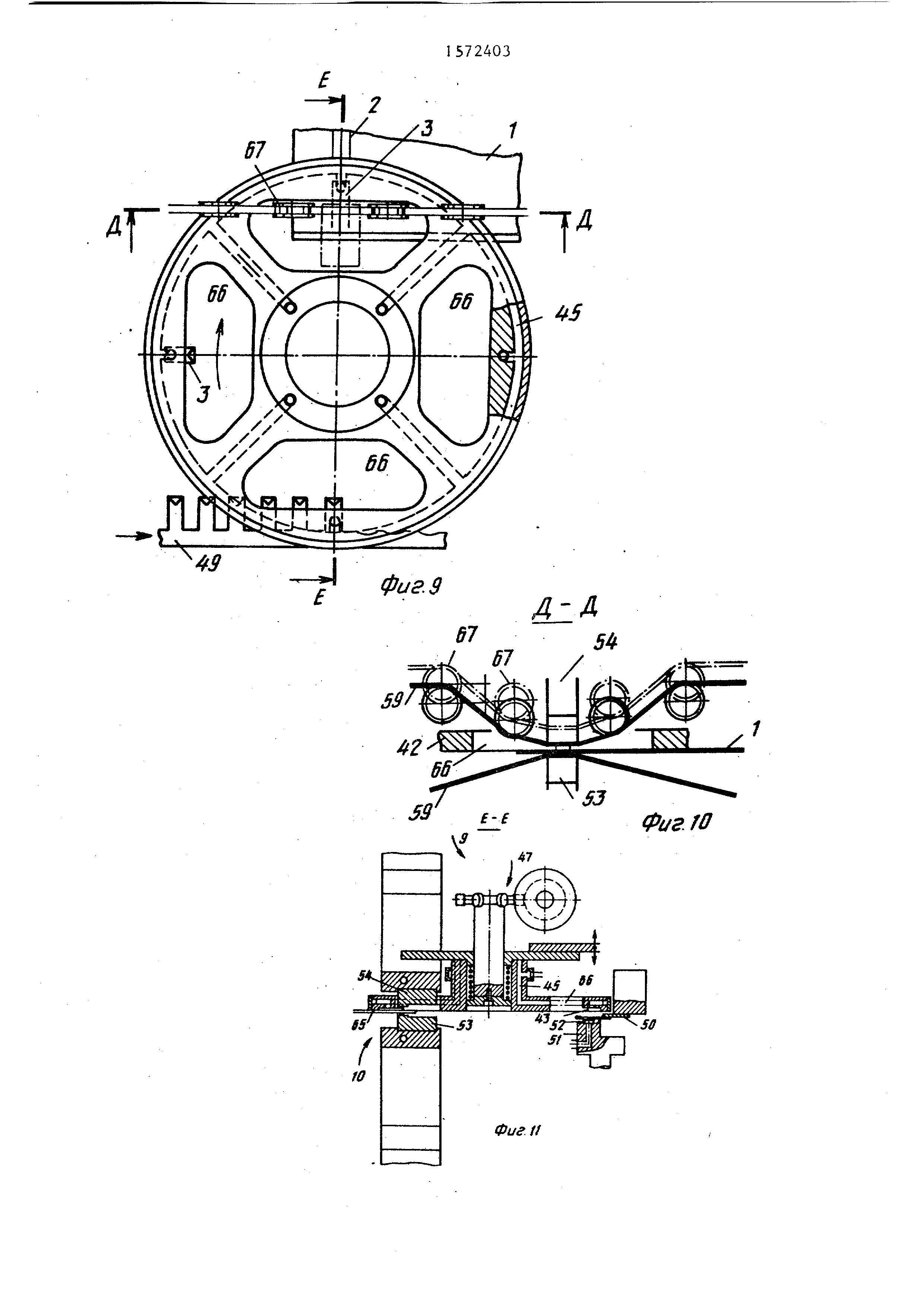
В сварочной машине к транспортеру 9 для лапок относится по существу горизонтальная круглая пластина 42, имеющая возможность поворота на 90° при каждом шаге вокруг вертикальной оси А и имеющая открытое вниз гнездо 43 для лапки 3, расположенное через каждые 90° по периферии. Гнезда 43 имеют вакуум-присосы 44, подсоеди- ненные к всасывающему каналу 45. Пластина 42 закреплена на вертикальном . валу 46, который, управляясь от распределительного вала 11, может вращаться от передачи 47 и подниматься и опускаться от подъемного устройства 48.
Вдоль секущей круговой пластины 42 подводится листовая полоса 49, на которой через заданные промежут- ки выбивают лапки 3. Свободный конец лапки 3 загнут в виде треугольника .
Листовая полоса 49 пошагово перемещается с помощью устройства, также управляемого от распределительного вала 11 так что при каждом рабочем цикле сварочной машины передняя, еще соединенная с листовой полосой лап
15
20
25
е , tO 30
40 45
50
55
ка 3, подается под одно из гнезд 43 таким образом, что она располагается радиально относительно оси А, а загнутый конец этой лапки находится вне наружного края пластины 42. Радиально внутренней, связанной с листовой полосой 49 конец лапки 3 находится между матрицей штампа 50 и перемещающимся вверх и вниз штампом 51, который отделяет лапку от листовой полосы 49 и временно удерживает ее с помощью установленного на нем вакуум-присоса 52, пока лапка не будет надежно располагаться в соответствующем гнезде 43 и удерживаться установленным в нем вакуум- присосом 44. Затем транспортер 9 для jjanoK поворачивается на 90 вокруг оси А, в результате чего отделенная в последнюю очередь лапка поступает на пост сварки 10.
На посту сварки 10 вертикально один над другим установлены два сварочных электрода 53 и 54. Нижний сварочный электрод 53 неподвижен , верхний сварочный электрод 54 с помощью регулируемого пальца с резьбой 55 подвешен на подъемном устройстве 56 и подпружинен от него вниз. Подъемное устройство 56 управляется через систему рычагов от дискового кулачка 40 или соответствующего также приводимого от центрального распределительного вала 11 управляющего элемента.
Оба сварочных электрода 53 и 54 принятым в машинах для точечной сварки способом соединены со сварочным трансформатором 57 и подсоединены к контуру охлаждающей жидкости 58. Между нижним сварочным электродом 53 и позиционированной над ним листовой деталью 1, а также между верхним сварочным электродом 54 и удерживаемой под ним в упомянутом гнезде 43 пластины 42 лапкой 3 размещены поперечно отрывному пояску 2 отрезки электродной проволоки 59. Последняя имеет сплющенное близкое к прямоугольному сечению и заведена по направляющим роликам и может перемещаться пошагово.
При каждом рабочем цикле сварочной машины верхний сварочный электрод осуществляет ход вниз, причем через оба указанных отрезка электродной проволоки, а также лапку и листовую деталь замыкается вторичнал цепь сварочного трансформатора и лапка сваривается с отрывным пояском соответствующей листовой детали . Непосредственно после этого транспортер для лапок совершает ход вверх, освобождая приваренную лапку.
Вариант сварочной машины согласно фиг.8-12 отличается от сварочной машины, изображенной на фиг.1-7, тем, что за опорным валком и валком тиснения установлены только два нижних ролика с приводом, а также набор верхних роликов. За ними располагаются в горизонтальной плоскости под прямым углом к направлению транспортировки транспортера листовых деталей и тем самым под прямым углом к отрывным пояскам 1 поперечньй участок транспортера 60, который в изображенном примере имеет две параллельные роликовые цепи 61 и размещенные на них с промежутками захваты 62. Роликовые цепи приводятся в прерывистое движение также от центральногб распределительного вала таким образом, что при их высоте пара захватов 62 находится приблизительно на одной линии с боковым ограничителем 23 транспортера листовых деталей, причем между ним и вышеупомянутой парой захватов 62 остается достаточно свободного места для приема передаваемой с транспортера листовой детали. Эта листовая деталь проталкивается передним приводимым роликом 24 к боковому направляющему рельсу 64, установленному параллельно поперечному транспортеру 60.
Через два шага,подачи роликовых цепей 61 вышеуказанная листовая деталь поступает на пост сварки, где она узкой стороной прилегает к концевому отрезку направляющего рельса 63. С противоположной узкой стороны листовой детали установлен толкатель 64, который обеспечивает прижимание детали к направляющему рельсу 63 и тем самым ее позиционирование в продольном направлении отрывного пояска. В направлении поперек отрывному пояску листовая деталь позиционируется посредством
10
k
20
25
того, что упор 39 перемещается вверх в эффективное положение.
По фиг.7-11 транспортер для лапок сравним с транспортером, изображен15724038
ным на фиг.1-6, но его пластина 42 имеет выступающий вниз круговой край 65, который ограничивает снаружи гнезда 43 для лапок 3 по радиусу. Листовая полоса 49 установлена так, что позиционированная для вырубки лапка своим загнутым концом направлена радиально внутрь. При этом замкнутый конец этой лапки 12 расположен под одним из четырех окон 66, относящихся каждый к гнезду и имеющий такие размеры, что верхний сварочный электрод может, не задевая, проходить через каждое,из этих окон 66 вместе с поднимающимися и опускающимися направляющими роликами 67 для электродной проволоки.
Проходящие по сварочным электродам 53 и 54 отрезки электродной проволоки 59 располагаются также под прямым углом к отрывным пояскам 2 и лапке 3, которую необходимо приварить . Направление этих отрезков электродной проволоки 59 совпадает с направлением , в котором листовые детали проходят между сварочными электродами 53 и 54.
Вариант по фиг.8 отличается от фиг. 7 тем, что несмотря на упомянутое удвоение режущих устройств на валке для тиснения с обеих сторон поперечного транспортера 60 установлены транспортеры 9 для лапок и позиции сварки 10, поэтому на каждом конце обоих тисненных валков 27 отрывных поясков можно приварить по лапке.
Устройство позволяет осуществить: быстрый режим работы, так как лапки на транспортере поддерживаются его наружным краем и поэтому не могут быть смещены центробежными силами; перекрытие между транспортером и находящейся на позиции сварки листовой деталью небольшое, поэтому транспортер лапок лучше доступен для контроля и обслуживания, благодаря этому небольшому перекрытию возможна сдвоенная установка транспортера и позиции сварки совпадение направления подачи поперечного транспортера и направления, в котором перемещается электродная проволока по сварочным электродам 2 и 3, способствует тому, что листовая деталь и лапка, сваренные между собой, при дальнейшем дв йжении легко отделяется от электродной проволоки без повреждения име130
35
40
45
50
55
ющегося антикоррозионного покрытия, в частности оловянного на белой 1 жести.
В устройстве имеется ленточный транспортер 68 для транспортировки листовых деталей с приваренными лапками . На фиг.12 изображен ленточный транспортер, установленный за поперечным транспортером 60. За концом ленточного транспортера установлен загнутый улавливающий лист 69, сбрасывающий листовые детали в штабельный накопитель 70.
Формула изобретения
1. Устройство для электроконтактной сварки двух листовых изделий , содержащее первый шаговый транспортер для перемещения одного изделия с заданным тактом и узел его позиционирования , выполненный в виде направляющей, установленной параллельно продольной оси первого шагового транспортера, и захватов, расположенных перпендикулярно ей, второй шаговый транспортер для перемещения второго изделия с тем же тактом и электроконтактную сварочную
установку с двумя сварочными электродами , отличающееся тем, что, с целью повышения производи- тельности при сварке лапок с отрывными деталями жестяных банок, второй транспортер выполнен в виде диска, установленного сбоку от первого с возможностью вращения относительно
Центральной оси, перпендикулярной
продольной оси первого шагового транспортера , и возвратно-поступательного перемещения вдоль нее, при этом в диске выполнены сквозные окна для
прохода сварочных электродов и радиальные гнезда для размещения в них лапок с установленными в них вакуумными захватами, расположенные равномерно по окружности и ограниченные
с одной стороны телом диска, а другой - выходящие в сквозные окна.
2. Устройство поп.1, отличающееся тем, что оно снабжено вырубным штампом лапок из металл .ической полосы, расположенным диаметрально противоположно относительно второго транспортера сварочным электродам, в пуансоне которого смонтирована вакуумная присоска
для временного удержания лапок.
ГЛ
ьЗ



Реферат
Изобретение относится к сварочным машинам, в частности к установкам для приварки лапок к отрывным деталям жестяных банок. Цель изобретения - повышение производительности при сварке лапок с отрывными деталями жестяных банок. Лист 1 подается шаговым транспортером 6. Лапки подаются транспортером 9 к посту сварки. Транспортер 9 выполнен в виде диска, который установлен сбоку от транспортера 6 и имеет возможность вращения относительно своей центральной оси. В диске выполнены сквозные окна 66 для прохода сварочных электродов. Кроме того, в диске выполнены и радиальные гнезда для размещения в них лапок, в которых установлены вакуумные захваты. Устройство снабжено вырубным штампом лапок из металлической полосы, который расположен напротив сварочных электродов. В пуансоне штампа смонтирована вакуумная присоска для удержания лапок. Устройство позволяет повысить производительность путем предварительного ориентирования лапок, возможности сдвоенной установки позиций сварки. 1 з.п. ф-лы, 12 ил.
Формула
Комментарии