Устройство и способ изготовления спирального криволинейного воздуховода - RU2602309C1
Код документа: RU2602309C1
Чертежи






Описание
Устройство и способ изготовления спирального криволинейного воздуховода относятся к устройству и способу изготовления спирального криволинейного воздуховода, в котором прямолинейные участки воздуховода объединены в одно целое с криволинейным участком воздуховода. Спирально криволинейный воздуховод, имеющий прямолинейные и криволинейные участки, формируется из предварительно раскроенной по определенной траектории полосы.
Первый вариант заявленного изобретения предлагает устройство для изготовления спирального криволинейного воздуховода, включающее первые подающие валы, копирующий механизм, выполненный с возможностью разрезания вытягиваемого металлического листа в продольном направлении на ленты по прямой и волнообразной линиям по заданной траектории, вторые подающие валы, кромкообразующее устройство для формирования соединительных замков на боковых кромках ленты, спираленавивное устройство для закручивания ленты в спиральную форму с последующим соединением кромок ленты закаточными роликами, имеющими возможность перемещения поперек движения металлической ленты и отрезное устройство для отделения изготовленного воздуховода от металлической ленты.
Второй вариант заявленного изобретения предлагает устройство для изготовления спирально криволинейных воздуховодов, содержащее первые подающие валы, копирующий механизм для разрезания вытягиваемого металлического листа в продольном направлении на ленты по прямой и волнообразной линиям по заданной траектории, вторые подающие валы для проталкивания металлических лент в спиральные приспособления, спиральные приспособления разного диаметра для достижения одновременного прохождения металлических лент между закаточными роликами и размещения движущихся металлических лент таким образом, при котором возможно изготовление нескольких воздуховодов, подающие валы для продвижения металлических лент в кромкозагибочные устройства, кромкозагибочные устройства для формирования соединительных замков на боковых кромках лент, спираленавивные устройства для закручивания металлических лент в спиральную форму с последующим соединением замков закаточными роликами, имеющими возможность перемещения поперек движения металлических лент и отрезные устройства для отделения изготовленных воздуховодов от металлических лент.
Третий вариант заявленного изобретения предлагает устройство, отличающееся от первого или второго варианта тем, что копирующий механизм снабжен системой с ЧПУ для управления перемещениями отрезных ножей и контрножей, установленных на системы линейного перемещения.
В дальнейшем примеры осуществления заявленного изобретения будут описываться со ссылкой на прилагаемые чертежи.
Фиг. 1. Раскрой металлического листа на ленты для изготовления спирального криволинейного воздуховода.
Фиг. 2. Вид сбоку устройства для изготовления спирального криволинейного воздуховода.
Фиг. 3. Вид в плане устройства для изготовления спирального криволинейного воздуховода.
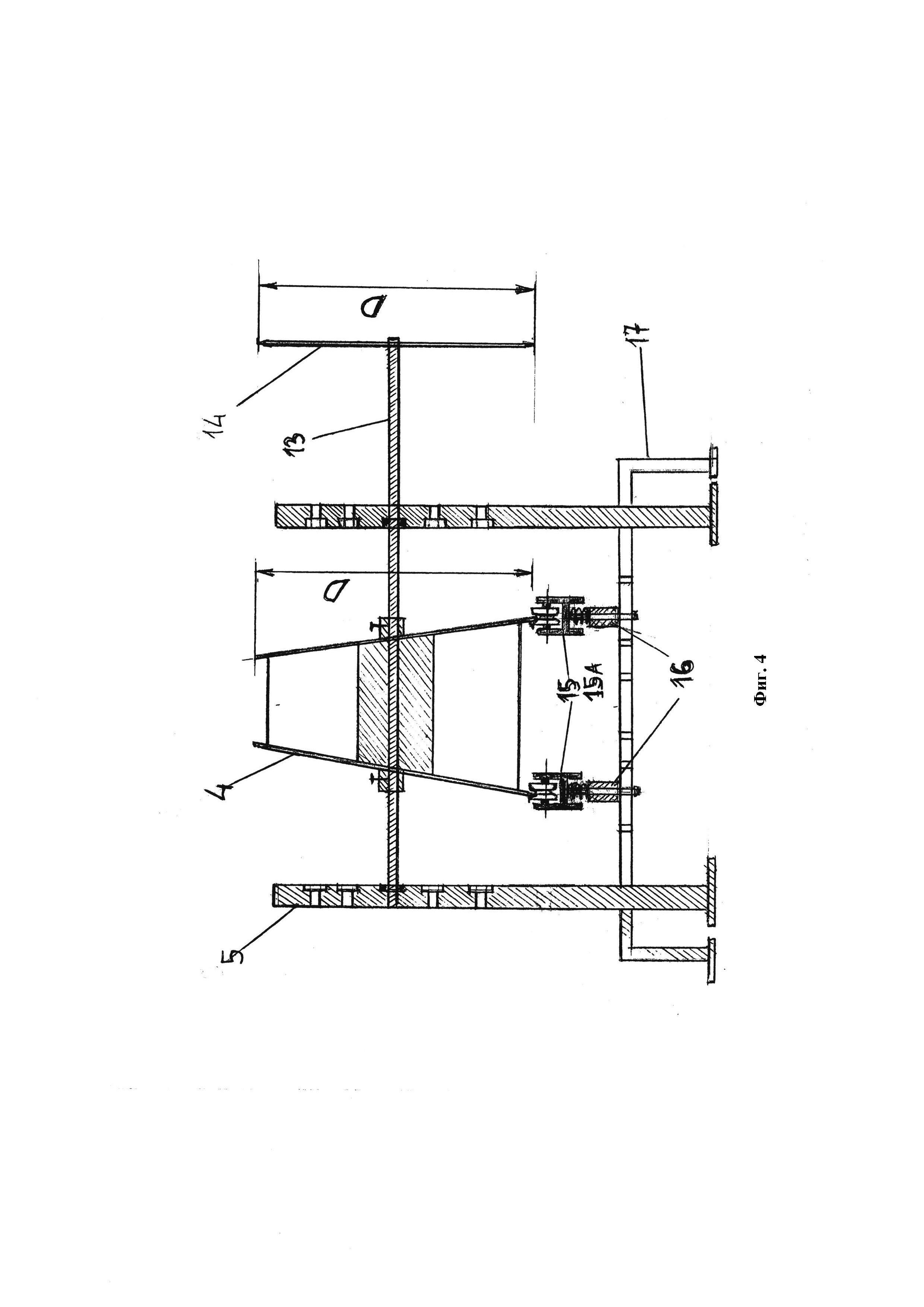
Фиг. 4. Поперечное сечение копирующего механизма с одним копируемым сегментом.
Фиг. 5. Вид сбоку и сверху стойки кромкообразующего устройства.
Фиг. 6. Сечение подвижной платформы с кромкообразующими роликами.
Фиг. 7. Сечение кромкообразующих роликов.
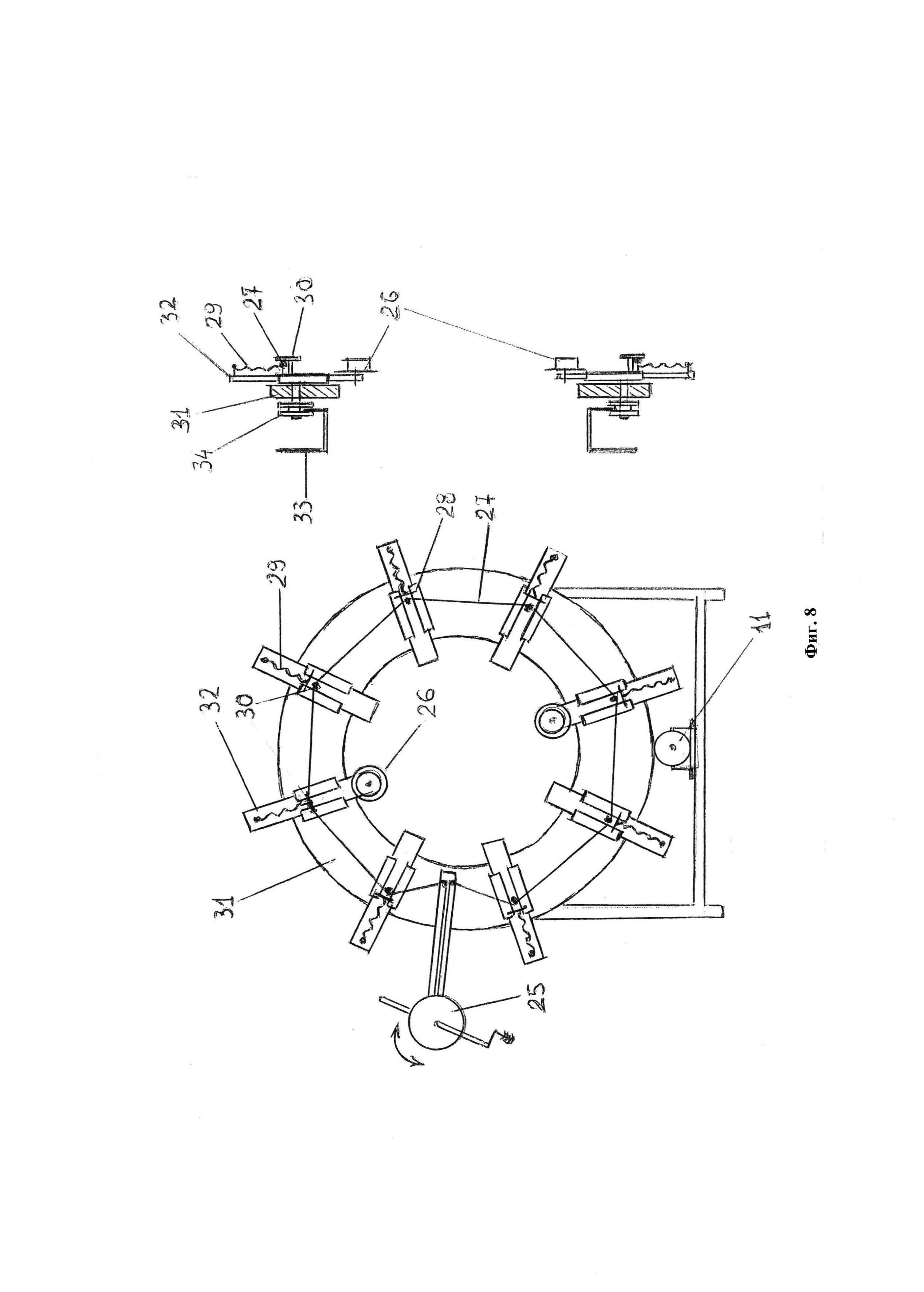
Фиг. 8. Отрезное устройство.
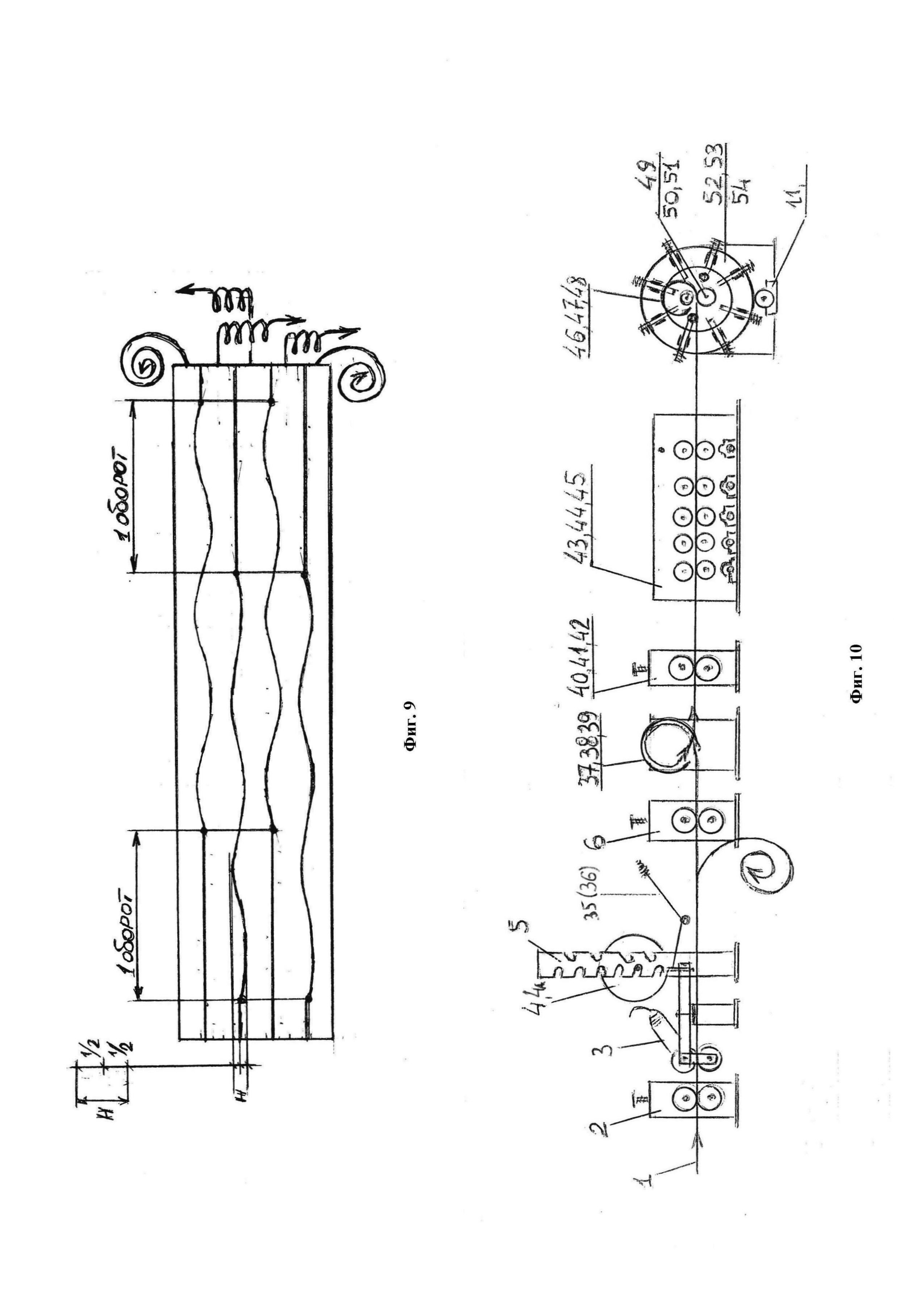
Фиг. 9. Пример раскроя металлического листа копирующим механизмом с двумя сегментами.
Фиг. 10. Вид сбоку устройства для изготовления спирально криволинейных воздуховодов.
Фиг. 11. Вид в плане устройства для изготовления спирально криволинейных воздуховодов.
Фиг. 12. Вид в плане копирующего механизма с двумя отрезными ножами и контрножами, установленными на системы линейного перемещения и управляемыми перемещениями системой с ЧПУ.
Фиг. 13. Вид в плане копирующего механизма с четырьмя отрезными ножами и контрножами, установленными на системы линейного перемещения и управляемыми перемещениями системой с ЧПУ.
Фиг. 14. Вид сбоку подвижных кареток с установленными отрезным ножом и контрножом.
На Фиг. 1-8 изображено устройство и пример раскроя металлического листа для изготовления спирального криволинейного воздуховода в соответствии с первым вариантом осуществления заявленного изобретения.
На Фиг. 9-11 изображено устройство и пример раскроя для изготовления спирально криволинейных воздуховодов в соответствии со вторым вариантом заявленного изобретения.
На Фиг. 12-14 изображен пример использования в копирующем механизме отрезных ножей и контрножей, установленных на системы линейного перемещения и управляемые перемещениями системой с ЧПУ.
В первом варианте заявленного изобретения металлический лист 1 протаскивается первыми подающими валами 2 в копирующий механизм, включающий в себя стойку 5 с возможностью установки вала 13 с насаженным сегментом 4 заданного диаметра. Вал 13 через насаженную звездочку 14 заданного диаметра и цепную передачу связан с первыми подающими валами 2, вращающимися через редуктор от электродвигателя (на чертежах не указаны). Вращаясь на валу 13, сегмент 4 своими кромками передвигает через ролики 15 рычаги 16 с установленными на них отрезными ножами и контрножами 3. Причем ролики 15 подпружинены и имеют возможность перемещаться вертикально. Рычаги 16 делятся осью вращения на равные плечи и имеют возможность перестановки по несущей опоре 17 под заданный диаметр копируемого сегмента 4. Для прямолинейного разрезания листа 1 рычаг 16 ставится параллельно движению листа 1 и одновременно ролик 15 выводится ручкой управления 35 из зацепления с кромкой сегмента 4, а цапфа захвата 15а фиксирует рычаг 16 в заданном положении.
Разрезанные металлические ленты А и В сворачиваются в рулоны для последующего соединения через прямые кромки в одну полосу с дальнейшим формированием на боковых кромках соединительных замков и формированием из получившейся ленты спирально криволинейных воздуховодов.
Ширина листа 1 заранее рассчитывается.
Металлическая лента Б протаскивается через вторые подающие валы 6 в кромкообразующее устройство 7. Кромкообразующее устройство (Фиг. 5-7) состоит из площадок 23, закрепленных подвижно, но с ограничением вращения упором 24, на валах 20, перемещающихся в линейных подшипниках 18, установленных на станине кромкообразующего устройства 7. На подвижных площадках 23 установлены кромкообразующие ролики 22. Для постоянного прижима кромкообразующих роликов 22 к боковым кромкам движущейся металлической ленты Б установлены пружины растяжения 21, прикрепленные одним концом к станине кромкообразующего устройства 7, а другим концом к перемещающимся валам 20 через соединительную пластину 19.
На Фиг. 7 показана примерная последовательность формирования соединительных замков на металлической ленте Б кромкообразующими роликами 22.
Кромкообразующих роликов может быть и больше указанного количества.
Кромкообразующие ролики предпочтительно небольшого диаметра и устанавливаются через подшипники на оси. Имеется возможность перемещать станины кромкообразующего устройства 7 под заданную ширину металлической ленты Б.
Далее металлическая лента Б проходит через спираленавивное устройство 8, где лента закручивается в спиральную форму заданного диаметра и подается между закаточными роликами 10а и 10, вращающимися через редуктор от электродвигателя (на чертежах не указаны), предварительно расправив одну кромку от возможного сплющивания соединительного замка.
Металлическая лента Б имеет волнообразные и прямолинейные боковые кромки.
Исходя из этого условия закаточные ролики 10а и 10 имеют возможность перемещаться поперек движения ленты Б на системах линейного перемещения 12 ручкой управления (на чертежах не указана).
Соединительные замки вводятся друг в друга, а закаточные ролики спрессовывают замковые соединения. После изготовления спирального криволинейного воздуховода его отделяют от металлической ленты отрезным ножом 26.
Как показано на Фиг. 8, отрезное устройство 9 включает диск 31, вращающийся на роликах 34 по направляющей 33 станины. Вращение производится двигателем 11 через ребро диска 31. На диске 31 установлены направляющие 28 для перемещения пластин 32 с установленными на них упорами 30 для шнура 27. Также на пластинах 32 установлены отрезные ножи 26. Для возвратного движения пластин 32 установлены пружины растяжения 29 и крепятся одним концом к направляющей 28, а другим концом к пластине 32. Имеется возможность перемещения конца пружины 29 по направляющей 28 при изменении диаметра отрезаемого воздуховода.
Для отрезания изготовленного воздуховода через механизм натяжения 25 шнур 27, протянутый по окружности по упорам 30, стягивает пластины 32 к центру. Достигнув воздуховода, включается двигатель 11, диск 31 начинает вращаться. Отрезной нож 26 отрезает воздуховод по окружности. При использовании одного отрезного ножа 26 достаточно одного оборота вращающегося диска 31. При использовании двух отрезных ножей достаточно пол-оборота вращающегося диска 31. После остановки двигателя 11 шнур 27 ослабляется, а пружины растяжения 29 возвращают пластины 32 в исходное положение.
Пример второго варианта заявленного изобретения.
Металлический лист 1 протаскивается первыми подающими валами 2 в копирующий механизм, включающий в себя стойку 5 с возможностью установки вала 13 с насаженными сегментами 4а 4 заданного диаметра. Вал 13 через насаженную звездочку 14 заданного диаметра и цепную передачу связан с первыми подающими валами 2, вращающимися через редуктор от электродвигателя (на чертежах не указаны). Металлический лист 1 разрезается на полосы. Разрезанные металлические ленты Г и З сворачиваются в рулоны для последующего соединения через прямые кромки в одну полосу с дальнейшим формированием на боковых кромках соединительных замков и формированием из получившейся ленты спирально криволинейных воздуховодов. Ширина листа 1 заранее рассчитывается. Разрезанные металлические ленты Д, Е, Ж протаскиваются вторыми подающими валами 6 в спиральные приспособления 37, 38, 39 для достижения одновременного прохождения металлических лент Д, Е, Ж между закаточными роликами 49, 50, 51 и размещения движущихся металлических лент таким образом, при котором возможно изготовление нескольких воздуховодов. Далее металлические ленты протаскиваются подающими валами 40, 41, 42 в кромкозагибочные устройства 43, 44, 45 для формирования соединительных замков на боковых кромках лент и проходят через спираленавивные устройства 46, 47, 48, где металлические ленты закручиваются в спиральную форму заданного диаметра и подаются между закаточными роликами 49, 50, 51, вращающимися через редукторы от электродвигателей (на чертежах не указаны). Металлические ленты Д, Е, Ж имеют волнообразные и прямолинейные боковые кромки. Исходя из этого условия закаточные ролики 49, 50, 51 имеют возможность перемещаться поперек движения металлических лент Д, Е, Ж на системах линейного перемещения ручкой управления (на чертежах не указана).
Соединительные замки вводятся друг в друга, а закаточные ролики спрессовывают замковые соединения. После изготовления спирально криволинейных воздуховодов их отделяют от металлических лент в отрезных устройствах отрезными ножами 52, 53, 54.
Еще один вариант настоящего изобретения предлагает использование в копирующем механизме системы с ЧПУ для управления перемещениями отрезных ножей и контрножей, установленных на системы линейного перемещения. На Фиг. 12-14 изображены ножи и контрножи, установленные на подвижные каретки 58, перемещающиеся серводвигателями 55 через ходовые винты 57 по направляющим 56. Для синхронной работы отрезных ножей и контрножей и продвижения металлического листа 1 на первых подающих валах 2 установлен серводвигатель. Также серводвигатели установлены на подвижных каретках для тангенциального управления отрезными ножами и контрножами. Использование в данном варианте серводвигателей для линейного перемещения и тангенциального управления ножами и контрножами повышает точность раскроя металлического листа.
Реферат
Изобретение относится к области обработки металла давлением и может быть использовано при изготовлении спирального криволинейного воздуховода. Устройство включает первые подающие валы для протаскивания металлического листа, копирующий механизм, выполненный с возможностью разрезания вытягиваемого металлического листа с первых подающих валов в продольном направлении на три ленты по прямой или волнообразной линии по заданной траектории, причем две боковые ленты, имеющие по одной прямой кромке, сворачиваются в рулоны для последующей обработки, вторые подающие валы для протаскивания третьей, центральной, ленты в кромкообразующее устройство с формированием на боковых кромках соединительных замков с последующим закручиванием ленты в спиральную форму. Устройства снабжены закаточными роликами для спрессовывания замковых соединений, которые имеют возможность перемещения поперек движения металлической ленты и отрезного устройства для отделения изготовленного воздуховода от металлической ленты. Варианты устройства позволяют получить криволинейный воздуховод из предварительно раскроенной по определенной траектории полосы. Расширяются технологические возможности используемых устройств для изготовления спирального криволинейного воздуховода предложенным способом. 3 н. и 1 з.п. ф-лы, 14 ил.
Комментарии