Способ и устройство для изготовления рычажного компонента транспортного средства - RU2697490C1
Код документа: RU2697490C1
Чертежи











Описание
Область техники
[0001] Настоящее изобретение относится к способу и устройству для изготовления рычажного компонента транспортного средства.
Уровень техники
[0002] Способ изготовления рычажного компонента транспортного средства описан, к примеру, в патентном документе 1, приведенном ниже, в котором раскрыт способ изготовления рычажного компонента транспортного средства путем последовательного прессования. Способ последовательного прессования представляет собой способ, в ходе которого обрабатываемый материал вытянутой формы периодически подают с постоянным шагом в направлении подачи и одновременно прессуют в нескольких местоположениях в направлении подачи.
[0003] Кроме того, в патентном документе 2, приведенном ниже, описан способ последовательного прессования, в котором ширина промежуточной части, представляющая собой расстояние между изделиями, расположенными смежно вблизи друг друга в направлении подачи, равна нулю. Этот способ обеспечивает увеличение коэффициента экономичности заготовок благодаря тому, что ширина указанной промежуточной части равна нулю.
Перечень Ссылок
Патентные документы
[0004] Патентный документ 1: JP 2010-86052 А
Патентный документ 2: JP Н08-19823 А
Сущность изобретения
Техническая Проблема
[0005] Что касается способа изготовления рычажного компонента транспортного средства, для описанного в вышеуказанном патентном документе 2 способа последовательного прессования требуется увеличение коэффициента экономичности заготовок.
[0006] Настоящее изобретение создано ввиду указанных выше обстоятельств, и его цель заключается в создании способа изготовления и устройства для изготовления рычажного компонента транспортного средства, который обеспечит дополнительное увеличение коэффициента экономичности заготовок при осуществлении способа изготовления и использовании устройства для изготовления рычажного компонента транспортного средства путем последовательного прессования, при котором ширина промежуточной части равна нулю.
Решение проблемы
[0007] Способ изготовления рычажного компонента транспортного средства согласно настоящему изобретению для решения вышеуказанной проблемы представляет собой способ изготовления рычажного компонента путем последовательного прессования, в ходе которого обрабатываемый материал вытянутой формы, заготовку из которого располагают так, что ширина промежуточной части, представляющая собой расстояние между изделиями, расположенными смежно вблизи друг друга в направлении подачи, равна нулю, периодически подают с постоянным шагом в направлении подачи и одновременно прессуют в нескольких местоположениях в направлении подачи, причем указанный способ изготовления рычажного компонента транспортного средства включает этап расширения, на котором прессуют подвергаемую давлению часть, проходящую в плоскости изделия в направлении толщины, для увеличения ширины изделия в направлении подачи, и этап отделения, на котором изделие, имеющее увеличенную ширину в направлении подачи, отрезают от обрабатываемого материала.
[0008] Кроме того, устройство для изготовления рычажного компонента транспортного средства согласно настоящему изобретению, предназначенное для достижения вышеуказанной цели, представляет собой устройство для изготовления рычажного компонента путем последовательного прессования, в ходе которого обрабатываемый материал вытянутой формы, заготовку из которого располагают так, что ширина промежуточной части, представляющая собой расстояние между изделиями, расположенными смежно вблизи друг друга в направлении подачи, равна нулю, периодически подают с постоянным шагом в направлении подачи и одновременно прессуют в нескольких местоположениях в направлении подачи, причем устройство для изготовления рычажного компонента транспортного средства содержит расширяющую часть, предназначенную для прессования подвергаемой давлению части, проходящей в плоскости изделия в направлении толщины, для увеличения ширины изделия в направлении подачи, и отделяющую часть, предназначенную для отрезания изделия, имеющего увеличенную ширину в направлении подачи, от обрабатываемого материала.
Преимущества изобретения
[0009] Согласно вышеуказанному способу изготовления и устройству для изготовления рычажного компонента транспортного средства расширяющая часть выполнена с возможностью увеличения ширины изделия до требуемого значения на этапе расширения. Таким образом, по сравнению со случаем, когда ширина в направлении подачи устанавливается в пределах требуемой величины, коэффициент экономичности заготовок может быть дополнительно увеличен. В результате могут быть созданы способ и устройство для изготовления компонента рычага транспортного средства, которые обеспечивают увеличение коэффициента экономичности заготовок.
Краткое описание чертежей
[0010] Фиг. 1 схематично изображает вид сбоку показанной в качестве примера педали тормоза согласно варианту настоящего изобретения.
Фиг. 2 изображает в аксонометрии педаль тормоза согласно представленному варианту выполнения.
Фиг. 3 изображает устройство для изготовления педали тормоза и последовательно подаваемый обрабатываемый материал.
Фиг. 4 изображает вид сверху обрабатываемого материала, который прессуют в нескольких положениях в направлении X.
Фиг. 5(А) и Фиг. 5(В) иллюстрируют состояние, в котором расширяющая часть прессует подвергаемую давлению часть.
Фиг. 6 схематично изображает устройство для изготовления педали тормоза в разрезе, выполненном вдоль направления X.
Фиг. 7 схематично изображает расширяющую часть устройства для изготовления педали тормоза в разрезе, выполненном вдоль направления Y.
Фиг. 8 изображает блок-схему способа изготовления педали тормоза согласно представленному варианту выполнения.
Фиг. 9 изображает примерный вид описываемого изделия.
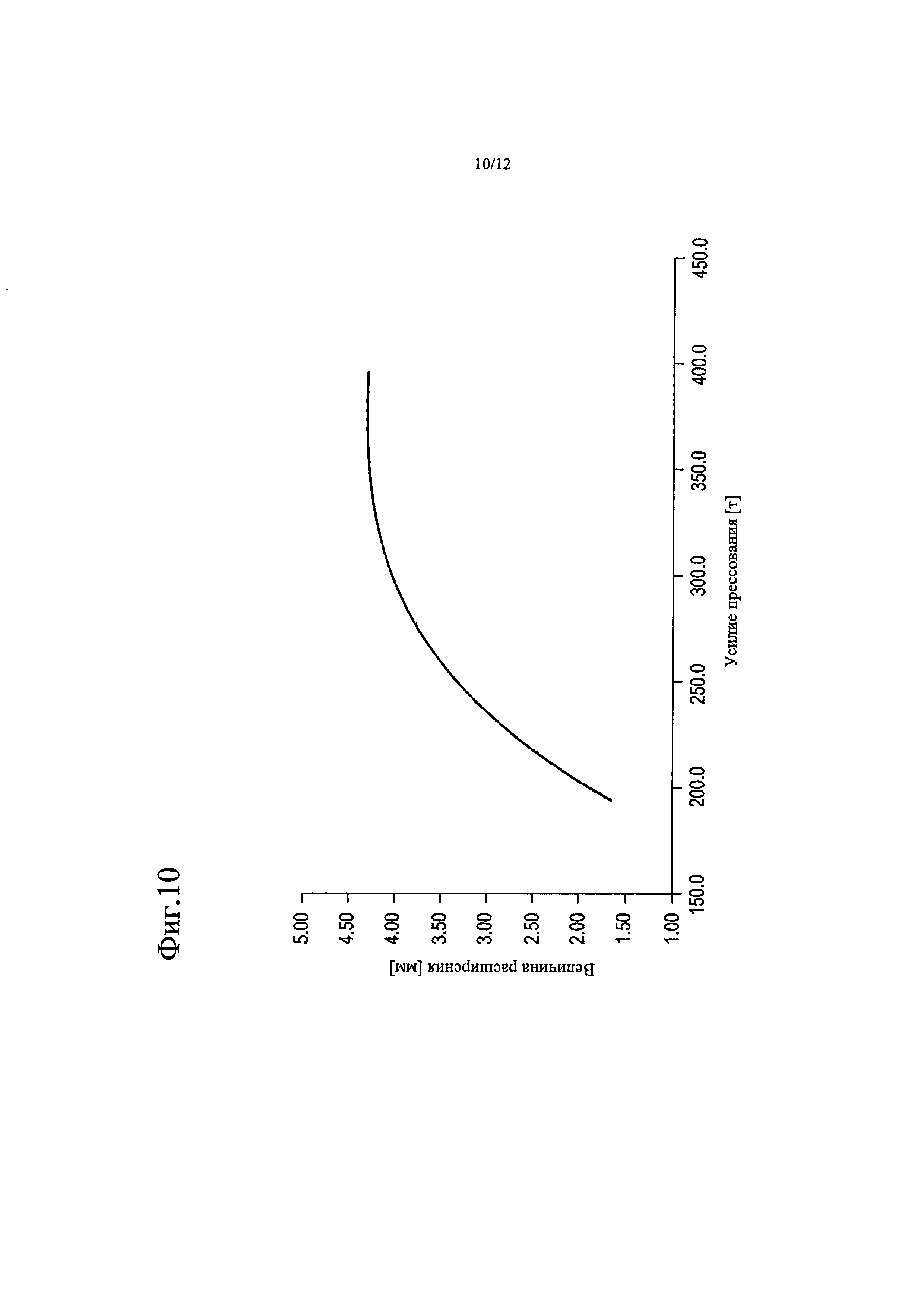
Фиг. 10 изображает график, иллюстрирующий зависимость между усилием прессования и величиной расширения.
Фиг. 11 изображает график, иллюстрирующий зависимость между усилием прессования и величиной уменьшения толщины.
Фиг. 12 изображает график, иллюстрирующий зависимость между величиной уменьшения толщины и величиной расширения.
Описание вариантов выполнения
[0011] Вариант выполнения настоящего изобретения описан со ссылкой на чертежи. При описании чертежей подобные элементы обозначены подобными номерами позиций, при этом их подробное описание не приведено. Пространственное соотношение на чертежах увеличено для удобства описания и отличается от реального соотношения. Термин "изделие W" использован для обозначения одной из педалей 4 тормоза, которые непрерывно изготавливают из обрабатываемого материала М.
[0012] Фиг. 1 схематично изображает вид сбоку проиллюстрированного в качестве примера устройства педали тормоза согласно одному варианту выполнения настоящего изобретения. Фиг. 2 изображает в аксонометрии педаль 4 тормоза согласно представленному варианту выполнения.
[0013] К примерам рычажного компонента транспортного средства согласно настоящему изобретению относится педаль 4 тормоза для использования в указанном устройстве. Как показано на Фиг. 1, педальное тормозное устройство в целом содержит держатель 2, прикрепленный к приборному щитку 1, педаль 4 тормоза, которая с возможностью поворота установлена на опорном валу 3, проходящем в держателе 2, штифт 5, проходящий через верхнюю часть педали 4 тормоза, стержень 6, один конец которого соединен со штифтом 5, а другой конец соединен с вакуумной системой (Master vac) (не показана), и подставку 7 под ногу, прикрепленную к нижней части педали 4 тормоза.
[0014] Как показано на Фиг. 2, педаль 4 тормоза имеет отверстие 11 для размещения опорного вала 3, проушину 12 для размещения штифта 5, и выемку 13, образованная путем прессования на этапе S05 расширения, который описан далее.
[0015] Далее описаны устройство 100 и способ изготовления рычажного элемента транспортного средства согласно представленному варианту выполнения. Описаны устройство 100 и способ изготовления педали 4 тормоза, приведенной в качестве примера рычажного элемента транспортного средства. Если кратко, педаль 4 тормоза изготавливают путем последовательного прессования, в ходе которого обрабатываемый материал М вытянутой формы, заготовку из которого устанавливают так, что ширина промежуточной части, представляющая собой расстояние между изделиями W1 - W6, которые находятся вблизи друг друга в направлении X (направлении подачи), равна нулю, периодически подают с постоянным шагом в направлении X и одновременно прессуют в нескольких местоположениях в направлении X. Подробное описание приведено далее.
[0016] Фиг. 3 изображает устройство 100 для изготовления педали 4 тормоза, и обрабатываемый материал М, который подают последовательно. Фиг. 4 изображает вид сверху обрабатываемого материала М, который был подвержен прессованию в нескольких местоположениях в направлении X. Фиг. 5(А) и Фиг. 5(В) иллюстрируют состояние, в котором с помощью расширяющей части 150 прессуют часть Р8. Фиг. 6 схематично изображает устройство 100 для изготовления педали 4 тормоза в разрезе, выполненном вдоль направления X. Фиг. 7 схематично изображает расширяющую часть 150 устройства 100 для изготовления педали 4 тормоза в разрезе, выполненном вдоль направления Y (перпендикулярного направления). Фиг. 8 изображает блок-схему способа изготовления педали 4 тормоза согласно представленному варианту выполнения.
[0017] Как показано на Фиг. 3, предпочтительно, чтобы длина обрабатываемого материала М в направлении Y была такой же, как длина педали 4 тормоза в направлении Y.
[0018] Вначале приведено описание конфигурации устройства 100 для изготовления педали 4 тормоза.
[0019] Устройство 100 содержит формующую часть 110, первую режущую часть 120, вторую режущую часть 130, третью режущую часть 140, расширяющую часть 150 и отделяющую часть 160. Каждая часть относится к одному прессовому устройству.
[0020] Как показано на Фиг. 3 и 4, с помощью формующей части 110 в местоположении Р1, которое находится на одной стороне (верхней стороне, как показано на Фиг. 3) изделия W1 в направлении Y (перпендикулярном направлении) и в котором формируют отверстие 11 для размещения опорного вала 3, выполняют предварительное отверстие 11А, которое меньше отверстия 11, а также в положении Р2, которое находится на другой стороне (нижней стороне, как показано на Фиг. 3) в направлении Y, выполняют установочное отверстие Н. Формующая часть 110 представляет собой, к примеру, общеизвестный дыропробивной штамп для создания отверстий.
[0021] Посредством первой режущей части 120 отрезают первый конец Р3 на одном конце (верхнем конце, как показано на Фиг. 3) разделительной части В между соседними изделиями W1, W2 в направлении Y для образования выемки N, а также вырезают первую лишнюю часть Р4 со стороны установочного отверстия Н, обращенной к выемке N, в соответствии с формой педали 4 тормоза. Первая режущая часть 120 содержит общеизвестный высечной штамп для вырезания первого конца Р3 для образования выемки N, а также хорошо известный дыропробивной штамп для отрезания первой лишней части Р4. Как показано на Фиг. 4, предпочтительно, чтобы выемка N была длиннее в направлении Y, чем в направлении X.
[0022] Посредством второй режущей части 130 выполняют отверстие 11 в области Р5 вблизи местоположения, в котором с помощью формующей части 110 выполнено предварительное отверстие 11А и вырезают второй конец Р6, который находится у другого конца (нижний конец, как показано на Фиг. 3) в направлении Y и соответствует форме педали 4 тормоза. Вторая режущая часть 130 содержит хорошо известный дыропробивной штамп для выполнения отверстия 11 и хорошо известный высечной штамп для вырезания второго конца Р6.
[0023] Посредством третьей режущей части 140 вырезают вторую лишнюю часть Р7, которая окружает установочное отверстие Н, проходит между первой лишней частью Р4 и вторым концом Р6 и соответствует форме педали 4 тормоза. Третья режущая часть 140 представляет собой, к примеру, хорошо известный высечной штамп.
[0024] Как показано на Фиг. 5(А) и Фиг. 5(В), посредством расширяющей части 150 прессуют подвергаемую давлению часть Р8, проходящую в плоскости изделия W5, с обеих сторон в направлении Z (направлении толщины) для обеспечения увеличения ширины изделия W5 в направлении X. В результате прессования с двух сторон в направлении Z происходит смещение центра тяжести к центру в направлении толщины. Как показано на Фиг. 5(А) и Фиг. 5(В), расширяющая часть 150 содержит верхнюю расширяющую часть 151 и нижнюю расширяющую часть 152. Когда расширяющая часть 150 давит на подвергаемую давлению часть Р8, как показано на Фиг. 4, ширина изделия W5 в направлении X увеличивается от первой ширины X1 до второй ширины Х2. Подвергаемая давлению часть Р8 проходит так, что оба ее конца выходят за пределы ширины L1 вдоль направления Y разделительной части В, если смотреть в направлении X. Кроме того, часть Р8 проходит вдоль направления, пересекающего направление X. Кроме того, в части, в которой прессуют часть Р8, образуется выемка 13. Как описано выше, поскольку часть Р8 проходит вдоль направления Y, когда она подвергается давлению, ширина педали 4 тормоза в направлении X может быть увеличена по существу равномерно вдоль направления Y в соответствии с формой части Р8.
[0025] Посредством отделяющей части 160 изделие W6, имеющее увеличенную в направлении X ширину, отрезают от обрабатываемого материала М. Отделяющая часть 160 представляет собой, к примеру, хорошо известный высечной штамп.
[0026] Конфигурация устройства 100 для изготовления педали 4 тормоза описана далее более подробно со ссылкой на Фиг. 6 и 7.
[0027] Как показано на Фиг. 6, устройство 100 для изготовления педали 4 тормоза содержит верхний штамп 100U и нижний штамп 100L.
[0028] Верхний штамп 100U содержит подвижную часть 101U, поддерживающую пластину 102U верхнего штампа и шесть пластин 103U, 104U, 105U, 106U, 107U, 108U.
[0029] Нижний штамп 100L содержит неподвижную часть 101L, поддерживающую пластину 102L и шесть пластин 103L, 104L, 105L, 106L, 107L, 108L.
[0030] Подвижная часть 101U выполнена на самой верхней стороне верхнего штампа 100U. Подвижная часть 101U выполнена с возможностью перемещения в направлении вверх-вниз, как показано на Фиг. 6 (см. стрелку на Фиг. 6).
[0031] Поддерживающая пластина 102U неподвижно установлена на нижней стороне подвижной части 101U.
[0032] Шесть пластин 103U, 104U, 105U, 106U, 107U, 108U отделены одна от другой на заданное расстояние в направлении X и неподвижно установлены на нижней стороне поддерживающей пластины 102U верхнего штампа.
[0033] Формующая часть 110 прикреплена к нижней стороне пластины 103U. Первая режущая часть 120 прикреплена к нижней стороне пластины 104U. Вторая режущая часть 130 прикреплена к нижней стороне пластины 105U. Третья режущая часть 140 прикреплена к нижней стороне пластины 106U. Расширяющая часть 150 прикреплена к нижней стороне пластины 107U. Отделяющая часть 160 прикреплена к нижней стороне пластины 108U.
[0034] Пластина 106U, к которой прикреплена третья режущая часть 140, и пластина 107U, к которой прикреплена расширяющая часть 150 (верхняя расширяющая часть 151), соединены с помощью поджимающего элемента 109А. Кроме того, пластина 107U, к которой прикреплена расширяющая часть 150 (верхняя расширяющая часть 151), и пластина 108U, к которой прикреплена отделяющая часть 160, соединены с помощью поджимающего элемента 109В.
[0035] Неподвижная часть 101L выполнена на самой нижней стороне нижнего штампа 100L.
[0036] Опорная пластина 102L нижнего штампа неподвижно установлена верхней стороне неподвижной части 101L.
[0037] Шесть пластин 103L, 104L, 105L, 106L, 107L, 108L нижнего штампа отделены одна от другой на заданное расстояние в направлении X и неподвижно установлены на верхней стороне опорной пластины 102L нижнего штампа.
[0038] Формующая часть 110 прикреплена к верхней стороне пластины 103L нижнего штампа. Первая режущая часть 120 прикреплена к верхней стороне пластины 104L нижнего штампа. Вторая режущая часть 130 прикреплена к верхней стороне пластины 105L нижнего штампа. Третья режущая часть 140 прикреплена к верхней стороне пластины 106L нижнего штампа. Расширяющая часть 150 прикреплена к верхней стороне пластины 107L нижнего штампа. Отделяющая часть 160 прикреплена к верхней стороне пластины 108L нижнего штампа.
[0039] Пластина 106L нижнего штампа, к которой прикреплена третья режущая часть 140, и пластина 107L нижнего штампа, к которой прикреплена расширяющая часть 150 (нижняя расширяющая часть 152), соединены с помощью поджимающего элемента 109С. Кроме того, пластина 107L нижнего штампа, к которой прикреплена расширяющая часть 150 (нижняя расширяющая часть 152), и пластина 108L нижнего штампа, к которой прикреплена отделяющая часть 160, соединены с помощью поджимающего элемента 109D.
[0040] Поджимающие элементы 109А, 109В, 109С, 109D выполнены с возможностью регулирования местоположения прессования для выполнения позиционирования в зависимости от увеличения ширины изделия W5 в направлении X, обеспечиваемого расширяющей частью 150.
[0041] Кроме того, как показано на Фиг. 7, на пластине 107U верхнего штампа неподвижно установлены направляющие штифты 111U, проходящие вниз, как показано на Фиг. 7. Кроме того, в пластине 107L нижнего штампа выполнены сквозные отверстия 111L, в которые вставляются направляющие штифты 111U. Направляющие штифты 111U вставлены в сквозные отверстия 111L для корректировки положения верхнего штампа 100U и нижнего штампа 100L.
[0042] Кроме того, как показано на Фиг. 7, на верхней расширяющей части 151 выполнен установочный штифт 112U. Установочный штифт 112U вставлен в отверстие 11 изделия W5 для обеспечения возможности корректировки положения пластины 107U верхнего штампа, пластины 107L нижнего штампа и изделия W5.
[0043] Как и на пластине 107U, направляющие штифты также выполнены на пластинах 103U, 104U, 105U, 106U, 108U верхнего штампа. Кроме того, как и на расширяющей части 150, установочные штифты выполнены на формующей части 110, первой режущей части 120, второй режущей части 130, третьей режущей части 140 и отделяющей части 160.
[0044] Далее со ссылкой на Фиг. 8 описан процесс изготовления педали 4 тормоза согласно представленному варианту выполнения.
[0045] Способ изготовления педали 4 тормоза согласно представленному варианту выполнения включает этап S01 формования, первый этап S02 резки, второй этап S03 резки, третий этап S04 резки, этап S05 расширения и этап S06 отделения. Указанные этапы выполняют одновременно с помощью верхнего штампа 100U и нижнего штампа 100L.
[0046] Сначала на этапе S01 формования с помощью формующей части 110 в местоположении Р1, которое находится на одной стороне изделия W1 в направлении Y и в котором выполняют отверстие 11, предназначенное для размещения в нем опорного вала 3, формируют предварительное отверстие 11А, которое меньше, чем отверстие 11, а в положении Р2, которое находится на другой стороне в направлении Y, выполняют установочное отверстие Н.
[0047] Далее на этапе S02 резки с помощью первой режущей части 120 на одном конце разделительной части В между соседними изделиями W1, W2 в направлении Y вырезают первый конец Р3 для получения выемки N, а также вырезают первую лишнюю часть Р4, которая находится на стороне установочного отверстия Н, обращенной к выемке N, и соответствует форме педали 4 тормоза.
[0048] Затем на этапе S03 резки с помощью второй режущей части 130 в области Р5 вблизи местоположения, в котором с помощью формующей части 110 выполнено предварительное отверстие 11А, формируют отверстие 11, а на другом конце в направлении Y в соответствии с формой педали 4 тормоза вырезают второй конец Р6.
[0049] Затем на третьем этапе S04 резки с помощью третьей режущей части 140 между первой лишней частью Р4 и вторым концом Р6 в соответствии с формой педали 4 тормоза вырезают вторую лишнюю часть Р7, которая окружает установочное отверстие Н.
[0050] Затем на этапе S05 расширения с помощью расширяющей части 150 с двух сторон в направлении Z прессуют часть Р8, проходящую в плоскости изделия W5, для увеличения ширины изделия W5 в направлении X. На этапе S05 расширения предпочтительно, чтобы прессование изделия W5 выполнялось в положении, отличном от положения проушины 12. Таким образом, когда изделие W5 прессуют в местоположении, отличном от местоположения указанной проушины, толщина части, в которой выполнена проушина 12 и которая подвержена сильным напряжениям во время работы педали, не уменьшается и, следовательно, может быть обеспечена большая надежность для педали 4 тормоза.
[0051] Затем на этапе S06 отделения с помощью отделяющей части 160 изделие W6, имеющее увеличенную ширину в направлении X, отрезают от обрабатываемого материала М.
[0052] На этапе S05 расширения увеличивают ширину изделия W5 в направлении X. Верхний 100U и нижний 100L штампы имеют поджимающие элементы 109А, 109В, 109С, 109D. Таким образом, в зависимости от увеличения ширины изделия W5 в направлении X с помощью поджимающих элементов 109А, 109В, 109С, 109D обеспечивают перемещение пластин 106U, 107U, 108U верхнего штампа и пластин 106L, 107L, 108L так, чтобы разместить установочные штифты 112U в отверстиях 11.
[0053] Педаль 4 тормоза изготавливают путем выполнения набора этапов, описанных выше.
[0054] Как описано выше, способ изготовления педали 4 согласно представленному варианту выполнения предполагает ее изготовление путем последовательного прессования, в ходе которого обрабатываемый материал М вытянутой формы, заготовку из которого располагают так, что ширина промежуточной части, представляющая собой расстояние между изделиями W, расположенными вблизи друг друга в направлении X, равна нулю, периодически подают с постоянным шагом в направлении X и одновременно прессуют в нескольких местоположениях в направлении X. Способ изготовления педали 4 тормоза включает этап S05 расширения, на котором прессуют часть Р8, проходящую в плоскости изделия W5 в направлении Z, для увеличения ширины изделия W5 в направлении X, и этап S06 отделения, на котором изделие W6, имеющее ширину, увеличенную в направлении X, отрезают от обрабатываемого материала М. Благодаря такому способу изготовления на этапе S05 расширения ширину изделия W5 увеличивают до требуемого значения. Таким образом, по сравнению со случаем, когда ширина в направлении X заранее соответствует требуемой ширине, обеспечивается возможность увеличения коэффициента экономичности заготовок. Таким образом, обеспечен способ изготовления педали 4 тормоза, который позволит увеличить коэффициент экономичности заготовок.
[0055] Кроме того, местоположение для прессования может регулироваться для выполнения позиционирования в зависимости от увеличения ширины изделия W5 в направлении X на этапе S05 расширения. Таким образом, обеспечивается возможность точного выполнения прессования.
[0056] Кроме того, часть Р8 прессуют с обеих сторон в направлении Z на этапе S05 расширения. Таким образом, центр тяжести может быть смещен к центру в направлении толщины, при этом обеспечивается возможность дополнительно увеличить размер изделия W5 в направлении X.
[0057] Кроме того, длина обрабатываемого материала М в направлении Y такая же, как длина педали 4 тормоза в направлении Y. Таким образом, может быть дополнительно увеличена экономичность заготовок.
[0058] Кроме того, перед этапом S05 расширения указанный способ изготовления также включает этап S01 формования, на котором в местоположении Р1 на одной стороне изделия W1 в направлении Y, где выполнено отверстие 11 для размещения опорного вала 3, формируют предварительное отверстие 11А, которое меньше, чем отверстие 11, а в местоположении Р2, т.е. на другой стороне в направлении Y, формируют установочное отверстие Н; первый этап S02 резки, на котором на одном конце разделительной части В между соседними изделиями W1, W2 в направлении Y вырезают первый конец Р3 для формирования выемки N и вырезают первую лишнюю часть Р4, которая проходит на стороне установочного отверстия Н, обращенной к выемке N, и соответствует форме педали 4 тормоза; второй этап S03 резки, на котором в области Р5 вблизи местоположения, в котором на этапе S01 формования выполнили предварительное отверстие 11А, формируют отверстие 11 и вырезают второй конец Р6, который расположен на другом конце в направлении Y и соответствует форме педали 4 тормоза; и третий этап S04 резки, на котором вырезают вторую лишнюю часть Р7, которая окружает установочное отверстие Н, проходит между первой лишней частью Р4 и вторым концом Р6 и соответствует форме педали 4 тормоза. Таким образом, обеспечивается более точное изготовление педали 4 тормоза.
[0059] Кроме того, подвергаемая давлению часть Р8 проходит так, что оба конца части Р8 в направлении Y проходят за пределы ширины L1 разделительной части В вдоль направления Y, если смотреть в направлении X. Таким образом, при прессовании части Р8 обеспечивается возможность по существу равномерно увеличить ширину в направлении X педали 4 вдоль направления Y в соответствии с формой подвергаемой давлению части Р8.
[0060] Кроме того, выемку N формируют так, чтобы она была длиннее в направлении Y, чем в направлении X. Таким образом, на этапе S05 расширения при увеличении протяженности подвергаемой давлению части Р8 в направлении X обеспечивается более легкое увеличение размера.
[0061] Кроме того, подвергаемую давлению часть Р8 формуют вдоль направления, пересекающего направление X. Таким образом, ширина педали 4 тормоза в направлении X может быть увеличена по существу равномерно вдоль направления Y в соответствии с формой части Р8.
[0062] Кроме того, как описано выше, устройство 100 согласно представленному варианту выполнения представляет собой устройство 100 для изготовления педали 4 тормоза путем последовательного прессования, в ходе которого обрабатываемый материал М вытянутой формы, заготовку из которого располагают так, что ширина промежуточной части, представляющая собой расстояние между изделиями W, расположенными смежно вблизи друг друга в направлении X, равна нулю, периодически подают с постоянным шагом в направлении X и одновременно прессуют в нескольких местоположениях в направлении X. Устройство 100 содержит расширяющую часть 150, предназначенную для прессования части Р8, проходящей в плоскости изделия W5 в направлении Z, для увеличения ширины изделия W5 в направлении X, и отделяющую часть 160, предназначенную для отрезания изделия W6, имеющего увеличенную в направлении X ширину, от обрабатываемого материала М. Благодаря такому устройству обеспечивается возможность увеличения ширины изделия W5 до требуемого значения с помощью расширяющей части 150. Таким образом, по сравнению со случаем, когда ширина в направлении X заранее установлена в соответствии с требуемым значением, может быть дополнительно увеличена экономичность заготовок. Таким образом, может быть обеспечено устройство 100 для изготовления педали 4 тормоза с большим коэффициентом экономичности заготовок.
[0063] Кроме того, устройство 100 содержит поджимающие элементы 109А, 109В, 109С, 109D, которые позволяют регулировать местоположение для прессования для установки изделия W5 в зависимости от увеличения его ширины в направлении X с помощью расширяющей части 150. Таким образом, обеспечивается большая точность при прессовании.
[0064] Кроме того, с помощью расширяющей части 150 часть Р8 прессуют с двух сторон в направлении Z. Таким образом, центр тяжести может быть смещен к центру в направлении толщины, при этом обеспечивается возможность дополнительного увеличения размера изделия W5 в направлении X.
[0065] Кроме того, устройство 100 содержит формующую часть 110 для формирования в местоположении Р1 на одной стороне изделия W1 в направлении Y, где формируют отверстие 11 для размещения опорного вала 3, предварительного отверстия 11А, которое меньше отверстия 11, а также формирования установочного отверстия Н в местоположении Р2, т.е. на другой стороне в направлении Y; первую режущую часть 120, предназначенную для вырезания на одном конце разделительной части В между соседними изделиями W1, W2 в направлении Y первого конца Р3 для формирования выемки N и вырезания первой лишней части Р4, которая находится на стороне установочного отверстия Н, обращенной к выемке N, и соответствует формой педали 4 тормоза; вторую режущую часть 130, предназначенную для формирования отверстия 11 в области Р5 вблизи местоположения, в котором с помощью формующей части 110 формируют предварительное отверстие 11А, и вырезания на другом конце в направлении Y второго конца Р6 в соответствии с формой педали 4 тормоза; и третью режущую часть 140, которая предназначена для вырезания второй лишней части Р7, окружающей установочное отверстие Н, проходит между первой лишней частью Р4 и вторым концом Р6 и соответствует форме педали 4 тормоза. Таким образом, обеспечивается возможность более точного изготовления педали 4 тормоза.
[0066] Кроме того, подвергаемая давлению часть Р8 проходит так, что оба ее конца в направлении Y проходят за пределы ширины L1 в направлении Y разделительной части В, если смотреть в направлении X. Таким образом, ширина педали 4 тормоза в направлении X может быть увеличена по существу равномерно вдоль направления Y в соответствии с формой подвергаемой давлению части Р8.
[0067] Кроме того, выемку N формируют так, чтобы она была длиннее в направлении Y, чем в направлении X. Таким образом, на этапе S05 расширения обеспечивается увеличение протяженности подвергаемой давлению части Р8 в направлении X, что делает расширение в направлении X более легким.
[0068] Кроме того, подвергаемая давлению часть Р8 выполнена вдоль направления, пересекающего направление X. Таким образом, ширина педали 4 тормоза в направлении X может быть увеличена по существу равномерно вдоль направления Y в соответствии с формой части Р8.
[0069] Настоящее изобретение не ограничено вышеупомянутым вариантом выполнения, при этом различные изменения могут быть сделаны в пределах объема, определяемого формулой изобретения.
[0070] Например, вышеупомянутый вариант включает этап S01 формования, первый этап S02 резки, второй этап S03 резки и третий этап S04 резки, но может и не включать эти этапы.
[0071] Кроме того, согласно вышеупомянутому варианту выполнения длина обрабатываемого материала М в направлении Y такая же, как длина педали 4 тормоза в направлении Y. Однако настоящее изобретение этим не ограничивается. Длина обрабатываемого материала М в направлении Y может быть больше длины педали 4 тормоза в направлении Y.
[0072] Кроме того, согласно вышеупомянутому варианту выполнения подвергаемая давлению часть Р8 проходит между отверстием 11 и первой лишней частью Р4, если смотреть в направлении X. Однако настоящее изобретение этим не ограничивается. Подвергаемая давлению часть Р8 может быть образована в любом местоположении в плоскости изделия W5.
[0073] Кроме того, согласно вышеупомянутому варианту выполнения выемка N выполнена более длинной в направлении Y, чем в направлении X. Однако настоящее изобретение этим не ограничивается. Выемка N может быть выполнена более длинной в направлении X, чем в направлении Y.
[0074] Кроме того, согласно вышеупомянутому варианту выполнения подвергаемая давлению часть Р8 образована вдоль направления, пересекающего направление X. Однако настоящее изобретение этим не ограничивается. Подвергаемая давлению часть Р8 может быть образована в любом направлении в плоскости изделия W5.
[0075] Кроме того в вышеуказанном варианте выполнения педаль 4 тормоза приведена в качестве примера рычажного компонента транспортного средства, при этом настоящее изобретение может быть применено для любого компонента транспортного средства, имеющего форму вытянутого рычага, например, педального рычага сцепления, и может также быть применено к педальному рычагу сцепления или рычагу подвески.
[0076]
<Пример>
Настоящее изобретение описано далее более подробно на основании приведенного примера. Однако настоящее изобретение этим не ограничивается.
[0077] Обрабатываемый материал имеет толщину 7 мм и ширину 280 мм в направлении X, при этом предел прочности на разрыв составляет 440 МПа. Как показано на Фиг. 9, прессование может быть выполнено на подвергаемой давлению части Р8 в области 15 мм × 110 мм. Фиг. 10 изображает график зависимости между усилием прессования и увеличением размера в направлении X. Фиг. 11 изображает график зависимости между усилием прессования и уменьшением толщины. Фиг. 12 изображает график зависимости между уменьшением толщины и увеличением размера в направлении X.
[0078] Как показано на Фиг. 10, обрабатываемый материал подвергался прессованию с усилием 200 т и увеличился в размере примерно на 1,7 мм. Кроме того, обрабатываемый материал подвергался прессованию с усилием 300 т и увеличился в размере примерно на 4,1 мм. Кроме того, обрабатываемый материал подвергался прессованию с усилием 400 т и увеличился в размере примерно на 4,3 мм.
[0079] Кроме того, как показано на Фиг. 11, обрабатываемый материал подвергали прессованию с усилием 200 т, при этом его толщина была уменьшена примерно на 0,8 мм. Кроме того, обрабатываемый материал подвергали прессованию с усилием 300 т, и его толщина уменьшилась примерно на 1,7 мм. Кроме того, обрабатываемый материал подвергали прессованию с усилием 400 т, и его толщина уменьшилась примерно на 1,8 мм.
[0080] Кроме того, как показано на Фиг. 12, при уменьшении толщины примерно на 0,8 мм ширина увеличилась примерно на 1.7 мм. Кроме того, при уменьшении толщины примерно на 1,7 мм ширина увеличилась примерно на 4,1 мм. Кроме того, при уменьшении толщины примерно на 1,8 мм ширина увеличилась примерно на 4,3 мм.
[0081] Согласно приведенному выше примеру прессование обеспечивает возможность увеличить размер в соответствии с заданной величиной.
Список обозначений
[0082]
2: держатель
3: опорный вал
4: педаль тормоза (рычажный элемент транспортного средства)
5: штифт
6: стержень
11: отверстие
11А: предварительное отверстие
100: устройство для изготовления педали тормоза
109А, 109В, 109С, 109D: поджимающий элемент
110: формующая часть
120: первая режущая часть
130: вторая режущая часть
140: третья режущая часть
150: расширяющая часть
160: отделяющая часть
В: разделительная часть между изделиями
Н: установочное отверстие
М: обрабатываемый материал
N: выемка
Р1: местоположение для формирования отверстия
Р2: местоположение на другой стороне в направлении Y
Р3: первый конец
Р4: первая лишняя часть
Р5: область вблизи местоположения для формирования предварительного отверстия
Р6: второй конец
Р7: вторая лишняя часть
Р8: часть, подвергаемая давлению
S01: этап формования
S02: первый этап резки
S03: второй этап резки
S04: третий этап резки
S05: этап расширения
S06: этап отделения
W: изделие
Реферат
Изобретение относится к области машиностроения. Способ изготовления рычажного компонента транспортного средства включает этап расширения и этап отделения. Этап расширения осуществляют путем прессования подвергаемой давлению части изделия, проходящей в плоскости изделия, в направлении толщины для увеличения ширины изделия в направлении подачи. На этапе отделения изделие отрезают от обрабатываемого материала. Изобретение также включает устройство для изготовления рычажного компонента транспортного средства. Техническим результатом изобретения является повышение коэффициента экономичности заготовок. 2 н. и 13 з.п. ф-лы, 12 ил., 1 пр.
Комментарии