Установка для производства разделительных операций - SU564789A3
Код документа: SU564789A3
Чертежи



Описание
(54) УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА РАЗДЕЛИТЕЛЬНЫХ
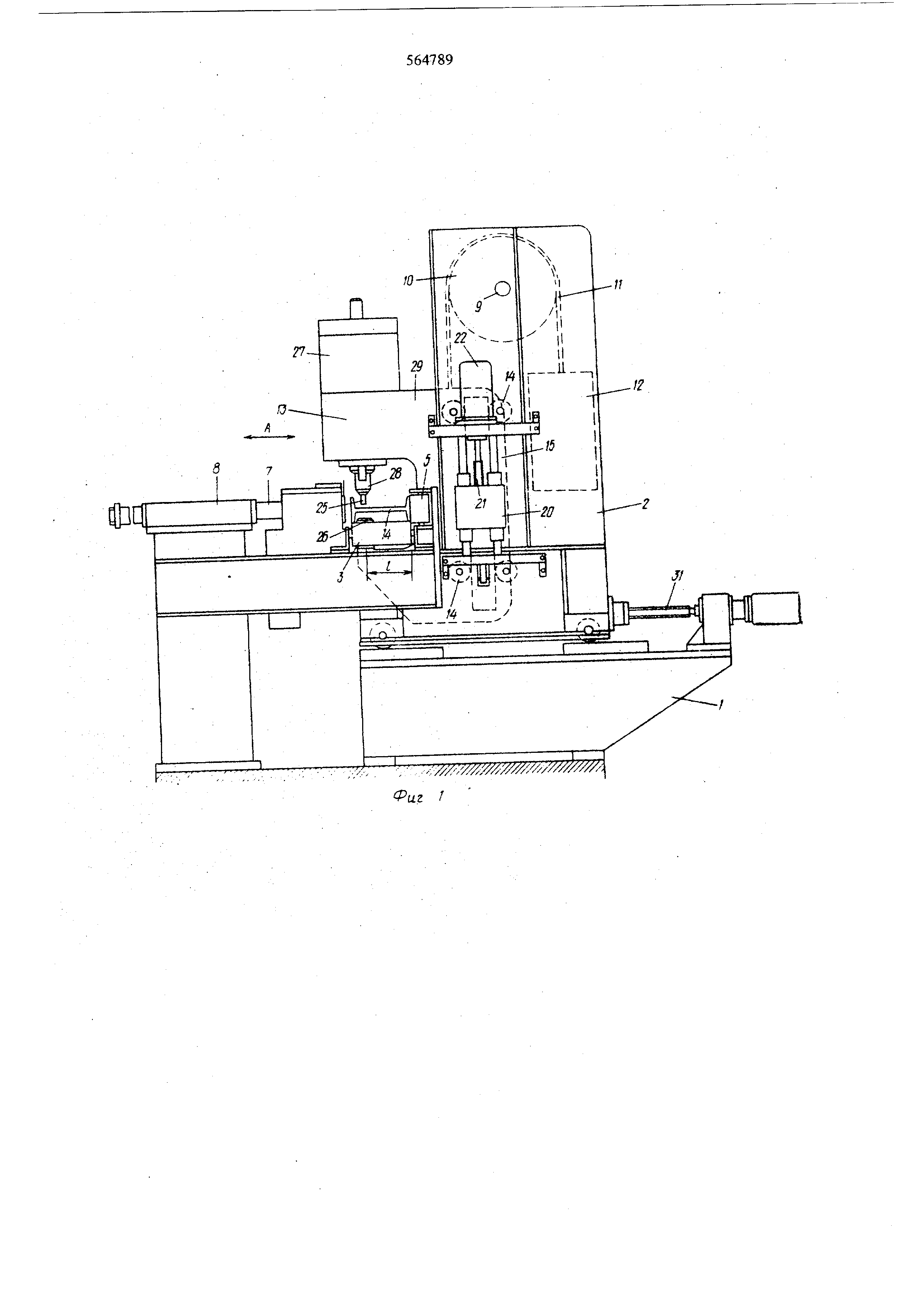
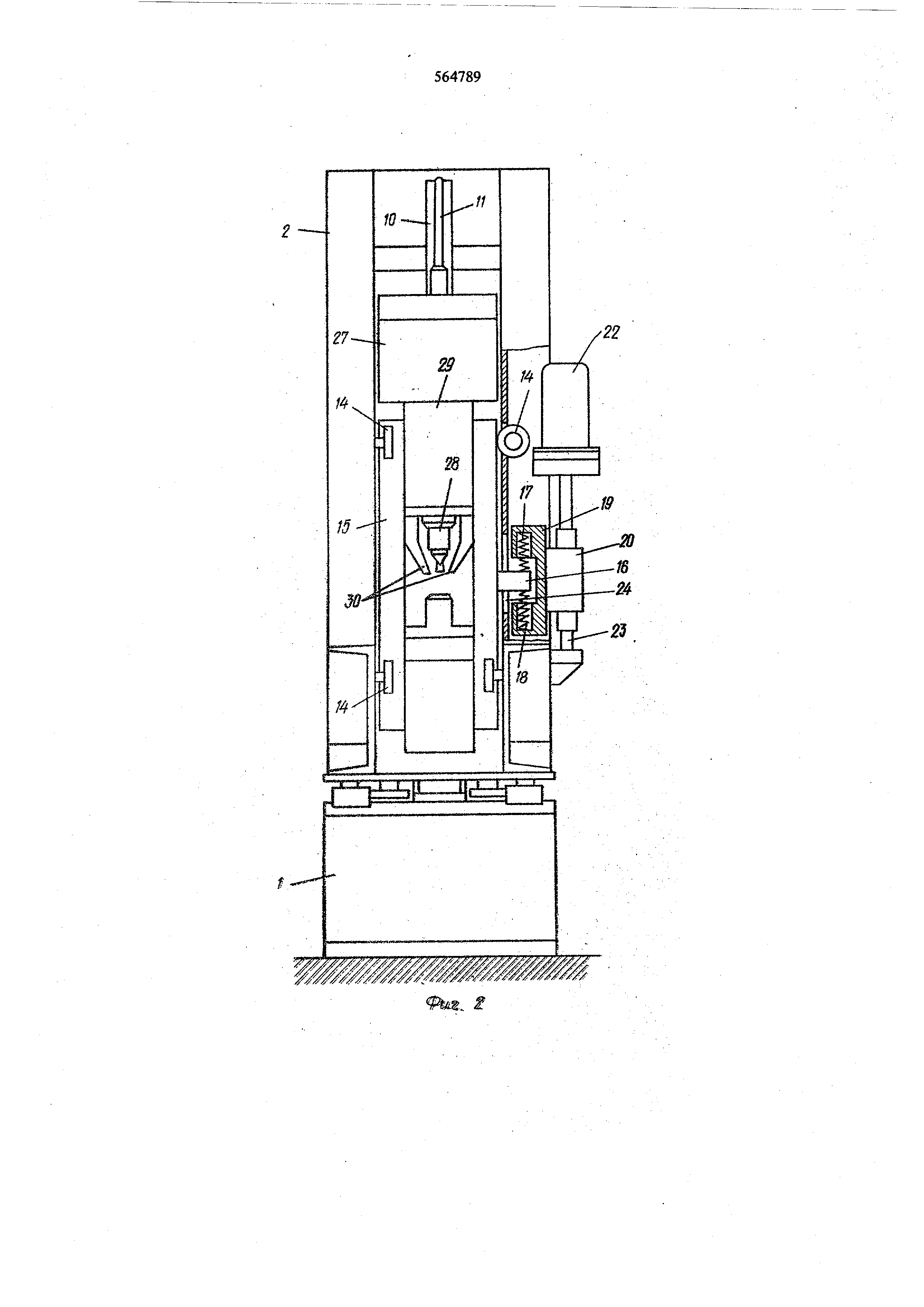
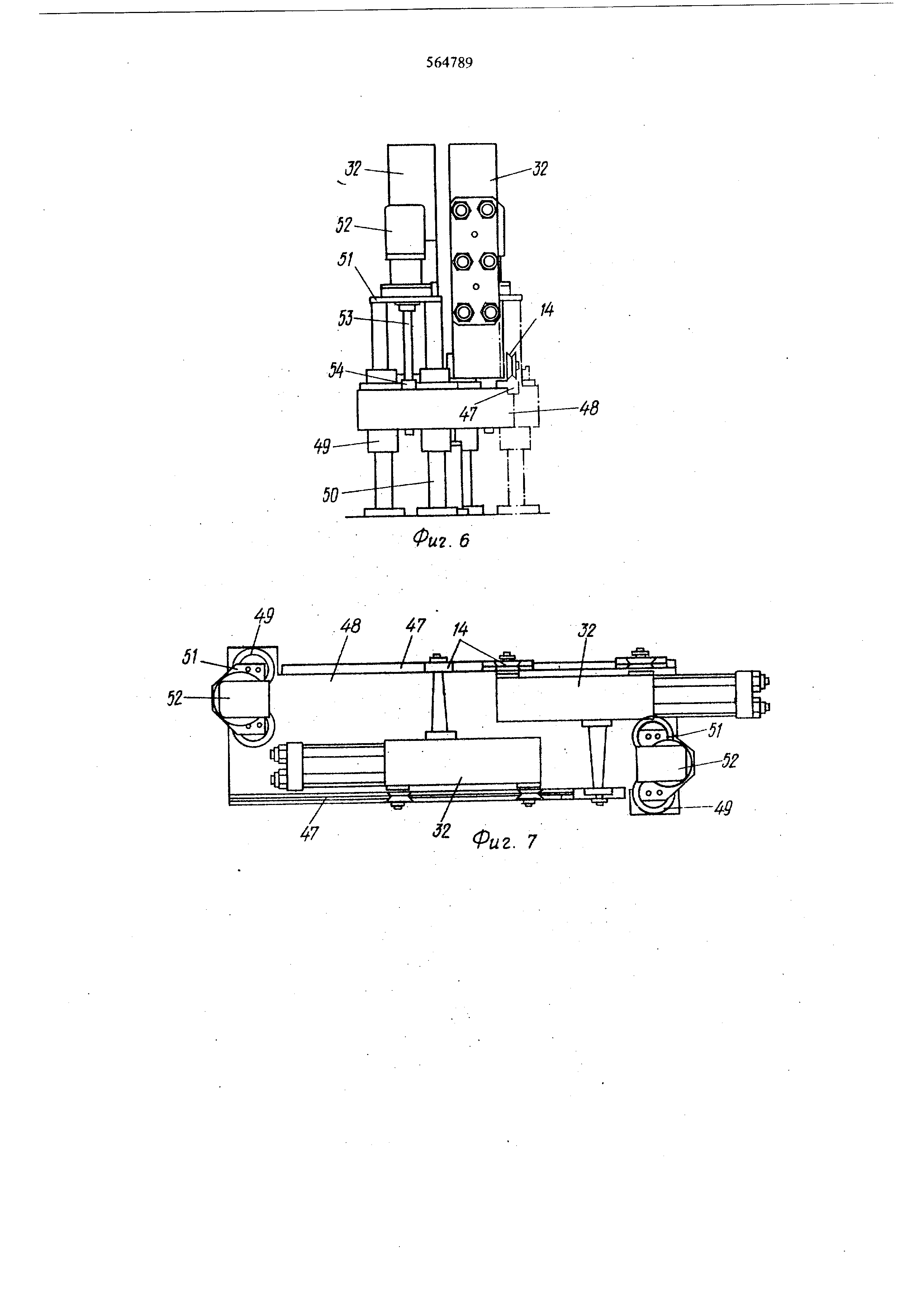
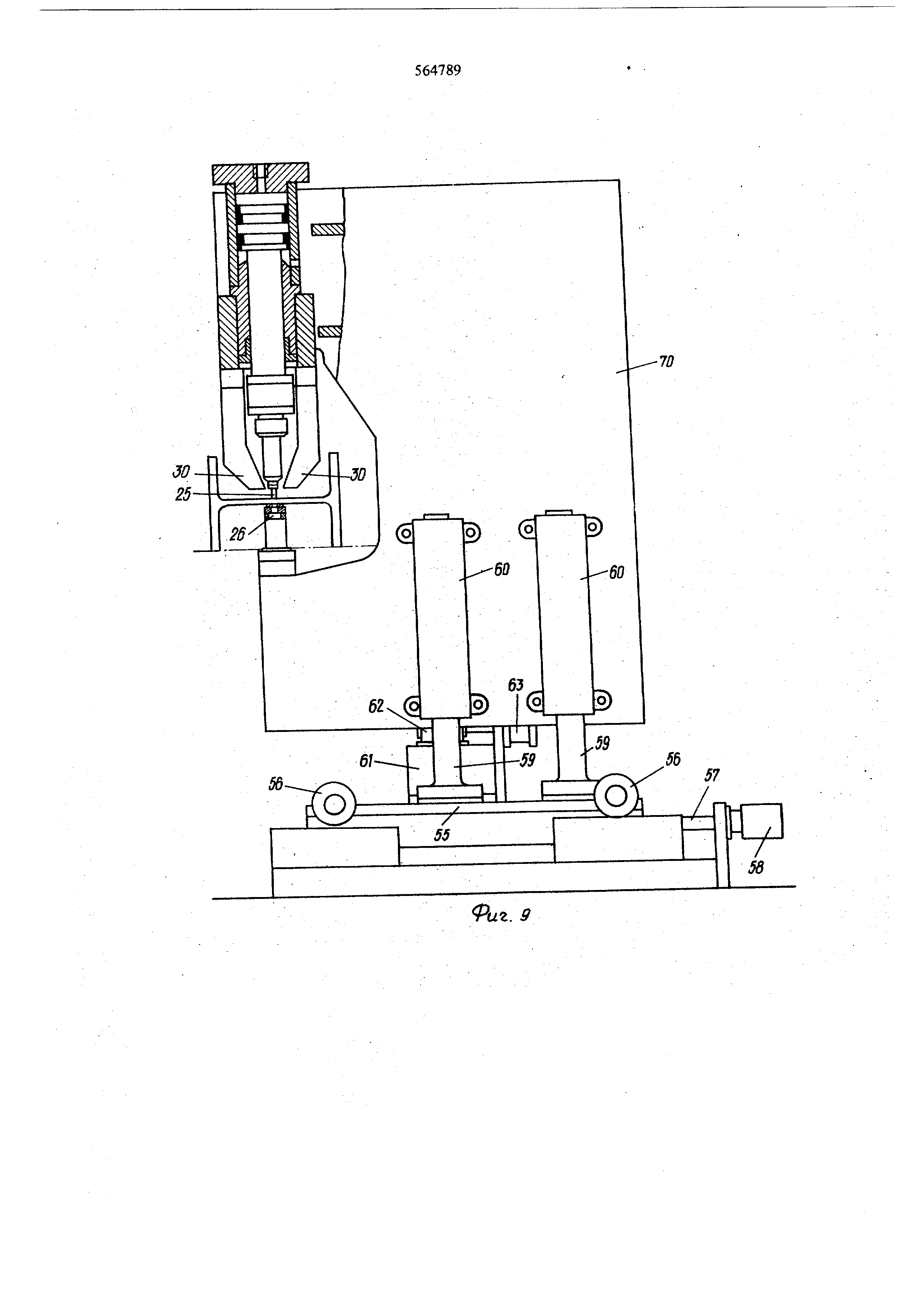
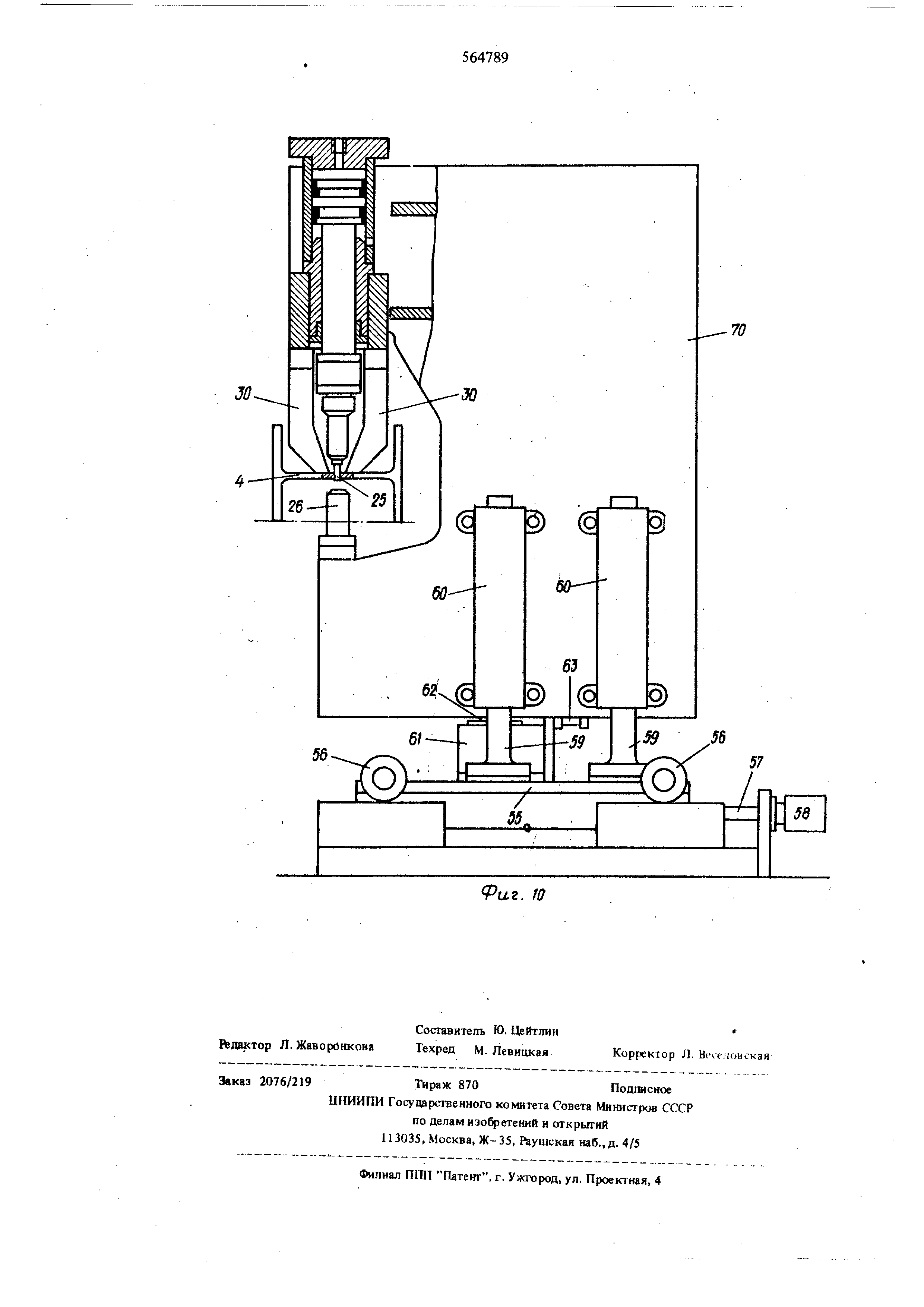
ОПЕРАЦИЙ лируемой по высоте отноштельно основания установки . Опора может быть выполнена в виде даска, закрепленною на регулируемом винте. На фиг. 1 показана установка для пробивки вертикальных отверстай, вид сбоку; на фиг. 2 - то же, вид шереда и частичный разрез; на фиг. 3 - вариант выполнения установки для пробивки отверстий в вертикальном фланце; на фиг. 4 - то же, вид сверху; на фиг. 5 - вариант выполнения установки с двумя вертикальными рамами, вид спереди; на фиг. 6 - то же, вид сбоку; на фиг. 7 - то же, вид сверху; на .фиг. 8-10-вариант выполнения установки с рамой, подвешенной на пружине, три рабочих положения. Установка содержит основание 1, на котором перемещается каретка 2 по направлению, указанному стрелкой А, В установке имеются ролики 3, на которых устанавливают офабатьшаемый профиль 4. Перемещается профиль в направлении, перпендикулярном плоскосш чертежа, приводными подающими роликами 5. Приводятся в движение ролики 5 при помощи импульсного датчика (на чертежах не показан), число импульсов которого соответствует необходамому расстоянию между отверстиями. Профиль прижимается к подающим роликам 5 при помощи одного или даух роликов б, на которые действует шток 7 Щ1линдра 8, вследствие чего ролики 5 служат базой для установки профиля и от них измеряется nonepetmoe расстояние Р между отверстиями в ребре профиля. Подающая каретка в верхней части имеет вал 9, на котором установлено цепное колесо 10, по которому проходит цепь 11, на которой, с одной стороны , висит противовес 12, а с другой стороны U-образная рама 13. Она совершает в кареже 2 вертикальное перемещение при помощи приводных подающих роликов 14, вследствие чего рама 13 может осуществлять движение, строго перпендикулярное каретке 2, На поперечной части 15 U-образной рамы 13 установлена боковая цапфа 16 (фиг. 2), которая выступает для вертикального пробивочного инструмента между двумя установленными вертикально пружинами 17 и 18. Эти пружины установлены в блоке 19, которьп снабжен насадкой 20, входящей в зацепление с ходовым ви1ггом 21 регулировочного двигателя 22, насадка направляется колонками 23, которые установлены на каретке 2. При помощи двигателя и ходового винта блок 19 можно перемещать по высоте. Цапфа 16 проходит через вырез 24, вследствие чего рама 13 может осуществлять движею1е, строго перпендикулярное каретке 2, уставовленноГ{ в направлении подачи. Цапфа 16, которая выступает через вырез 24 соответствующей стенки рамы, занимает вместе с рамой 13 без вне1Ш{его воздействия постоянно среднее положение между пружинами 17 и 18, которое определяется положе 1ием блока 19. Положе1ше рамы 13 выбирают при помощи двигателя (на черте жах не показан) так, что обе части инструмента, установленные на раме 13, т.е. пуансон 25 и матрица 26 находятся на расстоянии от поперечного ребра , в котором должно быть пробито отверстие. Расстояние между обеими частями инструмента определяется согласно ожидаемым отклонениям (допускам) в высоте поперечного ребра 1, при этом принимается во внимание требуемый зазор дня перемещения профиля. Пуансон приводится в движение при помощи двигателя 27. Сбоку пуансона и его держателя 28 на плечах 29 рамы 13 установлены съемники 30. Работает устройство следующим образом. После установки подакицей каретки 2 при помощи ходового винта или щтока порщня 31 по направлению стрелки А, благодаря чему устанавливают расстояние , f (фиг. 1) для пробиваемого отверстия, импульсный датчик для подающих роликов 5 получает необходимые данные для подачи профиля вдоль его продольной оси, т.е. перпендикулярно плоскости чертежа. Вместо импульсов для подающих роликов 5 расстояние может быть определено положением продольного упора (на чертежах не показан). После зтого при помощи двигателя 22 раму перемещают по высоте так, что обе части инструмента располагаются так, что поперечное ребро профиля 4 устанавливается в середине между ними, причем пружины 17 и 18 имеют одинаковое натяжение. Это среднее положение достигают тем, что противовес 12 имеет выравнивающий раму 13 вес. Если пуансон 25 опускается на поперечное ребро для того, чтобы пробить отверстие и упирается в ребро, то при последующем опускании пуансона он прежде всего отжимает раму 13 из ее среднего положения вверх, сжимая обе пружины 17 и 18, пока матрица 26 не будет прилегать к внещней стороне поперечного ребра. После этого пуансон пробивает отверстие в поперечном ребре. В процессе пробивки отверстия пуансон опускается непрерьшно , и весь процесс происходит при равномерном движении пуансона 25. Если после пробивки пуансон снова направляется вверх, то матрица 26 остается на нижней стороНе поперечного ребра и вступает в действие съемник 30, благодаря чему пуансон может быть вынут из пробитого отверстия. После зтого благодаря действию обеих пружин 17 и 18 рама 13 возвращается в среднее положение, при котором поперечное ребро находится приблизительно на одинаковом расстоянии от пуансона 25 и матрицы 26. Поэтому пружи1Ш1 17 и 18 выполнены таким образом, что они при посадке пуапсона на поперешое ребро могут пружинить, не препятствуя пробивке, ас ругой стороны после пробивки устанавливают аму 13 CFiooa в ее среднее положение. Потивовес можно не устанавдшвать, так как реднее положение горизонтально перемещающейся амы 32 достигают при помощи пружины 33 ( фиг. 3 и 4). Пробивка отверстий сверху и снизу поперечного ребра во фланце 34, U-образная рама 32 имеет два пуансона 35 и 36, которые расположены друг над другом, их сбрасьшатели 37, 38. Матрицы 39 и 40 подсоединены к плечам 41 и 42 рамы 32. Плечо 42 имеет гибкий щуп 43 для поперечного ребра профиля. Каретка 44 может перемещаться по высоте в направлении, указанном стрелкой Б, при помощи двигателя 45 таким же образом, как каретка 2 в направлении, перпендикулярном пробиваемым отверстиям. В соответствии с рабочим направлением пуансонов 35 и 36 рама 32 может перемещаться по направлению стрелки В и при этом движении подпружинена, причем пружина 33 работает .аналогично работе пружин 17 и 18, т.е. пружина обеспечивает горизонтальное положение рамы 32, которая может двигаться и в горизонтальном направлении при помощи направляющих роликов или направляющих шин. Для пробивки отверстий во фланце 34 после подвода гибкого щупа 43 к поперечному ребру профиля 4 каретка 44 перемещается по высоте таким образом, что отверстия ниже ребра могут быть пробиты при помощи пуансона 36. Пуансон 35 и 36 перемещается к наружной стороне фланца 34 до упора в него. При дальнейшем движении рама 32 перемещается согласно вправо, пока матрица 39 или 40 не будет прилегать к внутренней стороне фланца 34, и происходит просечка фланца. Если при помощи нижнего пуансона 36 пробиты отверстия ниже поперечного ребра и должны быть пробиты отверстия выше бокового ребра, то подающая каретка 44 опускается, вследствие чего пуансон 35 находится на уровне пробиваемых отверстий выше поперечного ребра. При пробивке горизонтальных отверстий ниже и выше поперечного ребра профиля необходимы два пробивных инструмента 35, 39 и 36 и 40, так как поперечное ребро мешает движению матрицы 39 и 40 нижнего или верхнего пуансона по всей высоте фланца 34. По этой причине при пробивке отверстий в одном плече профилей типа тавров и двутавров достаточно использование только одного пробивочного инструмента 35, 39. Если во фланце 46 профиля типа двутавра должны быть тшсже пробиты отверстия, то установка согласно изобретершю, представляет собой зеркальное отображение установки, показа1щой на фиг. 3 и 4. Для пробивки отверстий в обоих фланцах профилей Т1ша тавров и двутавров предюжен вариант вьшолнегшя установки, показанпьш на фиг. 5-7. При этом используют две оданаковые размещенные по разные стороны профиля отпоситслыю его продольной оси, обращенных к профилю с его противоположных сторон и расположенных одна за другой рамы 32 с соответстЕуюи1,ими верхпими 35 и с нижними 36 пуансонами, к которым на плечах 41 или 42 подсоединены соответствующие матрицы. Рамы 32 могут перемещаться роликами 14 на аправляющих 1нинах 47 в направлении пробивки и одвержены действию одной из пружин 17 и)ш 18 ли пружины 33. Направляющие шины 47 установены на столе 48, который на ко1щах снабжен аправляющими втулками 49, которые направяются при помощи колонок 50, которые попарно есут поперечину 51. На ней установлен двигаель 52, который приводит в движе1ше регулироочный винт 53, который входит в зацепление с деталью 54 с нарезкой на столе 48. Оба двигателя 52 на обоих концах стола вращаются син фоино, они поднимают и опускают равномерно обе рамы 32. На фиг. 8, 9 и 10 показан еще один вариант конструктивного вьшолнения вертикально действующего пробивного пресса в положениях Перед началом пробивки отверстия, Процесс пробивки отверстия и Сбрасьтание. Стол 55 при помощи роликов 56 и ходового винта 57 и двигателя 58 перемещается горизонтально в направле}ши стрелки Г и несет четыре направляющих колонки 59, каждая из которых направляет втулку 60 перпендикулярно столу 55. На кронштейне 61 на столе 55 установлена угловая передача 62 двигателя 63, который установлен на столе. Угловая передача приводит в движение ходовой винт 64, которьш при вращении перемещается вдоль оси и он на своем конце переходит в стерже 1ь 65 без нарезки с установленной на нем жестко тарелкой 66, на которой может быть установлена опора 67 пружины. Опора 67 направляется при помощи стержня 65 и несет скользящую деталь 68. При этом фланец может быть расположен снизу напротив горизонтальной промежуточной стенки 69 рамы 70, которая втулкой 60 направляется колонкой 59. Верхний конец стержня 65 проходит свободно через вторую опору 71, между которой и опорой 67 устаповлепа пружина 72 и которая своим фланцем снизу прилегает ко второй промежуточной стенке 73 U-образной рамы 70. На плече 74 рама несет привод штампа, пуансон 25 и съемник 30, а па плече 75 установлена матрица 26. В исходном положении Перед началом пробивки отверстия после того, как при помощи подающего устройства и ходового винта 57 было -определе Ю точное горизонтальное положение пробиваемого отверстия, части занимают положение, которое показано па фиг. 8, при котором при помоищ ходового винта 64 и стержня 65 рама 70 загшмает положеш1е,при котором поперечное ребро профиля 4 типа двутавра находится в середине или приблизительно п середине между пуансоном 25 и матрицей 26. После этого двигатель 63 может быть приведен в действие. npji движении пуансона 25 к иоперечиому ребру профиля рама благодаря 11одде гжке пружины 72 поднимается таким образом, что матрица 26 прилегает С1мзу к поперсчпокгу ребру. При этом нижняя опора п :ужины опирается на тарелку 66, и пру 1 ипа72 немного расслабляется. Пуансон проХОДИ через ребро изготовляемой детали, как это показано на фиг. 9 при пробивке. После окончания про&шки отверстия съемник .. 30 встречают поперечное ребро, вследствие чего при возвращении пуансона 25 последний отделяется от фасонного железа. Одновременно рама 70 снова возвращается в исходное положение, показанное на фиг. 8. Предлагаемая установка пробивает отверстия без подгонки , инструментов в соответствии с отклонеиием от 1юрмального размера в толщине ребра. Изо }е1БШ1е можно также использовать с инструментами, которые подо&ю инструментам для пробивки отверстий, содержат две части, которые должны пршзводкть одинаковое давление яа обртбатьгааемую деталь, , при разрезании. Поэтому изо етение можно использовать как ножницы , в которых НИЖ1ШЙ нож прилегает к офабатываем9Й детали снизу благодаря давлению верхнего ножа на деталь сверху. Формула изобретения 1. Установка для производства разделительных операций, в частности для резки профилей типа уголков, швеллеров, двутавров и т.п. и пробивки отверстий в Них содержащая основание со смонтированным на нем устройством для перемещения профилей ш позицию обработки с роликами, несущими профиль, каретку и обрабатываняцую машиву , например пробивной пресс, с рамой, перемещаемой в направляющих в плоскости, перпендикулярной направлению перемещения каретю и несущей обрабатыьающиё инструменты, из которь1Х| по меньшей мере, один связан с рамой жестко и не менее одного, с возможностью пep v{eщeния вдоль лишний ее перемещения, отлича тем. что, с целью повышения точности обработки профилей с предусмотренными искривлениями и отклонениями в толщине полок и ребер, рама снабжена, по меньшей мере, одной пружиной поддерживающей раму с закрепленными на ней инструментами в исходной пожции и возвращакщей ее в исходную позицию. 2.Установка по п. 1, отличающаяся тем, что каретка снабжена блоком, на раме закреплена цапфа и в блоке вдоль направления перемещения рамы, по обе стороны цапфы, рашоложены пружины , поддерживающие раму с инструментом в исходной позиции и возвращающие ее в исходную позицию . 3.Установка попп. 1 и 2, отличающаяся тем, что блок стязан с приводом, сообщающим ему перемещение вдоль направления перемещения рамы. 4.Установка попп. 1 и 2, отличающаяся тем, что рама снабжена противовесом. 5.Установка по п. 1, отличающаяся тем, дао, с целью получения горизонтальньк .отверстий одовременно в. двух полках профиля, ош снабжена до-. полнительной рамой, вьшолиенной агалогично упомянутой , размещенной по другую Сторону профиля относительно его продольной оси, обращенной к про филю противоположно первой, и смещенной отюсительно первой в направлении оси профиля, обе рамы установлены нд оснований,, вьшолненном регулируемым по выеоте. 6.Установка по п. 1, от л,и ч а ю щ а я с я тем, что, с целью пробивки вертикальных отверстий, к верхнему концу пруяданы.рама подвешена, а нижний конец .пружины; ев йзан с опорой, регулируемой по высоте относительно основания установки. 7.У(ановка: по пп. 1 и 6, отличающаяся тем, чхо опора бьшолнена в виде диска, закрепленного на регулируемом винте.
Фаг /
V///Z ///////////////y////////)i


Реферат
Формула
Комментарии