Устройство для листовой газовой штамповки - RU178276U1
Код документа: RU178276U1
Чертежи


Описание
Предполагаемая полезная модель относится к области обработки материалов давлением и может быть использована для штамповки деталей из листового материала, преимущественно в малосерийном и опытном производствах.
Известны устройства для листовой газовой штамповки, содержащие камеру сгорания и матрицу, между которыми располагается штампуемая заготовка (Степанов В.Г., Шавров И.А. Высокоэнергетические импульсные методы обработки металлов. Л.: Машиностроение, 1975. - С. 63). В этих устройствах процесс штамповки осуществляется под действием давления газа, образующегося при сгорании горючих газовых смесей, например природного газа и кислорода.
К заявленному объекту наиболее близким аналогом является устройство для листовой штамповки взрывом газовых смесей, содержащее соосно установленные матрицу с внутренней полостью и камеру сгорания, снабженные средствами для подачи и зажигания газовой смеси и выпуска продуктов сгорания, а также охватывающую внутреннюю полость матрицы кольцевую полость, в которой размещен кольцевой поршень, взаимодействующий со штампуемой заготовкой (патент на полезную модель №98954, МПК В21Д 22/00). В этом устройстве горение газовой смеси осуществляется в камере сгорания и в полости матрицы. Это позволяет нагреть листовую заготовку и осуществить процесс штамповки в горячем состоянии заготовки, что повышает ее пластичность.
Известное устройство имеет следующий недостаток. При штамповке изделий из листовой заготовки усилие деформирования в процессе штамповки увеличивается. В данном устройстве нагрев и деформирование заготовки осуществляется воздействием газа. Давление газа максимально в начале процесса штамповки. В процессе штамповки за счет расширения и охлаждении газа его давление непрерывно уменьшается, а потребное усилие для деформирования заготовки увеличивается. Поэтому данное устройство обеспечивает штамповку только тонкостенных изделий толщиной до 1…1,5 мм. По этой же причине данное устройство не позволяет штамповать двухслойные (биметаллические) изделия. Это ограничивает его технологические возможности.
Технической задачей полезной модели является расширение технологических возможностей устройства для газовой штамповки.
Технический результат полезной модели достигается тем, что устройство для листовой газовой штамповки содержит соосно установленные матрицу с внутренней полостью и камеру сгорания, снабженные средствами подачи и зажигания газовой смеси и выпуска продуктов сгорания, а также охватывающую внутреннюю полость матрицы кольцевую полость, в которой размещен кольцевой поршень, взаимодействующий со штампуемой заготовкой. Кроме того, устройство содержит рабочий цилиндр с поршнем и дополнительную камеру сгорания, снабженную средствами подачи и зажигания газовой смеси и выпуска продуктов сгорания, причем рабочий цилиндр сообщен с камерой сгорания, а дополнительная камера сгорания примыкает к торцу поршня.
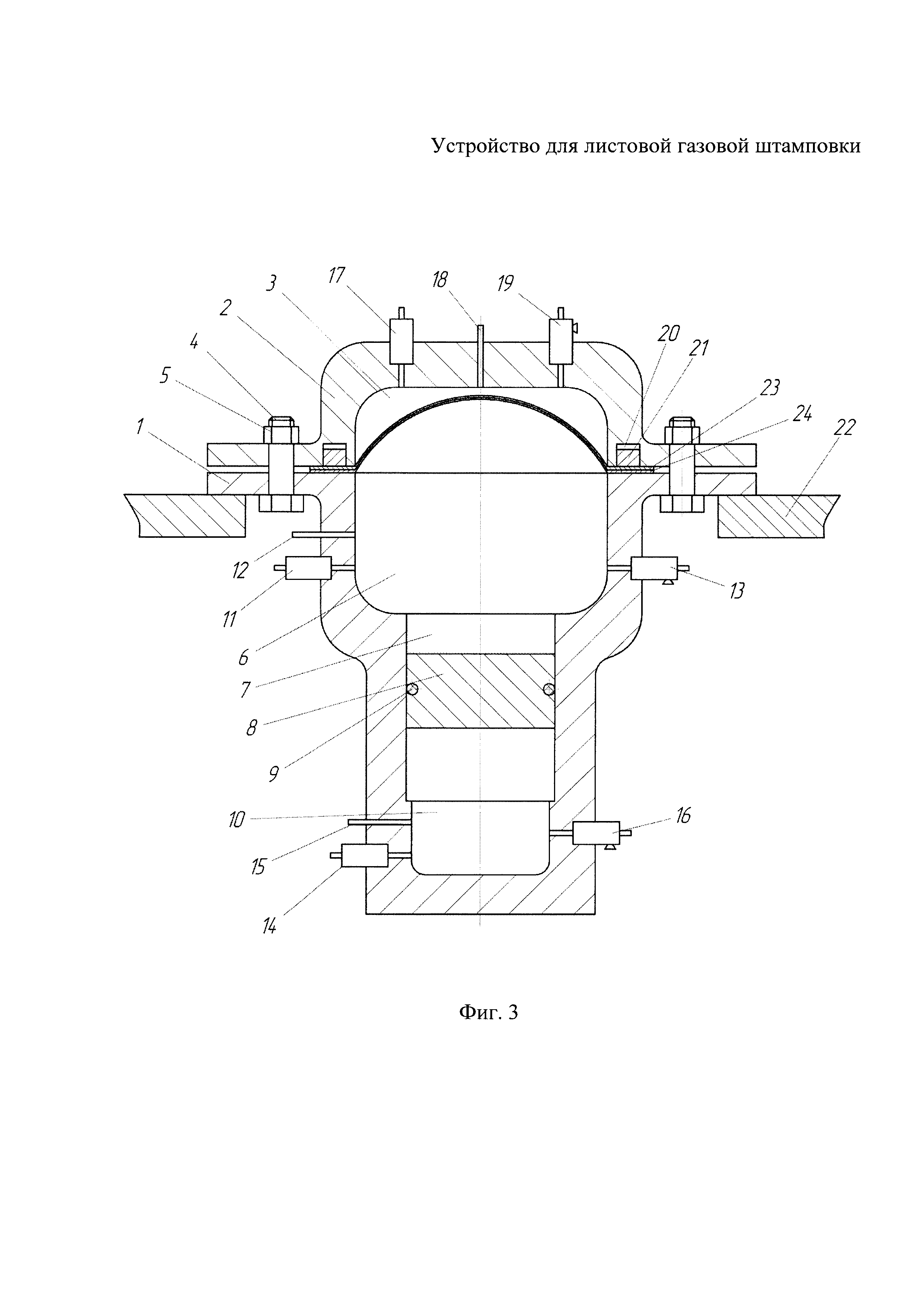
Предлагаемое устройство схематично показано на фиг. 1, 2 и 3, где на фиг. 1 представлено устройство в исходном его положении, а на фиг. 2 и 3 - в процессе штамповки изделия.
Устройство содержит корпус 1 и матрицу 2 с внутренней полостью 3, соединенные между собой при помощи болтов 4 и гаек 5. В корпусе 1 размещены камера сгорания 6 и рабочий цилиндр 7 с поршнем 8, снабженным уплотнением 9. В нижней части корпуса 1 расположена дополнительная камера сгорания 10. Камера сгорания 6 снабжена впускным клапаном 11, свечей зажигания 12, выпускным клапаном 13. Дополнительная камера сгорания 10 также снабжена впускным клапаном 14, свечи зажигания 15 и выпускным клапаном 16. На матрице 2 установлены впускной клапан 17, свеча зажигания 18 и выпускной клапан 19. В матрице 2 выполнена кольцевая полость 20, в которую установлен кольцевой поршень 21. Устройство устанавливается на опоре 22. Устройство может штамповать однослойные и двухслойные изделия. При штамповке двухслойных изделий между корпусом 1 и кольцевым поршнем 21 устанавливаются две листовые заготовки 23, 24 из разнородных материалов, например из стали и алюминия. При штамповке однослойных заготовок между корпусом 1 и кольцевым поршнем 21 устанавливается одна заготовка.
Работу устройства рассмотрим для случая штамповки двухслойных (биметаллических) изделий из двух листовых заготовок. Работа устройства осуществляется в следующей последовательности. В кольцевую полость 20 подается под давлением жидкость или сжатый воздух. При этом кольцевой поршень 21 осуществляет прижим фланцевой части заготовок 23 и 24. Одновременно производится закрытие выпускных клапанов 13, 16, 19. Затем через впускные клапаны 11, 14, 17 производится подача горючего газа и сжатого воздуха в полость 3 матрицы 2, камера сгорания 6 и дополнительную камеру сгорания 10. При этом в полости 3, камерах сгорания 6, 10 и рабочем цилиндре 7 образуются топливные смеси. В камерах сгорания 6, 10 и рабочем цилиндре 8 устанавливается одинаковое давление топливной смеси, в полости 3 ее давление устанавливается в 2…3 раза ниже. Затем при помощи свеч 12 и 18 осуществляется зажигание топливных смесей в полости 3 и камере сгорания 6. В результате сгорания топливных смесей давление в полости 3, камере сгорания 6 и рабочем цилиндре 7 многократно повышается. При этом давление в камере сгорания 6 в 2…3 раза превышает давление в полости 3. Под действием разности давлений заготовки 23 и 24 совместно деформируются, то есть осуществляется вытяжка их в полость 3 матрицы 2. При этом происходит интенсивное пластическое течение металла с фланцевой части заготовок.
В процессе вытяжки заготовок 23 и 24 усилие деформирования увеличивается, повышается также давление газа в полости 3 матрицы 2 вследствие его сжатия. Поэтому на определенной глубине матрицы 2 вытяжка заготовок прекращается (фиг. 2). В этом положении заготовки 23, 24 находятся в течение 0,5…1 с, при этом под действием продуктов сгорания заготовки интенсивно нагреваются. В процессе их нагрева температура продуктов сгорания снижается, соответственно уменьшается и давление в полости 3 и в камере сгорания 6. Затем при помощи свечи 15 осуществляется зажигание топливной смеси в дополнительной камере сгорания 10. В результате сгорания топливной смеси давление в этой камере многократно повышается. Под действием давления продуктов сгорания поршень 8 перемещается, вытесняя газ из рабочего цилиндра 7 в камеру сгорания 6. При этом происходит интенсивный рост давления и температуры газа в камере сгорания 6. Это обеспечивает дальнейшую деформацию заготовок 23, 24 (фиг. 3), а также увеличение их температуры до достижения интервала температур горячей обработки.
Совместное воздействие в течение 2..3 с высокого давления и высокой температуры создает условия для диффузионной сварки между собой заготовок 23 и 24, то есть происходит сварка по поверхности их контакта. Затем открывается выпускной клапан 19, и газ и из полости 3 матрицы 2 выпускается. Давление в полости матрицы 2 падает. При этом под действием давления газа, находящегося в камере сгорания 6, заготовки 23 и 24 совместно деформируются и заполняют всю полость матрицы 2. В этом положении заготовки остаются под давлением газа в течение 2..4 с для завершения процесса сварки и получения двухслойного изделия.
После осуществления процесса штамповки открываются выпускные клапаны 13, 16, 19 и продукты сгорания выпускаются из камеры сгорания 6, рабочего цилиндра 7 и дополнительной камеры сгорания 10. При этом поршень 8 под давлением собственного веса опускается в исходное положение. Кольцевая полость 20 соединяется на слив. После этого, отвинтив гайки 5, матрица 2 отсоединяется от корпуса 1, и из нее извлекается отштампованное двухслойное изделие. Затем на корпусе 1 устанавливаются новые заготовки, и матрица 2 присоединяется к корпусу 1. Далее рабочий цикл устройства повторяется в той же последовательности.
При штамповке однослойного изделия используется одна листовая заготовка. При этом работа устройства осуществляется аналогично вышеописанному.
В предложенном устройстве благодаря наличию рабочего цилиндра с поршнем и дополнительной камеры сгорания обеспечивается на поверхности обрабатываемой заготовки высокое давление и высокая температура газа в течение достаточно длительного времени. Причем, максимальное давление газа достигается в конечной стадии процесса штамповки, то есть когда усилие деформации достигает максимальной величины. Благодаря этому данное устройство по сравнению с известными устройствами обеспечивает штамповку деталей значительно большей толщины, а также получение двухслойных (биметаллических) изделий из двух листовых заготовок, что существенно расширяет его технологические возможности.
Реферат
Данная полезная модель относится к области обработки металлов давлением и может быть использована для штамповки деталей из листового материала, преимущественно в мелкосерийном и опытном производствах.Устройство для листовой газовой штамповки, содержащее соосно установленные матрицу с внутренней полостью и камеру сгорания, снабженные средствами подачи и зажигания газовой смеси и выпуска продуктов сгорания, а также охватывающую внутреннюю полость матрицы кольцевую полость, в которой размещен кольцевой поршень, взаимодействующий со штампуемой заготовкой. Отличительной особенностью данного устройства является то, что оно содержит рабочий цилиндр с поршнем и дополнительную камеру сгорания, снабженную средствами подачи и зажигания газовой смеси и выпуска продуктов сгорания, причем рабочий цилиндр сообщен с камерой сгорания, а дополнительная камера сгорания примыкает к торцу поршня.
Комментарии