Импульсная машина для обработки материалов давлением - RU173177U1
Код документа: RU173177U1
Чертежи
Описание
Предлагаемая полезная модель относится к машиностроению, в частности к кузнечно-штамповочному оборудованию и предназначена для листовой и объемной штамповки и прессования.
Известны устройства для штамповки листового материала, содержащие камеру сгорания, жестко соединенную с матрицей, в которой осуществляется процесс штамповки (Степанов В.Г., Шавров И.А. Высокоэнергетические импульсные методы обработки металлов. - Л.: Машиностроение, 1975. - С. 59). В этих устройствах процесс штамповки осуществляется под действием давления газа, образующегося при сгорании топливной смеси в камере сгорания. В связи с тем, что давление продуктов сгорания имеет сравнительно невысокое значение, порядка 20…25 МПа, эти устройства используются для штамповки тонкостенных деталей несложной формы.
К заявленному объекту наиболее близким аналогом является импульсная машина для обработки давлением листового материала, содержащая размещенные в корпусе камеру сгорания с узлами подачи и зажигания топливной смеси и рабочий цилиндр, в котором расположен поршень, и жестко соединенный с корпусом шабот, в полости которого расположен шток с узлом крепления инструмента, причем в стенке рабочего цилиндра размещены дополнительные узлы для подачи топливной смеси в надпоршневую полость рабочего цилиндра и ее зажигания, а на свободном торце рабочего цилиндра установлена плита, в которой выполнена полость, соединенная с надпоршневой полостью рабочего цилиндра каналами, перекрываемыми обратным клапаном (патент на полезную модель РФ №114893, МПК В21J 7/24).
Недостаток известной машины заключается в следующем. В период рабочего хода машины под действием поршня, движущегося под давлением продуктов сгорания, образующихся в камере сгорания, осуществляется сжатие топливной смеси в надпоршневой полости рабочего цилиндра. При сгорании этой смеси создается давление, значительно превосходящее давление в камере сгорания. Однако, несмотря на это, величина давления продуктов сгорания не достаточна для обеспечения штамповки листовых деталей толщиной более 2…2,5 мм и объемной штамповки, а также уплотнения композиционных материалов, в частности бетонных и железобетонных смесей.
Технической задачей полезной модели является повышение давления, действующего на обрабатываемый материал.
Технический результат достигается тем, что импульсная машина для обработки материалов давлением содержит размещенные в корпусе камеру сгорания и рабочий цилиндр, в котором расположен поршень, и жестко соединенный с корпусом шабот, на котором закреплен инструмент для обработки материала, причем в стенке рабочего цилиндра размещен узел подачи топливной смеси в надпоршневую полость. Кроме того, в конце рабочего цилиндра размещен дополнительный поршень, на котором установлен второй инструмент, взаимодействующий с обрабатываемым материалом.
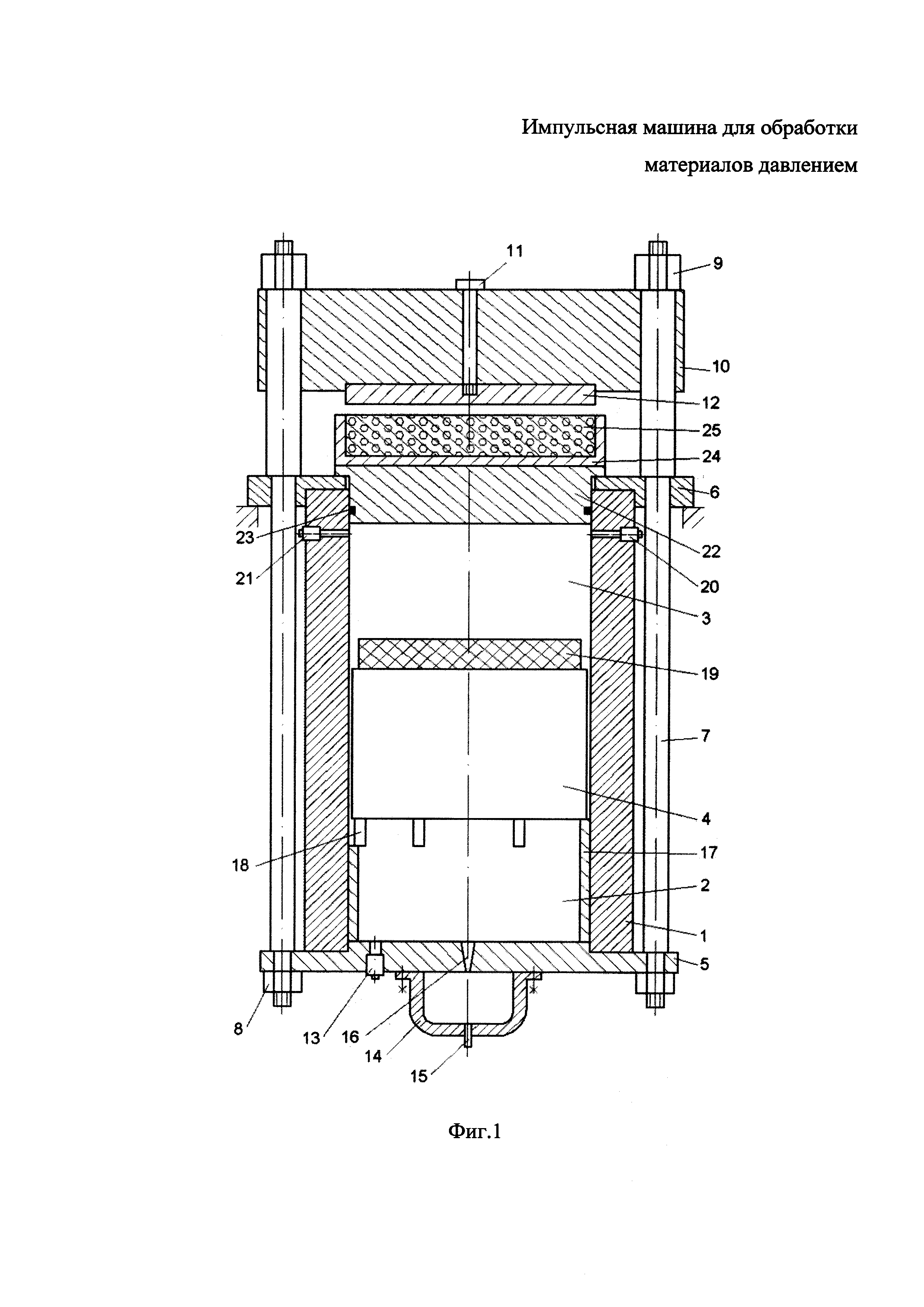
Предлагаемая машина схематично представлена на фиг. 1. Машина содержит вертикально расположенный корпус 1, в котором размещены камера сгорания 2 и рабочий цилиндр 3, разделенные между собой поршнем 4. Снизу и сверху корпуса 1 установлены крышка 5 и плита 6, соединенные между собой стяжными колоннами 7 и гайками 8. К стяжным колоннам 7 при помощи гаек 9 присоединен шабот 10. Корпус 1, крышка 5, плита 6, шабот 10 и стяжные колонны 7 с гайками 8 и 9 в совокупности образуют силовой каркас машины. К шаботу 10 при помощи винтов 11 закреплена плита 12, служащая в качестве инструмента.
На крышке 5 закреплены выпускной клапан 13 и форкамера 14, снабженная свечей зажигания 15. Полость форкамеры 14 через конический канал 16 сообщена с камерой сгорания 2. В исходном положении поршень 4 опирается на гильзу 17, установленную в камере сгорания 2. В верхней части гильзы 17 выполнены окна 18. Камера сгорания 2 через окна 18 и кольцевой зазор между поршнем 4 и корпусом 1 сообщена с рабочим цилиндром 3. На торце поршня 4 установлен эластичный диск 19, изготовленный, например, из резины. В стенке рабочего цилиндра 3 размещены впускной клапан 20 и выпускной клапан 21. На конце рабочего цилиндра 3 размещен дополнительный поршень 22, снабженный уплотнением 23. На торце дополнительного поршня 22 устанавливается второй инструмент с обрабатываемым материалом. В данном случае это металлическая форма 24 с бетонной смесью 25. В случае проведения листовой или объемной штамповки на торце дополнительного поршня 22 вместо формы 24 устанавливается штамп с обрабатываемой заготовкой.
Работа машины осуществляется следующим образом. Через впускной клапан 20 в рабочий цилиндр 3 подается горючий газ, например пропан-бутан. При этом газ из рабочего цилиндра 3 через кольцевой зазор между поршнем 4 и корпусом 1 и окна 18 гильзы 17 поступает также в камеру сгорания 2, а из нее в полость форкамеры 14. Затем через впускной клапан 20 в рабочий цилиндр 3 подается сжатый воздух, который далее поступает в камеру сгорания 2 и форкамеру 14. При этом под действием сжатого воздуха горючий газ из рабочего цилиндра 3 вытесняется в камеру сгорания 2. В результате этого в рабочем цилиндре 3 остается только воздух, а в камере сгорания 2 и форкамере 14 образуется топливная смесь. В процессе наполнения рабочего цилиндра 3 сжатым воздухом дополнительный поршень 22 перемещается вверх и производит предварительное сжатие бетонной смеси 25.
После завершения подачи сжатого воздуха при помощи свечи 15 производится зажигание топливной смеси в форкамере 14. В результате сгорания топливной смеси давление в форкамере 14 многократно повышается. Благодаря этому продукты сгорания через канал 16 с большой скоростью поступают в камеру сгорания 2. Это обеспечивает интенсивное сгорание топливной смеси в камере сгорания 2 и резкое повышение давления в ней. Одновременно с этим открывается выпускной клапан 21, сообщая рабочий цилиндр 3 с окружающей средой. Сжатый воздух выпускается из рабочего цилиндра 3, и давление в ней падает. При этом поршень 4 с диском 19 под действием давления продуктов сгорания, образующихся в камере сгорания 2, интенсивно разгоняется вверх. В конце рабочего хода поршня 4 при соприкосновении эластичного диска 19 с дополнительным поршнем 22 за счет накопленной кинетической энергии поршня 4 осуществляется прессование бетонной смеси 25. При этом благодаря сжатию эластичного диска 19 обеспечивается безударное взаимодействие поршня 4 с дополнительным поршнем 22. После остановки поршень 4 под действием давления продуктов сгорания еще в течение 3…5 с остается в верхнем положении, осуществляя сжатие бетонной смеси 25. Это обеспечивает окончательное формирование бетонного изделия.
В процессе сжатия эластичного диска 19 его диаметр увеличивается, и диск 19 перекрывает канал, соединяющий полость рабочего цилиндра 3 с выпускным клапаном 21. Благодаря этому предотвращается утечка продуктов сгорания через клапан 21 при остановке поршня 4.
В случае использования данной машины для листовой или объемной штамповки процесс штамповки осуществляется аналогично, т.е. воздействием поршня 4 на дополнительный поршень 22 через эластичный диск 19.
После завершения процесса прессования открывается выпускной клапан 13, и продукты сгорания выпускаются из камеры сгорания 2. Давление в камере сгорания 2 падает. При этом поршень 4 с диском 19 под действием сил тяжести возвращается в исходное положение. Дополнительный поршень 22 под действием собственного веса и веса формы 24 с изделием также опускается в исходное положение. После этого форма 24 с полученным изделием выводится из рабочей зоны машины. Затем на торец дополнительного поршня устанавливается другая форма с бетонной смесью. Далее рабочий цикл машины повторяется в той же последовательности.
В предложенной машине давление для деформирования обрабатываемого материала создается за счет накопленной кинетической энергии поршня и давления продуктов сгорания. Поэтому в ней давление на поверхности обрабатываемого материала значительно выше, чем в известной машине. Соответствующим подбором массы поршня, объемов камеры сгорания и рабочего цилиндра и давления топливной смеси можно обеспечить необходимую величину давления для осуществления деформирования обрабатываемого материала. Это существенно расширяет технологические возможности машины. Благодаря этому она успешно может быть использована для объемной штамповки, прессования и листовой штамповки толстостенных деталей.
Реферат
Данная полезная модель относится к машиностроению, в частности к кузнечно-штамповочному оборудованию и может быть использована для листовой и объемной штамповки и прессованию.Импульсная машина для обработки материалов давлением содержит размещенные в корпусе камеру сгорания и рабочий цилиндр, в котором расположен поршень, и жестко соединенный с корпусом шабот, на котором закреплен инструмент для обработки материала, причем в стенке рабочего цилиндра размещен узел подачи топливной смеси в надпоршневую полость рабочего цилиндра. Отличительной особенностью данной машины является то, что на конце рабочего цилиндра размещен дополнительный поршень, на котором установлен второй инструмент, взаимодействующий с обрабатываемым материалом.
Комментарии