Титановый узел летательного аппарата и способ его изготовления сверхпластическим формованием - RU2425724C2
Код документа: RU2425724C2
Чертежи









Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к формованию и сварке конструктивных элементов и, в частности, к использованию различной зернистости титана для сверхпластического формования и(или) диффузионного соединения.
Предшествующий уровень техники
Термин сверхпластическое формование в общем относится к процессу, при котором материал сверхпластически деформируют, превышая обычный предел пластической деформации. Сверхпластическое формование может быть выполнено с определенными материалами, обладающими сверхпластическими свойствами в ограниченном диапазоне температур и скоростей деформации. Например, детали из титановых сплавов обычно могут быть сверхпластически отформованы в температурном диапазоне примерно от 1450 до 1850°F (1788-1010°С) при скорости деформации примерно 3·10-4 с-1.
Термин диффузионное соединение или сварка в общем относится к процессу сочленения элементов с использованием тепла и давления для образования неразъемного соединения между материалами объединяемых элементов. Соединение диффузионной сваркой происходит при температуре ниже точки плавления сочленяемых материалов, и соединение между ними получается при нагрузках, которые ниже нагрузок, могущих вызвать макродеформацию изделия.
В соответствии с одним из известных процессов сверхпластическое формование выполняют путем введения одного или более металлических листов, обладающих свойством сверхпластической деформации, в полость, сформированную между сопряженными матрицами, нагревания листов до повышенной температуры, при которой листы переходят в сверхпластическое состояние, и затем использования газа для создания разницы давления на противоположных сторонах листов, чтобы отформовать эти листы. Давление выбирают таким образом, чтобы растягивать материал при скорости деформации, лежащей в диапазоне его сверхпластичности при повышенной температуре. Таким путем листу может быть придана сложная форма, определяемая матрицей.
В некоторых случаях сверхпластическое формование и диффузионную сварку выполняют в объединенной операции формования/сварки. Например, в типичном объединенном процессе сверхпластического формования/диффузионной сварки три металлических листа укладывают друг на друга, чтобы сформировать пакет. Между листами селективно размещают разделяющий материал, чтобы предотвратить сваривание некоторых участков прилегающих поверхностей листов. Пакет нагревают и подвергают воздействию достаточного давления газа в полости, так что прилегающие части листов, не перекрытые разделяющим материалом, соединяются диффузионной сваркой. Затем, чтобы раздуть пакет, между листами вводят сжатый газ, выполняя тем самым сверхпластическое формование пакета до конфигурации, определяемой поверхностью полости матриц. Этот процесс описан также в патенте US 3927817 (Hamilton и др.). Такой объединенный процесс сверхпластического формования/диффузионной сварки может быть использован для изготовления сотовых слоистых конструкций, которые формуют и диффузионно сваривают, чтобы получить полые внутренние ячейки. Как правило, простота процесса сверхпластического формования и(или) диффузионной сварки может дать облегчение и удешевление конструкций с меньшим количеством крепежных элементов и возможной более сложной геометрией. Сверхпластическое формование и(или) диффузионную сварку используют при изготовлении узлов летательных аппаратов, других аэрокосмических конструкций, неаэрокосмических средств передвижения и т.п.
Отдельные листы в пакете, предназначенном для формования в соответствии с описанным обычным процессом, в общем представляют собой гладкие листы, уложенные в стопу. На фиг.1 представлена часть пакета из трех листов после диффузионной сварки и сверхпластического формования в соответствии с обычным процессом. Можно видеть, что пространство S между наружными листами (или "лицевыми листами") Fl, F2 расширено газом, и средний лист (или "внутренний или сердцевинный лист") С сверхпластически отформован до гофрированной или другой нелинейной формы, так что средний лист С проходит в переменных направлениях между наружными листами F1, F2 и формирует ячейки пакета. При расширении листов наружу средний лист стремится оказать противодействующее воздействие на наружные листы, что приводит к деформации наружных листов. Как показано на фиг.1, результатом приложения такой противодействующей силы является деформация наружного листа в местах, где с ним связан средний лист. В частности, вместо того, чтобы иметь гладкую поверхность, наружный лист деформируется и образует углубления М, обычно называемые "морщинами" (вмятинами), на поверхности, противоположной местам соединения со средним листом.
Образование таких деформаций наружного листа пакета в процессе сверхпластического формования можно уменьшить, выбирая средний лист существенно более тонким, чем наружный лист, и повышая тем самым относительную жесткость наружных листов, что снижает силу, действующую в процессе формования на наружные листы в направлении внутрь. Отношение толщины среднего листа к толщине каждого наружного листа обычно не более примерно 25%. Поэтому, если конструктивные требования в конкретном применении требуют использования более толстого листа, сверхпластическое формование обычно не используют. Изготовление узлов, состоящих из двух листов, и узлов, состоящих из другого числа листов, может быть также ограничено требованием отсутствия морщин.
Хотя обычные методы сверхпластического формования/диффузионной сварки доказали свою эффективность при изготовлении различных конструктивных узлов, включая узлы из титана, существует постоянная потребность в совершенствовании методов сверхпластического формования/диффузионной сварки и узлов, получаемых на их основе. В частности, метод должен позволять изготавливать узлы с более широким диапазоном заданных размеров, включая узлы из листов специфических размеров.
Раскрытие изобретения
В вариантах выполнения настоящего изобретения представлены способ сверхпластического формования титановых листов и узел, выполненный таким способом. В способе используют титановые листы с различной гранулярной структурой, так что разные листы обладают способностью сверхпластического формования при разных температурах. В некоторых случаях листы могут быть отформованы без образования морщин (или без значительных морщин), даже если один или более листы значительной толщины подвергают существенному изменению формы.
В соответствии с одним из вариантов выполнения настоящего изобретения конструктивный узел заданной конфигурации получают сверхпластическим формованием пакета (стопы), состоящего из первого и второго титановых листов, сложенных друг с другом пакетным образом (один над другим). Первый лист имеет размер зерна по меньшей мере вдвое больший размера зерна второго листа. Например, у первого листа размер зерна может быть более примерно 5 микрон и в некоторых случаях более примерно 8 микрон, а у второго листа размер зерна может быть менее примерно 2 микрон, например между примерно 0,8 и 1,2 микронами. Пакет нагревают до по меньшей мере температуры сверхпластического формования второго листа, и второй лист сверхпластически формуют до заданной конфигурации, получая тем самым требуемый узел. Второй лист может быть сверхпластически отформован при температуре, которая ниже температуры сверхпластического формования первого листа, например при температуре, лежащей в диапазоне примерно от 1400 до 1450°F (760-788°С). В некоторых случаях второй лист формуют без сверхпластической деформации первого листа, например первый лист подвергают только несверхпластическому формованию. Второй лист может иметь толщину, составляющую по меньшей мере 75% толщины первого листа. Листы могут быть соединены диффузионной сваркой, и второму листу может быть придана форма, при которой он отходит (дистанционируется) от первого листа. В некоторых случаях второй лист может быть также сварен с третьим листом, имеющим размер зерна, меньший размера зерна первого листа, так что третий лист также может быть сверхпластически отформован.
В одном из частных вариантов выполнения изобретения первый и второй листы составляют первый конструктивный подузел, соединенный с другими подузлами, например чтобы образовать тепловую защиту выхлопного тракта двигателя. Например, может иметься второй подузел, выполненный путем повторения операций формирования, нагрева и сверхпластического формования, используемых при получении первого подузла. Первый и второй подузлы могут быть соединены с противоположными, направленными поперечно краями третьего подузла, который также может быть сверхпластически отформован. Третий подузел может образовывать проходящие поперечно каналы, и каждый из первых и вторых подузлов может образовывать проходящие поперечно ячейки, отходящие от каналов третьего подузла.
Варианты выполнения настоящего изобретения относятся также к сверхпластически отформованному конструктивному узлу. Узел содержит первый титановый лист и второй титановый лист, соединенный с первым листом пакетным образом, например, из листов, соединенных диффузионной сваркой. Второй лист подвергают сверхпластическому формованию до профиля, при котором первый и второй листы образуют между собой ячейки. Кроме того, размер зерна первого листа по меньшей мере вдвое больше размера зерна второго листа, так что температура сверхпластического формования первого листа выше температуры сверхпластического формования второго листа. Например, у первого листа размер зерна может быть более примерно 5 микрон или 8 микрон, а у второго листа размер зерна может быть менее примерно 2 микрон, например между примерно 0,8 и 1,2 микронами. Второй лист может быть выполнен с возможностью сверхпластического формования при температуре, лежащей в диапазоне примерно между 1400 и 1450°F (760-788°С). Второй лист может иметь толщину, отличающуюся от толщины первого листа, например, примерно 75% толщины первого листа. Кроме того, первый лист может иметь поверхность, противоположную второму листу, и эта поверхность может быть в общем плоской в местах соединений, связывающих первый и второй листы, то есть без образования морщин или значительных морщин на первом листе. В некоторых случаях узел может содержать третий лист, соединенный со вторым листом и имеющий размер зерна, меньший размера зерна первого листа.
Первый и второй листы могут образовывать конструктивный подузел защиты выхлопного тракта двигателя, которая может также содержать вторые и третьи подузлы. Аналогично первый подузел и второй подузел могут содержать первый и второй титановые листы, собранные в пакет, при этом второй лист может быть отформован до конфигурации, образующей ячейки, и первый лист второго подузла имеет размер зерна по меньшей мере вдвое больше размера зерна второго листа второго подузла, и, соответственно, большую температуру сверхпластического формования. Первый и второй подузлы могут быть соединены с противоположными, проходящими поперечно краями третьего подузла, и каждый из первых и вторых подузлов может образовывать проходящие поперечно ячейки, вытянутые от проходящих поперечно каналов, образованных третьим подузлом.
Таким образом, в настоящем изобретении предложены усовершенствованный узел и способ сверхпластического формования и(или) диффузионной сварки, по которому титановые листы с разной гранулярной структурой могут быть использованы для изготовления узла. Сверхпластическое формование может быть выполнено при определенных температурах, таких как температуры, которые ниже температур сверхпластического формования некоторых или всех листов, и образование морщин потенциально можно снизить или устранить вообще.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - вид в перспективе части конструктивного узла, изготовленного по обычному процессу диффузионной сваркой и сверхпластическим формованием пакета из трех листов;
на фиг.2 - вид в перспективе части конструктивного узла, изготовленного по одному из вариантов выполнения настоящего изобретения;
на фиг.3 - сечение, отображающее пакет, собранный в матрице для сверхпластического формования с целью формирования конструктивного узла с фиг.2;
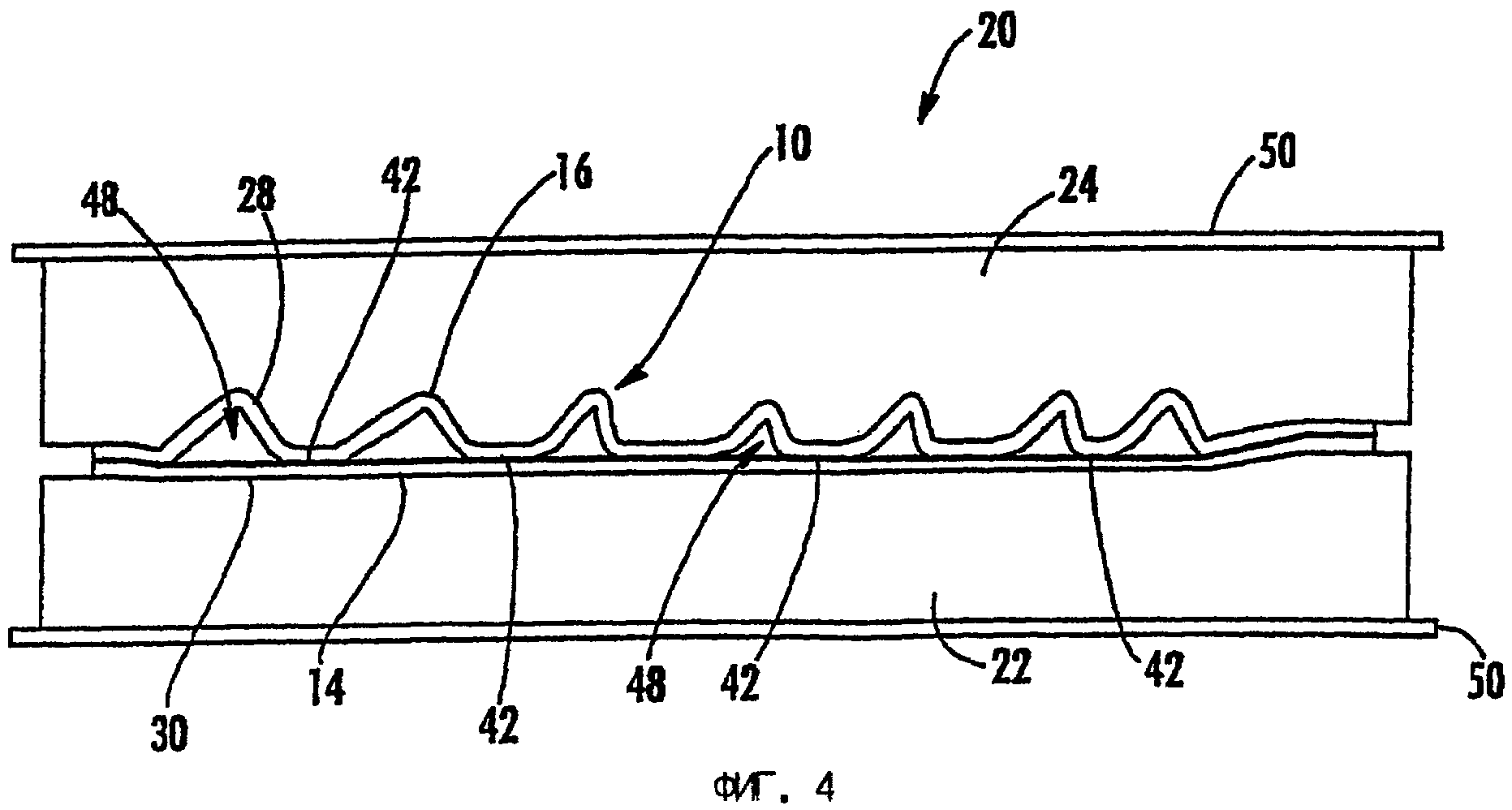
на фиг.4 - сечение, отображающее пакет и матрицу с фиг.3, после выполнения сверхпластического формования пакета до заданной конфигурации конструктивного узла с фиг.2;
на фиг.5 - сечение, отображающее пакет, собранный в матрице для формирования конструктивного узла по другому варианту выполнения настоящего изобретения;
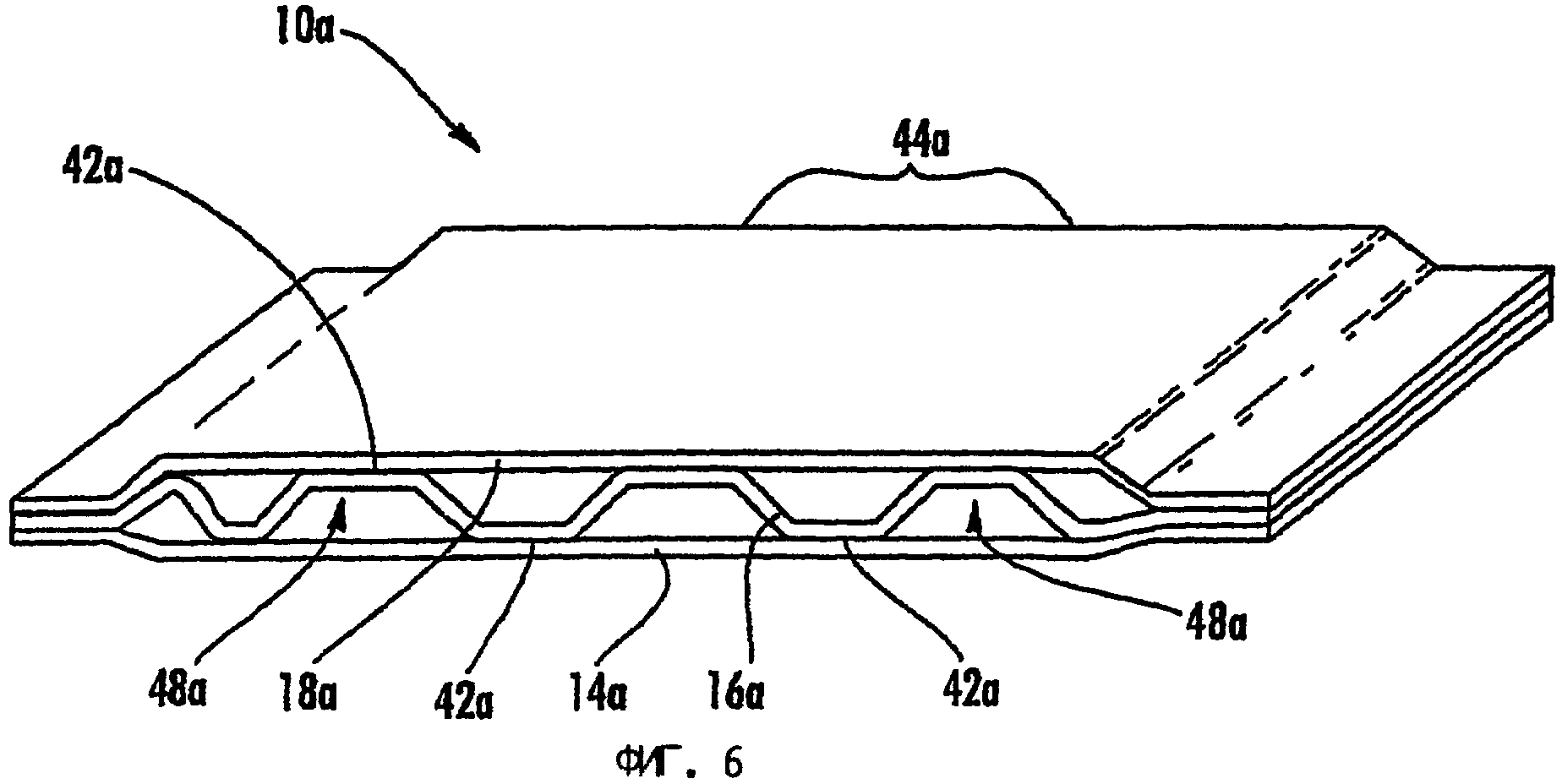
на фиг.6 - сечение, отображающее часть конструктивного узла, изготовленного из пакета с фиг.5;
на фиг.7 - вид в перспективе тепловой защиты выхлопного тракта двигателя, выполненного в соответствии с еще одним вариантом настоящего изобретения;
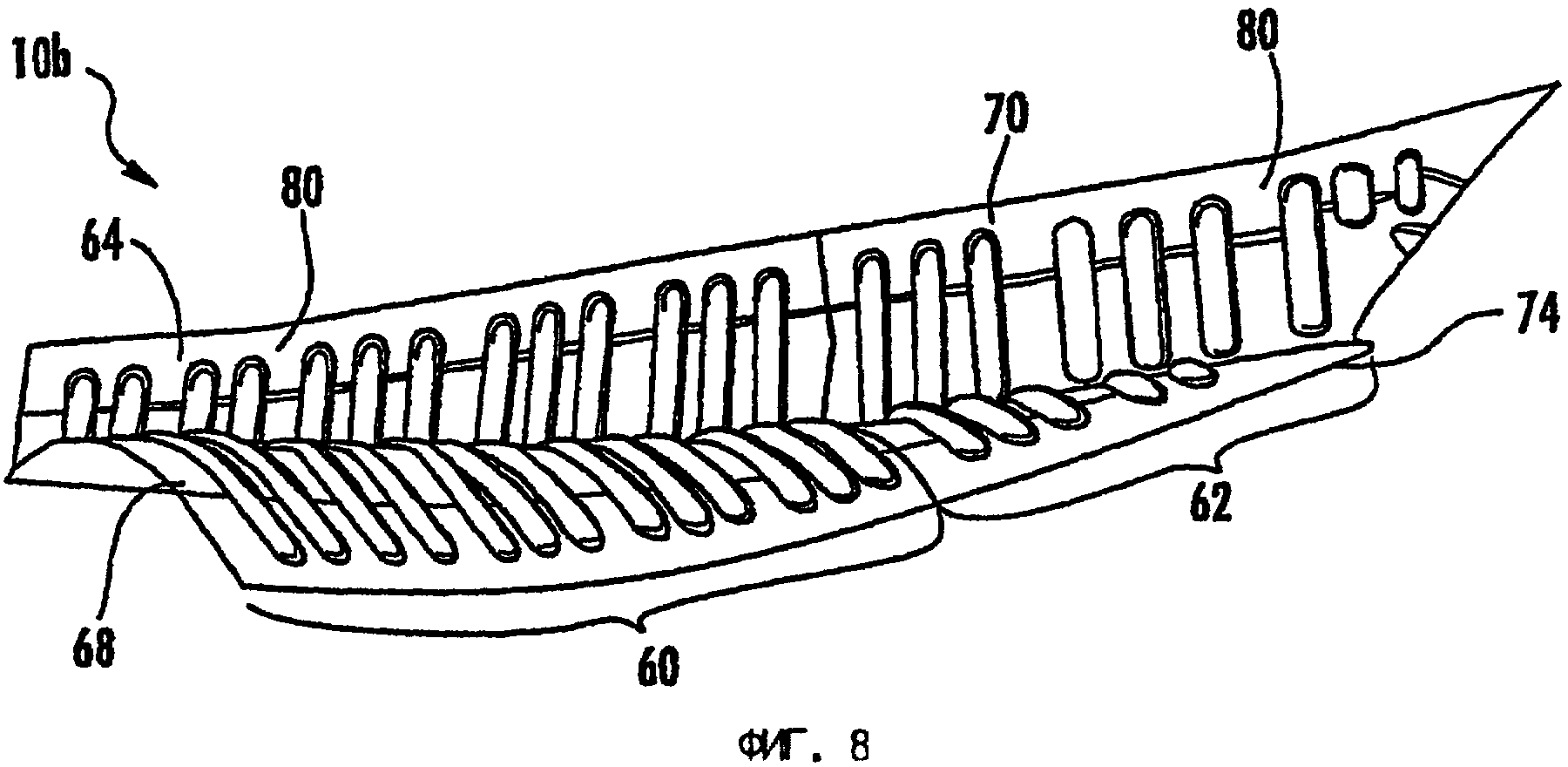
на фиг.8 - вид в перспективе первого и третьего подузлов тепловой защиты выхлопного тракта двигателя с фиг.7;
на фиг.9 - вид в плане первого и третьего подузлов с фиг.8;
на фиг.10 - другой вид в перспективе первого и третьего подузлов с фиг.8 с установленными (несущими) элементами корпуса;
на фиг.11 - вид в перспективе элементов корпуса, установленных в первый и третий подузлы с фиг.10;
на фиг.12 - вид в перспективе несущего элемента тепловой защиты выхлопного тракта двигателя с фиг.7;
на фиг.13 - вид в перспективе первого и третьего подузлов первой части тепловой защиты, выполненной в соответствии с другим вариантом настоящего изобретения, с изображением третьего подузла в разрезе;
на фиг.14 - вид в плане люка для доступа, изготовленной по другому варианту выполнения настоящего изобретения; и
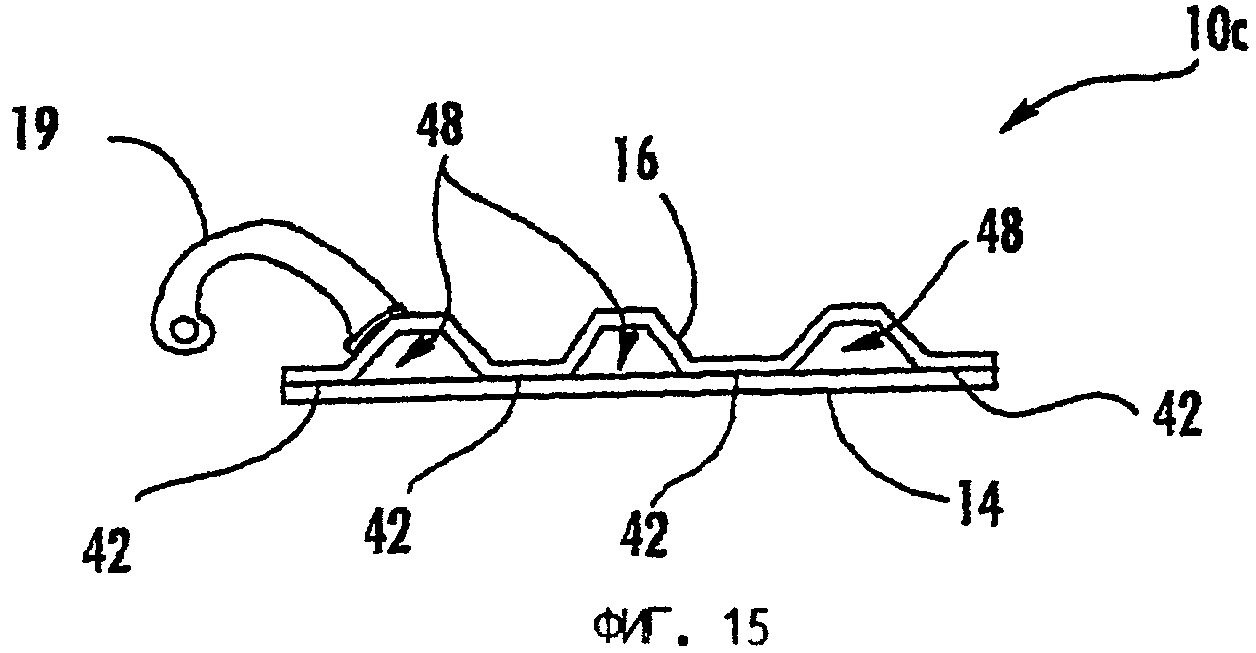
на фиг.15 - сечение по линии 15-15 с фиг.14, отображающее люк для доступа с фиг.14.
Подробное описание изобретения
Далее настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых представлены некоторые варианты выполнения изобретения. В действительности данное изобретение может быть выполнено во многих различных вариантах и не должно рассматриваться как ограниченное приведенными далее примерами, скорее они представлены для раскрытия возможности практического осуществления изобретения. Во всем описании аналогичные ссылочные обозначения соответствуют аналогичным элементам.
На чертежах и, в частности, на фиг.2 показана часть конструктивного узла 10, изготовленного в соответствии с одним из вариантов выполнения настоящего изобретения. Конструктивные узлы по настоящему изобретению обычно формуют из двух или более титановых листов, которые соединяют и подвергают операции формования, в которой один или более листы подвергают сверхпластическому формованию. Полученные в результате узлы можно использовать различным образом, например, как элемент крыла летательного аппарата, фюзеляжа летательного аппарата, другого авиационного средства передвижения и т.п. Как показано на фиг.7-13 и описано далее, конструктивному узлу 10b может быть придана форма тепловой защиты выхлопного тракта двигателя. Конструктивные узлы могут быть отформованы для использования в широком диапазоне различных приложений, включая, но не ограничиваясь этим, панели конструкций или другие элементы, предназначенные для автомобильных или морских средств, строительных и других конструкций и т.п.
Конструктивный узел 10 обычно изготавливают из пакета гладких или предварительно отформованных листов, содержащего два или более листа, помещенных друг на друга в пакет (стопу), которым в дальнейшем может быть придана различная конфигурация. Например, на фиг.3 показан пакет 12, состоящий из двух листов 14, 16, каждый из которых первоначально имеет плоскую конфигурацию, так что при укладке листов 14, 16 в стопу они располагаются в параллельных плоскостях, образуя пакет 12. Как показано ниже, один или более листы 14, 16 могут быть сверхпластически отформованы до получения неплоской конфигурации с простой или сложной геометрией.
Как упоминалось выше, листы 14, 16 обычно выполняют из титана. Под терминами "выполнены из титана", "титановые листы" подразумевается, что листы 14, 16 содержат титан и опционно другие материалы/вещества. Обычно каждый из листов 14, 16 выполняют из титанового сплава. Различные листы 14, 16 каждого конкретного узла 10 могут быть выполнены из одного и того же или различного титанового сплава. Например, один или более листы 14, 16 каждого узла 10 могут быть выполнены из сплава Ti-6A1-4V (или "Ti 6-4"), который содержит приблизительно 6 весовых % алюминия, 4 весовых % ванадия и остальное титана, причем этот титановый сплав часто используют для сверхпластического формования с диффузионной сваркой или без нее. Альтернативно один или более листы 14, 16 могут быть выполнены из сплава Ti-6Al-2Sn-4V-2Mo или других сплавов.
Кроме того, различные листы 14, 16 каждого узла 10 могут обладать различными свойствами, как результат, например, различий операций формования или обработки, выполнявшихся с этими листами. В частности, листы 14, 16 могут иметь различную гранулярную структуру. Например, первый лист 14 в пакете 12, показанном на фиг.3, выполнен из титана с размером зерна, который намного больше, чем размер зерна второго листа 16 в пакете 12. То есть первый лист 14 может быть выполнен из титана со стандартным размером зерна, например, из обычного сплава Ti-6A1-4V, который, как правило, представляет собой двухфазную структуру с равноосным зерном, размером между 5 и 10 микронами. Второй лист 16 может быть также выполнен из сплава Ti-6A1-4V, но размер зерна материала второго листа 16 может быть менее 5 микрон.
Разница в размерах зерен материалов первого и второго листов 14, 16 может быть значительной. В некоторых вариантах выполнения размер зерна первого листа 14 может быть по меньшей мере вдвое больше размера зерна второго листа 16. Например, размер зерна первого листа 14 может превосходить 5 микрон, и в некоторых случаях превосходить 8 микрон, например лежать в диапазоне примерно от 8 до 10 микрон. Размер зерна второго листа 16 может быть менее 5 микрон, например менее 3 микрон или менее 2 микрон. В частности, размер зерна второго листа 16 может находиться в диапазоне примерно от 0,8 до 1,2 микрон, и конкретнее около 1 микрона.
Термин "размер зерна", как он использован в данном документе, относится к номинальному размеру зерна материала листов 14, 16 и не характеризует все зерна материала. Фактически каждый лист 14, 16 обычно имеет зерна различных размеров, некоторые больше, а некоторые меньше номинального размера зерна. Номинальный размер зерна для каждого листа 14, 16 обычно соответствует среднему значению размеров зерен материала листов 14, 16. Термин "микрон" относится к линейной мере, равной одному микрометру.
Было установлено, что изменение размеров зерна влияет на характеристики титана. В частности, титан с более тонким или уменьшенным размером зерна обычно поддается сверхпластическому формованию при температурах, меньших, чем температуры сверхпластического формования титана, имеющего больший размер зерна. Поэтому второй лист 16 может быть сверхпластически отформован при температурах, более низких, чем первый лист 14. Например, сплав Ti-6A1-4V с размером зерна около 8-10 микрон может быть, как правило, отформован при минимальной температуре около 1650°F (899°С). С другой стороны, сплав Ti-6A1-4V с размером зерна в 1 микрон пригоден для сверхпластического формования при температуре менее чем примерно 1500°F (815°С), и обычно менее чем примерно 1450 (787°С), то есть примерно между 1400 и 1425°F (760-773°С).
Следовательно, в некоторых случаях второй лист 16 можно сверхпластически формовать при температуре, которая значительно ниже минимальной температуры сверхпластического формования первого листа 14. Как правило, листы 14, 16 выбирают с значительной разницей в размере зерна и(или) сочетают так, чтобы температура сверхпластического формования второго листа 16 была примерно на 25-300°F (13,8-165°С) ниже, и чаще всего на 100-250°F (55-138°С) ниже температуры сверхпластического формования первого листа 14. То есть, если температура сверхпластического формования первого листа 14 составляет примерно 1650°F (900°С), то температура сверхпластического формования второго листа 16 может лежать в диапазоне примерно 1350-1625°F (732-885ºС) (или примерно 1400-1550°F (760-843°С), например около 1425°F (774°С). В силу этой разницы температур сверхпластического формования разных листов 14, 16 пакета 12 один или более листы могут быть сверхпластически отформованы, в то время как один или более другие листы не подвергнутся сверхпластическому формованию. В частности, второй лист 16 пакета 12, показанного на фиг.3, может быть сверхпластически отформован до определенной заданной конфигурации, показанной на фиг.4, в то время как первый лист 14 останется неподверженным сверхпластической деформации. Кроме того, даже если первый лист 14 подвергнется сверхпластическому формованию при формовании второго листа 16, первый лист 14 может остаться менее пластически деформированным, чем второй лист 16.
Например, на фиг.3 и 4 показано устройство 20 для сверхпластического формования пакета 12 до заданной конфигурации. Термин сверхпластическое формование в общем относится к процессу, в котором для материала создают условия, при которых он проявляет свои сверхпластические свойства, такие как способность необычно высокого удлинения при растяжении и пластической деформации при повышенных температурах, с одновременным уменьшением тенденции образования шейки или утонения. Сверхпластическим формованием обычно называют операцию формования, в которой по меньшей мере часть элемента нагревают до температуры сверхпластического формования и подвергают удлинению или растяжению по меньшей мере на 50% и более, в общем более чем примерно на 100%. Под температурой сверхпластического формования материала обычно подразумевают минимальную температуру, при которой материал становится сверхпластически деформируемым. Характеристики сверхпластического формования также описаны в патентах US 3927817 (Hamilton), US 4361262 (Israeli) и US 5214948 (Sanders), в которых в общем описаны устройства, в которых можно реализовать способы по настоящему изобретению. Как описано в приведенных патентах, сверхпластическое формование листа может быть выполнено путем приложения разницы давления к противоположным сторонам листа, так что давление создает значительную силу, придающую листу форму матрицы, определяющей заданную конфигурацию листа. Кроме того, несколько листов могут быть диффузионно сварены или иным образом соединены, чтобы сформировать внутренние пространства, как, например, один или более листы сверхпластически формуют при одновременном раздувании внутренних пространств, чтобы образовать объемные структуры, такие как сотовые или другие ячеистые структуры.
Как показано на фиг.3, устройство 20 формования содержит сопряженные матрицы 22, 24, в которых закреплен пакет 12 и которые совместно образуют между собой полости 26 матрицы. Первая матрица 22 образует описывающую поверхность 28, соответствующую заданной конфигурации первого листа 14, и вторая матрица 24 образует описывающую поверхность 30, соответствующую заданной конфигурации второго листа 16. Отверстия 32 подачи текучей среды, показанные на чертежах, только схематически, сообщаются с пространством, сформированным между первым и вторым листами 14, 16 пакета. Источник 34 текучей среды связан с отверстиями 32 и обеспечивает подачу текучей среды под давлением в пространство между листами 14, 16. Тот же самый или другой источник 36 текучей среды может быть также выполнен таким образом, чтобы подавать текучую среду под давлением в полость 26 снаружи пакета 12. Например, в качестве текучей среды под давлением для сверхпластического формования и диффузионной сварки титана может быть использован аргон. Для ввода текучей среды под давлением между листами 14, 16 предусмотрена система трубок. А именно трубки могут быть связаны с источниками текучей среды и соединять вентили или другие регулирующие элементы с пространствами между листами 14, 16 и(или) с пространством между пакетом 12 и поверхностями 28, 30 матриц.
Как показано на фиг.3, между листами 14, 16 выборочно помещен защитный материал 40, который может содержать окись иттрия и образует заданное распределение (шаблон) для регулирования образования соединений диффузионной сваркой между листами 14, 16. Листы 14, 16 нагревают и источник 36 текучей среды создает в полости 26 матрицы давление за счет подачи сжатого газа в полость 26 снаружи пакета 12, то есть в пространства между пакетом 12 и матрицами 22, 24. Листы 14, 16 поддерживают в этом опрессованном и нагретом состоянии в течение времени, достаточного для формирования соединения 42 диффузионной сваркой между прилегающими поверхностями листов 14, 16. В общем при более низких давлениях требуется более длительное время для диффузионной сварки. Например, хотя диффузионную сварку можно выполнить за 30 минут или менее, диффузионная сварка при давлении примерно 400 psi (27,2 ати) обычно занимает около двух часов, а диффузионная сварка при давлении около 250 psi (17,0 ати) занимает около четырех часов. Защитный материал 40 в общем предотвращает сваривание листов 14, 16, так что в результате участки 42 диффузионной сварки между листами 14, 16 формируются селективно.
Было также показано, что гранулярная структура листов 14, 16 может влиять на рабочие параметры диффузионной сварки. В частности, листы из титановых материалов с тонкой гранулярной структурой, описанные в настоящем изобретении, могут быть, как правило, сварены диффузионным методом с обычными материалами при температурах, меньших, чем температуры, обычно необходимые для диффузионной сварки одинаковых обычных материалов. Например, лист 16 с тонкой гранулярной структурой или получившийся в результате узел 10, описанный выше, могут быть сварены диффузионным методом с обычным элементом, выполненным из титанового сплава, такого как Ti-6A1-4V, с размером зерна более одного микрона при температуре менее примерно 1500°F (815,6°С). В некоторых вариантах выполнения настоящего изобретения эта операция диффузионной сварки может быть выполнена при температуре, лежащей между примерно 1400 и 1450°F (760-787°С) или между примерно 1400 и 1425°F (760-774°С). В конкретном варианте выполнения диффузионную сварку выполняют, воздействуя на листы 14, 16 из сплава Ti-6A1-4V температурой, которая примерно равна температуре сверхпластического формования второго листа 16, например меньшей, чем 1500°F, например лежащей между примерно 1400 и 1450°F или между примерно 1400 и 1425°F. Листы 14, 16 выдерживают в нагретом состоянии в течение примерно четырех часов, прижимая их друг к другу воздействием давления, равного примерно 300 psi (20,4 ати), например в конфигурации, показанной на фиг.3.
Можно понять, что диффузионная сварка может быть выполнена, когда листы 14, 16 находятся в устройстве 20 или вне его, например в другом устройстве, удерживающем листы 14, 16 во время операции сварки. Кроме того, листы 14, 16 могут быть альтернативно соединены методами, отличными от диффузионной сварки. Например, в некоторых случаях листы 14, 16 могут быть соединены сваркой трением или другим видом сварки. Сварка трением в общем описана в патенте US 5460317 (Thomas и др.), а сварка трением для получения изделий, которые могут быть отформованы в сверхпластическом режиме, описана также в патентной заявке US 10/781,419 от 18.02.2004 "Конструктивный узел, полученный сваркой трением, заготовка и способ изготовления",.
После того, как поверхности 42 соединятся диффузионной сваркой или иным методом, сжатую текучую среду из полости 26 матрицы выпускают. Пакет 12 и(или) матрицы 22, 24 нагревают до температуры сверхпластического формования, то есть до температуры, лежащей в диапазоне температур сверхпластического формования второго листа 16. Текучую среду под давлением от источника 34 вводят между листами 14, 16, чтобы раздуть пакет 12 и тем самым суперпластически отформовать по меньшей мере один из листов 14, 16. В варианте выполнения, представленном на фиг.3 и 4, первый лист 14 без сверхпластического формования опирается на первую поверхность 28, и второй лист 16 подвергается суперпластическому формованию по поверхности 30 второй матрицы 24 до в общем гофрированной конфигурации, определяемой сваренными поверхностями 42 между листами 14, 16. То есть под воздействием достаточной разницы давления и нагревания до температуры сверхпластического формования второй лист 14 испытывает сверхпластическую деформацию и выгибается по контуру поверхности 30 второй матрицы 24, как показано на фиг.4, тем самым создавая внутренние пространства пакета 12 (например в местах, совпадающих с размещением разделительного материала 40 между сваренными диффузионной сваркой участками 42), образующие расширенные ячейки 48 и заданный профиль. В данном варианте выполнения первый лист 14 не подвергается сверхпластическому формованию, но вместо этого слегка (а не сверхпластически) деформируется до заданной формы, такой как слегка изогнутая на фиг.2. В типичном варианте выполнения изобретения первый лист 14 может подвергаться максимальному удлинению или деформации, составляющей менее 10%, например менее 5%, и второй лист 16 может испытывать максимальное удлинение или деформацию, составляющую более 50%, например более 100%.
Нагрев для формования и сварки может быть получен за счет использования различных нагревателей, например в печи, в которую помещают пакет 12, или нагревателя 50, соединенного с матрицами 22, 24. В некоторых вариантах выполнения матрицы 22, 24 могут оставаться относительно холодными, а пакет 12 нагреваться до температуры сверхпластического формования за счет токоприемников, в которых наводится электрический ток индукционной катушкой, как описано в патенте US 5683607 (Gillespie и др.).
Если второй лист 16 может быть сверхпластически отформован при температуре, которая ниже температуры сверхпластического формования первого листа 14, и первый лист 14, следовательно, не нагревается до его температуры сверхпластического формования в процессе формования второго листа 16, деформация первого листа 14 может быть ограничена или иначе регулируема. То есть, хотя первый лист 14 может быть слегка деформирован для совпадения с контуром первой матрицы 22, он обычно не переходит в сверхпластическое состояние и поэтому сохраняет при формовании жесткость, достаточную, чтобы не быть деформированным при формовании второго листа 16. В частности, даже если на первый лист 14 воздействуют неравномерные силы, например он растягивается вторым листом в местах расположения участков 42 диффузионной сварки между ними, первый лист 14 может тем самым противостоять деформации. Таким образом, после придания конструктивному узлу 10 заданной формы, показанной на фиг.2, на поверхности первого листа 14, противоположной второму листу 16, можно заметить лишь незначительные следы морщин или не заметить их вовсе. То есть, если первый лист 14 уложен в матрицы 22, 24, в общем плоской или слегка изогнутой конфигурации, поверхность первого листа 14 может остаться в общем гладкой в любой локальной области 44, противоположной участкам 42 диффузионной сварки, как показано на фиг.2.
Листы 14, 16 могут быть выбраны с различной толщиной и другими размерами. Поэтому, хотя при сверхпластическом формовании относительно толстых листов по обычной технологии обычно возникают морщины на связанных с ними листах, способ по настоящему изобретению может быть использован для суперпластического формования листов относительно толстых по сравнению с листами, соединенными с ними без образования морщин или без образования существенных морщин. В частности, в некоторых вариантах выполнения настоящего изобретения сверхпластически отформованный лист (такой как второй лист 16) может иметь толщину, равную по меньшей мере 25% от толщины листа (листов), приваренного к нему (такого как первый лист 14). Фактически сверхпластически отформованные листы могут иметь толщину, которая составляет более 50 или 75% от толщины соединенных с ними листов, и в некоторых случаях отформованные листы могут быть такой же или большей толщины, что и листы, соединенные с ними. Например, как показано на фиг.2 и 3, толщина второго листа 16 может быть примерно такой же, как толщина первого листа 14.
Кроме того, понятно, что сверхпластическое формование и(или) диффузионную сварку по настоящему изобретению можно выполнить в большинстве случаев при пониженных температурах, то есть при температурах ниже, чем требуемые для сверхпластического формования крупнозернистых материалов пакета 12. Например, если второй лист 16 выполнен из титана с тонкой структурой зерна, он может быть в большинстве случаев подвергнут сверхпластическому формованию и(или) диффузионной сварке при температурах, которые ниже, чем обычные температуры сверхпластического формования и(или) диффузионной сварки. Это снижение температуры обработки может привести к уменьшению термических нагрузок на матрицы 22, 24 или другую оснастку, используемую в процессе, что снижает вероятность возникновения поверхностных раковин и других повреждений матриц 22, 24 и потенциально продляет срок службы матриц и другой оснастки, а также сокращает частоту проведения очистки, полировки и других сервисных операций. Кроме того, при более низких температурах формования (сварки) в общем смягчаются требования к нагревателю 50, используемому для нагрева пакета 12 до температуры формования (сварки), а также уменьшается расход энергии. Фактически снижение параметров нагрева может уменьшить начальную стоимость нагревателей, используемых для подогрева пакетов в процессе формования (сварки) и снизить затраты на их работу и(или) продлить срок службы нагревателей. Далее в некоторых случаях использование листов с более тонкой гранулярной структурой может также привести к снижению нагрузок при сверхпластическом формовании материалов и(или) увеличению скорости деформации, которая может быть достигнута при формовании, так что операция формования может быть проделана быстрее. Кроме того, снижение температуры формования и времени, требуемого на проведение операции, может в процессе формования уменьшить образование окислов и слоя альфа-фазы. Способы сверхпластического формования материалов с тонкой гранулярной структурой и особенности таких способов раскрыты также в патентной заявке US 10/813,892 от 31.03.2004 "Сверхпластическое формование и диффузионная сварка тонкозернистого титана".
В других вариантах выполнения настоящего изобретения может быть сварено и отформовано любое число листов. Например, в пакет может входить три и более листа, и один или более лист может быть сверхпластически отформован, например на нескольких контурных поверхностях. Устройства и способы формования отдельных листов и многолистовых пакетов описаны также в патентной заявке US 10/813,892 "Сверхпластическое формование и диффузионная сварка тонкозернистого титана". В связи с этим на фиг.5 и 6 показано формование конструктивного узла 10а из пакета 12а или заготовки, состоящей из трех листов 14а, 16а, 18а. Как показано на фиг.5, три листа 14а, 16а, 18а уложены друг на друга в пакет 12а, и между ними селективно размещен разделяющий материал 40а, предотвращающий сваривание в местах, где между листами 14а, 16а, 18а должны быть сформированы ячейки 48а. Пакет 12а нагревают в образованном двумя сопряженными матрицами 22а, 24а устройства 20а формования углублении 26а или вне его, и к пакету 12а прикладывают давление, например регулируя поток сжатого газа от источника 36а текучей среды, проходящего через отверстия 32а, что способствует диффузионной сварке листов 14а, 16а, 18а. Участки диффузионной сварки 42а создаются между первым и вторым листами 14а, 16а и между вторым и третьим листами 16а, 18а в местах, где не размещен разделяющий материал 40а.
Затем соединенный диффузионной сваркой пакет 12а нагревают в устройстве 20а до температуры сверхпластического формования по меньшей мере одного из листов 14а, 16а, 18а. Например, второй и третий листы 16а, 18а могут быть выполнены из материала с тонкой гранулярной структурой и с более низкой температурой сверхпластического формования, чем первый лист 14а, и пакет 12а может быть нагрет до температуры, которая выше температуры сверхпластического формования второго и третьего листов 16а, 18а, но ниже температуры сверхпластического формования первого листа 14а. При нагретом таким образом пакете 12а от источника 34а текучей среды между листами 14а, 16а, 18а подают текучую среду под давлением, чтобы выполнить сверхпластическое формование второго и третьего листов 16а, 18а путем выдувания ячеек 48а, образующихся между листами 14а, 16а, 18а, при этом третий лист 18а принимает форму контурной поверхности 30а второй матрицы 24а. Во время этой операции первому листу 14а также может быть придана определенная форма, например со слегка криволинейным контуром, соответствующим поверхности 28а, но при этом первый лист, как правило, не испытывает сверхпластической деформации. В этом варианте выполнения образования морщин или другой нежелательной деформации в области 44а первого листа 14а можно избежать, даже если толщина второго и третьего листов 16а, 18а почти равна толщине первого листа 14а или, другими словами, относительно велика по сравнению с толщиной первого листа 14а.
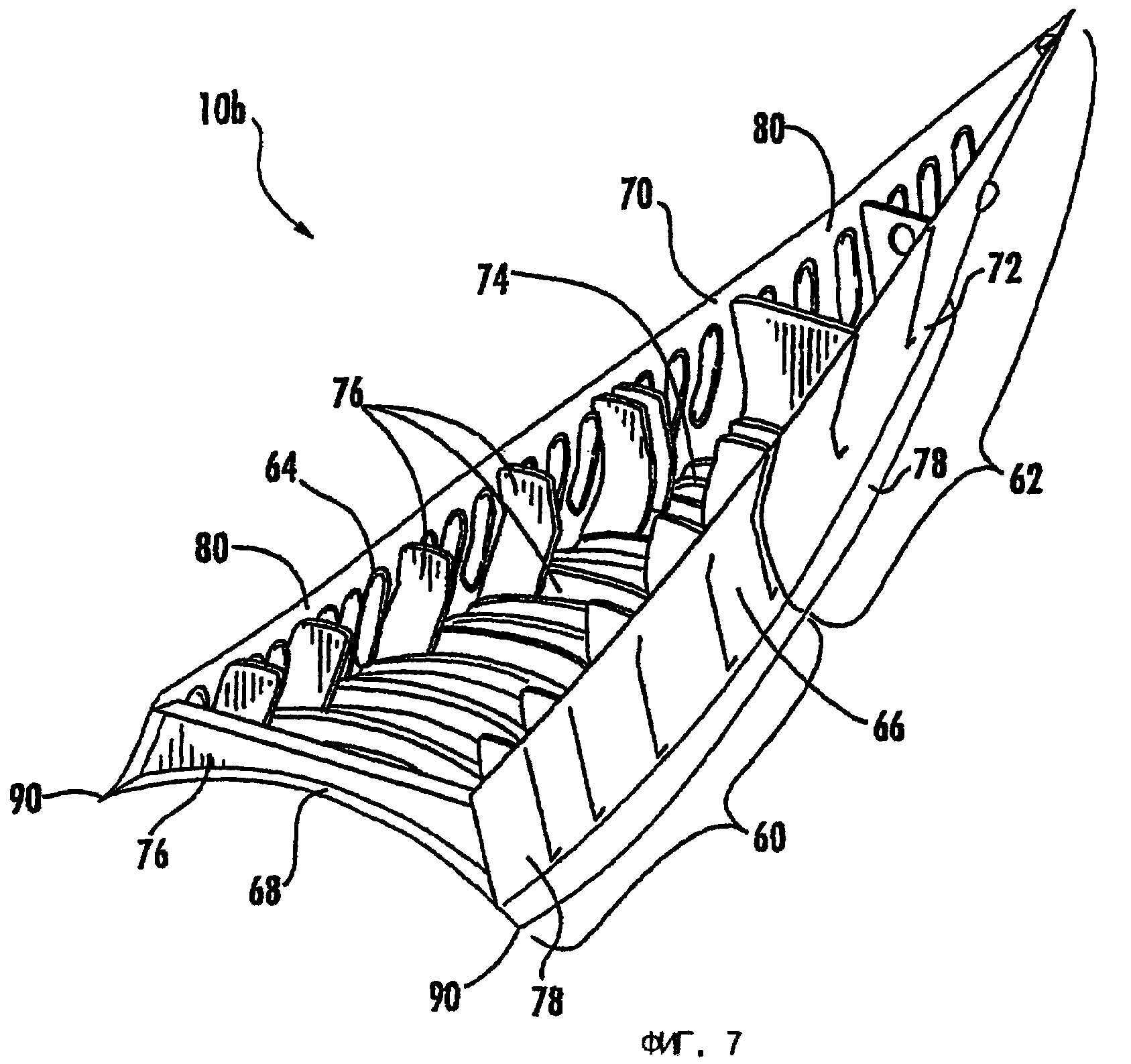
На фиг.7-12 представлены различные части узла, изготовленного в соответствии с одним из вариантов выполнения настоящего изобретения и, в частности, тепловой защиты 10b выхлопного тракта двигателя. Тепловая защита 10b приспособлена для использования с газотурбинным двигателем пилонного крепления, то есть с газотурбинным двигателем (турбовентиляторным реактивным двигателем), который устанавливают на пилоне под крылом летательного аппарата. Пилон служит для крепления двигателя и, как правило, проектируется так, чтобы минимизировать лобовое сопротивление тяговой системы и летательного аппарата. Такие двигатели пилонного крепления описаны также в патентной заявке US 10/136,817 от 30.04.2002 "Гибридная защита выхлопного тракта для газотурбинных двигателей пилонного крепления". Тепловая защита 10b обычно расположена у низа задней части пилона и выше основного выхлопного сопла, чтобы создать тепловой барьер, защищающий пилон и(или) крыло от воздействия высоких температур, возникающих в двигателе у его основного выхлопного сопла.
Тепловая защита 10b, показанная на фиг.7, содержит две связанные друг с другом части 60, 62, расположенные последовательно в продольном направлении. Каждая из частей 60, 62 состоит из нескольких конструктивных подузлов. В частности, первая часть 60 содержит три объединенных подузла 64, 66, 68, а вторая часть 62 содержит три объединенных подузла 70, 72, 74. Каждый из подузлов 64, 66, 68, 70, 72, 74 выполнен из одного или более титановых листов. Как правило, подузлы 64, 66, 68, 70, 72, 74 отформованы индивидуально и затем соединены, образуя тепловую защиту 10b. Могут быть также предусмотрены несущие элементы 76 корпуса для связи подузлов 64, 66, 68, 70, 72, 74 и закрепления подузлов в собранном состоянии.
Каждый из конструктивных подузлов 64, 66, 68, 70, 72, 74 может быть выполнен путем соединения нескольких листов и сверхпластического формования по меньшей мере одного из соединенных листов в соответствии со способом, изложенным выше. Например, каждый из первых и вторых подузлов 64, 66, 70, 72, входящих в две части 60, 62, содержит наружный лист 78 и внутренний лист 80. Каждый внутренний лист 80 соединен диффузионной сваркой или другим методом с наружным листом 78 соответствующих подузлов 64, 66, 70, 72. Внутренний лист 80 выполнен из материала с температурой сверхпластического формования, которая ниже минимальной температуры сверхпластического формования соответствующего наружного листа 78. Поэтому внутренний лист 80 может быть сверхпластически отформован при температуре, не оказывающей влияния на сверхпластическое формование соответствующего наружного листа 78, например чтобы избежать деформации наружного листа 78, приводящей к образованию морщин, как было описано выше. В частности, внутренний лист 80 каждого подузла 64, 66, 70, 72 может быть выполнен из титана с размером зерна менее 5 микрон, например около 1 микрона, и наружный лист 78 каждого подузла может быть выполнен из титана с размером зерна более 5 микрон, например более примерно 8 микрон.
Каждый внутренний лист 80 сверхпластически отформован так, чтобы образовать некоторое число проходящих поперечно ячеек 82. Например, как описано выше, могут быть взяты наружные и внутренние листы 78, 80 каждого из подузлов 64, 66, 70, 72 в общем плоской конфигурации и между ними проложен разделяющий материал в местах, совпадающих с положением ячеек 82. Таким образом листы 78, 80 каждого из подузлов 64, 66, 70, 72 могут быть соединены диффузионной сваркой без их связи в заданных местах расположения ячеек 82. Затем листы 78, 80 могут быть нагреты до температуры сверхпластического формования внутреннего листа 80, и между ними может быть подан газ, чтобы раздуть ячейки 82. Ячейки 82 каждого из подузлов 64, 66, 70, 72 могут быть сделаны сообщающимися за счет одной или более продольных трубок 86 или овальных каналов, например путем помещения разделяющего материала в местах прохождения трубок 86 для предотвращения образования диффузионного сварного соединения. Таким образом, ячейки 82 можно выдуть в процессе сверхпластического формования внутреннего листа 80 путем введения газа в трубки 86, так чтобы через них газ проходил в каждую из ячеек 82. Ячейки 82 обычно формируют так, чтобы они имели вид проходящих вовнутрь каналов во внутреннем листе 80, как показано на фиг.7.
Каждый из третьих подузлов 68, 74 может быть аналогично выполнен из стопы или пакета листов. Альтернативно, как показано на фиг.7-12, каждый третий подузел 68, 74 может быть выполнен из одного листа, которому придана заданная форма сверхпластическим формованием или другим методом. В одном из вариантов выполнения изобретения каждый из третьих подузлов 68, 74 отформован так, чтобы образовывать проходящие вовнутрь каналы 88, как показано на фиг.7 и 8. Как показано на фиг.9, проходящие поперечно каналы 88 третьих подузлов 68, 74 могут быть вытянутыми и отходить от проходящих поперечно ячеек 82 первых и вторых подузлов 64, 66, 70, 72, чтобы избежать взаимного влияния между каналами 88 и ячейками 82 вблизи поперечных краев 90 третьих подузлов 68, 74, где первые и вторые подузлы 64, 66, 70, 72 соединены друг с другом.
Элементы 76 корпуса, входящие в тепловую защиту 10b, также могут быть выполнены из титана методом сверпластического формования. Как показано на фиг.10 и 11, элементы 76 корпуса могут быть связаны с подузлами 64, 66, 68, 70, 72, 74 крепежными элементами 92, такими как заклепки или их аналоги. Как показано отдельно на фиг.12, на задней кромке тепловой защиты 10b может быть расположен выходной крепежный элемент 94. В некоторых случаях различные подузлы 64, 66, 68, 70, 72, 74 выполняют из разных материалов. Например, первые и вторые подузлы 64, 66, 70, 72 могут быть выполнены из сплава Ti-6A1-4V, а третьи подузлы 68, 74 могут быть выполнены из сплава Ti-6A1-2Sn-4V-2Mo.
В некоторых вариантах выполнения подузлы 64, 66, 68, 70, 72, 74 представляют собой изделия большого размера, то есть размера большего, чем обычные подузлы, которые могут состоять из элементов, выполненных методом литья или другим, отличающимся от сверхпластического формования.
Использование сверхпластического формования для изготовления больших элементов также описано в патентной заявке US 10/970,151 от 21.10.2004 "Полученный формованием конструктивный узел и соответствующая предварительно отформованная заготовка и способ их получения". Кроме того, тепловая защита 10b может быть отформована и собрана в конфигурации, при которой снижается лобовое сопротивление и устраняются возможные пути утечки горячих газов в полость, образованную тепловой защитой 10b. Кроме того, использование сверхпластического формования и(или) диффузионной сварки может снизить вес тепловой защиты 10b и уменьшить стоимость изготовления.
Понятно также, что каждый из различных подузлов 64, 66, 68, 70, 72, 74 тепловой защиты 10b может быть выполнен из любого числа листов, один или более из которых может быть сверхпластически отформован, и одному или более из которых может быть придана форма или отсутствие формы методом, отличающимся от сверхпластического формования. В связи с этим на фиг.13 представлен вид в перспективе первой части 60 тепловой защиты 10b, выполненной в соответствии с другим вариантом настоящего изобретения, на котором третий конструктивный подузел 68 показан в разрезе. В этом варианте выполнения третий конструктивный подузел 68 выполнен из трех сложенных в стопу листов 96, 98, 100. Внутреннему и среднему листам 96, 98 сверхпластическим методом придана заданная конфигурация, а наружный лист 100 отформован без применения этого метода. В частности, среднему листу 98 может быть придана гофрированная конфигурация, аналогичная конфигурации среднего листа 16а, описанной в связи с фиг.6, так что третий подузел 68 образует проходящие поперечно ячейки 102 между внутренним и средним листами 96, 98 и между средним и наружным листами 98, 100. В этом варианте выполнения изобретения внутренний и средний листы 96, 98 могут быть выполнены из титанового материала с температурой сверхпластического формования меньшей, чем температура сверхпластического формования наружного листа 100, так что внутренний и средний листы 96, 98 могут быть сверхпластически отформованы при температуре меньшей, чем температура сверхпластического формования наружного листа 100.
На фиг.14 и 15 показан другой конструктивный узел 10с, в частности люк (створка) для доступа, выполненный по другому варианту настоящего изобретения. Представленный люк для доступа 10с имеет форму, предназначенную для использования в летательном аппарате и, более конкретно, как люк для доступа в отсек шасси самолета. Люк для доступа 10с выполнен методом диффузионной сварки и формования пакета, аналогичным описанному выше в связи с фиг.2-4. То есть люк для доступа 10с содержит первый и второй листы 14, 16, уложенные друг на друга в параллельных плоскостях в виде пакета, затем пакет сваривают диффузионным методом и формуют для получения показанной конфигурации люка доступа 10с. Первый лист 14, выполненный из титана с размером зерна, существенно большим размера зерна второго листа 16, имеет плоскую или слегка искривленную форму и поэтому в процессе изготовления не подвергается или почти не подвергается формованию. Второй лист 16, напротив, в процессе изготовления сверхпластически формуют и придают ему профиль, показанный на фиг.15, так что оба листа 14, 16 образуют между собой протяженные ячейки 48. Оба листа соединяют на участках 42 диффузионной сваркой. Таким образом, первый лист 14 образует наружную поверхность люка 10с, которая обычно составляет наружную поверхность или поверхность обшивки летательного аппарата, в то время как второй лист образует ребра или другие элементы, придающие жесткость при закреплении первого листа 14. На люке для доступа 10с могут быть установлены другие элементы, включая, например, петли 19, фиксаторы, другие крепежные средства и т.п.
На основе предшествующего описания и приложенных чертежей специалист в данной области может привести множество модификаций и других вариантов выполнения изобретения. Поэтому нужно понимать, что изобретение не ограничивается конкретными описанными вариантами выполнения и что модификации и другие варианты выполнения входят в объем изобретения, определяемый прилагаемой формулой изобретения. Хотя в описании употребляются специфические термины, они используются только в обобщенном и описательном смысле, а не для введения ограничений.
Реферат
Изобретение относится к изготовлению конструктивных узлов заданной конфигурации из пакета титановых сплавов сверхпластическим формованием. Формируют пакет в виде сложенных в стопу первого и второго титановых листов, имеющих различную гранулярную структуру. Первый титановый лист имеет размер зерна, по меньшей мере примерно вдвое превышающий размер зерна второго титанового листа. Полученный пакет нагревают по меньшей мере до температуры сверхпластического формования второго титанового листа. Сверхпластическое формование упомянутого второго титанового листа пакета производят до получения профиля заданной конфигурации и образования ячеек конструктивного узла. В результате обеспечиваются расширение технологических возможностей способа изготовления конструктивных узлов и повышение их качества. 2 н. и 17 з.п. ф-лы, 15 ил.
Формула
формируют пакет из первого и второго титановых листов с различной гранулярной структурой, причем первый титановый лист имеет размер зерна, по меньшей мере примерно вдвое превышающий размер зерна второго титанового листа,
нагрев пакета производят по меньшей мере до температуры сверхпластического формования второго титанового листа и
осуществляют сверхпластическое формование упомянутого второго титанового листа пакета до получения профиля заданной конфигурации.
Документы, цитированные в отчёте о поиске
Способ изготовления многослойной ячеистой конструкции
Комментарии