Способ изготовления полой металлической лопатки турбомашины - RU2569614C1
Код документа: RU2569614C1
Чертежи


Описание
Изобретение относится к области обработки металлов давлением, а именно к способам изготовления полых, например, авиационных вентиляторных лопаток, состоящих из обшивок и образующего ребра жесткости наполнителя, с использованием сверхпластической формовки и диффузионной сварки.
Рабочие лопатки высокооборотных вентиляторов работают в условиях сверхзвукового относительного потока, существенно превышающего скорость звука. Это приводит к необходимости тщательного профилирования рабочей лопатки с обеспечением торможения относительного потока в системе слабых скачков уплотнения, обеспечивающих низкий уровень потерь и высокую эффективность процесса сжатия воздуха в вентиляторе. Одним из эффективных приемов снижения потерь при обтекании лопаток вентилятора является выполнение сверхзвуковой части лопатки стреловидной относительно направления потока, натекающего на лопатку [патент РФ №2354854, МПК F04D 29/32. РАБОЧЕЕ КОЛЕСО ВЫСОКООБОРОТНОГО ОСЕВОГО ВЕНТИЛЯТОРА ИЛИ КОМПРЕССОРА. Бюл №13, 2009 г.].
Известен способ изготовления изделия типа полой вентиляторной лопатки из металла или сплава [Европейский Патент 0568201, B21D 53/78, Способ изготовления изделия при помощи сверхпластичного формования и диффузионной сварки 1993], состоящего из обшивок и наполнителя, образующего ребра жесткости, с использованием сверхпластической формовки и диффузионной сварки. Известный способ изготовления изделия при помощи сверхпластичного формования и диффузионной сварки, как минимум, двух рабочих заготовок, включает следующие основные этапы:
а) обозначение на заготовках обшивок участков, подвергаемых и не подвергаемых соединению с заготовкой наполнителя, путем нанесения на поверхность заготовок обшивок антиадгезионного покрытия, препятствующего образованию соединения;
б) сборку плоских заготовок в пакет и его герметизацию по контуру;
в) нагрев пакета для удаления летучих компонентов покрытия, препятствующего соединению;
г) нагрев пакета и приложение давления для диффузионной сварки заготовок друг с другом;
д) горячей деформацией придают цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамический профиль, включая формирование корыта и спинки лопатки и закрутку пера лопатки;
е) создание во внутренней полости полученного полуфабриката давления рабочей среды для разрыва адгезионной связи между заготовками и покрытием, препятствующим соединению, при этом разрыв адгезионной связи осуществляют фиксированным давлением рабочей среды, подаваемой во внутреннюю полость полуфабриката, при комнатной температуре;
ж) нагрев полуфабриката и создание в его внутренней полости давления рабочей среды для сверхпластической формовки, по крайней мере, одной заготовки до получения готового изделия с ребрами жесткости.
Известен также способ изготовления полой металлической лопатки [патент РФ №2412017, МПК B21D 53/78. СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ. Бюл №5 2011 г.]. Известный способ изготовления полой вентиляторной лопатки из титанового сплава, состоящей из обшивок и образующего ребра жесткости наполнителя, включает следующие операции:
а) операцию обработки заготовок обшивок с предварительно сформированной замковой частью, при которой на поверхности заготовок обшивок участки, подлежащие соединению с заготовкой наполнителя, оформляют в виде выступов с плоской в поперечном сечении поверхностью, и соответственно участки, не подлежащие соединению с заготовкой наполнителя, оформляют в виде пазов,
б) по крайней мере, часть поверхности пазов, противолежащую в собранном для диффузионной сварки пакете выступам, выполняют в поперечном сечении плоской,
в) операции нанесения на поверхность участков заготовок, не подлежащих соединению, покрытия, препятствующего соединению,
г) сборка заготовок обшивок и наполнителя в пакет,
д) диффузионная сварка заготовок обшивок и наполнителя,
е) формирования ребер жесткости сверхпластической формовкой,
ж) придание заготовкам обшивок и наполнителя аэродинамического профиля путем приложения к ним деформирующей нагрузки, включая формирование корыта и спинки лопатки и закрутку пера лопатки,
з) упомянутые выступы и пазы выполняют на поверхности заготовок обшивок до придания им аэродинамического профиля.
Заготовки обшивок и заготовки заполнителя лопатки соединяются диффузионной сваркой только определенных на участках, обеспечивающих при формовке получение заданной конфигурации ребер жесткости. На участки заготовок, на которых соединение сваркой не предусмотрено, наносится антиадгезионное покрытие, препятствующее в процессе диффузионной сварки соединению заготовок.
В известных способах [Европейский Патент 0568201; патент РФ №2412017] предусматривается операция разрыва адгезионной связи между антиадгезионным покрытием и заготовками. Адгезионная связь возникает при диффузионной сварке под воздействием приложенного давления. При этом в известных способах [Европейский Патент 0568201; патент РФ №2412017], после придания цельной конструкционной заготовке аэродинамического профиля подают в ее полости рабочую среду и производят разрыв адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием, образующуюся при диффузионной сварке на участках, не подвергаемых соединению, посредством создания в полости давления, достаточного для упругой деформации заготовок. При этом применение разрыва адгезионной связи на начальном этапе сверхпластической формовки, нежелателен, поскольку использование такого технологического приема может привести к повреждению цельной конструкционной заготовки.
В известных способах [Европейский Патент 0568201; патент РФ №2412017] разрыв адгезионной связи между заготовками и защитным покрытием на участках, не подвергаемых соединению, осуществляются после придания цельной конструкционной заготовке аэродинамического профиля, что также может привести к нарушению конструкционной целостности изделия. Последнее связано с возможностью попадания частиц, отслоившихся от антиадгезионного покрытия и их локализация на отдельных участках, не подлежащих соединению и формированию на них зон локальной деформации [патент РФ №2477191]. При разрыве адгезионной связи после придания цельной конструкционной заготовке сложного аэродинамического профиля возникает риск перехода деформации слоев тонкой заготовки заполнителя из упругой области в пластическую область вследствие проявления эффекта Баушингера [патент РФ №2477191], что приводит к образованию ослабленных ребер жесткости в готовой лопатке.
Сплошность антиадгезионного покрытия после удаления из него связующего вещества может быть нарушена. В результате нарушения сплошности покрытия при диффузионной сварке могут возникнуть локальные участки соединения заготовок обшивок и заполнителя на участках, где между ними соединения быть не должно. При этом, наличие отслоившихся частиц антиадгезионного покрытия на участках соединения заготовок обшивок и заполнителя приводит к появлению на этих участках соединения непроваров. В обоих случаях изготовления лопатки возникает необратимый брак.
Наиболее близким техническим решением, выбранным в качестве прототипа является способ изготовления полой вентиляторной лопатки газотурбинного двигателя [патент РФ №2477191, МПК B21D 53/78, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ. Бюл №7. 2013 г.], состоящей из выполненных из титанового сплава обшивок и заполнителя, с использованием диффузионной сварки для соединения обшивок и заполнителя и сверхпластической формовки для образования полого пера и ребер жесткости, включающий следующую последовательность операций:
а) на поверхность участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке, наносят покрытие, препятствующее соединению,
б) собирают заготовки обшивок и заполнителя в пакет,
в) герметизируют пакет по кромкам, исключая место установки, по крайней мере, одной трубки,
г) подсоединяют трубку к пакету,
д) полости пакета последовательно вакуумируют и заполняют инертным газом для удаления из полостей пакета кислорода,
е) нагревают пакет до температуры, необходимой для испарения из покрытия, препятствующего соединению, связующего вещества,
ж) продолжая вакуумирование пакета, полностью герметизируют пакет посредством герметизации трубки,
з) нагревают пакет до температуры диффузионной сварки,
и) прикладывают к пакету давление и осуществляют диффузионную сварку заготовок,
к) проводят операцию разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием, образующуюся при диффузионной сварке на участках, не подвергаемых соединению, посредством создания в полостях цельной конструкционной заготовки давления, достаточного для упругой деформации заготовок обшивок и заполнителя, причем при осуществлении операции разрыва адгезионной связи цельную конструкционную заготовку располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости,
л) осуществляют последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода,
м) снова полностью герметизируют пакет, нагревают его и посредством горячей деформации придают цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамический профиль, включая формирование корыта и спинки лопатки и закрутку пера лопатки,
н) нагревают цельную конструкционную заготовку до температуры сверхпластической формовки, подают в ее полости рабочую среду для создания давления, необходимого для сверхпластической формовки, и осуществляют сверхпластическую формовку до получения полого пера лопатки и формирования ребер жесткости.
В способе-прототипе [патент РФ №2477191, МПК B21D 53/78, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ. Бюл №7. 2013 г.] ставится задача повышения качества полой лопатки за счет использования, по крайней мере, заготовки заполнителя с субмикрокристаллической или нанокристаллической структурой. При этом, использование заготовки заполнителя с субмикрокристаллической или нанокристаллической структурой обеспечивается использование следующих технологических приемов:
а) до придания цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамического профиля осуществляют операцию разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием, образующуюся при диффузионной сварке на участках, не подвергаемых соединению, посредством создания в полостях цельной конструкционной заготовки давления, достаточного для упругой деформации заготовок обшивок и заполнителя,
б) при осуществлении операции разрыва адгезионной связи цельную конструкционную заготовку располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости.
Приемы, использующиеся в способе-прототипе [патент РФ №2477191] позволяют несколько снизить проявление таких физических эффектов как эффект Баушингера [Энциклопедический словарь по металлургии. Справочное издание. В 2-х т. Т. 2: П-Я / Н.П. Лякишев и др. М: Интермет Инжиниринг, 2000.] или рост касательных напряжений при изгибе тонкой заготовки заполнителя, а также перемещение и ссыпание частиц защитного покрытия с образованием скоплений при разрыве адгезионной связи.
Вероятность проявления эффекта Баушингера снижается, поскольку операция разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием, сопровождающаяся упругим растяжением и изгибом заготовок, осуществляется до операции придания цельной конструкционной заготовке аэродинамического профиля, и соответственно отсутствует предшествующая пластическая деформация заготовок, прежде всего заготовки заполнителя, противоположного знака [патент РФ №2477191].
Из-за отсутствия криволинейных поверхностей и горизонтального расположения цельной конструкционной заготовки при разрыве адгезионной связи в способе-прототипе снижается вероятность перемещения и ссыпания отслоившихся частиц адгезионного покрытия с образованием их скоплений. Однако, разрыв адгезионных связей сопровождается ударными нагрузками, возникающими при разрыве каждого локального соединения. Это приводит к «встряскам» конструкционной заготовки, а наличие полостей, образованных в результате подачи газа с давлением, обеспечивающим упругую деформацию стенок в зонах конструкционной заготовки, подлежащих расслоению, приводит к дополнительному отслоению антиадгезионного покрытия и перераспределению частиц порошка в образованных полостях. После снятия давления газа, неравномерно распределившийся по полостям порошок вызывает неоднородную деформацию заготовок обшивок и заполнителя.
Поэтому, несмотря на осуществление «осторожного», при требуемом расположении цельной конструкционной заготовки, разрыва адгезионной связи, этот прием, применяемый в способе-прототипе, не обеспечивает равномерного распределения отслоившегося порошка покрытия в образованных полостях. Кроме того, различие в расположении участков заданного отслоения от места ввода газа, создающего различное газодинамическое сопротивление и различие в условиях отслоения для участков, расположенных в центре и периферии, а также существующее различие в прочности сцепления различных участков, подлежащих отслоению, приводит к необходимости задания величины давления газа, напускаемого в полости, определяемой наибольшим значением отрывающей нагрузки в наиболее труднорасслаивающихся участках полостей. В то время как участки полостей, где расслоение уже произошло из-за необходимости повышения давления газа могут подвергнуться чрезмерным деформациям, приводящим к возникновению риска повреждения цельной конструкционной заготовки. При этом повышение давления увеличивает степень упругой деформации заготовок обшивок и тонкой заготовки заполнителя и, по крайней мере, на отдельных участках в отдельных слоях заготовки заполнителя может вызвать переход деформации из упругой области в пластическую область. При изготовлении полой лопатки с использованием заготовки заполнителя с СМК или НК структурой отмеченные риски суммируются [патент РФ №2477191].
Таким образом, в случае изготовления полой лопатки вентилятора с использованием способа при осуществлении операции разрыва адгезионной связи между защитным покрытием и заготовками обшивок и заполнителя создаются предпосылки для возникновения риска образования в готовом изделии опасных дефектов.
Задачей изобретения также является уменьшение брака и повышение качества полой лопатки за счет использования, по крайней мере, заготовки заполнителя с субмикрокристаллической или нанокристаллической структурой.
Техническим эффектом изобретения является повышение надежности процесса изготовления лопатки за счет минимизации влияния загрязнений в виде порошка, образующегося в полостях цельной конструкционной заготовки при разрушении и отслоении антиадгезионного покрытия.
Поставленная задача решается посредством способа изготовления полой металлической лопатки турбомашины, состоящей из корыта и спинки, и соединенного с ними внутреннего каркаса, включающего следующие операции: подготовку заготовок обшивок, образующих корыто и спинку лопатки и заготовки заполнителя, образующего внутренний каркас лопатки, к соединению в цельную конструкционную заготовку диффузионной сваркой, нанесение на поверхность участков заготовок обшивок и/или заполнителя, не подвергаемых соединению при диффузионной сварке, в соответствии с расположением полостей лопатки антиадгезионного покрытия, препятствующего соединению сваркой упомянутых участков заготовок, сборку заготовок обшивок и заполнителя в пакет в соответствии с формируемой конструкцией лопаток, герметизацию пакета по кромкам и создание в нем вакуума, после чего нагревают пакет до температуры диффузионной сварки, прикладывают к пакету внешнее давление и осуществляют диффузионную сварку с получением цельной конструкции заготовки, затем придают аэродинамический профиль цельной конструкционной заготовке с формированием корыта, спинки лопатки и закруткой пера лопатки путем горячей деформации, осуществляют разрушение адгезионных связей на участках, не подвергаемых соединению при диффузионной сварке, путем приложения к ним отрывающей нагрузки, обеспечивающей отслоение защитного покрытия за счет упругой деформации заготовки на упомянутых участках при воздействии магнитного и/или электрического поля, при этом разрушение адгезионных связей производят до или после придания упомянутой заготовке аэродинамического профиля, после чего нагревают цельную конструкционную заготовку до температуры сверхпластической формовки, подают в ее полости, образованные в результате разрушения адгезионных связей на участках поверхностей заготовок, не подвергаемых соединению при диффузионной сварке, рабочую среду для создания статического и/или вибростатического давления, необходимого для сверхпластической формовки, и осуществляют сверхпластическую формовку до получения полого пера лопатки и формирования ребер жесткости;
Кроме того, способ изготовления полой металлической лопатки турбомашины предусматривает такие дополнительные приемы, как:
- используют заготовки обшивок, поверхности которых, смежные с поверхностью заготовки заполнителя, являются плоскими по всей площади;
- отрывающую нагрузку, обеспечивающую отслоение защитного покрытия за счет упругой деформации заготовки на упомянутых участках при воздействии магнитного и/или электрического поля создают пропусканием через заготовку электрического тока и взаимодействия магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, охватывающего цельную конструкционную заготовку как со стороны корыта, так и со стороны спинки;
- отрывающую нагрузку, обеспечивающую отслоение защитного покрытия за счет упругой деформации заготовки на упомянутых участках при воздействии магнитного и/или электрического поля создают, прикладывая к участкам, не подвергаемым соединению при диффузионной сварке магнитно-стрикционную нагрузку и/или электро-стрикционную нагрузку;
- используют заготовку заполнителя из титана или титанового сплава с размером зерен менее 1 мкм;
- диффузионную сварку осуществляют в два этапа, при этом на первом этапе давление прикладывают при температуре ниже температуры второго этапа, близкой к нижней границе температурного интервала, обеспечивающего соответствующую условиям сверхпластичности заготовки заполнителя скорость деформации, в течение времени, достаточного для образования физического контакта между соединяемыми заготовками обшивок и заполнителя, а второй этап проводят при температуре и в течение времени, необходимых для развития объемного взаимодействия соединяемых заготовок;
- используют заготовки заполнителя из титана или титанового сплава с размером зерен 0,5-0,9 мкм, первый этап диффузионной сварки осуществляют при температуре 640-720°C в течение 25-30 мин, второй этап диффузионной сварки осуществляют при температуре 890-940°C в течение 2 ч-2,5 ч.
- на поверхности заготовок обшивок оформляют участки, подвергаемые соединению, в виде выступов с плоской поверхностью и участки, не подвергаемые соединению, в виде пазов, при этом в процессе удаления связующего вещества защитного покрытия пакет заготовок располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости, сохраняя такое положение пакета до и в процессе диффузионной сварки;
- на поверхность участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке, антиадгезионное покрытие наносят через наложенную на поверхность маску с отверстиями, соответствующими по размеру и форме защищаемым от сварки участкам заготовки используя один из следующих методов нанесения покрытия: газотермическое, магнетронное, вакуумно-плазменное, электронно-лучевое напыление или микродуговое оксидирование;
- на поверхность участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке, антиадгезионное покрытие наносят методами офсетной печати или шелкографии;
- перед приданием цельной конструкционной заготовке аэродинамического профиля, осуществляют последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода, снова полностью герметизируют пакет и нагревают его до температуры горячей деформации;
- при разрушении адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке, после приложения к цельной конструкционной заготовке отрывающей нагрузки, возникающей в результате воздействия магнитного и/или электрического поля, в полостях цельной конструкционной заготовки создают давление, достаточное для упругой деформации заготовок обшивок и заполнителя;
- при разрушении адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке, после приложения к цельной конструкционной заготовке отрывающей нагрузки, возникающей в результате воздействия магнитного и/или электрического поля, в полости цельной конструкционной заготовки подают инертный газ, создают давление, достаточное для упругой деформации заготовок обшивок и заполнителя и проводят продувку полостей инертным газом удаляя частицы отслоенного антиадгезионного покрытия;
- последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода перед операцией придания цельной конструкционной заготовке аэродинамического профиля осуществляют многократно;
- давление при диффузионной сварке прикладывают со стороны обшивки, образующей спинку лопатки.
Как уже указывалось выше, в способе-прототипе для разрушения рассматриваемых адгезионных связей используется следующий прием: «проводят операцию разрыва адгезионной связи между заготовками обшивок и заполнителя и защитным покрытием,… посредством создания в полостях цельной конструкционной заготовки давления, достаточного для упругой деформации заготовок обшивок и заполнителя, причем при осуществлении операции разрыва адгезионной связи цельную конструкционную заготовку располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости».
В предлагаемом же способе эту операцию выполняют используя следующий прием «осуществляют разрушение адгезионных связей на участках, не подвергаемых соединению при диффузионной сварке, путем приложения к ним отрывающей нагрузки, обеспечивающей отслоение защитного покрытия за счет упругой деформации заготовки на упомянутых участках при воздействии магнитного и/или электрического поля» (нагрузка может быть обеспечена либо за счет пропускания через заготовку электрического тока и взаимодействия магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, охватывающего цельную конструкционную заготовку как со стороны корыта, так и со стороны спинки либо за счет приложения к участкам, не подвергаемым соединению при диффузионной сварке магнитно-стрикционной и/или электро-стрикционной нагрузки). При этом могут использоваться как статическая, так и импульсные магнитно-стрикционные или электро-стрикционные виды нагрузок.
Известно [см. например «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; Санкт-Петербург, 2003 г], что магнитострикция и электрострикция это изменение габаритов тела при воздействии магнитного или электрического поля. Известно применение магнитно-стрикционного и электро-стрикционного эффектов при магнитно-импульсной штамповке или упрочняющей обработки материалов. Воздействие статической или импульсной магнитно-стрикционной (магнитно-импульсной) или электро-стрикционной обработки на металлические материалы определяется следующими основными факторами [Отчет о НИР: «Исследование эффектов обработки сильными импульсными магнитными и электрическими полями на пластические и физико-механические свойства материалов для машино- и приборостроения». Фонд фундаментальных исследований РБ; Физико-технический институт НАН РБ. Проект №Т94-367. №ГР 19942666. Минск, 1997; Спицын В.И., Троицкий О.А. Электропластическая деформация металлов.- М.: Наука, 1985.]: непосредственное магнитное воздействие (намагничивание, перемагничивание, магнитострикция); силовое воздействие магнитного поля на индуцированный электрический ток; электроннопластический эффект, обусловленный движением электронов и их взаимодействием с дислокациями, вызывающий снижение сопротивления деформированию и повышение пластичности металлов; упругие и пластические деформации.
Замена в предлагаемом техническом решении приема, используемого для разрушения адгезионных связей между защитным покрытием и заготовками обшивок и заполнителя на участках конструкционной заготовки, предназначенных для отслоения по сравнению со способом-прототипом позволяет достичь следующих эффектов:
1. пропускание через заготовку электрического тока и взаимодействие магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, а также магнитно-стрикционная и/или электро-стрикционная нагрузки (статическая или импульсная) позволяют обеспечивать строго регулируемую упругую равномерную деформацию заготовок обшивок и заполнителя на участках, не подвергаемых соединению;
2. пропускание через заготовку электрического тока и взаимодействие магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, а также магнитно-стрикционная и/или электро-стрикционная нагрузки могут обеспечивать заданную величину деформации по строго заданной конфигурации полостей;
3. пропускание через заготовку электрического тока и взаимодействие магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, а также магнитно-стрикционная и/или электро-стрикционная нагрузки, могут провести деликатное разрушение адгезионных связей как в режиме одновременного, так и в режимах последовательного отслоения обшивок и заполнителя на участках, не подвергаемых соединению, за счет плавного возрастания нагрузки в области заданных отслоений;
4. пропускание через заготовку электрического тока и взаимодействие магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, а также магнитно-стрикционная и/или электро-стрикционная нагрузки, при использовании импульсных вибрационных нагрузках могут обеспечивать полное отделение антиадгезионного покрытия с последующим удалением образовавшегося мелкодисперсного порошка из полостей, например их продувкой инертным газом при воздействии вибрационной нагрузки.
Таким образом, основным эффектом применения пропускания через заготовку электрического тока и взаимодействия магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, а также магнитно-стрикционная и/или электро-стрикционная нагрузки для разрушения адгезионных связей является высокая управляемость и надежность процесса деформации заготовок обшивок и заполнителя на участках, не подвергаемых соединению.
Заявляемый способ изготовления полой лопатки поясняется графическими материалами.
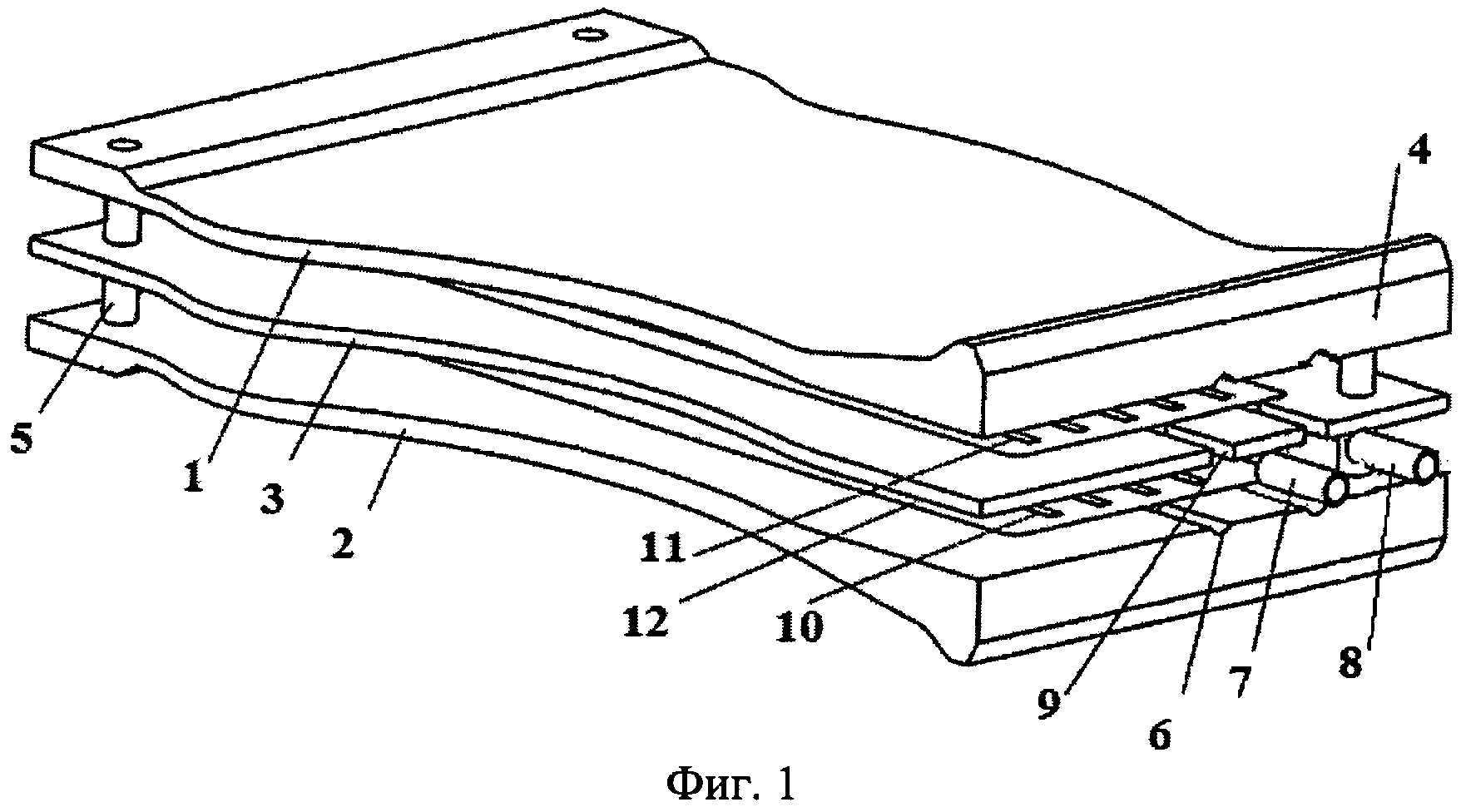
На фиг. 1 показано схематичное изображение пакета заготовок в процессе его сборки перед операцией диффузионной сварки.
На фиг. 2 представлено поперечное сечение пакета заготовок обшивок в процессе разрыва адгезионных связей и операции сверхпластической формовки.
На фиг. 3 представлено поперечное сечение пера лопатки после выполнения операции сверхпластической формовки.
На фиг. 4 представлено поперечное сечение пакета заготовок обшивок в процессе разрыва адгезионных связей при пропускании через заготовку электрического тока и взаимодействии магнитного или электрического полей заготовки с магнитным или электрическим полем устройства.
На фиг. 1 представлено изображение пакета заготовок в процессе его сборки перед операцией диффузионной сварки в случае, когда поверхности заготовок обшивок 1, 2 являются смежными с поверхностью заготовки заполнителя 3 по всей площади.
На противоположной поверхности заготовок обшивок 1, 2 имеются предварительно сформированные выступы 4 под замок лопатки. В заготовках обшивок и заполнителя выполнены отверстия для установочных штифтов 5. В заготовках обшивок в части, где будет замок лопатки, выполнены проточки 6. В заготовке заполнителя, также в части, где будет замок лопатки, выполнена прорезь 9. Проточки и прорезь служат для установки трубки 8. Участки 11 поверхности заготовки заполнителя 3 и соответствующие им участки поверхности заготовки обшивки 1, а также участки 10 поверхности заготовки обшивки 2 и соответствующие им участки поверхности заготовки заполнителя 3 подлежат соединению посредством диффузионной сварки. На участки 12 поверхностей заготовок обшивки 2 и заполнителя 3 наносится антиадгезионное покрытие. Антиадгезионное покрытие препятствует соединению отмеченных участков в процессе диффузионной сварки. Проточки 6 и прорезь 9 выполнены таким образом, что они соединяют участки, не подвергаемые соединению на поверхностях заготовок обеих обшивок и заполнителя.
На фиг. 2 представлено поперечное сечение пакета заготовок обшивок 1, 2 и заполнителя 3 с нанесенным антиадгезионным покрытием 12 на участки, не подвергаемые соединению в процессе диффузионной сварки (а - пакет заготовок после диффузионной сварки, 6 - пакет заготовок при воздействии одного или нескольких видов нагрузки: при пропускании через заготовку электрического тока и взаимодействия магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, магнитно-стрикционной или электрострикционной нагрузки, в - пакет заготовки после сверхпластической деформации). 13 - полости в конструкционной заготовке, образующиеся в процессе отрыва антиадгезионных связей и продувке полостей для удаления остатков порошка отслоившегося антиадгезионного покрытия; 14 - полости, образованные в заготовке после операции сверхпластической формовки.
На фиг. 3 представлено поперечное сечение пера лопатки после выполнения операции сверхпластической формовки. 15 - заготовка после сверхпластической формовки.
На фиг. 4 представлено поперечное сечение пакета заготовок обшивок 1, 2 и заполнителя 3 с нанесенным антиадгезионным покрытием 12 на участки, не подвергаемые соединению в процессе диффузионной сварки (а - пакет заготовок после диффузионной сварки, б - пакет заготовок при воздействии нагрузки, при пропускании через заготовку электрического тока и взаимодействии магнитного или электрического полей заготовки с магнитным или электрическим полем устройства); 13 - полости в конструкционной заготовке, образующиеся в процессе отрыва антиадгезионных связей и продувке полостей для удаления остатков порошка отслоившегося антиадгезионного покрытия; 16 - устройство, охватывающее цельную конструкционную заготовку со стороны корыта и со стороны спинки; 17 - магнитное или электрическое поле устройства; к - ключ электрической цепи.
Пояснение того, как осуществляется способ, в полном объеме дано для случая, когда заготовки обшивок являются плоскими (фиг. 1).
Берут исходные заготовки обшивок 1,2, в качестве которых используют плиты или листы достаточной для оформления замковой части толщины. Исходной заготовкой для заполнителя является тонкий лист.
Исходные заготовки обшивок и заполнителя обрабатывают резанием для получения предварительно заданной формы заготовки. Также обработкой резанием получают выступы 4 под замок лопатки и технологические выступы, расположенные с противоположной стороны заготовки. Поверхности заготовок обшивок 1, 2 и заполнителя 3 подготавливают к диффузионной сварке шлифованием и полированием. Перед сваркой поверхности заготовок подвергают химической очистке. На заданные участки 12 заготовок наносят антиадгезионное покрытие. Антиадгезионное покрытие может состоять, например из порошкового иттрия, связующего вещества и растворителя. Антиадгезионное покрытие можно наносить методом шелкотрафаретной печати. Заготовки 1, 2, 3 собирают в пакет и фиксируют относительно друг друга при помощи установочных штифтов 5. Далее к пакету присоединяют трубки 7 и 8. Трубки 7 и 8 устанавливают, обеспечивая соединение между собой участков всех заготовок, не подвергаемых соединению. Кроме того, трубки 7 и 8 устанавливают так, чтобы она выступала за контур пакета, поскольку далее к выступающему концу трубки будут подсоединены трубопроводы для соединения трубкок 7 и 8 либо с вакуумным насосом, либо с системой подачи или откачки инертного газа. Все три заготовки 1, 2, 3 по кромкам соединяют между собой аргонодуговой сваркой. Трубки 7 и 8 закрепляют аргонодуговой сваркой. Создается герметичная сборочная единица, за исключением входного (выходного) отверстия трубкок 7 и 8. Полости пакета вакуумируют. Затем в полости пакета подают инертный газ - аргон. После подачи аргона полости пакета вновь вакуумируют, затем в полости пакета вновь подают аргон.
Аргон подают в полости пакета под давлением, доходящим до уровня атмосферного давления. Рекомендуется контролировать уровень кислорода в удаляемом в процессе вакуумирования аргоне. Многократное последовательное вакуумирование и подачу аргона необходимо осуществлять до полного удаления кислорода из полостей пакета. Конкретное число операций вакуумирования и заполнения аргоном зависит от размеров изделия.
Далее пакет устанавливают в печь, где его нагревают до температуры 250-350°C для удаления связующего вещества из защитного покрытия при непрерывном вакуумировании полостей пакета. Пакет вынимают из печи и охлаждают, продолжая непрерывное вакуумирование. Наличие остатков связующего вещества выявляют посредством контроля его уровня в удаляемом при вакуумировании газе. Далее трубки 7, 8 герметизируют. Пакет переносят в газостат. Далее осуществляют диффузионную сварку заготовок, выбирая необходимые температуру и давление. Температура может повышаться ступенчато для осуществления поэтапной диффузионной сварки.
По окончании диффузионной сварки, возможны следующие варианты выполнения способа:
- либо производят вначале разрушение адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке, а затем посредством горячей деформации придают цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамический профиль, включая формирование корыта и спинки лопатки, а также закрутку пера лопатки.
- либо производят вначале посредством горячей деформации придание цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамического профиля, включая формирование корыта и спинки лопатки, а также закрутки пера лопатки, а затем разрушение адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке.
Независимо от последовательности выполнения операций «разрушение адгезионных связей» и «придание цельной конструкционной заготовке аэродинамического профиля», разрушение адгезионных связей осуществляют, прикладывая к участкам, не подвергаемым соединению при диффузионной сварке, отрывающую нагрузку, возникающую либо при пропускании через заготовку электрического тока и взаимодействия магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, охватывающего цельную
конструкционную заготовку как со стороны корыта, так и со стороны спинки (фиг. 4), либо прикладывая к участкам, не подвергаемым соединению при диффузионной сварке, магнитно-стрикционную нагрузку либо электро-стрикционную нагрузку, либо используя различные сочетания приведенных выше видов нагрузки для разрыва указанных адгезионных связей (рис. 2б). При разрушении адгезионных связей пропусканием через заготовку электрического тока и взаимодействием магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, охватывающего цельную конструкционную заготовку как со стороны корыта, так и со стороны спинки (фиг. 4), цельную заготовку помещают в устройство 16, представляющее собой электромагнит, вмонтированный в жесткий каркас, обеспечивающий возможность упругой деформации заготовок обшивок 1, 2. Цельную заготовку подключают к электрической цепи (фиг. 4а), включают электромагнит устройства и замыкают электрическую цепь ключом к, в результате чего возникают электромагнитные поля, вызывающие отрывающую нагрузку и разрушение соответствующих адгезионных связей в цельной заготовке (фиг. 4б). При разрушении адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке, после приложения к цельной конструкционной заготовке импульсной магнитно-стрикционной нагрузки и/или импульсной электро-стрикционной нагрузки в полости цельной конструкционной заготовки подают инертный газ, создают давление, достаточное для упругой деформации заготовок обшивок и заполнителя и проводят продувку полостей инертным газом удаляя частицы отслоенного антиадгезионного покрытия. Приложение к конструкционной заготовке импульсной магнитно-стрикционной и/или импульсной электро-стрикционной нагрузок позволяют эффективно очистить внутренние полости от остатков отслоившегося антиадгезионного покрытия, обеспечивая тем самым чистоту полостей конструкционной заготовки и отсутствие отрицательного эффекта от порошка, вызывающего неоднородную деформацию заготовок обшивок и заполнителя.
В полости цельной конструкционной заготовки осторожно вводят аргон для осуществления упругой деформации заготовок обшивок и заполнителя и разрыва адгезионной связи между защитным покрытием и заготовками. Операцию разрыва адгезионной связи осуществляют при комнатной температуре. После снятия давления полости цельной конструкционной заготовки вакуумируют и герметизируют.
Перед операцией придания цельной конструкционной заготовке аэродинамического профиля ее полости подвергают многократному последовательному вакуумированию и заполнению аргоном для удаления из них кислорода. После удаления кислорода из полостей цельной конструкционной заготовки полости вакуумируют и герметизируют.
Далее цельную конструкционную заготовку устанавливают в приспособление, подобное тому, которое описано в [Патент Великобритании 2073631, B21D 11/14, 1980], и подвергают гибке и закрутке посредством горячей деформации в среде инертного газа. На заключительном этапе закрутки осуществляют коррекцию формы гнутой цельной конструкционной заготовки в соответствии с заданной формой штампа, используемого для сверхпластической формовки. При этом можно использовать штамп, непосредственно предназначенный для сверхпластической формовки. Разъемные половины штампа контактируют с цельной конструкционной заготовкой по части кромок, которая затем будет удалена.
При сверхпластической формовке цельную конструкционную заготовку устанавливают между разъемными половинами штампа, имеющими требуемую форму. Заготовку нагревают в среде инертного газа и подвергают сверхпластической деформации. Деформацию, как и в прототипе [патент РФ №2477191], осуществляют за счет давления аргона, подаваемого в полости цельной конструкционной заготовки так, чтобы обеспечить скорость деформации в интервале сверхпластичности заготовки заполнителя. После деформации заготовки обшивок принимают форму рабочей полости штампа, а заготовка заполнителя образует внутренний силовой каркас.
После операции сверхпластической формовки полуфабрикат лопатки подвергают механической обработке резанием, при которой удаляют технологические зоны, окончательно формируют кромки пера лопатки, периферийную часть пера и замок лопатки. Кроме того, демонтируют все трубки, а оставшиеся после них отверстия заделывают.
Полые лопатки, как правило, изготавливаются из титана или титановых сплавов, наиболее распространенным из которых является сплав ВТ6.
Пример
По предлагаемому способу были изготовлены образцы, имеющие аэродинамический профиль, приближенный к профилю рабочей лопатки. При изготовлении образцов использовали заготовки обшивок с плоскими поверхностями. Ряд образцов был изготовлен с выступами и пазами на поверхностях заготовок обшивок. В качестве заготовок обшивок использовали плиты со средним размером зерен 6 мкм. В качестве исходной заготовки заполнителя использовали лист толщинами 0,8 мм, 1 мм со средними размерами зерен: 0,6 мкм, 1 мкм, 2 мкм.
Последовательность операций и режимы обработки образцов по предлагаемому способу.
Подготовка заготовки обшивок, образующих корыто и спинку турболопатки, и заготовки заполнителя, образующего внутренний каркас лопатки, к соединению в цельную конструкционную заготовку диффузионной сваркой. Для изготовления образцов использовались заготовки обшивок и заполнителя, изготовленные из титана или титановых сплавов: ВТ 1-0-удовлетворительный результат - (У.Р.); ВТ1-00 - (У.Р.); ВТ9 - (У.Р.); ВТ3-1- (У.Р.); ВТ6 - (У.Р.); ВТ14 - (У.P.); ВТ20- (У.Р.). Использовались также заготовки заполнителя из титана или титанового сплава с размером зерен менее 1 мкм (У.Р.). Для оценки образцов (У.Р. или Н.Р) использовались методы разрушающего контроля. Например, при обнаружении неравномерности по толщине в отдельных ребрах жесткости после сверхпластической формовки ставилась оценка - неудовлетворительный результат (Н.Р.).
Нанесение антиадгезионного покрытия, на поверхность участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке в соответствие с расположением полостей лопатки, препятствующее соединению сваркой упомянутых участков заготовок. Газотермическое покрытие - (У.Р.); магнетронное - (У.Р.); вакуумно-плазменное - (У.Р.); электронно-лучевое напыление - (У.Р.); микродуговое оксидирование - (У.Р.); офсетная печать или шелкография - (У.Р.); гальваническое покрытие - неудовлетворительный результат (Н.Р.).
Сборка в соответствие с формируемой конструкцией лопатки заготовки обшивок и заполнителя в пакет, герметизация пакета по кромкам и создание в нем вакуума.
Нагрев пакета до температуры диффузионной сварки, приложение к пакету внешнего давления и осуществление диффузионной сварки заготовок.
Диффузионная сварка производилась при температурах: 900°C, 920°C, 940°C, 960°C в течение 0,5 часа, 1,5 часов, 2 часов, 3 часов, при изостатическом давлении, приложенном к пакету заготовок, равном: 2,5 МПа, 3 МПа, 4 МПа.
Заготовки заполнителя из титана или титанового сплава с размером зерен 0,5-0,9 мкм: первый этап диффузионной сварки осуществляли при температурах: 620°C - Н.Р.; 640°C - У.Р.; 680°C - У.Р.; 730°C - У.Р.; 750°C - Н.Р., в течение 25-30 мин, 20 мин - Н.Р.; 25 мин - У.Р.; 30 мин - У.Р.; 40 мин - Н.Р. Второй этап диффузионной сварки осуществляли при температуре: 870°С-Н.Р.; 890°C - У.Р.; 920°C - У.Р.; 940°C - У.Р.; 960°C - Н.Р. Сварка в течение 1,5 ч - Н.Р.; 2 ч- У.Р.; 2,5 ч - У.Р.; 3 ч - Н.Р.
Разрушение адгезионных связей и придание цельной конструкционной заготовке аэродинамического профиля, проводилось по двум вариантам.
Первый вариант - проводили вначале разрушение адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке, а затем посредством горячей деформации придавали цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамического профиля, включая формирование корыта и спинки лопатки, а также закрутку пера лопатки - (У.Р.). Придание цельной конструкционной заготовке аэродинамического профиля осуществляли при температуре: 780°C, 800°C, 820°C.
Второй вариант - проводили вначале посредством горячей деформации придание цельной конструкционной заготовке, полученной после диффузионной сварки, аэродинамического профиля, включая формирование корыта и спинки лопатки, а также закрутки пера лопатки, а затем разрушение адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке -(У.Р.).
Разрушение адгезионных связей осуществляли путем приложения к участкам, не подвергаемым соединению при диффузионной сварке отрывающей нагрузки, возникающей при пропускании через заготовку электрического тока и взаимодействия магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, охватывающего цельную конструкционную заготовку как со стороны корыта, так и со стороны спинки (У.Р.), приложением к участкам, не подвергаемым соединению при диффузионной сварке магнитно- стрикционной нагрузки (У.Р.), электро-стрикционной нагрузки (У.Р.),
комбинированием упомянутых методов магнитного и электрического воздействия для разрушения адгезионных связей (У.Р.). При этом использовались электромагниты со следующими характеристиками: ток, до 80 А, до 100А, до 150 А, мощность, до 10 кВт, до 20 кВт до 30 кВт. Пропускание через заготовку электрического тока и взаимодействия магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, охватывающего цельную
конструкционную заготовку как со стороны корыта, так и со стороны спинки (величина тока ток, до 100 А, до 250А, до 550 А), приложение магнитно-стрикционной нагрузки (напряженность магнитного поля - от 700 до 1800 кА/м), электро-стрикционной нагрузки (пропускание тока через заготовку частотой 50-60 Гц). При разрушении адгезионных связей, после приложения к цельной конструкционной заготовке импульсной магнитно-стрикционной нагрузки и/или импульсной электро-стрикционной нагрузки в полости цельной конструкционной заготовки подавали инертный газ (аргон) и создавали давление, достаточное для упругой деформации заготовок обшивок и заполнителя и проводили продувку полостей упомянутым инертным газом удаляя частицы отслоенного антиадгезионного покрытия. Осмотр полостей после продувки показал отсутствие в них остатков порошка от антиадгезионного покрытия (У.Р.).
Нагрев цельной конструкционной заготовки до температуры сверхпластической формовки осуществляли при температуре: 900°C, 920°C, 940°C, подавали в ее полости, образованные в результате разрушения адгезионных связей на участках внутренних поверхностей заготовок, не подвергаемых соединению при диффузионной сварке, рабочую среду (аргон) для создания статического (У.Р.) или вибро-статического (У.Р.) или чередующихся статического и вибростатического (У.Р.) давления, необходимого для сверхпластической формовки, и осуществляли сверхпластическую формовку до получения полого пера лопатки и формирования ребер жесткости.
Далее заготовку лопатки подвергают механической обработке, при которой удаляют технологические зоны, формируют кромки пера лопатки, периферийную часть пера и замок лопатки.
Были проведены сравнительные исследования образцов, изготовленных по предлагаемому способу и по способу-прототипу [патент РФ №2477191]. Для этого из аналогичных заготовок были изготовлены образцы также и по способу-прототипу. Сравнительные исследования образцов показали наличие следующих дефектов: отклонение размеров ребер жесткости, по способу-прототипу - 47%, по предлагаемому способу - 14%; наличие микроскопических «мостиков», соединяющие заготовки обшивок и заполнителя на участках, не подвергаемых соединению, по способу-прототипу - 53%, по предлагаемому способу - 11%.
Таким образом, сравнительные исследования показали, что применение в способе изготовления полой металлической лопатки турбомашины, состоящей из корыта и спинки и соединенного с ними внутреннего каркаса, следующих операций:
а) подготовка заготовки обшивок, образующих корыто и спинку лопатки и заготовки заполнителя, образующего внутренний каркас лопатки, к соединению в цельную конструкционную заготовку диффузионной сваркой;
б) нанесение на поверхность участков заготовок обшивок и/или заполнителя, не подвергаемых соединению при диффузионной сварке, в соответствии с расположением полостей лопатки антиадгезионного покрытия, препятствующего соединению сваркой упомянутых участков заготовок;
в) сборка заготовок обшивок и заполнителя в пакет в соответствии с формируемой конструкцией лопаток, герметизацию пакета по кромкам и создание в нем вакуума, после чего нагрев пакета до температуры диффузионной сварки;
г) приложение к пакету внешнего давления и диффузионная сварка пакета с получением цельной конструкции заготовки;
д) придание аэродинамического профиля цельной конструкционной заготовке с формированием корыта, спинки лопатки и закруткой пера лопатки путем горячей деформации, разрушение адгезионных связей на участках, не подвергаемых соединению при диффузионной сварке, путем приложения к ним отрывающей нагрузки, обеспечивающей отслоение защитного покрытия за счет упругой деформации заготовки на упомянутых участках при воздействии магнитного и/или электрического поля, при этом разрушение адгезионных связей производят до или после придания упомянутой заготовке аэродинамического профиля;
ж) нагрев цельной конструкционной заготовки до температуры сверхпластической формовки, подачу в ее полости, образованных в результате разрушения адгезионных связей на участках поверхностей заготовок, не подвергаемых соединению при диффузионной сварке, рабочей среды для создания статического и/или вибростатического давления, необходимого для сверхпластической формовки, и осуществление сверхпластической формовки до получения полого пера лопатки и формирования ребер жесткости,
а также такие дополнительные признаки способа, как:
используют заготовки обшивок, поверхности которых, смежные с поверхностью заготовки заполнителя, являются плоскими по всей площади;
отрывающую нагрузку, обеспечивающую отслоение защитного покрытия за счет упругой деформации заготовки на упомянутых участках при воздействии магнитного и/или электрического поля создают пропусканием через заготовку электрического тока и взаимодействия магнитного или электрического полей заготовки с магнитным или электрическим полем устройства, охватывающего цельную конструкционную заготовку как со стороны корыта, так и со стороны спинки;
отрывающую нагрузку, обеспечивающую отслоение защитного покрытия за счет упругой деформации заготовки на упомянутых участках при воздействии магнитного и/или электрического поля создают, прикладывая к участкам, не подвергаемым соединению при диффузионной сварке магнитно-стрикционную нагрузку и/или электро-стрикционную нагрузку.
используют заготовки обшивок, и заготовки заполнителя из титана или титанового сплава;
используют заготовку заполнителя из титана или титанового сплава с размером зерен менее 1 мкм;
диффузионную сварку осуществляют в два этапа, при этом на первом этапе давление прикладывают при температуре ниже температуры второго этапа, близкой к нижней границе температурного интервала, обеспечивающего соответствующую условиям сверхпластичности заготовки заполнителя скорость деформации, в течение времени, достаточного для образования физического контакта между соединяемыми заготовками обшивок и заполнителя, а второй этап проводят при температуре и в течение времени, необходимых для развития объемного взаимодействия соединяемых заготовок;
используют заготовки заполнителя из титана или титанового сплава с размером зерен 0,5-0,9 мкм, первый этап диффузионной сварки осуществляют при температуре 640-720°C в течение 25-30 мин, второй этап диффузионной сварки осуществляют при температуре 890-940°C в течение 2 ч-2,5 ч;
на поверхности заготовок обшивок оформляют участки, подвергаемые соединению, в виде выступов с плоской поверхностью и участки, не подвергаемые соединению, в виде пазов, при этом в процессе удаления связующего вещества защитного покрытия пакет заготовок располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости, сохраняя такое положение пакета до и в процессе диффузионной сварки;
на поверхности заготовок обшивок оформляют участки, подвергаемые соединению, в виде выступов с плоской поверхностью и участки, не подвергаемые соединению, в виде пазов, при этом в процессе удаления связующего вещества защитного покрытия пакет заготовок располагают таким образом, чтобы смежные поверхности заготовок обшивок и заполнителя находились в горизонтальной плоскости, сохраняя такое положение пакета до и в процессе диффузионной сварки;
на поверхность участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке, антиадгезионное покрытие наносят через наложенную на поверхность маску с отверстиями, соответствующими по размеру и форме защищаемым от сварки участкам заготовки используя один из следующих методов нанесения покрытия: газотермическое, магнетронное, вакуумно-плазменное, электронно-лучевое напыление или микродуговое оксидирование, а перед приданием цельной конструкционной заготовке аэродинамического профиля, осуществляют последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода, снова полностью герметизируют пакет и нагревают его до температуры горячей деформации;
на поверхность участков заготовок обшивок и/или заготовки заполнителя, не подвергаемых соединению при диффузионной сварке, антиадгезионное покрытие наносят методами офсетной печати или шелкографии, а перед приданием цельной конструкционной заготовке аэродинамического профиля, осуществляют последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода, снова полностью герметизируют пакет и нагревают его до температуры горячей деформации;
при разрушении адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке, после приложения к цельной конструкционной заготовке отрывающей нагрузки, возникающей в результате воздействия магнитного и/или электрического поля, в полостях цельной конструкционной заготовки создают давление, достаточное для упругой деформации заготовок обшивок и заполнителя;
при разрушении адгезионных связей, возникших в процессе диффузионной сварки на участках, не подвергаемых соединению при диффузионной сварке, после приложения к цельной конструкционной заготовке отрывающей нагрузки, возникающей в результате воздействия магнитного и/или электрического поля, в полости цельной конструкционной заготовки подают инертный газ, создают давление, достаточное для упругой деформации заготовок обшивок и заполнителя и проводят продувку полостей инертным газом удаляя частицы отслоенного антиадгезионного покрытия;
последовательное вакуумирование и заполнение инертным газом полостей цельной конструкционной заготовки для удаления из них кислорода перед операцией придания цельной конструкционной заготовке аэродинамического профиля осуществляют многократно;
давление при диффузионной сварке прикладывают со стороны обшивки, образующей спинку лопатки,
позволяет повысить, по сравнению с прототипом надежность процесса изготовления лопатки, что подтверждает заявленный технический результат предлагаемого изобретения - повышение надежности процесса изготовления лопатки за счет минимизации влияния загрязнений в виде порошка, образующегося в полостях цельной конструкционной заготовки при разрушении и отслоении антиадгезионного покрытия.
Реферат
Изобретение может быть использовано при изготовлении полых, например, авиационных вентиляторных лопаток. На поверхность участков, не подвергаемых соединению при диффузионной сварке, наносят антиадгезионное покрытие. После диффузионной сварки пакета, собранного из заготовок корыта, спинки и внутреннего каркаса лопатки, осуществляют разрушение адгезионных связей путем приложения отрывающей нагрузки, обеспечивающей отслоение защитного покрытия за счет упругой деформации заготовки на упомянутых участках при воздействии магнитного и/или электрического поля. Разрушение адгезионных связей производят до или после придания упомянутой заготовке аэродинамического профиля. Затем нагревают полученную конструкционную заготовку до температуры сверхпластической формовки и подают в ее полости рабочую среду для создания статического и/или вибростатического давления, необходимого для сверхпластической формовки, до получения полого пера лопатки и формирования ребер жесткости. Способ обеспечивает повышение качества лопаток и надежности процесса их изготовления за счет минимизации влияния загрязнений при разрушении и отслоении антиадгезионного покрытия. 24 з.п. ф-лы, 4 ил., 1 пр.
Формула
полостей инертным газом для удаления частиц отслоенного антиадгезионного покрытия.
Документы, цитированные в отчёте о поиске
Способ изготовления полой вентиляторной лопатки
Способ изготовления полой механической детали при помощи диффузионной сварки и сверхпластичного формования
Комментарии