Способ гидравлического формоизменения листового металла и автономное устройство для его осуществления - RU2088361C1
Код документа: RU2088361C1
Чертежи



Описание
Изобретение относится к области обработки металлов давлением и может быть использовано при гидравлической штамповке таких деталей, как автомобильные крылья, двери, капоты и т.д.
В крупносерийных отраслях промышленности, занимающихся выпуском автомобилей, электрооборудования и пищевых продуктов, а также в мелко- и среднесерийных отраслях промышленности, выпускающих самолеты, космические аппараты, где на предприятиях единичного производства металлические листы формуются с помощью широкого разнообразия различных пресс-форм, причем тип и размер пресс-формы диктуется формой и назначением конечного изделия.
Одним из способов, который широко используется для формообразования различных изделий, является процесс вытяжки. В данном случае в детали образуются переменные и неравномерные напряжения, конечным результатом которых будет образование локального растяжения. Это создает довольно серьезные проблемы с получением требуемой формы, которые практически невозможно прогнозировать, особенно по отношению к крупногабаритным деталям.
Нахождение оптимальной степени такого деформирования предусматривает обязательное проведение дорогостоящей процедуры проб и ошибок. Эта проблема также связана с большим отходом исходного материала в процессе его вытяжки, поскольку в данном случае используются заготовки большого размера (выше обычного норматива).
Другой путь повышения качества изделия предусматривает использование гидравлической формовки, т.е. воздействие находящейся под давлением жидкости на одну поверхность заготовки в ходе осуществления процесса формовки.
Преимущества этого метода заключаются в более высокой его универсальности, обеспечении лучшей отделки конечного изделия и в более низких расходах по техобслуживанию технологической оснастки, однако сами штампы и обеспечивающее их нормальную работу технологическое оборудование имеет большие габариты и высокую стоимость.
В основу изобретения положена задача создания оборудования, которое объединяло бы в себе положительные аспекты гидравлической формовки в преимуществами вытяжки в стандартном процессе двойного действия.
Наиболее близким по технической сущности к заявленному является автономное устройство для
гидравлического формоизменения листового металла, предназначенное для работы в прессе двойного действия, имеющем основание и установленные с возможностью возвратно-поступательного перемещения в
вертикальной плоскости внутренний и наружный ползуны, содержащие предназначенную для установки в прессе технологическу оснастку в виде верхнего и нижнего инструментов, установленных с возможностью
возвратно-поступательного перемещения между открытым и закрытым положениями, закрепленный на одном из ползунов пресса верхний штамподержатель для верхнего инструмента, средство зажима листовой
металлической заготовки по периферии в виде закрепленного на наружном ползуне элемента с обращенной вниз зажимной поверхностью и сцентрированный относительно нее и обращенной вверх зажимной
поверхности, выполненной на нижнем инструменте, закрепленном с возможностью замены на верхней части основания, а также подсоединенные к нижнему инструменту гидравлические средства, установленные с
возможностью механического взаимодействия с внутренним ползуном пресса для приведения их в действие и создания давления жидкости, при этом верхний инструмент закреплен с возможностью замены на верхнем
штамподержателе и выполнен с формообразующей поверхностью, соответствующей изделию, а нижний инструмент выполнен с элементами для передачи находящейся под давлением жидкости от гидравлических средств
к заготовке [1]
Известен способ гидравлического формирования листового металла в описанном выше прессе, включающий расположение металлической листовой заготовки между верхним и нижним
инструментами, зажим заготовки по периферии для исключения ее утонения при деформировании путем перемещения наружного ползуна вниз до обеспечения захвата заготовки зажимными поверхностями средства
зажима и последующее деформирование заготовки по формообразующей поверхности инструмента с использованием давления рабочей жидкости, подаваемой в пространство между нижним инструментом и листовой
заготовкой в зоне, соответствующей формообразующей поверхности верхнего инструмента [1]
Технической задачей изобретения является расширение технологических возможностей устройства для
гидравлического формоизменения листового металла и способа, осуществляемого на данном устройстве, а также снижение затрат на смену технологической оснастки.
Для решения этой задачи в автономном устройстве для гидравлического формоизменения листового металла верхний штамподержатель закреплен на наружном ползуне пресса, элемент с обращенной вниз зажимной поверхностью средства зажима заготовки заодно целое с верхним инструментом, имеющим полость на формообразующей поверхности, а элементы для передачи находящейся под давлением жидкости от гидравлических средств к заготовке расположены с возможностью подачи жидкости к заготовке в зоне упомянутой выше полости верхнего инструмента для обеспечения деформирования заготовки без ее утонения.
В способе, осуществляемом на данном устройстве, для решения поставленной задачи используют верхний инструмент, имеющий формообразующую поверхность с полостью и смонтированный посредством верхнего штамподержателя на наружном ползуне пресса, в процессе перемещения последнего одновременно с зажимом заготовки производят перемещение верхнего инструмента в рабочее положение, а давление рабочей жидкости используют для формообразования листовой заготовки по полости инструмента, находящегося в неподвижном состоянии.
Изобретения поясняются чертежами, где на фиг. 1 представлено устройство для гидравлического формоизменения листового металла, предназначенное для совместной работы с прессом двойного действия; на фиг. 2 то же, вид сбоку; на фиг. 3 вид в плане нижней части показанного на фиг. 1; на фиг. 4 вид сбоку, частично в разрезе, одного из блоков гидравлических цилиндров устройства, на фиг. 1; на фиг. 5 верхний и нижний инструменты в закрытом положении, поперечный разрез A-A на фиг. 3; на фиг. 6 разрез B-B на фиг. 3; на фиг. 7 один из установочных элементов для заготовки; на фиг. 8 узел I на фиг. 6; на фиг. 9 разрез C-C на фиг. 3; на фиг. 10 увеличенный узел II на фиг. 2, поперечный разрез; на фиг. 11 узел III на фиг. 10; на фиг. 12 - устройство для гидравлического формоизменения листового металла, вод сблоку; на фиг. 13 вид сбоку, частично в разрезе, одного из блоков гидравлических цилиндров (фиг. 2).
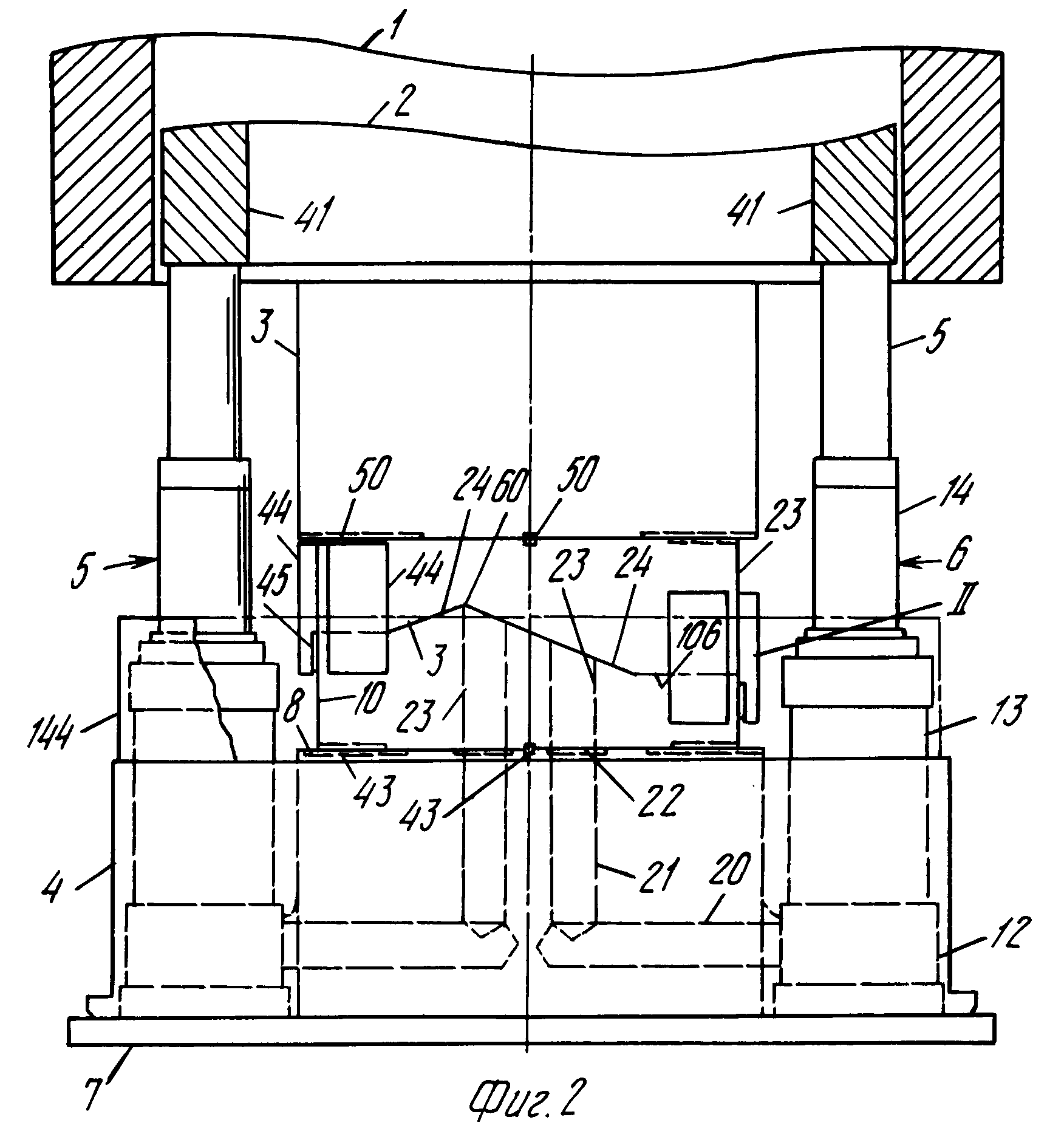
Устройство для гидравлического формоизменения листового металла прежназначено для работы в прессе двойного действия, включающем наружный 1 и внутренний 2 ползуны, которые установлены телескопически с возможностью возвратно-поступательного перемещения в вертикальной плоскости от индивидуальных приводов.
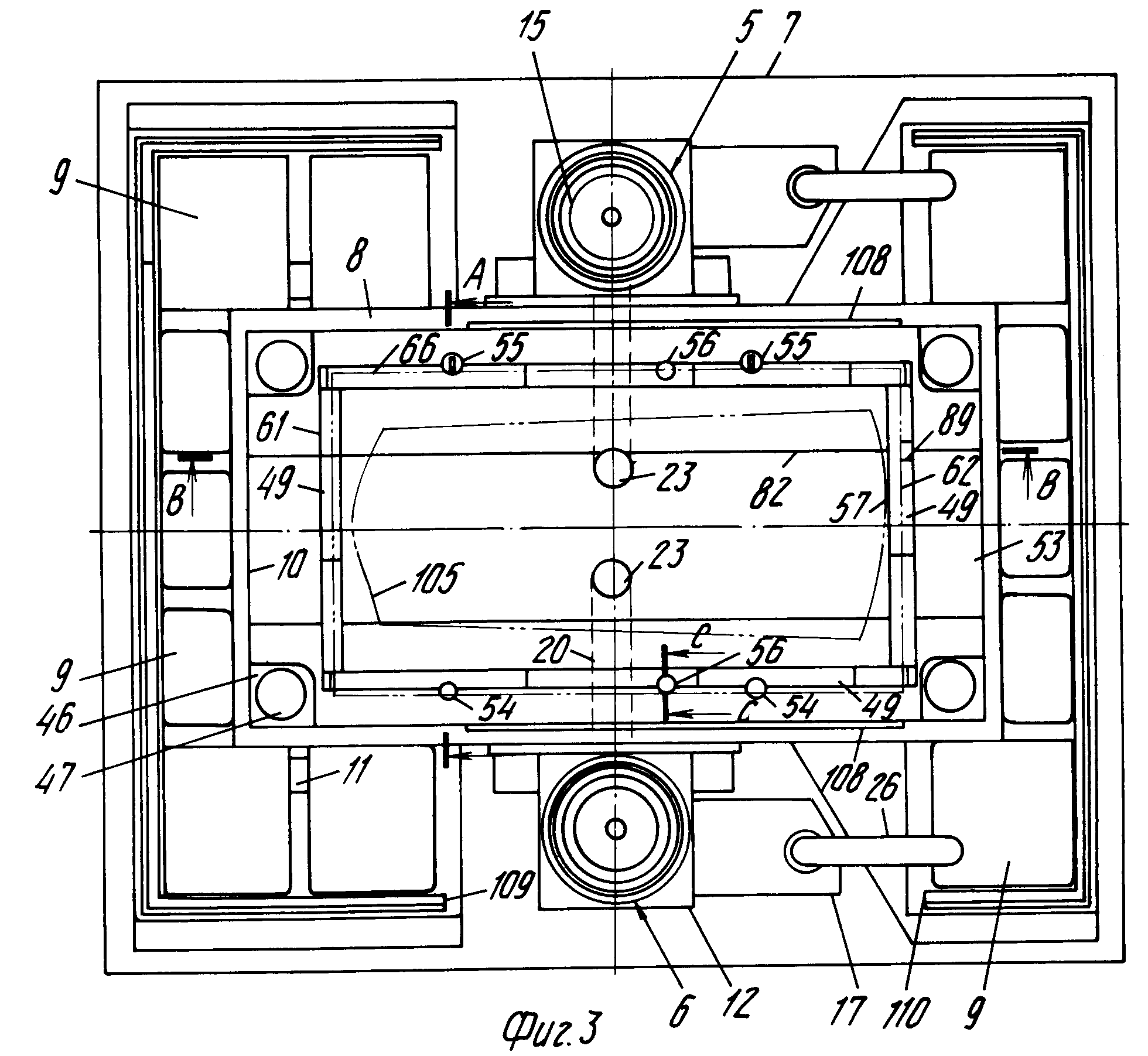
Устройство включает верхний штамподержатель 3, комбинацию нижнего штамподержателя и резервуара 4 для жидкости и блоки гидравлических цилиндров 5 и 6. Верхний штамподержатель 3 неподвижно прикреплен к наружному ползуну 1, чтобы он перемещался вместе с ним как единое целое. Верхний штамподержатель 3 выполнен с размерами, позволяющими ему совершать возвратно-поступательное перемещение в вертикальной плоскости между блоками гидравлических цилиндров 5 и 6 (фиг. 2). Нижний штамподержатель установлен на плите 7, которая прижимается к подштамповой подушке пресса. Нижний штамподержатель определяет контуры основания 8 и ряда открытых сверху полостей 9, которые окружают основание 8. На основании 8 установлен нижний инструмент 10 технологической оснастки. Все полости 9 сообщаются между собой через каналы 11.
Таким образом, полости 9 будут выступать в качестве одиночного резервуара для рабочей жидкости, предназначенной для блоков гидравлических цилиндров 5 т 6. Для находящейся в полостях 9 жидкости имеются соответствующие осушающие отверстия (на чертежах не показаны). Используемая в изобретении жидкость на 95% состоит из воды. Остальные 5% приходятся на различные добавки, которые используют для предотвращения возможного образования ржавчины и коррозии, а также для смазки.
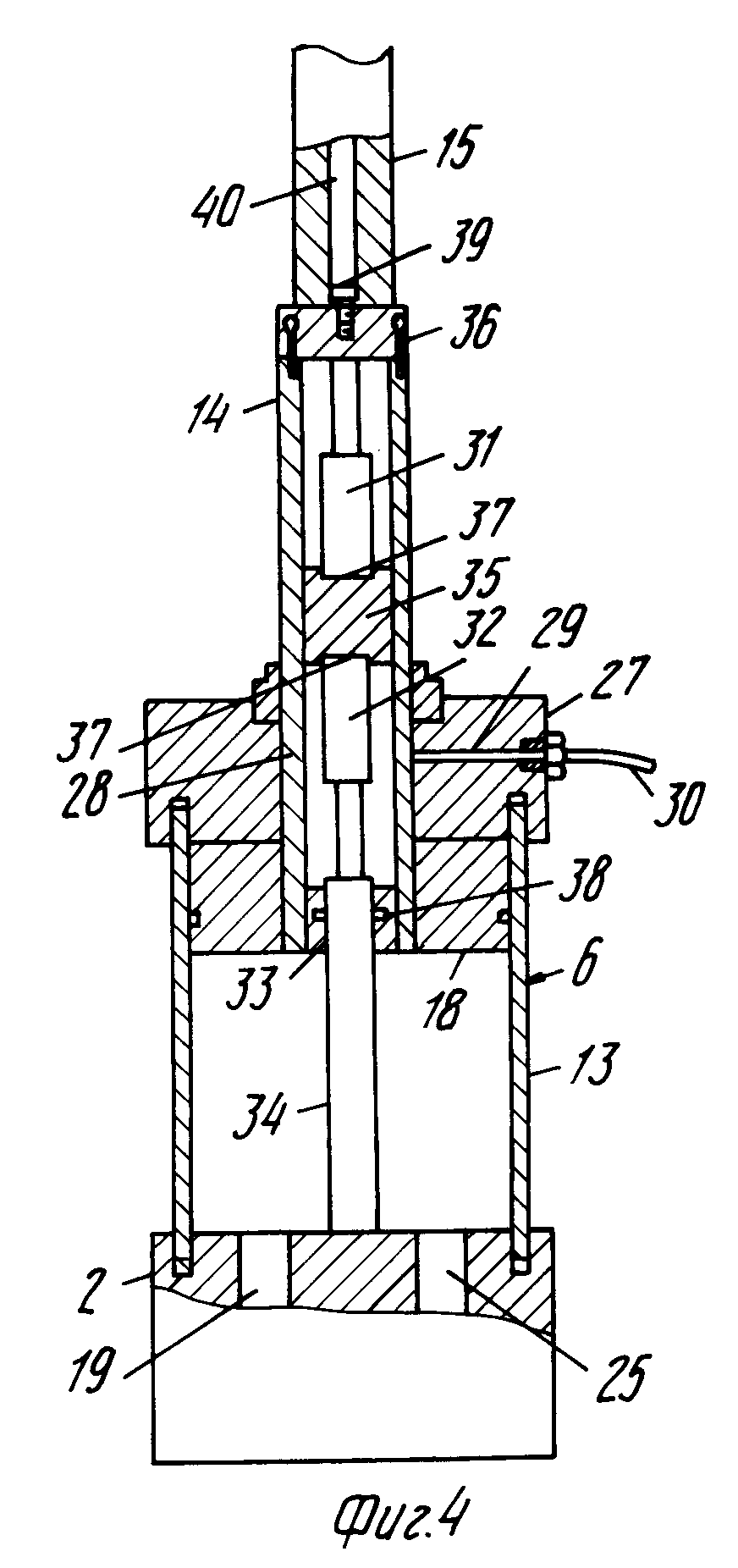
Блок гидравлического цилиндра 6 включает в себя нижнюю головку 12, цилиндр 13, поршневой шток 14 и удлинение 15. Блок 6 установлен на плите 7 и прочно прикреплен болтами к нижнему штамподержателю через отверстия 16 нижней головки 12. К нижней головке 12 цилиндра присоединен блок фильтра 17, который сообщен с упомянутой головкой. Шланг подачи и отвода жидкости отходит от блока фильтра 17, проходит вверх и опускается в смежную полость 9. При перемещении поршня 18 вниз находящаяся под давлением жидкость выходит из цилиндра 13 через выпускное отверстие 19, через соединяющий горизонтальный канал 20 и вертикальный канал 21, причем оба эти канала расположены в нижнем штамподержателе и доходят до расположенного в основании 8 отверстия 22.
После правильной установки нижнего инструмента 10 поверх основания 8 расположенный в нижнем инструменте 10 вертикальный канал 23 сообщается с отверстием 22, чтобы направить находящуюся под давлением жидкость на верхнюю поверхность 24 нижнего инструмента 10. Установленный в отверстии 19 соответствующий клапан регулировки потока жидкости (на чертежах не показан) будет должным образом регулировать поток жидкости между цилиндром 13 и каналом 20. Цилиндр 13 также сообщен с полостями 9 через шланг подачи и отвода жидкости 25, блок фильтра 17 и шланг подачи и отвода жидкости 26. Установленный в отверстии соответствующий клапан регулировки жидкости (на чертежах не показан) обеспечивает необходимое регулирование потока жидкости между цилиндром 13 и полостями 9.
На фиг. 4 показан блок гидравлического цилиндра 6, предназначенный для хода в 12 дюймов (301,8 мм) и емкости в 5,875 галлона (почти 22 л), хотя эти параметры могут изменяться в зависимости от размера и производительности всего устройства. Трубчатый поршневой шток 14 жестко соединен своим нижним концом с поршнем 18 и проходит через образованное в крышке 27 отверстие 28. Образованный в крышке 27 канал 29 сообщается одним концом с отверстием 28, а другим с линией циркуляции жидкости 30. Линия 30 сообщается с выпускным отверстием 19, следовательно, в данном случае обеспечивается наличие смазки между штоком 14 и отверстием 28.
Чтобы удерживать поршень 18 в его верхнем положении используются две газовые пружины 31 и 32, которые установлены здесь последовательно. Для газовых пружин 31 и 32 используются специальные уплотнения, чтобы исключить вероятность просачивания через них жидкости. Следовательно, пружины 31 и 32 будут изолированы от находящейся под высоким давлением жидкости, которая образуется внутри цилиндра 13 в результате установки и герметизации пружин внутри полого поршневого штока 14. Втулка 33 плотно и жестко установлена внутри одного конца штока 14. Штифт 34 опирается на донную часть цилиндра 13 и проходит по направлению вверх через втулку 33 и входит в полый поршневой шток 14. Пружины 31 и 32 и бронзовая распорная гильза 35 последовательно и коаксиальным образом установлены между штифтом 34 и крышкой 36 поршневого штока 14, при этом крышка 36 плотно крепится к верхней части штока 14. Распорная гильза 35, которая перемещается внутри штока 14, определяет контуры двух противоположно расположенных канавок 37, в которых расположены концы пружин 31 и 32. Размерные характеристики пружин 31 и 32, распорной гильзы 35 и штифта 34 выполнены таковыми, чтобы эти элементы находились в слегка сжатом состоянии при нахождении поршня 18 в своем верхнем предельном положении. Пружины 31 и 32 представлены серийно выпускаемыми газовыми пружинами, каждая из которых имеет ход в 6 дюймов (152,4 мм). Соответствующее уплотнение 38 между втулкой 33 и штифтом 34 вместе со штоком 14, крышкой 36, втулкой 33 и штифтом 34 образуют герметичную камеру, которая будет изолировать пружины 31 и 32 от находящейся в цилиндре 13 под высоким давлением жидкости, хотя поршень 18, шток 14 и втулка 33 совершают возвратно-поступательное перемещение в вертикальной плоскости вдоль штифта 34.
Удлинение 15 расположено над крышкой 36. Удлинение 15 крепится к крышке 36 винтом 39, до которого можно легко и просто добраться через центральный канал 40.
На фиг. 1 и 2 ясно видно, что блоки гидравлических цилиндров 5, 6, их удлинения 15 сцентрированы с соответствующими противоположными боковыми стенками 41 внутреннего ползуна 2.
После опускания внутреннего ползуна 2 боковые стенки 41 начинают контактировать с удлинениями 15, которые, в свою очередь, обеспечивают, срабатывание гидравлических цилиндров. После соответствующей установки расположенного в нижней головке 12 клапанного средства срабатывание блоков гидравлических цилиндров 5 и 6 в результате движения вниз внутреннего ползуна 2 заставляет находящуюся в цилиндре 13 жидкость выходить через каналы 20 и 21 и далее проходить через соответствующие каналы.
Технологическая оснастка содержит нижний инструмент 10 и верхний инструмент 42. Нижний инструмент 10 опирается на верхнюю часть основания и центрируется с помощью соответствующих поперечных шпонок 43. Верхний инструмент 42 крепится к нижней части верхнего штамподержателя 3 обычным образом и, как и нижний инструмент 10, центрируется относительно штамподержателя 3 с помощью соответствующих поперечных шпонок. Благодаря этому гарантируется, что инструменты 42 и 10 будут находиться в правильном горизонтальном положении каждый раз, когда наружный ползун 1 и верхний штамподержатель 3 перемещаются вниз, опуская при этом верхний инструмент 42 на нижний инструмент 10. В угловых зонах верхнего инструмента 42 крепятся пары опорных блоков 44, обеспечивающих правильное центрирование верхнего и нижнего инструментов после смыкания. Каждый опорный блок 44 снабжен бронзовой компенсирующей износ пластиной 45 (эта пластина устанавливается в нижней части опорного блока), которая крепится к наружной боковой поверхности нижнего инструмента 10.
Каждый из четырех углов нижнего инструмента 10 определяет контуры выемки 46 (фиг. 1, 3). Внутри каждой выемки 46 установлен стоп-блок 47. Каждый стоп-блок 47 выполнен такого размера и установлен таким образом, чтобы исключить вероятность контакта верхних стальных вставок 48 и нижних вспомогательных стальных вставок 49 на расстоянии, которое будет примерно равно половине толщины металла заготовки, которую предстоит обработать (отформовать). Следовательно, если верхний инструмент 42 перемещается вниз вместе с заготовкой, установленной между инструментами 10 и 42, то стоп-блоки 47 не будут контактировать с соответствующей обращенной вниз поверхностью верхнего инструмента 42.
Однако, если верхний инструмент 42 перемещается вниз, а между ним и нижним инструментом 10 нет заготовки, обращенная вниз поверхность верхнего инструмента 42 будет контактировать со стоп-блоками 47, исключая тем самым возможность контакта инструментов 10 и 42 между собой и, что более важно, исключая вероятность контакта выступов 50, 51 и 52 стальных вставок 48 (фиг. 10) со вспомогательными стальными вставками 49.
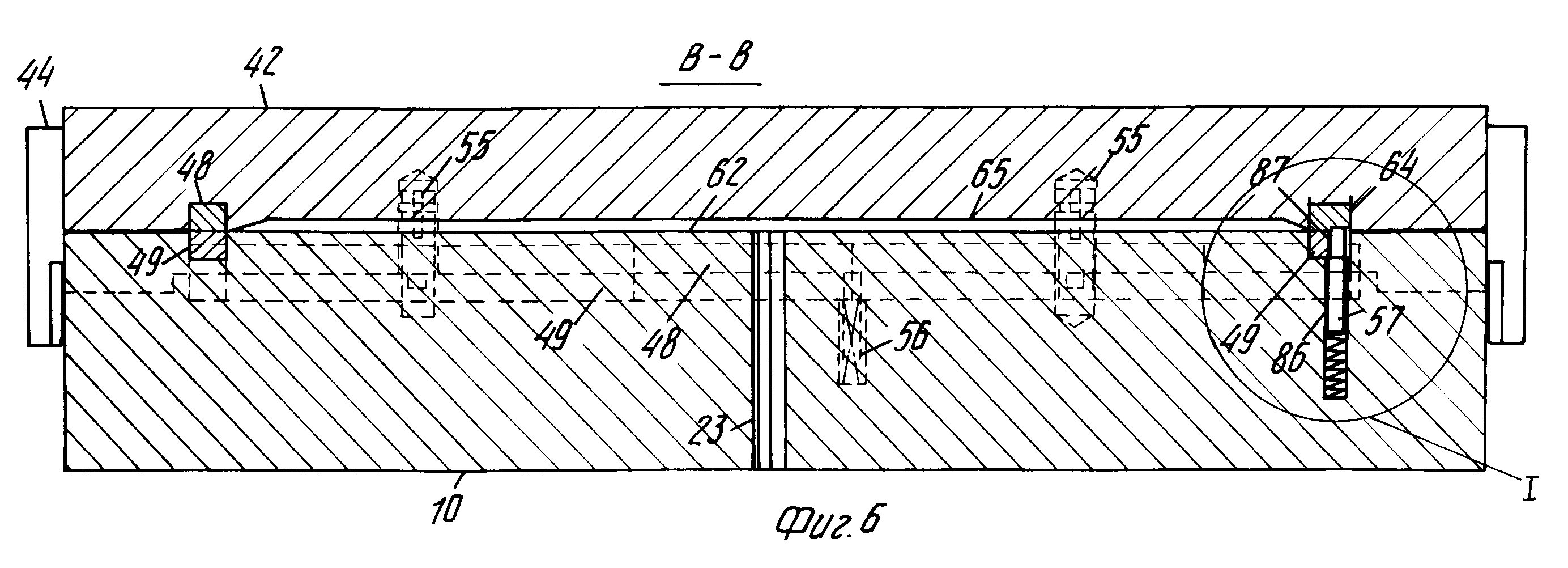
Нижний инструмент 10 определяет контуры двух вертикальных каналов 23, которые сообщаются с отверстиями 22, причем это происходит после правильного выравнивания с помощью поперечных шпонок 43 нижнего инструмента 10 в верхней части основания 8. Каналы 23 выходят на поверхность 53 нижнего инструмента 10.
Как видно на фиг. 3 нижний инструмент 10 дополнительно включает в себя два установочных элемента 54 для заготовок, противоположно расположенную пару идентичных установочных элементов 55, два боковых подъемных механизма 56 с пружиной и один оснащенный пружиной торцевой установочный элемент 57.
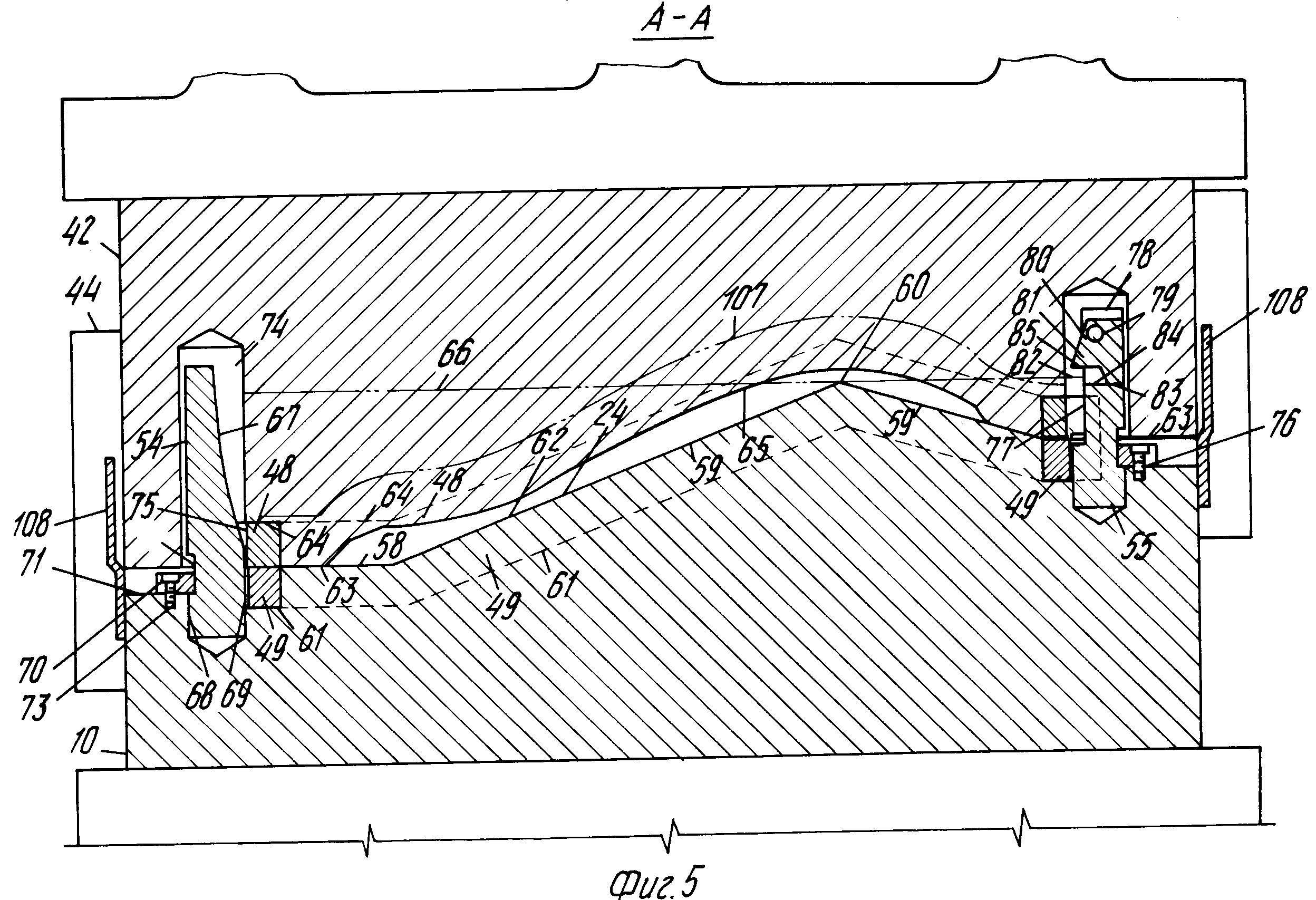
Поверхность 53 нижнего инструмента 10 включает в себя горизонтальные плоские поверхности 58, сопрягаемые с плоскими поверхностями 59, которые "встречаются" на пиковом гребне 60. Вспомогательные стальные вставки 49 закреплены на нижнем инструменте 10 в имеющих соответствующую форму канавках 61, а в плане (фиг. 3) они располагаются в форме прямоугольника, соответствующего отформованному изделию из листового металла. Эти стальные вставки 49 окружают и очеркивают контур нижней поверхности формообразующей полости 62.
Верхний инструмент 42 имеет обращенную вниз сопрягающуюся с нижним инструментом поверхность 63 (фиг. 2, 5), которая находится в контакте с поверхностью 53. Несколько стальных вставок 48 средства зажима заготовки крепятся к верхнему инструменту 42 в соответствующих канавках 64. Стальные вставки 48 средства зажима и вспомогательные стальные вставки 49 сцентрированы в вертикальной плоскости и снабжены обращенными друг к другу поверхностями, которые выполняют функцию зажима заготовки из листового металла. На верхнем инструменте 42 в пределах окружающих его стальных вставок 48 средства зажима расположена формообразующая полость 65, которая определяет форму изделия.
Чтобы установить заготовку из листового металла в устройстве, необходимо прежде всего приподнять верхний инструмент 42 и опорные блоки 44 и установить их в их открытую позицию, которая будет располагаться примерно на расстоянии от двух до четырех футов (0,914 1,220 м) от нижнего инструмента 10. Это дает возможность устанавливать заготовку из листового металла 66 с фронтальной стороны (слева фиг. 1, 6) на нижнем инструменте 10. Заготовка 66 устанавливается и удерживается в нужной позиции (фиг. 3) с помощью установочных элементов 54 и 55. Каждый из установочных элементов 54 содержит удлиненный круглого сечения шток с обработанной фрезой верхней частью для образования дугообразной направляющей поверхности 67. После установки и крепления установочных элементов 54 к нижнему инструменту 10 их направляющие поверхности будут по существу находиться на одинаковом расстоянии от пикового гребня 60. Расположенные в нижнем инструменте 10 расточные отверстия 68 и образованные во вспомогательных стальных вставках 49 центрированные дугообразные вырезы 69 будут определять контур имеющих специфическую форму полостей для приема нижней части каждого установочного элемента 54. Каждый установочный элемент 54 прочно и надежно удерживается в своей позиции с помощью держателя 70, который установлен в центрированных выемках 71 и 72 инструмента 10. Это же относится и к установочным элементам 55. Затем держатель 70 крепится к нижнему инструменту 10 с помощью соответствующего винта 73. Образованное в верхнем инструменте 42 круглое расточное отверстие 74 и образованный в стальной вставке 48 средства зажима заготовки соответствующий дугообразный вырез 75 определяют контур простирающейся вверх полости, в которую входит верхняя часть соответствующего установочного элемента 54, причем это происходит после замыкания верхнего инструмента 42 на нижнем инструменте 10.
На фиг. 5, 7 показаны два установочных элемента 55, причем каждый из этих элементов содержит удлиненный круглого сечения шток, который, как и каждый установочный элемент 54, устанавливается своей нижней частью в расточенном отверстии, образованном в нижнем инструменте 10 и удерживается здесь с помощью держателя 76 установочного элемента. Часть верхней секции установочного элемента 55 обработана фрезой для получения здесь плоской обращенной внутрь направляющей поверхности 77. Установочный элемент 55 также определяет контур простирающийся вниз центральной прорези 78, которая расположена перпендикулярно по отношению к поверхности 77. Внутри прорези 78 с помощью штифта 79, который в данном случае проходит через установочный элемент 55, поворотно установлена листообразная формовочная пластинка 80. Пластинка 80 имеет наклонную носовую часть 81, поверхность захвата 82 и стоп-поверхность 83.
На фиг. 5 листообразная пластинка 80 находится в состоянии покоя и в позиции блокирования, благодаря чему стоп-поверхность 83 будет находиться в контакте с нижней частью 84 прорези 78, исключая тем самым вероятность вращения пластинки 80 от этой позиции по часовой стрелке. Вращение пластинки 80 против часовой стрелки от (фиг. 5) позиции возможно за счет приложения направленного вниз усилия к носовой части 81, которая выступает за пределы направляющей поверхности 77. Упомянутое усилие будет возникать в результате опускания правой кромки 85 заготовки 66 по отношению к носовой части 81, что будет вращать пластинку 80 против часовой стрелки вокруг штифта 79 и опускать кромку 85 по отношению к носовой части 81. После того, как кромка 85 отойдет от носовой части 81 и удерживающей поверхности 82, пластинка 80 вновь будет вращаться по часовой стрелке и возвращаться к своей блокирующей позиции, поскольку в данном случае центр тяжести пластинки 80 будет находиться справа от штифта 79 (фиг. 5). После однократного расположения кромки 85 заготовки 66 ниже удерживающей поверхности 82 пластинки 80, исключается вероятность подъема кромки 85 и вращение заготовки 66 против часовой стрелки вокруг гребня 60.
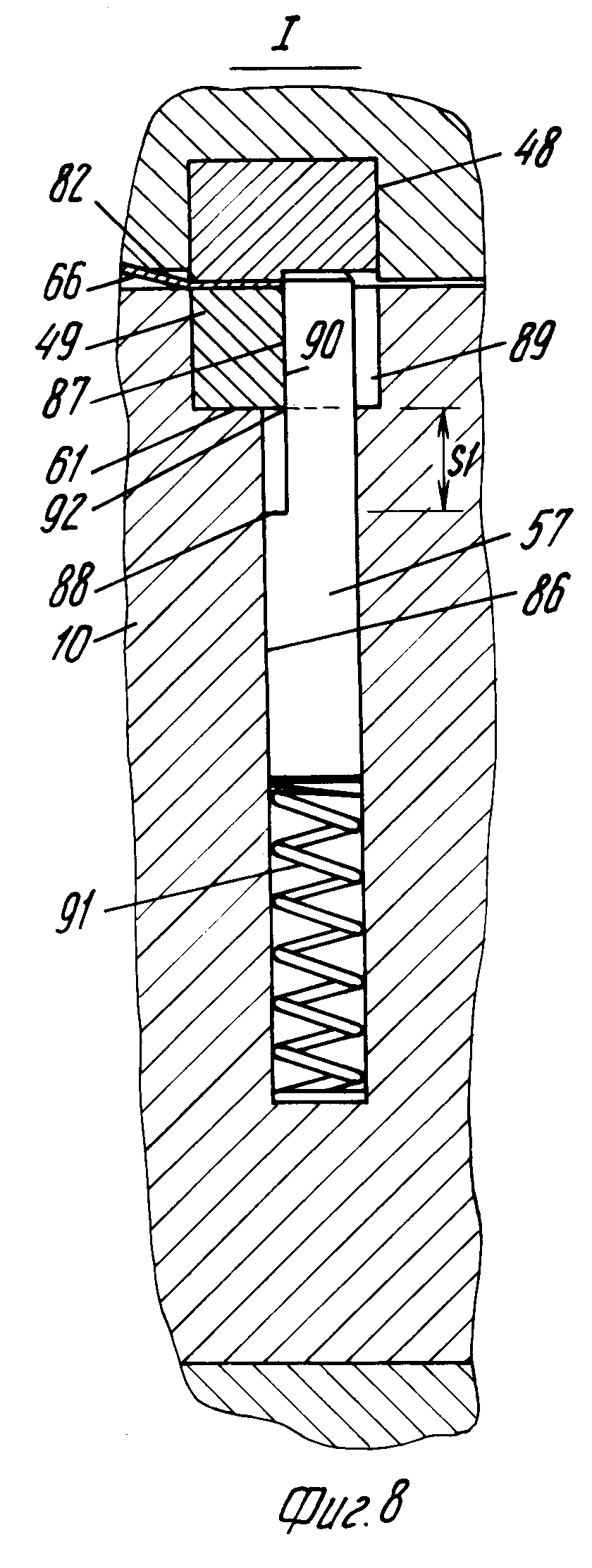
На фиг. 6, 8 изображен нижний инструмент 10 с вертикальным отверстием 86, в котором по скользящей посадке установлен торцевой установочный элемент 57. Как правило, этот торцевой установочный элемент 57 содержит удлиненный круглого сечения шток, верхняя часть которого обработана фрезой таким образом, чтобы здесь была образована плоская зацепляющая заготовку поверхность 87 и выступ 88. Отверстие 86 расположено в инструменте 10 под вспомогательной стальной вставкой 49 и ниже пикового гребня 60. Во вспомогательной стальной вставке 49 образованы зарубка 89, которая будет определять контур плоской направляющей поверхности 90. Зарубка 89 сцентрирована с отверстием 86, а направляющая поверхность 90 предназначена для скользящего контакта с поверхностью 87 установочного элемента 57. Если вспомогательная стальная вставка 49 не установлена в своей канавке 64, в отверстие 86 первой опускается пружина 91 и только после этого установочный элемент 57. После этого вспомогательная стальная вставка 49 устанавливается в своей канавке 61, а зарубка 89 выравнивается с отверстием 86 и с поверхностью 90.
Установочный элемент 57 можно утапливать в отверстии 86 в результате смещения пружины 91. Установочный элемент 57 может перемещаться вверх в отверстии 86 вместе с поверхностью 87, которая скользит вдоль направляющей поверхности 90, причем это будет возможно до тех пор, пока выступ 88 не встретится с нижней или донной частью вспомогательной стальной вставки 49 в точке 92. Это и будет верхним пределом движения установочного элемента 57, причем именно в этой точке верхняя часть 93 установочного элемента 57 будет находиться на расстоянии примерно 1,25 дюйма (31,8 мм) над пиковым гребнем 60. В процессе работы пресса, когда верхний инструмент 42 поднимается над нижним, установочный элемент 57 будет находиться в позиции (фиг. 1). После замыкания верхнего инструмента 42 на нижнем инструменте стальная вставка 48 начинает контактировать с верхней частью 93 установочного элемента 57 и просто проталкивает установочный элемент 57 в его исходную позицию в отверстии 86. От позиции до своего рабочего положения установочный элемент 57 должен проделать путь в 1,25 дюйма (31, 8 мм).
На фиг. 3, 6 и 9, показано, что нижний инструмент определяет для каждого подъемного средства 56 контуры вертикального отверстия 94, предназначенного для возвратно-поступательного перемещения в вертикальной плоскости подъемного средства 56, причем подобные отверстия располагаются примерно на две-трети пути по направлению к задней части нижнего инструмента 10.
Диаметр нижней части 95 подъемного средства 56 примерно равен диаметру отверстия 94 и больше диаметра верхней части 96 подъемного средства 56, в результате чего образуется кольцеобразный упорный выступ 97. Вспомогательная стальная вставка 49 определяет контур дугообразного выреза 98, который сцентрирован в вертикальной плоскости с отверстием 94 и радиус кривизны которого равен приблизительно радиусу верхней части 96 подъемного средства 56. Пружина 99 расположена между подъемным средством 56 и нижней частью 100 отверстия 94.
Отверстие 94 и вырез 98 расположены в нижнем инструменте 10 и во вспомогательной стальной вставке 49 таким образом, чтобы после однократного захвата заготовки 66 между стальными вставками 49 и 48, о чем подробнее ниже, заготовка 66 перекрывала бы какую-то часть 101 верхней части 102 подъемного средства 56 (фиг. 9). Длина хода подъемного средства 56 определяется между (фиг. 9) исходной позицией, когда верхняя часть 102 находится на одном уровне с поверхностью 58, и позицией (на чертежах не показано), когда верхний инструмент 42 поднимается от нижнего инструмента 10, и под действием пружины 99 подъемное средство 56 вынуждено подниматься вверх до тех пор, пока выступ 97 не войдет в непосредственный контакт с нижней частью 103 вспомогательной стальной вставки 49.
На фиг. 10 видно, что три имеющих идентичную форму параллельных удлиненных выступах 50, 51 и 52 расположены на стальной вставке 48.
Выступы 50, 51 и 52 имеют такую форму и образованы с таким расчетом, чтобы они могли внедряться в листовой металл заготовки 66 таким образом, чтобы какая-то часть металла была вынуждена деформироваться в пространство между выступами, увеличивая тем самым толщину металла в зоне между выступами. Когда это происходит, то почти все образуемое стальными вставками 48 и 49 усилие будет концентрироваться в зоне между выступами, благодаря чему заготовка 66 может удерживаться на месте без малейшего скольжения в момент формообразования из нее желаемого изделия.
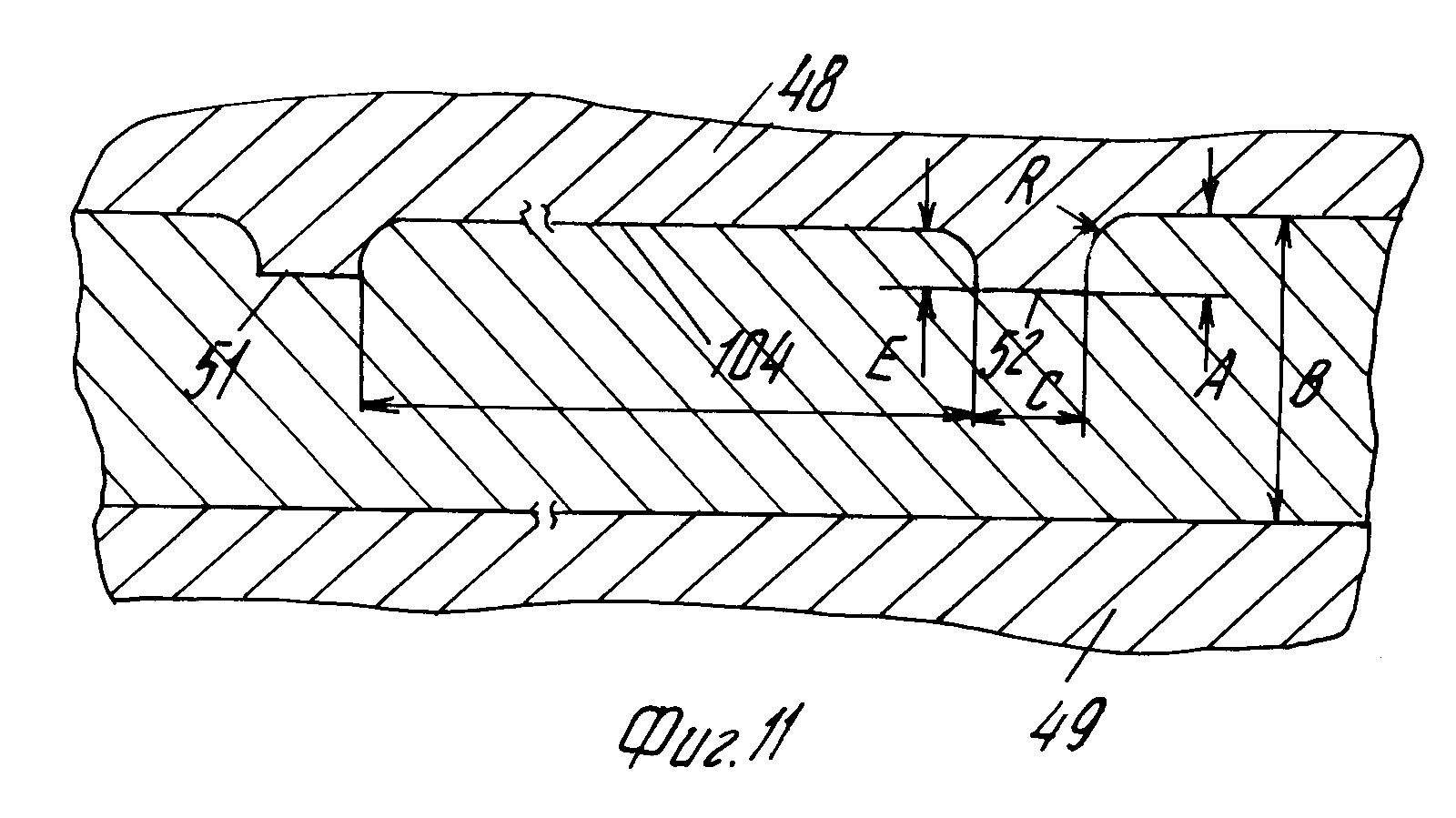
На фиг. 11 более подробно показана конструкция двух смежных выступов 51 и 52. Каждый из выступов имеет прямоугольное поперечное сечение с относительно острыми кромками, которые в момент зажима листового металла между стальными вставками 48 и 49 внедряется в него. Следует также иметь ввиду, что хотя размер, форма и интервал расположения выступов могут изменяться в зависимости от таких факторов, как размер инструментов, исходные материалы, используемые для образования выступов, размер заготовки листового металла, большое значение имеют следующие размерные требования.
Рекомендуется, чтобы выступы имели высоту E, которая равна примерно одной четвертой толщины B заготовки из листового металла 66, и ширину C, которая будет примерно в два раза больше высоты выступов. Выступы располагаются на расстоянии D друг от друга вдоль всей своей длины, а сам интервал их расположения будет равен примерно от 0,1875 до 0,375 дюйма (от 4,76 до 9,52 мм).
Кроме того, высота E каждого выступа со стороны соседнего с ним выступа меньше высоты A крайних выступов с наружной стороны на два-три процента. По предпочтительному варианту изобретения высота E будет на 0,002 дюйма (примерно 0,050 мм) меньше высоты A. Различие в высоте поверхности 104 между смежными выступами значительно усиливает способность выступов захватывать заготовку листового металла.
В описываемом варианте изобретения устройство для формоизменения изделий из листового металла предназначено для гидравлической вытяжки автомобильных дверей из заготовок листового материала толщиной в 0,030 дюйма (примерно 0,78 мм). Стальные вставки 48 и их выступы изготовлены из инструментальной стали D2 (по классификации Американского института черной металлургии), твердость которой равна по Ровеллу 60 62, высота A равна 0,0077 дюйма, высота E равна 0,0075 дюйма, ширина C равна 0,010 дюйма (примерно 0,30 мм); упомянутые стальные вставки расположены с интервалом D примерно в 0,250 дюйма (примерно 6,4 мм). Кроме того, основная часть каждого выступа округлена до радиуса R между примерно E и E/2. Вспомогательные стальные вставки 49 изготовлены из инструментальной стали D2 с твердостью по Роквеллу 58 60.
На фиг. 3 вспомогательные стальные вставки 49 очерчивают контур нижней поверхности формообразующей полости 62. Стальные вставки 48, которые сцентрированы относительно вспомогательных стальных вставок 49, охватывают формообразующую полость 65, контур которой обозначен позицией 105. После плотного и надежного захвата заготовки 66 между верхним инструментом 42 и стальными вставками 48 и нижним инструментом 10 и его вспомогательными стальными вставками 49 заготовка 66 и нижняя поверхность формообразующей полости 62 нижнего инструмента 10 образуют по существу герметичную полость, которая будет ограничена вспомогательными стальными вставками 49.
Устройство работает следующим образом.
В показанном на фиг. 1 положении устройства внутренний ползун 2 находится в своем верхнем положении, удлинение 15 также находится в верхнем положении под действием внутренних газовых пружин 31 и 32. Кроме того, в верхнем положении находится наружный ползун 1, верхний штамподержатель 3 и верхний инструмент 42. Прямоугольная заготовка из листового металла 66 устанавливается на нижнем инструменте 10 (на гребне 60) между установочными элементами 54 и 55. В данном случае необходимо какое-то манипулирование заготовкой до тех пор, пока правая кромка 85 (фиг. 5) не будет установлена под удерживающей поверхностью 82 листообразной формовочной пластинки 80.
При нахождении верхнего инструмента 42 на некотором расстоянии от нижнего происходит перемещение вверх торцевого установочного элемента 57 и боковых подъемных средств 56 от их исходной позиции, причем это происходит под воздействием соответствующих пружин. Заготовка 66 устанавливается по отношению к задней части нижнего инструмента до момента, когда передняя кромка заготовки 66 не войдет в непосредственный контакт с плоской поверхностью 87 установочного элемента 57. Боковые подъемные средства 56, которые в данный момент находятся в верхнем положении, не будут перемещаться за пределы поверхностей 58 настолько, чтобы войти в непосредственное соприкосновение с нижней частью первоначально плоской заготовки 66, Позиция заготовки 66 на верхней части нижнего инструмента показана на фиг. 1, 3 и 5.
При нахождении заготовки 66 в этой позиции наружный ползун 1 начинает движение вниз, которое обеспечивает перемещение верхнего инструмента 42 по направлению к заготовке 66. Нижняя боковая сторона 106 (фиг. 2) верхнего инструмента будет первой касаться заготовки 66. Поскольку противоположная сторона заготовки 66 не может переместиться из-за противодействия удерживающей поверхности 82 пластинки 80, то заготовка 66 вынуждена деформироваться на гребне 60. Наружный ползун 1, а следовательно, и верхний инструмент 42 продолжают движение вниз, а следовательно, продолжается деформирование остальной части заготовки 66 на нижнем инструменте 10 до тех пор, пока стальные вставки 48 и вспомогательные стальные вставки 49 не обеспечат зажим периферии заготовки 66. Поскольку инструмент вынужден перемещаться вниз по отношению к инструменту 10, выступы 50, 51 и 52 будут внедряться в заготовку 66, смещая какое-то количество металла в пространство между выступами и плотно зажимая заготовку 66 по ее периферии. И, наконец, наружный ползун 1 задерживает свое движение, а внутренний ползун 2 опускается вниз, причем его боковые стенки 41 будут контактировать с удлинениями 15 блоков гидравлических цилиндров 5 и 6.
Расположенные в нижней головке 12 клапаны обеспечивают гидравлическое соединение цилиндра 13 с каналом 20 и перекрывают проход к линии подачи и отвода 26. В результате этого жидкость вынуждена выходить из цилиндров 13, проходить по каналам 20, 21 и 23 и входить в пространство между зажатой заготовкой 66 и нижней поверхностью формообразующей полости. Заготовка 66 герметично зажата стальными вставками 48 и вспомогательными стальными вставками 49 так, что практически исключается какая-либо вероятность утечки жидкости между заготовкой 66 и вставками 49. благодаря этому находящаяся под давлением жидкость обеспечивает формоизменение заготовки 66 вытяжкой в формообразующую полость верхнего инструмента. Излишнее количество жидкости выпускается через шланг 26 в полости 9 через предохранительные клапаны (на чертежах не показаны).
Необходимое для полного формоизменения заготовки 66 гидравлическое давление зависит от свойств и толщины заготовки 66 и формы полости 65. именно поэтому гидравлическое давление будет изменяться каждый раз, когда происходит смена технологической оснастки или изменение параметров заготовки 66. Расположенные в нижней головке 12 предохранительные клапаны регулируются индивидуально с учетом конкретно выполняемой операции.
После завершения операции гидравлического формоизменения изделия внутренний ползун 2 перемешается вверх и в сторону от блоков гидравлических цилиндров 5 и 6. Затем внутренние газовые пружины 31 и 32 блоков гидравлических цилиндров 5 и 6 обеспечивают выдвижение своих поршневых штоков 14 до верхней позиции. расположенные в нижней головке 12 клапаны перекрывают каналы 20 и гидравлически соединяют цилиндры 13 с их соответствующими шлангами подачи и отвода жидкости 26. Длина хода поршневых штоков 14 вверх в результате воздействия газовых пружин 31 и 32 будет отводить новую порцию жидкости из полостей 9 в цилиндры 13 для следующего цикла гидравлического формоизменения.
В момент поднятия вверх внутреннего ползуна 2 будет подниматься также и наружный ползун 1, поднимая при этом верхний инструмент 42 от изделия и нижнего инструмента 10. Боковые подъемные средства 56 и установочный элемент 57 также поднимаются вверх в результате воздействия их собственных пружин. Боковые подъемные средства 56, расположенные справа от оси (фиг. 3), поднимают конец изделия 107 (фиг. 5) над нижним инструментом 10. Теперь изделие 107 можно удалить из устройства либо вручную, либо с помощью механического приспособления.
Устройство снабжено автоматически рециркулирующей гидравликой. По мере подъема и отхода верхнего инструмента 42 от нижнего жидкость будет растекаться по всему нижнему инструменту. На обеих сторонах инструмента установлены устройства защиты от брызг 108, которые направляют брызги жидкости, обеспечивая их возвращение в полости 9. Кроме того, предусмотрены V-образные экраны 109 и 110, которые также способствуют удерживанию брызг жидкости и ее направления в соответствующие полости 9.
Если с помощью устройства необходимо отформовать какое-то другое изделие, то вместо замены всего комплекта оборудования, необходимо заменить технологическую оснастку, а именно: верхний и нижний инструменты, которые отличаются сравнительно малым весом и небольшими размерами, вес которых составляет примерно 10000 фунтов (4 536 кг). Одно это является большим экономическим преимуществом изобретения перед известным уровнем техники.
Хотя устройство по изобретению предназначено для обработки одной заготовки из листового металла 66 одновременно, однако допускается также возможность формоизменения листового металла в рулоне с использованием несколько модернизированного инструмента. В этом последнем случае устройство снабжено режущим приспособлением, которое отражает отформованное изделие при рабочем ходе вниз. Кроме того, листовой материал подается в направлении, перпендикулярном пиковому гребню 60. Блоки гидравлических цилиндров устанавливаются на левом и правом концах.
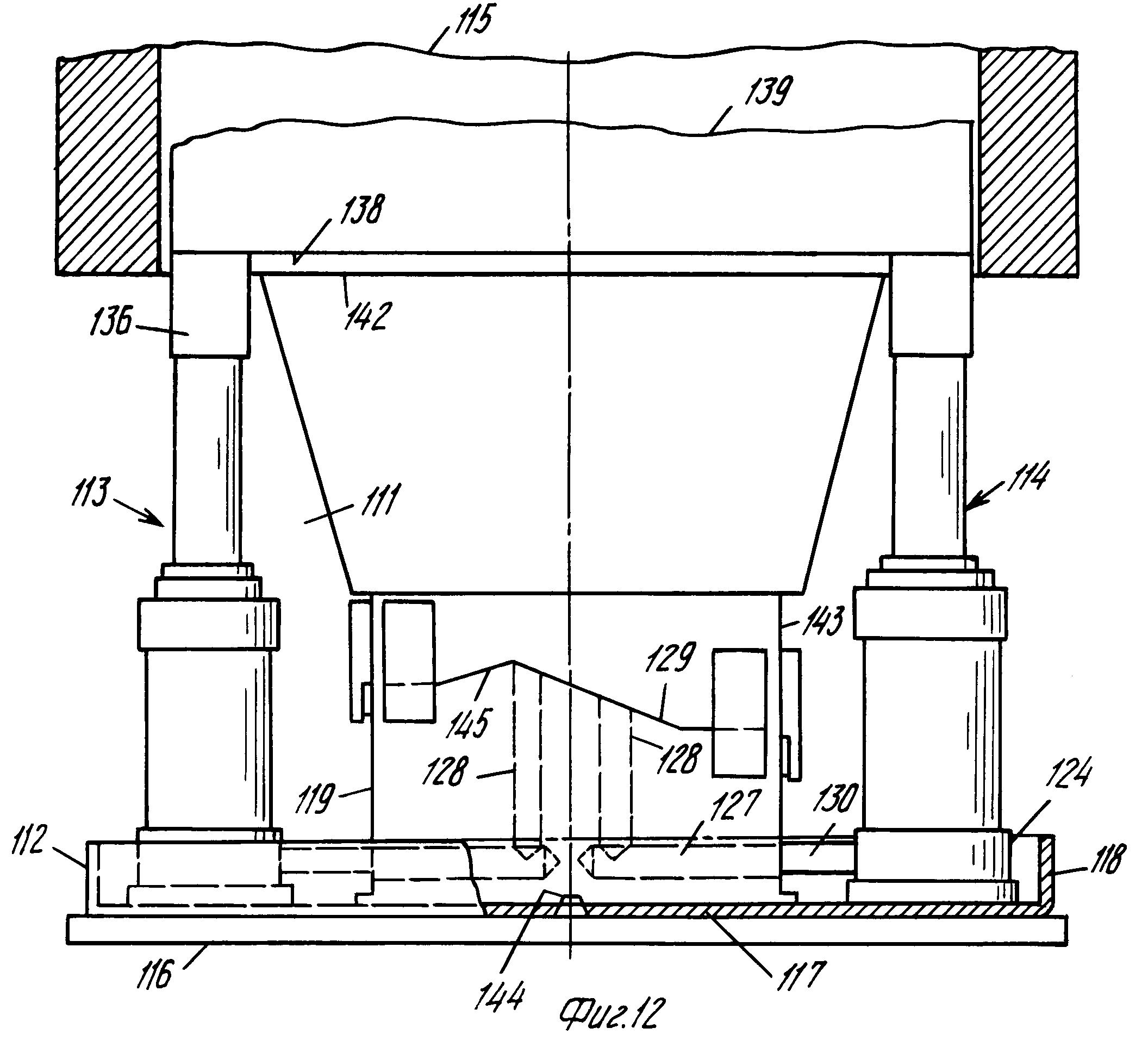
Устройство (фиг. 12), устанавливается и крепится в стандартном прессе двойного действия, однако по этому варианту изобретения оно обычно содержит верхний штамподержатель 111, поддон резервуара для жидкости 112 и блоки гидравлических цилиндров 113 и 114. Верхний штамподержатель 111 установлен на наружном ползуне 115 для обеспечения его возвратно-поступательного перемещения в вертикальной плоскости вместе с ползуном между блоками гидравлических цилиндров 113 и 114. Поддон резервуара жидкости 112 установлен на плите 116, которая прижимается к основанию пресса. Поддон 112 определяет контуры плиты 117, имеющей боковые стенки 118, что дает возможность использовать поддон 112 в качестве резервуара или отстойника жидкости для блоков гидравлических цилиндров 113 и 114. Основание 117 предназначено для установки нижнего инструмента 119 технологической оснастки.
На фиг. 13 показан узел гидравлических цилиндров 114, который содержит два блока гидравлических цилиндров 120 и 121 и две последовательно расположенные газовые пружины 122 и 123. Каждый гидравлический цилиндр 120 и 121 содержит нижнюю головку 124, цилиндр 125 и поршневой шток 126. Оба блока гидравлических [цилиндров 120 и 121 установлены на верхней части основания 117 и крепятся к нижнему инструменту 119. Внутри и в непосредственном соединении с нижней головкой 124 находится блок фильтра, трубопровод для возврата жидкости и клапанное средство, которые обеспечивают нормальное функционирование блоков гидравлических цилиндров 113 и 114 по уже описанной схеме.
Нижний инструмент 119 определяет контур горизонтальных каналов 127 и вертикальных каналов 128, причем последние каналы выходят на поверхность 129 нижнего инструмента 119. Соответствующий трубопровод 130 проходит от нижних головок 124 до нижнего инструмента 119 и обеспечивает гидравлическое сообщение между горизонтальным каналом 127 и соответствующей ему парой блоков гидравлических цилиндров 120 и 121.
Между блоками гидравлических цилиндров 120 и 121 установлена пара газовых пружин 122 и 123. Нижняя пружина 122 совей основной частью 131 неподвижно закреплена на основании 117 с помощью блока основания 132, который в свою очередь установлен на основании 117 и представляет собой обычные средства крепления, например, в виде установочных болтов для прочного крепления пружины 122. Верхний конец поршневого штока 133 нижней пружины 122 и основание 134 верхней пружины 123 соединены вместе с помощью распорной гильзы 135, а сама распорная гильза имеет обычные средства крепления, например, один или несколько установочных либо стопорных винтов, с помощью которых и гарантируется надежное и прочное крепление поршневого штока 133 и основания 134. Общая головка 136 размещена на верхней части поршневых штоков 126 и поршневого штока 137 верхней газовой пружины 123 и предназначена для взаимодействия с нижней частью 138 внутреннего ползуна 139 (фиг. 12).
Поршневые штоки 133, 126 и 137 жестко соединены между собой, чтобы они могли перемещаться в виде единого блока, с помощью соответствующих средств, например, с помощью винтов 140, проходящих через каналы 141 в головке 136 и в верхней части поршневых штоков 126 и 137. По этому варианту изобретения поршневой шток 137 крепится к головке 136 только с помощью одного винта 140, тогда как обычно рекомендуется использовать как минимум 4 винта 140 для крепления поршневых штоков 126 к головкам 136.
По описываемому варианту изобретения верхний штамподержатель 111 крепится к нижней части 142 наружного ползуна 115. За счет придания верхнему штамподержателю 111 несколько большего вертикального размера достигается усиление его сопротивления изгибу, благодаря чему становится возможным прикладывать большие усилия через наружный ползун 115, а, следовательно, с помощью устройства можно будет получать крупногабаритные изделия сложной формы.
На фиг. 12 верхний инструмент 143 крепится к нижней части верхнего штамподержателя 111. Нижний инструмент 119 крепится непосредственно к основанию 117 и сцентрировано относительно него с помощью соответствующих шпонок 144. Нижний инструмент 119 определяет контур передающих жидкость вертикальных и горизонтальных каналов 127 и 128, которые совместно с трубопроводом 130 обеспечивают сообщение или передачу жидкости между нижними головками 124 блоков гидравлических цилиндров 113 и 114 и обращенной вверх поверхностью 129 нижнего инструмента 119.
В процессе работы устройство по фиг. 12 функционирует по существу также, как и устройство, показанное на фиг. 1 и 2, с перемещением наружного ползуна вниз с целью зажима установленной здесь заготовки (не показана) между верхним и нижним инструментами. Как только наружный ползун 115 прекратит свое движение, начинается перемещение вниз внутреннего ползуна 139, что будет заставлять перемещаться вниз и головки 136 и поршневые штоки 126, в результате чего гидравлическая жидкость вынуждена вытекать из гидравлическая цилиндров 125 через расположенные в нижних головках 124 клапанные средства, через трубопроводы 130, каналы 127 и 128 и попадать в пространство между зажатой заготовкой и формообразующей полостью ( не показана), контуры которой очерчены на нижней поверхности 145 верхнего инструмента 143. При рабочем ходе внутреннего ползуна 139 вверх газовые пружины 122 и 123 будут проталкивать головку 136 вверх с последующим подъемом вверх поршневых штоков 126 и переустановкой функциональных гидравлических цилиндров 120 и 121. Вытекающая из пространства между верхним и нижним инструментами жидкость попадает в поддон резервуара для жидкости 112 и отводится по мере необходимости в нижние головки 124 через соответствующие снабженные клапанами отверстия (на чертежах не показаны).
Данное устройство может быть использовано для штамповки широкого разнообразия различных изделий просто за счет замены верхнего и нижнего инструментов и без каких-либо конструктивных модификаций в самом прессе.
Реферат
Использование: в области обработки металлов давлением при гидравлической штамповке крупногабаритных деталей. Сущность изобретения: в прессе двойного действия, имеющем основание и установленные с возможностью возвратно-поступательного перемещения в вертикальной плоскости внутренний и наружный ползуны, устанавливают технологическую оснастку в виде верхнего и нижнего инструментов. Верхний инструмент смонтирован на верхнем штамподержателе, закрепленном на наружном ползуне. Нижний инструмент закреплен на верхней части основания. Для зажима листовой заготовки по периферии предусмотрено средство, включающее зажимную поверхность на нижнем инструменте и элемент с обращенной вниз зажимной поверхностью, выполненный заодно целое с верхним инструментом. Последний выполнен с формообразующей полостью. Деформирование листовой заготовки по формообразующей полости верхнего инструмента осуществляют давлением жидкости, которое создают с помощью гидравлических средств, приводимых в действие при взаимодействии с внутренним ползуном пресса. 2 с. и 11 з. п. ф-лы, 13 ил.

Комментарии