Сектор обшивки входной кромки, способ и устройство для формирования сектора обшивки входной кромки - RU2698244C2
Код документа: RU2698244C2
Чертежи





Описание
Данное изобретение относится к сектору обшивки входной кромки и к способу и устройству для формирования сектора обшивки входной кромки. Обшивка входной кромки - это механический компонент, окружающий входное отверстие гондолы самолета. Обычно гондола имеет тонкое металлическое покрытие аэродинамической формы, покрывающее реактивный двигатель самолета. Обшивка входной кромки обычно состоит из одного куска или многочисленных секторов, и основные признаки обшивки входной кромки - это гладкий задний край, который должен быть свободен от любых неровностей и разрывов для уменьшения аэродинамического сопротивления и предотвращения возникновения турбулентности. Внутренний край входного отверстия, которому обычно придается такая форма, которая глушит шум от двигателя посредством экранирования шума вентилятора и направления потока воздуха в двигатель, и передний край, или входная кромка, которая обеспечивает гладкий переход между наружным задним краем и внутренним краем входного отверстия, при этом создается малая фронтальная площадь для уменьшения аэродинамического сопротивления.
Сложная трехмерная пространственная кривизна обшивки входной кромки обычно требует сложного многоэтапного процесса формирования, часто требующего промежуточной тепловой обработки. Обычно обшивки входной кромки производятся посредством многоэтапных процессов глубокой вытяжки или ротационного выдавливания, требующих сложного и дорогостоящего инструментария и занимающей много времени многоэтапного изготовления с промежуточной тепловой обработкой. По соображениям шума и аэродинамики, особенно желательно удлинить наружный задний край обшивки входной кромки настолько далеко, насколько это возможно, что известно, как удлиненные задние края, при этом осевая длина наружного заднего края обшивки входной кромки может быть намного больше, чем осевая длина внутреннего края входного отверстия. Известные процессы глубокой вытяжки не подходят для изготовления таких удлиненных задних краев.
Типичная обшивка входной кромки удлиненного обтекателя турбины иллюстрируется посредством фигуры 1. Основные позиции обтекателя турбины таковы:
1. Задний край;
2. Край входного отверстия;
3. Передний край;
4. Определение дуги или сектора; и
5. Центральная линия, простирающаяся в осевом направлении
Способ и устройство в соответствии с настоящим изобретением может использоваться для стандартных секторов обтекателя турбины, при этом осевое расстояние между позициями 1 и 3 подобно таковому между позициями 2 и 3. Процесс может также использоваться для обтекателя турбины ламинарного потока, где осевое расстояние между позициями 1 и 3 намного больше, чем таковое от позиции 2 до 3. Общий размер сектора определяется размером заготовки, обозначаемой на фигурах 2 и 3 позицией 10.
Одной из задач настоящего изобретения является предоставление сектора обшивки входной кромки, и способа и устройства для формирования сектора обшивки входной кромки с удлиненным наружным участком для увеличения степени ламинарного потока над наружным пространством гондолы и, таким образом, удаления любых нарушений потока. Однако, настоящее изобретение равным образом применимо к стандартным секторам обтекателя турбины.
Соответственно, настоящее изобретение представляет устройство для формирования сектора кольцевого компонента, содержащее средство для надежного удержания, по меньшей мере, участка заготовки, монтируемой на нем, средство удержания приспособлено для того, чтобы оставлять участок удерживаемой заготовки доступным, штамп, имеющий контур внешней поверхности с формой, соответствующей форме, целиком или частично, профиля сектора кольцевого компонента от заднего края до переднего края и/или от переднего края до края входного отверстия, штамп и/или средство удержания выполнены с возможностью радиального перемещения таким образом, что штамп выполнен с возможностью вхождения в контакт с доступным участком заготовки для формирования заготовки от заднего края к переднему краю, средство удержания приспособлено для предоставления возможности контролируемого перетекания материала заготовки через средство удержания по мере того, как штамп входит в контакт с заготовкой, для формирования вытягиванием заготовки по ширине штампа, устройство, имеющее совместно работающее средство формирования для формирования профиля сектора кольцевого компонента от переднего края к краю входного отверстия, отличающееся тем, что такое средство удержания приспособлено для формирования защемленной границы, охватывающей часть заготовки, доступную для формирования штампом.
В идеале, средство удержания приспособлено для создания непрерывной защемленной границы, охватывающей доступную часть заготовки для формирования штампом.
Предпочтительно, средство удержания формирует рамку, охватывающую доступную часть заготовки для формирования штампом.
В идеале, средство удержания формирует непрерывную рамку, охватывающую часть заготовки для формирования штампом.
Предпочтительно, использование защемленной границы, охватывающей часть заготовки для формирования, обозначает, что такая заготовка вытягивается, в основном, равномерным образом через эту защемленную границу по мере того, как штамп входит в контакт с заготовкой. Это обеспечивает основное преимущество над существующими технологиями формирования сектора кольцевого компонента, такого как обшивка входной кромки гондолы, где захватываются только передние края и задние края заготовки сектора, согласно процессам формирования в соответствии с предшествующим уровнем техники. Главным образом, это предотвращает скручивание вдоль краев заготовки сектора, которые не захвачены. Это уменьшает количество ручной работы, необходимой для окончательной доводки сформированного сектора обшивки входной кромки, и также уменьшает риск деформации или деградации материала в результате скручивания или сморщивания вдоль краев.
В идеале, совместно работающее средство формирования работоспособно, когда средство удержания и штамп находятся в фиксированном положении соответственно.
Предпочтительно, совместно работающее средство формирования работоспособно в сочетании со средством удержания и штампом.
В идеале, совместно работающее средство формирования выполнено регулируемым в осевом направлении, определяемым центральной линией.
Предпочтительно, совместно работающее средство формирования выполнено регулируемым в направлении от переднего края к краю входного отверстия формируемого сектора.
Предпочтительно, устройство содержит средство исполнения для облегчения радиального перемещения штампа и/или средство удержания.
В идеале, устройство содержит средство исполнения для облегчения осевого перемещения совместно работающего средства формирования вдоль, по меньшей мере, части его хода.
В идеале, средство удержания приспособлено для определения зазора для облегчения расположения штампа.
При использовании, заготовка формируется в сектор кольцевого компонента, такой как обтекатель турбины/обшивка входной кромки гондолы самолета, посредством двухэтапного процесса формирования.
Во втором варианте осуществления настоящего изобретения, по меньшей мере, часть средства удержания также выполнена с возможностью работы, как, по меньшей мере, часть совместно работающего средства формирования для формирования вытягиванием сектора кольцевого компонента от переднего края до края входного отверстия.
Предпочтительно, средство удержания содержит держатель заготовки и плиту.
В идеале, по меньшей мере, часть держателя заготовки имеет контур внешней поверхности, соответствующий контуру поверхности формируемого сектора, монтируемого на нем.
Предпочтительно, плита - это профилирующая плита.
В идеале, профилирующая плита имеет контур внутренней поверхности, соответствующий контуру поверхности формируемого сектора, с возможностью монтажа между держателем заготовки и плитой.
В идеале, контур внешней поверхности держателя заготовки, и контур внутренней поверхности плиты соответствуют, настолько близко, насколько это возможно, контуру поверхности формируемого сектора кольцевого компонента. В качестве преимущества, это означает, что силы, прилагаемые к заготовке, формируют относительное радиальное перемещение средства удержания и штампа, по мере того, как штамп входит в контакт с заготовкой, распределены настолько равномерно, насколько это возможно. Это означает, что перетекание материала заготовки из пространства между держателем заготовки и плитой также будет настолько однородными, насколько это возможно. Опять же, это нивелирует, насколько это возможно, риск деформации или ущерба свойствам материала в результате неравномерных натяжений, прилагаемых формирующими инструментами к материалу.
В идеале, по меньшей мере, часть профилирующей плиты имеет форму наружной стены тела усеченного конуса, с разрезом на или около его продольной оси.
Предпочтительно, поверхность профилирующей плиты, выполненная с возможностью контакта с заготовкой, выполнена литьем или фрезерованием.
Предпочтительно, профилирующая плита поддерживается дополнительной литой и фрезерованной конструкцией, которая переносит силу с профилирующей плиты на систему прессования.
В идеале, поверхность профилирующей плиты для зацепления с заготовкой имеет конический контур. В качестве преимущества, поверхность профилирующей плиты выполнена с возможностью обеспечить равномерное вытягивание по поверхности штампа, при этом обеспечивая достаточный просвет для повторного вытягивания внутренней поверхности с использованием совместно работающего средства формирования.
Предпочтительно, профилирующая плита имеет линейные расширения на каждой стороне.
Предпочтительно, профилирующая плита имеет вырез.
В идеале, вырез находится в центре плиты. В качестве преимущества, центральное расположение выреза позволяет зажать равномерное количество материала вокруг выреза, тем самым обеспечив ровное вытягивание материала заготовки вокруг штампа.
Предпочтительно, форма выреза выполнена соответствующей форме штампа с небольшим просветом на толщину материала заготовки.
Предпочтительно, углы выреза закруглены. В качестве преимущества, это обеспечивает достаточное перетекание материала, что также минимизирует сморщивание.
В идеале, по меньшей мере, часть внутренней периферийной поверхности выреза закруглена с неким радиусом, для обеспечения контролируемого перетекания материала во время операции вытягивания.
Предпочтительно, граница между внутренней поверхностью профилирующей плиты и такой частью внутренней периферийной поверхности выреза вблизи к заготовке закруглена с неким радиусом для обеспечения контролируемого перетекания материала во время операции формирования вытягиванием.
Во втором варианте осуществления, средство удержания содержит держатель заготовки и плиту.
Во втором варианте осуществления, плита имеет подвижный участок, выполненный с возможностью перемещения относительно остатка плиты, когда заготовка зажата между плитой и держателем заготовки.
Во втором варианте осуществления, подвижный участок плиты расположен вблизи переднего края плиты. Под передним краем плиты мы подразумеваем край плиты вблизи переднего края штампа и переднего края заготовки для формирования в сектор кольцевого компонента, такой, как обшивка входной кромки.
Во втором варианте осуществления, подвижный участок плиты выполнен с возможностью перемещения посредством приводимого в действие средства исполнения.
Во втором варианте осуществления, такое приводимое в действие средство исполнения выполнено с возможностью работы между таким подвижным участком и другим участком плиты.
Во втором варианте осуществления, подвижный участок плиты представляет часть совместно работающего средства формирования.
Во втором варианте осуществления, подвижный участок плиты выполнен с возможностью перемещения в направлении от переднего края к краю входного отверстия сектора кольцевого компонента, для формирования вытягиванием этой части заготовки.
Во втором варианте осуществления, плита содержит профилирующую плиту и средство опоры вокруг всего, или части, периметра профилирующей плиты. В качестве преимущества, такое средство опоры предоставляет конструктивную опору для профилирующей плиты для передачи сил зажимания, прилагаемых посредством плиты, для зажима заготовки между плитой и держателем заготовки, и для поглощения усилия приведения в действие, прилагаемого посредством средства опоры, чтобы разрешить активацию подвижного участка плиты.
Во втором варианте осуществления, зажимающие поверхности подвижного участка плиты, и взаимно противоположная зажимающая поверхность держателя заготовки, целиком или частично, являются пленарными, наиболее предпочтительно горизонтальными пленарными зажимающими поверхностями.
Во втором варианте осуществления, штамп содержит внутреннее ребро.
Во втором варианте осуществления, внутреннее ребро имеет дугообразный профиль, который соответствует внутреннему профилю формирующего штампа.
Во втором варианте осуществления, внутренне ребро выполнено с возможностью перемещения в осевом направлении с силой сопротивления, предоставляемой интегрированной системой исполнения или средством смещения, таким как одна или несколько пружин.
Во втором варианте осуществления, внутреннее ребро представляет вторую часть совместно работающего средства формирования, работающего вместе с подвижным участком плиты.
Во втором варианте осуществления, внутреннее ребро выполнено совмещаемым с подвижным участком плиты, по мере того, как штамп формирует, от заднего края к переднему краю, сектор обшивки входной кромки.
В идеале, штамп имеет контур внешней поверхности и формирующий конец в форме, соответствующей окончательной форме профиля сектора кольцевого компонента от заднего края до края входного отверстия.
В идеале, кольцевой компонент - это обшивка входной кромки для гондолы самолета.
При том, что композитные материалы могут использоваться для многих частей гондолы, обшивка входной кромки должна обычно изготавливаться из металла, такого, как алюминий или титан, чтобы быть способной выдерживать ударные воздействия на ее передний край или входную кромку. Титан также полезен в свете недавно узаконенных строгих требований по анти-обледенению, требующих более высоких температур на переднем крае гондолы.
Предпочтительно, формирующий край штампа имеет дугообразную форму.
Предпочтительно, штамп имеет внешнюю поверхность такой формы, которая обеспечит профиль сформированного сектора обшивки входной кромки.
В идеале, внешняя поверхность штампа оптимизирована под отскок пружины.
Предпочтительно, внешняя поверхность штампа имеет гладкую обработку поверхности. В качестве преимущества, высокая степень гладкости поверхности уменьшает трение во время формирования.
В идеале, средство исполнения - это гидравлическая или электромеханическая система исполнения.
Предпочтительно, штамп и/или средство удержания механически сопряжено со средством исполнения.
В идеале, держатель заготовки имеет литую или фрезерованную поверхность в соответствии с поверхностью плиты.
Предпочтительно, держатель заготовки и плита выполнены соответствующими просвету на толщину заготовки.
В идеале, держатель заготовки имеет форму тела усеченного конуса, с разрезом на или около его продольной оси.
Предпочтительно, поверхность держателя заготовки, выполненная с возможностью контакта с заготовкой, выполнена литьем или фрезерованием.
В идеале, поверхность держателя заготовки для зацепления с заготовкой имеет конический контур. В качестве преимущества, поверхность держателя заготовки выполнена с возможностью обеспечения равномерного вытягивания по поверхности штампа, с предоставлением при этом достаточного просвета для повторного вытягивания внутренней поверхности с использованием совместно работающего средства формирования.
В идеале, держатель заготовки и/или плита изначально выполнены подвижными для зажимания заготовки, наиболее предпочтительно в вертикальной оси. В качестве преимущества, это обеспечивает равномерное давление контакта по всей поверхности заготовки. Это - важный аспект обеспечения равномерного перетекания материала заготовки во время процесса формирования вытягиванием.
В идеале, держатель заготовки имеет вырез, определяющий зазор, и формируемый для совмещения с вырезом плиты при использовании.
Предпочтительно, держатель заготовки/зазор формируется для принятия штампа.
Предпочтительно, совместно работающее средство формирования содержит сектор в виде кольца, подвижно смонтированный на средстве удержания, с ориентацией на штамп, для вдвижного перемещения в штамп.
В идеале, средство удержания имеет полость, сформированную для принятия сектора в виде кольца повторного вытягивания, с отверстием в направлении штампа.
При использовании, сектор в виде кольца повторного вытягивания выполнен с возможностью вытягивания внутреннего профиля сектора кольцевого компонента от переднего края к краю входного отверстия, при этом гарантируется, что заготовка не сморщится и не порвется.
Предпочтительно, наружная искривленная поверхность сектора в виде кольца повторного вытягивания выполнена соответствующей внутреннему профилю штампа, с просветом на толщину материала.
В идеале, внутренняя искривленная поверхность сектора в виде кольца повторного вытягивания выполнена соответствующей поверхности держателя заготовки.
Предпочтительно, передний край сектора в виде кольца повторного вытягивания, между наружной искривленной поверхностью и внутренней искривленной поверхностью закруглен с определенным радиусом. В качестве преимущества, размер такого радиуса гарантирует, что заготовка может повторно вытягиваться вокруг кольца без сморщивания или разрывов.
В идеале, сектор в виде кольца повторного вытягивания приводится в действие посредством интегрированной системы исполнения, или посредством серии кулачков от главного пресса.
В идеале, штамп содержит подузел штампа.
Предпочтительно, подузел штампа содержит внутреннюю опору, формирующий штамп и внутреннее ребро.
В идеале, формирующий штамп и внутренняя опора определяют осевой дугообразный канал с открытием в направлении сектора в виде кольца повторного вытягивания.
Предпочтительно, штамп имеет осевой дугообразный канал с открытием в направлении сектора в виде кольца повторного вытягивания.
В идеале, штамп имеет внутренне ребро в осевом дугообразном канале.
Предпочтительно, осевой дугообразный канал выполнен совмещаемым с сектором в виде кольца повторного вытягивания.
Предпочтительно, осевой дугообразный канал формируется для принятия, по меньшей мере частично, сектора в виде кольца повторного вытягивания для формирования сектора кольцевого компонента между передним краем и краем входного отверстия.
В идеале, внутренняя опора поддерживает формирующий штамп и внутреннее ребро.
Предпочтительно, внешняя поверхность формирующего штампа выполнена соответствующей внутренней поверхности сектора обтекателя турбины.
В идеале, формирующий штамп простирается по каждой стороне за пределы такого сегмента с тем, чтобы минимизировать искажение вдоль краев этой части.
Предпочтительно, осевая длина формирующего штампа простирается за пределы заднего края желаемого сектора для минимизации конечного искажения детали.
В идеале, внутреннее ребро имеет дугообразный профиль, который соответствует внутреннему профилю формирующего штампа.
Предпочтительно, внутреннее ребро может перемещаться в осевом направлении с силой сопротивления, предоставляемой интегрированной системой исполнения, или средством смещения, таким как пружины.
Предпочтительно, заготовка изготовлена из одного листа или нескольких соединенных листов. Такое соединение обычно получается с использованием процесса фрикционной сварки с перемешиванием, при том, что линейное трение и прочие процессы высококачественной сварки с высокой пластичностью также можно использовать для формирования заготовки в виде усеченного конуса.
В идеале, профиль штампа выполнен соответствующим профилю обшивки входной кромки с допуском на отскок пружины, где это необходимо.
Предпочтительно, задний край штампа имеет радиус. В качестве преимущества, размер такого радиуса гарантирует, что заготовка может вытягиваться вокруг штампа без разрывов и сморщивания.
В третьем варианте осуществления устройства для формирования сектора обшивки входной кромки, такое устройство содержит два отдельных инструмента формирования вытягиванием.
В идеале, первый инструмент имеет держатель заготовки и плиту для удержания заготовки между совмещаемыми вырезами, соответственно, для принятия штампа. Ввиду того факта что используется второй инструмент, первый инструмент не включает в себя совместно работающей компоновки.
Предпочтительно, второй инструмент содержит сектор штампа, сформированный для принятия частично сформированного сектора обшивки входной кромки, форма дугообразного переднего края такого сектора штампа близко соответствует форме переднего края штампа первого инструмента таким образом, чтобы точно разместить такой частично сформированный сектор обшивки входной кромки.
Предпочтительно, зажимающий сектор в виде кольца имеет внутреннюю искривленную поверхность, сформированную для зацепления, при вкладывании, с внешней искривленной поверхностью штампа, с просветом на толщину заготовки. При использовании, оператор удаляет такую частично сформированную заготовку из первого инструмента и устанавливает ее около штампа второго инструмента. Оператор задействует приводимую в действие систему исполнения для перемещения зажимающего сектора в виде кольца и/или штампа таким образом, чтобы привести заготовку в зацепление с таким зажимающим сектором в виде кольца.
В идеале, совместно работающая компоновка формирования, в форме пары совместно работающих схватывающих секторов в виде кольца, предоставляется для формирования вытягиванием заготовки от переднего края до края входного отверстия сектора обшивки входной кромки.
Предпочтительно, первый схватывающий сектор в виде кольца - это внутренний схватывающий сектор в виде кольца, имеющий внешнюю искривленную поверхность, сформированную для зацепления с внутренней поверхностью заготовки.
В идеале, второй схватывающий сектор в виде кольца - это внешний схватывающий сектор в виде кольца, имеющий внутреннюю искривленную поверхность, сформированную для зацепления с внешней поверхностью заготовки.
В идеале, внешний схватывающий сектор в виде кольца имеет внутреннюю искривленную поверхность, сформированную для зацепления при вкладывании с внешней искривленной поверхностью внутреннего схватывающего сектора в виде кольца с просветом на толщину заготовки. Оператор задействует приводимую в действие систему исполнения для перемещения внутреннего зажимающего сектора в виде кольца в зацепление с заготовкой, и затем перемещает внешний схватывающий сектор в виде кольца в зацепление с заготовкой. Передний край схватывающего сектора в виде кольца выполнен с радиусом, который позволяет заготовке перетекать через, и вокруг переднего края, во время процесса формирования повторным вытягиванием.
Соответственно, настоящее изобретение предоставляет способ формирования сектора кольцевого компонента, например, обтекатель турбины/обшивка входной кромки гондолы, для двигателя самолета, способ содержащий этапы защемления, по меньшей мере, части заготовки вдоль защемленной границы в средстве удержания таким образом, чтобы оставить участок заготовки открытым в пределах защемленной границы, перемещение штампа и/или средства удержания радиально таким образом, что штамп входит в контакт с открытым участком заготовки, и, через основную массу открытой заготовки, тем самым, вытягивание заготовки на внешнюю поверхность штампа, с формированием сектора от переднего края к заднему краю, с активацией совместно работающего средства формирования для зацепления заготовки, и вытягивания такой заготовки посредством штампа, с формированием сектора обтекателя турбины от переднего края к краю входного отверстия.
В идеале, способ содержит этапы защемления, по меньшей мере, части заготовки вдоль непрерывной защемленной границы средством удержания таким образом, чтобы оставить участок заготовки в пределах защемленной границы открытым.
Предпочтительно, способ, содержащий защемление, по меньшей мере, части заготовки вдоль защемленной границы в средстве удержания, с охватом участка открытой заготовки.
В идеале, способ, содержащий срезающее усилие в отношении частично сформированной заготовки вдоль двух осевых линий.
Предпочтительно, способ, содержащий радиальное перемещение средства удержания и/или штампа таким образом, что сектор в виде кольца повторного вытягивания совмещается с дугообразным каналом штампа, и приводящий в действие сектор в виде кольца повторного вытягивания таким образом, что он перемещается по оси в дугообразный канал для зацепления с заготовкой и вытягивания заготовки посредством штампа, с формированием сектора обтекателя турбины от переднего края к краю входного отверстия.
В альтернативном способе, этап формирования вытягиванием сектора кольцевого компонента от переднего края к краю входного отверстия, способ содержит перемещение подвижного участка плиты по оси в направлении оставшейся части плиты посредством приводимого в действие средства исполнения. В этом способе, подвижная часть плиты действует, как часть совместно работающего средства формирования.
В идеале, способ, содержащий помещение заготовки между держателем заготовки и плитой перед закрыванием держателя заготовки и плиты вместе.
Предпочтительно, способ, содержащий закрывание плиты и приложение силы закрывания к держателю заготовки и/или плите во время этапа закрывания.
Предпочтительно, способ, содержащий вытягивание заготовки посредством штампа на заранее заданное расстояние, при этом сохраняя силу закрывания. В качестве преимущества, заготовка может свободно вытягиваться, контролируемым образом, из просвета между держателем заготовки и плитой через полость плиты.
В идеале, способ, содержащий увеличение нагрузки держателя заготовки/плиты по достижении заранее заданной глубины вытягивания, при этом растягивая заготовку со всех сторон над штампом на заранее заданное расстояние.
Предпочтительно, способ, содержащий ограничение вытягивания заготовки из просвета между держателем заготовки и плитой во время процесса растягивания. На этом этапе, формируется профиль сектора кольцевого компонента от переднего края к заднему краю.
В идеале, способ, содержащий срезание в отношении заготовки, вдоль двух осевых линий, либо в инструментальной системе, либо посредством удаления такой части в инструментальной системе, с использованием процесса либо ручной резки, либо резки на станке ЧПУ. Если процесс удаления материала возникает вне системы инструментов, заготовка тогда помещается назад в инструментальную систему или в иной инструмент.
В идеале, способ, содержащий фиксацию плиты в запертом положении и принудительную подачу сектора в виде кольца повторного вытягивания, или подвижного участка плиты, на штамп, на заранее заданное расстояние, при заранее заданной нагрузке держателя заготовки/плиты.
Предпочтительно, способ, содержащий приведение в контакт сектора в виде кольца повторного вытягивания, или подвижного участка, против внутреннего ребра, с проявлением реакционной нагрузки, которая затем уменьшает или устраняет вытягивание заготовки между внутренним ребром и сектором в виде кольца повторного вытягивания/подвижным участком плиты.
Предпочтительно, способ, содержащий удаление заготовки посредством удаления всех удерживающих сил, втягивание сектора в виде кольца повторного вытягивания и подъема плиты до конца.
В идеале, способ, содержащий обрезку заготовки с использованием процесса либо ручной резки, либо резки на станке ЧПУ.
В соответствии с дополнительным аспектом настоящего изобретения, представлен сектор кольцевого компонента, произведенный способом, описанным выше.
Настоящее изобретение далее будет описано со ссылкой на сопроводительные чертежи, которые показывают, исключительно для примера, три варианта осуществления устройства и способа формирования сектора кольцевого члена, такого как обшивка входной кромки для гондолы, и сам сектор. На чертежах:
Фигура 1 - это перспективный вид в разрезе удлиненного обтекателя турбины гондолы для двигателя самолета;
Фигура 2 - это развернутый вид в перспективе устройства для формирования сектора обшивки входной кромки;
Фигура 3 - это перспективный вид в разрезе подузла штампа для формирования сектора обшивки входной кромки;
Фигура 4 - это развернутый вид в перспективе, в разрезе, устройства для формирования сектора обшивки входной кромки;
Фигура 5 - это вид в вертикальном разрезе устройства для формирования сектора обшивки входной кромки;
Фигура 5А-5Е - это виды в вертикальном разрезе устройства для формирования сектора обшивки входной кромки, для этапов процесса формирования с первого по пятый, соответственно;
Фигура 5F - это перспективный вид заготовки после процесса формирования и перед обрезкой;
Фигура 6А-6Е - это перспективные виды сектора усечено-конической заготовки на этапах процесса формирования с первого по пятый соответственно;
Фигура 6F - это перспективный вид сформированного сектора обтекателя турбины после процесса формирования;
Фигура 7 - это развернутый вид в перспективе второго варианта осуществления устройства в соответствии с настоящим изобретением;
Фигура 8 - это разрез развернутого вида в перспективе фигуры 7;
Фигура 9 - это вынесенное сечение, вид узла штампа фигуры 7 и 8;
Фигура 10 - это подробный развернутый вид второго варианта осуществления профилирующей плиты и совместно работающей компоновки;
Фигура 11 - это вид в разрезе в вертикальной плоскости второго варианта осуществления устройства;
Фигура 12А-12Е - это виды в разрезе в вертикальной плоскости устройства для формирования сектора обшивки входной кромки, этапы процесса формирования с первого по пятый, соответственно;
Фигура 13А-13Е - это перспективные виды сектора усечено-конической заготовки, на этапах процесса формирования с первого по пятый, соответственно;
Фигура 13F - это перспективный вид сформированного сектора обтекателя турбины после процесса формирования;
Фигура 14 - это развернутый вид в перспективе третьего варианта осуществления, с показом первого инструмента устройства с двумя инструментами;
Фигура 15 - это перспективный вид, в разрезе, фигуры 14;
Фигура 16 - это развернутый вид в перспективе третьего варианта осуществления с показом второго инструмента устройства с двумя инструментами;
Фигура 17 - это перспективный вид, в разрезе, фигуры 16;
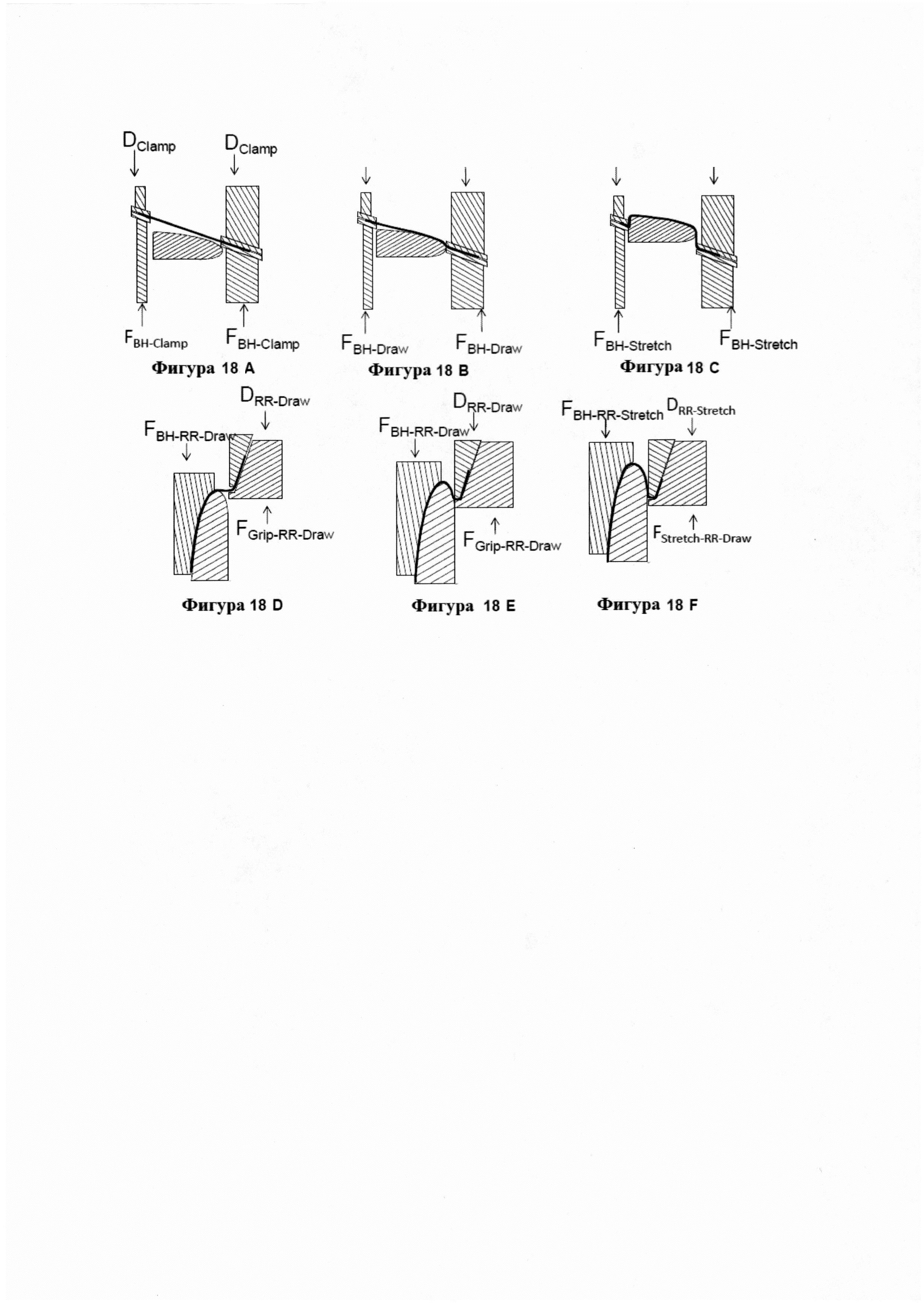
Фигура 18А-18С - это виды в вертикальном разрезе устройства для формирования сектора обшивки входной кромки на этапах с первого по третий, соответственно, с проведением посредством первого инструмента устройства формирования с двумя инструментами согласно третьему варианту осуществления; и
Фигура 18D-18F - это виды в вертикальном разрезе устройства для формирования сектора обшивки входной кромки на этапах с четвертого по шестой, соответственно, с проведением посредством второго инструмента устройства формирования с двумя инструментами согласно третьему варианту осуществления.
Обратимся к чертежам, и, для начала, к фигуре 1-5F; здесь показано устройство, обычно обозначаемое позицией 31, для формирования сектора обшивки входной кромки гондолы самолета. Прибор 31 имеет профилирующую плиту 6, имеющую литую или фрезерованную поверхность, с поддержкой посредством дополнительной литой или фрезерованной конструкции (не показано) которая передает силу от этой профилирующей плиты 6 на систему пресса. Поверхность профилирующей плиты 6 выполнена конического сечения, с линейными расширениями на каждой стороне. Поверхность профилирующей плиты выполнена таким образом, чтобы гарантировать равномерное вытягивание над поверхностью штампа 12, с предоставлением при этом достаточного просвета для повторного вытягивания внутренней поверхности с использованием сектора 7 в виде кольца повторного вытягивания. Форма выреза 16 в центре профилирующей плиты 6 выполнена совпадающей с формой штампа 12, с небольшим просветом на толщину материала заготовки. Углы выреза 16 закруглены 17 для гарантии достаточного перетекания материала, что также минимизирует сморщивание. Внутренняя периферийная поверхность выреза 16 закруглена с радиусом 14 для обеспечения контролируемого перетекания материала во время операции вытягивания.
Сектор 7 в виде кольца повторного вытягивания подвижно установлен на профилирующей плите 16 удерживающей компоновки 6, 8, с ориентацией на зазор 51, для вдвижного перемещения в зазор 51. Сектор 7 в виде кольца повторного вытягивания - это полу-дугообразный член, предназначенный для вытягивания внутреннего профиля от переднего края 3 к краю 2 входного отверстия, с гарантией при этом, что заготовка 10 не сморщится и не порвется. Наружная искривленная поверхность сектора 7 в виде кольца повторного вытягивания выполнена соответствующей внутреннему профилю штампа 12 с просветом на толщину материала. Передняя сторона сектора 7 в виде кольца повторного вытягивания закруглена с радиусом 16, размер которого гарантирует, что заготовка 10 может быть повторно вытянута вокруг сектора 7 в виде кольца повторного вытягивания без разрывов или сморщивания. Сектор 7 в виде кольца повторного вытягивания может приводиться в действие посредством интегрированной системы исполнения или посредством серии кулачков от главного пресса.
Держатель 8 заготовки имеет литую или фрезерованную поверхность для соответствия профилирующей плите 6. Держатель 8 заготовки и плита 6 выполнены с возможностью соответствия друг другу с просветом на толщину заготовки. Основное действие закрывания держателя 8 заготовки относительно плиты 6 осуществляется по вертикальной оси.
Штамп 12 содержит подузел штампа, имеющий три основных компонента, внутреннюю опору 11, штамп 12 и внутреннее ребро 13. Внутренняя опора 11 поддерживает штамп 12 и внутреннее ребро 13. Внешняя поверхность штампа 12 выполнена соответствующей внутренней поверхности обтекателя турбины, сегментами до 120°. Штамп 12 простирается с каждой стороны за пределы сегмента в 120°, чтобы минимизировать искажения вдоль краев этой части. Осевая длина штампа простирается за пределы заднего края для минимизации конечного искажения детали. Внутреннее ребро 13 имеет дугообразный профиль, который соответствует внутреннему профилю штампа 12. Внутреннее ребро 13 может перемещаться в осевом направлении 18 с силой сопротивления, предоставляемой интегрированной системой исполнения, или механической пружиной 71. Заготовка 10 - это профилированный листовой материал.
Этапы обработки показаны на фигурах 5A-5F, и соответствующие изменения в форме заготовки показаны на фигурах 6A-6F. Заготовка 10 помещается между держателем 8 заготовки и плитой 6, перед закрыванием, см. фигуры 5А и 6А. Плита 6, или держатель 8 заготовки затем закрываются вертикально. Во время этого этапа закрывания, сила FBH-Clamp действует на держатель 8 заготовки посредством действия амортизатора плиты от плиты 6, или дополнительной системы исполнения, в предпочтительно вертикальном направлении 18. Заготовка 10 после этого вытягивается над подузлом 9 штампа на расстояние DDraw, как это показано на фигуре 5B, при этом прилагается сила FBH-Draw. Заготовка 10 может свободно тянуться, контролируемым образом, из промежутка между держателем 8 заготовки и плитой 6, через полость 16 плиты, как это показано на фигуре 5B и 6B.
По достижении глубины вытягивания DDraw, нагрузка держателя 8 заготовки увеличивается до FBH-Stretch, см. фигуру 5С, при этом заготовка 10 растягивается со всех сторон над подузлом 9 на расстояние DStretch. Заготовка 10 имеет минимальное вытягивание из просвета между держателем 8 заготовки и плитой 6, во время процесса растягивания, см. фигуру 5С. На этом этапе, формируется профиль обтекателя турбины от переднего края 3 до заднего края 1, как это показано на фигуре 6С.
Заготовка 10 затем срезается вдоль двух осевых линий, см. фигуру 6D, либо в инструментальной системе, либо посредством удаления такой части из инструментальной системы, и использования процесса либо ручной резки, либо резки на станке ЧПУ. Если процесс удаления материала возникает вне системы инструментов, заготовка тогда помещается назад в инструментальную систему, см. фигуру 6D, и применяется нагрузка FBHrrDraw. Держатель 8 заготовки и плита 6 остаются в положении DFixed, при этом нагрузка FBH-RRDraw сохраняется, см. фигуру 5D, при этом сектор 7 в виде кольца повторного вытягивания заводится в подузел 9 штампа на расстояние DRR-Draw под действием нагрузки от силы пружины FRR-Draw, см. фигуру 5D.
По достижении расстояния DRR-Draw, сектор 7 в виде кольца повторного вытягивания входит в контакт с внутренним ребром 13, с реакционной нагрузкой FRR-Stretch, которая затем уменьшает или устраняет вытягивание заготовки 10 между внутренним ребром 13 и сектором 7 в виде кольца повторного вытягивания. Заготовка 10 затем формируется под натяжением на остаток хода DRR-Stretch, при сохранении сил FBH RRdraw и FRR-Stretch, как это показано на фигуре 5Е. После этого форма заготовки 10 такова, как показано на фигуре 6Е. После этого заготовка 10 удаляется посредством устранения всех удерживающих сил, извлечения сектора 7 в виде кольца повторного вытягивания, и подъема до конца плиты 6, как это показано на фигуре 6F. Заготовка 10 затем подвергается обрезке с использованием процесса либо ручной резки, либо резки на станке ЧПУ, см. фигуру 6F.
Возвращаемся к чертежам, и фигуры 7-13 показывают второй вариант осуществления устройства, обычно обозначаемого номером позиции 21, для формирования сектора стандартной обшивки входной кромки, и сектора 22 обшивки входной кромки с удлиненным задним краем обшивки входной кромки. Во втором варианте осуществления, удерживающая компоновка 23 имеет держатель 28 заготовки и плиту 26. Плита 26 имеет подвижный участок 27, выполненный с возможностью перемещения относительно остатка плиты 26, когда заготовка 10 зажимается между плитой 26 и держателем 28 заготовки. Подвижный участок 27 плиты 26 располагается вблизи переднего края плиты 26. В качестве переднего края плиты 26 мы подразумеваем край плиты 26 вблизи переднего края штампа 32 и переднего края заготовки 10 для формирования в сектор 22 кольцевого компонента, такого, как обшивка входной кромки. Подвижный участок 27 плиты 26 выполнен с возможностью перемещения посредством приводимых в действие членов 29 исполнения, таких как гидравлические цилиндры. Приводимые в действие члены 29 исполнения функционируют между подвижным участком 27 и другим участком 30 плиты 26, взаимно противостоя подвижному участку 27. Подвижный участок 27 плиты 26 представляет одну часть совместно работающей формирующей компоновки, обычно обозначаемой номером позиции 33. Подвижный участок 27 плиты 26 выполнен с возможностью перемещения в направлении от переднего края до края входного отверстия сектора 22, см. фигуру 13F кольцевого компонента, для формирования вытягиванием этой части заготовки.
Плита 26 имеет профилирующую плиту 34, см. фигуру 11, и поддерживающий член 35, см. фигуру 10, вокруг всего, или части, периметра профилирующей плиты 34. В варианте осуществления, показанном на чертежах, поддерживающий член 35 представлен коробкой с четырьмя стенами и открытым верхом, с усиленными углами и стенами. В качестве преимущества, поддерживающий член 35 обеспечивает конструктивную поддержку для профилирующей плиты 34, для передачи сил защемления, прилагаемых посредством плиты 26, для зажима заготовки 10 между плитой 26 и держателем 28 плиты, и для поглощения силы приведения в действие, прилагаемой членами 29 исполнения посредством стен поддерживающего члена 35, чтобы позволить подвижному участку 27 плиты 26 активироваться. Штамп 32 имеет внутреннее ребро 39. Внутреннее ребро 39 имеет дугообразный профиль, который соответствует внутреннему профилю формирующего штампа 32. Внутреннее ребро 39 выполнено подвижным в осевом направлении, при наличии силы сопротивления, обеспечиваемой интегрированной системой исполнения или средством смещения, таким как одна или несколько пружин 36. Внутреннее ребро 39 представляет вторую часть совместно работающей формирующей компоновки 33, работающей вместе с подвижным участком 27 плиты 26. Внутреннее ребро 39 выполнено совмещаемым с подвижным участком 27 плиты 26, когда штамп 32 формирует сектор обшивки входной кромки от заднего края к переднему краю.
Форма выреза 46 в центре профилирующей плиты 26 выполнена соответствующей форме штампа 32, с небольшим просветом на толщину материала заготовки 10. Углы выреза 46 закруглены 47 для гарантии достаточного перетекания материала, что также минимизирует сморщивание. Внутренняя периферийная поверхность выреза 46 закруглена с радиусом 44 для обеспечения контролируемого перетекания материала во время операции вытягивания. И верхний, и нижний края переднего края подвижного участка 27 плиты 26 имеют радиус 44. Что касается значения радиального и осевого направления, стрелки Rd и Ad на фигуре 12Е указывают радиальное и осевое направления соответственно.
Этапы обработки показаны на фигурах 12А-12Е, а соответствующие изменения формы заготовки показаны на фигурах 13A-13F. Заготовка 10 помещается между держателем 28 заготовки и плитой 26 перед закрыванием, см. фигуры 12А и 13А. Плита 26 или держатель 28 заготовки затем закрывается вертикально. Во время этого этапа закрывания, сила FBH-Clamp действует на держатель 28 заготовки посредством действия амортизатора плиты от плиты 26, или дополнительной системы исполнения, в предпочтительно вертикальном направлении 18. 3аготовка 10 после этого вытягивается над штампом 32 на расстояние DDraw, как это показано на фигуре 12B, при этом прилагается сила FBH-Draw. Заготовка 10 может свободно тянуться, контролируемым образом, из промежутка между держателем 28 заготовки и плитой 26, через полость 46 плиты, как это показано на фигурах 12B и 13B.
По достижении глубины вытягивания DDraw, нагрузка держателя заготовки увеличивается до FBH-Stretch, см. фигуру 12С, при этом заготовка 10 растягивается со всех сторон над штампом 32 на расстояние DStretch. Заготовка 10 имеет минимальное вытягивание из просвета между держателем 28 заготовки и плитой 26, во время процесса растягивания, см. фигуру 12С. На этом этапе, формируется профиль обтекателя турбины от переднего края 3 до заднего края 1, как это показано на фигуре 13С.
Заготовка 10 затем срезается вдоль двух осевых линий, см. фигуру 13D, либо в инструментальной системе, либо посредством удаления такой части из инструментальной системы, с использованием процесса либо ручной резки, либо резки на станке ЧПУ. Если процесс удаления материала возникает вне системы инструментов, заготовка тогда помещается назад в инструментальную систему, см. фигуру 13D, и применяется нагрузка FBHRRDraw. Держатель 28 заготовки и плита 26 остаются в положении DFixed, при этом нагрузка FBH-RRDraw сохраняется, см. фигуру 13D, при этом подвижный участок 27 плиты 26 заходит в штамп 32 на расстояние DRR-Draw под действием нагрузки от силы пружины FRR-Draw, см. фигуру 12D.
По достижении расстояния DRR-Draw, подвижный участок 27 плиты 26 входит в контакт с внутренним ребром 39, с реакционной нагрузкой FRR-Stretch, которая затем уменьшает или устраняет вытягивание заготовки 10 между внутренним ребром 39 и подвижным участком 27 плиты 26. Заготовка 10 затем формируется под натяжением на остаток хода DRR-Stretch, при сохранении сил FBH RR и FRR-Stretch, как это показано на фигуре 12Е. После этого форма заготовки 10 такова, как показано на фигуре 13Е. После этого заготовка 10 удаляется посредством устранения всех удерживающих сил, извлечения подвижного участка 27 плиты 26, и подъема до конца плиты 26, как это показано на фигуре 13F. Заготовка 10 затем подвергается обрезке с использованием процесса либо ручной резки, либо резки на станке ЧПУ, см. фигуру 13F.
Возвращаемся к чертежам, и фигуры 14-18 показывают третий вариант осуществления устройства для формирования сектора обшивки входной кромки. В третьем варианте осуществления, устройство имеет два раздельных инструмента формирования вытягиванием, первый инструмент 51 имеет компоненты, подобные компонентам, проиллюстрированным на фигурах 7-13. Первый инструмент 51 имеет держатель 52 заготовки и плиту 53 для удержания заготовки 54 между совмещаемыми вырезами 56, 57, соответственно, для принятия штампа 55. Функция инструмента ясно проиллюстрирована на фигурах 18А-18С, и будет описана более подробно ниже. В виду того факта, что второй инструмент используется так, как это проиллюстрировано на фигурах 16 и 17, и на фигурах 18D-18F, первый инструмент не включает в себя совместно работающую формирующую компоновку.
Второй инструмент, проиллюстрированный на фигурах 16 и 17, содержит сектор штампа 65, сформированный для принятия частично сформированного сектора обшивки входной кромки, с формированием посредством инструмента, как это проиллюстрировано на фигурах 14 и 15. Форма дугообразного переднего края штампа 65 близко соответствует форме переднего края штампа 55 таким образом, чтобы точно разместить такой частично сформированный сектор обшивки входной кромки. Зажимающий сектор 66 в виде кольца имеет внутреннюю искривленную поверхность, сформированную для зацепления, при вкладывании, с внешней искривленной поверхностью штампа 65, с просветом на толщину заготовки 10. При использовании, оператор удаляет такую частично сформированную заготовку из первого инструмента и устанавливает ее около штампа 65. Оператор задействует приводимую в действие систему исполнения для перемещения зажимающего сектора 66 в виде кольца и/или штампа 65 таким образом, чтобы привести заготовку 10 в зацепление с таким зажимающим сектором 66 в виде кольца. Имеется совместно работающая формирующая компоновка в форме пары совместно работающих схватывающих секторов 67, 68 в виде кольца, для формирования вытягиванием заготовки, от переднего края до края входного отверстия сектора обшивки входной кромки. Схватывающий сектор 68 в виде кольца - это внутренний схватывающий сектор 68 в виде кольца, имеющий внешнюю поверхность, сформированную для зацепления с внутренней поверхностью заготовки 10. Схватывающий сектор 67 в виде кольца - это внешний схватывающий сектор 67 в виде кольца, имеющий внутреннюю искривленную поверхность, сформированную для зацепления с внешней поверхностью заготовки 10.
Схватывающий сектор 67 в виде кольца имеет внутреннюю искривленную поверхность, сформированную для зацепления при вкладывании с внешней искривленной поверхностью схватывающего сектора 68 в виде кольца с просветом на толщину заготовки 10. Оператор задействует приводимую в действие систему исполнения для перемещения схватывающего сектора 68 в виде кольца в зацепление с заготовкой 10, и затем перемещает схватывающий сектор 67 в виде кольца в зацепление с заготовкой. Передний край схватывающего сектора 67 в виде кольца выполнен с радиусом, который позволяет заготовке 10 перетекать через, и вокруг переднего края, во время процесса формирования повторным вытягиванием.
Этапы обработки показаны на фигурах 18A-18F. Заготовка 10 помещается между держателем 52 заготовки и плитой 53 перед закрыванием. Плита 53, или держатель 52 заготовки затем закрываются вертикально. Во время этого этапа закрывания, сила FBH-Clamp действует на держатель 52 заготовки посредством действия амортизатора плиты от плиты 53, или дополнительной системы исполнения, в предпочтительно вертикальном направлении 18. Заготовка 10 затем вытягивается над штампом 52 на расстояние DDraw, как это показано на фигуре 18B, при этом прилагается сила FBH-Draw. Заготовка 10 может свободно тянуться, контролируемым образом, из промежутка между держателем 52 заготовки и плитой 53, через полость 57 плиты, как это показано на фигуре 18B.
По достижении глубины вытягивания DDraw, нагрузка держателя заготовки увеличивается до FBH-Stretch, см. фигуру 18С, при этом заготовка 10 растягивается со всех сторон над штампом 52 на расстояние DStretch. Заготовка 10 имеет минимальное вытягивание из просвета между держателем 52 заготовки и плитой 53, во время процесса растягивания, см. фигуру 18С. На этом этапе, формируется профиль обтекателя турбины от переднего края 3 до заднего края 1.
Заготовка 10 затем срезается вдоль двух осевых линий, либо в инструментальной системе, либо посредством удаления такой части из инструментальной системы, и использования процесса либо ручной резки, либо резки на станке ЧПУ. Затем заготовка помещается во вторую инструментальную систему, см. фигуру 18D, и применяется нагрузка FBHRRDraw. Держатель 52 заготовки и плита 53 остаются в положении DFixed, при этом нагрузка FGip-RRDraw действует на схватывающие секторы 67, 68 в виде кольца, см. фигуру 13D, при этом эти схватывающие секторы 67, 68 в виде кольца принудительно заводятся в штамп 65 на расстояние DRR-Draw под действием нагрузки силы FGripRR-Draw, см. фигуру 18Е.
По достижении расстояния DRR-Draw, прилагается растягивающая нагрузка FstretchRRdraw к схватывающим секторам 67, 68 в виде кольца, которая затем уменьшает или устраняет вытягивание заготовки 10 между схватывающими секторами 67, 68 в виде кольца. Заготовка 10 затем формируется под натяжением на остаток хода DRR-Stretch, при сохранении сил FBH RRstretch и FGripRR-Stretch, как это показано на фигуре 18F. После этого заготовка 10 удаляется посредством устранения всех удерживающих сил, извлечения схватывающих секторов 67, 68 в виде кольца, и подъема, полностью, зажимающего сектора в виде кольца и схватывающего сектора в виде кольца. Заготовка 10 затем подвергается обрезке с использованием процесса либо ручной резки, либо резки на станке ЧПУ.
В отношении подробного описания различных вариантов осуществления настоящего изобретения, необходимо понимать, что один или несколько технических признаков одного варианта осуществления могут использоваться в сочетании с одним или несколькими техническими признаками любого другого варианта осуществления, при этом при таком перенесенном использовании таких одного или нескольких технических признаков, для среднего специалиста в данной области техники будет очевидна подобная функция, подобным образом, в другом варианте осуществления.
В предшествующем описании изобретения, если иное не указано напрямую, описание альтернативных значений для верхнего или нижнего предела разрешенного диапазона параметра, вкупе с указанием на то, что одно из указанных значений более предпочтительно, чем другое, необходимо предполагать наличие утверждения о том, что каждое промежуточное значение упомянутого параметра, лежащее между такой более предпочтительной и такой менее предпочтительной из упомянутых альтернатив, является само по себе предпочтительным в сравнении с указанным менее предпочтительным значением, и также каждое значение, лежащее между указанным менее предпочтительным значением и указанным промежуточным значением.
Раскрытые признаки в предшествующем описании, или сопроводительных чертежах, выражены в их специфической форме, или в рамках средств для осуществления раскрытой функции, или способа или процесса получения описанного результата, как это уместно, могут по отдельности, или в любом сочетании таких признаков, использоваться для осуществления данного изобретения в различных его формах, в том виде, как это определено в прилагаемой формуле изобретения.
Реферат
Заявленная группа изобретений относится к области обработки металлов давлением и может быть использована для формирования сектора кольцевого компонента. По меньшей мере зажимают часть заготовки вдоль защемленной границы средством удержания с оставлением открытого участка заготовки в пределах защемленной границы. Перемещают штамп и/или средство удержания радиально с обеспечением вхождения штампа в контакт с открытым участком заготовки и осуществляют вытягиваниезаготовки на наружную поверхность штампа с формированием сектора от переднего края к заднему краю. Далее осуществляют вытягивание заготовки посредством совместно работающего средства формирования для зацепления заготовкии штампа с формированием сектора кольцевого компонента от переднего края к краю входного отверстия, затем совмещаютвырез плиты и вырез держателя заготовки средства удержания и с определением зазора для облегчения расположения штампа. Повышается качество вытягиваемого сектора. 2 н. и 20 з.п. ф-лы, 18 ил.
Комментарии