Инструмент для штамповки и способ изготовления штампованного изделия - RU2608866C2
Код документа: RU2608866C2
Чертежи




Описание
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к инструменту для штамповки для металлической пластины и способу изготовления штампованного изделия, которое штампуют с использованием инструмента для штамповки. В особенности настоящее изобретение относится к инструменту для штамповки и способу изготовления штампованного изделия для закрепления улучшенных свойств затвердевания формы путем уменьшения упругой отдачи, которая возникает после выполнения штамповки.
Уровень техники
[0002]
Возможно формовать элементы, имеющие различные формы, путем выполнения штамповки с использованием металлической пластины, такой как стальной лист или пластина из алюминиевого сплава. Соответственно, многие штампованные изделия используются в элементах для автомобиля и т.п.
[0003]
В штампованном изделии существует проблема, относящаяся к дефекту размерной точности (дефекту затвердевания формы), из-за углового изменения или изгибания штампованного изделия, которое называется упругая отдача, возникающая после штамповки металлической пластины.
[0004]
Упругая отдача возникает, так как штампованное изделие деформируется путем упругого восстановления после штамповки из-за остаточного напряжения, поданного в металлическую пластину во время штамповки. Когда остаточное напряжение, поданное в металлическую пластину, неравномерно распределяется в направлении толщины пластины или направлении плоскости металлической пластины, легко возникает упругая отдача.
[0005]
Для того, чтобы уменьшать упругую отдачу и улучшать размерную точность штампованного изделия, на конечном этапе штамповки эффективно увеличивать силу подавления образования складок в отношении материала заготовки во время штамповки.
[0006]
Однако для того, чтобы увеличивать силу подавления образования складок во время штамповки, в общем требуется устройство для штамповки, которое включает устройство регулируемой подкладки матрицы, использующее сервоклапан или т.п.
[0007]
В отношении этой проблемы патентный документ 1 раскрывает инструмент для штамповки, в котором упругое тело, такое как пружина, расположено в инструменте для штамповки. В этом инструменте для штамповки возможно увеличивать силу подавления образования складок на конечном этапе штамповки без устройства регулируемой подкладки матрицы.
[0008]
Патентный документ 2 раскрывает инструмент для штамповки, в котором в инструменте для штамповки расположена дисковая пружина. В этом инструменте для штамповки, так как используется дисковая пружина, которая может создавать высокую нагрузку даже посредством небольшого хода, возможно заставлять силу подавления образования складок, которая увеличивается на конечном этапе штамповки, быть больше даже без устройства регулируемой подкладки матрицы.
[0009]
Патентный документ 3 раскрывает инструмент для штамповки, в котором форма для подавления образования складок разделена на угловой участок и прямой боковой участок. В этом инструменте для штамповки возможно увеличивать силу подавления образования складок в каждом положении, в котором выполняется штамповка.
Документы известного уровня техники
Патентные документы
[0010]
[Патентный документ 1] Нерассмотренная заявка на патент Японии, первая публикация №2002-321013
[Патентный документ 2] Нерассмотренная заявка на патент Японии, первая публикация №2004-344925
[Патентный документ 3] Нерассмотренная заявка на патент Японии, первая публикация №2003-94119
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Проблемы, решаемые изобретением
[0011]
В инструменте для штамповки, раскрытом в патентном документе 1, даже когда участок, к которому добавляется увеличенная сила подавления образования складок, представляет собой часть всего участка подавления образования складок, необходимо увеличивать силу подавления образования складок во всем участке подавления образования складок. Другими словами, для того, чтобы подавлять упругую отдачу штампованного изделия, необходимо увеличивать размер пружины, расположенной в инструменте для штамповки, или увеличивать количество пружин. Однако место, способное вмещать пружину в инструменте для штамповки, ограничено. Соответственно, когда металлическая пластина, имеющая большую упругую отдачу, такая как сталь с высокой прочностью на растяжение или алюминиевый сплав с высокой прочностью на растяжение, штампуется в качестве материала заготовки, затруднительно достаточно увеличивать силу подавления образования складок.
[0012]
В инструменте для штамповки, раскрытом в патентном документе 2, в качестве пружины для увеличения силы подавления образования складок используется дисковая пружина, способная получать силу противодействия высокой нагрузки посредством небольшого хода. Соответственно, на конечном этапе штамповки, на котором требуется увеличение силы подавления образования складок, возможно эффективно увеличивать силу подавления образования складок посредством малого хода. Однако также в этом инструменте для штамповки, даже когда участок, к которому добавляется увеличенная сила подавления образования складок, представляет собой часть всего участка подавления образования складок, также необходимо увеличивать силу подавления образования складок всего участка подавления образования складок. В связи с этим в последнее время, когда металлическая пластина, которая дополнительно высоко упрочнена, штампуется в качестве материала заготовки, даже если используется дисковая пружина, увеличение силы подавления образования складок является недостаточным.
[0013]
В инструменте для штамповки, раскрытом в патентном документе 3, для того чтобы подавлять возникновение складок (упругой отдачи) в угловом участке штампованного изделия, который становится областью деформации сжатия фланца, сила подавления образования складок увеличивается на раннем этапе штамповки. В дополнение, для того чтобы исключать возникновение разрыва в угловом участке, сила подавления образования складок во время штамповки уменьшается. Более того, для того чтобы устранять дефект затвердевания формы в угловом участке, сила подавления образования складок снова немедленно увеличивается непосредственно перед нижней мертвой точкой (конечной точкой штамповки) штамповки.
Однако в этом инструменте для штамповки для того, чтобы изменять силу подавления образования складок в части всего участка подавления образования складок, устанавливается форма для подавления образования складок в виде разъемного типа. Так как форма для подавления образования складок представляет собой разъемный тип, большая жесткость пружины не требуется, и в требуемой области увеличивается только сила подавления образования складок.
Однако в общем по сравнению с формой целого типа, разъемная форма имеет много проблем в отношении изготовления, эксплуатации, обслуживания, ремонта, замены, срока службы или т.п., относящегося к форме. Соответственно, так как принимается разъемная форма, управление процессом изготовления штампованного изделия становится сложным, и стоимость изготовления штампованного изделия может увеличиваться. В связи с этим в процессе массового производства элементов штамповки для автомобиля или т.п. более предпочтительно изменять силу подавления образования складок в части всего участка подавления образования складок, используя форму для подавления образования складок не разъемного типа, а используя форму для подавления образования складок целого типа.
В дополнение, целая форма для подавления образования складок относится к форме для подавления образования складок, образованной минимальным количеством компонентов, которые затруднительно в дальнейшем разделять, с точки зрения изготовления пресс-формы и формы штампованного изделия.
[0014]
Более того, инструмент для штамповки, раскрытый в патентном документе 3, представляет собой инструмент для штамповки для вытяжки металлической пластины и не пригоден для штамповки высокопрочной металлической пластины. В особенности в инструменте для штамповки, раскрытом в патентном документе 3, стальной лист главным образом вытягивается в глубокую цилиндрическую форму.
Соответственно, форма штампованного изделия, получаемая посредством этого инструмента для штамповки, отличается от формы штампованного изделия, в которой главным образом штампуется высокопрочная металлическая пластина. В пресс-форме, в которой в качестве материала заготовки используется высокопрочная металлическая пластина, часто выполняется обработка вытяжкой и гибочная обработка для получения штампованного изделия, в котором оба конца в продольном направлении являются открытыми (шляпообразное поперечное сечение).
Когда такая высокопрочная металлическая пластина подвергается выполнению обработки вытяжкой и гибочной обработки, существуют проблемы, которые отличаются от проблем, возникающих, когда металлическая пластина вытягивается в глубокую цилиндрическую форму.
[0015]
При обработке вытяжкой при придании металлической пластине глубокой цилиндрической формы вытягиваемый угловой участок штампованного изделия становится областью деформации сжатия фланца. С другой стороны, при обработке вытяжкой и гибочной обработки при придании высокопрочной металлической пластине формы (например, части элемента), имеющей оба конца, открытых в продольном направлении, участок (например, фланцевый участок, соответствующий внутренней стороне изогнутого участка) углового участка штампованного изделия становится областью деформации растяжения фланца.
Здесь деформация сжатия фланца относится к деформации, при которой растяжение и сжатие одновременно возникают в двух осях плоскости, а деформация растяжения фланца относится к деформации, при которой растяжение возникает в обеих двух осях плоскости. Другими словами, в штампованном изделии, вытягиваемом посредством инструмента для штамповки, раскрытого в патентном документе 3, угловой участок, который становится областью деформации растяжения фланца, такой как часть элемента, не существует. Более того, в вытянутом штампованном изделии толщина пластины фланцевого участка, в котором возникает деформация сжатия фланца, не изменяется или увеличивается.
С другой стороны, в штампованном изделии после обработки вытяжкой и гибочной обработки толщина пластины фланцевого участка, в котором возникает деформация растяжения фланца, значительно уменьшается. В области, в которой толщина пластины значительно уменьшается во время штамповки, сила подавления образования складок трудно передается материалу заготовки, и в результате легко возникают дефекты размерной точности, такие как коробление стенки штампованного изделия или волнистость вертикальной стенки.
Здесь обработка вытяжкой относится к штамповке (обработке) для получения штампованного изделия в форме сосуда (цилиндрического), которое не имеет области, создающей деформацию растяжения фланца, и которое не имеет участков отверстия на обоих концах в направлении, перпендикулярном направлению продвижения (направлению прессования) пуансона. Более того, обработка вытяжкой и гибочная обработка относятся к штамповке (обработке) для получения штампованного изделия в форме элемента, которое имеет область, создающую деформацию растяжения фланца, и имеет отверстия на обоих концах в продольном направлении (направлении растяжения фланцевого участка, к которому прикладывается сила подавления образования складок).
В процессе изготовления, в котором высокопрочная металлическая пластина штампуется в часть элемента или т.п., весьма требуется разработка инструмента для штамповки, способного подавлять упругую отдачу на участке, который становится областью деформации растяжения фланца в дополнение к области деформации сжатия фланца.
[0016]
Учитывая выше описанные окружности, задачей настоящего изобретения является обеспечение инструмента для штамповки, в котором форма для подавления образования складок относится не к разъемному типу, а к целому типу, и упругая отдача может подавляться в участке, который становится областью деформации растяжения фланца, даже когда в качестве материала заготовки штампуется высокопрочная металлическая пластина, и способа изготовления штампованного изделия, которое штампуют с использованием инструмента для штамповки.
Другими словами, настоящее изобретение обеспечивает инструмент для штамповки и способ изготовления штампованного изделия, в которых используется обычное устройство для штамповки без устройства для штамповки, имеющего устройство регулируемой подкладки матрицы, и штампованное изделие, имеющее высокую размерную точность, может быть получено путем достаточного увеличения силы подавления образования складок в отношении материала заготовки на конечном этапе штамповки, когда металлическая пластина, такая как сталь с высокой прочностью на растяжение или высокопрочный алюминиевый сплав, в которых легко возникает упругая отдача, штампуется в качестве материала заготовки.
В особенности, другой задачей настоящего изобретения является обеспечение инструмента для штамповки и способа изготовления штампованного изделия, в которых штампованное изделие, имеющее область деформации растяжения фланца в дополнение к области деформации сжатия фланца, может штамповаться с высокой размерной точностью посредством инструмента для штамповки, посредством которого металлическая пластина подвергается выполнению обработки вытяжкой и гибочной обработки.
Средства решения проблемы
[0017]
Изобретатели настоятельно изучили конструкцию формы, в которой сила подавления образования складок эффективно увеличивается на участке, к которому добавляется увеличенная сила подавления образования складок, в штампованном изделии, имеющем область деформации растяжения фланца, таком как часть элемента. В результате изобретатели обнаружили обеспечение участка приема давления на участке формы для подавления образования складок инструмента для штамповки и обеспечение участка увеличения силы подавления образования складок на участке пуансона инструмента для штамповки.
Согласно этой конфигурации на конечном этапе штамповки участок приема давления и участок увеличения силы подавления образования складок приходят в контакт друг с другом, форма для подавления образования складок упруго деформируется и изгибается и, таким образом, сила подавления образования складок может локально добавляться к участку материала заготовки, к которому добавляется увеличенная сила подавления образования складок. Упругая отдача штампованного изделия, имеющего область деформации растяжения фланца, такого как часть элемента, может быть значительно уменьшена.
Здесь часть, имеющая область деформации растяжения фланца, такая как часть элемента, относится к штампованному изделию, имеющему форму шляпообразного поперечного сечения, в которой оба конца в продольном направлении являются открытыми.
[0018]
Сущность настоящего изобретения выглядит следующим образом.
[0019]
(1) Согласно аспекту настоящего изобретения предложен инструмент для штамповки, содержащий: пуансон, который включает участок пуансона и участок пластины, которые выполнены с возможностью передачи формы материалу заготовки; матрицу, которая соединена с пуансоном и противоположна участку пуансона; форму для подавления образования складок, которая включает первую поверхность, которая противоположна участку пластины и приходит в контакт с участком пластины в конечной точке штамповки, вторую поверхность, которая противоположна матрице и удерживает материал заготовки вместе с матрицей, и третью поверхность, которая является непрерывной между первой поверхностью и второй поверхностью и противоположна участку пуансона, и расположена между третьей поверхностью и участком пуансона посредством зазора; участок приема давления, который включает участок канавки и который расположен на первой поверхности формы для подавления образования складок; и участок увеличения силы подавления образования складок, который расположен на участке пластины так, чтобы быть противоположным первой поверхности, выступает к участку приема давления и создает силу противодействия в направлении, противоположном направлению прессования, при прессовании в направлении прессования на конечном этапе штамповки.
[0020]
(2) В инструменте для штамповки согласно (1), когда область, в которой толщина пластины является максимальной во фланцевом участке штампованного изделия, определена в качестве участка максимальной толщины пластины, а область, в которой толщина пластины составляет больше 0% и меньше или равна 97% в отношении участка максимальной толщины пластины, определена в качестве участка уменьшения толщины пластины, основываясь на случае, когда участок приема давления и участок увеличения силы подавления образования складок удалены из инструмента для штамповки, участок приема давления может перекрываться участком области, соответствующей участку уменьшения толщины пластины в материале заготовки, если смотреть по направлению прессования.
[0021]
(3) В инструменте для штамповки согласно (1) или (2) участок приема давления состоит из участка канавки, причем если толщина формы для подавления образования складок в положении участка канавки определена как L в мм, а минимальное значение толщины формы для подавления образования складок в положении, которое исключает участок канавки и приходит в контакт с материалом заготовки, определено как H в мм, форма для подавления образования складок может удовлетворять следующему выражению 1 или 2, и если выступающая высота участка увеличения силы подавления образования складок определена как G в мм, а длина хода пресса от начальной точки штамповки до конечной точки штамповки определена как PS в мм, и выступающая высота G участка увеличения силы подавления образования складок может удовлетворять следующему выражению 3:
20≤L≤0,8×H, если 40≤H≤50 (выражение 1)
20≤L≤40, если 50≤H≤80 (выражение 2)
0,02×PS+H-L≤G≤0,3×PS+H–L (выражение 3).
[0022]
(4) В инструменте для штамповки согласно (1) или (2) участок границы, который разделяет участок приема давления, может представлять собой участок канавки.
[0023]
(5) В инструменте для штамповки согласно любому из (1)-(4) участок увеличения силы подавления образования складок может включать упругое тело, которое прикладывает силу противодействия.
[0024]
(6) В инструменте для штамповки согласно любому из (1)-(5) упругое тело может представлять собой по меньшей мере одно из дисковой пружины, спиральной пружины и резины.
[0025]
(7) Согласно другому аспекту настоящего изобретения предложен способ изготовления штампованного изделия, которое штампуют с использованием инструмента для штамповки согласно любому из (1)-(6), включающий этап, на котором увеличивают силу подавления образования складок в отношении участка материала заготовки на конечном этапе штамповки, который начинают из положения, в котором ход пресса составляет 2-30%, и который заканчивают в конечном положении формования, если начальное положение формования хода пресса определено как 100%, а конечное положение формования хода пресса определено как 0%, во время штамповки материала заготовки.
Преимущества изобретения
[0026]
Согласно вышеописанным аспектам настоящего изобретения участок приема давления обеспечен на участке формы для подавления образования складок, а участок увеличения силы подавления образования складок обеспечен на участке пуансона. Участок приема давления и участок увеличения силы подавления образования складок приходят в контакт друг с другом на конечном этапе штамповки и, таким образом, форма для подавления образования складок упруго деформируется. В результате сила подавления образования складок, создаваемая участком увеличения силы подавления образования складок, передается в достаточной мере участку материала заготовки, к которому добавляется увеличенная сила подавления образования складок на конечном этапе штамповки.
Другими словами, даже когда штампованное изделие включает область деформации растяжения фланца в дополнение к области деформации сжатия фланца, упругая отдача штампованного изделия может быть эффективно уменьшена.
[0027]
В штампованном изделии, которое штампуется с использованием инструмента для штамповки известного уровня техники, в котором участок приема давления и участок увеличения силы подавления образования складок удалены из инструмента для штамповки, когда участок, в котором толщина пластины фланцевого участка сокращается, определен в качестве участка уменьшения толщины пластины, согласно вышеописанным аспектам настоящего изобретения, участок (участок, к которому добавляется увеличенная сила подавления образования складок) области, соответствующий участку уменьшения толщины пластины материала заготовки, и участок приема давления перекрываются друг другом, если смотреть по направлению прессования.
Соответственно, сила подавления образования складок на участке, к которому добавляется увеличенная сила подавления образования складок, предпочтительно увеличивается на конечном этапе штамповки. В результате, даже когда штампованное изделие включает область деформации растяжения фланца в дополнение к области деформации сжатия фланца, упругая отдача штампованного изделия может быть дополнительно уменьшена.
[0028]
В дополнение, согласно вышеописанным аспектам настоящего изобретения, даже когда металлическая пластина, в которой легко возникает упругая отдача, такая как сталь с высокой прочностью на растяжение или высокопрочный алюминиевый сплав, используется в качестве материала заготовки, используется форма для подавления образования складок целого типа, которая представляет собой обычное устройство для штамповки, которое не включает устройство регулируемой подкладки матрицы и которое относится не к разъемному типу, и даже когда штампованное изделие включает область деформации растяжения фланца в дополнение к области деформации сжатия фланца, возможно получать штампованное изделие, имеющее высокую размерную точность.
Краткое описание чертежей
[0029]
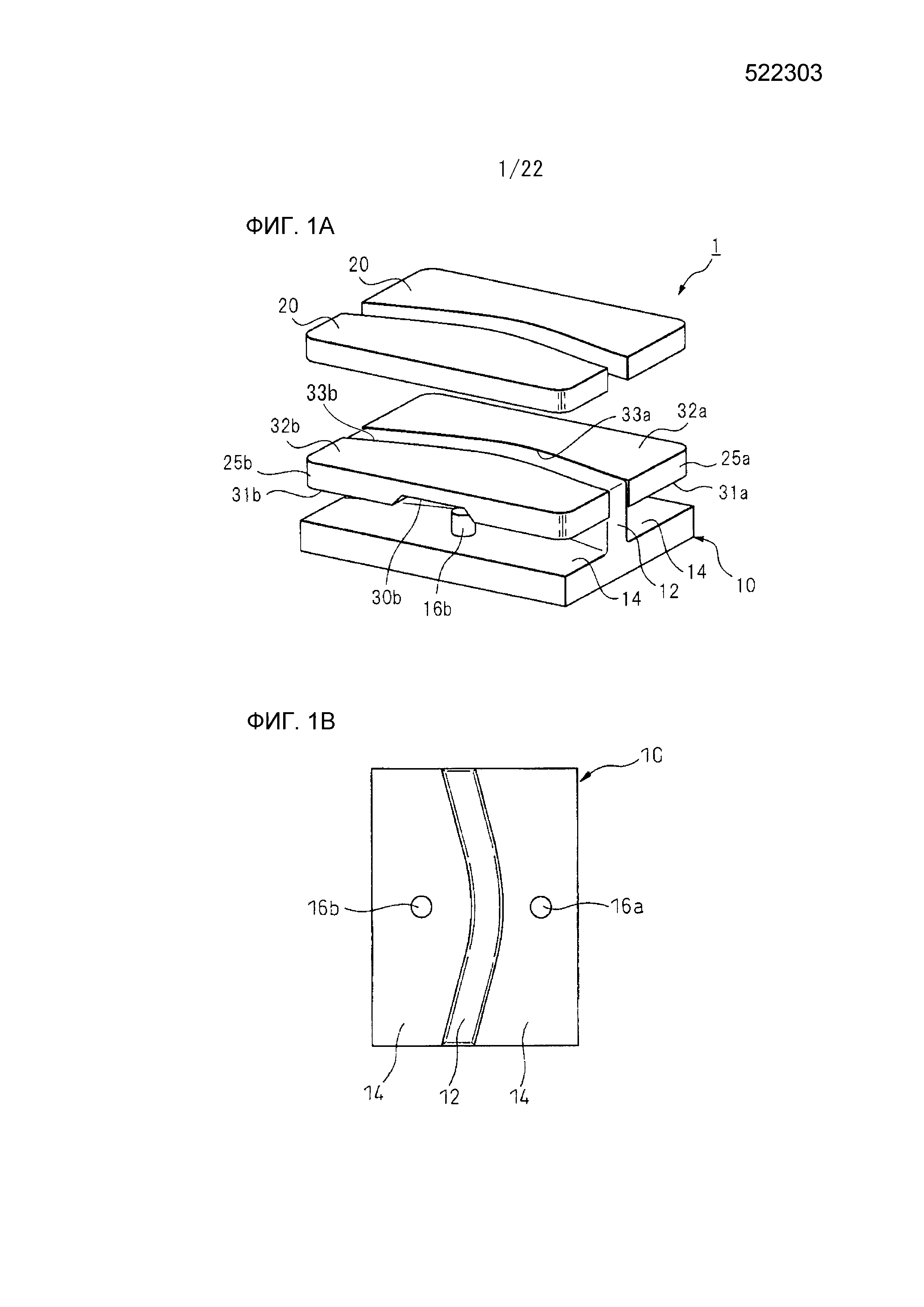
Фиг. 1А представляет собой вид, показывающий схематическую конфигурацию инструмента для штамповки согласно первому варианту осуществления настоящего изобретения, и представляет собой вид в перспективе, показывающий его полностью.
Фиг. 1B представляет собой вид сверху пуансона инструмента для штамповки согласно первому варианту осуществления.
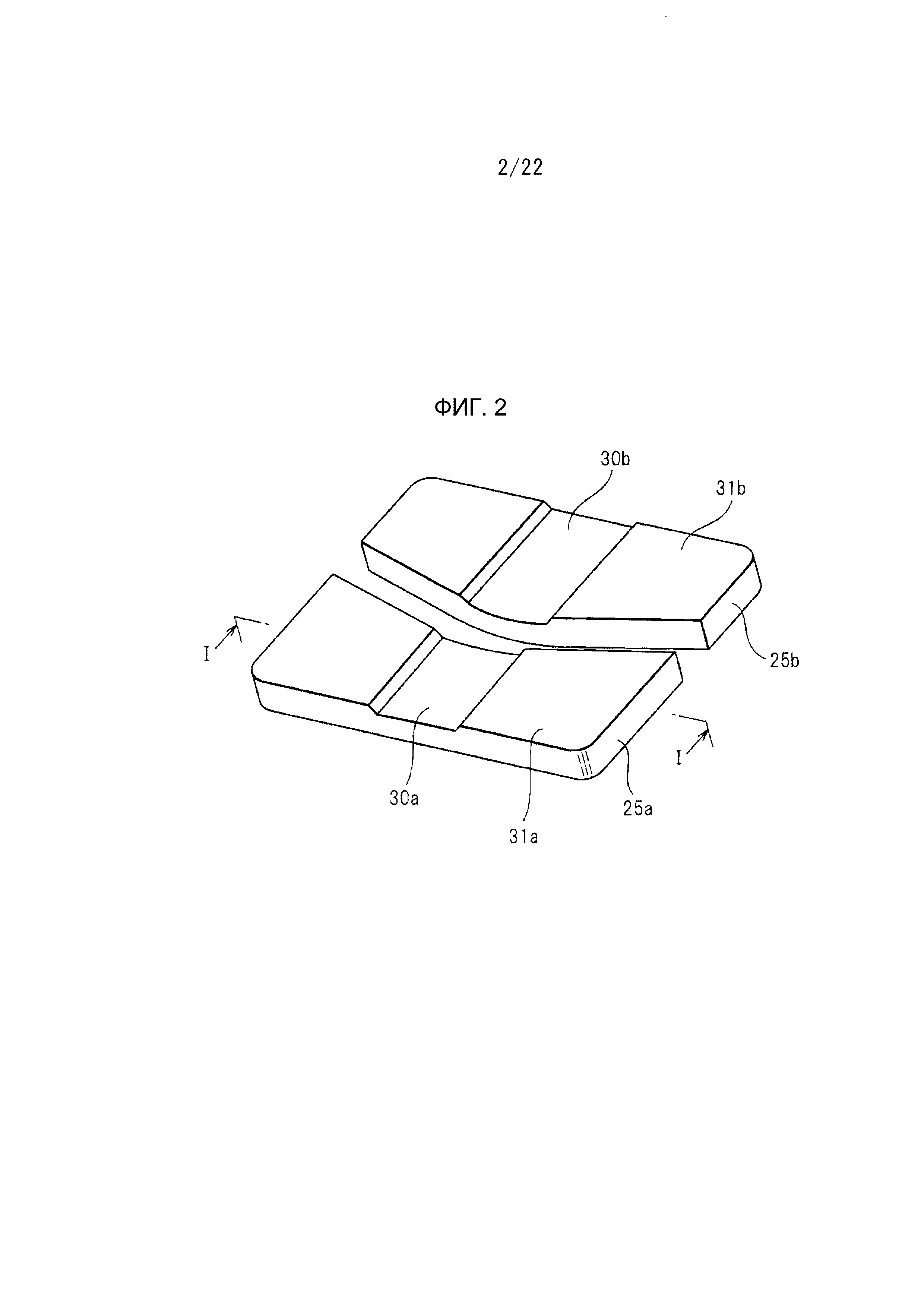
Фиг. 2 представляет собой вид, показывающий форму для подавления образования складок инструмента для штамповки согласно первому варианту осуществления, и представляет собой вид в перспективе, если смотреть со стороны первой поверхности.
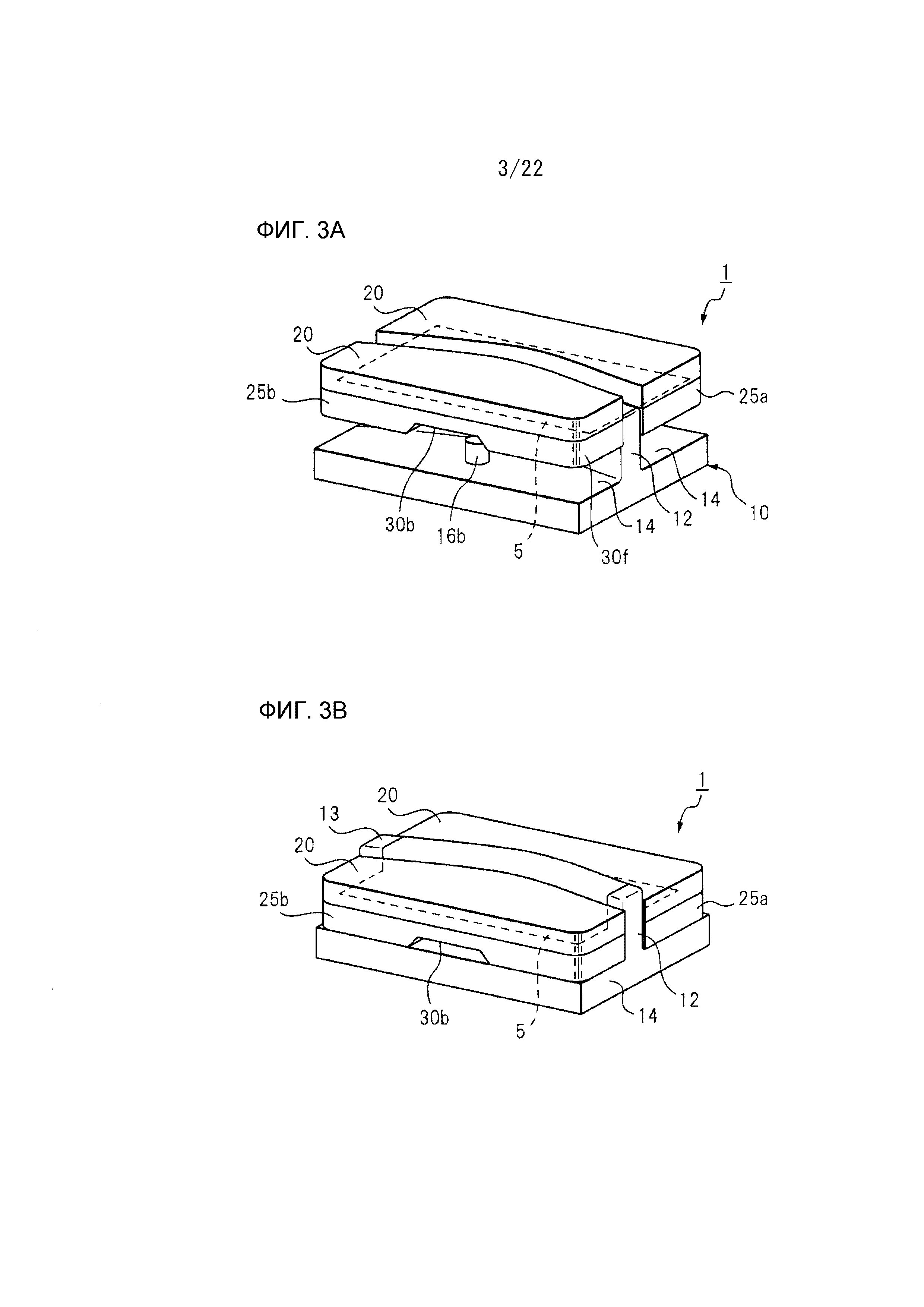
Фиг. 3А представляет собой поясняющий вид, схематически показывающий перемещения пуансона, матрицы и формы для подавления образования складок при штамповке материала заготовки, и представляет собой вид в перспективе при начале штамповки.
Фиг. 3B представляет собой поясняющий вид, схематически показывающий перемещения пуансона, матрицы и формы для подавления образования складок при штамповке материала заготовки, и представляет собой вид в перспективе во время штамповки.
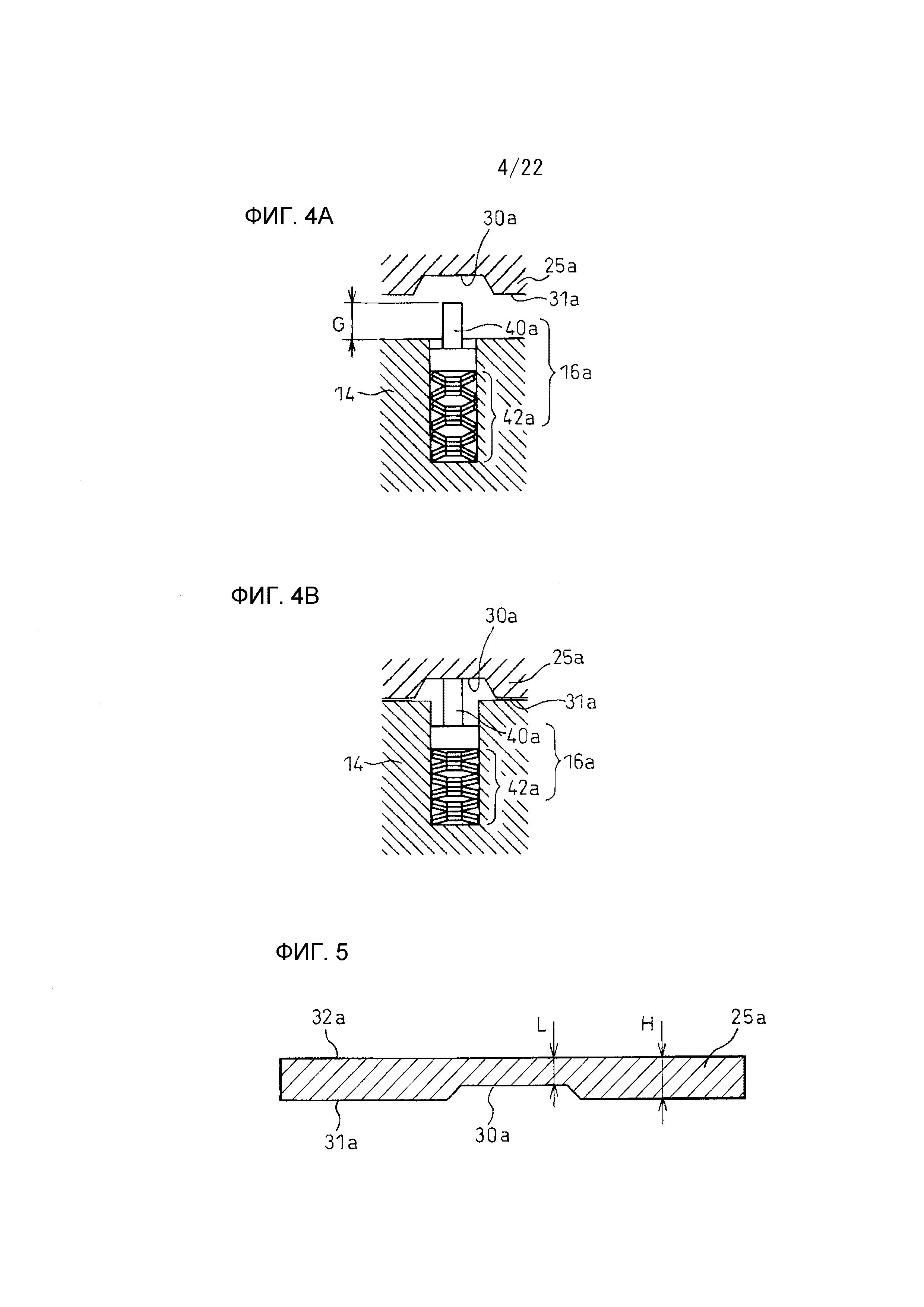
Фиг. 4А представляет собой вид, показывающий участок увеличения силы подавления образования складок инструмента для штамповки согласно первому варианту осуществления, и вертикальный вид в поперечном сечении, показывающий состояние, где сила подавления образования складок не увеличивается при сложении множества дисковых пружин.
Фиг. 4B представляет собой вид, показывающий участок увеличения силы подавления образования складок инструмента для штамповки согласно первому варианту осуществления, и вертикальный вид в поперечном сечении, показывающий состояние, где сила подавления образования складок увеличивается при сложении множества дисковых пружин.
Фиг. 5 представляет собой вертикальный вид в поперечном сечении, если смотреть в направлении стрелки I, показанном на Фиг. 2.
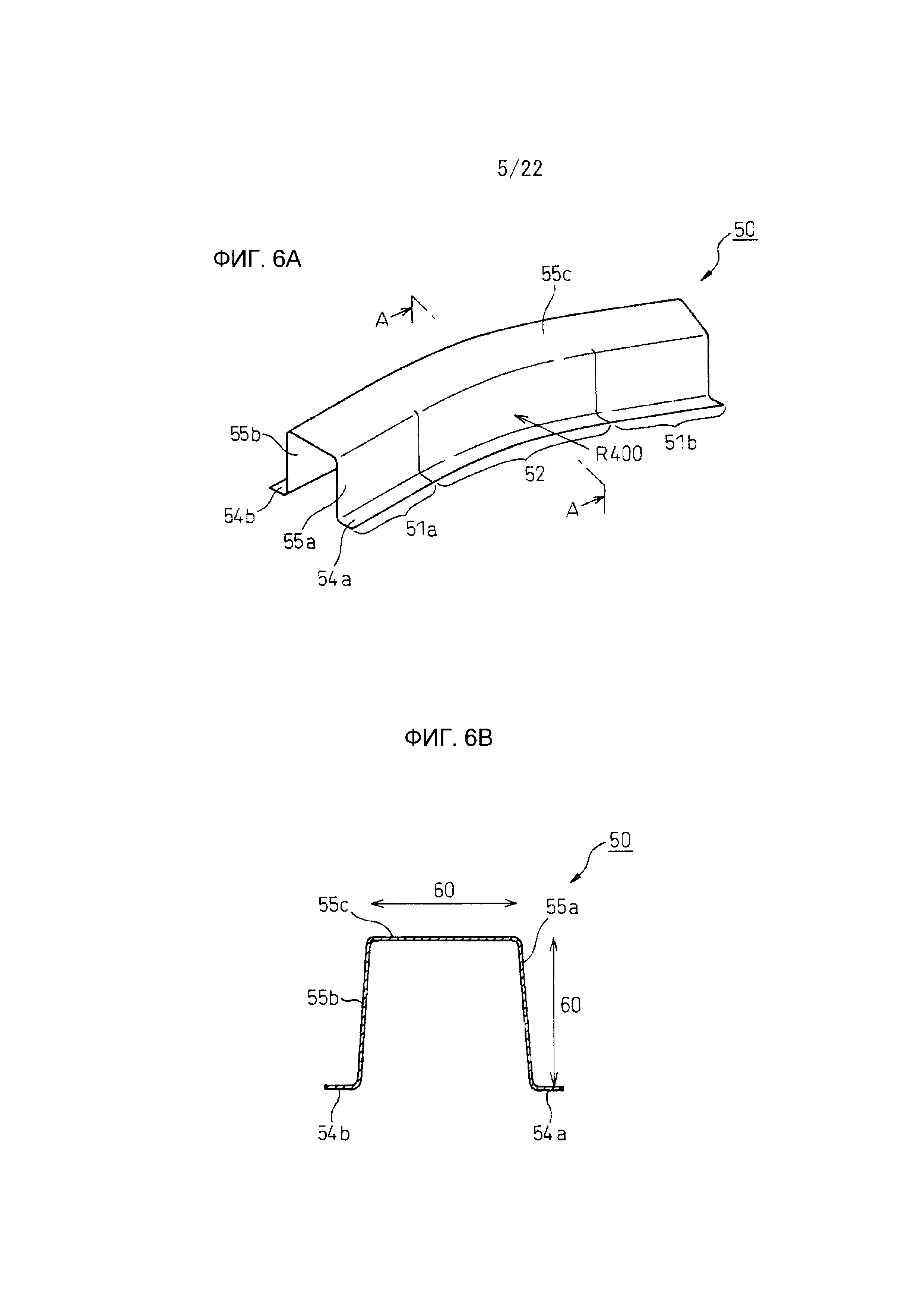
Фиг. 6А представляет собой вид в перспективе, показывающий штампованное изделие, которое сформовано посредством инструмента для штамповки согласно первому варианту осуществления.
Фиг. 6B представляет собой вертикальный вид в поперечном сечении, если смотреть в направлении стрелки А на Фиг. 6А.
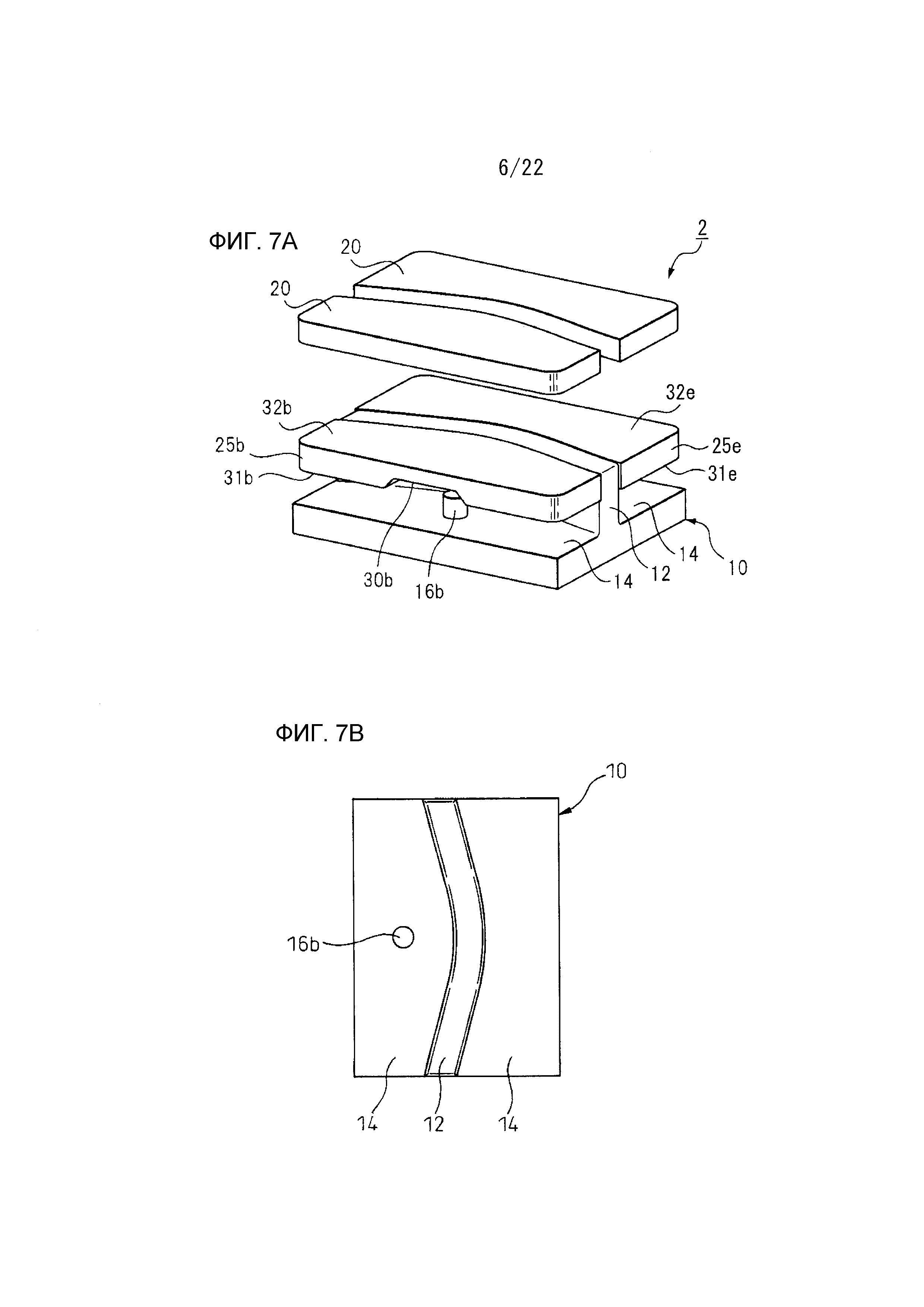
Фиг. 7А представляет собой вид, показывающий схематическую конфигурацию инструмента для штамповки согласно второму варианту осуществления настоящего изобретения, и представляет собой вид в перспективе, показывающий его полностью.
Фиг. 7B представляет собой вид сверху пуансона инструмента для штамповки согласно второму варианту осуществления.
Фиг. 8 представляет собой вид, показывающий форму для подавления образования складок инструмента для штамповки согласно второму варианту осуществления, и представляет собой вид в перспективе, если смотреть со стороны первой поверхности.
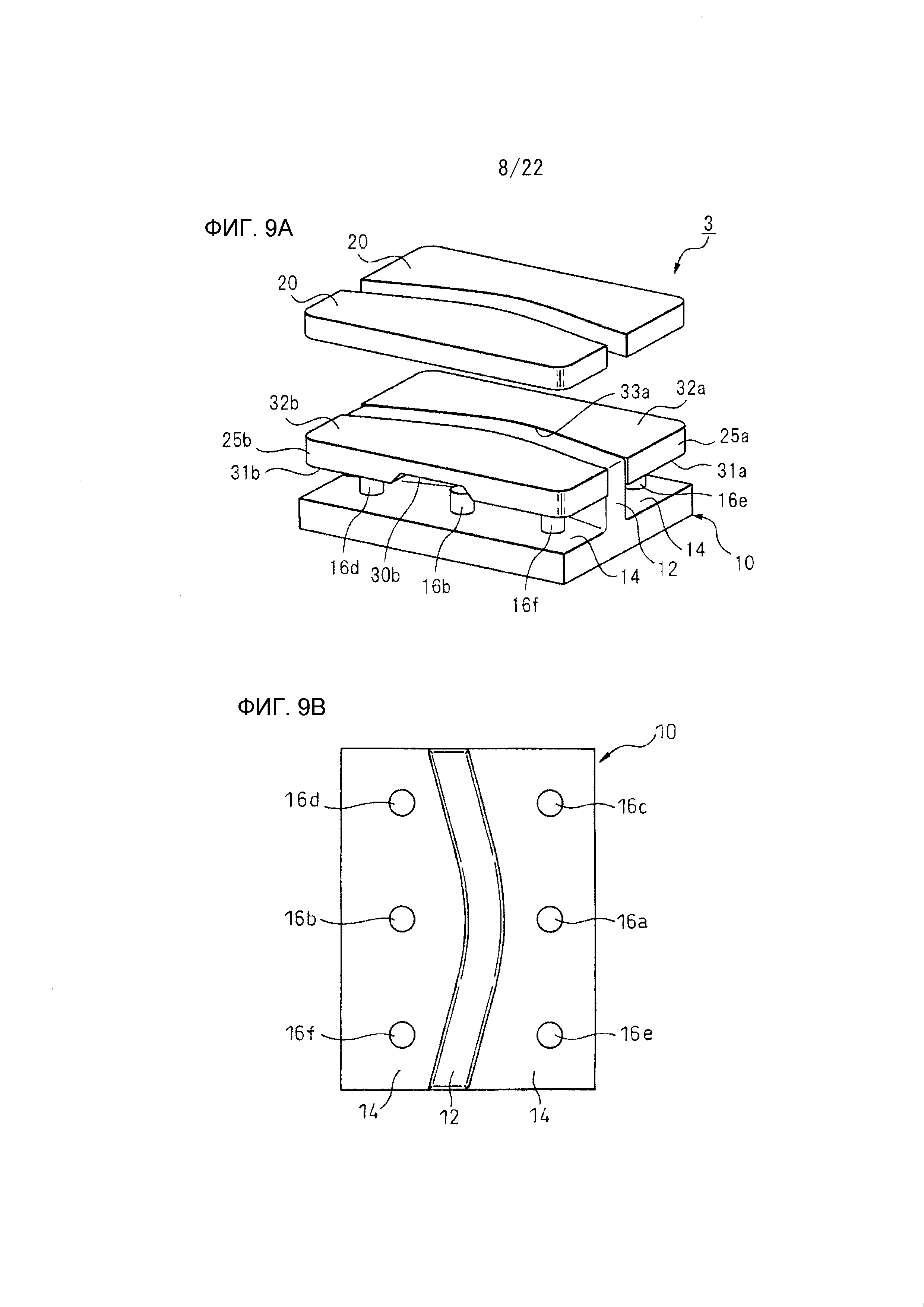
Фиг. 9А представляет собой вид, показывающий схематическую конфигурацию инструмента для штамповки согласно третьему варианту осуществления настоящего изобретения, и представляет собой вид в перспективе, показывающий его полностью.
Фиг. 9B представляет собой вид сверху пуансона инструмента для штамповки согласно третьему варианту осуществления.
Фиг. 10А представляет собой вид, показывающий схематическую конфигурацию инструмента для штамповки согласно четвертому варианту осуществления настоящего изобретения, и представляет собой вид в перспективе, показывающий его полностью.
Фиг. 10В представляет собой вид сверху пуансона инструмента для штамповки согласно четвертому варианту осуществления.
Фиг. 11 представляет собой вид, показывающий форму для подавления образования складок инструмента для штамповки согласно четвертому варианту осуществления, и представляет собой вид в перспективе, если смотреть со стороны первой поверхности.
Фиг. 12 представляет собой вертикальный вид в поперечном сечении, если смотреть в направлении стрелки С, показанном на Фиг. 11.
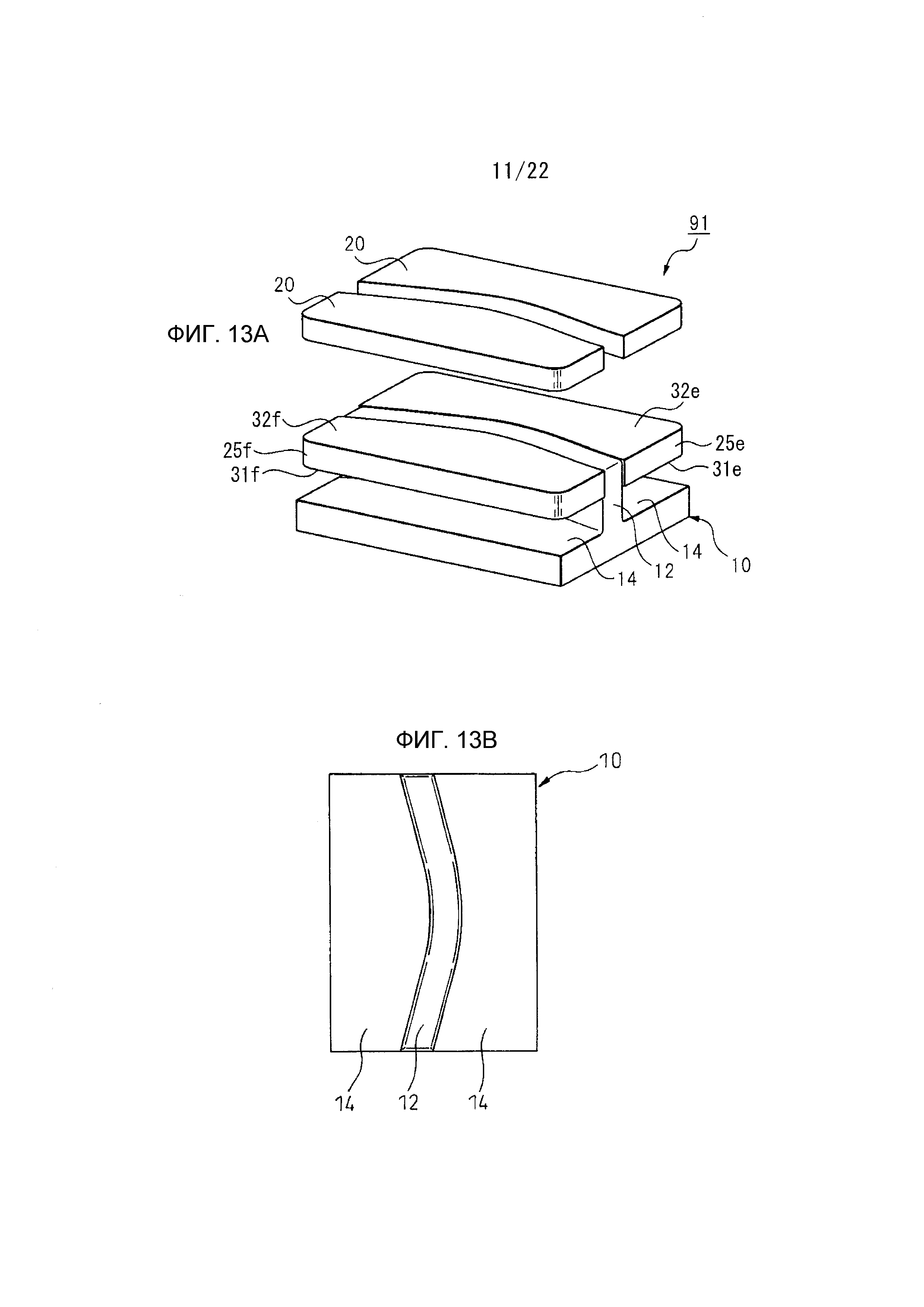
Фиг. 13А представляет собой вид, показывающий схематическую конфигурацию инструмента для штамповки известного уровня техники, который не включает участок приема давления и участок увеличения силы подавления образования складок, и представляет собой вид в перспективе, показывающий его полностью.
Фиг. 13В представляет собой вид сверху, показывающий пуансон инструмента для штамповки известного уровня техники, который не включает участок приема давления и участок увеличения силы подавления образования складок.
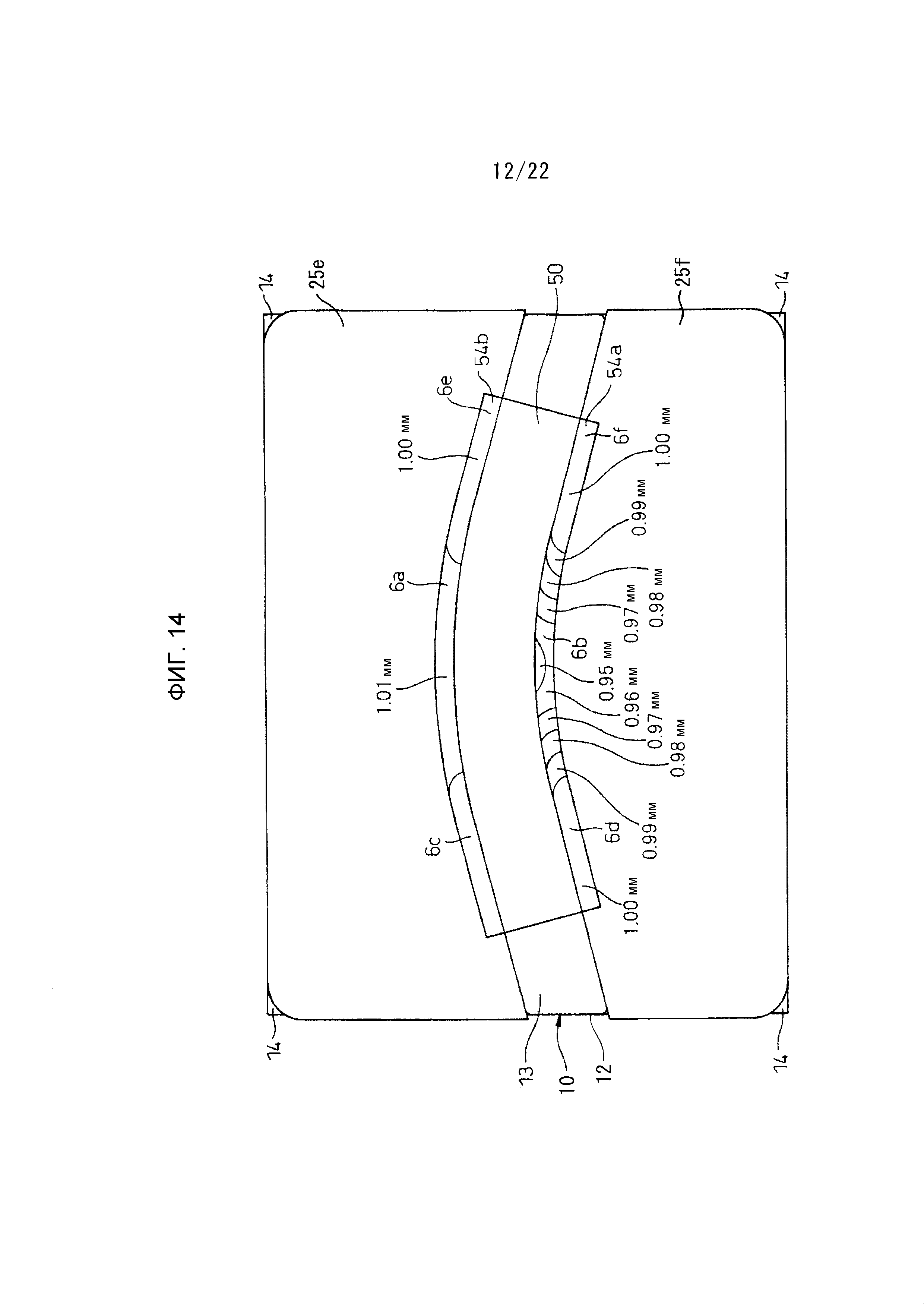
Фиг. 14 представляет собой поясняющий вид, показывающий распределение толщины пластины фланцевого участка в штампованном изделии, которое сформовано посредством инструмента для штамповки известного уровня техники, показанного на Фиг. 13А.
Фиг. 15 представляет собой поясняющий вид, иллюстрирующий на примере положения, в которых расположены участок приема давления и участок увеличения силы подавления образования складок на виде, показывающем распределение толщины пластины фланцевого участка в штампованном изделии, которое сформовано посредством инструмента для штамповки известного уровня техники, показанного на Фиг. 13А.
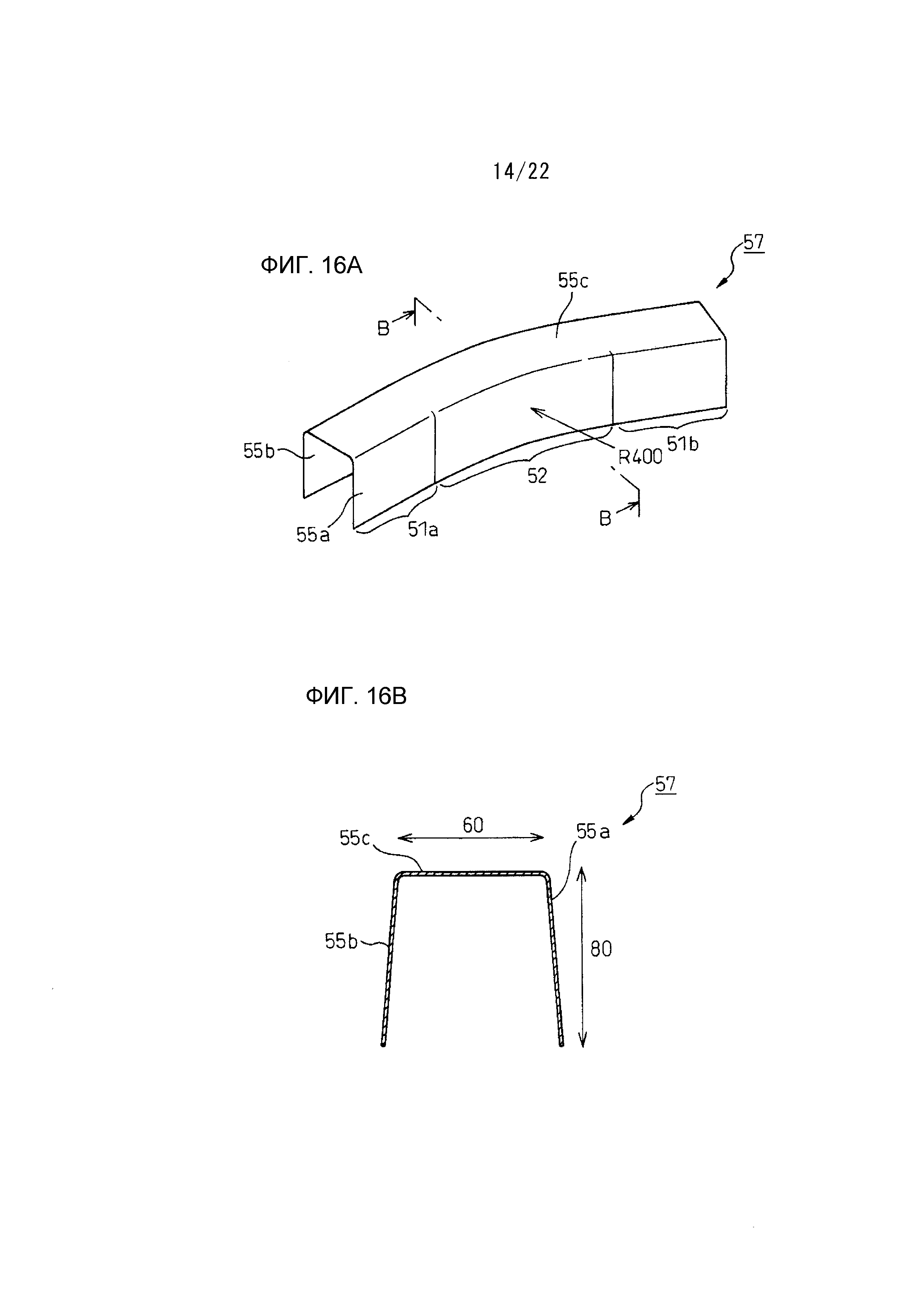
Фиг. 16А представляет собой вид в перспективе, показывающий штампованное изделие после окончательной обработки (обработки правкой).
Фиг. 16В представляет собой вертикальный вид в поперечном сечении, если смотреть в направлении стрелки В на Фиг. 16А.
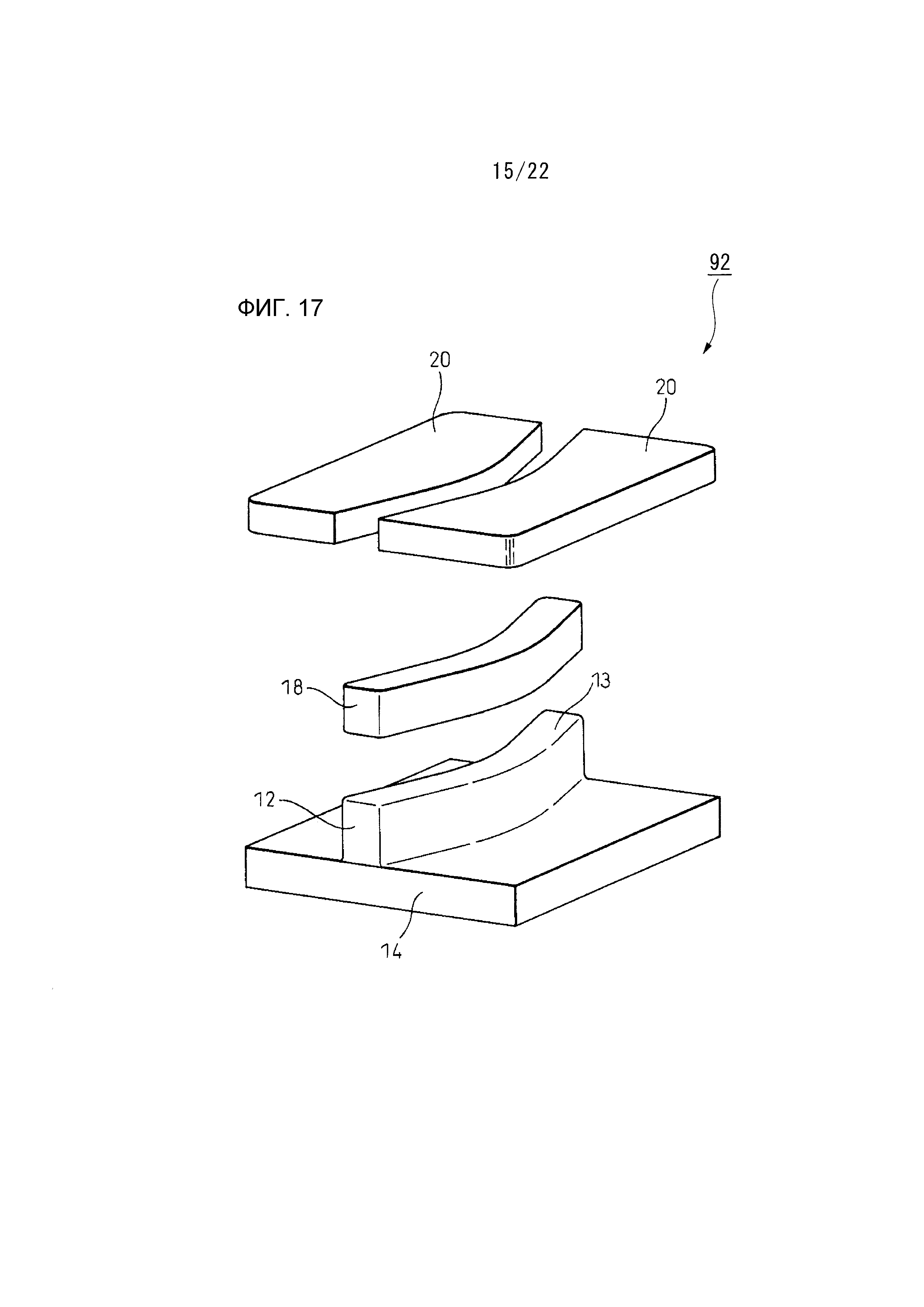
Фиг. 17 представляет собой вид, показывающий схематическую конфигурацию формы для обработки правкой, выполняющей окончательную обработку (обработку правкой), и представляет собой вид в перспективе, показывающий ее полностью.
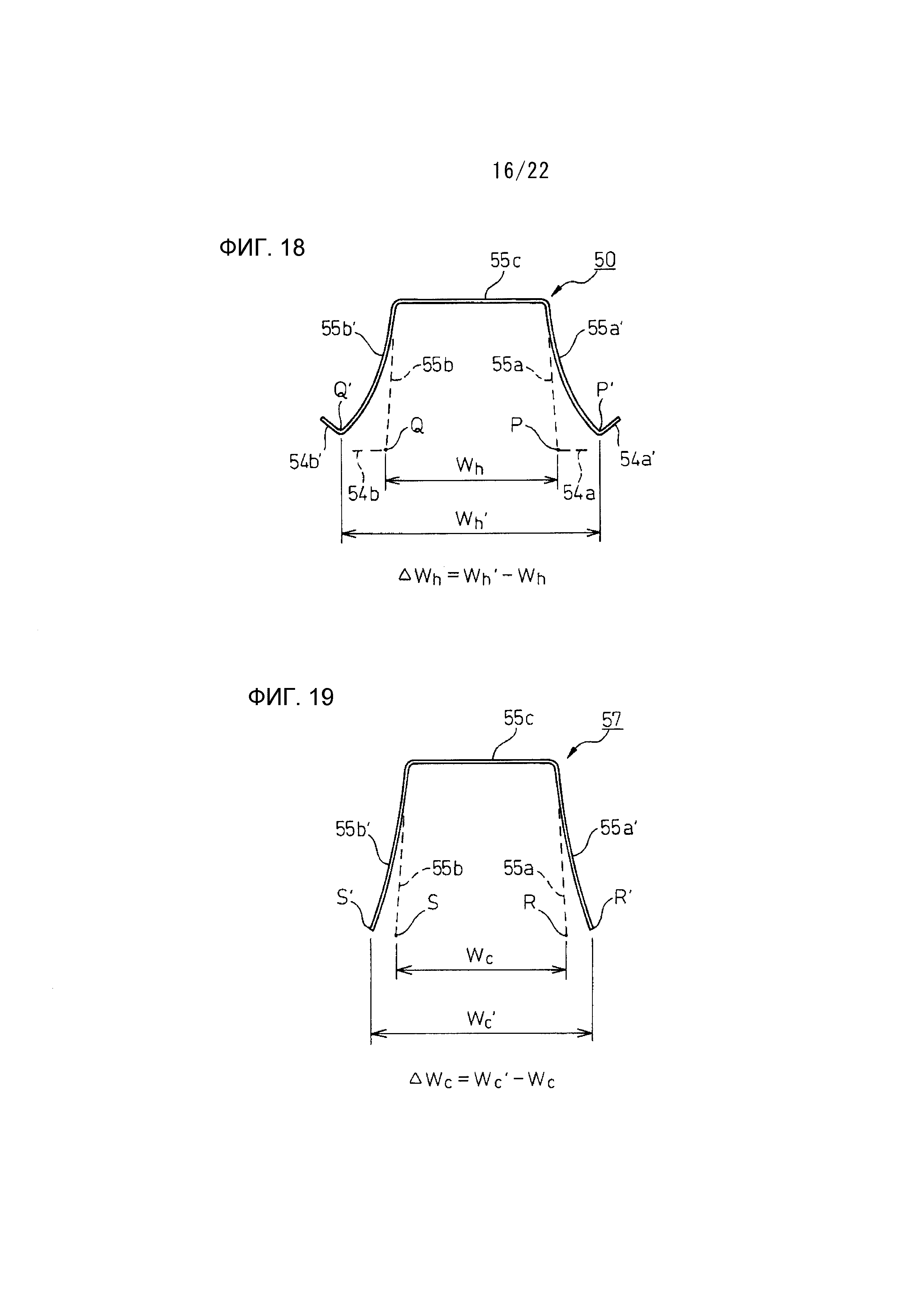
Фиг. 18 представляет собой вертикальный вид в поперечном сечении, перпендикулярный продольному направлению штампованного изделия, которое подверглось выполнению обработки вытяжкой и гибочной обработки, и поясняющий вид, показывающий состояние возникновения коробления стенки (упругой отдачи).
Фиг. 19 представляет собой вертикальный вид в поперечном сечении, перпендикулярный продольному направлению штампованного изделия после окончательной обработки (обработки правкой), и поясняющий вид, показывающий состояние возникновения коробления стенки (упругой отдачи).
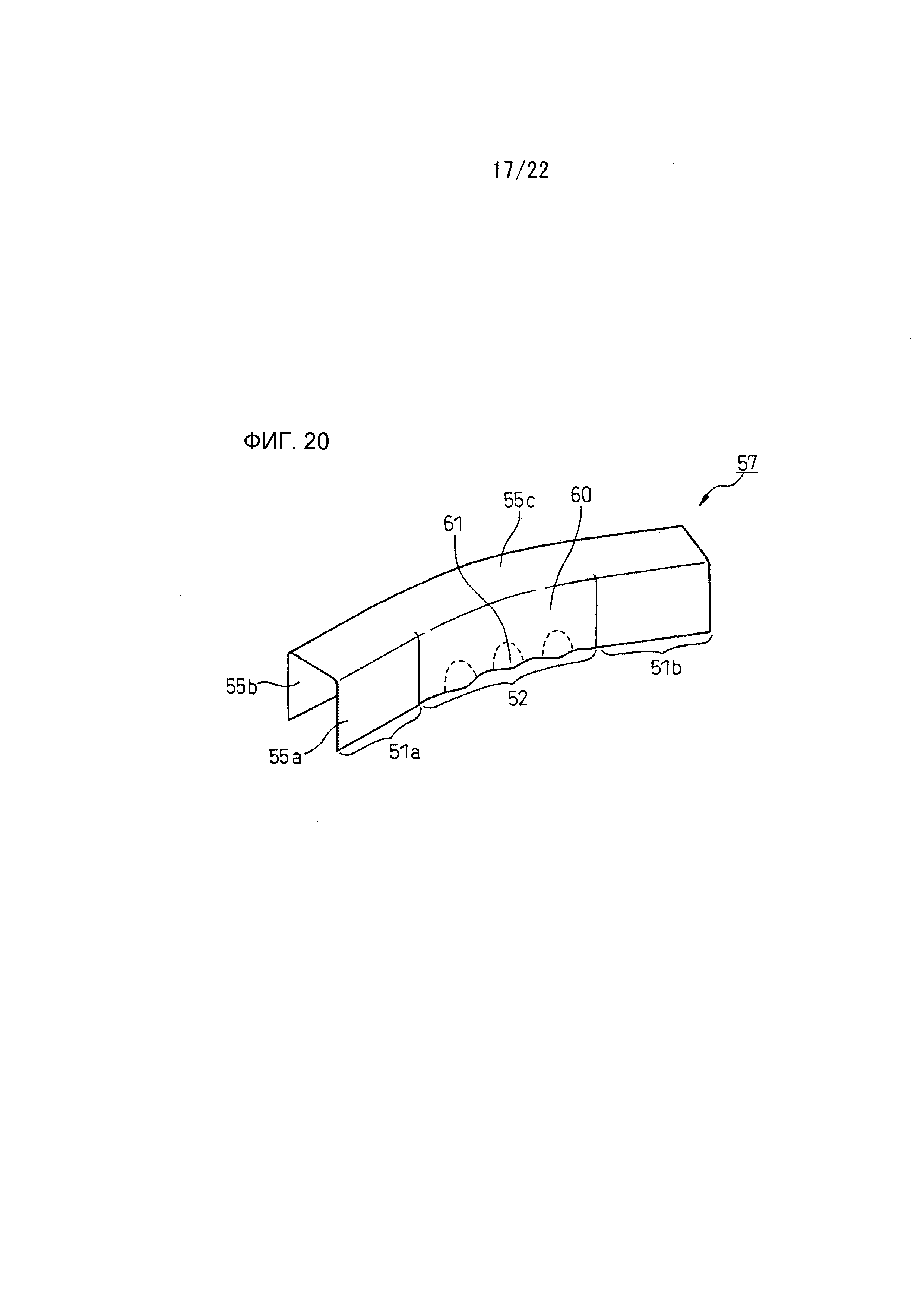
Фиг. 20 представляет собой вид в перспективе, показывающий штампованное изделие после окончательной обработки (обработки правкой), и поясняющий вид, показывающий состояние возникновения волнистости.
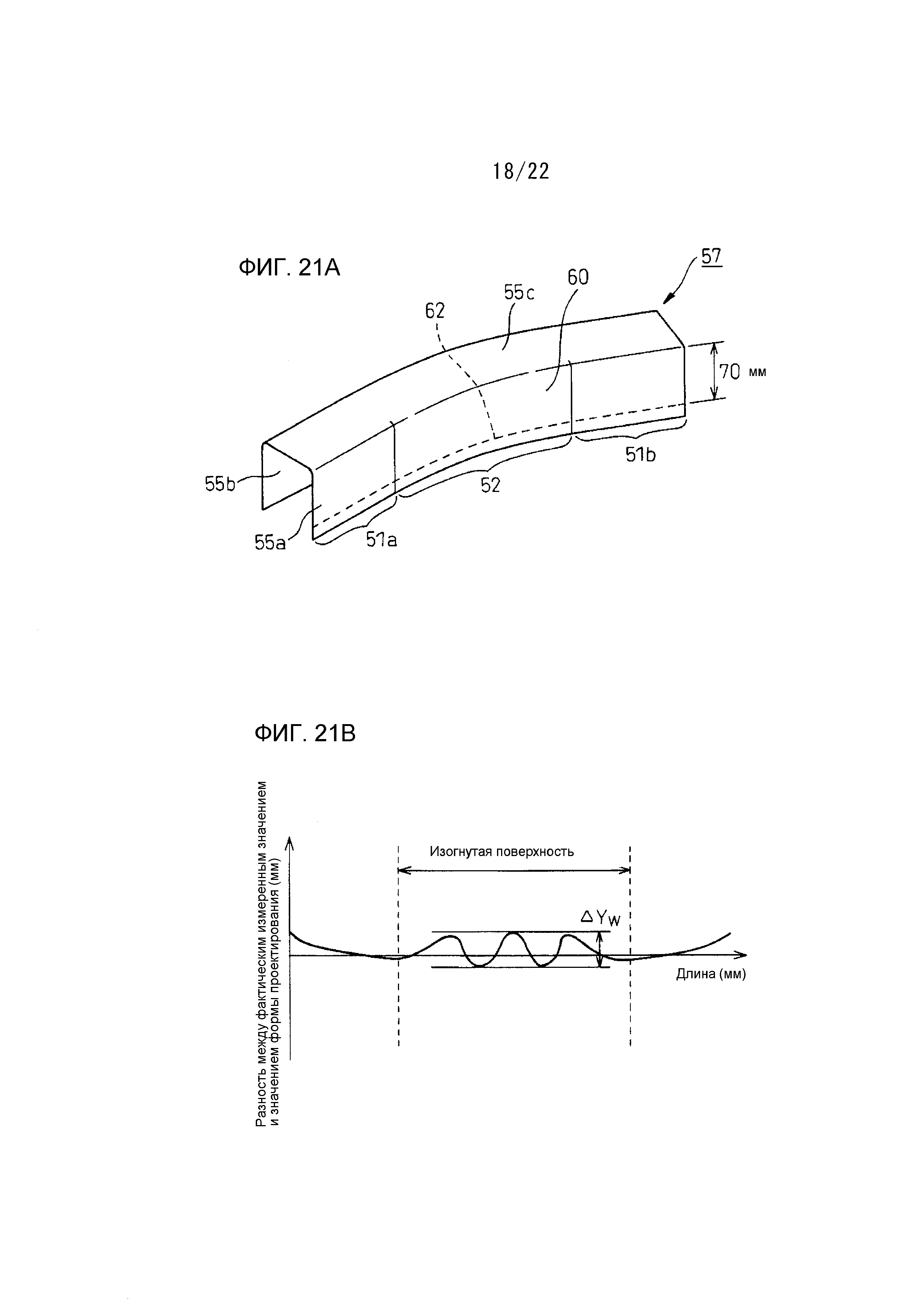
Фиг. 21А представляет собой вид в перспективе, показывающий штампованное изделие после окончательной обработки (обработки правкой), и поясняющий вид, показывающий положение измерения волнистости.
Фиг. 21В представляет собой график, показывающий пример измеренного результата волнистости в штампованном изделии после окончательной обработки (обработки правкой).
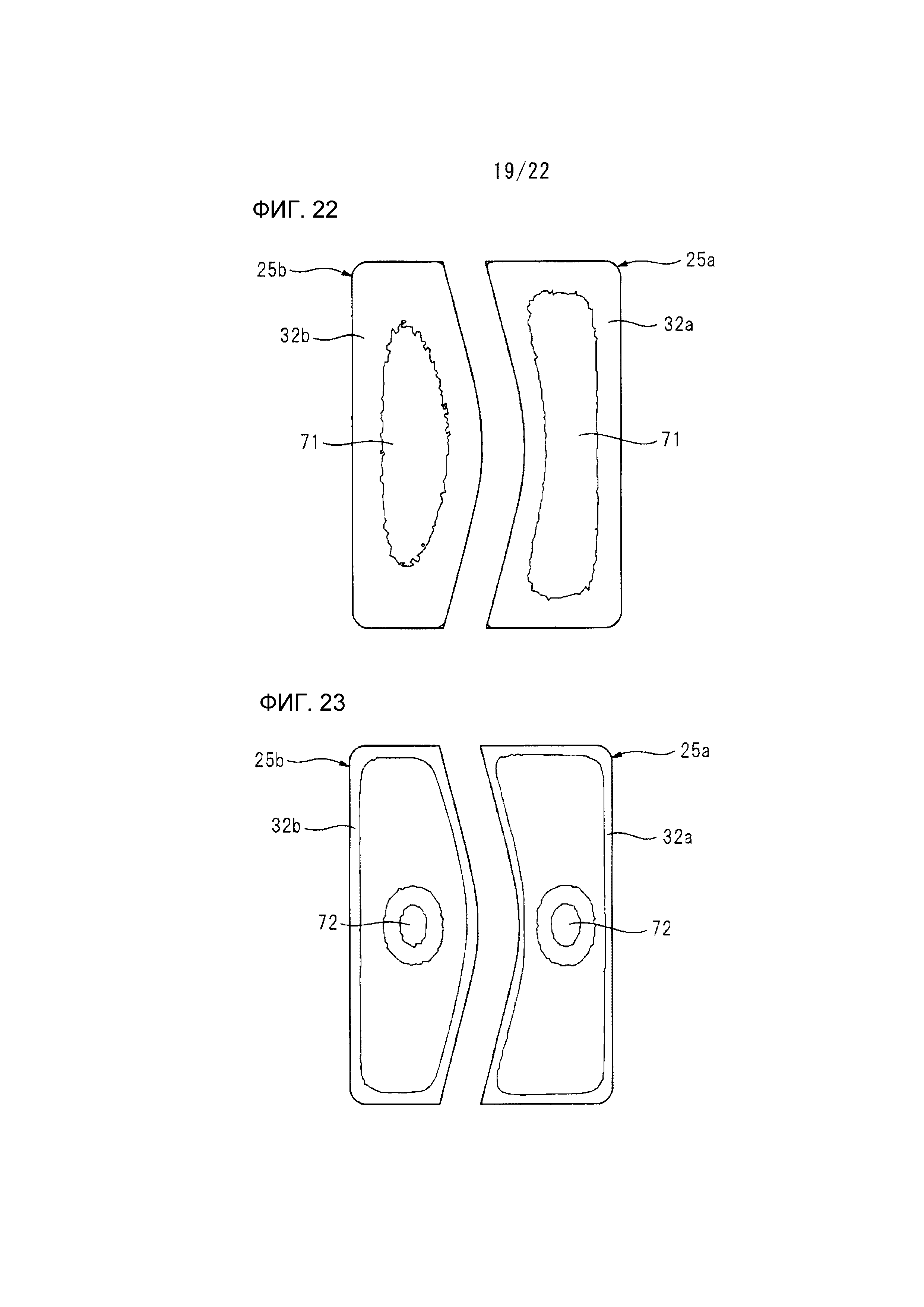
Фиг. 22 представляет собой вид, показывающий распределение контактного давления на второй поверхности формы для подавления образования складок, когда отношение L/H толщины формы для подавления образования складок составляет 100%.
Фиг. 23 представляет собой вид, показывающий распределение контактного давления на второй поверхности формы для подавления образования складок, когда отношение L/H толщины формы для подавления образования складок составляет 90%.
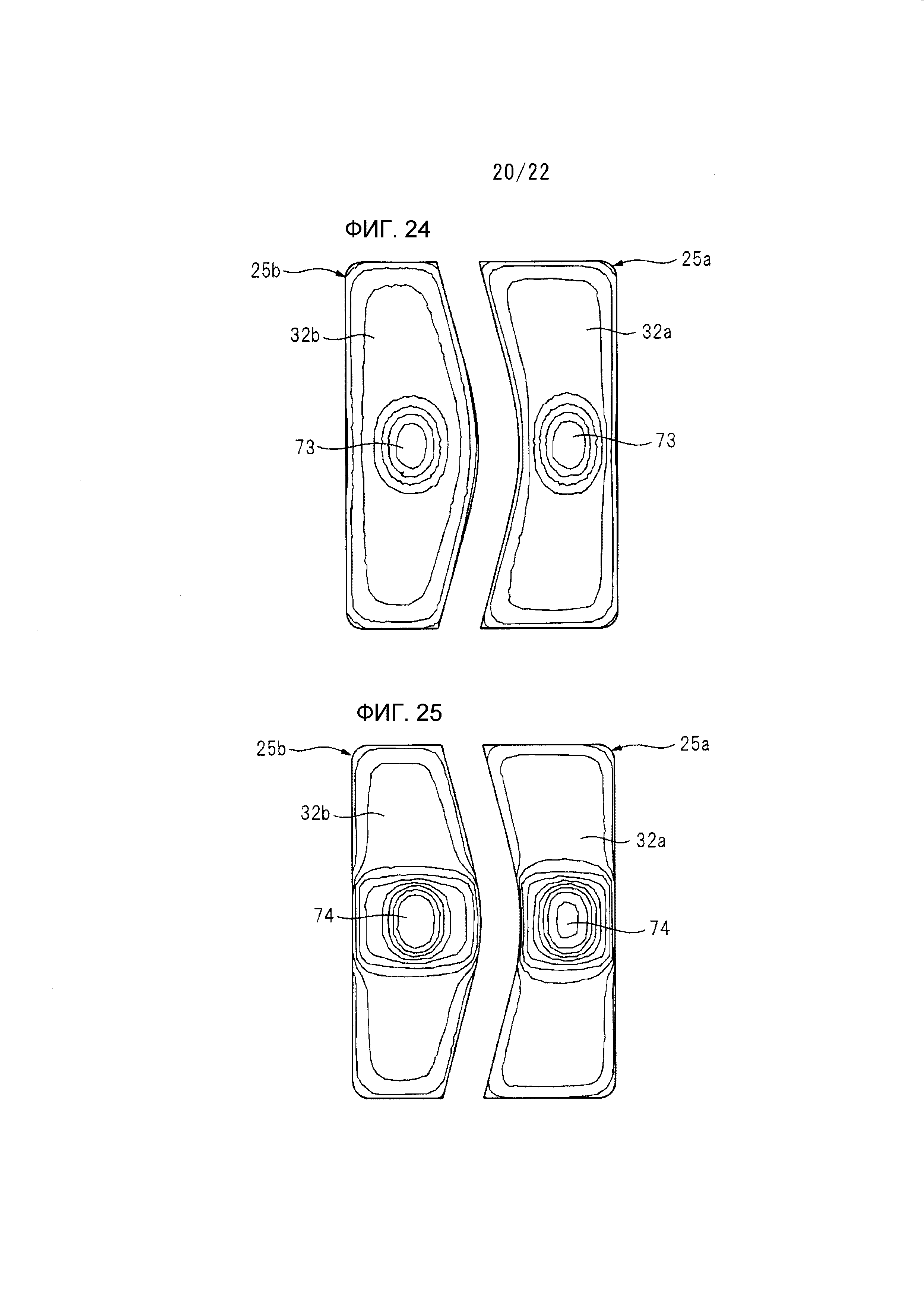
Фиг. 24 представляет собой вид, показывающий распределение контактного давления на второй поверхности формы для подавления образования складок, когда отношение L/H толщины формы для подавления образования складок составляет 80%.
Фиг. 25 представляет собой вид, показывающий распределение контактного давления на второй поверхности формы для подавления образования складок, когда отношение L/H толщины формы для подавления образования складок составляет 70%.
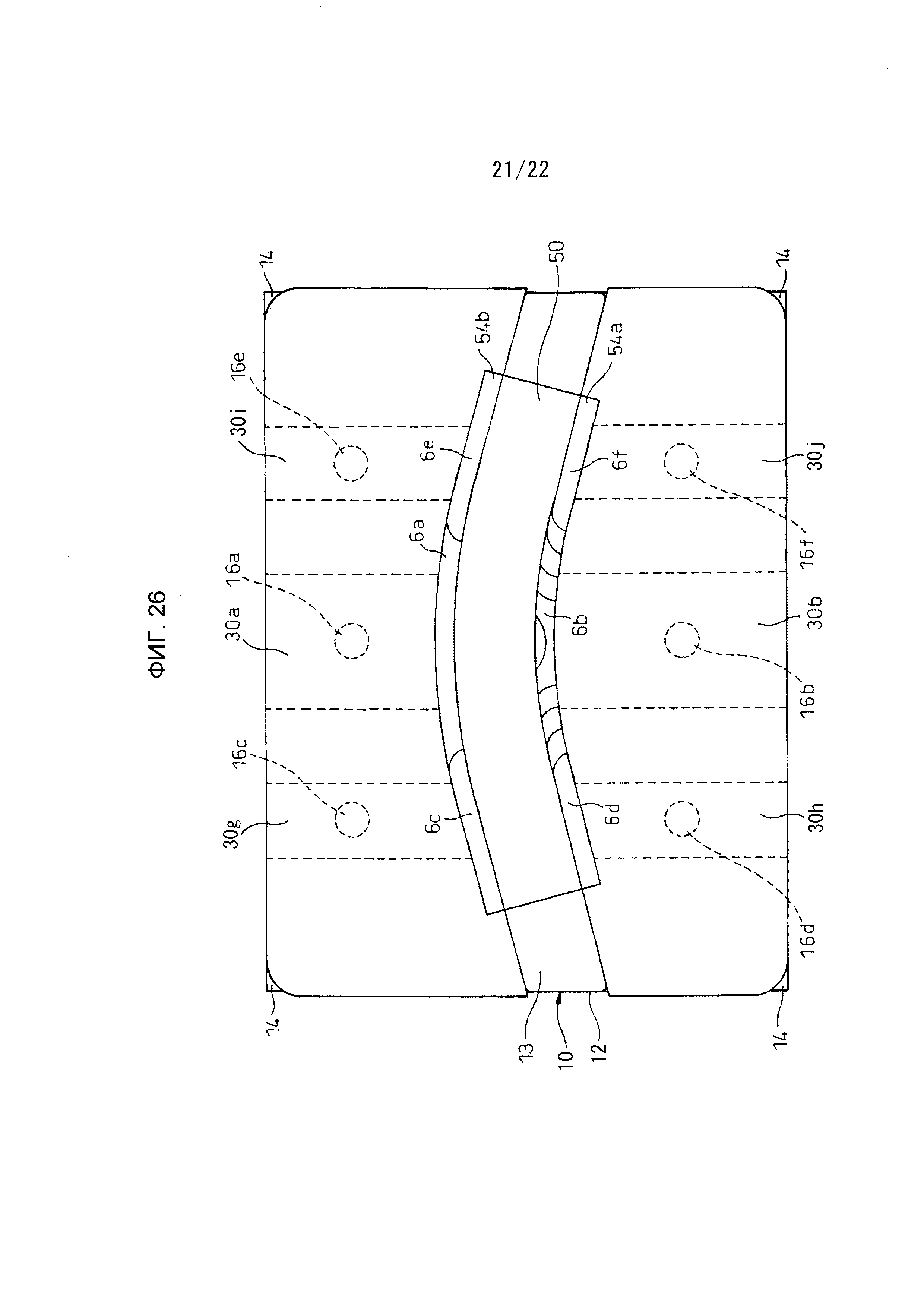
Фиг. 26 представляет собой вид, показывающий расположенные положения участка приема давления и участка увеличения силы подавления образования складок инструмента для штамповки.
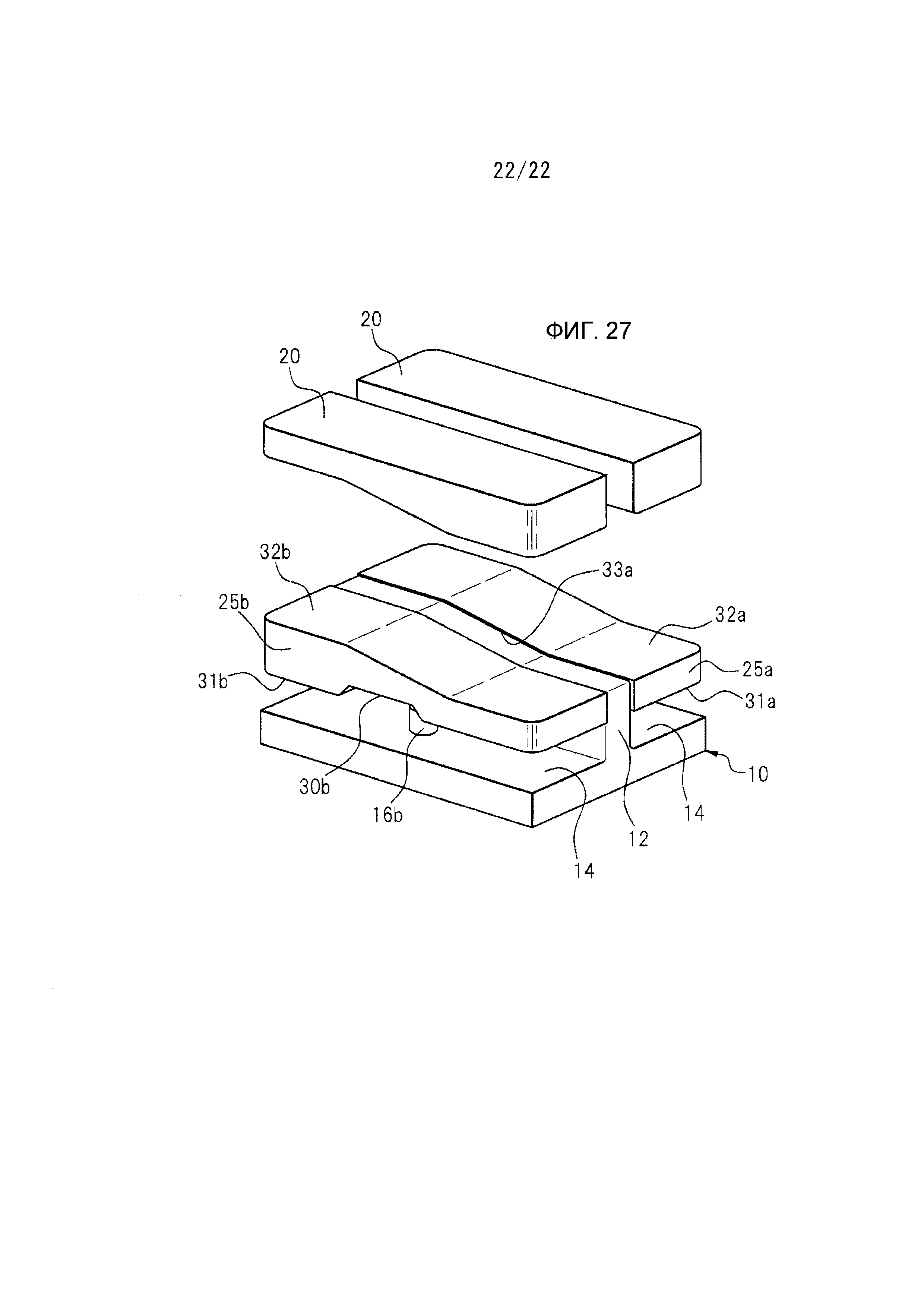
Фиг. 27 представляет собой вид, показывающий пример инструмента для штамповки, в котором толщина формы для подавления образования складок является не постоянной, и представляет собой вид в перспективе, показывающий его полностью.
Варианты осуществления изобретения
[0030]
Далее каждый вариант осуществления настоящего изобретения будет описан подробно со ссылкой на чертежи. Однако настоящее изобретение не ограничено только конфигурациями следующих вариантов осуществления, и различные преобразования могут быть применены к настоящему изобретению в пределах объема охраны, который не отклоняется от сущности настоящего изобретения. Более того, на чертежах, используемых для следующего далее описания, для того, чтобы сделать описание более легким для понимания, для удобства, участок, становящийся главным участком, может быть показан увеличенным, и не ограничено, что размерное отношение каждого компонента или т.п. является таким же, как и фактическое состояние.
[0031]
Фиг. 1А и 1В представляют собой виды, показывающие схематическую конфигурацию инструмента для штамповки согласно первому варианту осуществления настоящего изобретения, Фиг. 1А представляет собой вид в перспективе, показывающий его полностью, а Фиг. 1В представляет собой вид сверху пуансона, формирующего инструмент для штамповки. На Фиг. 1А ссылочная позиция 1 обозначает инструмент для штамповки согласно настоящему варианту осуществления.
[0032]
Инструмент 1 для штамповки согласно настоящему варианту осуществления включает пуансон 10, матрицу 20 и формы 25а и 25b для подавления образования складок. Пуансон 10 включает участок 12 пуансона и участок 14 пластины, выполненные с возможностью передачи формы материалу заготовки. Участок 12 пуансона и участок 14 пластины прикреплены друг к другу посредством крепежного элемента (не показан) и становятся пуансоном 10. Альтернативно, участок 12 пуансона и участок 14 пластины могут образовывать за одно целое пуансон 10.
Как показано на Фиг. 1В, участки 16а и 16b увеличения силы подавления образования складок расположены на поверхности участка 14 пластины, противоположного формам 25а и 25b для подавления образования складок. Участки 16а и 16b увеличения силы подавления образования складок выступают к формам 25а и 25b для подавления образования складок и создают силу противодействия в направлении, противоположном направлению прессования, при прессовании участков 16а и 16b увеличения силы подавления образования складок в направлении прессования на конечном этапе штамповки.
[0033]
Матрица 20 соединена с пуансоном 10 и расположена так, чтобы быть противоположной участку 12 пуансона. Формы 25а и 25b для подавления образования складок расположены между пуансоном 10 и матрицей 20. Формы 25а и 25b для подавления образования складок согласно настоящему варианту осуществления образованы минимальным количеством компонентов, которые затруднительно в дальнейшем разделять с точки зрения конструкции пресс-формы и формы штампованного изделия. Другими словами, формы 25а и 25b для подавления образования складок представляют собой формы для подавления образования складок не разъемного типа, а формы для подавления образования складок целого типа.
Формы 25а и 25b для подавления образования складок включают первые поверхности 31а и 31b, которые противоположны участку 14 пластины пуансона 10 и которые приходят в контакт с участком 14 пластины в конечной точке штамповки. В дополнение, формы 25а и 25b для подавления образования складок включают вторые поверхности 32а и 32b, которые противоположны матрице 20 и которые удерживают материал заготовки вместе с матрицей 20.
[0034]
Боковая поверхность (третья поверхность) 33а, которая является непрерывной между первой поверхностью 31а и второй поверхностью 32а, противоположна участку 12 пуансона посредством заданного зазора (промежутка). Подобным образом, боковая поверхность (третья поверхность) 33b, которая является непрерывной между первой поверхностью 31b и второй поверхностью 32b, противоположна участку 12 пуансона посредством заданного зазора (промежутка). Посредством подходящей установки зазора возникновение складок штампованного изделия или трещин штампованного изделия может быть предпочтительно предотвращено. Установка зазора может быть определена согласно обычной процедуре.
[0035]
Фиг. 2 представляет собой вид в перспективе, если смотреть на формы 25а и 25b для подавления образования складок со сторон первых поверхностей 31а и 31b. Как показано на Фиг. 2, формы 25а и 25b для подавления образования складок включают участки 30а и 30b приема давления (участки канавки), которые принимают силу противодействия, чтобы упруго деформировать формы 25а и 25b для подавления образования складок на конечном этапе штамповки, на первых поверхностях 31а и 31b. В инструменте 1 для штамповки согласно настоящему варианту осуществления каждый из участков 30а и 30b приема давления образован участком канавки. На конечном этапе штамповки участки 16а и 16b увеличения силы подавления образования складок приходят в контакт с участками 30а и 30b приема давления и прессуются в направлении прессования. Если сила противодействия создается в направлении, противоположном направлению прессования, формы 25а и 25b для подавления образования складок принимают силу противодействия и упруго деформируются.
[0036]
Фиг. 3А и 3В представляют собой поясняющие виды, схематически показывающие перемещения пуансона 10, матрицы 20 и форм 25а и 25b для подавления образования складок при штамповке материала 5 заготовки. Фиг. 3А представляет собой вид в перспективе при начале штамповки, а Фиг. 3В представляет собой вид в перспективе во время штамповки.
[0037]
Материал 5 заготовки расположен на вторых поверхностях 32а и 32b форм 25а и 25b для подавления образования складок в состоянии, где вторые поверхности 32а и 32b форм 25а и 25b для подавления образования складок и поверхность 13 вершины участка 12 пуансона находятся на одном уровне друг с другом.
[0038]
Как показано на Фиг. 3А, матрица 20 опускается в направлении прессования, и фланцевый участок материала 5 заготовки удерживается постоянной нагрузкой посредством матрицы 20 и форм 25а и 25b для подавления образования складок.
[0039]
Более того, как показано на Фиг. 3В, в состоянии, где материал 5 заготовки удерживается матрицей 20 и формами 25а и 25b для подавления образования складок, матрица 20 перемещается в направлении прессования, другими словами, направлении участка 14 пластины пуансона 10 (вниз на Фиг. 3В) и, таким образом, штамповка материала 5 заготовки выполняется участком 12 пуансона.
[0040]
В заданном положении на конечном этапе штамповки участки 30а и 30b приема давления, обеспеченные на первых поверхностях 31а и 31b форм 25а и 25b для подавления образования складок, приходят в контакт с участками 16а и 16b увеличения силы подавления образования складок. Более того, участки 30а и 30b приема давления прессуют участки 16а и 16b увеличения силы подавления образования складок в направлении прессования в сочетании со штамповкой из заданного положения конечного этапа штамповки до конечной точки штамповки.
В результате сила противодействия в направлении, противоположном направлению прессования, создается участками 16а и 16b увеличения силы подавления образования складок. Участки 30а и 30b приема давления принимают силу противодействия, и сила подавления образования складок в отношении материала 5 заготовки на конечном этапе штамповки увеличивается.
[0041]
Фиг. 4А и 4B представляют собой вертикальные виды в поперечном сечении, показывающие, когда множество дисковых пружин перекрываются друг другом в качестве участков увеличения силы подавления образования складок, Фиг. 4А показывает состояние, где сила подавления образования складок не увеличивается, а Фиг. 4В показывает состояние, где сила подавления образования складок увеличивается.
[0042]
Как показано на Фиг. 4А, участок 16а увеличения силы подавления образования складок включает штырь 40а и дисковую пружину 42а. Таким образом, участок 16а увеличения силы подавления образования складок включает упругое тело, которое прикладывает силу противодействия. В настоящем варианте осуществления 12 дисковые пружины 42а складываются параллельно и последовательно. Однако количество и конструкция дисковых пружин 42а не ограничены этим. Например, 4 дисковые пружины 42а могут складываться последовательно. Хотя не показано, участок 16b увеличения силы подавления образования складок является подобным вышеописанной конфигурации.
[0043]
Вместо дисковой пружины 42а может быть использовано упругое тело, такое как спиральная пружина или резина. Предпочтительно, чтобы использовалась дисковая пружина 42а, так как возможно получать высокую нагрузку даже посредством небольшого хода.
[0044]
Как показано на Фиг. 4В, участок 30а приема давления, обеспеченный на первой поверхности 31а формы 25а для подавления образования складок, прессует штырь 40а в направлении прессования и, таким образом, дисковая пружина 42а сжимается. Форма 25а для подавления образования складок принимает силу противодействия в направлении, противоположном направлению прессования, от дисковой пружины 42а.
В результате сила противодействия передается материалу 5 заготовки, который удерживается между второй поверхностью 32а формы 25а для подавления образования складок и матрицей 20 и, таким образом, сила подавления образования складок в отношении материала 5 заготовки может быть увеличена на конечном этапе штамповки.
[0045]
Форма 25а для подавления образования складок, которая принимает силу противодействия от дисковой пружины 42а, включает участок 30а приема давления, который образован участком канавки и, таким образом, форма 25а для подавления образования складок выпукло и упруго деформируется к стороне материала 5 заготовки и изгибается. Другими словами, если смотреть по направлению прессования, участок, который выпукло и упруго деформируется на второй поверхности 32а, соответствующий участку 30а приема давления, эффективно передает силу противодействия материалу 5 заготовки. Здесь участок 30а приема давления образован на первой поверхности 31а формы 25а для подавления образования складок.
Если форма 25а для подавления образования складок не включает участок 30а приема давления, сила противодействия от дисковой пружины 42а распределяется по всей форме 25а для подавления образования складок 25. Соответственно, так как сила противодействия не может локально прикладываться к материалу 5 заготовки, эффективность передачи силы противодействия уменьшается.
[0046]
Фиг. 5 представляет собой вид, объясняющий толщину формы 25а для подавления образования складок, и представляет собой вертикальный вид в поперечном сечении, если смотреть на форму 25а для подавления образования складок в направлении стрелки I, показанном на Фиг. 2. Как показано на Фиг. 5, толщина формы 25а для подавления образования складок на участке 30а приема давления, который образован участком канавки, определена как L в мм. Более того, толщина формы 25а для подавления образования складок на области, которая исключает участок 30а приема давления и которая приходит в контакт с материалом 5 заготовки, определена как H в мм.
В инструменте 1 для штамповки согласно настоящему варианту осуществления толщина H является постоянной. Однако, когда толщина не является постоянной, минимальное значение толщины на области, которая исключает участок 30а приема давления и приходит в контакт с материалом 5 заготовки, может быть установлена на H. Например, в качестве случая, где толщина не является постоянной, существует случай, где формуется штампованное изделие, в котором высота фланцевой поверхности не является постоянной, как показано на Фиг. 27.
[0047]
Нижний предел толщины L предпочтительно установлен на 20 мм. Если толщина составляет менее 20 мм, форма 25а для подавления образования складок может пластически деформироваться или повреждаться во время обработки вытяжкой и гибочной обработки (во время штамповки).
С другой стороны, в случае 40≤H≤50 верхний предел толщины L предпочтительно установлен на 0,8×H. Если толщина L превышает 0,8×H, даже когда участок 30а приема давления принимает силу противодействия от участка 16а увеличения силы подавления образования складок, форма 25а для подавления образования складок упруго не деформируется и, таким образом, сила противодействия не может эффективно передаваться материалу 5 заготовки.
В случае 40≤H≤50 предпочтительный верхний предел толщины L составляет 0,6×H. Если верхний предел толщины L составляет 0,6×H, даже когда грузоподъемность участка 16а увеличения силы подавления образования складок маленькая, сила противодействия, создаваемая участком 16а увеличения силы подавления образования складок, может эффективно передаваться материалу 5 заготовки.
[0048]
В случае 50 [0049] Если толщина H составляет менее 40 мм, жесткость всей формы 25а для подавления образования складок является не достаточной. С другой стороны, если толщина H превышает 80 мм, жесткость формы 25а для подавления образования складок увеличивается больше, чем необходимо, и стоимость материала формы 25а для подавления образования складок также увеличивается. [0050] В заключение о толщинах формы 25а для подавления образования складок отметим, что отношение между толщиной L и толщиной H предпочтительно удовлетворяет отношению следующего выражения 1 или 2. Более того, хотя не показано, форма 25b для подавления образования складок также является подобной вышеописанной. 20≤L≤0,8×H, если 40≤H≤50 (выражение 1) 20≤L≤40, если 50 [0051] Сила противодействия от участка 16а увеличения силы подавления образования складок создается контактом участка 30а приема давления, обеспеченного на форме 25а для подавления образования складок, со штырем 40а, до тех пор, пока участок 30а приема давления не достигнет конечной точки штамповки. Положение контакта участка 30а приема давления, обеспеченного на форме 25а для подавления образования складок, со штырем 40а, может представлять собой заданное положение на конечном этапе штамповки. Положение контакта участка 30а приема давления со штырем 40а может регулироваться путем изменения выступающей длины (высоты) вершины штыря 40а от поверхности пластины 14. [0052] Как показано на Фиг. 4А, выступающая высота G вершины штыря 40а от поверхности пластины 14 может представлять собой высоту, которая увеличивает глубину канавки (значение, которое получается путем вычитания L из H) участка 30а приема давления, который образован участком канавки, и расстояние от поверхности участка 14 пластины до вышеописанного заданного положения, к которому добавляется увеличенная сила подавления образования складок на конечном этапе штамповки. [0053] Выступающая высота вершины штыря 40а участка 16а увеличения силы подавления образования складок от поверхности пластины 14 определена как G в мм. Длина хода пресса от начальной точки штамповки, которая представляет собой положение хода пресса, в котором начинается пластическая деформация материала 5 заготовки, до конечной точки штамповки определена как PS в мм. В этот момент выступающая высота G участка 16а увеличения силы подавления образования складок может предпочтительно удовлетворять следующему выражению 3. Более того, хотя не показано, участок 16b увеличения силы подавления образования складок также является подобным вышеописанному. 0,02×PS+H–L≤G≤0,3×PS+H-L (выражение 3) [0054] Выступающая высота G штыря 40а предпочтительно равна или больше значения, которое увеличивает глубину (H-L) канавки участка 30а приема давления на 2% от длины PS хода пресса (0,02×PS). Другими словами, интервал хода пресса, который увеличивает силу подавления образования складок на конечном этапе штамповки, предпочтительно равен или больше 2% от длины PS хода пресса. Если выступающая высота G меньше значения (0,02×PS+H-L), увеличение силы подавления образования складок является не достаточным, и эффекты, которые вызываются уменьшением упругой отдачи, могут быть нестабильными. Для того, чтобы дополнительно уменьшать упругую отдачу, значение выступающей высоты G предпочтительно равно или больше (0,05×PS+H-L). [0055] С другой стороны, предпочтительно, чтобы выступающая высота G штыря 40а была меньше или равна значению, которое увеличивает глубину (H-L) канавки участка 30а приема давления на 30% от длины PS хода пресса (0,3×PS). Другими словами, интервал хода пресса, который увеличивает силу подавления образования складок на конечном этапе штамповки, предпочтительно меньше или равен 30% от длины PS хода пресса. Если выступающая высота G превышает значение (0,3×PS+H-L), так как интервал увеличения силы подавления образования складок становится слишком длинным, разница в силе подавления образования складок становится меньше между начальной точкой штамповки и конечной точкой штамповки. Соответственно, эффект, который вызывается увеличением силы подавления образования складок, уменьшается только на конечном этапе штамповки и, таким образом, упругая отдача все-таки может возникать. Для того, чтобы дополнительно уменьшать упругую отдачу, значение выступающей высоты G предпочтительно меньше или равно (0,15×PS+H-L). [0056] До этого момента это главным образом описывается относительно формы 25а для подавления образования складок и участка 16а увеличения силы подавления образования складок. Однако форма 25b для подавления образования складок и участок 16а увеличения силы подавления образования складок являются подобными вышеописанным. [0057] Фиг. 6А и 6B показывают штампованное изделие, которое сформовано посредством инструмента 1 для штамповки согласно настоящему варианту осуществления. Фиг. 6А представляет собой вид в перспективе, а Фиг. 6B представляет собой вертикальный вид в поперечном сечении, если смотреть в направлении стрелки А на Фиг. 6А. На Фиг. 6А и 6В ссылочная позиция 50 обозначает штампованное изделие. [0058] Штампованное изделие 50 включает фланцевые участки 54а и 54b, участки 55а и 55b вертикальной стенки и верхний участок 55с. Более того, прямые боковые участки 51а и 51b и изогнутый участок 52, расположенный между прямыми боковыми участками 51а и 51b, обеспечены на обоих концах штампованного изделия 50. Если смотреть от поперечного сечения, перпендикулярного продольному направлению, штампованное изделие 50 имеет так называемое шляпообразное поперечное сечение, и оба конца в продольном направлении штампованного изделия 50 являются открытыми. Здесь, если смотреть в направлении стрелки А на Фиг. 6А, шляпообразное поперечное сечение представляет собой форму, которая включает верхний участок 55с, обеспеченный на центральном участке в направлении ширины, участки 55а и 55b вертикальной стенки, обеспеченные с возможностью отклонения от обоих концов верхнего участка 55с к одной стороне поверхности верхнего участка 55с, и фланцевые участки 54а и 54b, обеспеченные с возможностью быть параллельными верхнему участку 55с от вершин участков 55а и 55b вертикальной стенки. [0059] При выполнении штамповки согласно форме штампованного изделия 50 создается участок, в котором легко возникает пластическое течение материала 5 заготовки, и участок, в котором пластическое течение не возникает легко. Согласно разнице в легкости создания пластического течения возникает неоднородность остаточного напряжения в направлении толщины пластины или в направлении плоскости штампованного изделия 50. Более того, из-за неоднородности остаточного напряжения, например, на штампованном изделии 50 возникает упругая отдача, такая как коробление, кривизна или волнистость участов 55а и 55b вертикальной стенки. В особенности, когда форма штампованного изделия 50 имеет изогнутый участок, деформация сжатия фланца или деформация растяжения фланца прикладывается в продольном направлении штампованного изделия 50. Соответственно, неоднородность остаточного напряжения в направлении толщины пластины или в направлении плоскости увеличивается. [0060] В общем после выполнения обработки вытяжкой и гибочной обработки выполняется окончательная обработка (обработка правкой) штампованного изделия 50. Согласно обработке правкой, когда штампованное изделие 50 обработано до формы штампованного изделия 57, показанной на Фиг. 16А и 16B, описанных ниже, заметная волнистость возникает на участке 55а вертикальной стенки или т.п. изогнутого участка 52. Для того чтобы уменьшать дефекты размерной точности штампованного изделия 57, в общем часто выполняется современная оценка величины деформации, создаваемой упругой отдачей в размерах формы во время проектирования. Однако, когда упругая отдача представляет собой волнистость, затруднительно оценивать величину деформации заранее. В дополнение, так как коррекция формы для того, чтобы устранять волнистость штампованного изделия 57, включает пробы и ошибки, требуется много времени и затрат для коррекции формы. [0061] Волнистость создается, так как участок 55а вертикальной стенки изогнутого участка 52 становится областью деформации растяжения фланца в результате обработки вытяжкой и гибочной обработки (штамповки). Соответственно, напряжение растяжения в продольном направлении штампованного изделия 50 увеличивается, и поддерживается неоднородность остаточного напряжения в направлении толщины пластины или в направлении плоскости штампованного изделия 50. Из-за неоднородности остаточного напряжения штампованного изделия после обработки вытяжкой и гибочной обработки 50 волнистость возникает на штампованном изделии после обработки правкой 57. Соответственно, для того, чтобы устранять волнистость изогнутого участка 52, сила подавления образования складок, прикладываемая к изогнутому участку 52, предпочтительно увеличивается на конечном этапе штамповки обработки вытяжкой с гибкой. [0062] Для того чтобы увеличивать силу подавления образования складок, прикладываемую к изогнутому участку 52 на конечном этапе штамповки, по сравнению с прямыми боковыми участками 51а и 51b, как показано на Фиг. 1А-2, участок 30а приема давления обеспечен на форме 25а для подавления образования складок, а участок 30b приема давления обеспечен на форме 25b для подавления образования складок. Для того, чтобы упруго деформировать формы 25а и 25b для подавления образования складок на конечном этапе штамповки, участки 16а и 16b увеличения силы подавления образования складок расположены на участке 14 пластины. [0063] Как описано выше, сила подавления образования складок увеличивается на конечном этапе штамповки и, таким образом, увеличивается натяжение участка 55а вертикальной стенки изогнутого участка 52, который представляет собой область, в которой возникает деформация растяжения фланца. В результате неоднородность остаточного напряжения в направлении толщины пластины или в направлении плоскости, в котором возникает упругая отдача, штампованного изделия 50 уменьшается. Область, в которой возникает деформация сжатия фланца, также является подобной вышеописанной. Другими словами, как описано выше, сила подавления образования складок увеличивается на конечном этапе штамповки и, таким образом, натяжение участка 55b вертикальной стенки изогнутого участка 52, который представляет собой область, в которой возникает деформация сжатия фланца, также увеличивается. В результате упругая отдача в области, в которой возникает деформация сжатия фланца, также уменьшается. [0064] Когда участки 30а и 30b приема давления не обеспечены на формах 25а и 25b для подавления образования складок, формы 25а и 25b для подавления образования складок упруго не деформируются. Сила противодействия от участков 16а и 16b увеличения силы подавления образования складок распределяется по всем формам 25а и 25b для подавления образования складок. Соответственно, сила подавления образования складок не может быть локально увеличена на изогнутом участке 52 на конечном этапе штамповки и, таким образом, сила подавления образования складок, необходимая в изогнутом участке 52, не может быть приложена. В результате натяжение, которое необходимо для подавления упругой отдачи, не может быть приложено на участках 55а и 55b вертикальной стенки изогнутого участка 52. Соответственно, эффекты, которые вызываются уменьшением упругой отдачи штампованного изделия 50, значительно уменьшаются. [0065] Для того, чтобы уменьшать распределение силы противодействия от вышеописанных участков 16а и 16b увеличения силы подавления образования складок путем увеличения грузоподъемности участков 16а и 16b увеличения силы подавления образования складок, например, необходимо увеличивать диаметр дисковой пружины 42а или увеличивать количество дисковых пружин 42. В этом случае размеры участков 16а и 16b увеличения силы подавления образования складок увеличиваются. [0066] С другой стороны, для того, чтобы штамповать металлическую пластину, имеющую большое сопротивление пластическому течению и большую упругую отдачу, такую как сталь с высокой прочностью на растяжение или высокопрочный алюминиевый сплав, так как форма штампованного изделия 50 является изогнутой, в особенности необходимо увеличивать силу подавления образования складок на конечном этапе штамповки на области, в которой возникает деформация растяжения фланца или деформация сжатия фланца или т.п. Соответственно, когда сталь с высокой прочностью на растяжение, высокопрочный алюминиевый сплав или т.п. штампуется, и в случае уменьшения распределения силы противодействия путем увеличения грузоподъемности участков 16а и 16b увеличения силы подавления образования складок, необходимо значительно увеличивать размеры участков 16а и 16b увеличения силы подавления образования складок. Соответственно, затруднительно размещать участки 16а и 16b увеличения силы подавления образования складок на инструменте 1 для штамповки. [0067] Далее будет описан инструмент для штамповки согласно второму варианту осуществления настоящего изобретения. Фиг. 7А и 7В представляют собой виды, показывающие схематическую конфигурацию инструмента для штамповки согласно второму варианту осуществления настоящего изобретения. Фиг. 7А представляет собой вид в перспективе, показывающий его полностью, а Фиг. 7В представляет собой вид сверху пуансона, формирующего инструмент для штамповки. Фиг. 8 представляет собой вид в перспективе формы для подавления образования складок инструмента для штамповки согласно настоящему варианту осуществления, если смотреть со стороны первой поверхности. [0068] Инструмент 2 для штамповки настоящего варианта осуществления является таким же, как и инструмент 1 для штамповки первого варианта осуществления, за исключением того, что на пластине 14 обеспечен только участок 16b увеличения силы подавления образования складок, участок 30b приема давления, образованный участком канавки, расположен только на форме 25b для подавления образования складок, а форма 25e для подавления образования складок не включает участок приема давления. [0069] В инструменте 2 для штамповки согласно настоящему варианту осуществления сила подавления образования складок в отношении материала 5 заготовки может быть увеличена только на области (только участке, к которому в особенности добавляется увеличенная сила подавления образования складок), в которой возникает деформация растяжения фланца. Другими словами, когда прочность на растяжение материала 5 заготовки не так высока, каждый из участка 30b приема давления и участка 16b увеличения силы подавления образования складок может быть расположен согласно кривизне или т.п. изогнутого участка 52 штампованного изделия 50. [0070] Далее будет описан инструмент для штамповки согласно третьему варианту осуществления настоящего изобретения. Фиг. 9А и 9B представляют собой виды, показывающие схематическую конфигурацию инструмента для штамповки согласно третьему варианту осуществления настоящего изобретения. Фиг. 9А представляет собой вид в перспективе, показывающий его полностью, а Фиг. 9B представляет собой вид сверху пуансона, формирующего инструмент для штамповки. [0071] Инструмент 3 для штамповки согласно настоящему варианту осуществления является таким же, как и инструмент 1 для штамповки согласно первому варианту осуществления, за исключением того, что участки 16a, 16b, 16c, 16d, 16e и 16f увеличения силы подавления образования складок расположены на участке 14 пластины. Более того, формы 25а и 25b для подавления образования складок инструмента 3 для штамповки согласно настоящему варианту осуществления, показанному на Фиг. 9А, являются такими же, как и формы 25а и 25b для подавления образования складок инструмента 1 для штамповки согласно первому варианту осуществления, показанному на Фиг. 2. [0072] Как показано на Фиг. 9А и 9B, инструмент 3 для штамповки согласно настоящему варианту осуществления включает участки 16с-16f увеличения силы подавления образования складок в дополнение к участкам 16а и 16b увеличения силы подавления образования складок, которые приходят в контакт с участками 30а и 30b приема давления на конечном этапе штамповки. Соответственно, возможно точно управлять силой подавления образования складок в отношении материала 5 заготовки на конечном этапе штамповки. Однако по сравнению с участками 16а и 16b увеличения силы подавления образования складок, которые приходят в контакт с участками 30а и 30b приема давления, в участках 16с-16f увеличения силы подавления образования складок, которые приходят в контакт с первыми поверхностями 31а и 31b, а не участками 30а и 30b приема давления, эффект, который вызывается увеличением силы подавления образования складок в отношении материала 5 заготовки, меньше. Другими словами, вне зависимости от расположения участки 16с-16f увеличения силы подавления образования складок, которые приходят в контакт с первой поверхностью 31а и 31b, которая не является участками 30а и 30b приема давления, могут быть определены согласно форме штампованного изделия или конструкции пресс-формы. [0073] Далее будет описан инструмент для штамповки согласно четвертому варианту осуществления настоящего изобретения. Фиг. 10А и 10B представляют собой виды, показывающие схематическую конфигурацию инструмента для штамповки согласно четвертому варианту осуществления настоящего изобретения. Фиг. 10А представляет собой вид в перспективе, показывающий его полностью, а Фиг. 10В представляет собой вид сверху пуансона, формирующего инструмент для штамповки. Фиг. 11 представляет собой вид в перспективе, если смотреть на форму для подавления образования складок инструмента для штамповки согласно четвертому варианту осуществления со стороны первой поверхности. Фиг. 12 представляет собой вид, объясняющий форму для подавления образования складок согласно настоящему варианту осуществления, и представляет собой вертикальный вид в поперечном сечении формы для подавления образования складок, если смотреть в направлении стрелки С, показанном на Фиг. 11. [0074] Инструмент 4 для штамповки согласно настоящему варианту осуществления является таким же, как и инструмент 1 для штамповки согласно первому варианту осуществления, за исключением того, что участки 30с и 30d приема давления форм 25с и 25d для подавления образования складок включают участки 35c и 35d канавки, и участки 35c и 35d канавки становятся участком участка границы и разделяют участки 30с и 30d приема давления. В дополнение, пуансон 10 согласно настоящему варианту осуществления, показанному на Фиг. 10В, является таким же, как и пуансон 10 согласно первому варианту осуществления. [0075] Формы 25с и 25d для подавления образования складок согласно настоящему варианту осуществления образованы минимальным количеством компонентов, которые затруднительно в дальнейшем разделять, с точки зрения конструкции пресс-формы и формы штампованного изделия. Другими словами, формы 25с и 25d для подавления образования складок представляют собой формы для подавления образования складок не разъемного типа, а формы для подавления образования складок целого типа. Формы 25с и 25d для подавления образования складок включают первые поверхности 31с и 31d, которые противоположны участку 14 пластины пуансона 10 и приходят в контакт с участком 14 пластины в конечной точке штамповки. В дополнение, формы 25с и 25d для подавления образования складок включают вторые поверхности 32с и 32d, которые противоположны матрице 20 и удерживают материал 5 заготовки вместе с матрицей 20. [0076] В формах 25с и 25d для подавления образования складок участки 30с и 30d приема давления, которые принимают силу противодействия для упругого деформирования форм 25с и 25d для подавления образования складок на конечном этапе штамповки, обеспечены на первых поверхностях 31с и 31d. Участки 30с и 30d приема давления включают участки 35c и 35d канавки. Участки 35c и 35d канавки становятся участком участка границы, и участки 30с и 30d приема давления разделены на первых поверхностях 31с и 31d. В особенности, как показано на Фиг. 11, участки 30с и 30d приема давления разделены участками 35с и 35d канавки и частично краями первых поверхностей 31с и 31d на первых поверхностях 31с и 31d. [0077] На конечном этапе штамповки участки 30с и 30d приема давления и участки 16а и 16b увеличения силы подавления образования складок приходят в контакт друг с другом и, таким образом, формы 25с и 25d для подавления образования складок упруго деформируются. В результате возможно локально добавлять силу подавления образования складок к участку материала 5 заготовки, к которому добавляется увеличенная сила подавления образования складок. Соответственно, сила подавления образования складок в области деформации сжатия фланца или области деформации растяжения фланца может быть локально увеличена на конечном этапе штамповки и, таким образом, возможно эффективно подавлять упругую отдачу. [0078] На конечном этапе штамповки формы 25с и 25d для подавления образования складок принимают силу противодействия от участков 16а и 16b увеличения силы подавления образования складок посредством участков 30с и 30d приема давления, формы 25с и 25d для подавления образования складок включают участки 35c и 35d канавки. Соответственно, сила противодействия не распределяется по всем формам 25с и 25d для подавления образования складок. Если формы 25c и 25d для подавления образования складок принимают силу противодействия от участков 16а и 16b увеличения силы подавления образования складок, формы 25c и 25d для подавления образования складок выпукло и упруго деформируются к стороне матрицы 20 (материала 5 заготовки) с участками 35c и 35d канавки в качестве участка границы. В результате возможно локально и интенсивно увеличивать силу подавления образования складок в отношении материала 5 заготовки. [0079] Глубины, ширины или т.п. участков 35с и 35d канавки настоящего варианта осуществления особенно не ограничены. Участки 35с и 35d канавки могут иметь подходящие размеры согласно форме штампованного изделия 50 и конструкции пресс-формы 4. Толщина L каждой формы 25с и 25d для подавления образования складок в участках 30с и 30d приема давления, за исключением участков 35с и 35d канавки, и толщина H каждой формы 25с и 25d для подавления образования складок в области, которая исключает участки 30с и 30d приема давления и приходит в контакт с материалом 5 заготовки, особенно не ограничены. В настоящем варианте осуществления, хотя показано, что аспект, в котором толщина L и толщина H являются одинаковыми друг с другом, достаточно, чтобы толщина L составляла 20≤L≤H. Более того, если толщина удовлетворяет 20≤L≤H, подобно первому варианту осуществления, достаточно, чтобы выступающая высота G каждого из участков 16а и 16b увеличения силы подавления образования складок составляла 0,02×PS+H-L≤G≤0,3×PS+H-L. [0080] Инструменты 1-4 для штамповки согласно первому - четвертому вариантам осуществления настоящего изобретения описаны выше. Далее будут описаны фактические положения для расположения участков 16а-16f увеличения силы подавления образования складок и участков 30а-30d приема давления. [0081] Фиг. 13А и 13B представляют собой виды, показывающие схематическую конфигурацию инструмента для штамповки известного уровня техники, который не включает участок приема давления и участок увеличения силы подавления образования складок. Фиг. 13А представляет собой вид в перспективе, показывающий его полностью, а Фиг. 13В представляет собой вид сверху, показывающий пуансон, формирующий инструмент для штамповки известного уровня техники. На Фиг. 13А ссылочная позиция 91 обозначает инструмент для штамповки известного уровня техники. [0082] Фиг. 14 представляет собой поясняющий вид, показывающий распределение толщины пластины фланцевого участка в штампованном изделии, когда материал 5 заготовки, имеющий толщину пластины 1,0 мм, подвергается выполнению обработки вытяжкой и гибочной обработки (штамповки) с использованием инструмента для штамповки известного уровня техники, показанного на Фиг. 13А. Другими словами, Фиг. 14 представляет собой вид, показывающий состояние штампованного изделия 50 после того, как материал 5 заготовки подвергся выполнению обработки вытяжкой и гибочной обработки (штамповки) с использованием инструмента 91 для штамповки, показанного на Фиг. 13А, и вид сверху, если смотреть по направлению прессования в состоянии, где исключена матрица 20. На Фиг. 14 показаны результаты измерения толщины пластины фланцевых участков 54а и 54b. Как показано на Фиг. 14, фланцевые участки 54а и 54b включают изогнутый внешний участок 6а, изогнутый внутренний участок 6b и прямолинейные участки 6c, 6d, 6e и 6f. [0083] Как показано на Фиг. 14, толщина пластины изогнутого внешнего участка 6а является толстой. Изогнутый внешний участок 6а становится участком максимальной толщины пластины, в котором толщина пластины является максимальной во фланцевых участках 54а и 54b штампованного изделия 50. С другой стороны, толщина пластины изогнутого внутреннего участка 6b является тонкой. Таким образом, в штампованном изделии 50, которое отштамповано с использованием инструмента 91 для штамповки известного уровня техники, толщины пластины в соответственных участках во фланцевых участках 54а и 54b не являются одинаковыми друг с другом. Вторые поверхности 32е и 32f форм 25e и 25f для подавления образования складок и матрица 20, которые удерживают материал 5 заготовки, являются плоскими. Соответственно, в форме 91 для подавления образования складок, в которой участки 30а-30d приема давления не обеспечены, подобно формам 25е и 25f для подавления образования складок, когда толщина пластины каждого положения во фланцевых участках 54а и 54b изменяется во время штамповки, существуют участок, к которому сила подавления образования складок прикладывается сильно, и участок, к которому сила подавления образования складок прикладывается слабо. Если величина силы подавления образования складок изменяется согласно участку во время штамповки, равновение в пластическом течении материала 5 заготовки во время пластической деформации утрачивается. В результате размерная точность штампованного изделия 50 после штамповки уменьшается. [0084] Для того, чтобы подавлять уменьшение размерной точности штампованного изделия 50 из-за вышеописанного сосуществования участка, к которому сила подавления образования складок прикладывается сильно, и участка, к которому сила подавления образования складок прикладывается слабо, предпочтительно увеличивать силу подавления образования складок на участке, в котором толщина пластины во фланцевых участках 54а и 54b уменьшается во время штамповки, на конечном этапе штамповки. В особенности инструмент 91 для штамповки известного уровня техники, в котором участки 30а-30d приема давления и участки 16а-16f увеличения силы подавления образования складок удалены из инструментов 1-4 для штамповки, установлен в качестве ссылки. Область, в которой толщина пластины становится максимальной во фланцевых участках 54а и 54b штампованного изделия 50, определена как участок максимальной толщины пластины, а область, в которой толщина пластины составляет больше 0% и меньше или равна 97% в отношении участка максимальной толщины пластины, определена как участок уменьшения толщины пластины. В этом случае, если смотреть по направлению прессования, участки 30а-30d приема давления форм 25а-25d для подавления образования складок предпочтительно расположены с возможностью перекрываться участком участка уменьшения толщины пластины на материале 5 заготовки. В результате сила подавления образования складок на участке, в котором толщина пластины во фланцевых участках 54а и 54b уменьшается во время штамповки, может предпочтительно увеличиваться на конечном этапе штамповки. Сила подавления образования складок на участке уменьшения толщины пластины, в котором толщина пластины составляет больше 0% и меньше или равна 97% в отношении участка максимальной толщины пластины, предпочтительно увеличивается на конечном этапе штамповки и, таким образом, упругая отдача штампованного изделия 50 может эффективно уменьшаться. [0085] Фиг. 15 представляет собой поясняющий вид, иллюстрирующий предпочтительные положения, в которых участок приема давления и участок увеличения силы подавления образования складок расположены на виде, показывающем распределение толщины пластины фланцевого участка в штампованном изделии, которое сформовано посредством инструмента для штамповки известного уровня техники, показанного на Фиг. 13А. Другими словами, например, Фиг. 15 представляет собой поясняющий вид, в котором положения расположения участков 30b и 30d приема давления и участка 16b увеличения силы подавления образования складок перекрываются на Фиг. 14. [0086] Как показано на Фиг. 15, участки 30b и 30d приема давления предпочтительно расположены так, что участок изогнутого внутреннего участка 6b (участок, который становится участком уменьшения толщины пластины, имеющим толщину пластины больше 0% и меньше или больше 97% в отношении участка максимальной толщины пластины) перекрывается изогнутым внешним участком 6а (участком, который становится участком максимальной толщины пластины во фланцевых участках 54а и 54b штампованного изделия 50, штампуемого с использованием инструмента 91 для штамповки известного уровня техники). Участок 16b увеличения силы подавления образования складок предпочтительно расположен так, что участок 16b увеличения силы подавления образования складок выступает к участкам 30b и 30d приема давления и создает силу противодействия, противоположную направлению прессования, при прессовании участка увеличения силы подавления образования складок в направлению прессования, и упруго деформирует формы 25b и 25d для подавления образования складок. В результате возможно предпочтительно увеличивать силу подавления образования складок изогнутого внутреннего участка 6b, в котором толщина пластины уменьшается во фланцевых участках 54а и 54b во время штамповки, на конечном этапе штамповки. [0087] Таким образом, посредством расположения участков 30b и 30d приема давления и участков 16b увеличения силы подавления образования складок, формы 25b и 25d для подавления образования складок выпукло и упруго деформируются к стороне материала 5 заготовки посредством участков 30b и 30d приема давления на конечном этапе штамповки и, таким образом, возможно локально и интенсивно увеличивать силу подавления образования складок на изогнутом внутреннем участке 6b. [0088] Инструменты для штамповки согласно каждому аспекту настоящего изобретения, описанному выше, обобщены следующим образом. (1) Инструменты 1-4 для штамповки согласно каждому аспекту настоящего изобретения включают пуансон 10, который включает участок 12 пуансона и участок 14 пластины, выполненные с возможностью передачи формы материалу 5 заготовки, матрицу 20, которая соединена с пуансоном 10 и противоположна участку 12 пуансона, и формы 25а-25d для подавления образования складок. Формы 25а-25d для подавления образования складок включают первые поверхности 31а-31d, вторые поверхности 32а-32d и боковые поверхности (третьи поверхности) 33а и 33b, которые являются непрерывными между первой поверхностью 31а-31d и второй поверхностью 32а-32d и которые противоположны участку 12 пуансона. Формы 25а-25d для подавления образования складок расположены между боковыми поверхностями (третьими поверхностями) 33а и 33b и участком пуансона 12 посредством зазора. Первые поверхности 31а-31d противоположны участку 14 пластины и приходят в контакт с участком 14 пластины в конечной точке штамповки. Вторые поверхности 32а-32b противоположны матрице 20 и удерживают материал 5 заготовки вместе с матрицей 20. Инструменты 1-4 для штамповки согласно каждому аспекту настоящего изобретения включают: участки 30а-30d приема давления, которые включают участок канавки, который принимает силу противодействия с возможностью упругого деформирования форм 25а-25d для подавления образования складок на конечном этапе штамповки, на первых поверхностях 31а-31d форм 25а-25d для подавления образования складок; и участки 16а и 16b увеличения силы подавления образования складок, которые расположены на поверхностях, противоположных первым поверхностям 31а-31d участка 14 пластины, выступают к участкам 30а-30d приема давления и создают силу противодействия в направлении, противоположном направлению прессования, при прессовании участков увеличения силы подавления образования складок в направлении прессования на конечном этапе штамповки. [0089] (2) Основываясь на случае, где участки 30а-30d приема давления и участки 16а и 16b увеличения силы подавления образования складок удалены из инструментов 1-4 для штамповки, область, в которой толщина пластины является максимальной во фланцевых участках 54а и 54b штампованного изделия 50, определена как участок максимальной толщины пластины. Область, в которой толщина пластины составляет больше 0% и меньше и равна 97% в отношении участка максимальной толщины пластины, определена как участок уменьшения толщины пластины. В этом случае участок приема давления 30а-30d может перекрываться участком области, соответствующей участку уменьшения толщины пластины в материале 5 заготовки, если смотреть по направлению прессования. [0090] (3) Участки 30а и 30b приема давления образованы участком канавки, толщина каждой из форм 25а и 25b для подавления образования складок в положениях участков 30а и 30b приема давления (участков канавки) определена как L в мм. Минимальное значение толщины каждой из форм 25а и 25b для подавления образования складок в положении, которое исключает участки 30а и 30b приема давления (участки канавки) и приходит в контакт с материалом 5 заготовки, определено как H в мм. В этом случае каждая из форм 25а и 25b для подавления образования складок может удовлетворять следующим выражениям 1 и 2, и когда выступающая высота каждого из участков 16а и 16b увеличения силы подавления образования складок от поверхности участка 14 пластины определена как G в мм, а длина хода пресса от начальной точки штамповки до конечной точки штамповки определена как PS в мм, выступающая высота G каждого из участков 16а и 16b увеличения силы подавления образования складок может удовлетворять следующему выражению 3. 20≤L≤0,8xH, если 40≤H≤50 (выражение 1) 20≤L≤40, если 50 0,02×PS+H-L≤G≤0,3×PS+H–L (выражение 3) [0091] (4) Участок границы, который разделяет участки 30с и 30d приема давления, может представлять собой участки 35с и 35d канавки. В особенности участки 30c и 30d приема давления могут включать участки 35c и 35d канавки, участки 35c и 35d канавки становятся участком участка границы и, таким образом, участки 30с и 30d приема давления могут быть разделены на первых поверхностях 31с и 31d. [0092] (5) Участки 16а и 16b увеличения силы подавления образования складок могут включать упругое тело, которое прикладывает силу противодействия. (6) Упругое тело может представлять собой по меньшей мере одно из дисковой пружины 42а, спиральной пружины и резины. [0093] Далее будет описан способ изготовления штампованного изделия 50, которое штампуют с использованием инструментов 1-4 для штамповки согласно вариантам осуществления настоящего изобретения. [0094] Способ изготовления штампованного изделия 50 согласно аспекту настоящего изобретения включает: этап, на котором увеличивают силу подавления образования складок в отношении участка материала 5 заготовки во время штамповки на конечном этапе штамповки, из положения, в котором ход пресса составляет 2-30%, до конечного положения формования с использованием инструментов 1-4 для штамповки согласно вышеописанным аспектам, и когда начальное положение формования хода пресса при штамповке материала 5 заготовки определено как 100%, а конечное положение формования хода пресса определено как 0%. [0095] Согласно способу изготовления штампованного изделия 50, упругую отдачу подавляют и, таким образом, могут получать штампованное изделие 50, имеющее высокую размерную точность. В способе изготовления, если положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляет менее 2%, увеличение силы подавления образования складок является не достаточным и, таким образом, эффект, который вызывается уменьшением упругой отдачи, может быть нестабильным. С другой стороны, если положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляет более 30%, интервал увеличения силы подавления образования складок становится слишком длинным. Соответственно, разница в силе подавления образования складок уменьшается между начальным положением формования хода пресса и конечным положением формования хода пресса. В связи с этим эффект, который вызывается увеличением силы подавления образования складок только на конечном этапе штамповки, уменьшается и, таким образом, упругая отдача может все-таки возникать. Более того, для того, чтобы дополнительно уменьшать упругую отдачу, положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляет предпочтительно 5-15%. Пример 1 [0096] Технические результаты аспектов настоящего изобретения будут дополнительно описаны согласно примерам. Однако условия примеров представляют собой условия, принятые для подтверждения осуществимости и технических результатов настоящего изобретения, и настоящее изобретение не ограничено этими условиями. Настоящее изобретение принимает различные условия, если достигается задача настоящего изобретения без отклонения от сущности настоящего изобретения. [0097] Пример 1 Материал 5 заготовки получался путем лазерной резки листа стали с высокой прочностью на растяжение в заданной форме. Материал 5 заготовки подвергался выполнению обработки вытяжкой и гибочной обработки (штамповки) так, что форма становилась шляпообразным поперечным сечением. Более того, после обработки вытяжкой и гибочной обработки материал заготовки подвергался выполнению окончательной обработки (обработки правкой). Условия или т.п. для каждого процесса описаны ниже. [0098] В качестве материала использовался лист стали с высокой прочностью на растяжение, имеющий толщину пластины 1,0 мм и прочность на растяжение 590 МПа, лист стали с высокой прочностью на растяжение подвергался лазерной резке так, что форма после окончательной обработки (обработки правкой) становилась поперечным сечением с шириной 60 мм и высотой 80 мм, как показано на Фиг. 16А и 16В и, таким образом, получался материал 5 заготовки. [0099] Материал 5 заготовки подвергался выполнению обработки вытяжкой и гибочной обработки (штамповки), чтобы иметь форму (шляпообразное поперечное сечение), показанную на Фиг. 6А и 6B, с использованием инструмента 1 для штамповки на Фиг. 1А-2 (инструмента 1 для штамповки согласно первому варианту осуществления), инструмента 2 для штамповки, показанного на Фиг. 7А-8 (инструмента 2 для штамповки согласно второму варианту осуществления) и инструмента 3 для штамповки, показанного на Фиг. 9А и 9B (инструмента 3 для штамповки согласно третьему варианту осуществления). [0100] В качестве участков 16а-16f увеличения силы подавления образования складок использовался блок дисковых пружин, который представляет собой комбинацию дисковых пружин 42а, показанных на Фиг. 4А. Нагрузка (сила противодействия) участков 16а-16f увеличения силы подавления образования складок 16 прикладывалась к формам 25а и 25b для подавления образования складок на конечном этапе штамповки и изменялась согласно количеству и способу комбинирования (параллельный, последовательный и параллельно-последовательный) дисковых пружин 42а. В инструменте 3 для штамповки (инструменте 3 для штамповки согласно третьему варианту осуществления), показанному на Фиг. 9A и 9В, в дополнение к участкам 30а и 30b приема давления размещались участки 16с-16f увеличения силы подавления образования складок. [0101] Толщина H форм 25а и 25b для подавления образования складок на области, которая исключает участки 30а и 30b приема давления и приходит в контакт с материалом 5 заготовки, толщины L форм 25а и 25b для подавления образования складок на участке 30а и 30b приема давления и отношение L/H толщины показаны в таблице 1. [0102] Нагрузка (сила противодействия) участков 16а-16f увеличения силы подавления образования складок, прикладываемая к формам 25а и 25b для подавления образования складок, также показана в таблице 1. Нагрузка указана в виде общего значения нагрузок блока дисковых пружин, расположенного на инструментах 1-3 для штамповки. [0103] Например, инструмент 3 для штамповки, показанный на Фиг. 9А и 9B, использовался в примере настоящего изобретения №6. В этом случае расположены шесть участков 16а-16f увеличения силы подавления образования складок. Нагрузка (сила противодействия), которая прикладывается к формам 25а и 25b для подавления образования складок одним блоком дисковых пружин в участках 16а-16f увеличения силы подавления образования складок, составляет 100 кН. Соответственно, общая величина нагрузок (сил противодействия) составляет 600 кН (100 кН ×6). [0104] В традиционном примере №14 использовался инструмент 91 для штамповки, показанный на Фиг. 13А и 13В, который не имеет участков 30а и 30b приема давления и участков 16а-16f увеличения силы подавления образования складок. В ссылочном примере 1 использовался инструмент 1 для штамповки, в котором толщина Н и толщина L форм 25а и 25b для подавления образования складок были одинаковыми друг с другом. Другими словами, инструмент 1 для штамповки, используемый в ссылочном примере 1, представлял собой инструмент для штамповки, в котором объединялись формы 25е и 25f для подавления образования складок, которые не имели участка приема давления, и пуансон 10, который имел участки 16а и 16b увеличения силы подавления образования складок. [0105] Обработка вытяжкой и гибочная обработка (штамповка) выполнялась с использованием устройства для штамповки, имеющем грузоподъемность 1960 кН (200 тонн). Штамповка выполнялась до тех пор, пока высота штампованного изделия 50 не становилась 60 мм, как показано на Фиг. 6В, при прикладывании 196 кН (20 тонн) нагрузки для подавления образования складок (общее значение нагрузок, прикладываемых к формам 25а и 25b для подавления образования складок). Традиционный пример № 14 также выполнялся подобным образом. Используемое устройство для штамповки представляло собой обычное устройство для штамповки, которое не имело устройства регулируемой подкладки матрицы или т.п.. [0107] В №№1-10 в примерах настоящего изобретения и ссылочных примерах увеличение силы подавления образования складок на конечном этапе штамповки начиналось с высоты 9 мм перед конечной точкой штамповки. Другими словами, выступающая высота G каждого из участков 16а и 16b увеличения силы подавления образования складок, приходящих в контакт с участками 30а и 30b приема давления на конечном этапе штамповки, устанавливалась на значении, которое добавляло 9 мм к глубине (H-L) каждого из участков 30а и 30b приема давления. Длина PS хода пресса от начальной точки штамповки до конечной точки штамповки составляла 60 мм. Другими словами, когда начальное положение формования хода пресса определялось как 100%, а конечное положение формования хода пресса определялось как 0% во время штамповки материалов заготовки, положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, располагалось в положении 15%. Здесь описаны участки 16а и 16b увеличения силы подавления образования складок, приходящие в контакт с участками 30а и 30b приема давления на конечном этапе штамповки. Однако в участках 16с-16f увеличения силы подавления образования складок 16, которые не приходят в контакт с участками 30а и 30b приема давления на конечном этапе штамповки, выступающая высота G устанавливалась на 9 мм. [0108] В №№11-13 в примерах настоящего изобретения и ссылочных примерах увеличение силы подавления образования складок на конечном этапе штамповки регулировалось следующим образом. Другими словами, как показано в таблице 1, начальное положение увеличения силы подавления образования складок регулировалось путем установки глубины (H-L) каждого из участков 30а и 30b приема давления с возможностью быть постоянной и изменения значения выступающей высоты G. В примере №11 настоящего изобретения увеличение силы подавления образования складок начиналось с высоты (положения, в котором ход пресса составляет 33%) 20 мм перед конечной точкой штамповки. В примере №12 настоящего изобретения увеличение силы подавления образования складок начиналось с высоты (положения, в котором ход пресса составляет 2,5%) 1,5 мм перед конечной точкой штамповки. В примере №13 настоящего изобретения увеличение силы подавления образования складок начиналось с высоты (положения, в котором ход пресса составляет 1,8%) 1,1 мм перед конечной точкой штамповки. [0109] Окончательная обработка (обработка правкой) выполнялась с использованием штампованного изделия 50, получаемого путем вышеописанной обработки вытяжкой и гибочной обработки (штамповки). [0110] Фиг. 16А и 16B представляют собой виды, показывающие штампованное изделие после окончательной обработки (обработки правкой). Фиг. 16А представляет собой вид в перспективе, а Фиг. 16В представляет собой вертикальный вид в поперечном сечении, если смотреть в направлении стрелки В на Фиг. 16А. На Фиг. 16А и 16В ссылочная позиция 57 обозначает штампованное изделие после окончательной обработки (обработки правкой). [0111] Фиг. 17 представляет собой вид, показывающий схематическую конфигурацию формы для обработки правкой, которая выполняет окончательную обработку (обработку правкой), и представляет собой вид в перспективе, показывающий ее полностью. На Фиг. 17 ссылочная позиция 92 обозначает форму для обработки правкой. [0112] В штампованном изделии 50, получаемом путем обработки вытяжкой и гибочной обработки (штамповки), участок шляпы, окруженный участками 55а и 55b вертикальной стенки и верхним участком 55с, вставлялся в участок 12 пуансона формы 92 для обработки правкой, а верхний участок 55с прижимался подушкой 18. Окончательная обработка (обработка правкой) выполнялась участком 12 пуансона и матрицей 20. При окончательной обработке (обработке правкой) подавление образования складок не выполнялось. [0113] Окончательная обработка (обработка правкой) выполнялась с использованием устройства для штамповки, имеющего грузоподъемность 1960 кН (200 тонн). Как показано на Фиг. 16В, обработка правкой выполнялась до тех пор, пока высота штампованного изделия 57 не составила 80 мм, как показано на Фиг. 16В. Согласно окончательной обработке (обработке правкой), штампованное изделие 50, имеющее шляпообразное поперечное сечение, становилось штампованным изделием 57, имеющим форму, показанную на Фиг. 16А и 16В. Используемое устройство для штамповки представляло собой обычное устройство для штамповки, которое не включало устройство регулируемой подкладки матрицы или т.п. [0114] Далее будет описан способ оценки упругой отдачи в отношении штампованного изделия 50 после обработки вытяжкой и гибочной обработки и штампованного изделия после окончательной обработки (обработки правкой) 57. [0115] Фиг. 18 представляет собой вертикальный вид в поперечном сечении, перпендикулярный продольному направлению штампованного изделия после обработки вытяжкой и гибочной обработки, и поясняющий вид, показывающий состояние возникновения коробления стенки (упругой отдачи). На Фиг. 18 Wh обозначает зазор между участком 55а вертикальной стенки и участком 55b вертикальной стенки при отсутствии упругой отдачи. Wh' обозначает зазор между участком 55а' вертикальной стенки и участком 55b' вертикальной стенки при возникновении упругой отдачи. ΔWh обозначает разность между Wh' и Wh. В особенности, как показано на Фиг. 18, когда точка пересечения участка 55а вертикальной стенки и фланцевого участка 54а определена как Р, а точка пересечения участка 55b вертикальной стенки и фланцевого участка 54b определена как Q, сегмент PQ линии определен как Wh. Более того, когда точка пересечения участка 55а' вертикальной стенки и фланцевого участка 54а' определена как P', а точка пересечения участка 55b' вертикальной стенки и фланцевого участка 54b' определена как Q', сегмент P'Q' линии определен как Wh'. [0116] Wh', Wh, and ΔWh могут быть получены следующим образом. Значения координат точечной группы на внешней поверхности штампованного изделия 50 после обработки вытяжкой и гибочной обработки получаются с использованием устройства CCD для трехмерного измерения бесконтактного типа. На виде в поперечном сечении, если смотреть в направлении стрелки А на Фиг. 6А, измеряется зазор Wh' между участком 55а' вертикальной стенки и участком 55b' вертикальной стенки при возникновении упругой отдачи. Зазор Wh' сравнивается с зазором Wh между участком 55а вертикальной стенки и участком 55b вертикальной стенки 55 в данных CAD (форме проектирования) при проектировании штампованного изделия 50. Соответственно, получается ΔWh=Wh'-Wh. [0117] Основываясь на ΔWh, полученном вышеописанным образом, коробление стенки (упругая отдача) после обработки вытяжкой и гибочной обработки (штамповки) оценивалось согласно следующей ссылке. Хорошо (G): ΔWh меньше или равно 10 мм Неплохо (NB): ΔWh больше 10 мм и меньше 15 мм Плохо (B): ΔWh равно или больше 15 мм [0118] Фиг. 19 представляет собой вертикальный вид в поперечном сечении, перпендикулярный продольному направлению штампованного изделия после окончательной обработки (обработки правкой), и поясняющий вид, показывающий состояние возникновения коробления стенки (упругой отдачи). На Фиг. 19 Wc обозначает зазор между участком 55а вертикальной стенки и участком 55b вертикальной стенки при отсутствии упругой отдачи. Wc' обозначает зазор между участком 55а' вертикальной стенки и участком 55b' вертикальной стенки при возникновении упругой отдачи. ΔWс обозначает разность между Wc' and Wc. В особенности, как показано на Фиг. 19, когда конец участка 55а вертикальной стенки определен как точка R, а конец участка 55b вертикальной стенки определен как точка S, сегмент RS линии становится Wc. Более того, когда конец участка 55а' вертикальной стенки определен как точка R', а конец участка 55b' вертикальной стенки определен как точка S', сегмент R'S' линии становится Wc'. [0119] Wc', Wc и ΔWс могут быть получены следующим образом. Значения координат точечной группы на внешней поверхности штампованного изделия после окончательной обработки (обработки правкой) 57 получаются с использованием устройства CCD для трехмерного измерения бесконтактного типа. На виде в поперечном сечении, если смотреть в направлении стрелки B на Фиг. 16А, измеряется зазор Wc' между участком 55а' вертикальной стенки и участком 55b' вертикальной стенки при возникновении упругой отдачи. Зазор Wc' сравнивается с зазором Wc между участком 55а вертикальной стенки и участком 55b вертикальной стенки в данных CAD (форме проектирования) при проектировании штампованного изделия 57. Соответственно, получается ΔWс=Wc'-Wc. [0120] Основываясь на ΔWс, получаемом вышеописанным образом, оценивалось коробление стенки (упругая отдача) после выполнения окончательной обработки (обработки правкой) согласно следующей ссылке. Хорошо (G): ΔWс меньше или равно 7 мм Неплохо (NB): ΔWс больше 7 мм и меньше 15 мм Плохо (B): ΔWс равно или больше 15 мм [0121] Более того, Фиг. 20 представляет собой вид в перспективе, показывающий штампованное изделие после окончательной обработки (обработки правкой), и поясняющий вид, показывающий состояние возникновения волнистости (упругой отдачи). На Фиг. 20 показано состояние, где волнистость 61 возникает на изогнутой поверхности 60 изогнутого участка 52 штампованного изделия 57. [0122] Фиг. 21А представляет собой вид в перспективе, показывающий штампованное изделие после окончательной обработки (обработки правкой), и поясняющий вид, показывающий положение измерения волнистости (упругой отдачи). Состояние возникновения волнистости 61 оценивается в сегменте 62 линии, показанном пунктирной линией на Фиг. 21А. Фиг. 21В представляет собой график, показывающий пример измеренного результата волнистости (упругой отдачи). На Фиг. 21В горизонтальная ось соответствует сегменту 62 линии, показанному на Фиг. 21А, а вертикальная ось обозначает состояние возникновения (разность между фактическим измеренным значением и значением формы проектирования) волнистости 61. [0123] Волнистость 61 штампованного изделия 57 может оцениваться следующим образом. Значения координат точечной группы на внешней поверхности штампованного изделия после окончательной обработки (обработки правкой) получаются с использованием устройства CCD для трехмерного измерения бесконтактного типа. Измеренные результаты значений координат в сегменте 62 линии в изогнутой поверхности 60 сравниваются с данными CAD (формы проектирования) при проектировании штампованного изделия 57 и, таким образом, подготавливается график, показанный на Фиг. 21В. Получается абсолютное значение ΔYW разности между максимальным значением и минимальным значением на графике в изогнутой поверхности 60, как показано на Фиг. 21В. Сегмент 62 линии, который представляет собой положение измерения волнистости 61, параллелен линии пересечения, образованной верхним участком 55с и участком 55а вертикальной стенки (имеющим U-образное поперечное сечение) штампованного изделия 57, а расстояние между параллельными линиями составляет 70 мм. [0124] Основываясь на ΔYW , получаемом таким образом, волнистость 61 (упругая отдача) после окончательной обработки (обработки правкой) оценивалась согласно следующей ссылке. Очень хорошо (VG): ΔYW меньше или равно 3 мм Хорошо (G): ΔYW больше 3 мм и меньше 7 мм Неплохо (NB): ΔYW больше 7 мм и меньше 15 мм Плохо (B): ΔYW равно или больше 15 мм [0125] Результаты оценки упругой отдачи в отношении штампованного изделия 50 после обработки вытяжкой и гибочной обработки и штампованного изделия 57 после окончательной обработки (обработки правкой) показаны в таблице 2. После выполнения обработки вытяжкой и гибочной обработки и обработки правкой в штампованном изделии 50 или штампованном изделии 57 трещины не подтверждались при любых условиях. [0126]
[0127]
Во-первых, описан результат оценки упругой отдачи в отношении штампованного изделия 50 после обработки вытяжкой и гибочной обработки. Как показано в таблице 2, в любом из примеров №№3-7 и №№9-12 настоящего изобретения подверждалось, что ΔWh после выполнения обработки вытяжкой с гибкой было хорошим, и коробление стенки (упругая отдача) было маленьким.
С другой стороны, в любом из ссылочных примеров №1, №2, №8 и №13 и традиционном примере №14 ΔWh после выполнения обработки вытяжкой и гибочной обработки было не лучше, чем ΔWh примера настоящего изобретения.
[0128]
Путем сравнения примеров №3 и №6 настоящего изобретения, когда размещались только участки 16а и 16b увеличения силы подавления образования складок, подтверждалось, что эффект, который вызывается уменьшением упругой отдачи, был выше, чем когда размещались участки 16а-16f увеличения силы подавления образования складок. Другими словами, когда размещались только участки 16а и 16b увеличения силы подавления образования складок, формы 25а и 25b для подавления образования складок значительно изгибались на конечном этапе штамповки, по сравнению с тем, когда размещаются участки 16а-16f увеличения силы подавления образования складок.
В результате может быть подтверждено, что упругая отдача в штампованном изделии 50 может быть дополнительно уменьшена.
[0129]
Путем сравнения №№1-4 в примерах настоящего изобретения и ссылочных примеров может быть подтверждено, что толщина Н и толщина L предпочтительно удовлетворяют вышеописанным выражениям 1 и 2. В №№1-4 изменялась только толщина L каждой из форм 25а и 25b для подавления образования складок, а другие условия штамповки были одинаковыми друг с другом.
В №№1-4 значения выступающих высот G отличались друг от друга. Однако, главным образом, положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляло 15% в этих примерах, что было одинаковым друг с другом.
В числе №№1-4 толщина L превышала 0,8×H в №1 и №2, и толщина L была меньше или равна 0,8×H в №3 и №4. Другими словами, в №3 и №4, которые представляли собой примеры, удовлетворяющие выражениям 1 или 2 в №№1-4, упругая отдача может быть предпочтительно уменьшена.
[0130]
Здесь Фиг. 22-25 показывают распределения контактного давления на вторых поверхностях 32а и 32b, когда формы 25а и 25b для подавления образования складок принимают силу противодействия от участков 16а и 16b увеличения силы подавления образования складок на конечном этапе штамповки.
Фиг. 22-25 соответствуют №№1-4, которые представляют собой примеры настоящего изобретения и ссылочные примеры. Другими словами, Фиг. 22 показывает распределение контактного давления на второй поверхности формы для подавления образования складок, когда отношение L/H толщины формы для подавления образования складок составляет 100%, Фиг. 23 показывает распределение контактного давления на второй поверхности формы для подавления образования складок, когда отношение L/H толщины формы для подавления образования складок составляет 90%. Фиг. 24 показывает распределение контактного давления на второй поверхности формы для подавления образования складок, когда отношение L/H толщины формы для подавления образования складок составляет 80%. Фиг. 25 показывает распределение контактного давления на второй поверхности формы для подавления образования складок, когда отношение L/H толщины формы для подавления образования складок составляет 70%.
На Фиг. 22-25 ссылочные позиции 71, 72, 73 и 74 обозначают области, в которых контактные давления на вторых поверхностях 32а и 32b становятся максимальными значениями. Более того, в областях ссылочных позиций 71, 72, 73 и 74 контактные давления составляли 1,5 МПа, 2,5 МПа, 6,5 МПа и 8,7 МПа соответственно.
[0131]
Как показано на Фиг. 22-25, когда толщина Н составляет 50 мм, контактные давления на областях, соответствующих участкам, на которых обеспечены участки 30а и 30b приема давления на вторых поверхностях 32а и 32b форм 25а и 25b для подавления образования складок, увеличиваются по мере уменьшения отношения L/H толщины. Как описано выше, фланцевые участки 54а и 54b штампованного изделия 50 удерживаются между матрицей 20 и вторыми поверхностями 32а и 32b форм 25а и 25b для подавления образования складок, и к фланцевым участкам 54а и 54b прикладывается сила подавления образования складок.
Соответственно, участок, к которому особенно добавляется увеличенная сила подавления образования складок на фланцевых участках 54а и 54b, и участок области (области, на которой обеспечены участки 30а и 30b приема давления), в котором контактное давление предпочтительно увеличивается на вторых поверхностях 32а и 32b, перекрываются друг другом, если смотреть по направлению прессования.
[0132]
Путем сравнения №4, №№11-13, которые представляют собой примеры настоящего изобретения и ссылочные примеры, может быть подтверждено, что выступающая высота G каждого из участков 16а и 16b увеличения силы подавления образования складок предпочтительно удовлетворяет вышеописанному выражению 3. В №4, №№11-13 только положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, изменяется путем изменения значения выступающей высоты G, а другие условия штамповки являются одинаковыми друг с другом.
В числе №4, №№11-13, в №11 положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляет 33%. В №13 положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляет 1,8%.
С другой стороны, в числе №4, №№11-13, в №4 положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляет 15%. В №12 положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляет 2,5%.
Другими словами, в числе №4, №№11-13 выступающая высота G удовлетворяет выражению 3 в №4 и №12. Таким образом, в №4 и №12, которые представляют собой примеры, удовлетворяющие выражению 3, в числе №4, №№11-13, может быть подтверждено, что упругая отдача может быть предпочтительно уменьшена.
[0133]
С другой стороны, как описано выше, в ссылочном примере №1 и №2, так как толщина L превышает 0,8×H, упругая отдача не может быть уменьшена. В ссылочном примере №8, так как толщина L превышает 40 мм, упругая отдача не может быть уменьшена.
Как описано выше, в ссылочном примере №13, так как положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, составляло 1,8%, и увеличение силы подавления образования складок на конечном этапе штамповки было не достаточным, упругая отдача не может быть уменьшена. В традиционном примере №14, так как не обеспечивались участки 30а и 30b приема давления и участки 16а и 16b увеличения силы подавления образования складок, упругая отдача не может быть уменьшена.
[0134]
Далее будет описан способ оценки упругой отдачи в отношении штампованного изделия после окончательной обработки (обработки правкой) 57. Как показано в таблице 2, в любом из примеров №№3-7 настоящего изобретения может быть подтверждено, что №№9-12, ΔWс и ΔYW после окончательной обработки (обработки правкой) были хорошими, и коробление стенки и волнистость 61 были маленькими.
Может быть подтверждено, что размерная точность штампованного изделия после окончательной обработки (обработки правкой) 57 улучшалась по мере того, как уменьшалась упругая отдача штампованного изделия после обработки вытяжкой и гибочной обработки 50. Причина состоит в том, что напряжение растяжения в продольном направлении штампованного изделия 50 на поверхностях 55а и 55b вертикальной стенки изогнутого участка 52 уменьшается путем увеличения силы подавления образования складок изогнутого участка 52 на конечном этапе штамповки при обработке вытяжкой и гибочной обработке.
В результате неоднородность остаточного напряжения в направлении толщины пластины или в направлении плоскости штампованного изделия 50 уменьшается, и, таким образом, размерная точность штампованного изделия после окончательной обработки (обработки правкой) 57 также улучшается.
С другой стороны, в любом из ссылочных примеров №1, №2, №8 и №13 и традиционном примере №14 ΔWc и ΔYW после обработки правкой были не лучше, чем ΔWc и ΔYW примера настоящего изобретения. Таким образом, если упругая отдача штампованного изделия после обработки вытяжкой и гибочной обработки 50 была большой, даже когда выполнялась окончательная обработка (обработка правкой), может быть подтверждено, что размерная точность штампованного изделия 57 не улучшалась.
(Пример 2)
Фиг. 26 представляет собой вид, показывающий расположенные положения участка приема давления и участка увеличения силы подавления образования складок инструмента для штамповки. Как показано на Фиг. 26, положения расположения участков 30а, 30b и 30g-30j приема давления и участков 16а-16f увеличения силы подавления образования изменялись, и материал 5 заготовки подвергался выполнению обработки вытяжкой и гибочной обработки (штамповки).
В особенности, в качестве материала использовался лист стали с высокой прочностью на растяжение, имеющий толщину пластины 1,0 мм и прочность на растяжение 590 МПа, и подобно примеру 1 лист стали с высокой прочностью на растяжение подвергался лазерной резке и, таким образом, получался материал 5 заготовки. Материал 5 заготовки подвергался выполнению обработки вытяжкой и гибочной обработки (штамповки), чтобы иметь форму (шляпообразное поперечное сечение), показанную на Фиг. 6А и 6B.
Таблица 3 показывает комбинации расположенных положений участков 30а, 30b и 30g-30j приема давления и участков 16а-16f увеличения силы подавления образования складок. Например, инструмент для штамповки примера №16 настоящего изобретения является таким же, как и инструмент 2 для штамповки примера № 5 настоящего изобретения примера 1, за исключением толщины H, толщины L и отношения L/H толщины.
Нагрузка (сила противодействия), прикладываемая к формам 25а и 25b для подавления образования складок блоком дисковых пружин участков 16а-16f увеличения силы подавления образования складок, устанавливалась на 150 кН. Более того, выступающая высота G устанавливалась на 19 мм. Длина PS хода пресса от начальной точки штамповки до конечной точки штамповки устанавливалась на 60 мм. Другими словами, когда начальное положение формования хода пресса устанавливалось на 100%, а конечное положение формования хода пресса устанавливалось на 0% во время штамповки материала 5 заготовки, положение хода пресса, которое представляет собой начальное положение увеличения силы подавления образования складок, устанавливалось на 6,7%.
После обработки вытяжкой и гибочной обработки выполнялась окончательная обработка (обработка правкой). Условия обработки вытяжкой и гибочной обработки, условия обработки правкой и способ оценки упругой отдачи являлись подобными тем, что в примере 1.
[0136]
[0137]
Результаты оценки упругой отдачи в отношении штампованного изделия после обработки 50 вытяжкой и гибочной обработки и штампованного изделия после окончательной обработки (обработки правкой) 57 показаны в таблице 4. После выполнения обработки вытяжкой и гибочной обработки и обработки правкой при любом условии в штампованном изделии 50 или штампованном изделии 57 трещины не подтверждались.
[0138]
[Таблица 4]
[0139]
Как показано в таблице 4, в примере №16 настоящего изобретения ΔWh после обработки вытяжкой и гибочной обработки и ΔWc и ΔYW после окончательной обработки были хорошими, и может быть подтверждено, что упругая отдача была маленькой.
В примере №16 настоящего изобретения участок 30b приема давления размещался так, что участок приема давления перекрывался с участком изогнутого внутреннего участка 6b, который становится участком уменьшения толщины пластины, имеющим толщину пластины больше 0% и меньше или равную 97% в отношении изогнутого внешнего участка 6а, который становится участком максимальной толщины пластины на фланцевом участке 54а и 54b штампованного изделия 50, штампуемого посредством инструмента 91 для штамповки известного уровня техники.
Другими словами, в примере №16 настоящего изобретения сила подавления образования складок могла быть локально и интенсивно увеличена к изогнутому внутреннему участку 6b, который является необходимым для увеличения силы подавления образования складок на конечном этапе штамповки, что было затруднительным для достижения посредством инструмента 91 для штамповки известного уровня техники.
[0140]
С другой стороны, в любом из ссылочного примера №15 и №№17-20 и ΔWh, ΔWc и ΔYW были не лучше, чем в примере № 16 настоящего изобретения. Как показано в таблице 4, в ссылочном примере №15 и №№17-20 участки 30а и 30g-30j приема давления размещались так, что участки приема давления перекрывались не с изогнутым внутренним участком 6b, который становится участком уменьшения толщины пластины, но по меньшей мере с участком изогнутого внешнего участка 6а или прямолинейными участками 6с-6f.
Соответственно, сила подавления образования складок не могла быть увеличена к изогнутому внутреннему участку 6b, который является необходимым для увеличения силы подавления образования складок на конечном этапе штамповки. В общем в штампованном изделии 57 требуется, чтобы размеры на всей области штампованного изделия 57 находились в пределах допустимого диапазона.
Другими словами, штампованное изделие 57, в котором размеры находятся за пределами допустимого диапазона даже в одном месте, например, штампованные изделия 57 ссылочных примеров №15 и №№17-20, не являются предпочтительными.
[0141]
Как описано выше, если сила подавления образования складок на участке уменьшения толщины пластины, который является необходимым для увеличения силы подавления образования складок, увеличивалась на конечном этапе штамповки, может быть подтверждено, что размерная точность штампованного изделия после обработки вытяжкой и гибочной обработки 50 и штампованного изделия после окончательной обработки (обработки правкой) 57 может быть предпочтительно улучшена.
Промышленная применимость
[0142]
Как описано выше, согласно аспекту настоящего изобретения участок приема давления обеспечен на участке формы для подавления образования складок, а участок увеличения силы подавления образования складок обеспечен на участке пуансона. Участок приема давления и участок увеличения силы подавления образования складок приходят в контакт друг с другом на конечном этапе штамповки и, таким образом, форма для подавления образования складок упруго деформируется.
В результате сила подавления образования складок, создаваемая участком увеличения силы подавления образования складок, передается в достаточной мере участку материала заготовки, к которому добавляется увеличенная сила подавления образования складок на конечном этапе штамповки.
Другими словами, даже когда штампованное изделие включает область деформации растяжения фланца в дополнение к области деформации сжатия фланца, упругая отдача штампованного изделия может быть эффективно уменьшена. Соответственно, его промышленная применимость является высокой.
Перечень ссылочных символов
[0143]
1-4: инструмент для штамповки
5: 5 материал заготовки
6а изогнутый внешний участок (участок максимальной толщины пластины)
6b: изогнутый внутренний участок (участок уменьшения толщины пластины)
6c-6f: прямолинейный участок
10: пуансон
12: участок пуансона
14: участок пластины
16a-16f: участок увеличения силы подавления образования складок (блок дисковых пружин)
20: матрица
25a-25f: форма для подавления образования складок
30a, 30b и 30g-30j: участок приема давления (участок канавки)
30c и 30d: участок приема давления
31a - 31f: первая поверхность
32a - 32f: вторая поверхность
33a - 33b: третья поверхность (боковая поверхность)
35c и 35d: участок канавки
40a: штырь
42a: дисковая пружина (упругое тело)
50: штампованное изделие после обработки вытяжкой и гибочной обработки
51a и 51b: участок прямой стороны
52: изогнутый участок
54a, 54a', 54b и 54b': фланцевый участок
55a, 55a', 55b и 55b': участок вертикальной стенки
55c: верхний участок
57: штампованное изделие после окончательной обработки (обработки правкой)
60: изогнутая поверхность
61: волнистость
62: сегмент линии
G: выступающая высота
H и L: толщина
PS: длина хода пресса
Реферат
Изобретение относится к области обработки металлов давлением и может быть использовано для штамповки изогнутого изделия шляпообразного поперечного сечения из заготовки металлической пластины с помощью инструмента для штамповки. Увеличивают силу подавления образования складок на конечном этапе штамповки посредством использования формы для подавления образования складок, которая содержит участок приема давления и участок увеличения силы подавления образования складок. Повышается качество изделия за счет уменьшения складкообразования. 2 н. и 5 з.п. ф-лы, 4 табл., 27 ил.
Формула



Комментарии