Способ производства штампованных изделий и производственная линия для них - RU2692353C1
Код документа: RU2692353C1
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу производства штампованного изделия и производственной линии для него. Настоящее изобретение относится, более конкретно, к способу производства штампованного изделия, используемого в автомобиле, и к производственной линии для штампованного изделия.
УРОВЕНЬ ТЕХНИКИ
[0002]
Часть рамы (например, стойка) автомобиля или любая другая часть производится штамповкой металлического листа, такого как стальной лист. Часть рамы автомобиля или любая другая часть имеет профиль в форме паза или шляпки, чтобы обеспечить прочность части. Часть рамы автомобиля или любая другая часть может иметь ступенчатое сечение профиля, как часть верхней листовой секции, которая позволяет, например, прикреплять к ней другую часть. Когда заготовка штампуется в часть, имеющую ступенчатый профиль, как часть верхней листовой секции, в некоторых случаях на штампованной части возникают морщины. Чтобы избежать появления морщин, часть, имеющая ступенчатый профиль, как часть верхней листовой секции, может формоваться вытяжкой. Ступенчатый профиль означает область наклона, которая соединяет области, имеющие высоты, отличающиеся от высоты ступенчатого профиля, и угол наклона не ограничивается 90°.
[0003]
В последние годы от автомобиля требуют иметь более легкий корпус для улучшения потребления топлива, что способствует предотвращению глобального потепления. Кроме того, требуется улучшение безопасности во время аварии. Исходя из этих требований, металлический лист, имеющий высокую прочность на разрыв, используется в качестве заготовки части рамы или любой другой части.
[0004]
Однако, высокопрочный металлический лист имеет склонность к образованию трещин при вытяжке. Причиной этого является низкая пластичность высокопрочного металлического листа.
[0005]
В опубликованной заявке на патент Японии №2014-240078 (патентный документ 1) раскрыт способ производства для предотвращения образования морщин штампованного изделия. В международной публикации WO 2011/145679 (патентный документ 2) раскрыт способ производства для предотвращения образования морщин и трещин штампованного изделия.
[0006]
В Патентном документе 1 раскрыт способ производства штампованного изделия при вытяжке таким образом, что штампованное изделие имеет L-образную форму без морщин. В способе производства, раскрытом в патентном документе 1, штамповка выполняется таким образом, что область, изогнутая в форме буквы L, ограничивается подушкой. В Патентном документе 1 описано, что этот способ предотвращает появление морщин в области, изогнутой в форме буквы L.
[0007]
В Патентном документе 2 раскрыт способ производства штампованного изделия, изогнутого в форме буквы L или буквы T с использованием сгибания. В способе производства, раскрытом в патентном документе 2, изогнутая область штампованного изделия сформована с частью верхней листовой секции штампованного изделия, ограниченного подушкой. В Патентном документе 2 описано, что этот способ предотвращает появление морщин в области, изогнутой в форме буквы L или буквы T.
ПЕРЕЧЕНЬ ЦИТИРУЕМЫХ ДОКУМЕНТОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0008]
Патентный документ 1: Опубликованная заявка на патент Японии №2014-240078
Патентный документ 2: WO 2011/145679
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
[0009]
Однако, способы производства, раскрытые в патентных документах 1 и 2, направлены на производство штампованного изделия, изогнутого в форме буквы L или в любой другой форме. Поэтому, в патентных документах 1 и 2 не раскрыто производство штампованного изделия с верхней листовой секцией, имеющей ступенчатый профиль.
[0010]
Целью настоящего раскрытия является обеспечение способа производства и производственной линии, способной избежать образования морщин или трещин в штампованном изделии с верхней листовой секцией, имеющей ступенчатый профиль, произведенной с использованием высокопрочного металлического листа.
РЕШЕНИЕ ПРОБЛЕМЫ
[0011]
Штампованное изделие, произведенное с использованием способа производства согласно варианту осуществления настоящего изобретения, включает в себя верхнюю листовую секцию и секцию вертикальной стенки. Верхняя листовая секция имеет ступенчатый профиль в продольном направлении к верхней листовой секции. Ступенчатый профиль продолжается от концевой секции в ширину верхней листовой секции и пересекает по меньшей мере по ширине часть верхней листовой секции. Секция вертикальной стенки примыкает к верхней листовой секции через гребневую секцию, расположенную в концевой секции по ширине верхней листовой секции, которая является концевой секцией там, где расположен ступенчатый профиль.
[0012]
Способ производства штампованного изделия согласно настоящему варианту осуществления включает в себя первый этап штамповки и второй этап штамповки. На первом этапе штамповки промежуточное формованное изделие формуют из переработанного материала при помощи первой пресс-формы. Промежуточное формованное изделие включает в себя ступенчатый профиль верхней листовой секции, временную секцию вертикальной стенки, примыкающую к верхней листовой секции через гребневую секцию и имеющую по меньшей мере часть секции вертикальной стенки и временную фланцевую секцию, примыкающую к временной секции вертикальной стенки через временную гребневую секцию, расположенную в концевой секции временной секции вертикальной стенки, которая представляет собой концевую секцию, противоположную гребневой секции. На втором этапе штамповки штампованное изделие формуют из промежуточного формованного изделия при помощи второй пресс-формы. На втором этапе штамповки формование выполняют таким образом, чтобы временная гребневая секция перемещалась к временной фланцевой секции с ограничением по меньшей мере части верхней листовой секции промежуточного формованного изделия.
[0013]
Производственная линия согласно настоящему варианту осуществления включает в себя первую пресс-машину и вторую пресс-машину, расположенную после первой пресс-машины. Первая пресс-машина включает в себя первый пуансон, первую матрицу и первую подушку. Первый пуансон включает в себя первую верхнюю секцию, секцию стенки первого пуансона и плоскую секцию пуансона. Первая верхняя секция имеет ступенчатый профиль в продольном направлении, который продолжается от концевой секции по ширине первого пуансона и пересекает по меньшей мере по ширине часть первого пуансона. Секция стенки первого пуансона примыкает к первой верхней секции через плечо первого пуансона, которое расположено в концевой секции первой верхней секции, которая является концевой секцией, где находится ступенчатый профиль. Плоская секция пуансона примыкает к секции стенки первого пуансона через нижнее плечо пуансона. Первая матрица обращена к плечу первого пуансона, секции стенки первого пуансона и плоской секции первого пуансона. Первая подушка обращена к первой верхней секции первого пуансона. Вторая пресс-машина включает в себя второй пуансон, вторую матрицу и вторую подушку. Второй пуансон имеет вторую верхнюю секцию и секцию стенки второго пуансона. Вторая верхняя секция имеет ту же форму, что и первая верхняя секция. Секция стенки второго пуансона примыкает ко второй верхней секции через плечо второго пуансона, которое расположено в концевой секции второй верхней секции, которая является концевой секцией там, где находится ступенчатый профиль. Вторая матрица обращена к плечу второго пуансона и секции стенки второго пуансона. Вторая подушка обращена ко второй верхней секции второго пуансона. Высота секции стенки второго пуансона во второй пресс-машине больше, чем высота секции стенки первого пуансона в первой пресс-машине. «Высота» в настоящем раскрытии означает размер в направлении высоты, если иное не связано со взаимным расположением между первой и второй пресс-машинами.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0014]
Способ производства согласно настоящему изобретению позволяет избежать появления морщин или трещин, даже когда штампованное изделие с верхней листовой секцией, имеющей ступенчатый профиль, производят с использованием высокопрочного металлического листа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015]
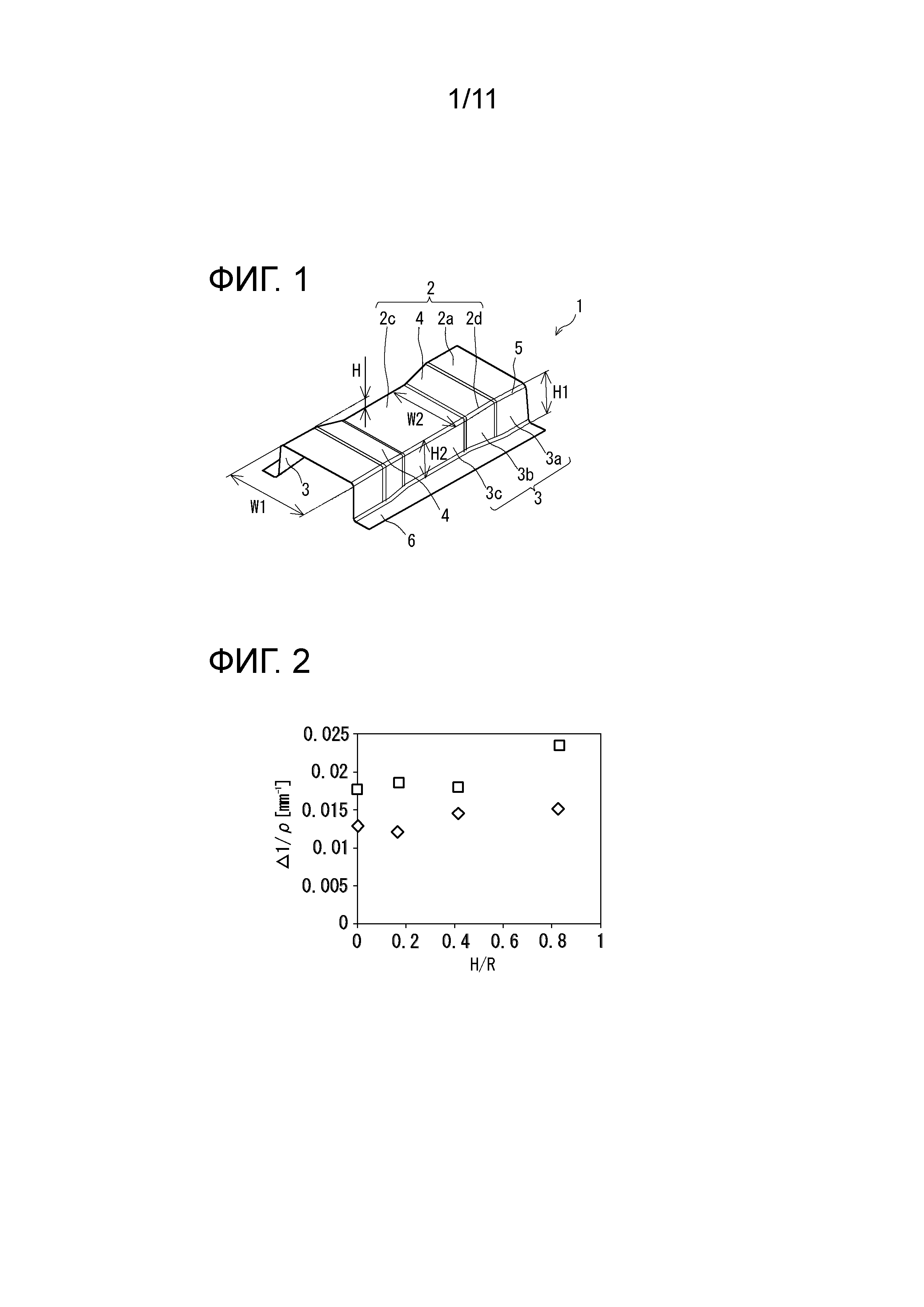
[ФИГ. 1]. ФИГ. 1 представляет собой вид в перспективе штампованного изделия, произведенного с использованием способа производства согласно варианту осуществления настоящего изобретения.
[ФИГ. 2] На ФИГ. 2 показана взаимосвязь между размером морщин в случае, когда штампованное изделие, такое как показано на ФИГ. 1, подвергается сгибанию только за один этап и имеет форму ступенчатого профиля.
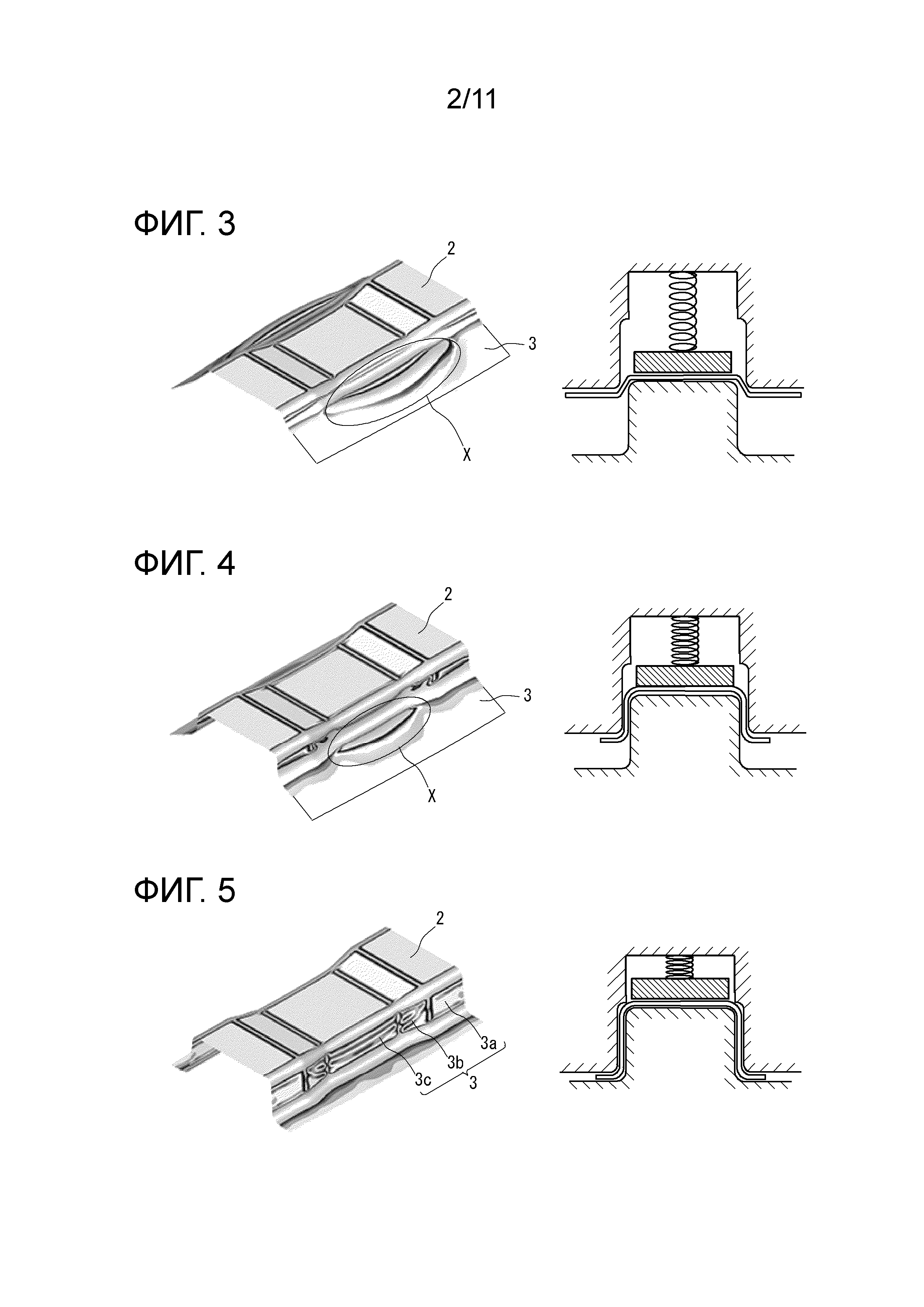
[ФИГ. 3] На ФИГ. 3 показана форма обработанного материала на начальной стадии штамповки в случае, когда штамповка выполняется только за один этап.
[ФИГ. 4] На ФИГ. 4 показана форма обработанного материала на промежуточной стадии штамповки в случае, когда штамповка выполняется только за один этап.
[ФИГ. 5]. На ФИГ. 5 показана форма обрабатываемого материала на стадии завершения штамповки в случае, когда штамповка выполняется только за один этап.
[ФИГ. 6]. На ФИГ. 6 схематично показано напряжение, действующее на малый элемент секции вертикальной стенки непосредственно под ступенчатыми профилями (наклонные секции).
[ФИГ. 7] На ФИГ. 7 показана форма обработанного материала после завершения первого этапа в случае, когда штамповка выполняется в два этапа.
[ФИГ. 8] На ФИГ. 8 показана форма обработанного материала во время штамповки на втором этапе в случае, когда штамповка выполняется в два этапа.
[ФИГ. 9] На ФИГ. 9 показана форма обработанного материала во время завершения штамповки на втором этапе в случае, когда штамповка выполняется в два этапа.
[ФИГ. 10] На ФИГ. 10 показана величина деформации сдвига в процессе штамповки.
[ФИГ. 11] На ФИГ. 11 показан вид в перспективе промежуточного формованного изделия, произведенного на первом этапе штамповки.
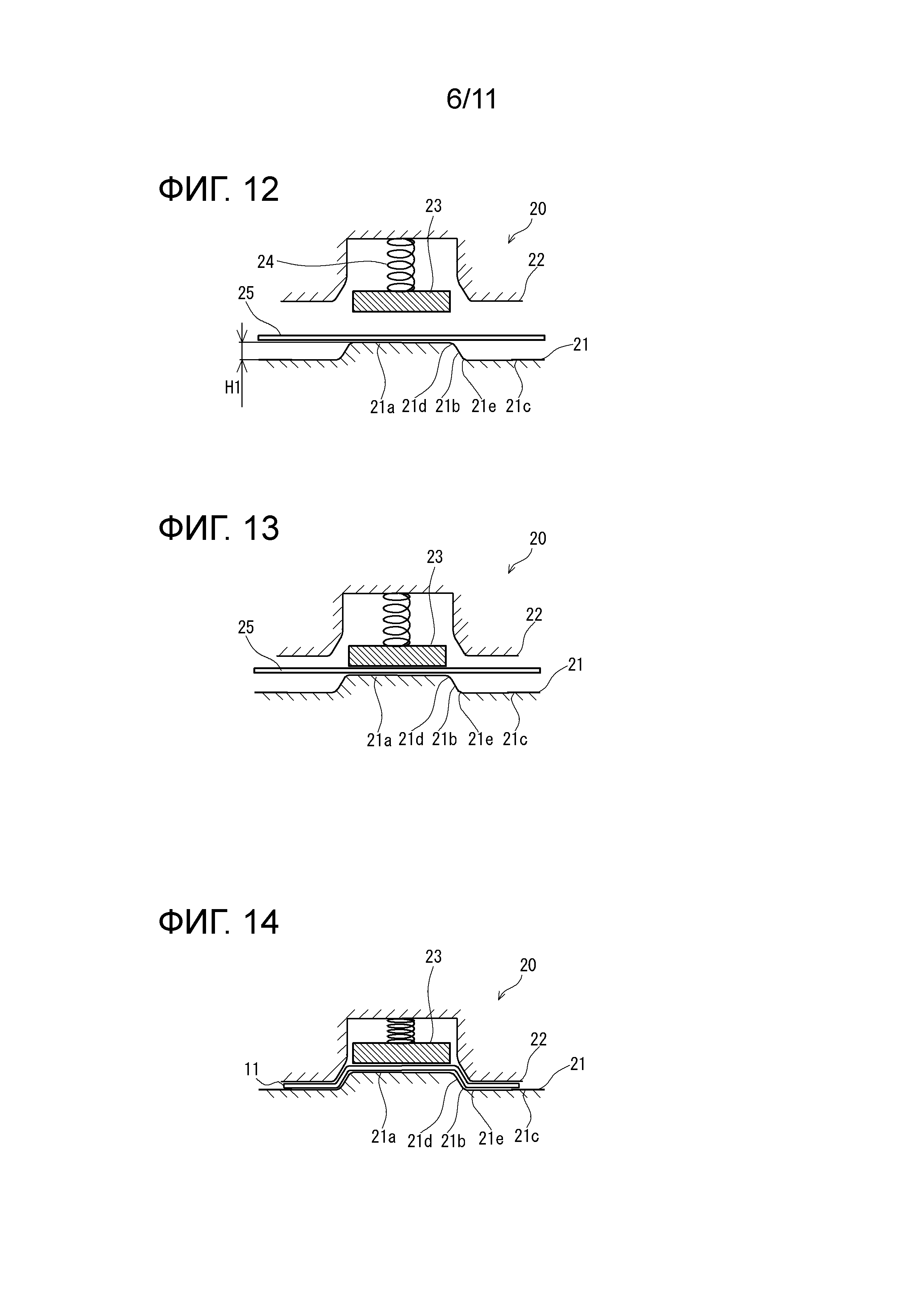
[ФИГ. 12] На ФИГ. 12 показано состояние перед началом формования на первом этапе штамповки.
[ФИГ. 13] На ФИГ. 13 показано начальное состояние формования на первом этапе штамповки.
[ФИГ. 14] На ФИГ. 14 показано состояние во время завершения формования на первом этапе штамповки.
[ФИГ. 15] ФИГ. 15 представляет собой вид в разрезе, показывающий первую пресс-форму в случае, когда на первом этапе штамповки выполняется вытягивание.
[ФИГ. 16] На ФИГ. 16 показано состояние до формования в начале второго этапа штамповки.
[ФИГ. 17] На ФИГ. 17 показано начальное состояние формования на втором этапе штамповки.
[ФИГ. 18] На ФИГ. 18 показано состояние во время завершения формования на втором этапе штамповки.
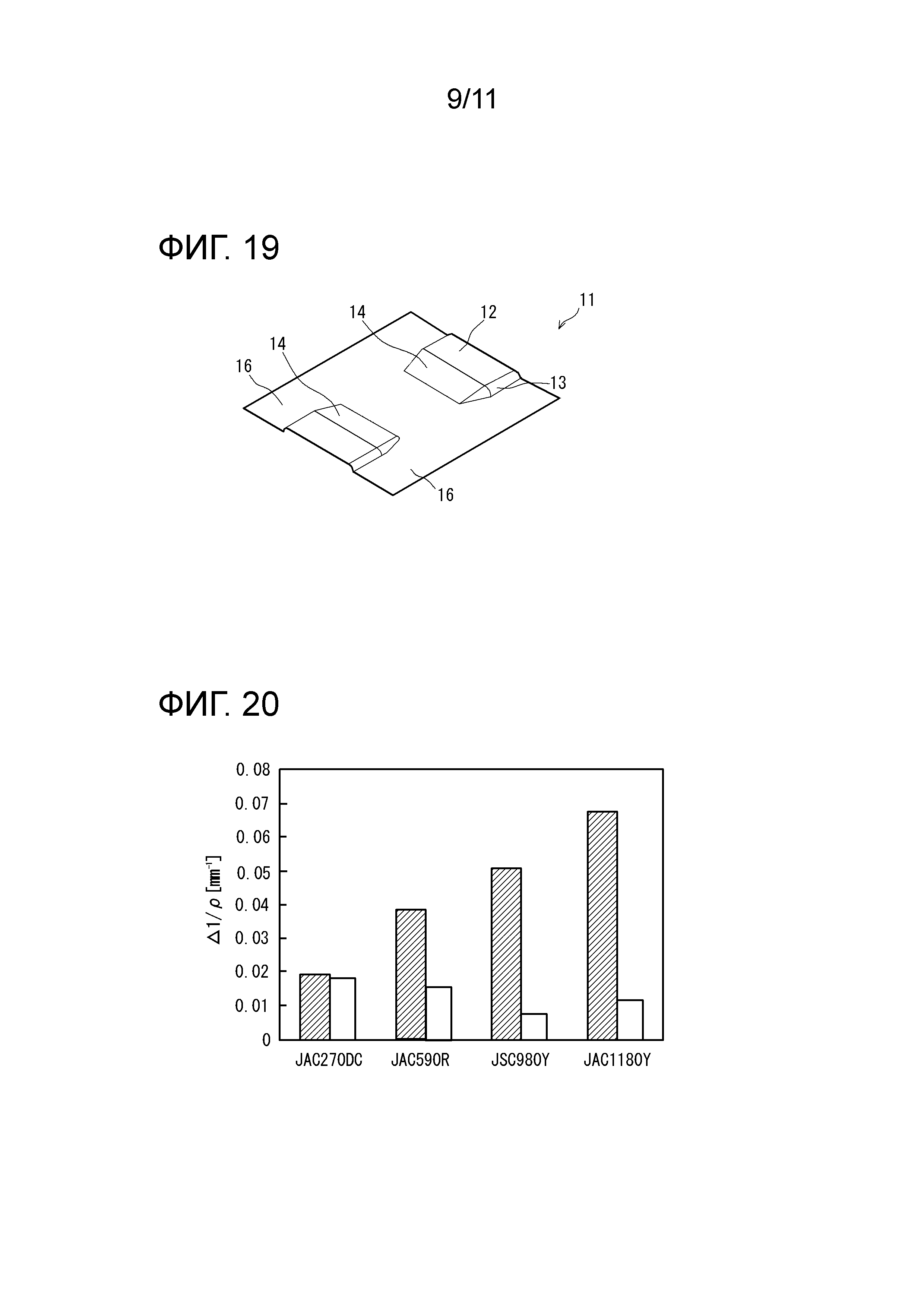
[ФИГ. 19] На ФИГ. 19 показан вид в перспективе промежуточного формованного изделия в изобретательском примере настоящего изобретения.
[ФИГ. 20] На ФИГ. 20 показаны результаты, полученные в изобретательском примере настоящего изобретения и сравнительном примере.
[ФИГ. 21] ФИГ. 21 представляет собой вид в перспективе, показывающий пример штампованного изделия в настоящем варианте осуществления.
[ФИГ. 22] ФИГ. 22 представляет собой вид в перспективе, показывающий другой пример штампованного изделия в настоящем варианте осуществления.
[ФИГ. 23] На ФИГ. 23 показана производственная линия согласно настоящему варианту осуществления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0016]
Штампованное изделие, произведенное с использованием способа производства согласно варианту осуществления настоящего изобретения, включает в себя верхнюю листовую секцию и секцию вертикальной стенки. Верхняя листовая секция имеет ступенчатый профиль в продольном направлении к верхней листовой секции. Ступенчатый профиль продолжается от концевой секции в ширину верхней листовой секции и пересекает по меньшей мере по ширине часть верхней листовой секции. Секция вертикальной стенки примыкает к верхней листовой секции через гребневую секцию, расположенную в концевой секции по ширине верхней листовой секции, которая является концевой секцией там, где расположен ступенчатый профиль.
[0017]
Способ производства штампованного изделия согласно настоящему варианту осуществления включает в себя первый этап штамповки и второй этап штамповки. На первом этапе штамповки из переработанного материала формуется промежуточное формованное изделие при помощи первой пресс-формы. Промежуточное формованное изделие включает в себя ступенчатый профиль верхней листовой секции, временную секцию вертикальной стенки, примыкающую к верхней листовой секции через гребневую секцию и имеющую по меньшей мере часть формы секции вертикальной стенки и временную фланцевую секцию, примыкающую к временной секции вертикальной стенки через временную гребневую секцию, расположенную в концевой секции временной секции вертикальной стенки, которая представляет собой торцевую часть напротив гребневой секции. На втором этапе штамповки штампованное изделие формуют из промежуточного формованного изделия с использованием второй пресс-формы. На втором этапе штамповки формование выполняют таким образом, чтобы временная гребневая секция перемещалась к временной фланцевой секции, причем по меньшей мере часть верхней листовой секции промежуточного формованного изделия ограничена.
[0018]
В способе производства согласно настоящему варианту осуществления обработанный материал штампуют на двух разных этапах. На первом этапе формуют промежуточное изделие, которое является частично готовым штампованным изделием (готовым изделием), соответствующим его высоте. Промежуточное формованное изделие включает в себя временную фланцевую секцию. Чтобы сформовать временную фланцевую секцию как часть промежуточного формованного изделия, пресс-форма ограничивает область обрабатываемого материала, которая является областью, соответствующей временной фланцевой секции. В результате во временной фланцевой секции не возникает поток материала, когда происходит штамповка. Поэтому в промежуточном формованном изделии деформация сдвига, которая вызывает образование морщин, не образуется по сравнению со штампованным изделием, образованным только на одном этапе штамповки. Когда промежуточное формованное изделие, произведенное на первом этапе, используют для формования оставшейся части на втором этапе, в штампованном изделии (готовом продукте) не образуется деформация сдвига по сравнению с формованием с использованием только одной стадии штамповки. Причиной этого является то, что в промежуточном формованном изделии образуется только небольшое количество напряжения сдвига. Поэтому появление морщин на штампованном изделии маловероятно.
[0019]
Высота временной секции вертикальной стенки, примыкающей к верхней листовой секции, ниже, чем ступенчатый профиль (ниже ступенчатого профиля) промежуточного формованного изделия, предпочтительно составляет 50% или меньше от высоты секции вертикальной стенки штампованного изделия. Значение деформации сдвига увеличивается по мере штамповки, как описано выше. Поэтому, когда высота штампованного изделия на первом этапе меньше, чем высота штампованного изделия на втором этапе, напряжение сдвига в промежуточном формованном изделии, произведенном на первом этапе, можно существенно уменьшить. Кроме того, предпочтительно, чтобы вся область гребневой секции штампованного изделия формовалась на первом этапе штамповки.
[0020]
Обработанный материал c низкой прочностью на разрыв имеет тенденцию к пластической деформации. Даже в области, где возникают морщины, когда обработанный материал, имеющий высокую прочность на разрыв, штампуют с использованием пресс-формы, появление морщин маловероятно, когда штампуют обработанный материал, имеющий низкую прочность на разрыв, потому что обработанный материал, имеющий низкую прочность на разрыв, деформируется пластически и, поэтому, следует форме пресс-формы. Во многих случаях морщины не вызывают определенных проблем при штамповке обработанного материала, имеющего низкую прочность на разрыв. С другой стороны, морщины имеют тенденцию возникать на обработанном материале с высокой прочностью на разрыв, потому что обработанный материал с высокой прочностью на разрыв вряд ли будет деформирован пластически. Таким образом, способ производства согласно настоящему варианту осуществления особенно эффективен в случае, когда образуется высокопрочный обработанный материал. Конкретно, в способе производства, описанном выше, предел прочности на разрыв обрабатываемого материала составляет предпочтительно 590 МПа или более. Прочность на разрыв обрабатываемого материала составляет более предпочтительно 980 МПа или более.
[0021]
Чем больше высота профиля ступенчато-переменного сечения штампованного изделия, тем больше морщины, которые возникают. В способе производства, описанном выше, штамповка может быть выполнена без морщин даже при условии, которое вызывает появление морщин, и при котором высота H ступенчатого профиля штампованного изделия и радиус R кривизны гребневой секции штампованного изделия удовлетворяет следующей формуле (1):
H≥0,4R (1)
[0022]
Производственная линия согласно настоящему варианту осуществления включает в себя первую пресс-машину и вторую пресс-машину, расположенную после первой пресс-машины.
[0023]
Первая пресс-машина имеет следующую конфигурацию (1) или (2):
[0024]
(1) Первая пресс-машина включает в себя первый пуансон, первую матрицу и первую подушку. Первый пуансон включает в себя первую верхнюю секцию, секцию стенки первого пуансона и плоскую секцию пуансона. Первая верхняя секция имеет ступенчатый профиль в продольном направлении, который продолжается от концевой секции по ширине первого пуансона и пересекает по меньшей мере по ширине, часть первого пуансона. Секция стенки первого пуансона примыкает к первой верхней секции через плечо первого пуансона, которое расположено в концевой секции первой верхней секции, которая является концевой секцией, где находится ступенчатый профиль. Плоская секция пуансона примыкает к секции стенки первого пуансона через нижнее плечо пуансона. Первая матрица обращена к плечу первого пуансона, секции стенки первого пуансона и плоской секции первого пуансона. Первая подушка обращена к первой верхней секции первого пуансона. Первая подушка имеет такую форму, чтобы выпуклая/вогнутая форма первой верхней секции была перевернута. Термин «обращена» в последующем описании относится к состоянию, в котором формы пары комплектов пресс-форм повернуты в противоположном направлении в дополнение к взаимному расположению между комплектами пресс-форм, как описано выше. То есть, в случае, когда один из комплектов пресс-форм имеет выпуклую форму, другая пресс-форма, обращенная к первой пресс-форме, имеет вогнутую форму.
[0025]
(2) Первая пресс-машина включает в себя первый пуансон, держатель заготовки и первую матрицу. Первый пуансон включает в себя первую верхнюю секцию и секцию стенки первого пуансона. Первая верхняя секция имеет ступенчатый профиль в продольном направлении, который продолжается от концевой секции по ширине первого пуансона и пересекает по меньшей мере по ширине часть первого пуансона. Секция стенки первого пуансона примыкает к первой верхней секции через плечо первого пуансона, которое расположено в концевой секции первой верхней секции, которая является концевой секцией, где находится ступенчатый профиль. Держатель заготовки примыкает к первому пуансону. Первая матрица обращена к первому пуансону и держателю заготовки.
[0026]
Вторая пресс-машина включает в себя второй пуансон, вторую матрицу и вторую подушку. Второй пуансон включает в себя вторую верхнюю секцию и секцию стенки второго пуансона. Вторая верхняя часть имеет ту же форму, что и форма первой верхней секции. Секция стенки второго пуансона примыкает ко второй верхней секции через плечо второго пуансона, которое расположено в концевой секции второй верхней секции, которая является концевой секцией там, где находится ступенчатый профиль. Вторая матрица обращена к плечу второго пуансона и секции стенки второго пуансона. Вторая подушка обращена ко второй верхней секции второго пуансона. Высота секции стенки второго пуансона во второй пресс-машине больше, чем высота секции стенки первого пуансона в первой пресс-машине.
[0027]
[Штампованное изделие]
ФИГ. 1 представляет собой вид в перспективе штампованного изделия, произведенного с использованием способа производства согласно настоящему варианту осуществления. Для удобства описания предполагается, что сторона, где находится верхняя листовая секция 2, называется верхней стороной и что сторона, где расположены фланцевые секции 6, называется нижней стороной. Штампованное изделие 1 включает в себя верхнюю листовую секцию 2 и секцию 3 вертикальной стенки. Верхняя листовая секция 2 включает в себя ступенчатые профили 4 в продольном направлении, верхние листовые секции 2а над ступенчатыми профилями и верхнюю листовую секцию 2с ниже ступенчатых профилей. Верхние листовые секции 2а над ступенчатыми профилями соединены со ступенчатыми профилями 4. Ступенчатые профили 4 соединены с верхней листовой секцией 2с ниже ступенчатых профилей. Ступенчатые профили 4 продолжаются от поперечных концевых секций 2d верхней листовой секции 2. На ФИГ. 1 показан случай, когда ступенчатые профили 4 существуют по всей ширине области штампованного изделия 1. Однако ступенчатые профили 4 не могут существовать по всей ширине области штампованного изделия 1, а ступенчатые профили 4 должны пересекать только по меньшей мере по ширине, часть штампованного изделия 1 (например, ФИГ. 22). Концевые секции 2d верхней листовой секции 2 образуют гребневые секции 5. Каждая гребневая секция 5 имеет закругленный контур. Далее будет приведено следующее описание случая, когда материал, подлежащий обработке, представляет собой металлический лист.
[0028]
Секции 3 вертикальной стенки примыкают к верхней листовой секции 2 через гребневые секции 5. Каждая секция 3 вертикальной стенки включает в себя секции 3а вертикальной стенки, расположенные непосредственно ниже участков над ступенчатыми профилями, секциями 3b вертикальной стенки непосредственно ниже ступенчатых профилей и секции 3с вертикальной стенки непосредственно под участком ниже ступенчатых профилей. Секции 3а вертикальной стенки непосредственно ниже участка над ступенчатыми профилями примыкают к верхним листовым секциям 2а над ступенчатыми профилями через гребневые секции 5. Секции 3b вертикальной стенки непосредственно ниже ступенчатых профилей примыкают к ступенчатым сечениям 4 верхней листовой секции 2 через гребневые секции 5. Секция 3с вертикальной стенки непосредственно под участком ниже ступенчатых профилей примыкает к верхней листовой секции 2c ниже ступенчатых профилей через гребневые секции 5.
[0029]
На ФИГ. 1 показан случай, когда штампованное изделие 1 имеет форму сечения в виде шляпы, перпендикулярную продольному направлению. Таким образом, штампованное изделие 1 включает в себя фланцевые секции 6. Однако штампованное изделие 1 не обязательно имеет форму сечения в виде шляпы. Определенно, штампованное изделие 1 может иметь форму полушляпы, имеющую только одну фланцевую секцию 6, или может иметь форму канавки, в которой фланцевые секции 6 совпадают с секциями вертикальной стенки во время процесса штамповки. Штампованное изделие 1 может не иметь, например, форму шляпы или может иметь форму, которая составляет половину формы, описанной выше (см. ФИГ. 21). Ступенчатые сечения 4 могут не пересекать верхнюю листовую секцию 2 (см. ФИГ. 22). Кроме того, штампованное изделие 1 может иметь один ступенчатый профиль 4 или может иметь три или четыре ступенчатых профиля 4. То есть может существовать произвольное количество ступенчатых профилей.
[0030]
Когда штампованное изделие 1 с верхней листовой секцией 2, имеющей ступенчатые профили 4, такие как показано на ФИГ. 1, подвергается сгибанию только за один этап, морщины могут возникать на секциях 3b вертикальной стенки непосредственно ниже ступенчатых профилей и секций 3с вертикальной стенки непосредственно ниже участка ниже ступенчатых профилей. Механизм, согласно которому возникают морщины, будет описан ниже. Появление морщин на штампованном изделии связано с высотой H ступенчатых профилей верхней листовой секции и радиусом R кривизны поперечного сечения каждой из гребневых секций 5 штампованного изделия. Чем больше высота H ступенчатых профилей верхней листовой секции, тем больше появляется морщин. Чем меньше радиус R кривизны сечения каждой гребневой секции, тем больше возникает морщин.
[0031]
Авторы настоящего изобретения провели моделирование для изучения зависимости высоты H ступенчатых профилей верхней листовой секции штампованного изделия и радиуса R кривизны каждой гребневой секции штампованного изделия с размером морщин.
[0032]
На ФИГ. 2 показан размер морщин в случае, когда штампованное изделие, такое как показано на ФИГ. 1, подвергается сгибанию только за один этап. Ордината на ФИГ. 2 представляет разность Δ1/ρ между максимумом и минимумом первичного радиуса кривизны. Абсцисса на ФИГ. 2 представляет отношение H/R между высотой H ступенчатых профилей верхней листовой секции штампованного изделия и радиусом R кривизны гребневой секций штампованного изделия. В моделировании, показанном на ФИГ. 2, отношение H/R между высотой H ступенчатых профилей верхней листовой секции штампованного изделия, как показано на ФИГ. 1, и радиусом R кривизны гребневой секций штампованного изделия было изменено по-разному. Кроме того, в моделировании, показанном на ФИГ. 2, JAC270DC и AO980Y, определенные в стандарте Японской Федерации черной металлургии, использовались в качестве материала для обработки. Квадратные метки на ФИГ. 2 представляют результаты, связанные с JAC270DC, а метки в форме ромба представляют результаты, связанные с AO980Y.
[0033]
В моделировании, показанном на ФИГ. 2, исследование проводилось на первичной кривизне 1/ρ в произвольной точке на секции 3с вертикальной стенки непосредственно ниже участка ниже ступенчатых профилей штампованного изделия. Разность Δ1/ρ между максимумом и минимумом первичной кривизны 1/ρ была рассчитана и использована в качестве показателя оценки морщин. На ФИГ. 2 показано, что чем больше Δ1/ρ, тем больше возникает морщин. В области, где соотношение H/R меньше 0,4, значение Δ1/ρ не сильно изменяется, тогда как в области, где отношение H/R составляет 0,4 или больше, однако, значение Δ1/ρ увеличивается или возникшие морщины более заметны по сравнению с областью, где соотношение H/R меньше 0,4, как показано на ФИГ. 2. Первичная кривизна была рассчитана тем же способом, как в примерах, которые будут описаны ниже.
[0034]
Для того, чтобы избежать появления морщин на секциях 3b вертикальной стенки непосредственно ниже ступенчатых профилей и секций 3с вертикальной стенки непосредственно ниже участка под ступенчатыми участками штампованного изделия, подходит вытяжка, как описано выше. Однако, поскольку высокопрочный металлический лист имеет тенденцию к образованию трещин во время вытяжки, форма штампованного изделия, на которое направлено настоящее изобретение, не может быть сформована только одной вытяжкой. Таким образом, авторы настоящего изобретения изучили способ производства, который позволяет избежать появления морщин на секциях 3b вертикальной стенки непосредственно ниже ступенчатых профилей и секций 3с вертикальной стенки непосредственно ниже участка ниже ступенчатых профилей даже в случае, когда высокопрочный металлический лист штампуют при сгибании.
[0035]
Авторы настоящего изобретения изучили размер морщин в случае, когда штампованное изделие с верхней листовой секцией, имеющей ступенчатые профили (далее также просто именуемое «штампованным изделием»), образуется только за одно сгибание. Определенно, форма обработанного материала при штамповке изучалась при моделировании с использованием метода конечных элементов (FEM).
[0036]
На ФИГ. 3-5 показаны результаты моделирования в случае, когда штампованное изделие, показанное на ФИГ. 1, было произведено за одно сгибание. На ФИГ. 3 и 4 показана форма обрабатываемого материала во время штамповки. На ФИГ. 3 показана начальная стадия штамповки. На ФИГ. 4 показана промежуточная стадия штамповки. На ФИГ. 5 показана стадия во время завершения штамповки. На ФИГ. 3-5 показано сечение пресс-формы на этапах, описанных выше, для удобства понимания.
[0037]
На ФИГ. 3 и 4 область, в которой появляется избыточный материал, а степень ограничения, налагаемого верхней и нижней матрицами, мала, определяется как область X. Область X также является областью, которая образует секции 3b вертикальной стенки непосредственно ниже ступенчатых профилей и секций 3с вертикальной стенки непосредственно под участком ниже ступенчатых профилей, когда достигается нижняя мертвая точка в формовании (см. ФИГ. 5). С другой стороны, секции 3а вертикальной стенки непосредственно ниже участка над ступенчатыми профилями не попадают в область X, потому что на них нет избыточного материала. Фланцевые секции, которые являются концевыми секциями листа, не попадают в область X, потому что на них нет избыточного материала. Когда в области X появляется избыточный материал, то возникают морщины. Морщины имеют тенденцию возникать в секциях 3b вертикальной стенки, непосредственно ниже ступенчатых профилей, потому что секции 3b вертикальной стенки деформируются для поглощения избыточного материала (деформация сдвига) во время процесса формования.
[0038]
На ФИГ. 6 схематично показано состояние напряжения, действующего на секции вертикальной стенки, непосредственно ниже ступенчатых профилей штампованного изделия согласно настоящему варианту осуществления. При образовании штампованного изделия напряжение сдвига T12 действует в направлении плоскости обрабатываемого материала на малом элементе A секций 3b вертикальной стенки непосредственно ниже ступенчатых профилей, поскольку малый элемент A поглощает избыточный материал, появляющийся в области X. Напряжение сдвига T12, выраженное в виде первичного напряжения, распадается на напряжение сжатия S1 и напряжение растяжения S2. Квадратный малый элемент A деформируется в параллелограмм, когда на него действует напряжение. Другими словами, малый элемент A подвергается деформации сдвига. Таким образом, в малом элементе А индуцируется деформация сдвига. Деформация сдвига является одним из факторов, который делает морщины на штампованном изделии еще хуже.
[0039]
Степень морщин, относящихся к избыточному материалу, который появляется, когда штампуют штампованное изделие в форме шляпы, имеющее ступенчатые профили, зависит от ширины верхней листовой секции. В случае, когда ширина W2 верхней листовой секции ниже ступенчатых профилей (см. ФИГ. 1) в три раза превышает радиус кривизны R гребневой секций или меньше (W2≤3R), появление морщин маловероятно, поскольку напряжение растяжения в направлении ширины штампованного изделия действует эффективно. С другой стороны, в случае, когда ширина W2 верхней листовой секции больше, чем в три раза превышает радиус кривизны R гребневой секции (W2>3R), то могут возникнуть морщины. Радиус кривизны R означает радиус кривизны вокруг центра толщины листа гребневых секций, которые являются концевыми секциями по ширине ступенчатых профилей, в сечении, перпендикулярном продольному направлению.
[0040]
Степень морщин, относящихся к избыточному материалу, которые появляются, при штамповке штампованного изделия в форме шляпы со ступенчатыми профилями, зависит от толщины листа обрабатываемого материала. Причиной этого является то, что толщина листа обрабатываемого материала определяет жесткость при сгибании обработанного материала. Чем меньше толщина листа, тем больше вероятность появления морщин.
[0041]
Степень морщин, относящихся к избыточному материалу, которые возникают, при штамповке штампованного изделия в форме шляпы, со ступенчатыми профилями, еще больше зависит от предела прочности на разрыв обрабатываемого материала. Причиной этого является то, что избыточный материал возникает при штамповке вследствие деформации вне плоскости в условиях упругой деформации. Чем выше предел текучести обработанного материала, тем более вероятно появятся морщины.
[0042]
Авторы настоящего изобретения рассмотрели способ уменьшения избыточного материала в области X, который возникает во время образования штампованного изделия 1, и деформации сдвига, индуцированной в секциях 3b вертикальной стенки, непосредственно ниже ступенчатых профилей, чтобы избежать появления морщин на секциях 3b вертикальной стенки непосредственно ниже ступенчатых профилей и секций 3с вертикальной стенки непосредственно ниже участка ниже ступенчатых профилей штампованного изделия 1, и авторы настоящего изобретения получили следующие результаты:
[0043]
Чтобы избежать появления морщин, необходимо свести к минимуму упругую деформацию вне плоскости, когда формуются гребневые секции, которые являются концевыми секциями ступенчатых профилей, образованных деформацией вне плоскости. Другими словами, гребневые секции могут быть вызваны активной упругой деформацией, чтобы минимизировать деформацию вне плоскости, которая увеличивается по мере штамповки.
[0044]
С этой целью авторы настоящего изобретения обнаружили, что предпочтительно разделять этап штамповки штампованного изделия 1 на несколько этапов. Авторы настоящего изобретения обнаружили, что на первом этапе штамповки предпочтительно формовать ступенчатые профили штампованного изделия, гребневые секции участков, примыкающих к ступенчатым профилям, и области, примыкающие к ступенчатым профилям через гребневые секции из временных секций вертикальной стены, примыкающих к верхним листовым секциям, через гребневые секции и имеющие часть секций вертикальной стенки. Желательно, чтобы ступенчатые профили были сформованы таким образом, чтобы была сформована вся область ступенчатых профилей вдоль гребневых секций, но вся область ступенчатых профилей вдоль гребневых секций не обязательно формуется. Формующая часть ступенчатых профилей также эффективна для предотвращения появления морщин. Авторы настоящего изобретения обнаружили, что предпочтительно после первого этапа штамповки формовать оставшуюся часть на втором и последующих этапах. Деформация вне плоскости, которая увеличивается по мере штамповки, может быть подавлена, поскольку пресс-форма временно отделяется друг от друга после первого этапа штамповки. В результате, появления морщин, относящихся к избыточному материалу, можно избежать даже тогда, когда обработанный материал, имеющий небольшую толщину листа и/или высокую прочность, штампуют в штампованное изделие, имеющее ступенчатые профили и дополнительно имеющее широкую верхнюю листовую секцию.
[0045]
Авторы настоящего изобретения впоследствии провели моделирование методом конечных элементов для подтверждения эффекта описанной выше идеи.
[0046]
На ФИГ. 7-9 показаны результаты моделирования в том случае, когда штампованное изделие, показанное на ФИГ. 1, образуется во время двух процессов штамповки. На ФИГ. 7-9 показана форма обработанного материала во время формования секций вертикальной стенки. В моделировании, показанном на ФИГ. 7-9, верхняя листовая секция и гребневые секции штампованного изделия, показанного на ФИГ. 1, формуются на первом этапе, а остальная часть формуется на втором этапе. На ФИГ. 7 показано промежуточное формованное изделие после завершения штамповки на первом этапе, и комплекты матриц отделяются от штампованного изделия. На ФИГ. 8 показано состояние во время штамповки на втором этапе. На ФИГ. 9 показано штампованное изделие после завершения штамповки на втором этапе. Высота штампованного изделия на ФИГ. 7-9 соответствует высоте штампованного изделия на ФИГ. 3-5.
[0047]
На ФИГ. 7 показано, что количество избыточного материала обработанного материала в области Y (соответствующей области X на ФИГ. 3) временных фланцевых секций 16 промежуточного формованного изделия 11, было меньше, чем количество в случае, показанном на ФИГ. 3. Промежуточное формованное изделие 11, сформованное на первом этапе, затем штамповали на втором этапе в штампованное изделие 1. Морщины, обнаруженные из первичной кривизны секций 3b вертикальной стенки, непосредственно ниже ступенчатых профилей и секций 3с вертикальной стенки непосредственно ниже участка под ступенчатыми профилями штампованного изделия 1, были заметно меньше, как показано на ФИГ. 9, по сравнению с морщинами штампованного изделия, показанного на ФИГ. 5. Этот пункт будет описан со ссылкой на ФИГ. 10.
[0048]
На ФИГ. 10 показана величина деформации сдвига в произвольной точке на секциях 3b вертикальной стенки непосредственно ниже ступенчатых профилей в процессе штамповки. Ордината на ФИГ. 10 является величиной деформации сдвига, а абсцисса на ФИГ. 10 представляет собой высоту сформированных секций 3а вертикальной стенки непосредственно ниже участка над ступенчатыми профилями. Закрашенные круглые метки на ФИГ. 10 показывают результаты в том случае, когда формование выполнялось на одном этапе. Открытые треугольные метки на ФИГ. 10 представляют результаты первого этапа результатов в случае, когда формование выполнялось на двух этапах штамповки. Закрашенные треугольные метки на ФИГ. 10 представляют результаты второго этапа результатов в случае, когда формование выполнялось на двух этапах штамповки. Область A на ФИГ. 10 представляет точку времени, когда высота формованного изделия составляет около 10 мм и соответствует состояниям на ФИГ. 3 и 7. Область B на ФИГ. 10 представляет точку времени, когда высота формованного изделия составляет около 23 мм и соответствует состояниям на ФИГ. 4 и 8. Область C на ФИГ. 10 соответствует состояниям на ФИГ. 5 и 9.
[0049]
В области А на ФИГ. 10 деформация сдвига составляет около 0,08 в случае, когда формование выполняли на одном этапе штамповки (заполненные круговые отметки), тогда как деформация составляла около 0,05 в случае, когда формование выполнялось на двух этапах штамповки (открытые треугольные метки). Причина этого заключается в том, что в случае, когда формование выполнялось на двух этапах штамповки, деформация сдвига была подавлена образованием промежуточного формованного изделия, включая временные фланцевые секции. После того, как штамповка продолжается с момента времени области А, величина напряжения сдвига изменяется одинаково как в случае, когда формование выполнялось на одном этапе штамповки, так и в случае, когда формование выполнялось в двух этапах штамповки. Кратко, формование временных фланцевых секций подавляет деформацию сдвига в секциях 3b вертикальной стенки непосредственно ниже ступенчатых профилей, как показано в области A на ФИГ. 10. В результате деформация сдвига конечного продукта подавляется. То есть размер морщин уменьшается.
[0050]
Способ производства штампованного изделия согласно настоящему варианту осуществления был получен на основе результатов, описанных выше. Способ производства штампованного изделия согласно настоящему варианту осуществления будет описан ниже.
[0051]
Способ производства штампованного изделия согласно настоящему варианту осуществления включает в себя первый этап штамповки и второй этап штамповки. На первом этапе штамповки используют первую пресс-форму для формования промежуточного формованного изделия из обработанного материала. На второй стадии штамповки используют вторую пресс-форму для формования промежуточного формованного изделия, сформованного на первой стадии штамповки в штампованное изделие.
[0052]
[Промежуточное формованное изделие]
На ФИГ. 11 показан вид в перспективе промежуточного формованного изделия, произведенного на первом этапе штамповки. Промежуточное формованное изделие 11 включает в себя верхнюю листовую секцию 12, гребневые секции 15, временные секции 13 вертикальной стенки, временные гребневые секции 17 и временные фланцевые секции 16. Верхняя листовая секция 12 промежуточного формованного изделия имеет ту же форму, что и верхняя листовая секции 2 штампованного изделия 1 (готовое изделие), показанного на ФИГ. 1. Поэтому верхняя листовая секция 12 промежуточного формованного изделия 11, включает в себя ступенчатые профили 14. Гребневые секции 15 расположены в концевых секциях 12А по ширине верхней листовой секции 12.
[0053]
Временные секции 13 вертикальной стенки имеют по меньшей мере часть формы секций вертикальной стенки штампованного изделия. Другими словами, временные секции 13 вертикальной стенки имеют половину формы секций вертикальной стенки штампованного изделия. Временные секции 13 вертикальной стенки примыкают к верхней листовой секции 12 через гребневые секции 15. Угол между временными секциями 13 вертикальной стенки и верхней листовой секцией 12 обычно является прямым углом или тупым углом, что позволяет проводить отделение от пресс-формы. Временные гребневые секции 17 находятся в концевых секциях временных секций 13 вертикальной стенки, которые являются концевыми секциями, противоположными гребневым секциям 15. Временные фланцевые секции 16 примыкают к временным секциям 13 вертикальной стенки через временные гребневые секции 17. На ФИГ. 19 показано промежуточное формованное изделие, которое может не включать в себя верхнюю листовую секцию 2c ниже ступенчатых профилей, гребневые секции, примыкающие к верхней листовой секции 2c, расположенные ниже ступенчатых профилей, или временные секции вертикальной стенки, примыкающие к верхней листовой секции 2c, ниже ступенчатых профилей через гребневые секции, которые находятся в штампованном изделии на ФИГ. 1.
[0054]
[Первая пресс-форма]
На ФИГ. 12-14 показаны виды в поперечном разрезе, показывающие, как металлический лист 25 формуется в ступенчатые профили 14 на первом этапе штамповки. На ФИГ. 12 показано расположение пресс-формы и обработанного материала до начала формования. На ФИГ. 13 показано начальное состояние формования. На ФИГ. 14 показано состояние после завершения формования.
[0055]
Первая пресс-форма 20 включает в себя первый пуансон 21 в качестве комплекта нижней матрицы, и первую матрицу 22 и первую подушку 23 в качестве верхнего комплекта матрицы, как показано на ФИГ. 12-14. То есть первый пуансон 21 обращен к первой матрице 22 и первой подушке 23. Первая пресс-форма 20 формует металлический лист 25 в промежуточное формованное изделие 11, показанное на ФИГ. 11.
[0056]
Первый пуансон 21 включает в себя первую верхнюю секцию 21а, секции 21b стенки первого пуансона и плоские секции 21с пуансона. Первая верхняя секция 21а включает в себя ступенчатый профиль в продольном направлении, который продолжается от концевой секции на ширину первого пуансона 21 и пересекает по меньшей мере в ширину часть первого пуансона 21. То есть форма первой верхней секции 21а первого пуансона 21 соответствует верхней листовой секции промежуточного формованного изделия. Секции 21b стенки первого пуансона примыкают к первой верхней секции 21а через плечи 21d первого пуансона, которые расположены в концевых секциях первой верхней секции 21а, которые являются концевыми секциями, где расположены ступенчатые профили. То есть форма секций 21b стенки первого пуансона соответствует временным секциям вертикальной стенки промежуточного формованного изделия. Плечи 21d первого пуансона имеют формы, соответствующие гребневым секциям промежуточного формованного изделия. Плоские секции 21с пуансона примыкают с секциям 21b стенки первого пуансона через нижние плечи 21е пуансона. То есть форма плоских секций 21с пуансона соответствует временным фланцевым секциям промежуточного формованного изделия. Форма нижних плеч 21е пуансона соответствует временным гребневым секциям промежуточного формованного изделия.
[0057]
Первая матрица 22 обращена к плечу 21d первого пуансона, к секциям 21b стенки первого пуансона и к плоским секциям 21c первого пуансона 21. Первая матрица 22 и первый пуансон 21 образуют область промежуточного формованного изделия, исключая верхнюю листовую секцию.
[0058]
Первая подушка 23 обращена к первой верхней секции 21а первого пуансона 21. Первая подушка 23 и первый пуансон 21 образуют верхнюю листовую секцию промежуточного формованного изделия. Первая подушка 23 прикреплена к первой матрице 22 через элемент 24 под давлением. Элемент 24 под давлением представляет собой, например, пружину, резиновый блок или гидравлический цилиндр.
[0059]
Первая пресс-форма 20 устанавливается на первой пресс-машине 51 (см. ФИГ. 23). Первая пресс-машина 51 формует металлический лист 25 путем сгибания его подушкой. Ниже будет описан первый этап штамповки, выполняемый первой пресс-машиной, в которой установлена первая пресс-форма.
[0060]
[Первый этап штамповки]
На первом этапе штамповки металлический лист 25 используется в качестве обработанного материала (заготовки), как показано на ФИГ. 12-14. Металлический лист 25 представляет собой, например, высокопрочный стальной лист, имеющий предел прочности на разрыв 590 МПа или более, желательно 980 МПа или более. Поскольку высокопрочный обработанный материал имеет высокий предел текучести, то возникают морщины. Способ производства согласно настоящему варианту осуществления подходит для штамповки такого высокопрочного обработанного материала. Помимо этого, металлический лист 25 может быть листом из плакированной стали, листом из нержавеющей стали, листом из легированной стали, листом из алюминиевого сплава, листом из медного сплава или любым другим подходящим листом. Настоящее изобретение также применимо к мягкому пластиковому листу, а также к металлическому листу.
[0061]
Металлический лист 25 устанавливают в предварительно заданное положение на первый пуансон 21, как показано на ФИГ. 12. Металлический лист 25 устанавливают так, чтобы он находился в контакте с первой верхней секцией 21а и плечами 21d первого пуансона. Металлический лист 25 далее размещается между плоскими секциями 21c пуансона и первой матрицей 22. Затем первая подушка 23 и первая матрица 22 приближаются к первому пуансону 21. Так достигается состояние, показанное на ФИГ. 13.
[0062]
Металлический лист 25 помещают между первой подушкой 23 и первой верхней секцией 21а первого пуансона 21, как показано на ФИГ.13. Желательно, чтобы первая подушка 23 не прижимала местоположение металлического листа 25, которое является местоположением, образованным в гребневых секциях. То есть желательно не помещать металлический лист 25 между первой подушкой 23 и плечами пуансона. Конфигурация, описанная выше, поможет избежать появления морщин. Первая подушка 23 прижимает металлический лист 25 таким образом, что первая подушка 23 достигает местоположения, где формуются гребневые секции. Когда первая матрица 22 далее приближается к первому пуансону 21, первый пуансон 21 начинает толкать металлический лист 25 к первой матрице 22, а металлический лист 25 начинает сгибаться. Когда первая матрица 22 далее приближается к первому пуансону 21, толкающее действие первого пуансона 21 в направлении первой матрицы 22 достигает нижней мертвой точки, и достигается состояние, показанное на ФИГ. 14.
[0063]
Когда в процессе формования достигается нижняя мертвая точка, получается промежуточное формованное изделие 11, как показано на ФИГ. 14.
[0064]
Со ссылкой на ФИГ. 11, на первом этапе штамповки формование временных фланцевых секций 16 позволяет ограничивать избыточный материал в области X (см. Фиг. 3) при образовании временных секций 13 вертикальной стенки и сминать избыточный материал в области X пресс-формой в нижней мертвой точке в процессе формования. В результате в области X не будет избыточного материала. Далее, на первом этапе штамповки, когда промежуточное формованное изделие отделяется от пресс-формы, восстанавливается эластичность обрабатываемого материала. Восстановление эластичности также может уменьшить деформацию сдвига, индуцированную в секциях 3b вертикальной стенки, непосредственно ниже ступенчатых профилей.
[0065]
Высота формованных секций 3а вертикальной стенки непосредственно ниже участков над ступенчатыми профилями промежуточного формованного изделия, сформованного на первом этапе штамповки, предпочтительно составляет 50% или ниже от высоты формованных секций вертикальной стенки штампованного изделия, что является конечным продуктом. То есть высота временных секций вертикальной стенки промежуточного формованного изделия предпочтительно составляет 50% или ниже от высоты секций вертикальной стенки штампованного изделия. Высота секций вертикальной стенки штампованного изделия означает высоту секций 3а вертикальной стенки непосредственно ниже участков над ступенчатыми профилями. Наиболее предпочтительно, чтобы на первом этапе штамповки формовалась вся область гребневых секций штампованного изделия. Деформация сдвига в секциях 3а вертикальной стенки, непосредственно ниже участков над ступенчатыми профилями, резко возрастает, когда образуются гребневые секции штампованного изделия, как показано в области А на ФИГ. 10. Причиной этого является то, что деформация сдвига может быть значительно уменьшена за счет формования промежуточного формованного изделия со всей площадью, соответствующей гребневым секциям штампованного изделия, сформованного на первом этапе штамповки. Кроме того, наиболее предпочтительно, чтобы не формовались временные секции вертикальной стенки, примыкающие к верхней листовой секции 2с ниже ступенчатых профилей.
[0066]
Первый этап штамповки описан со ссылкой на случай, когда обработанный материал подвергается сгибанию. Однако первый этап штамповки не ограничивается сгибанием. На первом этапе штамповки промежуточное формованное изделие может быть сформовано вытяжкой.
[0067]
На ФИГ. 15 показан вид в разрезе, показывающий первую пресс-форму в случае, когда на первом этапе штамповки выполняется вытяжка. Первая пресс-форма 40 включает в себя первый пуансон 41 и держатели 43 заготовки в качестве комплекта нижней матрицы и первую матрицу 42 в качестве комплекта нижней матрицы. То есть первая матрица 42 обращена к первому пуансону 41 и держателям 43 заготовки. Первая пресс-форма 40 формует металлический лист 25 в промежуточное формованное изделие 11, показанное на ФИГ. 11.
[0068]
Первый пуансон 41 включает в себя первую верхнюю секцию 41а и секцию 41b стенки первого пуансона. Первая верхняя секция 41а включает в себя ступенчатый профиль в продольном направлении, который продолжается от концевой секции по ширине первого пуансона 41 и пересекает по меньшей мере по ширине часть первого пуансона 41. То есть форма первой верхней секции 41а первого пуансона 41 соответствует верхней листовой секции промежуточного формованного изделия. Секции 41b стенки первого пуансона примыкают к первой верхней секции 41a через плечи 41d первого пуансона, которые расположены в концевых секциях первой верхней секции 41a, которые являются концевыми секциями там, где расположены ступенчатые профили. То есть форма секций 41b стенки первого пуансона соответствует форме временных секций вертикальной стенки промежуточного формованного изделия. Форма плеч 41d первого пуансона соответствует форме гребневых секций промежуточного формованного изделия.
[0069]
Держатели 43 заготовки расположены так, чтобы примыкать к первому пуансону 41. Держатели 43 заготовки обращены к первой матрице 42. Держатели 43 заготовки и первая матрица 42 образуют временные фланцевые секции промежуточного формованного изделия. Форма держателей 43 заготовки соответствует форме временных фланцевых секций промежуточного формованного изделия. Держатели 43 заготовки прикреплены к пресс- машине, которая не показана, через элемент 44 под давлением. Элементы 44 под давлением представляют собой, например, пружину, резиновый блок или гидравлический цилиндр.
[0070]
Первая матрица 42 обращена к первому пуансону 41 и держателям 43 заготовки. Первая матрица 42, первый пуансон 41 и держатели 43 заготовки формуют промежуточное формованное изделие. Таким образом, форма первой матрицы 42 соответствует форме промежуточного формованного изделия.
[0071]
В случае, когда первым этапом штамповки является вытяжка, сначала металлический лист 25 устанавливается между держателями 43 заготовок и первой матрицей 42. Первый пуансон 41 затем толкается к первой матрице 42 для получения промежуточного формованного изделия.
[0072]
Кратко, на первом этапе штамповки может быть использована первая пресс-форма 20, показанная на ФИГ. 12 или первая пресс-форма 40, показанная на ФИГ. 15.
[0073]
Со ссылкой на ФИГ. 23, в способе производства согласно настоящему варианту осуществления, после первого этапа штамповки выполняют второй этап штамповки. Вторую пресс-форма 30 устанавливают во второй пресс-машине 52. Второй этап штамповки будет описан ниже.
[0074]
[Штампованное изделие]
Штампованное изделие, произведенное на втором этапе штамповки, представляет собой штампованное изделие с верхней листовой секцией, имеющей ступенчатые профили, такие как показаны на ФИГ. 1.
[0075]
[Вторая пресс-форма]
На ФИГ. 16-18 представлены виды в разрезе, показывающие пошагово второй этап штамповки. На ФИГ. 16 показано состояние до начала формования. На ФИГ. 17 показано начальное состояние формования. На ФИГ. 18 показано состояние во время завершения формования.
[0076]
Вторая пресс-форма 30 включает в себя второй пуансон 31 в качестве комплекта нижней матрицы, и вторую матрицу 32 и вторую подушку 33 в качестве комплекта верхней матрицы, как показано на ФИГ. 16-18. То есть второй пуансон 31 обращен к первой матрице 32 и первой подушке 33. Вторая пресс-форма 30 образует промежуточное формованное изделие 11, произведенное на первом этапе штамповки, в штампованное изделие 1, показанное на ФИГ. 1.
[0077]
Второй пуансон 31 включает в себя вторую верхнюю секцию 31а и секции 31b стенки второго пуансона. Форма второй верхней секции 31а является такой же, как форма первой верхней секции 21а первого пуансона 21 первой пресс-формы 20 (см. ФИГ. 12). То есть форма второй верхней секции 31a соответствует форме верхней листовой секции штампованного изделия. Секции 31b стенки второго пуансона примыкают ко второй верхней секции 31а через плечи 31d второго пуансона, которые расположены в концевых секциях второй верхней секции 31а, которые являются концевыми секциями там, где расположены ступенчатые профили. То есть форма секций 31b стенки второго пуансона соответствует форме секций вертикальной стенки штампованного изделия. Форма плеч 31d второго пуансона соответствует форме гребневых секций штампованного изделия.
[0078]
Вторая матрица 32 обращена к плечам 31d второго пуансона и к секциям 31b стенки второго пуансона 31. Вторая матрица 32 и второй пуансон 31 образуют область штампованного изделия, исключая секцию верхней пластины. Поэтому форма второй матрицы 32 соответствует форме второго пуансона 31.
[0079]
Вторая подушка 33 обращена ко второй верхней секции 31а второго пуансона 31. Вторая подушка 33 и второй пуансон 31 образуют секцию верхней пластины промежуточного формованного изделия. Таким образом, форма второй подушки 33 соответствует форме второй верхней секции 31а второго пуансона 31. Вторая подушка 33 прикреплена ко второй матрице 32 через элемент 34 под давлением. Элемент 34 под давлением представляет собой, например, пружину, резиновый блок или гидравлический цилиндр.
[0080]
Вторую пресс-форму 30 устанавливают во вторую пресс-машину, которая не показана. Вторая пресс-машина формует промежуточное формованное изделие сгибанием подушкой. Ниже будет описан второй этап штамповки, выполняемый второй пресс-машиной, в которой установлена вторая пресс-форма.
[0081]
[Второй этап штамповки]
Промежуточное формованное изделие 11, сформованное на первом этапе штамповки, устанавливают в заранее заданное положение на второй пуансон 31, как показано на ФИГ. 16. Вторая подушка 33 и вторая матрица 32 затем приближаются ко второму пуансону 31. Таким образом достигается состояние, показанное на ФИГ. 17.
[0082]
Верхняя листовая секция промежуточного формованного изделия 11 устанавливается между второй подушкой 33 и вторым пуансоном 31, как показано на ФИГ. 17. Таким образом, ограничивается промежуточное формованное изделие 11. Вторая подушка 33 и второй пуансон 31 могут ограничивать всю область верхней листовой секции промежуточного формованного изделия 11 или могут ограничивать часть области. Область, в которой ограничено промежуточное формованное изделие 11, устанавливается соответствующим образом с учетом появления морщин, точности размера формованного изделия и других факторов.
[0083]
Когда вторая матрица 32 приближается ко второму пуансону 31, второй пуансон 31 начинает толкать промежуточное формованное изделие 11 ко второй матрице 32, а промежуточное формованное изделие 11 начинает сгибаться. На втором этапе штамповки образуется промежуточное формованное изделие 11, так что временная гребневая секция 17 перемещается к временным фланцевым секциям 16. То есть временные фланцевые секции 16 последовательно изгибаются плечами второй матрицы и затем растягиваются между второй матрицей 32 и вторым пуансоном 31. Таким образом временные фланцевые секции 16 формуются в секции 3 вертикальной стенки формованного изделия 1. Когда вторая матрица 32 приближается ко второму пуансону 31, толкающее действие второго пуансона 31 ко второй матрице 32 достигает нижней мертвой точки, и достигается состояние, показанное на ФИГ. 18.
[0084]
Когда достигается нижняя мертвая точка в процессе формования, получается штампованное изделие 1, как показано на ФИГ. 18.
[0085]
На втором этапе процесса штамповки для формования временных фланцевых секций 16 в секции 3 вертикальной стенки временные гребневые секции между временными секциями 13 вертикальной стенки и временными фланцами 16 перемещаются к фланцу. Так как положение временных гребневых секций перемещается на одинаковую высоту независимо от формы верхней листовой секции, на втором этапе штамповки, вероятно, не будет избыточного материала. Кроме того, когда временные гребневые секции перемещаются на втором этапе штамповки, на временных секциях 13 вертикальной стенки возникает усилие натяжения, вследствие чего уменьшается избыточный материал, имевший место на первом этапе штамповки. В результате морщины не образуются на секциях 3b вертикальной стенки непосредственно после ступенчатых профилей 3с вертикальной стенки непосредственно под участком ниже ступенчатых профилей штампованного изделия 1.
[0086]
Высота H2 (см. ФИГ. 16) секций 31b стенки второго пуансона во второй пресс-машине (вторая пресс-форма 30) больше высоты H1 (см. ФИГ. 12) секций 11b и 31b первого пуансона в первой пресс-машине (первая пресс-форма 10 и 30). Другими словами, высота формованного изделия на втором этапе штамповки больше, чем высота формованного изделия на первом этапе штамповки. Промежуточное формованное изделие, сформованное на первой пресс-машине, включает в себя временные фланцевые секции. Конфигурация, описанная выше, позволяет формовать высокопрочный стальной лист в штампованное изделие, такое как показано на ФИГ. 1, без морщин.
[0087]
После второго этапа штамповки в штампованном изделии может быть выполнено отверстие и может быть проведен этап обрезки ненужной части от штампованного изделия.
[0088]
Кроме того, разумеется, настоящее изобретение не ограничивается описанным выше вариантом осуществления и может быть изменено различными способами до такой степени, чтобы изменения не отступали от сущности настоящего раскрытия. Например, устройство для формования в вышеописанном варианте осуществления включает в себя пуансон в качестве комплекта нижней матрицы, и матрицу и подушку в качестве комплекта верхней матрицы. Вместо этого комплекты верхней и нижней матрицы могут быть перевернуты на 180 градусов относительно расположения.
ПРИМЕРЫ
[0089]
Чтобы проверить эффект недопущения образования морщин согласно способу производства согласно настоящему варианту осуществления было проведено моделирование с использованием метода конечных элементов. При моделировании прочность на разрыв, действующая на обработанный материал, была изменена на множество значений. При моделировании предполагалось, что было сформовано формованное изделие, имеющее форму, показанную на ФИГ. 1. Далее в качестве изобретательского примера настоящего изобретения предполагалось, что штампованное изделие было сформовано на двух этапах штамповки, и что на одном этапе штамповки в качестве сравнительного примера было сформовано штампованное изделие. В изобретательском примере настоящего изобретения был проведен первый этап штамповки с получением обработанного материала, который является плоским стальным листом, использованием первой пресс-формы, а второй этап штамповки был выполнен с использованием второй пресс-формы.
[0090]
На ФИГ. 19 показан вид в перспективе промежуточного формованного изделия в изобретательском примере настоящего изобретения. На первом этапе штамповки согласно изобретательскому примеру настоящего изобретения было сформовано промежуточное формованное изделие 11, показанное на ФИГ. 19. Промежуточное формованное изделие 11 включает в себя верхнюю листовую секцию 12, имеющую ступенчатые профили 14, временные секции 13 вертикальной стенки и временную фланцевую секцию 16. На второй стадии штамповки согласно изобретательскому примеру настоящего изобретения промежуточное формованное изделие 11 сформовано в штампованное изделие, показанное на ФИГ. 1.
[0091]
Ниже будут описаны размеры штампованного изделия, сформованного в изобретательском примере согласно настоящему изобретению. Ширина W1 верхней листовой секции над ступенчатыми профилями штампованного изделия была установлена равной 90 мм (см. ФИГ.1). Ширина W2 секции верхней пластины ниже ступенчатых профилей штампованного изделия была установлена равной 80 мм. Высота H1 формованной верхней листовой секции над ступенчатыми профилями штампованного изделия была установлена равной 40 мм. Высота Н2 формованной верхней листовой секции ниже ступенчатых профилей штампованного изделия была установлена равной 35 мм. То есть высота H ступенчатых профилей была установлена равной 5 мм. Радиус R кривизны гребневых секций штампованного изделия был установлен равным 6 мм.
[0092]
Обработанными материалами, используемыми в эксперименте по штамповке в настоящем примере, были стальные листы, соответствующие JAC270DC, JAC590R, JSC980Y и JAC1180Y, определенным в стандарте Японской Федерации черной металлургии. То есть прочность на разрыв JAC270DC составляла 270 МПа. Прочность на разрыв JAC590R составляла 590 МПа. Прочность на разрыв AO980Y составляла 980 МПа. Прочность на разрыв JAC1180Y составляла 1180 МПа.
[0093]
Было проведено исследование первичной кривизны 1/ρ в произвольной точке на секциях 3c вертикальной стенки непосредственно ниже участка под ступенчатыми профилями каждого штампованного изделия, сформированного в изобретательском примере настоящего изобретения и сравнительном примере. Разность Δ1/ρ между максимумом и минимумом первичной кривизны 1/ρ была рассчитана и использована в качестве показателя оценки морщин. Трехмерное устройство измерения формы (такое как COMET V, произведенное Steinbichler Optotechnik GmbH) использовалось для сбора данных об изображениях на готовом продукте, и программное обеспечение для обработки изображений (например, JSTAMP-NV производства JSOL Corp.) использовалось для расчета Δ1/ρ.
[0094]
На ФИГ. 20 показаны результаты, полученные согласно настоящему изобретению и сравнительному примеру. Ордината на ФИГ. 20 представляет разность Δ1/ρ между максимумом и минимумом первичной кривизны. Из гистограмм, показанных на ФИГ. 20, белые столбики на диаграмме представляют результаты, полученные в изобретательском примере настоящего изобретения, а заштрихованные столбики на диаграмме представляют результаты, полученные в сравнительном примере.
[0095]
В случае, когда прочность на разрыв обрабатываемого материала составляла 590 МПа или выше, Δ1/ρ в изобретательском примере настоящего изобретения было значительно меньше, чем в сравнительном примере. То есть в случае, когда прочность на разрыв обрабатываемого материала составляет 590 МПа или более, появление морщин в изобретательском примере настоящего изобретения было заметно подавлено по сравнению со сравнительным примером. Даже в том случае, когда прочность на разрыв обрабатываемого материала составляла 270 МПа, Δ1/ρ в изобретательском примере настоящего изобретения было меньше, чем в сравнительном примере. Поэтому даже в случае, когда прочность на разрыв обрабатываемого материала составляла 590 МПа или меньше, можно избежать появления морщин штампованного изделия в изобретательском примере настоящего изобретения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
[0096]
1 Штампованное изделие
2 Верхняя листовая секция
3a Секция вертикальной стенки непосредственно ниже участка над ступенчатым профилем
3b Секция вертикальной стенки непосредственно ниже ступенчатого профиля
3c Секция вертикальной стенки непосредственно ниже участка ниже ступенчатого профиля
4 Ступенчатый профиль
5 Гребневая секция
6 Фланцевая секция
11 Промежуточное формованное изделие
12 Верхняя листовая секция (промежуточное формованное изделие)
13 Временная секция вертикальной стенки
14 Ступенчатый профиль (промежуточное формованное изделие)
15 Гребневая секция (промежуточное формованное изделие)
16 Временная фланцевая секция
17 Временная гребневая секция
20 Первая пресс-форма
21 Первый пуансон
22 Первая матрица
23 Первая подушка
24 Элемент под давлением
25 Обработанный материал
30 Вторая пресс-форма
31 Второй пуансон
32 Вторая матрица
33 Вторая подушка
51 Первая пресс-машина
52 Вторая пресс-машина
Реферат
Изобретения группы относятся к области обработки металлов давлением и могут быть использованы для изготовления штампованного изделия. На первом этапе штамповки в первой пресс-форме из обработанного материала штампуют промежуточное изделие ступенчатого профиля верхней листовой секции, которое имеет временную секцию вертикальной стенки, расположенную рядом с верхней листовой секцией через гребневую секцию и по меньшей мере часть формы секции вертикальной стенки, и временную фланцевую секцию, примыкающую к временной секции вертикальной стенки через временную гребневую секцию. На втором этапе штамповки во второй пресс-форме из полученного промежуточного формованного изделия штампуют изделие, в процессе которого временную гребневую секцию перемещают к временной фланцевой секции по меньшей мере с частью верхней листовой секции ограниченного промежуточного формованного изделия. Повышается качество штампованного изделия за счет устранения трещин и морщин. 4 н. и 4 з.п. ф-лы, 23 ил.
Комментарии