Изобретение относится к обработке металлов давлением, в частности к изготовлению торцовых элементов
или обечаек для закрывания торцов двухэлементных емкостейо
На фиго показано устройство в конечный устройство в конечШж мо- мент обработки с приводом перемещения
пуансона-матрицы в виде гидроцилиндра , продольный разрезу на фиг с, 2 -
9 - схемы положения устройств а во время изготовления изделия и его уда-
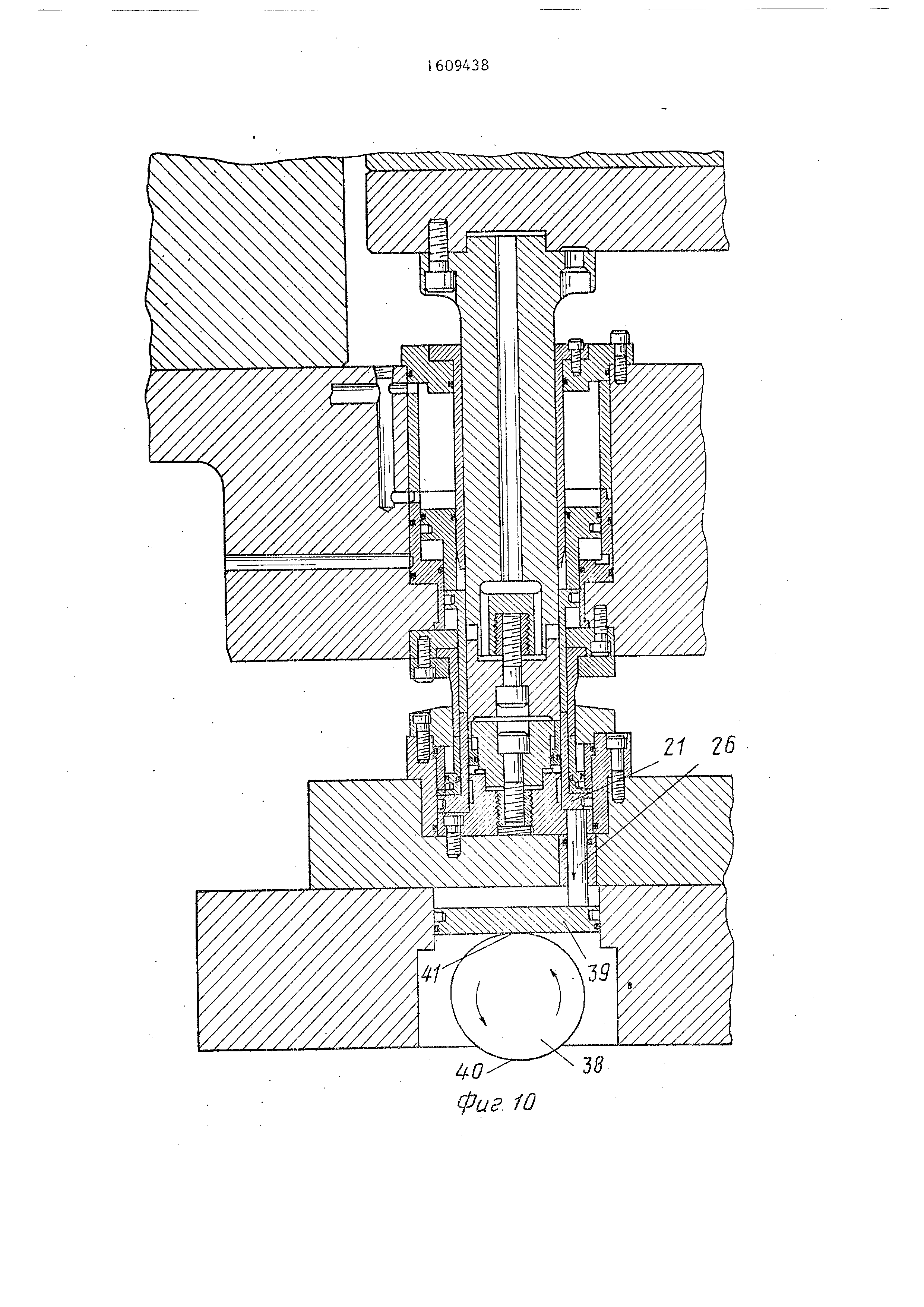
Ленин из устройства; на фигоЮ - устройство с приводом .перемещения ггуан-
сона-матрицы в виде эксцентрика;; на фиг о 11 - привод перемещения пуансона-
матрицы в виде эксцентрикаI на фиго12 - временная диаграммао
Способ реализуют на прессе двойного действия Сначала производят вырубку заготовки, затем первую вытяжку
и вторую вытяжку в обратном на- правлении с прижимом периферии заго-
товкио После этого производят третий переход вытяжки со слабым прижимом
периферии или усилие прижима совсем снимают., оформляя центральную часть изделия о.
Устройство для изготовления оболочки размещают на прессе двойного действия
, имеющем внутренний 1- и наружный 2 ползуны. К вн утреннему ползу- ну 1 прикреплена центральная стойка
3, ползун 1 и стойка 3 закреплены между собой винтами 4 и могут перемещаться совместное К другому торцу
центральной стойки 3 винтом 5 крепится пуансон 6, который отделен от
стойки 3 обычной шайбой 7
Оправка для наружного толкателя 8,
установленная на наружном ползуне 2, удерживает прижим 9 и поршень 10 Их
работа осуществляется под действием пневматики или гидравлики,, причем давление
подается чбрез каналы 11, имеющиеся в оправке толкателя 8о
На оправке наружного толкателя 8 также крепится стопор для прижима 12,
к которому крепится кольцевая матрица 13 соответствующими винтами 14о
На нижней плите 15 установлено опорное кольцо 16, закрепленное несколькими
винтами 17о Сверху на опорном кольце 16 имеется матрица вырубки
18, которая, в свою очередь, удерживается несколькими винтами .19,,
Внутри опорного кольца 16 и матрицы вырубки 18 расположен второй прижим
20, который в нормальном положении толкается вверх давлением жидкости или воздуха,
Внутри прижима 20 имеется пуансон- матрица 21, которая в нормальном положении
отжимается вверх давлением среды с В этом отношении воздух является наиболее удобной средой, хотя
можно использовать и другие веществао Внутри концентрнчно установлен выталкиватель
22, которыЛ также приво- дится в действие сжатой средой, а внутри него расположена опора пуансона
23, к которой крепится пуансон
24 винтом 25, Эти элементы закреплены на нижней плите 15 и в процессе работы неподвижные
Пуансон-матрица 21 опирается на шток поршня 26, который, в свою очередь
, расположен на первом опорном поршне 27, а также на втором опорном поршне 28о Эти элементы в нормальном
состоянии толкаются вверх давлением среды до тех пор, пока на них не начнут
действовать большие усилия, направленные вниз о
Устройство работает следующим об-
разомо
Операция вырубки (фиго2) завершается перемещением В1шз кольцевой матрицы
13 внутрь матрицы вырубки 18а На фиг о 2 показано образование полого
полуфабриката 29, перед чем выполняется вырубка Пуансон 6 и кольцевая матрица 13 перемещаются вниз по
стрелкам, что также показано на временной диаграмме, представленной на
фиго12о В этот момент первый прижим 9 под давлением, действуюи;им на поршень
10 и подводимым по каналу 1Ь yдepжIi iaeт металл, прижимая его к пуансону-матрице 21, которое подперто
поршнями 27 и 28 о При даль 1ейшем перемещении кольцевой матрицы 13 материал
охватывает закругление 30,при этом наружная кромка удерживается между кольцевой матри ;ей 13 и прижимом
20о В результате образуется полуфабрикат 29 о На фигоЗ пуансон 6 продолжает перемещение вниз, образуя
фланец 31 и зажимную часть стенки 32 Кольцевая матрица 13 продолжает перемещаться вниз, толкая прижим 20
вниз, оформляя размер фланца 3 соединительного участка Выталкиватель 22 перемещается вниз пуансоном 6
Пуансон-матрица 21 в этот момент почти опустршась в ьшжнее положение, поскольку
давление поршней 27 и 28 преодолевается и фланец 31 проходит по закруглершю 33, образуя зажимнуро
часть стенки 32, Размер зажимной части стенки 32 имеет припуск
На фиг о 4 видно, что кольцевая матрица 13 и прижим 20 все еще перемещаются
вниз так .же, как пуансон-матрица 21 о В этот момент пуансон-матрица
21 и прижим 20 механически смыкаются о Когда кольцевая матрица 13 толкает прижим 20 вниз, то последний
сближается с пуансоном-матрицей 21,
при этом прижим 9 продолжает движение
,, Это приводит к тому, что металл слегка удерживается или совсем не
удерживается и не натягивается между пуансоном-матрицей 21 и прижимом 9,
поэтому материал в зажимной стенке 32 может проходить вокруг закругления
33о При этом не возникает проблем
которые часто имеют место при прохождении
малого радиуса закругления, когда осуществляют жесткое удерживание материала Это имеет место, когда
пуансон 6 перемещается в нижнюю мертвую точку и вблизи сомкнутого положе-
нияо В этот момент дгп-1на зажимной части стенки 32 укорачивается с получением
ее KOHeiuJoro размера., а материал , который вытягивается вокруг
закругления 33 пуансона-матрицы 21 и закругления 34 пуапсона 6, образует
центральный участок 35, при этом образуется также ужесточающая канавка 36„
На фигоЗ кольцевая матрица 13 и прижим 20 находятся в нижне: мертвой
точке, при этом пуансон 6 начинает перемещение вверх вместе с внутренним ползуном 1 (фИГо12)о
На фиг о 6 показано положеюю, когда наружны толкатель 8 перемещается
вверх вместе с пуансоном 6 Прижим 20 и кольцевая матрица 13 под
нимагатсл, а выталкиватель 22 также начинает перемещение вверх под действием
давления жидкости Па ф11Го7 и 8 показано дальнейшее продвижение вверхо
На фигс9 показано полиостью поднятое положение устройства, причем
пуансон 6, прижим 9 и кольцевая матрица 13 полностью подняты па расстояние
, достаточное для того, чтобы оболочку 37 поднять над линией устройства
выталкивателем 22 для того, чтобы оболочку 37 удалить из пресса шш
транспортировать на следующую операцию о
Пуансон-матрица 21 через шток 26
может опираться не на поршни 27 и 2В, а на вршцающийся эксцентрик 38
(фиг о 10 и 11) через поршень 39 Дей-. ствие эксцентрика 38 анапогично давлению
жидкости в варианте, представленном на фиГо1-9, причем эксцентрик 38 в нормальном положении толкает
пуансон-матрицу 21 вверх, когда поверхность 40 большого диаметра контактирует
с поршнем 39;., Однако при
25
30
повороте, когда поверхность 41 малого
диаметра контактирует с поршнем 39, то шток поршня 26 и пуансон-матрица 21 падают внизо Это во времени син-
хронизировано с перемещением вниз
.прижима 9.
Фланец 31 образуется первоначально на стадии, показанной на фиГоЗ, в дальнейшем он не изменяется и не Q
нарушается при выполНе ши последую- Ещх операций с Ддана за:а1много участка
стенки 32, KOTOpbBi образован первоначально и показан на фиГоЗ, оказывается несколько больше окончатель- 15
кого размерао Этэ позволяет накопить дополнительный матернап в этой- зоне
и этот материал вытягивается в центральную плоскую часть участка 35,
образуя ее, Однако в результате окон- 20 чательная толщина залшмного участка
стенки 32 оказывается соответствующей техническим условиям, в действительности эта зона не утоньшаетсЯо
Такая операция исключает кал.ибровку фланца 3U Путем вытягивания, а не волочения материала в зоне зажима
можно обеспечить приложение значительно уменыиенного давления на фланец
31 в данный моменто Это исключает появление отметин ипи калибровку фланца 31, так как в противном случае
он может растрескаться при выполнении последующей операдии фальцовки
Радиус закругления кольцевой ка- 35 навки 36 может быть очень малым, если
это необходимое Хотя существует некоторый предел минимального размера
рад,иуса закругления, который можно получить при вытягивании, но в
действительности нет ограничения остроты этого места для оболочки, изготовленной
предлагаемым способом Фактически радиус может быть настолько мал, что противолежащие стороны металла
., образующего канавку 36s могли бы контактировать, если это требует-
ся для конкретного случая использования такой оболочкио
Предлагаемое устройство описано применительно к oпepau ям вытяжки,
его также можно использовать для любых операций формообразования, однако
при этом можно было бы исключить операцию вырубки и гибкио Формула изобретения
1о Способ изготовления оболочки путем вырубки плоской заготовки и ре16094388
версивкой вытяжки за три перехода с приясимом периферийной части на каж,- дом переходе, отличающий40
45
50
55
я тем, что вырубку осуществляют с прижимом, после второго перехода получают
полый полуфабрикат с торооб- разным фланцем и высотой цилиндричес кой стенки, превышающей высоту готовой
оболочки, при этом во время трет его перехода вытяжки усилие прижима
на периферийную часть уменьшают путем перемещения торообразного фланца
в направлении второго перехода вы- тяжки и калибруют радиусную часть. центрального участка оболочки
2о Способ по По1, отличающийся тем-, что прижим создают
с помощью гидравлического средства, а перемещение торообразного фланца
осуществляют путем совместного движения вытяжного и прижимного средст
Зо Устройство для из готовления оболочки, содержащее концентрично у
тановленные на нижней плите пуансон , нижний прижим с приводом его. перемещения, центральный выталк
ватель и кольцевой выталкиватель с гидроприводом его перемещения, а та
же размещенную в верхней части коль вую матрицу вытяжки, установленную
напротив нижнего прижима, верхний прижим, расположенньш напротив пуан
сона-матрицы, и пуансон второго перехода вытяжки с рабочей полостью матрицы третьего перехода, отли
чающееся тем, что оно снабжено приводом перемещения пуансона- матрицы, установленной на нижней пл
те с возможностью осевого смещения и частичного синхронного перемещени
совместно с нижним и верхним прижи мами при воздействии кольцевой мат
рицы вытяжки на нижний прижим, гид приводом перемещения верхнего приж
ма, закрепленного на наружной полз не пресса, матрицей вырубки, устан
ленной неподвижно на нижней плите, кольцевая матрица вытяжки снабжена
жущей кромкой и закреплена на нару ном ползуне пресса
4о Устройство по По3, о т л и - чающееся тем, что привод п ремещения пуансона-матрицы выполне
в виде гидроцилиндрао
5о Устройство по ПоЗ, о т л и -
чающееся тем, что привод п ремещения пуансона-матрицы выполне в виде вращающегося эксцентрика
5
0
0
5
версивкой вытяжки за три перехода с
приясимом периферийной части на каж,- дом переходе, отличающий40
45
50
55
я тем, что вырубку осуществляют с прижимом, после второго перехода получают полый полуфабрикат с торооб-
разным фланцем и высотой цилиндрической стенки, превышающей высоту готовой
оболочки, при этом во время третьего перехода вытяжки усилие прижима
на периферийную часть уменьшают путем перемещения торообразного фланца
в направлении второго перехода вы- тяжки и калибруют радиусную часть. центрального участка оболочки
2о Способ по По1, отличающийся тем-, что прижим создают
с помощью гидравлического средства, а перемещение торообразного фланца
осуществляют путем совместного движения вытяжного и прижимного средство
Зо Устройство для из готовления оболочки, содержащее концентрично установленные
на нижней плите пуансон- , нижний прижим с приводом его. перемещения, центральный выталкиватель
и кольцевой выталкиватель с гидроприводом его перемещения, а также
размещенную в верхней части кольцевую матрицу вытяжки, установленную
напротив нижнего прижима, верхний прижим, расположенньш напротив пуансона-матрицы
, и пуансон второго перехода вытяжки с рабочей полостью матрицы третьего перехода, отличающееся
тем, что оно снабжено приводом перемещения пуансона- матрицы, установленной на нижней плите
с возможностью осевого смещения и частичного синхронного перемещения
совместно с нижним и верхним прижимами при воздействии кольцевой матрицы
вытяжки на нижний прижим, гидроприводом перемещения верхнего прижима
, закрепленного на наружной ползуне пресса, матрицей вырубки, установленной
неподвижно на нижней плите, а кольцевая матрица вытяжки снабжена режущей
кромкой и закреплена на наружном ползуне пресса
4о Устройство по По3, о т л и - чающееся тем, что привод перемещения пуансона-матрицы выполнен
в виде гидроцилиндрао
5о Устройство по ПоЗ, о т л и -
чающееся тем, что привод перемещения пуансона-матрицы выполнен в виде вращающегося эксцентрика
Фиг. 2
/J
20
35 J2
у6
1
Фи. 6
Фи2. 7
Фиг. 8
Фиг.9
Фиг, //
XJffrT- № ::
nife
i I I
-щ 220 2W т т т т ш хо
;-7&








Комментарии