Профилированная дверная балка для автомобилей (варианты) и способ ее штамповки - RU2550097C2
Код документа: RU2550097C2
Чертежи





Описание
Область применения изобретения
Настоящее изобретение в общем имеет отношение к созданию профилированной дверной балки, а более конкретно, к созданию профилированной дверной балки для использования в боковой двери автомобиля.
Предпосылки к созданию изобретения
Профилированные дверные балки служат для защиты пассажиров от травм во время боковых ударных столкновений автомобилей. При надлежащей конструкции, профилированная дверная балка будет иметь высокую жесткость в направлении, перпендикулярном к направлению действия силы, приложенной во время бокового ударного столкновения автомобиля. Обычно, профилированные дверные балки штампуют из листового металла с различными конфигурациями поперечного сечения, в том числе со шляпообразными или гофрированными конфигурациями. В некоторых случаях, усиливающие накладки приваривают к балке и/или любые пустоты в ней заполняют вспененным материалом. Жесткость полученной таким образом профилированной дверной балки повышается, однако это повышение сопровождается увеличением веса и/или стоимости двери автомобиля.
Для достижения наилучшей топливной экономичности и снижения штучной себестоимости новых автомобилей, без ухудшения безопасности пассажиров, постоянно предпринимают усилия по снижению массы и/или стоимости автомобильных компонентов. Поэтому желательно создать профилированную дверную балку, обладающую повышенной жесткостью по сравнению с имеющейся в настоящее время профилированной дверной балкой аналогичной массы, изготовленной из материала с аналогичным составом.
Раскрытие изобретения
В соответствии с первым аспектом настоящего изобретения, предлагается профилированная дверная балка для автомобилей, которая содержит: полосу листового металла с концевыми монтажными фланцами, образованными как ее часть и служащими для крепления профилированной дверной балки к двери автомобиля, причем полоса листового металла имеет в поперечном сечении профиль, который содержит два пика и впадину, расположенную между двумя пиками, причем каждый из указанных двух пиков имеет верхнюю секцию и две противоположные боковые стенки, объединенные с верхней секцией, причем первая боковая стенка каждого пика, отходящая от верхней секции пика в направлении к его открытой секции основания, объединена с внешним фланцем, который образован вдоль кромки полосы листового металла, смежной с открытой секцией основания пика, а вторая боковая стенка отходит от верхней секции пика дальше, чем первая боковая стенка, так что она одновременно образует одну из двух противоположных боковых стенок впадины, причем один из указанных двух пиков имеет высоту Н, измеренную вертикально вдоль первого направления от открытой секции основания до верхней секции пика, при этом впадина имеет глубину ориентировочно больше, чем 0.2Н, измеренную вертикально вдоль второго направления, которое противоположно первому направлению и идет от открытой секции основания одного из указанных двух пиков до секции основания впадины, при этом секция основания впадины объединена с двумя противоположными боковыми стенками впадины.
В соответствии с другим аспектом настоящего изобретения, предлагается профилированная дверная балка для автомобилей, которая содержит: полосу листового металла с концевыми монтажными фланцами, образованными как ее часть и служащими для крепления профилированной дверной балки к двери автомобиля, причем полоса листового металла имеет в поперечном сечении профиль, который содержит два пика и впадину, расположенную между двумя пиками, при этом каждый из двух пиков имеет противоположные боковые стенки, верхнюю секцию, объединенную с противоположными боковыми стенками, и открытое основание, причем впадина идет ниже открытого основания каждого из двух пиков по меньшей мере на расстояние, которое ориентировочно составляет по меньшей мере 20% высоты любого из двух пиков, которую измеряют от открытого основания до верхней секции любого из двух пиков.
В соответствии с еще одним аспектом настоящего изобретения, предлагается профилированная дверная балка для автомобилей, которая содержит: полосу листового металла с концевыми монтажными фланцами, образованными как ее часть и служащими для крепления профилированной дверной балки к двери автомобиля, причем полоса листового металла имеет профилированное поперечное сечение с первым, вторым и третьим буртиками, идущими в продольном направлении вдоль по меньшей мере части длины балки, при этом первый и второй буртики разделены друг от друга в боковом направлении срединной областью, причем имеются внешние фланцы, которые соответственно идут наружу от первого и второго буртиков в боковом направлении, причем первый буртик идет в первом направлении, которое является перпендикулярным к боковому и продольному направлениям, до максимальной высоты Н, а третий буртик расположен в срединной области и идет во втором направлении, которое является противоположным первому направлению, до максимальной высоты по меньшей мере около 0.2Н.
В соответствии с еще одним аспектом настоящего изобретения, предлагается профилированная дверная балка для автомобилей, которая содержит: удлиненную конструкцию с множеством каналов, образованную при помощи центральной перемычки заданной толщины из материала с известным составом и имеющую концевые монтажные фланцы, образованные как ее часть и служащие для крепления профилированной дверной балки к двери автомобиля, причем удлиненная конструкция с множеством каналов содержит два внешних канала, раздвинутые друг от друга в боковом направлении, и третий канал, расположенный в области между двумя внешними каналами, при этом первый из двух внешних каналов образован за счет вытяжки до пика известной высоты, а третий канал образует область впадины между двумя внешними каналами, причем качество изделия и расстояние от впадины до пика превышают максимальное качество изделия и максимальное расстояние, которые могут быть достигнуты в единственной операции холодной штамповки в случае перемычки, имеющей заданную толщину и состав материала.
В соответствии с вариантом осуществления настоящего изобретения, предлагается способ штамповки профилированной дверной балки, который включает в себя следующие операции: размещение металлической листовой заготовки на первой станции штамповки, причем металлическая листовая заготовка имеет первую и вторую противоположные стороны; в первой операции штамповки, вытяжка центрального буртика до заданной высоты над первой стороной металлической листовой заготовки, причем части металлической листовой заготовки, которые являются смежными с центральным буртиком, остаются в основном не отформованными во время первой операции штамповки; перемещение металлической листовой заготовки на вторую станцию штамповки; и, во второй операции штамповки, вытяжка двух буртиков в не отформованных частях металлической листовой заготовки, а именно, вытяжка одного буртика на каждой стороне центрального буртика, причем два буртика вытягивают до заданной высоты над второй стороной металлической листовой заготовки.
Примерные варианты осуществления настоящего изобретения будут описаны далее со ссылкой на чертежи.
Краткое описание чертежей
На фиг.1 показан вид в перспективе профилированной дверной балки для автомобилей в соответствии с первым вариантом осуществления настоящего изобретения.
На фиг.2 показан с увеличением разрез по линии А-А на фиг.1.
На фиг.3 показано с увеличением поперечное сечение по линии А-А на фиг.1.
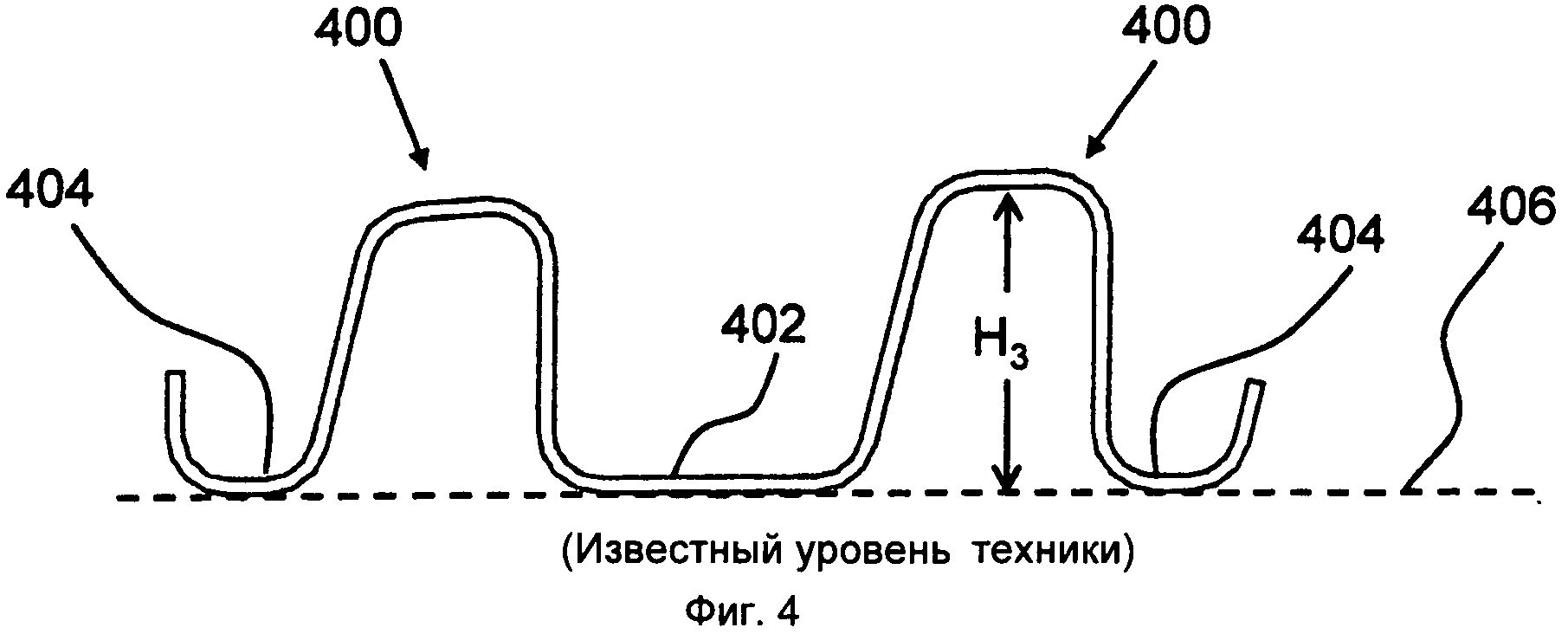
На фиг.4 показано с увеличением поперечное сечение средней части известной профилированной дверной балки для автомобилей.
На фиг.5 показан вид в перспективе профилированной дверной балки для автомобилей в соответствии с другим вариантом осуществления настоящего изобретения.
На фиг.6 показан с увеличением разрез по линии А-А на фиг.5.
На фиг.7 показано с увеличением поперечное сечение по линии А-А на фиг.5.
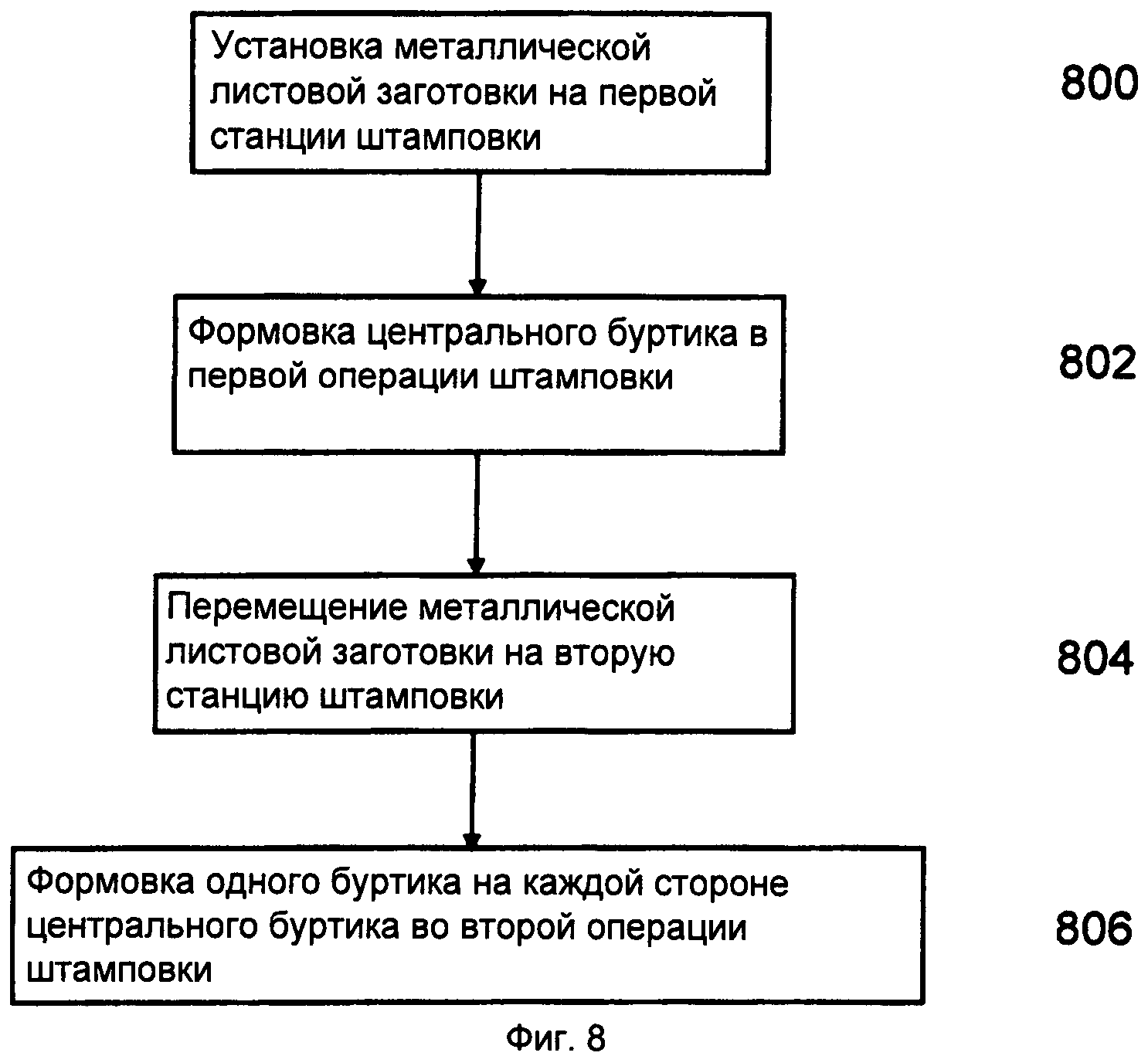
На фиг.8 показана упрощенная схема последовательности операций способа в соответствии с вариантом осуществления настоящего изобретения.
Подробное описание изобретения
Последующее описание приведено для того, чтобы позволить специалисту в данной области использовать настоящее изобретение, причем оно представлено в контексте специфического применения и его требований. Различные модификации раскрытых вариантов осуществления станут легко понятны специалисту в данной области, причем определенные здесь общие принципы могут быть применены к другим вариантам осуществления и применениям не выходя за рамки объема патентных притязаний настоящего изобретения. Таким образом, настоящее изобретение не ограничено раскрытыми вариантами осуществления, а соответствует самому широкому объему патентных притязаний.
Обратимся теперь к рассмотрению фиг.1, на которой показан вид в перспективе профилированной дверной балки для автомобилей в соответствии с первым вариантом осуществления настоящего изобретения. Профилированная дверная балка содержит удлиненную полосу 100 листового металла из высокопрочной стали. В качестве специфического и не ограничительного примера укажем, что высокопрочная сталь имеет предел прочности при растяжении по меньшей мере 600 МПа. Два буртика 102 выдавлены в полосе 100 листового металла за счет процесса штамповки, такой как, например, холодная штамповка. На фиг.1, два буртика 102 являются взаимно параллельными и выступают с одной и той же первой стороны профилированной дверной балки. Факультативно, два буртика 102 не являются взаимно параллельными по меньшей мере вдоль части длины металлической полосы 100. Между двумя буртиками 102 расположен третий буртик 104, который также выдавлен за счет процесса штамповки, такой как, например, холодная штамповка. Третий буртик 104 идет параллельно каждому из двух буртиков 102, однако он выступает со второй противоположной стороны профилированной дверной балки. Заплечик 106, который виден вдоль линии А-А на фиг.1, образован в переходной области между каждым из двух буртиков 102 и третьим буртиком 104. Кроме того, внешние (кромочные) фланцы 108 идут продольно вдоль боковых кромок полосы 100 листового металла между ее противоположными концами.
Два буртика 102 идут по большей части длины полосы 100 листового металла и типично имеют максимальную высоту относительно первой стороны полосы листового металла поблизости от линии А-А в центральной части профилированной дверной балки. Высота двух буртиков 102 уменьшается у противоположных концов полосы 100 листового металла, в направлении образованных как часть полосы 100 монтажных фланцев 110. Образованные как часть полосы монтажные фланцы 110 служат для крепления профилированной дверной балки к двери автомобиля. Аналогично, третий буртик 104 идет по большей части длины полосы 100 листового металла и типично имеет максимальную высоту относительно второй стороны полосы листового металла поблизости от линии А-А в центральной части профилированной дверной балки. Высота третьего буртика 104 также уменьшается у противоположных концов полосы 100 листового металла, в направлении образованных как часть полосы 100 монтажных фланцев 110.
Обратимся теперь к рассмотрению фиг.2, на которой показан с увеличением разрез по линии А-А на фиг.1. Кромочные (внешние) фланцы 108, которые показаны более четко на фиг.2, содержат идущий наружу промежуточный участок 108а и отогнутый краевой участок 108b. Оба промежуточных участка 108а лежат ориентировочно в одной и той же общей плоскости, в то время как отогнутые краевые участки 108b подняты от указанной общей плоскости. Факультативно, отогнутые краевые участки 108b внешних фланцев 108 могут быть исключены.
Обратимся теперь к рассмотрению фиг.3, на которой показано с увеличением поперечное сечение по линии А-А на фиг.1. Каждый из двух буртиков 102 полосы 100 листового металла содержит верхнюю секцию 300, первую боковую стенку 302 и вторую боковую стенку 304. Первая боковая стенка 302 и вторая боковая стенка 304 объединены с верхней секцией 300. Первая боковая стенка 302 отходит от верхней секции 300 в направлении открытой секции 306 основания и объединена с промежуточным участком 108а внешнего фланца 108. Вторая боковая стенка 304 отходит от верхней секции 300 дальше, чем первая боковая стенка 302, так что она одновременно образует одну из двух противоположных боковых стенок третьего буртика 104. Таким образом, вторые боковые стенки 304 объединены с секцией 308 основания третьего буртика 104 в виде впадины.
Открытая секция 306 основания каждого из двух буртиков 102 лежит ориентировочно в вышеупомянутой общей плоскости, которая показана на фиг.3 пунктирной линией 312. Каждый из двух буртиков 102 имеет высоту около H1, измеренную от открытой секции 306 основания до верхней секции 300. Третий буртик 104 имеет высоту Н2, измеренную от открытого секции 306 основания каждого из двух буртиков 102 до секции 308 основания. Так как два буртика 102 и третий буртик 104 выступают с противоположных сторон полосы 100 листового металла, то расстояние от пика до впадины, измеренное вертикально между верхней секцией 300 и секцией 308 основания, равно H1+Н2.
Обратимся теперь к рассмотрению фиг.4, на которой показано с увеличением поперечное сечение средней части известной профилированной дверной балки для автомобилей. На фиг.4 показана обычная конфигурация "две шляпы", которая содержит центральную перемычку, ограниченную двумя смещенными друг от друга в боковом направлении буртиками 400, которые разделены в целом плоской средней областью 402. Внешние фланцы 404 типично выполнены в виде единого целого с двумя смещенными друг от друга в боковом направлении буртиками 400 и идут вдоль боковых кромок балки. В поперечном сечении, средняя область 402 и внешние фланцы 404 лежат ориентировочно в общей плоскости. Высота каждого из двух смещенных друг от друга в боковом направлении буртиков ориентировочно равна Н3.
Обратимся теперь к рассмотрению фиг.3 и фиг.4 и укажем, что типичная высота буртиков, которые образуют в процессе холодной штамповки, ограничена для высокопрочной стали максимальным значением около 32 мм. Известно, что в высокопрочной стали образуются трещины, когда превышено это максимальное значение. Образование трещин в готовом изделии снижает качество готового изделия. Таким образом, высота известной профилированной дверной балки ограничена максимальной высотой около Н3=32 мм, после чего качество готового изделия ухудшается за счет образования трещин. С другой стороны, профилированная дверная балка в соответствии с настоящим изобретением, показанная на фиг.3, позволяет достигать максимальной высоты около H1+Н2=64 мм, при сохранении качества готового изделия за счет исключения образования трещин. Эта увеличенная высота является результатом штамповки третьего буртика 104 в первой операции холодной штамповки и штамповки двух взаимно параллельных буртиков 102 во второй операции холодной штамповки. Факультативно, высота H1 и/или Н2 может быть меньше максимального значения 32 мм. Само собой разумеется, что приведенные выше численные примеры даны только для пояснения, чтобы облегчить понимание настоящего изобретения. Различные составы и/или толщины материала могут приводить к различным предельным высотам буртиков.
Профилированная дверная балка, показанная на фиг.1, демонстрирует улучшенные характеристики в испытаниях на изгиб в трех точках, по сравнению с известной балкой, имеющей конфигурацию "две шляпы". Можно полагать, что улучшенные характеристики получены не только за счет увеличенного числа буртиков, но также за счет увеличенного расстояния от пика до впадины. В таблице 1 приведены данные, которые были получены в испытаниях на изгиб в трех точках балки, имеющей конфигурацию "две шляпы", а также балки, показанной на фиг.1.
В таблице 1 показано, что максимальное усилие увеличено ориентировочно на 45% для профилированной дверной балки с тремя буртиками по сравнению с вариантом с двумя буртиками. Кроме того, максимальная энергия, измеренная при деформации балки 200 мм, ориентировочно на 25% больше для профилированной дверной балки с тремя буртиками по сравнению с известным ранее вариантом с двумя буртиками. Одна и та же высокопрочная сталь была использована для испытуемых балок, причем профилированная дверная балка с тремя буртиками имеет вес ориентировочно на 6% больше, чем известный ранее вариант с двумя буртиками. Данные, приведенные в таблице 1, показывают, что существенное улучшение характеристик достигнуто только при минимальном увеличении веса балки. Наоборот, профилированная дверная балка с тремя буртиками, имеющая толщину 1.3 мм и вес около 2542 г обеспечивает такую же характеристику (15.00 кН), что и профилированная дверная балка с двумя буртиками, имеющая вес 2772 г. Таким образом, могут быть получены такие же характеристики, но при снижении веса ориентировочно на 8%.
Обычно наблюдают, что увеличение высоты третьего буртика приводит к улучшению характеристик профилированной дверной балки по сравнению с известной ранее балкой "две шляпы", в том, что касается как максимального усилия, которое требуется для неупругого деформирования балки, так и максимальной энергии, поглощаемой балкой. Таким образом, заданное улучшение характеристик может быть достигнуто в зависимости от высоты третьего буртика, в диапазоне допустимых значений.
Обратимся теперь к рассмотрению фиг.5, на которой показан вид в перспективе профилированной дверной балки для автомобилей в соответствии с другим вариантом осуществления настоящего изобретения. Профилированная дверная балка содержит удлиненную полосу 500 листового металла из высокопрочной стали. В качестве специфического и не ограничительного примера укажем, что высокопрочная сталь имеет предел прочности при растяжении по меньшей мере 600 МПа. Два буртика 502 выдавлены в полосе 500 листового металла при помощи процесса штамповки, такой как, например, холодная штамповка. На фиг.5, два буртика 502 взаимно параллельны и выступают с одной и той же первой стороны профилированной дверной балки. Факультативно, два буртика 502 могут быть не взаимно параллельными вдоль по меньшей мере части длины металлической полосы 500. Между двумя буртиками 502 расположен третий буртик 504, который также выдавлен при помощи процесса штамповки, такой как, например, холодная штамповка. Третий буртик 504 идет параллельно каждому из двух буртиков 502, но выступает со второй противоположной стороны профилированной дверной балки. Кроме того, внешний фланцы 506 идут продольно вдоль боковых кромок полосы 500 листового металла, между ее противоположными концами.
Два буртика 502 идут по большей части длины полосы 500 листового металла и имеют максимальную высоту относительно первой стороны полосы листового металла поблизости от линии А-А в центральной части профилированной дверной балки. Высота двух буртиков 502 уменьшается у противоположных концов полосы 500 листового металла, в направлении образованных как часть полосы 500 монтажных фланцев 508. Образованные как часть полосы монтажные фланцы 508 служат для крепления профилированной дверной балки к двери автомобиля. Аналогично, третий буртик 504 идет по большей части длины полосы 500 листового металла и имеет максимальную высоту относительно второй стороны полосы листового металла поблизости от линии А-А в центральной части профилированной дверной балки. Высота третьего буртика 504 также уменьшается у противоположных концов полосы 500 листового металла, в направлении образованных как часть полосы 500 монтажных фланцев 508.
Обратимся теперь к рассмотрению фиг.6, на которой показан с увеличением разрез по линии А-А на фиг.5. Кромочные (внешние) фланцы 506, которые показаны более четко на фиг.6, содержат идущий наружу промежуточный участок 506а и отогнутый краевой участок 506b. Оба промежуточных участка 506а лежат ориентировочно в одной и той же общей плоскости, в то время как отогнутые краевые участки 506b подняты от указанной общей плоскости. Факультативно, отогнутые краевые участки 506b внешних фланцев 506 могут быть исключены.
Обратимся теперь к рассмотрению фиг.7, на которой показано с увеличением поперечное сечение по линии А-А на фиг.5. Каждый из двух буртиков 502 полосы 500 листового металла содержит верхнюю секцию 700, первую боковую стенку 702 и вторую боковую стенку 704. Первая боковая стенка 702 и вторая боковая стенка 704 объединены с верхней секцией 700. Первая боковая стенка 702 отходит от верхней секции 700 в направлении открытой секции 706 основания и объединена с промежуточным участком 506а внешнего фланца 506. Вторая боковая стенка 704 отходит от верхней секции 700 дальше, чем первая боковая стенка 702, так что она одновременно образует одну из двух противоположных боковых стенок третьего буртика 504 в виде впадины. Таким образом, вторые боковые стенки 704 объединены с секцией 708 основания третьего буртика 504 в виде впадины. Однако, в отличие от полосы 100 листового металла, которая показана на фиг.1-3, полоса 500 листового металла, показанная на фиг.5-7, не содержит заплечика в промежуточной области между каждым из двух буртиков 502 и третьим буртиком 504.
Открытая секция 706 основания каждого из двух буртиков 502 лежит ориентировочно в вышеупомянутой общей плоскости, которая показана на фиг.7 пунктирной линией 310. Каждый из двух буртиков 502 имеет ориентировочную высоту H1, измеренную от открытой секции 706 основания до верхней секции 700. Третий буртик 504 имеет высоту Н2, измеренную от открытой секции 706 основания каждого из двух буртиков 502 до секции 708 основания. Так как два буртика 502 и третий буртик 504 выступают с противоположных сторон полосы 500 листового металла, то расстояние от пика до впадины, измеренное вертикально между верхней секцией 700 и секцией 708 основания, равно H1+Н2.
Обратимся теперь к рассмотрению фиг.7 и фиг.4 и укажем, что типичная высота буртиков, которые образуют в процессе холодной штамповки, ограничена для высокопрочной стали максимальным значением около 32 мм. Известно, что в высокопрочной стали образуются трещины, когда превышено это максимальное значение. Образование трещин в готовом изделии снижает качество готового изделия. Таким образом, высота известной ранее профилированной дверной балки ограничена максимальной высотой около Н3=32 мм, после чего качество готового изделия ухудшается за счет образования трещин. С другой стороны, профилированная дверная балка в соответствии с настоящим изобретением, показанная на фиг.7, позволяет достигать максимальной высоты около H1+Н2=64 мм, при сохранении качества готового изделия за счет исключения образования трещин. Эта увеличенная высота является результатом штамповки третьего буртика 504 в первой операции холодной штамповки и штамповки двух взаимно параллельных буртиков 502 во второй операции холодной штамповки. Факультативно, высота H1 и/или H2 может быть меньше максимального значения 32 мм. Само собой разумеется, что приведенные выше численные примеры даны только для пояснения, чтобы облегчить понимание настоящего изобретения. Различные составы и/или толщины материала могут приводить к различным предельным высотам буртиков.
Обратимся теперь к рассмотрению фиг.8, на которой показана упрощенная схема последовательности операций способа в соответствии с вариантом осуществления настоящего изобретения. В операции 800, плоскую заготовку, такую как, например, лист из высокопрочной стали, имеющей предел прочности при растяжении по меньшей мере 600 МПа, устанавливают на первой станции штамповки. В первой операции 802 штамповки, такой как, например, операция холодной штамповки, центральный буртик вытягивают в одном направлении до заданной глубины, причем части плоской заготовки, которые являются смежными с центральным буртиком, остаются главным образом не отформованными. Частично отформованную заготовку образуют в операции подрезки, чтобы образовать внешний контур готового изделия. В операции 804, подрезанную, частично отформованную заготовку перемещают на вторую станцию штамповки. Во второй операции 806 штамповки, такой как, например, операция холодной штамповки, центральный буртик удерживается на формовочном штампе так, что уже отформованный буртик не теряет свою форму. Два дополнительных буртика образуют во второй операции 806 штамповки, по одному буртику в основном в не отформованной области на каждой стороне центрального буртика, причем два дополнительных буртика образуют в направлении, противоположном направлению центрального буртика. Профилированная дверная балка, которая образована в соответствии со способом на фиг.8, содержит внешний фланец, который идет продольно вдоль каждой обрезанной боковой кромки изделия. Факультативно, внешние фланцы отгибают вверх, так чтобы образовать в основном полукруглые фланцы в виде впадины вдоль боковых кромок изделия. В этом случае, радиус фланца в виде впадины делают относительно большим, чтобы избежать образования трещин, которые могут возникать при изгибе высокопрочной стали под острым углом.
Конфигурации, которые были описаны со ссылкой на фиг.1-3 и 5-7, приведены в качестве специфических и не ограничительных примеров, чтобы показать подходящие профили, которые могут быть использованы для штамповки профилированных дверных балок в соответствии с вариантами осуществления настоящего изобретения. Вообще говоря, показанное на фиг.3 и 7 значение Н2 составляет ориентировочно больше, чем 0.2H1. Например, Н2 лежит в диапазоне ориентировочно от 0.2H1 до H1. В настоящее время полагают, что существенное улучшение характеристик может быть получено в том случае, когда H1 лежит в диапазоне ориентировочно от 0.5H1 до 0.9H1. Верхняя секция буртиков 102 и 502 или секция основания буртиков 104 и 504 слегка уплощены на приведенных чертежах. Факультативно, верхние секции и секции основания буртиков могут иметь полукруглый профиль. В частности, избегают острых углов, и радиус изгиба выбирают относительно большим, чтобы избежать образования трещин в полосе 100 или 500 листового металла. Также факультативно, высота двух буртиков 102 или 502 может быть различной. В этом случае, буртик с самой большой высотой имеет высоту H1. Факультативно, два буртика 102 или два буртика 502 являются ориентировочно взаимно параллельными, с допустимыми отклонениями, вызванными использованным процессом штамповки. Альтернативно, два буртика 102 или два буртика 502 не являются взаимно параллельными по меньшей мере на части длины полосы. Также факультативно, промежуточные участки внешних фланцев 108 или 506 не лежат в общей плоскости. В этом случае, открытые секции основания буртиков 102 или буртиков 502 также не лежат в общей плоскости. Максимальное расстояние от пика до впадины, измеренное вертикально до вершины буртика 102 или 502, который "сдвинут вверх," ограничено ориентировочно не больше, чем двойной максимальной высотой, которая может быть достигнута в единственной операции холодной штамповки. Более того, профилированная дверная балка факультативно может быть изогнута в продольном направлении или иным образом приспособлена к геометрии двери, но без вредного влияния на описанный здесь выше профиль поперечного сечения, так чтобы ее можно было устанавливать в дверях различных автомобилей.
Различные варианты осуществления настоящего изобретения описаны в контексте процесса холодной штамповки, в котором различные элементы выдавливают в металлической листовой заготовке за счет нескольких операций штамповки. Само собой разумеется, что профилированные дверные балки, которые были описаны со ссылкой на фиг.1-3 или со ссылкой на фиг.5-7, могут быть изготовлены с использованием другого процесса, чем холодная штамповки, что легко поймут специалисты в данной области.
Также могут быть предложены различные другие варианты осуществления, которые не выходят за рамки патентных притязаний, определенных формулой настоящего изобретения.
Реферат
Группа изобретений относится к вариантам выполнения профилированной дверной балки для автомобиля и способу ее штамповки. Профилированная дверная балка имеет удлиненную конструкцию с множеством каналов, образованную при помощи центральной перемычки заданной толщины из материала с известным составом, с концевыми монтажными фланцами, образованными как ее часть. Удлиненная конструкция с множеством каналов содержит два внешних канала, раздвинутые друг от друга в боковом направлении, и третий канал, расположенный в области между двумя внешними каналами. Третий канал образует впадину в срединной области между двумя внешними каналами. Первый из двух внешних каналов образован за счет вытяжки до пика известной высоты, а впадина образована за счет вытяжки до известной глубины, так что расстояние от впадины до пика превышает максимальное расстояние, которое может быть достигнуто в единственной операции холодной штамповки в случае перемычки, имеющей заданную толщину и состав материала. Обеспечивается повышение жесткости дверной балки без увеличения ее массы и изменения материала, из которого она изготовлена. 4 н. и 28 з.п. ф-лы, 8 ил.
Формула
полосу листового металла с концевыми монтажными фланцами, образованными как ее часть и служащими для крепления профилированной дверной балки к двери автомобиля, причем полоса листового металла имеет в поперечном сечении профиль, который содержит два пика и впадину, расположенную между двумя пиками, причем каждый из указанных двух пиков имеет верхнюю секцию и две противоположные боковые стенки, объединенные с верхней секцией, причем первая боковая стенка каждого пика, отходящая от верхней секции пика в направлении к его открытой секции основания, объединена с внешним фланцем, который образован вдоль кромки полосы листового металла, смежной с открытой секцией основания пика, а вторая боковая стенка отходит от верхней секции пика дальше, чем первая боковая стенка, так что она одновременно образует одну из двух противоположных боковых стенок впадины, причем один из указанных двух пиков имеет высоту Н, измеренную вертикально вдоль первого направления от открытой секции основания до верхней секции пика, при этом впадина имеет глубину больше, чем 0.2Н, измеренную вертикально вдоль второго направления, которое противоположно первому направлению и идет от открытой секции основания одного из указанных двух пиков до секции основания впадины, при этом секция основания впадины объединена с двумя противоположными боковыми стенками впадины; причем открытые секции основания двух пиков лежат в одной и той же плоскости, и каждый внешний фланец содержит идущий наружу промежуточный участок, лежащий в указанной общей плоскости, и изогнутый вверх краевой участок, который лежит вне указанной общей плоскости.
полосу листового металла с концевыми монтажными фланцами, образованными как ее часть и служащими для крепления профилированной дверной балки к двери автомобиля, причем полоса листового металла имеет профилированное поперечное сечение с первым, вторым и третьим буртиками, идущими в продольном направлении вдоль по меньшей мере части длины балки, при этом первый и второй буртики разделены друг от друга в боковом направлении срединной областью, причем имеются внешние фланцы, которые соответственно идут наружу от первого и второго буртиков в боковом направлении, причем первый буртик идет в первом направлении, которое является перпендикулярным к боковому и продольному направлениям, до максимальной высоты H, а третий буртик расположен в срединной области и идет во втором направлении, которое является противоположным первому направлению, до максимальной высоты по меньшей мере около 0.2Н; причем
общая плоскость проходит через внешние фланцы, которые расположены вдоль противоположных боковых кромок полосы листового металла, причем высоту каждого первого пика и третьего пика измеряют относительно общей плоскости; и
каждый внешний фланец содержит идущий наружу промежуточный участок, который объединен соответственно с первым буртиком или со вторым буртиком, и краевой участок, который изогнут вверх в первом направлении.
удлиненную конструкцию с множеством каналов, образованную при помощи центральной перемычки заданной толщины и имеющую концевые монтажные фланцы, образованные как ее часть и служащие для крепления профилированной дверной балки к двери автомобиля, причем удлиненная конструкция с множеством каналов содержит два внешних канала, раздвинутые друг от друга в боковом направлении, и третий канал, расположенный в области между двумя внешними каналами, при этом первый из двух внешних каналов образован за счет вытяжки до пика заданной высоты, а третий канал образует область впадины между двумя внешними каналами, причем качество изделия и расстояние от впадины до пика превышают максимальное качество изделия и максимальное расстояние, которые могут быть достигнуты в единственной операции холодной штамповки в случае перемычки, имеющей заданную толщину и состав материала.
размещение металлической листовой заготовки на первой станции штамповки, причем металлическая листовая заготовка имеет первую и вторую противоположные стороны;
вытяжка, на первой операции штамповки, центрального буртика до заданной высоты над первой стороной металлической листовой заготовки, причем части металлической листовой заготовки, которые являются смежными с центральным буртиком, остаются в основном не отформованными во время первой операции штамповки;
перемещение металлической листовой заготовки на вторую станцию штамповки; и вытяжка, на второй операции штамповки, двух буртиков в не отформованных частях металлической листовой заготовки, а именно вытяжка одного буртика на каждой стороне центрального буртика, причем два буртика вытягивают до заданной высоты над второй стороной металлической листовой заготовки.
Комментарии