Торцевая крашка банки, изготовленный из заготовки с уменьшенной толщиной - RU2572770C2
Код документа: RU2572770C2
Чертежи







Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к контейнерам для напитков. Точнее, настоящее изобретение относится к торцевым крышкам для собираемых из двух частей металлических банок для напитков - банок, изготовленных из металла уменьшенного объема, особенно, из заготовок с уменьшенной толщиной.
Уровень техники
Типичные торцевые крышки для контейнеров (банок) для пива и напитков содержат центральную панель, на которой имеется ломкий участок (иногда называемый «отрывным» или «вскрываемым» участком), образованный насечкой, выполненной на наружной поверхности торцевой крышки - на стороне, которая обращена к потребителю. Разработаны популярные «экологически безопасные» торцевые крышки, которые открывают путем излома металла вскрываемого участка по линии насечки без полного отделения каких-либо частей крышки. Например, такая наиболее распространенная торцевая крышка контейнера для напитка содержит вскрываемый участок, который удерживается на крышке за счет зоны отгибки, не имеющей насечки, которая соединяет вскрываемый участок с остальной крышкой, при этом торцевая крышка оснащена заклепкой для крепления язычка (ключика), предусмотренного для открывания вскрываемого участка. Торцевые крышки контейнеров такого типа, обычно называемые «крышками с неотделяемым язычком», содержат вскрываемый участок, ограниченный незамкнутой линией насечки круговой формы и зоной, на которой насечка отсутствует, и которая служит для удержания фрагмента металла по линии отгибки при удалении вскрываемого участка.
Контейнер обычно представляет собой цельнотянутую металлическую банку с тонким корпусом, как правило, выполненную из листового алюминия или стали. Торцевые крышки таких контейнеров обычно изготовляют вырубкой из тонкой алюминиевой ленты, из которой формуют заготовку крышки, а затем в ходе так называемого конверсионного процесса получают законченную торцевую крышку. Таким образом, такие торцевые крышки получают, сначала вырубая заготовку из тонкого металла, формуя из вырубленной заготовки исходную заготовку для крышки и превращая исходную заготовку в конечную торцевую крышку, которую можно закатыванием установить на контейнер. Как вариант, хотя и не популярный в настоящее время, такие контейнеры и/или крышки могут быть выполнены из пластмассы, при этом для их открывания может быть предусмотрена аналогичная конструкция неотделяемых деталей.
«Экологически безопасные» торцевые крышки контейнеров с неотделяемым язычком указанных типов используются в течение уже многих лет, при этом их язычки и вскрываемые участки отличаются разнообразием форм и размеров. На протяжении этих лет производители стремятся снизить затраты на металл за счет уменьшения толщины металлических крышек и язычков. Однако, из-за того, что торцевые крышки используются в контейнерах для продуктов, находящихся под давлением, иногда подвергаемых пастеризации, могут складываться условия, вызывающие сильные напряжения в компонентах крышки во время пастеризации, перевозки и при открывании контейнера потребителем. Эти условия ограничивают возможности уменьшения толщины металла крышки и затрудняют изменение конструктивных характеристик крышки за счет как уменьшения толщины металла, так и толщины металла, остающегося в насечке, ограничивающей вскрываемый участок.
Содержимое контейнера, находящееся под давлением, часто является причиной вспучивания торцевой крышки. Содержимое контейнера может также приводить к выталкиванию язычка вверх. Существует максимально допустимое расстояние, на которое может отходить язычок, так чтобы он не выступал выше остальной части контейнера. Подъем язычков контейнеров «выше борта» приводит к нарушению условий транспортирования, когда в процессе расстановки заполненных контейнеров с напитком происходит преждевременный излом вскрываемых участков крышек.
По мере того, как производители уменьшают толщину металла, используемого при изготовлении крышек, опасность вспучивания крышки и подъема язычка выше борта становится все более значимой проблемой. Поэтому есть потребность в торцевых крышках с повышенным сопротивлением вспучиванию и подъему язычка выше борта.
Законченные торцевые крышки выпускаются различных типоразмеров. Эти типоразмеры в общем обозначены номерами 200, 202, 206 и 209. В какой-то части типоразмеры различаются своими соответствующими диаметрами. Торцевая крышка типоразмера 200 является наименьшей, а крышка 209 - наибольшей. Диаметр торцевой крышки типоразмера 209 обычно составляет по меньшей мере 60 мм, вероятнее всего около 70 мм или немного менее 70 мм, около 65 мм, когда крышка прикатана к корпусу банки.
Раскрытие изобретения
Задачей настоящего изобретения является решение вышеописанных и прочих проблем, а также обеспечение преимуществ в аспектах, не предусмотренных торцевыми крышками указанного типа, отвечающими известному уровню техники. Отличительные признаки и преимущества настоящего изобретения рассмотрены в нижеприведенном подробном описании и прилагаемых чертежах.
Настоящее изобретение в своем первом аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит подвивку, расположенную вокруг продольной оси и образующую наружный периметр торцевой крышки; круговую стенку, ориентированную под углом вниз и радиально внутрь относительно радиально внутренней части подвивки; упрочняющий элемент, отходящий радиально внутрь относительно круговой стенки; центральную панель, расходящуюся радиально наружу от продольной оси в направлении указанного упрочняющего элемента и имеющую диаметр, составляющий более 87,7% общего диаметра торцевой крышки; хрупкую насечку и участок отгибки, образующие вскрываемый участок на центральной панели; и неотделяемый язычок, прикрепленный к центральной панели и содержащий носок, лежащий поверх вскрываемого участка на стороне, противоположной подъемному концу язычка.
В своем первом аспекте изобретение может включать один или более из следующих отличительных признаков, взятых по отдельности или в любой разумной неконфликтующей комбинации. Упрочняющий элемент может в общем представлять собой U-образное углубление (канавку), содержащее внутреннюю стенку, соединенную с внешней стенкой посредством кольцевого криволинейного участка (валика), причем внутренняя стенка может быть, по существу, вертикальной. Между круговой стенкой и внешней стенкой углубления может находиться изгиб, который направляет круговую стенку вверх и наружу относительно продольной оси. Кольцевой криволинейный участок углубления может быть подвергнут переформованию (исправлению) с целью уменьшения радиуса его кривизны. Круговая стенка и внешняя стенка углубления могут быть подвергнуты переформованию с целью увеличения высоты расположения изгиба над самой нижней точкой углубления. Величина утопления углубления, измеряемая от самой верхней точки подвивки до самой нижней точки углубления, может быть уменьшена в ходе операции переформования. Радиус кривизны скругления панели может быть уменьшен в ходе операции переформования. Угол круговой стенки может быть увеличен в ходе операции переформования. Диаметр наружного периметра заготовки торцевой крышки в ходе операции переформования можно поддерживать, по существу, постоянным. Толщина центральной панели торцевой крышки может составлять около 0,287 мм. Высота центральной панели может составлять около 2,06 мм. Радиус кривизны кольцевого криволинейного участка углубления может составлять около 0,38 мм.
Настоящее изобретение во втором своем аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит подвивку, расположенную вокруг продольной оси, образующую наружный периметр торцевой крышки и имеющую диаметр более 63 мм; круговую стенку, ориентированную под углом вниз и радиально внутрь относительно радиально внутренней части подвивки; углубление, в общем, U-образной формы, идущее вниз и радиально внутрь относительно круговой стенки; изгиб, соединяющий круговую стенку с углублением, причем центр кривизны изгиба по высоте расположен ниже стороны торцевой банки, обращенной к продукту; центральную панель, расходящуюся радиально наружу от продольной оси в направлении упрочняющего элемента и имеющую диаметр, составляющий более 87,7% общего диаметра торцевой крышки; скругление панели, соединяющее центральную панель с углублением, самая верхняя точка которого имеет высоту расположения, измеряемую от самой нижней точки торцевой крышки, большую, чем высота расположения изгиба; хрупкую насечку и участок отгибки, образующие вскрываемый участок на центральной панели; и неотделяемый язычок, прикрепленный к центральной панели и содержащий носок, лежащий поверх вскрываемого участка на стороне, противоположной подъемному концу язычка.
Настоящее изобретение в своем третьем аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит центральную панель, расходящуюся радиально наружу от продольной оси и содержащую исправленное скругление панели, выполненное вдоль по наружному периферийному краю, причем центральная панель имеет увеличенный диаметр вследствие операции переформования; хрупкую насечку и участок отгибки, образующие вскрываемый участок на центральной панели; неотделяемый язычок, прикрепленный к центральной панели и содержащий носок, лежащий поверх вскрываемого участка на стороне, противоположной подъемному концу язычка; стенку, уходящую вниз от скругления панели к кольцевому валику, отходящему радиально наружу от указанной исправленной стенки; внешнюю стенку, идущую вверх от кольцевого валика к изгибу, центр кривизны которого расположен по высоте ниже стороны торцевой крышки, обращенной к продукту; круговую стенку, отходящую под углом вверх от изгиба; и подвивку, расположенную вокруг продольной оси и определяющую наружный периметр торцевой крышки.
Настоящее изобретение в своем четвертом аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит центральную панель, расходящуюся радиально наружу от продольной оси, и содержащую скругление панели, выполненное вдоль по наружному периферийному краю; хрупкую насечку и участок отгибки, образующие вскрываемый участок на центральной панели; неотделяемый язычок, прикрепленный к центральной панели и содержащий носок, лежащий поверх вскрываемого участка на стороне, противоположной подъемному концу язычка; исправленную стенку, уходящую вниз от скругления панели к кольцевому валику, отходящему радиально наружу от указанной исправленной стенки, причем исправленная стенка имеет ориентацию более близкую к вертикальной после операции переформования, вынуждающей исправленную стенку сместиться радиально в наружном направлении; внешнюю стенку, идущую вверх от кольцевого валика к изгибу, центр кривизны которого расположен по высоте ниже стороны торцевой крышки, обращенной к продукту; круговую стенку, отходящую под углом вверх от изгиба; и подвивку, расположенную вокруг продольной оси и определяющую наружный периметр торцевой крышки.
Настоящее изобретение в своем пятом аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит центральную панель, расходящуюся радиально наружу от продольной оси и содержащую скругление панели, выполненное вдоль по наружному периферийному краю; хрупкую насечку и участок отгибки, образующие вскрываемый участок на центральной панели; неотделяемый язычок, прикрепленный к центральной панели и содержащий носок, лежащий поверх вскрываемого участка на стороне, противоположной подъемному концу язычка; стенку, уходящую вниз от скругления панели к кольцевому валику, отходящему радиально наружу от указанной стенки; внешнюю стенку, идущую вверх от кольцевого валика к приподнятому по высоте изгибу, центр кривизны которого расположен по высоте ниже стороны торцевой крышки, обращенной к продукту, причем высота расположения изгиба над самой нижней точкой кольцевого валика становится увеличенной после операции переформования; круговую стенку, отходящую под углом вверх от изгиба; и подвивку, расположенную вокруг продольной оси и определяющую наружный периметр торцевой крышки.
Настоящее изобретение в своем шестом аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит центральную панель, расходящуюся радиально наружу от продольной оси и содержащую скругление панели, выполненное вдоль по наружному периферийному краю; нагартованную зону - зону обжатого металла в центральной панели, содержащую область минимальной толщины, причем быстрота, с которой толщина сжатого металла увеличивается от минимальной толщины к толщине области центральной панели, не подвергавшейся нагартовке, меньше в радиальном направлении наружу от области минимальной толщины, чем в радиальном направлении внутрь; хрупкую насечку и участок отгибки, образующие вскрываемый участок на центральной панели; неотделяемый язычок, прикрепленный к центральной панели и содержащий носок, лежащий поверх вскрываемого участка на стороне, противоположной подъемному концу язычка; упрочняющий элемент, отходящий радиально наружу от периферического края центральной панели; круговую стенку, отходящую под углом вверх от изгиба; и подвивку, расположенную вокруг продольной оси и определяющую наружный периметр торцевой крышки.
Настоящее изобретение в своем седьмом аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит подвивку, расположенную вокруг продольной оси и определяющую наружный периметр торцевой крышки, причем диаметр торцевой крышки составляет по меньшей мере 60 мм, но меньше приблизительно 65 мм; круговую стенку, отходящую от подвивки под углом вниз и радиально внутрь; упрочняющий элемент, отходящий радиально внутрь от круговой стенки; центральную панель, расходящуюся радиально наружу от продольной оси в направлении упрочняющего элемента и имеющую диаметр более 57 мм.
Настоящее изобретение в своем восьмом аспекте касается способа формования торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит стенку центральной панели, у которой имеется сторона, обращенная к продукту, и сторона, обращенная к потребителю, причем сторона, обращенная к потребителю, содержит средства для открывания хрупкого вскрываемого участка. Способ содержит этапы, на которых подготавливают заготовку торцевой крышки, содержащую центральную панель, расходящуюся радиально наружу от продольной оси, скругление панели, выполненное вдоль по периферическому краю центральной панели, упрочняющий элемент, выполненный за одно целое со скруглением панели, круговую стенку, отходящую вверх от упрочняющего элемента, а также подвивку, образующую наружный периметр заготовки торцевой крышки и выполненную за одно целое с круговой стенкой; и подвергают заготовку торцевой крышки переформованию с целью увеличения диаметра центральной панели.
В своем восьмом аспекте изобретение может включать один или более из следующих отличительных признаков, взятых по отдельности или в любой разумной неконфликтующей комбинации. Способ может дополнительно содержать этап переформования заготовки торцевой крышки с целью увеличения высоты расположения изгиба над самой нижней точкой упрочняющего элемента. Способ может дополнительно содержать этап переформования заготовки торцевой крышки с целью уменьшения радиуса кривизны скругления панели. Способ может дополнительно содержать этап переформования заготовки торцевой крышки с целью уменьшения угла наклона внутренней стенки, измеряемого от вертикальной оси. Способ может дополнительно содержать этап переформования заготовки торцевой крышки с целью увеличения высоты центральной панели относительно самой нижней точки упрочняющего элемента. Способ может дополнительно содержать этап переформования заготовки торцевой крышки с целью уменьшения радиуса кривизны кольцевого криволинейного участка упрочняющего элемента. Способ может дополнительно содержать этап нагартовки наружного периферического края центральной панели с целью получения зоны обжатого металла, у которой имеется область минимальной толщины, причем быстрота, с которой толщина обжатого металла увеличивается от минимальной толщины к толщине области центральной панели, не подвергаемой нагартовке, меньше в направлении радиально наружу от области минимальной толщины, чем в направлении радиально внутрь.
Настоящее изобретение в своем девятом аспекте касается способа формования торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит стенку центральной панели, у которой имеется сторона, обращенная к продукту, и сторона, обращенная к потребителю, причем сторона, обращенная к потребителю, содержит средства для открывания хрупкого вскрываемого участка. Способ содержит этапы, на которых подготавливают заготовку торцевой крышки, содержащую центральную панель, расходящуюся радиально наружу от продольной оси, скругление панели, выполненное вдоль по периферическому краю центральной панели, упрочняющий элемент, выполненный за одно целое со скруглением панели, круговую стенку, отходящую вверх от упрочняющего элемента и содержащую изгиб, расположенный на некоторой высоте над самой нижней точкой упрочняющего элемента; а также подвивку, образующую наружный периметр заготовки торцевой крышки и выполненную за одно целое с круговой стенкой; и подвергают заготовку торцевой крышки переформованию с целью увеличения высоты расположения изгиба над самой нижней точкой упрочняющего элемента.
Настоящее изобретение в своем десятом аспекте касается способа формования торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит стенку центральной панели, у которой имеется сторона, обращенная к продукту, и сторона, обращенная к потребителю, причем сторона, обращенная к потребителю, содержит средства для открывания хрупкого вскрываемого участка. Способ содержит этапы, на которых подготавливают заготовку торцевой крышки, содержащую центральную панель, расходящуюся радиально наружу от продольной оси, скругление панели, выполненное вдоль по периферическому краю центральной панели, упрочняющий элемент, выполненный за одно целое со скруглением панели, круговую стенку, отходящую вверх от упрочняющего элемента; а также подвивку, образующую наружный периметр заготовки торцевой крышки и выполненную за одно целое с круговой стенкой; и подвергают заготовку торцевой крышки переформованию с целью уменьшения радиуса кривизны скругления панели.
Настоящее изобретение в своем одиннадцатом аспекте касается способа формования торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит стенку центральной панели, у которой имеется сторона, обращенная к продукту, и сторона, обращенная к потребителю, причем сторона, обращенная к потребителю, содержит средства для открывания хрупкого вскрываемого участка. Способ содержит этапы, на которых подготавливают заготовку торцевой крышки, содержащую центральную панель, расходящуюся радиально наружу от продольной оси, скругление панели, выполненное вдоль по периферическому краю центральной панели, углубление, которое выполнено за одно целое со скруглением панели и у которого имеется внутренняя стенка, отходящая вниз к кольцевому криволинейному участку, круговую стенку, отходящую вверх от кольцевого криволинейного участка, а также подвивку, образующую наружный периметр заготовки торцевой крышки и выполненную за одно целое с круговой стенкой; и подвергают заготовку торцевой крышки переформованию с целью уменьшения угла наклона внутренней стенки относительно вертикальной оси.
Настоящее изобретение в своем двенадцатом аспекте касается способа формования торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит стенку центральной панели, у которой имеется сторона, обращенная к продукту, и сторона, обращенная к потребителю, причем сторона, обращенная к потребителю, содержит средства для открывания хрупкого вскрываемого участка. Способ содержит этапы, на которых подготавливают заготовку торцевой крышки, содержащую центральную панель, расходящуюся радиально наружу от продольной оси, скругление панели, выполненное вдоль по периферическому краю центральной панели, упрочняющий элемент, выполненный за одно целое со скруглением панели, круговую стенку, отходящую вверх от упрочняющего элемента; а также подвивку, образующую наружный периметр заготовки торцевой крышки и выполненную за одно целое с круговой стенкой; и подвергают заготовку торцевой крышки переформованию с целью увеличения высоты центральной панели относительно самой нижней точки упрочняющего элемента.
Настоящее изобретение в своем тринадцатом аспекте касается способа формования торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит стенку центральной панели, у которой имеется сторона, обращенная к продукту, и сторона, обращенная к потребителю, причем сторона, обращенная к потребителю, содержит средства для открывания хрупкого вскрываемого участка. Способ содержит этапы, на которых подготавливают заготовку торцевой крышки, содержащую центральную панель, расходящуюся радиально наружу от продольной оси, скругление панели, выполненное вдоль по периферическому краю центральной панели, углубление, которое выполнено за одно целое со скруглением панели и у которого имеется внутренняя стенка, отходящая вниз к кольцевому криволинейному участку, круговую стенку, отходящую вверх от кольцевого криволинейного участка, а также подвивку, образующую наружный периметр заготовки торцевой крышки и выполненную за одно целое с круговой стенкой; и подвергают заготовку торцевой крышки переформованию с целью уменьшения радиуса кривизны кольцевого криволинейного участка.
Настоящее изобретение в своем четырнадцатом аспекте касается способа формования торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит стенку центральной панели, у которой имеется сторона, обращенная к продукту, и сторона, обращенная к потребителю, причем сторона, обращенная к потребителю, содержит средства для открывания хрупкого вскрываемого участка. Способ содержит этапы, на которых подготавливают заготовку торцевой крышки, содержащую центральную панель, расходящуюся радиально наружу от продольной оси, скругление панели, выполненное вдоль по периферическому краю центральной панели, углубление, которое выполнено за одно целое со скруглением панели и у которого имеется внутренняя стенка, отходящая вниз к кольцевому криволинейному участку, круговую стенку, отходящую вверх от кольцевого криволинейного участка, а также подвивку, образующую наружный периметр заготовки торцевой крышки и выполненную за одно целое с круговой стенкой; и подвергают заготовку торцевой крышки переформованию с целью уменьшения расстояния от самой верхней точки подвивки со стороны, обращенной к продукту, до самой нижней точки кольцевого криволинейного участка.
Настоящее изобретение в своем пятнадцатом аспекте касается способа формования торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит стенку центральной панели, у которой имеется сторона, обращенная к продукту, и сторона, обращенная к потребителю, причем сторона, обращенная к потребителю, содержит средства для открывания хрупкого вскрываемого участка. Способ содержит этапы, на которых подготавливают заготовку торцевой крышки, содержащую центральную панель, расходящуюся радиально наружу от продольной оси, скругление панели, выполненное вдоль по периферическому краю центральной панели, упрочняющий элемент, выполненный за одно целое со скруглением панели, круговую стенку, отходящую вверх от упрочняющего элемента; а также подвивку, образующую наружный периметр заготовки торцевой крышки и выполненную за одно целое с круговой стенкой; и выполняют нагартовку наружного периферического края центральной панели с целью получения зоны обжатого металла, у которой имеется область минимальной толщины, причем быстрота, с которой толщина обжатого металла увеличивается от минимальной толщины к толщине области центральной панели, не подвергаемой нагартовке, меньше в одном радиальном направлении от области минимальной толщины, чем в обратном радиальном направлении. Способ также может содержать операцию холодной обработки (деформирования) упрочняющего элемента и скругления панели на этапе переформования.
Настоящее изобретение в своем шестнадцатом аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит подвивку, расположенную вокруг продольной оси и определяющую наружный периметр торцевой крышки, причем диаметр торцевой крышки составляет по меньшей мере приблизительно 50 мм, но меньше приблизительно 70 мм; круговую стенку, ориентированную под углом вниз и радиально внутрь относительно радиально внутренней части подвивки, при этом угол наклона круговой стенки превышает величину приблизительно 10°; углубление, идущее вниз и радиально внутрь относительно круговой стенки; центральную панель, расходящуюся радиально наружу от продольной оси в направлении указанного углубления и имеющую диаметр более 87,7% общего диаметра торцевой крышки; скругление панели, соединяющее центральную панель с углублением; хрупкую насечку и участок отгибки, образующие вскрываемый участок на центральной панели; неотделяемый язычок, прикрепленный к центральной панели, и содержащий носок, лежащий поверх вскрываемого участка на стороне, противоположной подъемному концу язычка.
В своем шестнадцатом аспекте изобретение может включать один или более из следующих отличительных признаков, взятых по отдельности или в любой разумной, неконфликтующей комбинации. Торцевая крышка может дополнительно содержать изгиб, соединяющий круговую стенку с углублением, при этом центр кривизны изгиба расположен ниже стороны торцевой крышки, обращенной к продукту. Высота расположения самой верхней части скругления, измеренная от самой нижней части торцевой крышки, может быть больше высоты расположения изгиба. Общий диаметр торцевой крышки может быть больше, чем приблизительно 65 мм, при этом центральная панель может иметь диаметр более чем приблизительно 57 мм. Углубление может быть в общем U-образной формы и содержать внутреннюю стенку, соединенную с внешней стенкой посредством кольцевого криволинейного участка - валика, при этом внутренняя стенка является, по существу, вертикальной. Торцевая крышка также может содержать нагартованную зону - зону обжатого металла в центральной панели, содержащую область минимальной толщины, причем быстрота, с которой толщина обжатого металла увеличивается от минимальной толщины к толщине области центральной панели, не подвергавшейся нагартовке, меньше в радиальном направлении наружу от области минимальной толщины, чем в радиальном направлении внутрь. Толщина центральной панели торцевой крышки может составлять приблизительно 0,287 мм. Высота центральной панели может составлять приблизительно 2,06 мм. Радиус кривизны кольцевого криволинейного участка углубления может составлять приблизительно 0,38 мм.
Настоящее изобретение в своем семнадцатом аспекте касается торцевой крышки для состоящего из двух частей контейнера для напитка. Торцевая крышка содержит подвивку, расположенную вокруг продольной оси и определяющую наружный периметр торцевой крышки; круговую стенку, ориентированную под углом вниз и радиально внутрь относительно радиально внутренней части подвивки; углубление, идущее вниз и радиально внутрь относительно круговой стенки и содержащее внешнюю стенку, соединенную с внутренней стенкой посредством кольцевого криволинейного участка; центральную панель, расходящуюся радиально наружу от продольной оси в направлении указанного углубления; скругление панели, соединяющее центральную панель с углублением; хрупкую насечку и участок отгибки, образующие вскрываемый участок на центральной панели; неотделяемый язычок, прикрепленный к центральной панели и содержащий носок, лежащий поверх вскрываемого участка на стороне, противоположной подъемному концу язычка; при этом внутренняя стенка углубления и скругление панели содержат область увеличенной прочности металла, подвергнутого холодной деформации в процессе переформования.
Прочие отличительные признаки и преимущества настоящего изобретения должны быть понятны из последующего описания и прилагаемых чертежей.
Краткое описание чертежей
Варианты выполнения настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых:
фиг.1 в перспективной проекции изображает контейнер, содержащий торцевую крышку, подвергнутую переформованию (исправлению) и соответствующую настоящему изобретению,
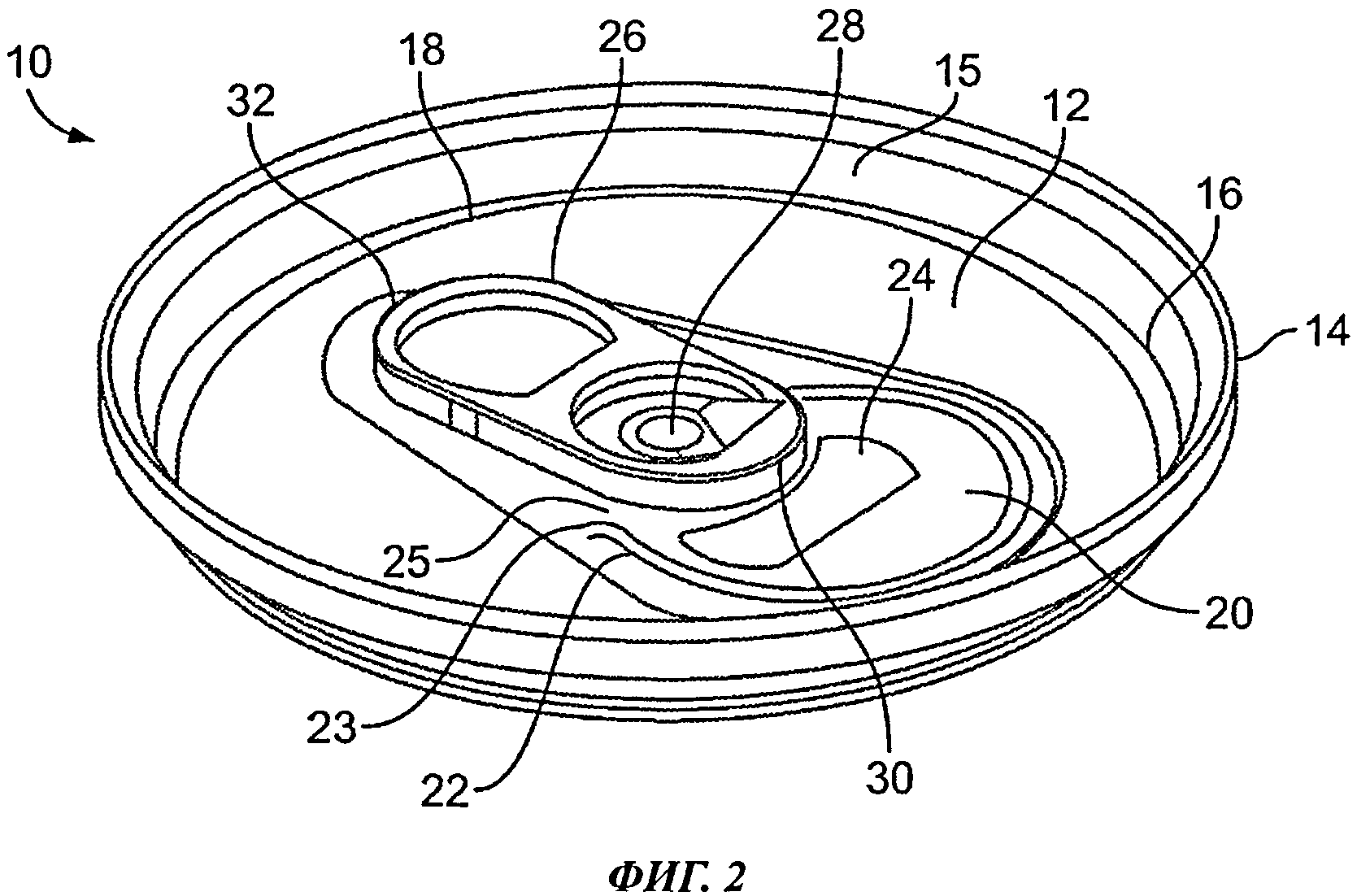
фиг.2 в перспективной проекции изображает торцевую крышку, подвергнутую переформованию (конверсии) и соответствующую настоящему изобретению,
фиг.3 изображает сечение торцевой крышки фиг.2,
фиг.4 схематически изображает заготовку торцевой крышки до ее переформования (исправления),
фиг.5 схематически изображает переформованную заготовку торцевой крышки фиг.4 после операции изменения формы с целью получения исправленной торцевой крышки, соответствующей настоящему изобретению,
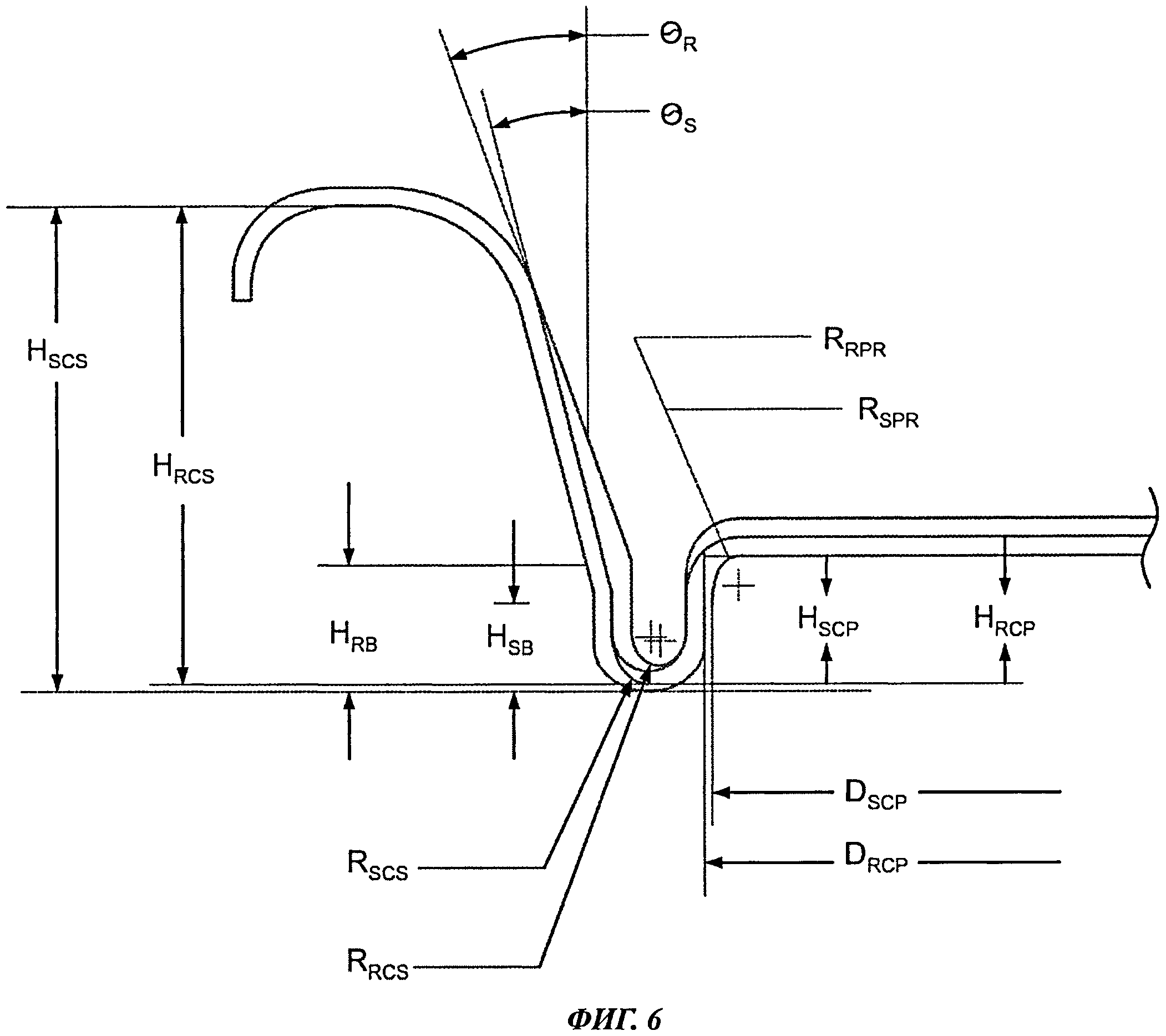
фиг.6 схематически изображает исправленную торцевую крышку фиг.5, наложенную на заготовку торцевой крышки фиг.4, для пояснения конструктивных отличий двух крышек,
фиг.7 схематически изображает исправленную торцевую крышку фиг.5, наложенную на заготовку торцевой крышки фиг.4, при этом заготовка торцевой крышки изображена штриховой линией,
фиг.8 в виде фрагмента схематически изображает эффект расширения центральной панели и уменьшения радиуса кривизны скругления панели после переформования,
фиг.9 в виде фрагмента схематически изображает эффект подъема изгиба круговой стенки после переформования,
фиг.10 в виде фрагмента схематически изображает эффект уменьшения высоты торцевой крышки или уменьшения утопления углубления после переформования,
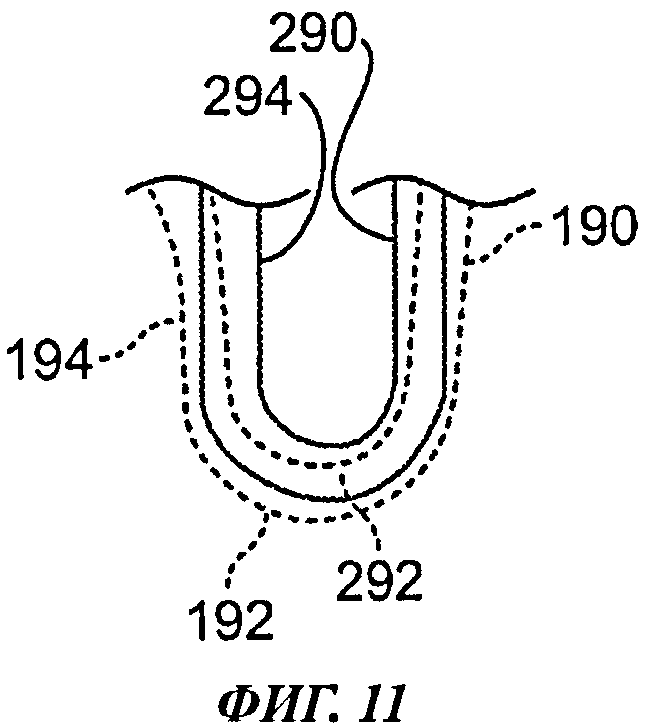
фиг.11 в виде фрагмента схематически изображает эффект уменьшения радиуса кривизны кольцевого криволинейного участка углубления после переформования,
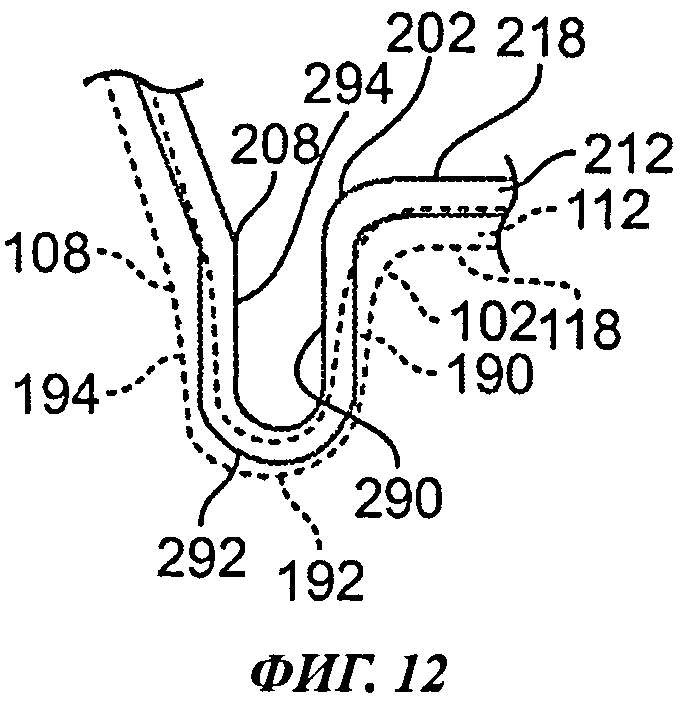
фиг.12 в виде фрагмента схематически изображает эффект исправления внутренней стенки углубления с целью уменьшения угла наклона стенки и приведения стенки, по существу, к вертикальному положению после переформования,
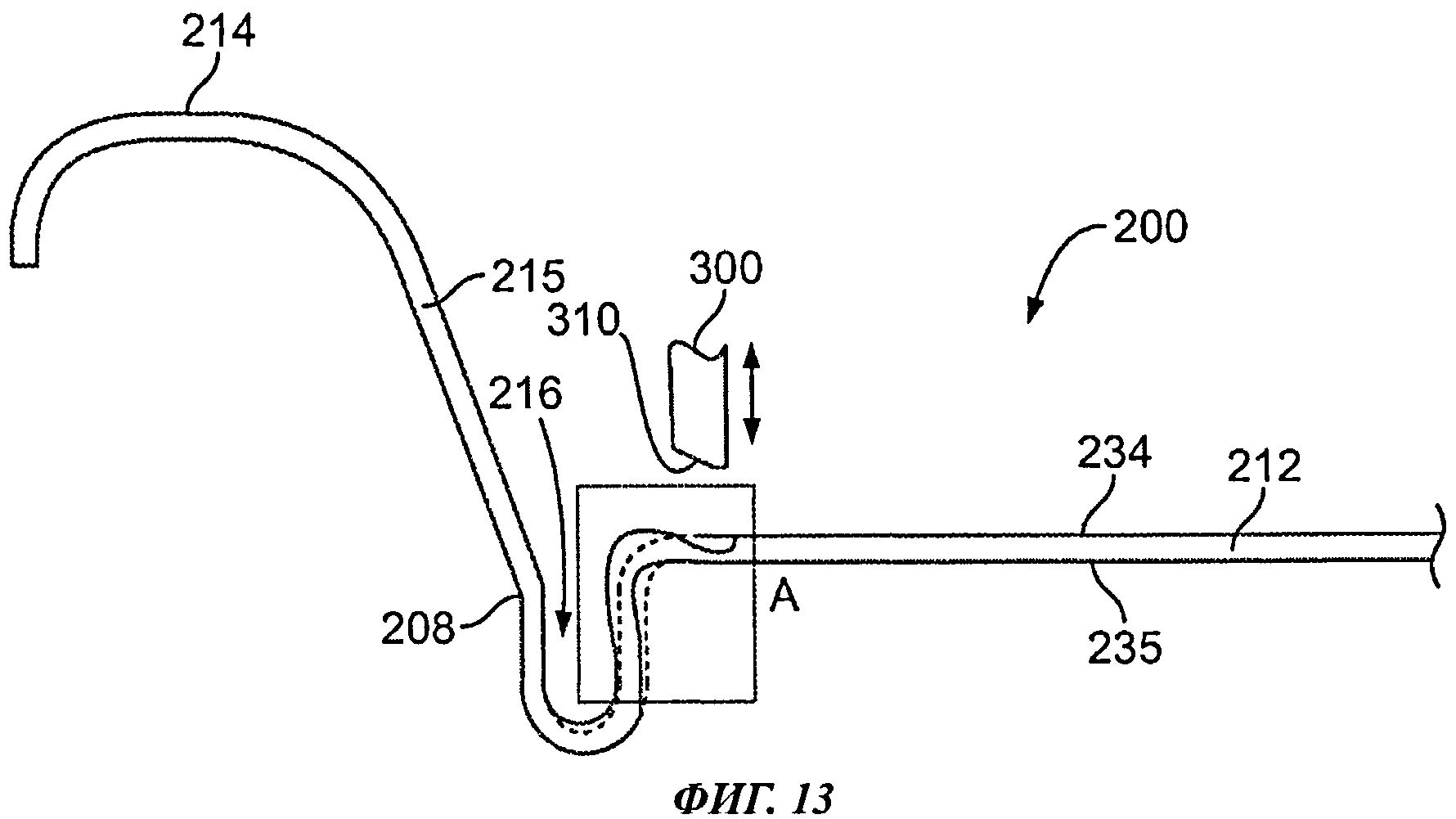
фиг.13 в виде фрагмента схематически изображает операцию нагартовки, соответствующую настоящему изобретению,
фиг.13А представляет увеличенный фрагмент фиг.13, изображающий особенности геометрии, получающейся в результате операции нагартовки фиг.13,
фиг.14 в виде фрагмента схематически изображает инструмент для переформования и холодной обработки заготовки торцевой крышки в соответствии с настоящим изобретением, и
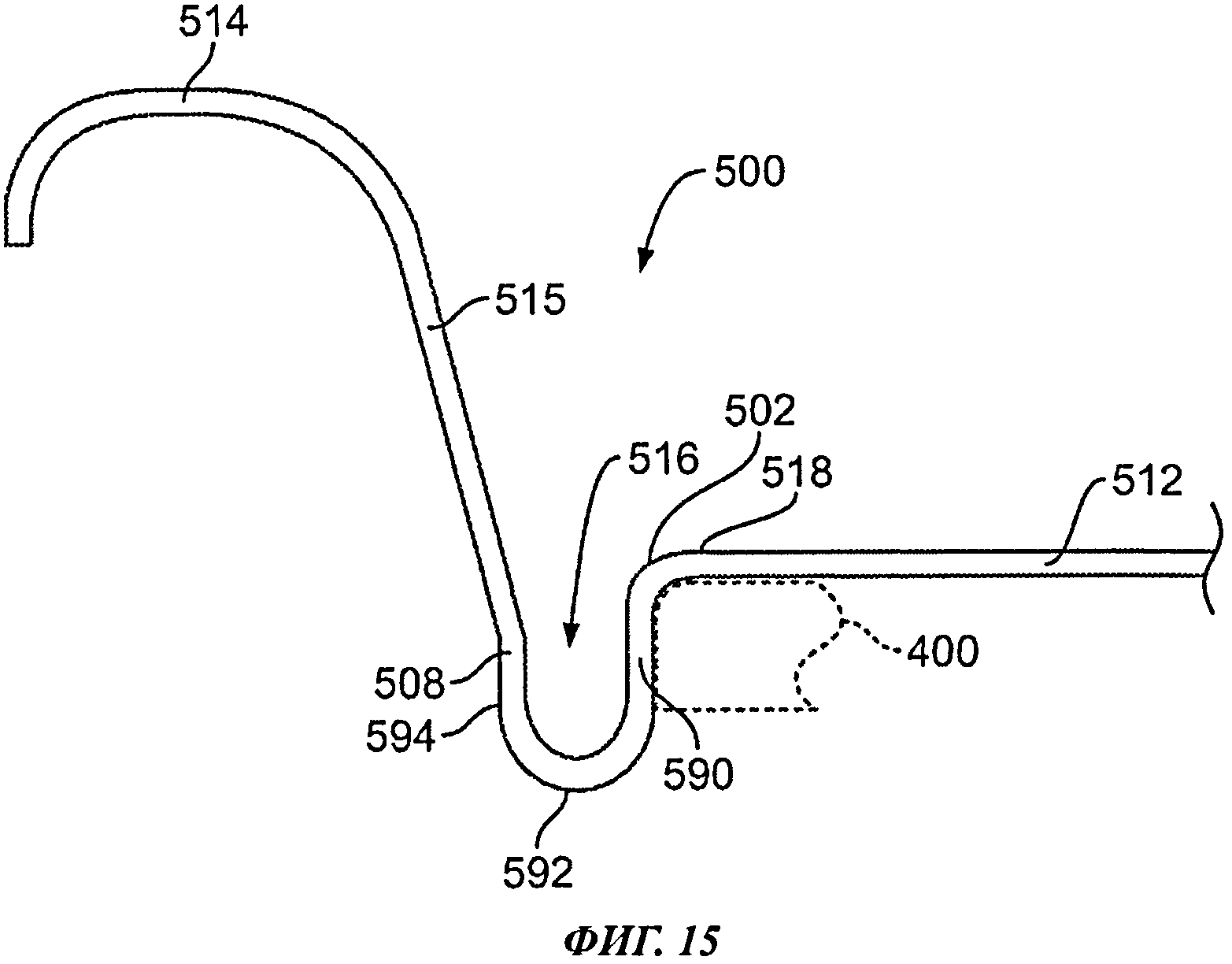
фиг.15 в виде фрагмента схематически изображает инструмент фиг.14 в положении, соответствующем окончанию исправления внутренней стенки углубления.
Осуществление изобретения
Несмотря на то, что предполагается существование множества различных вариантов осуществления настоящего изобретения, на прилагаемых чертежах и в описании подробно рассмотрены предпочтительные варианты его осуществления, при этом приведенное описание следует рассматривать в качестве примера принципов изобретения, и следует понимать, что изобретение в его широком аспекте приведенными вариантами осуществления не ограничивается.
Согласно приведенным чертежам, собираемый из двух частей контейнер 1 для напитка содержит торцевую крышку 10, прикрепленную к корпусу 11 контейнера. Торцевая крышка 10 содержит центральную панель 12 (стенку), у которой имеется подвивка 14 (подвернутый край) для закатки, т.е. для соединения торцевой крышки 10 с контейнером. Контейнер в типичном случае представляет собой цельнотянутую металлическую банку, выполненную из тонкого листа алюминия или стали. Торцевые крышки таких контейнеров обычно изготовляют вырубкой из тонкой алюминиевой ленты, из которой формуют заготовку крышки, а затем в ходе так называемого конверсионного процесса получают законченную торцевую крышку. В показанных на чертежах вариантах осуществления, центральная панель 12 соединена с контейнером посредством подвивки 14, которая соединяется с ответным подвернутым краем контейнера 11. Подвивка 14 торцевой крышки 10 выполнена как одно целое с центральной панелью 12 за счет уходящей вниз стенки 15 и упрочняющего элемента 16 (обычно, углубления или тройной складки), соединенного с внешним краем 18 центральной панели 12. Такой способ соединения центральной панели 12 с контейнером 11 в настоящее время является типичным способом соединения, который применяется в промышленности, при этом вышеописанная конструкция формируется в процессе получения исходной заготовки из плоской заготовки, вырубленной из листа, но до осуществления конечного конверсионного процесса. Однако, в рамках идеи настоящего изобретения могут быть использованы и другие средства соединения центральной панели с контейнером.
Этапы изготовления торцевой крышки начинаются с вырубки плоской заготовки, как правило, круглой или некруглой заготовки из тонкого металлического листа. Примерами некруглых заготовок могут служить эллиптические заготовки, криволинейные заготовки и заготовки волнообразной формы. Криволинейную заготовку можно описать как заготовку, у которой в общем имеются участки трех разных диаметров, причем участок каждого диаметра сдвинут на 45° относительно участков других диаметров. Вырубленной заготовке затем придают форму исходной заготовки крышки путем создания подвивки для закатки, кольцевого углубления, скругления панели и самой центральной панели.
Средства для открывания торцевой крышки или для доступа к содержимому контейнера у торцевых крышек рассматриваемого типа обычно формируют в ходе конверсионного процесса. Конверсионный процесс включает следующие этапы: формирование заклепки (при этом сначала производится формирование выступа или вздутия в центре панели, а затем обработка металла вздутия и получение цилиндрической капсулы с последующим сужением металла капсулы и превращением ее в заклепку), формирование вскрываемого участка путем насечки металла стенки панели, формирование внутреннего валика или панели на самом вскрываемом участке, формирование углубленного участка путем гибки металла стенки панели, так чтобы центральная область стенки панели находилась немного ниже остальной стенки панели, посадка язычка на заклепку и другие последующие операции, такие как операции очистки для удаления острых кромок язычка, нанесения символов на панель путем насечки, чеканки выпуклостей (впадин), операции правки сектора заклепки.
Ось центральной панели 12 обычно совмещена с продольной осью 50 и содержит вскрываемый участок 20, ограниченный хрупкой насечкой 22 и пластичным участком 25 отгибки. Вскрываемый участок 20, принадлежащий центральной панели 12, может быть вскрыт, то есть хрупкий материал насечки 22 может быть прорван, а сам вскрываемый участок 20 может быть повернут и установлен под углом относительно остальной части центральной панели 12, при этом вскрываемый участок 20 остается соединенным с центральной панелью 12 участком отгиба, как будто шарниром. Во время вскрытия участок 20 смещается, отклоняясь на угол. Точнее, вскрываемый участок 20 отклоняется на угол относительно плоскости панели 12, при этом поворот совершается вокруг участка отгиба.
Вскрываемый участок 20 формируют в ходе конверсионного процесса посредством операции насечки, при этом площадь поверхности вскрываемого участка в предпочтительном случае превышает 3,23 см2. Инструмент для насечки вскрываемого участка 20 в центральной панели 12 включает в себя верхний штамп с лицевой стороны 34 крышки, содержащий кромку насечного ножа в форме вскрываемого участка 20, и нижнюю подштамповую плиту со стороны продукта для поддержания металла в зоне насечки. Когда верхний и нижний элементы штампа сводят вместе, металл стенки панели 12 сжимается с обеих сторон штампом. Это приводит к тому, что кромка насечного ножа внедряется в металл стенки панели 12, формируя насечку, которая имеет вид клинообразной бороздки в металле. Металл, который остается ниже клинообразной бороздки, составляет остаточную толщину насечки 22. Следовательно, насечка 22 формируется за счет того, что кромка насечного ножа вызывает смещение металла, и при этом на лицевой стороне 34 стенки панели 12 остается оттиск кромки насечного ножа.
Вскрываемый участок 20 может также содержать предохранительную бороздку 23, препятствующую излому. Предохранительную бороздку 23 обычно располагают радиально внутри хрупкой насечки 22 за исключением обрасти 25 отгибки, и в общем случае бороздка 23 повторяет контур хрупкой насечки 22. Предохранительную бороздку наносят с целью снижения остаточных напряжений, связанных с главной линией насечки, так чтобы исключить или минимизировать вероятность возникновения микротрещин в линии насечки 22 или преждевременного излома по линии хрупкой насечки 22. Таким образом, линия насечки может содержать либо комбинацию хрупкой насечки 22 с предохранительной бороздкой 23, либо (как будет описано ниже) только хрупкую насечку 22.
Вскрываемый участок 20 может дополнительно содержать углубление 24. Углубление 24 образует утопленный участок, расположенный на вскрываемом участке 20 в области углов, соответствующих положению часовой стрелки приблизительно между 10 часами и 2 часами, причем нулевой линией часового отсчета является центральная ось, проходящая через заклепку 28 перпендикулярно поперечной оси, проходящей через самый широкий сегмент вскрываемого участка 20, при этом отрезок указанной центральной оси определяет угловое расстояние между направлениями на 12 часов и на 6 часов. От начала указанного утопленного участка в направлении 6 часов вскрываемого участка 20 глубина углубления 24 отлого уменьшается, пока поверхность углубления плавно не сольется с прилегающими областями вскрываемого участка 20 приблизительно между направлениями 4 часов и 8 часов (если двигаться по часовой стрелке), при этом указанный участок остается по меньшей мере немного утопленным в интервале направлений приблизительно от 8 часов до 4 часов (если двигаться по часовой стрелке).
Также предполагается возможность конструкций вскрываемых участков, содержащих направленные вверх или выпуклые круговые валики, или круговые валики обратной геометрии - направленные вниз или вогнутые.
Центральная панель 12 также содержит язычок 26. Язычок 26 имеет в целом удлиненное тело с продольной осью, определяемой сечением по центральной линии носка 30 язычка, центрального ушка 42 и подъемного конца 32. Типичные торцевые крышки контейнеров, отвечающие существующему уровню техники, часто содержат язычок 26, который сажают на заклепку на финальной стадии конверсионного процесса, при этом участок стенки панели 12, примыкающий к сектору 46 заклепки и находящийся под сектором заклепки, наклоняют под углом так, чтобы язычок 26 сместился и его подъемный конец 32 лежал прижатым к стенке панели 12. Центральная панель также может содержать впадину вблизи подъемного конца 32 язычка 26, чтобы было удобнее подцеплять язычок пальцем.
Вскрытие участка 20 осуществляют при помощи язычка 26, прикрепленного к центральной панели 12 заклепкой 28, в общем, через отверстие, предусмотренное для заклепки. Язычок 26 прикреплен к центральной панели 12 так, что его носок 30 выступает над ближней областью вскрываемого участка 20. Подъемный конец 32 язычка 26 расположен на стороне противоположной носку 30 и может быть использован потребителем для подъема язычка 26, например, пальцем, чтобы прижать носок 30 к ближней области вскрываемого участка 20.
Когда носок 30 язычка прижимают к вскрываемому участку 20, насечка 22 участка 20 вначале прорывается в зоне прокола. Этот начальный разрыв насечки 22 главным образом вызывает действующая на язычок подъемная сила, приводящая к подъему средней зоны центральной панели, непосредственно примыкающей к заклепке 28, что вызывает разрыв остаточного металла насечки 22. Усилие, которое требуется для разрыва насечки в зоне прокола (также именуемое «усилием хлопка»), меньше усилия, которое требуется для распространения разрыва на остальные участки насечки 22 при продолжении подъема конца 32 язычка 26. Поэтому, предпочтительно, чтобы в области вокруг заклепки 28 панель 12 поднималась лишь на величину, достаточную, чтобы способствовать начальному разрыву насечки («хлопку»), а затем оставалась, по существу, жесткой и плоской, чтобы обеспечить язычку 26 необходимый рычаг для распространения линии разрыва по вскрываемому участку 20. Настоящее изобретение предусматривает такую оптимальную жесткость центральной панели, о чем будет дополнительно сказано ниже.
После начального «хлопка» или прокола контейнера потребитель продолжает поднимать конец 32 язычка 26, за счет чего толкает носок 30 язычка вниз по вскрываемому участку 20 с усилием вскрытия, продолжая разрывать насечку 22. По мере продолжения открывания крышки, вскрываемый участок 20 смещается вниз и разворачивается вокруг участка отгиба, отклоняясь внутрь контейнера.
Согласно фиг.4-15, ниже будет описан способ переформования (конверсии) заготовки 100 торцевой крышки с целью получения торцевой крышки 200 в завершенном виде. Способ используется для получения легкой торцевой крышки 200, например, из алюминия толщиной 0,287 мм как исходного материала, рассчитанной для крепления к корпусу контейнера с горловиной типоразмера 209 (около 63,5 мм). В настоящее время торцевые крышки 200 такого типа изготовляют из алюминия толщиной 0,292 мм. Изготовление торцевых крышек 200, соответствующих настоящему изобретению, в общем осуществляют способом многостадийной конверсии.
Установлено, что переформование заготовки торцевой крышки в соответствии с настоящим изобретением на конверсионном прессе, а не изготовление крышки в ее конечной форме на прессе для заготовок дает более воспроизводимый от детали к детали результат в отношении формы. Другими словами, одним из преимуществ настоящего изобретения является большая воспроизводимость при изготовлении изделий и меньшее отклонение размеров и формы
Заготовку 100 торцевой крышки изготовляют на прессе для заготовок. Диаметр DSCP (около 59 мм) центральной панели заготовки представляет собой удвоенное расстояние от центральной оси 50. Углубление 116 заготовки 100 торцевой крышки включает в себя внутреннюю стенку 190 кольцевой криволинейный участок 192 и внешнюю стенку 194. Кольцевой криволинейный участок 192 имеет радиус RSCS кривизны около 0,508 мм. Центральная панель 112 имеет высоту HSCP около 1,91 мм над самой нижней точкой углубления 116 или линией отсчета. Внутренняя стенка 190 соединена со скруглением 102 панели заготовки по наружному периферическому краю участку 118 центральной панели 112. Радиус RSPR внутреннего скругления 102 панели заготовки имеет величину около 0,381 мм. Внешняя стенка 194 углубления 116 соединена с круговой стенкой 115.
Круговая стенка 115 содержит участок 108 сгиба, образующий угол θs приблизительно 15°, а предпочтительно 14,6°. Сгиб под углом θs направлен наружу относительно центральной панели 112.
Заготовку 100 торцевой крышки подвергают операции переформования, в процессе которой одному или более из следующих элементов: центральной панели 112, скруглению 102 заготовки панели, углублению 106 и круговой стенке 115 придают новую форму. На фиг.5 показана заготовка 100 после переформования на конверсионном прессе с целью получения исправленной торцевой крышки 200, соответствующей настоящему изобретению. Операция переформования направлена на оптимизацию сопротивления вспучиванию. Вспучивание это потеря или снижение способности центральной панели противостоять внутреннему давлению. На фиг.6 показана исправленная торцевая крышка 200, наложенная на заготовку 100 торцевой крышки, чтобы были яснее видны конструктивные изменения, которые дает операция переформования. Исправленная торцевая крышка 200 включает в себя скругление 202 панели по наружному периферическому участку 218 центральной панели 212. Скругление 202 панели соединено с внутренней стенкой 290 углубления 216.
Как показано на фиг.6-8, заготовку 100 подвергают переформованию с целью расширения диаметра DSCP центральной панели 112, при этом предпочтительно общий диаметр сохранить постоянным. Соответственно способ, соответствующий настоящему изобретению, направлен на исправление заготовки 100 торцевой крышки, содержащей центральную панель 112, которая расходится радиально наружу от продольной оси 50, скругление 102 панели по периферийному краю 118 центральной панели 112, упрочняющий элемент, например, углубление 116 или тройную складку, выполненный за одно целое со скруглением 102 панели, круговую стенку 115, отходящую вверх от упрочняющего элемента, и подвивку 114, выполненную за одно целое с круговой стенкой 115, и образующую наружный периметр заготовки 100 торцевой крышки. Заготовку 100 торцевой крышки подвергают переформованию с целью увеличения диаметра DSCP заготовки до значения диаметра DRCP исправленной торцевой крышки. Общий диаметр заготовки 100 торцевой крышки при переформовании поддерживают постоянным. Это можно осуществить сочетанием операций переформования.
Например, скругление 102 панели заготовки 100 торцевой крышки можно исправить так, чтобы уменьшить радиус RSPR кривизны заготовки торцевой крышки до значения радиуса RRPR кривизны исправленной торцевой крышки (см. фиг.8). Далее, внутреннюю стенку 190 заготовки 100 торцевой крышки можно исправить так, чтобы уменьшить величину угла ее отклонения радиально внутрь в направлении продольной оси 50, и сделать ее ориентацию более вертикальной или прямой, предпочтительно очень близкой к вертикальной (см. фиг.12). Предпочтительно оба указанных приема использовать в сочетании с дополнительными приемами, которые показаны на чертежах и более подробно описаны ниже.
Исправленная торцевая крышка 200, имеющая увеличенный диаметр DRCP центральной панели, после переформования будет иметь диаметр, превышающий 85% общего диаметра торцевой крышки 200. В типичном случае, торцевая крышка, соответствующая настоящему изобретению, имеет общий диаметр 50-70 мм, а диаметр центральной панели составляет более 51 мм. В случае торцевой крышки типоразмера 209, последняя имеет общий диаметр более 63 мм, но менее 71 мм, а предпочтительно около 69,6 мм до присоединения к корпусу 11 банки, и 65 мм после присоединения к корпусу 11 банки. Диаметр DRCP центральной панели составит приблизительно 55-62 мм. Предпочтительно, чтобы диаметр DRCP центральной панели исправленной крышки составлял более 87% диаметра закатки, а лучше - более 87,7% диаметра закатки, или имел увеличенное значение около 57,1 мм, полученное в результате переформования заготовки 100, у которой диаметр DSCP центральной панели составляет около 57,0 мм. В результате применения способов увеличения диаметра торцевая крышка 200 может получить исправленное скругление 202 панели и/или исправленную внутреннюю стенку 290, а предпочтительно могут быть получены оба указанных эффекта.
Как показано на фиг.6, 7 и 9, заготовку 100, согласно вышеописанному, подвергают переформованию так, что сгиб 108 поднимается от исходной высоты HSB (около 1,24 мм) до второй исправленной высоты HRB (около 1,65 мм). Высота HRB больше высоты HSB, если измерять от сгиба 108, 208 до отсчетной линии. В соответствии с этим, настоящее изобретение требует изготовления такой заготовки 100 торцевой крышки, чтобы сгиб 108 круговой стенки был расположен на высоте HSB над нижней точкой упрочняющего элемента - углубления 116. Заготовку 100 подвергают переформованию, чтобы увеличить высоту HSB расположения изгиба 108 над самой нижней точкой упрочняющего элемента - углубления 116. Таким образом, исправленная торцевая крышка 200 имеет исправленную круговую стенку 215 с исправленным изгибом 208, расположенным на высоте HRB над отсчетной линией, которая больше высоты HSB расположения неисправленного изгиба 108 над отсчетной линией неисправленной заготовки.
Следовательно, торцевая крышка 200, изготовленная в соответствии с рассматриваемым способом, содержит центральную панель 212, которая расходится в радиальном направлении наружу от продольной оси 50. Скругление 202 панели располагается вдоль по наружному периферическому краю 218 центральной панели 212. Ломкая насечка 22 и участок 25 отгибки образуют вскрываемый участок 20 центральной панели 212. Неотделяемый язычок 26 прикреплен к центральной панели 212 и содержит носок 30, который лежит поверх вскрываемого участка 20 на стороне, противоположной подъемному концу 32 язычка 26. Стенка 290 идет вниз от скругления 202 панели в направлении кольцевого валика 292, который отходит радиально в наружном направлении относительно стенки 290. Внешняя стенка 294 идет вверх от кольцевого валика 292 к приподнятому сгибу 208, центр кривизны которого располагается ниже стороны 234 (стороны извлечения продукта) торцевой крышки 200, таким образом после операции переформования приподнятый сгиб 208 находится на увеличенной высоте HRB над самой нижней точкой кольцевого валика 292. Круговая стенка 215 отходит от сгиба 208 под углом вверх. Подвивка 214 расположена вокруг продольной оси 50 и определяет наружный периметр торцевой крышки 200. После переформования предпочтительно, чтобы радиус кривизны изгиба составлял 0,36-0,38 мм.
Как показано на фиг.6, 7 и 10, заготовку 100 торцевой крышки в том виде, как она описана в настоящем тексте, подвергают переформованию (исправлению) с целью уменьшения глубины HSCS утопления углубления заготовки и приведения ее к исправленной глубине HRCS (около 6,86 мм) утопления 216 торцевой крышки, подвергнутой переформованию. Указанное расстояние обычно измеряют от отсчетной линии до верхней поверхности подвивки на стороне извлечения продукта.
Как показано на фиг.6, 7 и 11, заготовку 100 торцевой крышки в том виде, как она описана в настоящем тексте, подвергают переформованию (исправлению) с целью уменьшения радиуса RSCS кривизны кольцевого криволинейного участка (валика) и приведения его к исправленному радиусу RRCS (около 0,38 мм) кривизны кольцевого криволинейного участка (валика), подвергнутого переформованию. Исправленная торцевая крышка 200 будет иметь, по существу, вертикальную внутреннюю стенку 290, при этом кольцевой криволинейный участок 292 будет иметь радиус RRCS кривизны, а внешняя стенка 294 углубления будет уходить вверх к изгибу 208. Внешняя стенка 294 углубления может быть, по существу, вертикальной или может отклоняться наружу относительно продольной оси 50 на угол приблизительно 1° от вертикальной оси.
Как показано на фиг.6, 7 и 12, заготовку 100 торцевой крышки в том виде, как она описана в настоящем тексте, подвергают переформованию (исправлению) с целью увеличения высоты HSCP центральной панели заготовки и приведения ее к исправленной высоте HRCP (около 2,06 мм) центральной панели торцевой крышки, подвергнутой переформованию.
Также, как показано на фиг.6, 7 и 12, круговая стенка 115 заготовки 100 может быть исправлена с целью увеличения угла θs стенки и получения нового угла θR круговой стенки большего 12°, около 15°-25°, более предпочтительно 17°-22°, а оптимально около 19,8°, или угла из любого интервала углов или комбинации указанных интервалов.
Как показано на фиг.13 и 13А, для увеличения способности торцевой крышки 200 противостоять вспучиванию, т.е. для увеличения сопротивления вспучиванию может быть использована операция нагартовки. Нагартовка - это обжатие материала между двумя инструментами с целью получения более тонкого наклепанного участка торцевой крышки с увеличенной прочностью. В соответствии с настоящим изобретением, при операции нагартовки кольцевой верхний инструмент 300 содержит кольцевую скошенную контактную поверхность 310, которая соприкасается с участком периферического края центральной панели, и поджимает центральную панель к нижнему инструменту (не показан). Скошенная поверхность 310 содержит участок, который под углом идет вверх и наружу относительно продольной оси. При такой операции нагартовки по периферическому краю центральной панели создается особая область 306 измененной формы. А именно, данная область, благодаря форме скошенной поверхности 310, сама является асимметрично скошенной. Нагартовка вызывает радиальное течение металла в наружном направлении, при этом толщина металла центральной панели в области 306 нагартовки увеличивается в радиальном направлении к наружной части области нагартовки. Таким образом, толщина центральной панели минимальна во внутренней части области нагартовки. Центральная панель в области 306 нагартовки по толщине имеет скос, так что по направлению радиально наружу толщина увеличивается постепенно, в то время как по направлению радиально внутрь толщина возрастает более резко. Говоря иначе, нагартованная область имеет толщину, которая увеличивается более постепенно радиально наружу от области 308 с минимальной толщиной материала по сравнению с направлением радиально внутрь от области 308. Другими словами, быстрота, с которой толщина нагартованной области увеличивается от минимума до толщины ненагартованной области центральной панели, меньше, если от минимальной толщины двигаться радиально наружу, чем если двигаться радиально внутрь.
Торцевая крышка после операции нагартовки имеет расширенную центральную панель 312, что вызвано «расплющиванием» металла периферического края 318 центральной панели 312. Это может также привести к смещению внутренней стенки 390 углубления и скругления 302 панели в радиальном направлении наружу и образованию отрицательного угла наклона внутренней стенки 390, причем при изготовлении заготовки 100 на прессе ее внутренней стенке 190 придается приблизительно вертикальное положение, а операция нагартовки дополнительно смещает внутреннюю стенку 290 исправленной торцевой крышки 200 радиально наружу, так что внутренняя стенка принудительно переводится через вертикальное положение до положения с небольшим отрицательным углом величиной меньше 5°, но больше 0°, при этом также можно рассматривать углы меньше 3°, но больше 0°, или можно рассматривать угол около 1° или меньше и больше 0°. Данные эффекты в преувеличенном виде изображены на фиг.13 и 13А с целью иллюстрации в целом желаемых результатов операции нагартовки.
Вышеописанная операция нагартовки может быть выполнена с обратной деформацией металла, при которой быстрота увеличения толщины нагартованной области будет меньше в направлении радиально внутрь, чем в направлении радиально наружу.
На фиг.14 конкретно показан инструмент 400 для изменения формы внутренней стенки 190 углубления 116; инструмент показан в точке контакта с самой нижней частью внутренней стенки 190. Инструмент 400 в общем имеет кольцевую форму, так что он соприкасается с внутренней стенкой непрерывно по всей длине кольцевой внутренней стенки 190. Инструмент 400 осуществляет холодную деформацию металла заготовки 100 торцевой крышки, чтобы привести внутреннюю стенку 190 в более вертикальное положение, уменьшить радиус RSPR кривизны внутреннего скругления 102 и увеличить высоту HSCP центральной панели, как было описано выше. Исправление внутренней стенки 190, скругления 102 панели и центральной панели 112 также приводит к расширению центральной панели 112, как это было описано выше. Дополнительно предполагается, что холодная деформация металла при переформовании увеличивает прочность и улучшает характеристики исправленной торцевой крышки 200, особенно сопротивление крышки вспучиванию. Исправленная торцевая крышка 500 представлена на фиг.15.
Исправленная торцевая крышка 500 отличается от исправленной торцевой крышки 200, описанной в предыдущем примере, тем, что при переформовании не происходит подъема по высоте изгиба 508. Однако, следует понимать, что согласно идее изобретения, данный изгиб можно было бы и поднять по высоте. Исправленная торцевая крышка 500 содержит подвивку 514, которая определяет наружный периметр торцевой крышки 500. Круговая стенка 515 идет от подвивки 514 вниз и радиально внутрь к изгибу 508. Углубление 516 содержит внешнюю стенку 594, которая соединена с изгибом 508 и идет вниз к кольцевому криволинейному участку 592. Кольцевой криволинейный участок 592 соединен с исправленной, по существу, вертикальной стенкой 590, которая соединена с исправленным внутренним скруглением 502 периферического края 518 центральной панели 512. Указанное скругление панели имеет меньший радиус кривизны, чем скругление 102 заготовки 100, не подвергнутой переформованию.
Таким образом, описаны несколько отдельных способов увеличения прочности заготовки 100 торцевой крышки посредством ее переформования на конверсионном прессе. Предполагается, что способы, соответствующие фиг.4-15, можно использовать комбинированно для получения исправленной торцевой крышки, которая показана на фиг.5, и обладает всеми характеристиками и конструктивными элементами, которые создаются в ходе использования описанных отдельных способов.
Термины «первый», «второй», «верхний», «нижний» и т.п. использованы в целях иллюстрации, и только по отношению к другим элементам, и не преследуют цели каким-либо образом ограничить варианты осуществления изобретения. Термин «несколько» в данном описании использован для указания любого числа большего единицы, либо раздельно, либо совместно, как необходимо вплоть до бесконечно большого числа. Термины «присоединенный», «прикрепленный» в данном описании указывают на факт сведения вместе двух элементов с целью получения единого узла, при этом между «соединяемыми» или «скрепляемыми» элементами может быть предусмотрено любое число других элементов, устройств, крепежных изделий и т.п., если не оговорено иное словами «напрямую» или «непосредственно», и/или показано посредством чертежей.
Хотя настоящее изобретение было описано на примерах предпочтительных вариантов, для специалистов в данной области будет понятно, что в форму и детали осуществления изобретения могут быть внесены изменения, не выходящие за границы идеи и объема изобретения, которые определены прилагаемой формулой изобретения.
Реферат
Изобретение относится к контейнерам для напитков, точнее к торцевым крышкам для собираемых из двух частей металлических банок для напитков - банок, изготовленных из металла уменьшенного объема, особенно из заготовок с уменьшенной толщиной. Торцевая крышка (200) для состоящего из двух частей контейнера (1) для напитка содержит подвивку (214), расположенную вокруг продольной оси (50) и образующую наружный периметр торцевой крышки (200). Круговая стенка (215) ориентирована под углом вниз и радиально внутрь относительно радиально внутренней части подвивки (214). Упрочняющий элемент идет вниз и радиально внутрь относительно круговой стенки (215). Центральная панель (212) расходится радиально наружу от продольной оси в направлении упрочняющего элемента и имеет диаметр, составляющий более 87,7% общего диаметра торцевой крышки. Хрупкая насечка (22) и участок (25) отгибки образуют вскрываемый участок (20) на центральной панели (212). Неотделяемый язычок (26) прикреплен к центральной панели (212) и содержит носок, лежащий поверх вскрываемого участка (20) на стороне, противоположной подъемному концу язычка (26). 3 н. и 23 з.п. ф-лы, 16 ил.
Формула
Документы, цитированные в отчёте о поиске
Торцовая крышка банки с ушком, имеющим улучшенную доступность для захвата
Торцовая крышка для банки
Комментарии