Обтяжное устройство, способ обтяжной вытяжки заготовки и полученная обтяжной вытяжной деталь - RU2550980C2
Код документа: RU2550980C2
Чертежи










Описание
Изобретение относится к обтяжному устройству для обтяжной вытяжки заготовки, способу обтяжной вытяжки заготовки обтяжным устройством и полученной обтяжной вытяжкой детали для наружной облицовки автомобиля.
Из DE 10222314 А1 известен обтяжной инструмент, содержащий нижнюю часть и относительно ее подвижную верхнюю часть, фасонный пуансон и вытяжное устройство, способное понижаться относительно фасонного пуансона, зажимающее деформируемую сутунку по ее краям и приформовывающее к фасонному пуансону под действием растягивающей нагрузки вплоть до пластического состояния. В этом обтяжном инструменте простая в кинематическом отношении и компактная конструкция и технологически точное управление обтяжкой достигается в результате того, что в качестве вытяжного устройства предусмотрены парные вытяжные толкатели, взаимодействующие через концевые, проходящие поперечно направлению хода деталей инструмента зажимные поверхности, при этом вытяжные толкатели подвижно расположены соответственно в нижней и верхней частях инструмента на линейных, установленных на наклонных, проходящих наискось под одинаковым углом к внутренней стороне инструмента направляющих и способны перемещаться в направлении движения с преодолением заданной, вызывающей зажимание сутунки между зажимными поверхностями противодействующей силы.
Из DE 102006047484 А1 известно устройство для ровной обтяжной вытяжки заготовок, содержащее верхнюю часть инструмента и входящую в зацепление с ней нижнюю часть инструмента, которые выполнены подвижными относительно друг друга. Как верхняя, так и нижняя части инструмента содержат, по меньшей мере, на двух сторонах, по меньшей мере, два разнесенных между собой деформационных выгнутых желобка, заходящих в ответные выемки нижней или верхней части инструмента.
Детали наружной облицовки, получаемые обтяжкой в соответствии с уровнем техники, характеризуются относительно низкой степенью предварительной деформации, например, предварительная вытяжка составляет 0,5-2%. Увеличенная предварительная деформация ведет, как правило, к повышению прочности заготовки, например, детали наружной облицовки, на продольный изгиб,.
Поэтому задачей изобретения является предложить обтяжное устройство для обтяжной вытяжки заготовки, способ обтяжной вытяжки заготовки обтяжным устройством и полученную обтяжной вытяжкой деталь, которые позволяют получать более высокие показатели предварительной деформации или предварительной вытяжки заготовки.
Указанная задача решается посредством предмета изобретения согласно независимым пунктам формулы изобретения. Оптимальные варианты развития представлены в зависимых пунктах формулы.
Согласно изобретению предлагается обтяжное устройство для обтяжной вытяжки заготовки, содержащее первое кромкогибочное устройство, предназначенное для отгибания кромок на первом концевом участке заготовки. Первое кромкогибочное устройство содержит первый кромкогибочный пуансон и первую кромкогибочную колодку. Кроме того, обтяжное устройство содержит второе кромкогибочное устройство, предназначенное для отгибания кромок на втором концевом участке заготовки. Второе кромкогибочное устройство содержит второй кромкогибочный пуансон и вторую кромкогибочную колодку. Также обтяжное устройство содержит первый вал, причем этот вал установлен с возможностью вращения вокруг первой оси и имеет первую опорную поверхность под заготовку. Кроме того, обтяжное устройство содержит второй вал, при этом второй вал установлен с возможностью вращения вокруг второй оси и содержит вторую опорную поверхность под заготовку. Первый и второй кромкогибочные пуансоны входят в состав первой части обтяжного устройства, а первая и вторая кромкогибочные колодки входят в состав второй части обтяжного устройства. Первая и вторая части выполнены подвижными относительного друг друга. Вторая часть содержит первую и вторую выемки, при этом первая кромкогибочная колодка и первый вал располагаются на противолежащих сторонах первой выемки, а вторая кромкогибочная колодка и второй вал располагаются на противолежащих сторонах второй выемки.
Обтяжное устройство согласно изобретению позволяет производить, благодаря обоим вращающимся валам, т.е. первому и второму валам, с опорными поверхностями под заготовки, оптимальное изменение направления действия силы практически без трения в процессе обтяжной вытяжки заготовки. При этом снижаются потери на трение во время обтяжной вытяжки и повышается воздействие силы на геометрию детали в виде заготовки, вследствие чего достигается повышенная предварительная вытяжка, способная достигать, например, от 5 до 7%.
Повышенная предварительная деформация или вытяжка ведет к повышенной прочности на продольный изгиб заготовки. Достигнутая повышенная прочность на продольный изгиб обеспечивает возможность для оптимального уменьшения толщины листа под заготовку и, следовательно, для снижения расходов на материал и для уменьшения веса детали.
Наряду с возможностью снижения материалоемкости и веса заготовки обтяжное устройство согласно изобретению имеет дополнительное преимущество, которое состоит в том, что в противоположность традиционной глубокой вытяжке здесь не требуется держатель или держатели для листа. В результате отпадает необходимость в направляющей для держателя листа и в газонаполненных амортизаторах или газовых винтах, при этом монтажная высота инструмента может быть уменьшена.
Кроме того, указанные преимущества обеспечивают в целом сокращение затрат как на обтяжное устройство, так и на обрабатываемую заготовку.
При этом первая часть обтяжного устройства может быть выполнена неподвижной, а вторая часть - подвижной. Согласно другому варианту выполнения как первая, так и вторая части обтяжного устройства выполнены подвижными. Особо предпочтительно, чтобы вторая часть обтяжного устройства была неподвижной, а первая - подвижной.
Согласно еще одному предпочтительному варианту выполнения обтяжного устройства по изобретению первый и второй кромкогибочные пуансоны расположены на противолежащих сторонах первой части, а первая и вторая кромкогибочные колодки расположены на ответных противолежащих сторонах второй части. Следовательно, в этом варианте выполнения первое и второе кромкогибочные устройства находятся на противоположно расположенных сторонах первой и второй частей обтяжного устройства.
Согласно другому варианту выполнения обтяжное устройство дополнительно содержит третье кромкогибочное устройство с третьим кромкогибочным пуансоном и третьей кромкогибочной колодкой, а также четвертое кромкогибочное устройство с четвертым кромкогибочным пуансоном и четвертой кромкогибочной колодкой. При этом первое и второе кромкогибочные устройства располагаются на противолежащих сторонах первой и второй частей, а третье и четвертое кромкогибочные устройства располагаются на ответных противолежащих сторонах первой и второй частей.
Приведенные варианты выполнения оптимально обеспечивают надежное зажатие заготовки между первым кромкогибочным пуансоном и первой кромкогибочной колодкой и вторым кромкогибочным пуансоном и второй кромкогибочной колодкой, а также, при необходимости, между третьим кромкогибочным пуансоном и третьей кромкогибочной колодкой и четвертым кромкогибочным пуансоном и четвертой кромкогибочной колодкой, по меньшей мере, на двух или, при необходимости, четырех сторонах заготовки.
Согласно другому варианту выполнения обтяжного устройства по изобретению высота первого кромкогибочного пуансона и/или высота второго кромкогибочного пуансона изменяются по своей длине. В результате этого первый и/или второй кромкогибочный пуансон могут быть приведены в оптимальное соответствие с заготовкой.
В следующем предпочтительном варианте выполнения ориентация первого кромкогибочного пуансона и/или второго кромкогибочного пуансона находится в соответствии с геометрией заготовки. Этот вариант выполнения также обеспечивает точное приведение в соответствие первого кромкогибочного пуансона и/или второго кромкогибочного пуансона с заготовкой.
Согласно другому варианту выполнения обтяжного устройства по изобретению боковой промежуток между первым кромкогибочным пуансоном и первой кромкогибочной колодкой и/или между вторым кромкогибочным пуансоном и второй кромкогибочной колодкой выполнены такими, что может регулироваться заданное усилие зажатия заготовки. Благодаря этому может оптимально создаваться требуемое усилие зажатия заготовки с тем, чтобы без применения для этого дополнительных деталей она не могла выскользнуть из зажима.
Также обтяжное устройство может содержать устройство для глубокой вытяжки с фасонным пунсоном и ответной матрицей. Предпочтительно, чтобы фасонный пуансон входил в состав первой части обтяжного устройства, а матрица - в состав второй части обтяжного устройства. Описанные варианты выполнения позволяют наряду с получением ровной обтяжной вытяжки заготовки производить также обработку этой заготовки методом глубокой вытяжки.
Особо предпочтительно, чтобы первая часть была верхней частью обтяжного устройства, а вторая часть - нижней частью обтяжного устройства.
Согласно другому предпочтительному варианту выполнения обтяжного устройства по изобретению первая кромкогибочная колодка содержит первое зажимное устройство, а вторая кромкогибочная колодка - второе зажимное устройство, при этом первое зажимное устройство расположено смежно с первой выемкой, а второе зажимное устройство - смежно со второй выемкой. Благодаря наличию первого и второго зажимных устройств может очень точно обеспечиваться необходимое зажатие, т.е. заданное усилие зажатия заготовки, причем кроме того посредством зажимных устройств может компенсироваться разнотолщинность заготовки.
Первое и/или второе зажимные устройства содержат предпочтительно пластину и зажимную вставку. При этом пластина может состоять из полиуретана и/или эбонита. В частности, полиуретан характеризуется предпочтительно не высоким модулем упругости. Согласно другому варианту выполнения первое и/или второе зажимные устройства содержат газонаполненные амортизаторы.
Согласно еще одному варианту выполнения обтяжного устройства по изобретению его вторая часть содержит первую и вторую тормозные колодки, при этом первая тормозная колодка располагается под первым валом смежно с первой выемкой, а вторая тормозная колодка - под вторым валом смежно со второй выемкой. Благодаря этому эффективно исключается самопроизвольное смещение заготовки при ее обработке. При этом предпочтительно, чтобы первая и вторая тормозные колодки состояли из полиуретана и/или эбонита и/или содержали газонаполненные амортизаторы.
Также изобретение относится к способу обтяжной вытяжки заготовки с помощью обтяжного устройства по одному из приведенных вариантов выполнения, при этом способ включает в себя следующие операции. Заготовку укладывают, по меньшей мере, на первую опорную поверхность, вторую опорную поверхность, первую кромкогибочную колодку и вторую кромкогибочную колодку. При этом перемещают первую часть устройства относительно его второй части таким образом, чтобы первый концевой участок заготовки был зажат между первым кромкогибочным пуансоном и первой кромкогибочной колодкой, а второй концевой участок этой заготовки был зажат между вторым кромкогибочным пуансоном и второй кромкогибочной колодкой. Затем проводят предварительную вытяжку заготовки.
Способ согласно изобретению характеризуется преимуществами, уже названными в связи с обтяжным устройством по изобретению. В целях исключения повтора они здесь не приводятся.
Предпочтительно, чтобы заготовкой служил лист для глубокой вытяжки или алюминиевый лист.
Согласно варианту выполнения способа по изобретению после предварительной вытяжки заготовки проводится ее глубокая вытяжка в том случае, когда обтяжное устройство оборудовано устройством для глубокой вытяжки. Данный способ особенно пригоден для заготовок, которые должны обладать малой глубиной вытяжки.
Также изобретение относится к полученной обтяжной вытяжкой детали для наружной облицовки автомобиля, при этом деталь подвергается предварительной вытяжке VR в диапазоне 4%≤VR≤8%, предпочтительно 5%≤VR≤7%, особо предпочтительно 6%≤VR≤7%.
Полученная обтяжной вытяжкой деталь согласно изобретению обладает преимуществами, которые уже указывались в связи с обтяжным устройством по изобретению и которые для исключения повтора здесь снова не приводятся.
Особо предпочтительно, чтобы полученная обтяжной вытяжкой деталь была изготовлена способом обтяжной вытяжки заготовки по любому из приведенных выше вариантов выполнения.
Согласно другому варианту выполнения полученная обтяжной вытяжкой деталь представляет собой лист глубокой вытяжки или алюминиевый лист предпочтительно с малой глубины вытяжки.
Ниже изобретение подробнее поясняется с помощью приложенных фигур. При этом изображено:
фиг.1 - обтяжное устройство для обтяжной вытяжки заготовки согласно варианту выполнения изобретения;
фиг.2А - схематическое изображение в перспективе первой части обтяжного устройства на фиг.1;
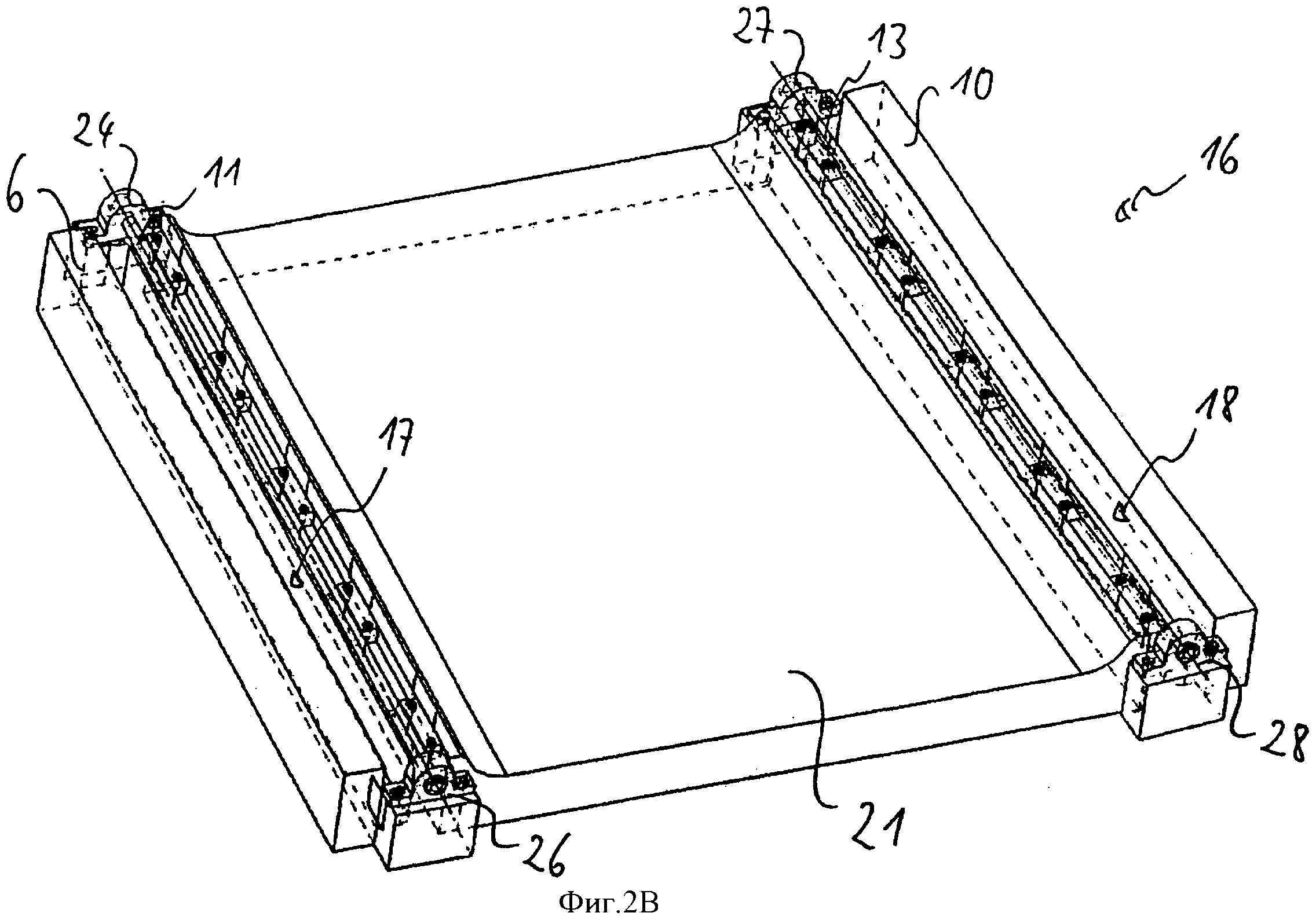
фиг.2В - схематическое изображение в перспективе второй части обтяжного устройства на фиг.1;
фиг.3А-3Е - способ обтяжной вытяжки заготовки согласно варианту выполнения изобретения;
фиг.4А-4D - способ обтяжной вытяжки заготовки согласно другому варианту выполнения изобретения.
На фиг.1 показано обтяжное устройство 1 для обтяжной вытяжки заготовки 2 согласно варианту выполнения изобретения, в поперечном разрезе. Обтяжное устройство 1 содержит первое кромкогибочное устройство 3, предназначенное для отгибания кромок на первом концевом участке 4 заготовки 2. Для этого первое кромкогибочное устройство 3 содержит первый кромкогибочный пуансон 5 и первую кромкогибочную колодку 6. Кроме того, обтяжное устройство 1 содержит второе кромкогибочное устройство 7, предназначенное для отгибания кромок на втором концевом участке 8 заготовки 2. Для этого второе кромкогибочное устройство 7 содержит второй кромкогибочный пуансон 9 и вторую кромкогибочную колодку 10.
Кроме того, обтяжное устройство 1 содержит первый вал 11, причем этот вал 11 установлен с возможностью вращения вокруг первой оси и содержит первую опорную поверхность 12 под заготовку 2. Также обтяжное устройство 1 содержит второй вал 13, при этом второй вал 13 установлен с возможностью вращения вокруг второй оси и содержит вторую опорную поверхность 14 под заготовку 2. Соответствующие оси, вокруг которых могут вращаться первый и второй валы 11, 13 в изображенном варианте выполнения расположены перпендикулярно плоскости чертежа и на фиг.1 подробно не показаны.
Первый кромкогибочный пуансон 5 и второй кромкогибочный пуансон 9 входят в состав первой части 15 обтяжного устройства 1, а вторая кромкогибочная колодка 6 и вторая кромкогибочная колодка 10 входят в состав второй части 16 обтяжного устройства 1. Первая и вторая части 15, 16 выполнены подвижными относительно друг друга. При этом в изображенном варианте выполнения вторая часть 16 является стационарной, а первая часть 15 - подвижной.
Первая часть 15 в изображенном варианте выполнения является верхней частью обтяжного устройства 1, а вторая часть 16 - нижней частью обтяжного устройства 1.
Вторая часть 16 содержит первую выемку 17 и вторую выемку 18. Первая кромкогибочная колодка 6 и первый вал 11 располагаются на противолежащих сторонах первой выемки 17, а вторая кромкогибочная колодка 10 и второй вал 13 - на противолежащих сторонах второй выемки 18. При этом в приведенном варианте выполнения первая кромкогибочная колодка 6 образует боковую поверхность первой выемки 17, а вторая кромкогибочная колодка 10 - боковую поверхность второй выемки 18.
Первый и второй кромкогибочные пуансоны 5, 9 расположены на противолежащих сторонах первой части 15, а первая и вторая кромкогибочные колодки 6, 10 - на ответных противолежащих сторонах второй части 16. При этом первый концевой участок 4 инструмента 2 находится на той же стороне, что и первый кромкогибочный пуансон 5, а первая кромкогибочная колодка 6 и второй концевой участок 8 заготовки 2, расположенные напротив первого концевого участка, находится на той же стороне, что и второй кромкогибочный пуансон 9 и вторая кромкогибочная колодка 10.
Кроме того, обтяжное устройство 1 содержит устройство 19 для глубокой вытяжки с фасонным пуансоном 20 и ответной ему матрицей 21. В изображенном варианте выполнения фасонный пуансон 20 входит в состав первой части 15 обтяжного устройства 1, а матрица 21 - в состав второй части обтяжного устройства 1.
Заготовкой 2 служит, например, сутунка или лист, в частности, лист для глубокой вытяжки или алюминиевый лист.
На фиг.2А показана схематически в перспективе первая' часть 15 обтяжного устройства 1 на фиг.1, а на фиг.2В показана схематически в перспективе вторая часть 16 обтяжного устройства 1 на фиг.1. Компоненты с одинаковыми функциями на фиг.1 обозначены одинаковыми позициями и далее по тексту подробно не поясняются.
Как можно видеть на фигурах 2А, 2В, первый и второй кромкогибочные пуансоны 5, 9, а также первая и вторая кромкогибочные колодки 6, 10 в изображенном варианте выполнения имеют косое расположение в своих продольных направлениях. В результате этого ориентация первого кромкогибочного пуансона 5, второго кромкогибочного пуансона 9, первой кромкогибочной колодки 6 и второй кромкогибочной колодки 10 соответствует геометрии не показанной на фигурах 2А и 2В заготовки. Кроме того возможно, чтобы высота первого кромкогибочного пуансона 5 изменялась по его длине и/или высота второго кромкогибочного пуансона 9 изменялась по его длине.
Также на фиг.2В показаны подшипники скольжения 24, 26, 27 и 28, на которых установлены с возможностью вращения первый вал 11 и второй вал 13. При этом подшипники скольжения 24 и 26 расположены на обоих противоположных концах первого вала 11, а подшипники скольжения 27 и 28 - на обоих противоположных концах второго вала 13. Кроме того дополнительно к подшипникам скольжения на концах валов 11 и 13 могут быть предусмотрены упорные подшипники, располагающиеся между обоими противоположными концами соответствующих валов.
На фигурах 3А и 3В показан способ обтяжной вытяжки заготовки 2 посредством обтяжного устройства 1 по одному из вариантов выполнения изобретения. Компоненты с одинаковыми функциями, что и на предыдущих фигурах, обозначены одинаковыми позициями и ниже подробно не поясняются.
На фигурах 3А-3Е изображен соответственно только отдельный участок обтяжного устройства 1, в частности, та его часть, которая содержит первое кромкогибочное устройство 3 и первый вал 11. Не показанное второе кромкогибочное устройство, а также не показанный второй вал расположены, как изображено на фиг.1.
Во время первой операции способа согласно изобретению заготовку 2, например, в виде сутунки, укладывают на первую опорную поверхность 12 первого вала 11 и на вторую опорную поверхность второго вала, а также на первую кромкогибочную колодку 6 и вторую кромкогибочную колодку. На фиг.3А показано обтяжное устройство 1 по окончании названной рабочей операции.
На последующей операции первую часть 15 опускают в направлении ко второй части 16 и в результате заготовка 2 зажимается частью своего первого концевого участка 4 между первым кромкогибочным пуансоном 5 первой части 15 в виде верхней части и вторым кромкогибочным пуансоном 6 второй части 16 в виде нижней части. Кроме того заготовка 2 зажимается частью своего второго концевого участка между вторым кромкогибочным пуансоном и второй кромкогибочной колодкой. На фиг.3В показано обтяжное устройство 1 по окончании этой рабочей операции.
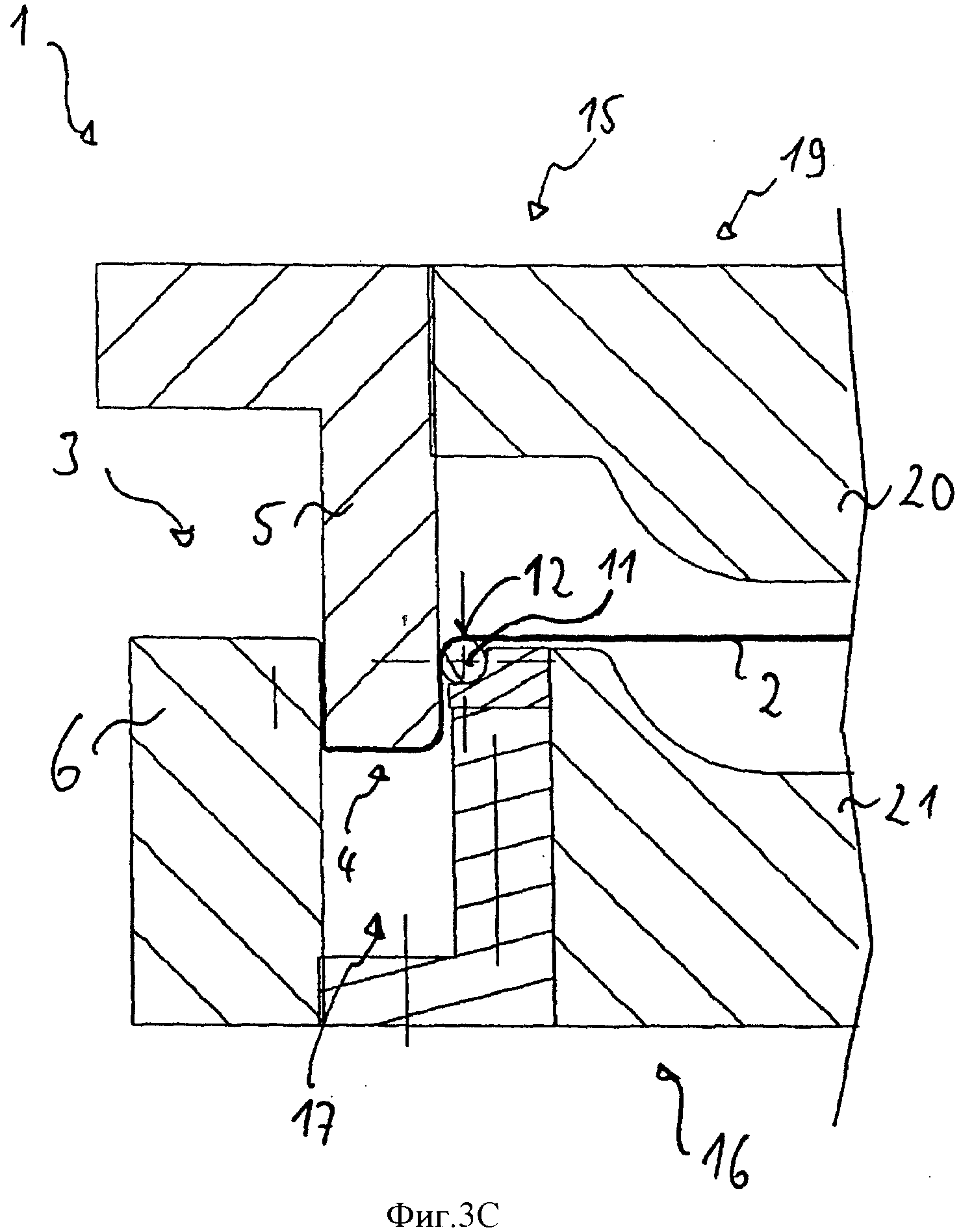
На следующей операции способа дополнительно опускается первая часть 15. Во время связанного с этим более низкого опускания первого кромкогибочного пуансона 5 зажатая заготовка 2 одновременно увлекается вниз и подвергается предварительной вытяжке с помощью первого и второго валов. Поскольку первый и второй валы установлены с возможностью вращения, то возможно изменение направления действия силы практически без трения, вследствие чего может достигаться по возможности большая степень предварительной вытяжки, например, в диапазоне от 5 до 7%. Для предупреждения выскальзывания заготовки 2 из зажима применяется зажимное усилие, которое определяют в зависимости от качества материала заготовки 2, например, от качества листа. При этом зажимное усилие регулируют через промежуток между первым кромкогибочным пуансоном 5 и второй кромкогибочной колодкой 6 или между вторым кромкогибочным пуансоном и второй кромкогибочной колодкой. Для этого указанный промежуток задают таким, чтобы можно было обеспечить соответствующее усилие зажима посредством сегментированного поверхностного прижатия. На фиг.3С показано обтяжное устройство 1 по окончании указанной рабочей операции способа.
По достижении нужной степени предварительной вытяжки преодолевают трение сцепления между заготовкой 2 и первым кромкогибочным пуансоном 5 или вторым кромкогибочным пуансоном и заготовка 2 может самопроизвольно перемещаться. В результате ослабевает зажимное действие вследствие уменьшения зажимной поверхности, вызванного утяжкой материала, и начинается формирование детали в виде заготовки 2. При этом вследствие ослабления зажимного усилия заготовка 2 может продолжать самопроизвольно перемещение. Соответствующий процесс глубокой вытяжки показан на фигурах 3D и 3Е.
На фигурах 4А-4D показан способ обтяжной вытяжки заготовки 2 с помощью обтяжного устройства 23 согласно варианту выполнения изобретения. Компоненты с одинаковыми функциями, что и на предыдущих фигурах, обозначены одинаковыми позициями и ниже подробно не поясняются.
При этом на фигурах 4А-4D изображен только отдельный участок обтяжного устройства 23, в частности, та часть, которая содержит первое кромкогибочное устройство 3 и первый вал 11. Не показанное второе кромкогибочное устройство и также не показанный второй вал расположены, как изображено на фиг.1.
Способ согласно этому варианту выполнения по существу соответствует способу, показанному на фигурах 3А-3В. При этом обтяжное устройство 23 отличается от обтяжного устройства 1 тем, что первая кромкогибочная колодка 6 содержит первое зажимное устройство 22, а вторая кромкогибочная колодка - второе кромкогибочное устройство, причем первое зажимное устройство 22 располагается смежно с первой выемкой 17, а второе зажимное устройство - смежно со второй выемкой. В изображенном варианте выполнения первое зажимное устройство 22 выполнено в виде зажимной вставки 30, предварительно напряженной пластиной 29 из полиуретана. Второе зажимное устройство также выполнено в виде зажимной вставки, предварительно напряженной пластиной из полиуретана. С помощью предварительно напряженных зажимных вставок задается зажимное усилие, необходимое в зависимости от качества заготовки 2. Кроме того с помощью зажимных вставок могут быть при необходимости компенсированы имеющиеся допуска заготовки 2 по толщине.
Также вторая часть 16 содержит первую кромкогибочную колодку 25 и вторую кромкогибочную колодку, при этом первая кромкогибочная колодка 25 располагается под первым валом 11 и смежно с первой выемкой 17, а вторая кромкогибочная колодка - под вторым валом и смежно со второй выемкой. В изображенном примере выполнения первая кромкогибочная колодка 25 выполнена в виде вставки 32, предварительно напряженной пластиной 31 из полиуретана. Вторая кромкогибочная колодка также выполнена в виде вставки, предварительно напряженной пластиной из полиуретана. Посредством предварительно напряженных вставок обеспечивается, во-первых, контролируемое прирабатывание во время формообразования и, во-вторых, происходит предварительная вытяжка материала заготовки 2 до заданной глубины. Кроме того с помощью вставок могут быть компенсированы, при необходимости, допуски по толщине заготовки 2.
Во время первой операции способа согласно изобретению по этому варианту выполнения заготовку 2, например, в виде сутунки, располагают на первой опорной поверхности 12 первого вала 11 и на второй опорной поверхности второго вала, а также на первой кромкогибочной колодке 6 и второй кромкогибочной колодке. На фиг.4А показано обтяжное устройство 23 по окончании названной операции.
На последующей операции первую часть 15 опускают в направлении ко второй части 16 и в результате зажимают заготовку 2 ее частью первого концевого участка 4 между первым кромкогибочным пуансоном 5 первой части 15 в виде верхней части и вторым зажимным устройством 22 в виде предварительно напряженной зажимной вставки второй части 16 в виде нижней части. Кроме того, заготовку 2 зажимают ее частью второго концевого участка между вторым кромкогибочным пуансоном и вторым зажимным устройством в виде предварительно напряженной зажимной вставки. На фиг.4В показано обтяжное устройство 23 по окончании названной рабочей операции способа.
Во время следующей операции происходит дополнительное опускание первой части 15. Во время связанного с этим более глубокого опускания первого кромкогибочного пуансона 5 одновременно увлекается вниз и зажатая заготовка 2 и подвергается предварительной вытяжке первым валом 11 и вторым валом. Поскольку первый вал 11 и второй вал установлены с возможностью вращения, то изменение направления действия усилия возможно практически без трения, в результате чего может достигаться по возможности высокая степень предварительной вытяжки, например, в диапазоне от 5 до 7%. Для предупреждения выскальзывания заготовки 2 из зажима задается усилие зажатия, определяемое в зависимости от качества материала заготовки 2, например, в зависимости от качества листа. При этом зажимное усилие создают с помощью предварительно напряженных пластин из полиуретана, установленных за зажимными вставками. На фиг.4С показано обтяжное устройство 23 после упомянутой рабочей операции способа.
По достижении требуемой степени предварительной вытяжки первый кромкогибочный пуансон 5 и второй кромкогибочный пуансон обходят соответствующие зажимные вставки, в результате чего зажимное усилие ослабевает и начинается формообразование детали в виде заготовки 2. При этом вследствие уменьшения зажимного усилия заготовка 2 может самопроизвольно смещаться. Для предупреждения самопроизвольного смещения заготовки 2 под первым валом 11 и под вторым валом, как уже описано выше, находятся встроенные предварительно напряженные тормозные колодки. Соответствующий процесс глубокой вытяжки показан на фиг.4D.
Перечень позиций
1 обтяжное устройство
2 заготовка
3 кромкогибочное устройство
4 концевой участок
5 кромкогибочный пуансон
6 кромкогибочная колодка
7 кромкогибочное устройство
8 концевой участок
9 кромкогибочный пуансон
10 кромкогибочная колодка
11 вал
12 опорная поверхность
13 вал
14 опорная поверхность
15 часть
16 часть
17 выемка
18 выемка
19 устройство для глубокой вытяжки
20 фасонный пуансон
21 матрица
22 зажимное устройство
23 обтяжное устройство
24 подшипник скольжения
25 тормозная колодка
26 подшипник скольжения
27 подшипник скольжения
28 подшипник скольжения
29 пластина
30 зажимная вставка
31 пластина
32 вставка
Реферат
Изобретение относится к обработке металлов давлением, в частности для получения детали для наружной облицовки автомобиля обтяжной вытяжки заготовки. Устройство содержит первые и вторые кромкогибочные устройства с кромкогибочными пуансонами и кромкогибочными колодками с зажимными устройствами и валы с опорными поверхностями под заготовку. Кромкогибочные пуансоны входят в первую часть устройства, а кромкогибочные колодки - во вторую часть обтяжного устройства, причем обе части устройства подвижны относительно друг друга. Вторая часть устройства содержит первую и вторую выемки. На противолежащих сторонах первой выемки расположены первая кромкогибочная колодка и первый вал, а вторая кромкогибочная колодка и второй вал расположены на противолежащих сторонах второй выемки. При этом первое зажимное устройства смежно расположено с первой выемкой, а второе - со второй выемкой. Обеспечивается надежное зажатие заготовки, снижаются потери на трение. 3 н. и 11 з.п. ф-лы, 4 ил.
Формула
- первое кромкогибочное устройство (3), предназначенное для отгибания кромок на первом концевом участке (4) заготовки (2), причем первое кромкогибочное устройство (3) содержит первый кромкогибочный пуансон (5) и первую кромкогибочную колодку (6),
- второе кромкогибочное устройство (7), предназначенное для отгибания кромок на втором концевом участке (8) заготовки (2), при этом второе кромкогибочное устройство (7) содержит второй кромкогибочный пуансон (9) и вторую кромкогибочную колодку (10),
- первый вал (11), при этом первый вал (11) установлен с возможностью вращения вокруг первой оси и содержит опорную поверхность (12) для заготовки (2),
- второй вал (13), при этом второй вал (13) установлен с возможностью вращения вокруг второй оси и содержит вторую опорную поверхность (14) для заготовки (2),
причем первый и второй кромкогибочные пуансоны (5, 9) входят в состав первой части (15) обтяжного устройства (1, 23), а первая и вторая кромкогибочные колодки (6, 10) входят в состав второй части (16) обтяжного устройства (1, 23), при этом первая часть (15) и вторая часть (16) выполнены подвижными относительно друг друга, причем вторая часть (16) содержит первую выемку (17) и вторую выемку (18), первая кромкогибочная колодка (6) и первый вал (11) расположены на противолежащих сторонах первой выемки (17), а вторая кромкогибочная колодка (10) и второй вал (13) расположены на противолежащих сторонах второй выемки (18), при этом первая кромкогибочная колодка (6) содержит первое зажимное устройство (22), а вторая кромкогибочная колодка (10) - второе зажимное устройство, причем первое зажимное устройство (22) расположено смежно с первой выемкой (17), а второе зажимное устройство - со второй выемкой (18).
- наложение заготовки (2), по меньшей мере, на первую опорную поверхность (12), вторую опорную поверхность (14), первую кромкогибочную колодку (6) и вторую кромкогибочную колодку (10),
- приведение в движение первой части (15) относительно второй части (16) таким образом, чтобы первый концевой участок (4) заготовки (2) был зажат между первым кромкогибочным пуансоном (5) и первой кромкогибочной колодкой (6), а второй концевой участок (8) заготовки (2) был зажат между вторым кромкогибочным пуансоном (9) и второй кромкогибочной колодкой (10),
- предварительную вытяжку заготовки (2).
Комментарии