Внутренняя панель двери и способ изготовления внутренней панели двери - RU2699435C1
Код документа: RU2699435C1
Чертежи









Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к внутренней панели двери автомобиля и к способу изготовления внутренней панели двери.
Приоритет испрашивается по заявке на патент Японии № 2016-059198, поданной 23 марта 2016 года, содержание которой включено сюда путем ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] В большинстве случаев дверь автомобиля получают путем соединения внутренней панели двери и внешней панели двери. К двери автомобиля крепят окно, стеклоподъемник, звуковой динамик, ручку и т.п. Для размещения этих компонентов требуется пространство между внутренней панелью двери и внешней панелью двери. В связи с этим, например, на внутренней панели двери обеспечен вертикальный стеночный участок. В дополнение, когда дверь автомобиля закрыта, дверь должна герметизировать салон автомобиля. В связи с этим, например, вертикальный стеночный участок внутренней панели двери обеспечен ступенчатым участком. Ступенчатый участок вертикального стеночного участка обращен к стойке или т.п. кузова автомобиля, в результате чего обеспечивается герметичность салона автомобиля.
[0003] Внутреннюю панель двери, используемую для боковой двери автомобиля или т.п., получают путем прессования металлического листа, например, стального листа. Как правило, внутренняя панель двери имеет сложную форму, поэтому форма металлического листа может существенно меняться. В этом случае на отформованной внутренней панели двери могут образовываться трещины или складки. В связи с этим в качестве материала для внутренней панели двери используют металлический лист, обладающий высокой способностью к обработке. Металлический лист, обладающий высокой способностью к обработке, имеет низкую прочность, и, следовательно, внутренняя панель двери также имеет низкую прочность. В связи с этим в ряде случаев к внутренней панели двери может быть прикреплен усилитель поясной линии, усилитель двери или т.п. в качестве усиливающего элемента.
[0004] Конструкция внутренней панели двери раскрыта в Патентных документах 1-3.
[0005] Внутренняя панель двери, раскрытая в Патентном документе 1, включает в себя усилитель поясной линии.
Усилитель поясной линии прикреплен к участку поясной линии внутренней панели двери в продольном направлении кузова автомобиля. В связи с этим усилитель поясной линии несет ударную нагрузку в продольном направлении кузова автомобиля и может эффективно уменьшать изгибающий момент на участке поясной линии, как описано в Патентном документе 1.
[0006] Во внутренней панели двери, раскрытой в Патентном документе 2, в случае удара боковой поверхности кузова автомобиля внутренняя панель двери и усилитель поясной линии контактируют друг с другом, и поглощающий нагрузку участок внутренней панели двери деформируется. В связи с этим поглощающий нагрузку участок поглощает часть нагрузки, действующей в направлении толщины внутренней панели двери, и, следовательно, обеспечивается жесткость внутренней панели двери, как описано в Патентном документе 2.
[0007] В боковой двери, раскрытой в Патентном документе 3, задний концевой участок и передний концевой участок усилителя поясной линии, образованного горячей штамповкой, имеют меньшую прочность и меньшую жесткость, чем основной корпусный участок. В связи с этим при воздействии ударной нагрузки со стороны передней поверхности кузова автомобиля задний концевой участок усилителя поясной линии пластически деформируется, и площадь контакта с центральной стойкой увеличивается. В связи с этим энергия удара может поглощаться за счет деформации заднего концевого участка усилителя поясной линии, как описано в Патентном документе 3.
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
Патентные документы
[0008] [Патентный документ 1] Нерассмотренная заявка на патент Японии, первая публикация № 2007-296953
[Патентный документ 2] Нерассмотренная заявка на патент Японии, первая публикация № 2008-94353
[Патентный документ 3] Нерассмотренная заявка на патент Японии, первая публикация № 2013-112133
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0009] Однако в случае внутренних панелей дверей, раскрытых в Патентных документах 1, 2 и 3, для обеспечения ударных характеристик требуется отдельный усиливающий элемент, например, усилитель поясной линии. В связи с этим двери, изготовленные с использованием внутренних панелей дверей, раскрытых в Патентных документах 1, 2 и 3, имеют низкую эффективность изготовления и высокую стоимость.
[0010] Настоящее изобретение выполнено с учетом вышеописанных обстоятельств, и задача настоящего изобретения заключается в обеспечении внутренней панели двери, которая имеет небольшой вес и отличные ударные характеристики, и способа изготовления внутренней панели двери, обеспечивающего отличную эффективность изготовления.
СРЕДСТВО РЕШЕНИЯ ПРОБЛЕМЫ
[0011] Ниже приведено краткое описание настоящего изобретения.
[0012] (1) Первый аспект настоящего изобретения представляет собой внутреннюю панель двери, выполненную из металлического листа, причем внутренняя панель двери включает в себя: первый участок панели, имеющий первый верхний листовой участок и первый вертикальный стеночный участок, соединенный с первым верхним листовым участком, второй участок панели, имеющий второй верхний листовой участок, расположенный на расстоянии от первого верхнего листового участка первого участка панели, и второй вертикальный стеночный участок, соединенный со вторым верхним листовым участком, фланцевый участок, соединенный с первым вертикальным стеночным участком и вторым вертикальным стеночным участком, и плоский листовой участок, расположенный между первым участком панели и вторым участком панели, причем первый вертикальный стеночный участок и второй вертикальный стеночный участок соответственно имеют ступенчатый участок, и оба конца плоского листового участка выполнены за одно целое с фланцевым участком или ступенчатыми участками.
[0013] (2) Во внутренней панели двери по пункту (1) в по меньшей мере одном из первого верхнего листового участка и второго верхнего листового участка может быть образован проем.
(3) Во внутренней панели двери по пункту (1) плоский листовой участок может иметь стеночный участок, соединенный с первым вертикальным стеночным участком и вторым вертикальным стеночным участком.
(4) Во внутренней панели двери по пункту (1) может быть дополнительно обеспечен усиливающий элемент, соединяющий первый вертикальный стеночный участок и второй вертикальный стеночный участок.
(5) Во внутренней панели двери по пункту (1) в плоском листовом участке может быть образован по меньшей мере один из углубленного участка и выступающего участка.
[0014] (6) Во внутренней панели двери по пункту (1) прочность на растяжение может составлять 1200 МПа или более.
(7) Во внутренней панели двери по пункту (6) содержание C может составлять от 0,11% до 0,35% по массе.
(8) Во внутренней панели двери по пункту (7) участок T1MAX (мм) максимальной толщины листа первого верхнего листового участка, участок T1MIN (мм) минимальной толщины листа первого верхнего листового участка, участок T2MAX (мм) максимальной толщины листа второго верхнего листового участка и участок T2MIN (мм) минимальной толщины листа второго верхнего листового участка могут удовлетворять Выражению (a) и Выражению (b).
(T1MAX-T1MIN)×100/T1MAX<15... Выражение (a)
(T2MAX-T2MIN)×100/T2MAX<15... Выражение (b)
[0015] (9) Во внутренней панели двери по пункту (1) прочность на растяжение может составлять от 340 до 980 МПа.
(10) Во внутренней панели двери по пункту (9) содержание C может составлять от 0,001% до 0,150% по массе.
(11) Во внутренней панели двери по пункту (10) участок T1MAX (мм) максимальной толщины листа первого верхнего листового участка, участок T1MIN (мм) минимальной толщины листа первого верхнего листового участка, участок T2MAX (мм) максимальной толщины листа второго верхнего листового участка и участок T2MIN (мм) минимальной толщины листа второго верхнего листового участка могут удовлетворять Выражению (c) и Выражению (d).
(T1MAX-T1MIN)×100/T1MAX<20... Выражение (c)
(T2MAX-T2MIN)×100/T2MAX<20... Выражение (d)
[0016] (12) Во внутренней панели двери по пункту (1) высота первого вертикального стеночного участка и второго вертикального стеночного участка могут соответственно составлять 40 мм или более.
(13) Во внутренней панели двери по пункту (1) на плоском листовом участке ширина участка минимальной ширины может составлять 30 мм или более, а ширина участка максимальной ширины может составлять 200 мм или менее.
[0017] (14) Второй аспект настоящего изобретения представляет собой способ изготовления внутренней панели двери по любому из пунктов (1)-(13), причем способ включает в себя этапы, на которых: подготавливают материал заготовки, который выполнен из металлического листа и имеет первый плоский листовой участок, второй плоский листовой участок и третий плоский листовой участок, расположенный между первым плоским листовым участком и вторым плоским листовым участком; и выполняют обработку прессованием холодным или горячим способом первого плоского листового участка и второго плоского листового участка материала заготовки с использованием пресса, включающего в себя матрицу, внутренний пуансон, обращенный к матрице, наружный пуансон, обращенный к матрице и расположенный снаружи относительно внутреннего пуансона, и держатель заготовки, и придают материалу заготовки форму внутренней панели двери, причем во время выполнения обработки прессованием внутренний пуансон выполнен с возможностью обработки области, которая формирует первый верхний листовой участок внутренней панели двери из первого плоского листового участка материала заготовки, и области, которая формирует второй верхний листовой участок внутренней панели двери из второго плоского листового участка материала заготовки, наружный пуансон выполнен с возможностью обработки области, которая формирует ступенчатый участок внутренней панели двери из первого плоского листового участка материала заготовки, и области, которая формирует ступенчатый участок внутренней панели двери из второго плоского листового участка материала заготовки, и завершают обработку материала заготовки наружным пуансоном перед обработкой материала заготовки внутренним пуансоном.
[0018] (15) В способе изготовления внутренней панели двери по пункту (14) во время выполнения обработки прессованием внутренний пуансон и наружный пуансон могут дополнительно обрабатывать часть третьего плоского листового участка материала заготовки.
(16) В способе изготовления внутренней панели двери по пункту (14) во время выполнения обработки прессованием прессование материала заготовки внутренним пуансоном может начинаться до завершения прессования материала заготовки наружным пуансоном.
(17) В способе изготовления внутренней панели двери по пункту (14) в случае выполнения обработки прессованием горячим способом температура нагрева может быть равна точке Ac3 или выше.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0019] Во внутренней панели двери по пункту (1) первый вертикальный стеночный участок и второй вертикальный стеночный участок имеют ступенчатые участки, следовательно, в дополнение к улучшению герметичности автомобиля может быть увеличена жесткость внутренней панели двери.
Кроме того, оба конца плоского листового участка, расположенного между первым участком панели и вторым участком панели, выполнены за одно целое с фланцевым участком или ступенчатыми участками. Плоский листовой участок, выполненный за одно целое с внутренней панелью двери, служит в качестве усилителя двери, следовательно, необязательно обеспечивать отдельный усилитель двери. В дополнение, в соответствии с такой конструкцией при соединении внутренней панели двери с внешней панелью двери или т.п. плоский листовой участок находится вблизи внешней панели двери. В связи с этим энергия удара, сообщаемая со стороны внешней панели двери, может эффективно поглощаться плоским листовым участком.
В связи с этим могут быть обеспечены отличные ударные характеристики при одновременном снижении веса внутренней панели двери.
[0020] Во внутренней панели двери по пункту (2) в первом верхнем листовом участке или втором верхнем листовом участке образован проем, следовательно, вес конструкции может быть уменьшен.
Кроме того, в первом верхнем листовом участке или втором верхнем листовом участке область вблизи проема может быть обработана отбортовкой, и, следовательно, высота первого вертикального стеночного участка или второго вертикального стеночного участка (глубина формования прессованием, измеренная от фланцевого участка в качестве точки отсчета) может быть увеличена. В связи с этим жесткость внутренней панели двери также может быть увеличена. В дополнение, при соединении внутренней панели двери с внешней панелью двери или т.п. плоский листовой участок может находиться ближе к внешней панели двери, следовательно, ударные характеристики могут быть дополнительно улучшены.
[0021] Во внутренней панели двери по пункту (3) плоский листовой участок имеет стеночный участок, соединенный с первым вертикальным стеночным участком и вторым вертикальным стеночным участком, следовательно, поперечное сечение плоского листового участка имеет U-образную форму, и вторичный момент поперечного сечения плоского листового участка увеличивается. В связи с этим энергия удара, поглощаемая плоским листовым участком, увеличивается, следовательно, ударные характеристики могут быть дополнительно улучшены.
Во внутренней панели двери по пункту (4) первый вертикальный стеночный участок и второй вертикальный стеночный участок, которые отделены друг от друга плоским листовым участком между ними, соединены друг с другом с использованием усиливающего элемента, следовательно, жесткость внутренней панели двери может быть увеличена. В связи с этим ударные характеристики могут быть дополнительно улучшены.
Во внутренней панели двери по пункту (5) в плоском листовом участке образован углубленный участок или выступающий участок, следовательно, вторичный момент поперечного сечения плоского листового участка увеличивается. В связи с этим энергия удара, поглощаемая плоским листовым участком, увеличивается, следовательно, ударные характеристики могут быть дополнительно улучшены.
[0022] В способе изготовления внутренней панели двери по пункту (14) внутренняя панель двери может быть получена путем обработки прессованием в один этап.
Однако хотя считается, что внутренняя панель двери образована путем обработки прессованием в один этап, возможны случаи, когда после этапа прессования обеспечен этап резки или этап пробивки.
Кроме того, обработку материала заготовки внутренним пуансоном завершают после завершения обработки материала заготовки наружным пуансоном. В связи с этим формование первого верхнего листового участка и второго верхнего листового участка внутренним пуансоном завершают в состоянии, в котором ступенчатый участок удерживается наружным пуансоном и матрицей. В связи с этим на любом из этапов обработки холодным и горячим прессованием образование дефектов формования внутренней панели двери, например, трещин или складок, может быть предотвращено.
В связи с этим внутренняя панель двери может быть изготовлена эффективным образом при предотвращении дефектов формования.
[0023] В способе изготовления внутренней панели двери по пункту (15) внутренняя панель двери, в который плоский листовой участок имеет стеночный участок, может быть получена путем обработки прессованием в один этап.
Однако хотя считается, что внутренняя панель двери образована путем обработки прессованием в один этап, возможны случаи, когда после этапа прессования обеспечен этап резки или этап пробивки.
В дополнение, в способе изготовления внутренней панели двери по пункту (16) внутренний пуансон в некоторой степени выполняет прессование материала заготовки до того, как ступенчатый участок удерживается наружным пуансоном и матрицей, следовательно, может быть предотвращено уменьшение толщины листа верхнего листового участка. В связи с этим возможно более надежное предотвращение образования дефектов формования внутренней панели двери, например, трещин или складок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
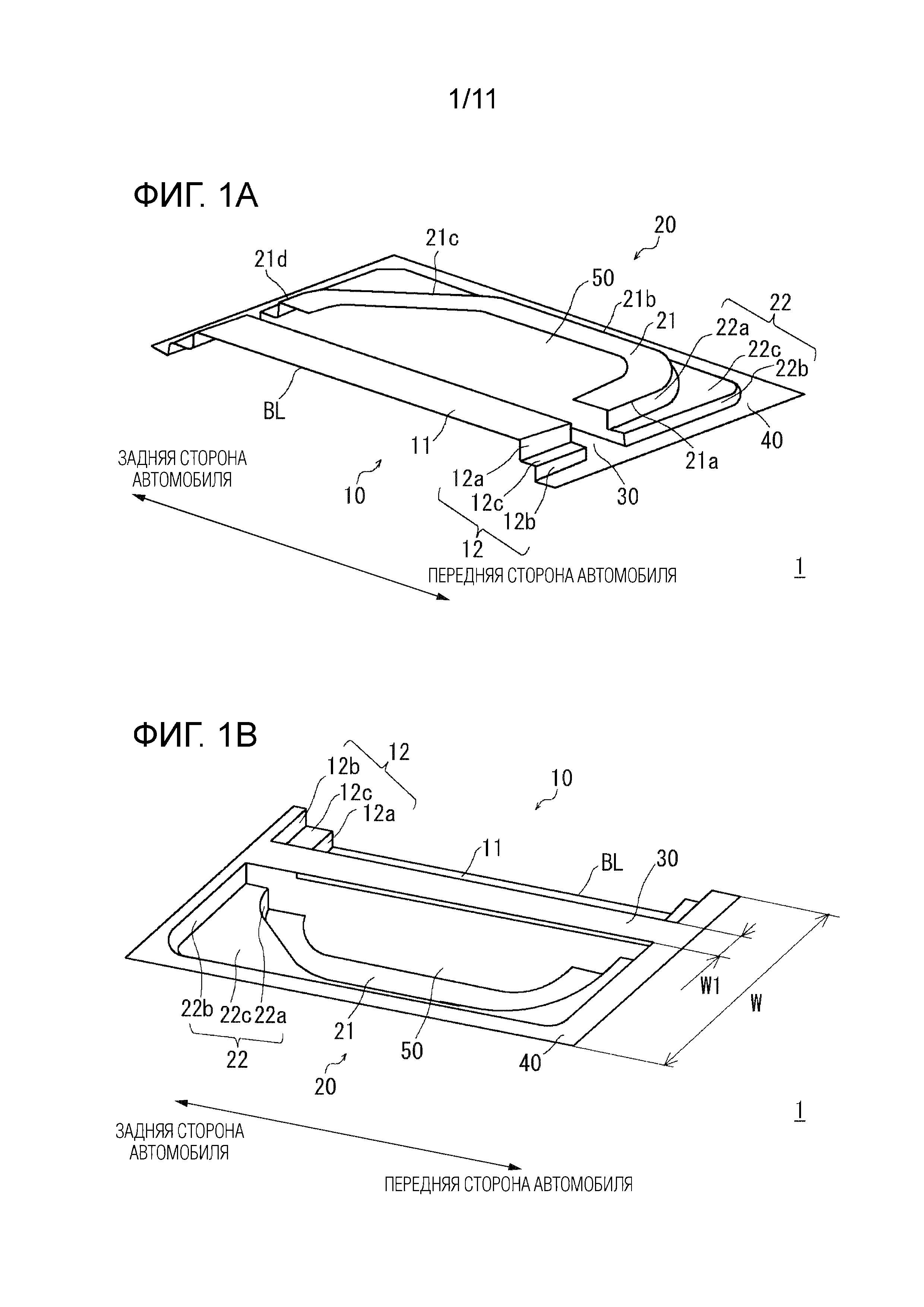
[0024] Фиг. 1A представляет собой вид в перспективе внутренней панели двери в соответствии с первым вариантом осуществления настоящего изобретения, если смотреть из салона автомобиля.
Фиг. 1B представляет собой вид в перспективе внутренней панели двери в соответствии с вышеуказанным вариантом осуществления, если смотреть снаружи автомобиля.
Фиг. 2A представляет собой схематический вид поперечного сечения обычной боковой двери автомобиля, взятого перпендикулярно вертикальному направлению кузова автомобиля.
Фиг. 2B представляет собой схематический вид поперечного сечения боковой двери, в которой использована внутренняя панель двери в соответствии с вышеуказанным вариантом осуществления, взятого перпендикулярно вертикальному направлению кузова автомобиля.
Фиг. 3 представляет собой вид в перспективе внутренней панели двери в соответствии с первой модификацией, если смотреть из салона автомобиля.
Фиг. 4 представляет собой вид в перспективе, иллюстрирующий часть внутренней панели двери в соответствии со второй модификацией.
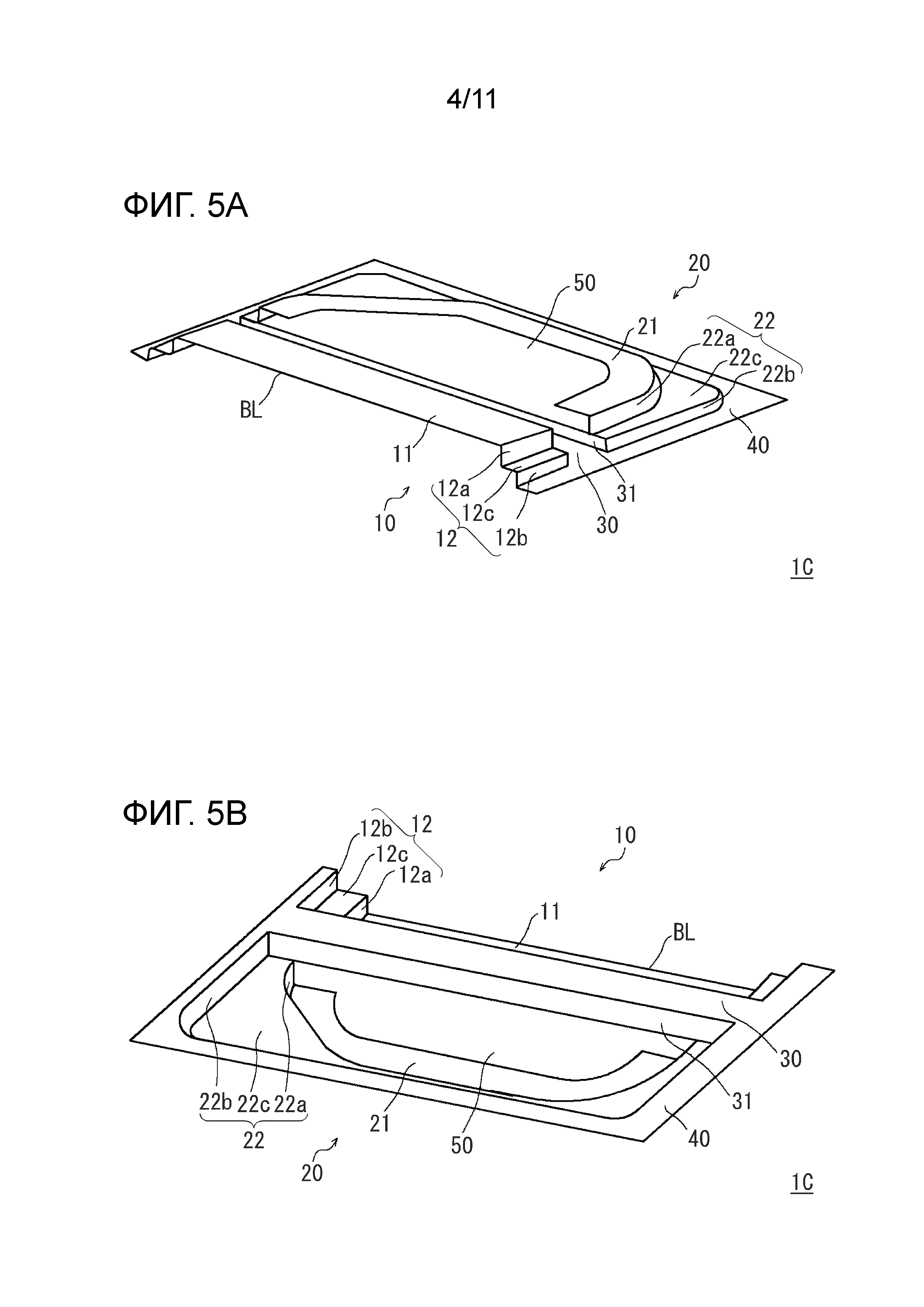
Фиг. 5A представляет собой вид в перспективе внутренней панели двери в соответствии с третьей модификацией, если смотреть из салона автомобиля.
Фиг. 5B представляет собой вид в перспективе внутренней панели двери в соответствии с третьей модификацией, если смотреть снаружи автомобиля.
Фиг. 6A представляет собой вид в сечении, схематически иллюстрирующий пример пресса, используемого в способе изготовления внутренней панели двери в соответствии со вторым вариантом осуществления настоящего изобретения.
Фиг. 6B представляет собой вид в направлении стрелки A-A, показанной на Фиг. 6A.
Фиг. 7 представляет собой вид в плане материала заготовки, используемого в способе изготовления внутренней панели двери в соответствии с вышеуказанным вариантом осуществления.
Фиг. 8 представляет собой вид в плане материала заготовки в случае изготовления внутренней панели двери в соответствии с третьей модификацией.
Фиг. 9A представляет собой вид в сечении, иллюстрирующий стадию прижатия материала заготовки держателем заготовки на этапе обработки прессованием.
Фиг. 9B представляет собой вид в сечении, иллюстрирующий состояние завершения прессования наружным пуансоном на этапе обработки прессованием.
Фиг. 9C представляет собой вид в сечении, иллюстрирующий состояние завершения прессования внутренним пуансоном на этапе обработки прессованием.
Фиг. 10A представляет собой вид в сечении, иллюстрирующий стадию прижатия материала заготовки держателем заготовки на этапе обработки прессованием.
Фиг. 10B представляет собой вид в сечении, иллюстрирующий состояние завершения прессования наружным пуансоном после начала прессования внутренним пуансоном на этапе обработки прессованием.
Фиг. 10C представляет собой вид в сечении, иллюстрирующий состояние завершения прессования внутренним пуансоном на этапе обработки прессованием.
Фиг. 11 представляет собой вид в сечении, иллюстрирующий состояние в средине прессования с использованием обычного пресса.
Фиг. 12 представляет собой вид в перспективе, иллюстрирующий внутреннюю панель двери в случае обеспечения выступающего участка на плоском листовом участке.
Фиг. 13 представляет собой вид в перспективе, иллюстрирующий внутреннюю панель двери в соответствии со сравнительным примером.
Фиг. 14A представляет собой вид в плане для описания способа вычисления весовой эффективности K.
Фиг. 14B представляет собой вид в плане для описания способа вычисления весовой эффективности K.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0025] Далее настоящее изобретение будет подробно описано на основе первого варианта осуществления и второго варианта осуществления со ссылкой на чертежи. На чертежах одинаковые или соответствующие участки обозначены одинаковыми ссылочными позициями, и их описание не будет повторяться.
[0026] Первый вариант осуществления
Далее будет описана внутренняя панель 1 двери в соответствии с первым вариантом осуществления настоящего изобретения со ссылкой на Фиг. 1A и Фиг. 1B.
Внутреннюю панель 1 двери в соответствии с настоящим вариантом осуществления получают путем формования прессованием с использованием стального листа S в качестве материала заготовки. Фиг. 1A представляет собой вид в перспективе внутренней панели 1 двери в соответствии с настоящим вариантом осуществления, если смотреть из салона автомобиля, а Фиг. 1B представляет собой вид в перспективе внутренней панели 1 двери в соответствии с настоящим вариантом осуществления, если смотреть снаружи автомобиля.
Как показано на Фиг. 1A и Фиг. 1B, внутренняя панель 1 двери включает в себя первый участок 10 панели, второй участок 20 панели, плоский листовой участок 30 и фланцевый участок 40. В следующем описании рассмотрен случай, когда направление, перпендикулярное поверхности фланцевого участка 40, называется направлением прессования.
[0027] Первый участок 10 панели имеет первый верхний листовой участок 11, образованный на удалении от фланцевого участка 40 в направлении прессования, и первый вертикальный стеночный участок 12, соединенный с концевым краем первого верхнего листового участка 11.
[0028] Первый вертикальный стеночный участок 12 представляет собой участок, обращенный к стойке или т.п. кузова автомобиля, и улучшает герметичность салона автомобиля.
Первый вертикальный стеночный участок 12 включает в себя первые вертикальные стеночные участки 12a со стороны верхнего листового участка, которые отогнуты от сторон первого верхнего листового участка 11 с передней стороны и задней стороны автомобиля и продолжаются в направлении прессования, первые вертикальные стеночные участки 12b со стороны фланцевого участка, которые отогнуты от фланцевого участка 40 и продолжаются в направлении прессования, и первые ступенчатые участки 12c, соединяющие первые вертикальные стеночные участки 12a со стороны верхнего листового участка и первые вертикальные стеночные участки 12b со стороны фланцевого участка. Первые ступенчатые участки 12c образованы по существу параллельно поверхности фланцевого участка 40 между фланцевым участком 40 и первым верхним листовым участком 11.
[0029] Второй участок 20 панели отделен от первого участка 10 панели плоским листовым участком 30, если смотреть на виде сверху.
Второй участок 20 панели имеет второй верхний листовой участок 21, образованный на удалении от фланцевого участка 40 в направлении прессования, и второй вертикальный стеночный участок 22, соединенный с концевым краем второго верхнего листового участка 21.
[0030] Второй вертикальный стеночный участок 22, подобно первому вертикальному стеночному участку 12, представляет собой участок, обращенный к стойке или т.п. кузова автомобиля, и улучшает герметичность салона автомобиля.
Второй вертикальный стеночный участок 22 включает в себя второй вертикальный стеночный участок 22a со стороны верхнего листового участка, который отогнут от четырех внешних сторон 21a, 21b, 21c и 21d второго верхнего листового участка 21 и продолжается в направлении прессования, второй вертикальный стеночный участок 22b со стороны фланцевого участка, который отогнут от фланцевого участка 40 и продолжается в направлении прессования, и второй ступенчатый участок 22c, соединяющий второй вертикальный стеночный участок 22a со стороны верхнего листового участка и второй вертикальный стеночный участок 22b со стороны фланцевого участка. Второй ступенчатый участок 22c образован по существу параллельно поверхности фланцевого участка 40 между фланцевым участком 40 и вторым верхним листовым участком 21.
Второй вертикальный стеночный участок 22a со стороны верхнего листового участка непрерывно образован вдоль четырех внешних сторон 21a, 21b, 21c и 21d, расположенных смежно друг с другом, второго верхнего листового участка 21, и, следовательно, жесткость внутренней панели 1 двери может быть увеличена.
[0031] Первый верхний листовой участок 11 имеет четырехугольную плоскую форму, а второй верхний листовой участок 21 имеет пятиугольную плоскую форму. Кроме того, сторона первого верхнего листового участка 11 с верхней стороны автомобиля образует поясную линию BL.
[0032] Во втором верхнем листовом участке 21 образован проем 50 так, чтобы остался периферийный краевой участок, смежный с четырьмя внешними сторонами 21a, 21b, 21c и 21d второго верхнего листового участка 21. В месте, соответствующем проему 50, прикреплен звуковой динамик, ручка и т.п.
В случае, когда во втором верхнем листовом участке 21 образован проем 50, как во внутренней панели 1 двери в соответствии с настоящим вариантом осуществления, можно легко выполнять отбортовку за счет расширения проема 50 во время обработки прессованием. В связи с этим может быть достигнуто облегчение конструкции за счет снижения веса, а также может быть предотвращено образование дефектов формования, например, трещин или складок.
[0033] Фланцевый участок 40 образован так, чтобы соединять первый вертикальный стеночный участок 12b со стороны фланцевого участка и второй вертикальный стеночный участок 22b со стороны фланцевого участка по периферии первого участка 10 панели и второго участка 20 панели.
[0034] Плоский листовой участок 30 представляет собой участок, который служит в качестве усилителя двери и образован в форме полосы таким образом, чтобы отделять первый участок 10 панели и второй участок 20 панели на виде сверху. Плоский листовой участок 30 образован в форме полосы (линейная форма), в связи с чем матрица имеет простую форму, и производственные издержки могут быть снижены.
Плоский листовой участок 30 образован за одно целое с фланцевым участком 40. В связи с этим отсутствует необходимость крепления отдельного усилителя двери к внутренней панели двери, и, следовательно, может быть реализовано облегчение конструкции внутренней панели двери. Кроме того, концевые участки плоского листового участка 30 предпочтительно образованы на одном уровне с фланцевым участком 40.
[0035] Как показано на Фиг. 1B, если ширина плоского листового участка 30 обозначена W1, а ширина внутренней панели 1 двери обозначена W, отношение W1/W предпочтительно составляет 0,05 или более и 0,6 или менее.
Если отношение W1/W слишком мало, прочность на изгиб плоского листового участка 30 является низкой, и плоский листовой участок 30 не может в достаточной степени поглощать энергию удара. В связи с этим предпочтительный нижний предел отношения W1/W составляет 0,05.
Если отношение W1/W слишком велико, площадь первого участка 10 панели и второго участка 20 панели уменьшается, и, следовательно, обеспечение жесткости внутренней панели 1 двери усложняется. В дополнение, площадь плоского листового участка 30 чрезмерно увеличивается, и крепление компонентов, например, динамика, также затрудняется. В связи с этим предпочтительный верхний предел отношения W1/W составляет 0,6.
Например, предпочтительно, чтобы в случае плоского листового участка 30 ширина участка минимальной ширины составляла 30 мм или более, а ширина участка максимальной ширины составляла 200 мм или менее.
[0036] Плоский листовой участок 30 предпочтительно обеспечен в области, соответствующей фиксатору дверного замка автомобиля. Как показано на Фиг. 1A и Фиг. 1B, в области, обеспеченной плоским листовым участком 30, между первым вертикальным стеночным участком 12 и вторым вертикальным стеночным участком 22 имеется зазор. В этом зазоре может находиться крюк для дверного замка и т.п.
[0037] Во внутренней панели 1 двери в соответствии с настоящим вариантом осуществления оба конца плоского листового участка 30 соединены с фланцевым участком 40, и, следовательно, при соединении внутренней панели 1 двери с внешней панелью двери или т.п. плоский листовой участок 30 находится вблизи внешней панели двери. В связи с этим ударные характеристики двери могут быть улучшены. Далее этот аспект будет описан подробнее.
[0038] Фиг. 2A представляет собой схематический вид поперечного сечения обычной боковой двери автомобиля, взятого перпендикулярно вертикальному направлению кузова автомобиля.
Боковая дверь образована путем соединения внешней панели A двери и внутренней панели 1000 двери. Пространство SP представляет собой пространство между внешней панелью A двери и внутренней панелью 1000 двери. В пространстве SP находится звуковой динамик, окно, стеклоподъемник и т.п. В случае бокового удара автомобиля на внешнюю панель A двери действует нагрузка P (белая стрелка на Фиг. 2A). Под действием нагрузки P внешняя панель A двери деформируется, и вертикальный стеночный участок 1001 внутренней панели 1000 двери также деформируется. Вертикальный стеночный участок 1001 внутренней панели 1000 двери поглощает энергию удара, обусловленную нагрузкой P. То есть для улучшения ударных характеристик боковой двери необходимо повысить прочность внутренней панели двери. Однако материал внутренней панели 1000 двери известного уровня техники представляет собой лист из мягкой стали, имеющий низкую прочность. Это связано с тем, что, как описано выше, внутренняя панель двери имеет сложную форму, и изготовление внутренней панели двери также является сложным. Лист из мягкой стали представляет собой, например, стальной лист, имеющий прочность на растяжение приблизительно 270 МПа. В связи с этим необходимо усиление боковой двери автомобиля известного уровня техники с помощью отдельного усиливающего элемента, например, усилителя D двери, показанного на Фиг. 2A.
[0039] В случае боковой двери, обеспеченной усиливающим элементом, например, усилителем D двери, при деформировании внешней панели A двери внутрь автомобиля под действием нагрузки P, внешняя панель A двери контактирует с усилителем D двери. В связи с этим энергия удара поглощается не только внутренней панелью 1000 двери, но и усилителем D двери, и, следовательно, ударные характеристики боковой двери улучшаются.
Однако усилитель D двери, который представляет собой отдельный элемент, должен быть прикреплен к внутренней панели 1000 двери, поэтому собранные двери известного уровня техники являются тяжелыми, и показатель поглощенной энергии на единицу веса (весовая эффективность поглощения энергии) является низким. В дополнение, требуется крепление отдельного элемента, в связи с чем затраты на изготовление двери известного уровня техники высоки, а эффективность изготовления является низкой.
[0040] Фиг. 2B представляет собой схематический вид поперечного сечения боковой двери, в которой использована внутренняя панель 1 двери в соответствии с настоящим вариантом осуществления, взятого перпендикулярно вертикальному направлению кузова автомобиля. Боковая дверь включает в себя внутреннюю панель 1 двери и внешнюю панель A двери. Внешняя панель A двери находится снаружи внутренней панели 1 двери и соединена с внутренней панелью 1 двери.
В этой боковой двери плоский листовой участок 30 внутренней панели 1 двери в соответствии с настоящим вариантом осуществления находится вблизи внешней панели A двери. В связи с этим при деформировании внешней панели A двери внутрь автомобиля под действием нагрузки, внешняя панель A двери контактирует с плоским листовым участком 30. В связи с этим энергия удара сначала поглощается плоским листовым участком 30 из соответствующих элементов внутренней панели 1 двери, и, следовательно, ударные характеристики боковой двери улучшаются.
Как описано выше, плоский листовой участок 30 внутренней панели 1 двери в соответствии с настоящим вариантом осуществления служит в качестве альтернативы усилителю двери, и, следовательно, боковые двери, в которых использована внутренняя панель 1 двери в соответствии с настоящим вариантом осуществления, имеют отличные ударные характеристики даже без обеспечения усилителя двери.
[0041] Далее будет описан материал внутренней панели 1 двери в соответствии с настоящим вариантом осуществления.
Внутреннюю панель 1 двери в соответствии с настоящим вариантом осуществления получают путем формования прессованием с использованием стального листа S в качестве материала заготовки, но характеристики стального листа S предпочтительно выбираются в зависимости от выполнения формования горячим прессованием или формования холодным прессованием.
[0042] В случае изготовления внутренней панели 1 двери путем формования горячим прессованием предпочтительно использовать стальной лист S, имеющий состав, позволяющий получить прочность на растяжение 1200 МПа или более, путем формования прессованием стального листа S, имеющего прочность на растяжение от 500 МПа до 1000 МПа в состоянии нагрева до точки Ac3 или выше и последующего охлаждения стального листа.
[0043] В частности, содержание углерода (содержание C) стального листа S предпочтительно составляет 0,11% или более и 0,35% или менее по массе.
В случае, когда содержание C составляет 0,11% или более, может быть обеспечена подходящая прокаливаемость, и может быть обеспечена прочность на растяжение внутренней панели 1 двери 1200 МПа или более, что является предпочтительным. Более предпочтительное содержание C составляет 0,15% или более.
С другой стороны, в случае, когда содержание C составляет 0,35% или менее, могут быть предотвращены дефекты сварки, что является предпочтительным. Более предпочтительное содержание C составляет 0,30% или менее.
Содержание элементов, например, Si, Mn, P, S, Al, B и т.п. может регулироваться соответствующим образом.
[0044] В случае формования прессованием внутренней панели 1 двери в соответствии с настоящим вариантом осуществления с использованием стального листа S, имеющего высокую прочность, составляющую 440 МПа или более, необходимо принять меры для предотвращения образования складок или трещин, в частности, на первом верхнем листовом участке 11 и втором верхнем листовом участке 21.
Причиной образования трещин на первом верхнем листовом участке 11 и втором верхнем листовом участке 21 являются места, в которых происходит локальное уменьшение толщины листа, и, следовательно, для улучшения ударных характеристик предпочтительно, чтобы толщина листа на первом верхнем листовом участке 11 и втором верхнем листовом участке 21 была равномерной.
[0045] В связи с этим в случае формования горячим прессованием, если участок максимальной толщины листа первого верхнего листового участка 11 обозначен T1MAX (мм), а участок минимальной толщины листа первого верхнего листового участка 11 обозначен T1MIN (мм), предпочтительно, чтобы удовлетворялось Выражение (1).
(T1MAX-T1MIN)×100/T1MAX<15... Выражение (1)
[0046] Подобным образом, если участок максимальной толщины листа второго верхнего листового участка 21 обозначен T2MAX (мм), а участок минимальной толщины листа второго верхнего листового участка 21 обозначен T2MIN (мм), предпочтительно, чтобы удовлетворялось Выражение (2).
(T2MAX-T2MIN)×100/T2MAX<15... Выражение (2)
[0047] В случае изготовления внутренней панели 1 двери формованием холодным прессованием предпочтительно использовать стальной лист, имеющий прочность на растяжение от 340 МПа до 980 МПа.
[0048] В частности, содержание углерода (содержание C) стального листа S предпочтительно составляет от 0,001% до 0,150% по массе.
В случае, когда содержание C составляет 0,001% или более, может быть обеспечена прочность на растяжение внутренней панели 1 двери 340 МПа или более, что является предпочтительным. Более предпочтительное содержание C составляет 0,08% или более.
С другой стороны, в случае, когда содержание C составляет 0,150% или менее, может быть обеспечена хорошая способность к обработке прессованием, что является предпочтительным. Более предпочтительное содержание C составляет 0,12% или менее.
Содержание элементов, например Si, Mn, P, S, Al, B и т.п., может регулироваться соответствующим образом.
[0049] Подобно изготовлению внутренней панели 1 двери путем формования горячим прессованием, в случае изготовления внутренней панели 1 двери путем формования холодным прессованием, необходимо принять меры для предотвращения образования складок или трещин, в частности, на первом верхнем листовом участке 11 и втором верхнем листовом участке 21. Причиной образования трещин на первом верхнем листовом участке 11 и втором верхнем листовом участке 21 являются места, в которых происходит локальное уменьшение толщины листа, и, следовательно, для улучшения ударных характеристик предпочтительно, чтобы толщина листа на первом верхнем листовом участке 11 и втором верхнем листовом участке 21 была равномерной.
[0050] В связи с этим в случае формования холодным прессованием, если участок максимальной толщины листа первого верхнего листового участка 11 обозначен T1MAX (мм), а участок минимальной толщины листа первого верхнего листового участка 11 обозначен T1MIN (мм), предпочтительно, чтобы удовлетворялось Выражение (3).
(T1MAX-T1MIN)×100/T1MAX<20... Выражение (3)
[0051] Подобным образом, если участок максимальной толщины листа второго верхнего листового участка 21 обозначен T2MAX (мм), а участок минимальной толщины листа второго верхнего листового участка 21 обозначен T2MIN (мм), предпочтительно, чтобы удовлетворялось Выражение (4).
(T2MAX-T2MIN)×100/T2MAX<20... Выражение (4)
[0052] Кроме того, для обеспечения равномерной толщины листа на первом верхнем листовом участке 11 и втором верхнем листовом участке 21 даже в случае применения формования горячим прессованием или формования холодным прессованием, предпочтительно использовать способ изготовления, в котором обработку первого верхнего листового участка 11 и второго верхнего листового участка 21 завершают после завершения обработки первого ступенчатого участка 12c и второго ступенчатого участка 22c, как в способе изготовления внутренней панели двери, описанном ниже.
[0053] Далее будут описаны различные модификации внутренней панели 1 двери в соответствии с вышеописанным вариантом осуществления со ссылкой на Фиг. 3, Фиг. 4, Фиг. 5A и Фиг. 5B.
[0054] Первая модификация
Фиг. 3 представляет собой вид в перспективе внутренней панели 1A двери в соответствии с первой модификацией, если смотреть из салона автомобиля.
Внутренняя панель 1A двери отличается от внутренней панели 1 двери в соответствии с первым вариантом осуществления тем, что оба конца плоского листового участка 30 соединены с первым ступенчатым участком 12c и вторым ступенчатым участком 22c.
То есть в случае внутренней панели 1A двери оба конца плоского листового участка 30 обеспечены таким образом, чтобы они могли быть выполнены за одно целое с первым ступенчатым участком 12c и вторым ступенчатым участком 22c.
[0055] Первый участок 10 панели соединен со вторым участком 20 панели посредством фланцевого участка 40 и ступенчатых участков (первого ступенчатого участка 12c и второго ступенчатого участка 22c). В связи с этим в случае внутренней панели 1A двери, по сравнению с внутренней панелью 1 двери в соответствии с первым вариантом осуществления, область, в которой первый участок 10 панели соединен со вторым участком 20 панели, больше. В связи с этим внутренняя панель 1A двери имеет большую жесткость, чем внутренняя панель 1 двери в соответствии с вышеописанным вариантом осуществления.
[0056] Однако плоский листовой участок 30 внутренней панели 1A двери расположен дальше от внешней панели двери, чем плоский листовой участок 30 внутренней панели 1 двери в соответствии с вышеописанным вариантом осуществления. В связи с этим внутренняя панель 1 двери в соответствии с вышеописанным вариантом осуществления более предпочтительна с точки зрения ударных характеристик двери. Короче говоря, расположение плоского листового участка 30 надлежащим образом выбирается с учетом ударных характеристик двери, жесткости внутренней панели двери и т.п.
[0057] Обозначение h1 на Фиг. 3 показывает высоту в направлении прессования от фланцевого участка 40 до ступенчатых участков (первого ступенчатого участка 12c и второго ступенчатого участка 22c).
Обозначение h2 показывает высоту в направлении прессования от фланцевого участка 40 до верхних листовых участков (первого верхнего листового участка 11 и второго верхнего листового участка 21).
Внутренняя панель 1A двери в соответствии с этой модификацией предпочтительно удовлетворяет условию h2≥40 мм и h1/h2<0,8. Это связано с тем, что, в случае h2<40 мм пространство SP, в котором находится окно и т.п., слишком мало. В случае h1/h2≥0,8 расстояние между ступенчатыми участками (первым ступенчатым участком 12c и вторым ступенчатым участком 22c) и верхним листовым участком (первым верхним листовым участком 11 и вторым верхним листовым участком 21) слишком мало, и, следовательно, герметичность салона автомобиля ухудшается.
[0058] Вторая модификация
Фиг. 4 представляет собой вид в перспективе, иллюстрирующий внутреннюю панель 1B двери в соответствии со второй модификацией. В случае внутренней панели 1B двери для повышения жесткости обеспечен усиливающий элемент 60, соединяющий первый участок 10 панели и второй участок 20 панели.
Как показано на Фиг. 4, усиливающий элемент 60 представляет собой элемент, который соединяет первый ступенчатый участок 12c и второй ступенчатый участок 22c первого вертикального стеночного участка 12 и второго вертикального стеночного участка 22. В связи с этим первый участок 10 панели соединен со вторым участком 20 панели, и жесткость всей внутренней панели 1B двери повышается. Усиливающий элемент 60 представляет собой, например, листовой элемент, полученный путем прессования стального листа. Усиливающий элемент 60 может быть соединен с первым участком 10 панели и вторым участком 20 панели, например, сваркой.
[0059] Третья модификация
Фиг. 5A и Фиг. 5B иллюстрируют внутреннюю панель 1C двери в соответствии с третьей модификацией.
Фиг. 5A представляет собой вид в перспективе внутренней панели 1C двери, если смотреть из салона автомобиля, а Фиг. 5B представляет собой вид в перспективе внутренней панели 1C двери, если смотреть снаружи автомобиля.
Внутренняя панель 1C двери в соответствии с третьей модификацией отличается от внутренней панели 1 двери в соответствии с первым вариантом осуществления тем, что плоский листовой участок 30 имеет стеночный участок 31. Другие конфигурации внутренней панели 1C двери в соответствии с этой модификацией аналогичны конфигурациям внутренней панели 1 двери в соответствии с вышеописанным вариантом осуществления.
В случае внутренней панели 1C двери плоский листовой участок 30 имеет стеночный участок 31, и, следовательно, форма поперечного сечения плоского листового участка 30 является U-образной. В связи с этим, по сравнению с плоским листовым участком 30 внутренней панели 1 двери в соответствии с вышеописанным вариантом осуществления, который имеет плоскую форму, плоский листовой участок 30 имеет увеличенный вторичный момент поперечного сечения. То есть энергия удара, поглощаемая плоским листовым участком 30, имеющим стеночный участок 31, превышает энергию удара, поглощаемую плоским листовым участком 30 внутренней панели 1 двери в соответствии с вышеописанным вариантом осуществления. В дополнение, стеночный участок 31 соединен с первым вертикальным стеночным участком 12 и вторым вертикальным стеночным участком 22. В связи с этим жесткость всей внутренней панели 1C двери может быть увеличена.
[0060] Второй вариант осуществления
Далее будет описан способ изготовления внутренней панели двери в соответствии со вторым вариантом осуществления настоящего изобретения со ссылкой на Фиг. 6A-Фиг. 11.
Способ изготовления внутренней панели двери в соответствии с настоящим вариантом осуществления представляет собой способ формования прессованием внутренней панели 1 двери в соответствии с первым вариантом осуществления и включает в себя этап подготовки стального листа S в качестве материала заготовки (этап подготовки заготовки) и этап прессования стального листа S холодным или горячим способом с использованием пресса (этап обработки прессованием).
[0061] Фиг. 6A и Фиг. 6B представляют собой виды в сечении, схематически иллюстрирующие пресс 100, используемый на этапе обработки прессованием способа изготовления внутренней панели двери в соответствии с настоящим вариантом осуществления.
Фиг. 6A представляет собой вид в сечении, иллюстрирующий участок пресса 100, соответствующий первому участку 10 внутренней панели 1 двери, а Фиг. 6B представляет собой вид в направлении стрелки A-A, показанной на Фиг. 6A.
Как показано на Фиг. 6A и Фиг. 6B, пресс 100 включает в себя внутренний пуансон 101, наружный пуансон 102, держатель 103 заготовки и матрицу 104. В прессе 100 внутренний пуансон 101 и наружный пуансон 102 перемещаются в углубление матрицы 104 в состоянии, когда стальной лист S зажат и зафиксирован держателем 103 заготовки и матрицей 104, в результате чего стальной лист S может принимать форму внутренней панели 1 двери, показанной на Фиг. 1.
[0062] Внутренний пуансон 101 содержит первый внутренний пуансон 101a, имеющий форму, соответствующую форме первого верхнего листового участка 11, и второй внутренний пуансон 101b, имеющий форму, соответствующую форме второго верхнего листового участка 21.
Как показано на Фиг. 6B, первый внутренний пуансон 101a и второй внутренний пуансон 101b внутреннего пуансона 101 пресса 100 отделены друг от друга вдоль участка, соответствующего плоскому листовому участку. При использовании описанного внутреннего пуансона 101 можно обеспечить меньшую глубину формования прессованием участка, соответствующего плоскому листовому участку 30, чем глубина формования прессованием участка, соответствующего первому верхнему листовому участку 11 и второму верхнему листовому участку 21.
Однако первый внутренний пуансон 101a и второй внутренний пуансон 101b не обязательно должны быть полностью отделены друг от друга, и только участок, соответствующий плоскому листовому участку 30, может быть образован в форме выемки в цельном внутреннем пуансоне 101.
[0063] Наружный пуансон 102 расположен снаружи относительно внутреннего пуансона 101 и содержит первый наружный пуансон 102a, имеющий форму, соответствующую форме первого ступенчатого участка 12c, и второй наружный пуансон 102b, имеющий форму, соответствующую форме второго ступенчатого участка 22c.
Как показано на Фиг. 6B, в прессе 100 первый наружный пуансон 102a и второй наружный пуансон 102b отделены друг от друга вдоль участка, соответствующего плоскому листовому участку 30, в результате чего можно обеспечить меньшую глубину формования прессованием участка, соответствующего плоскому листовому участку 30, чем глубина формования прессованием участка, соответствующего первому ступенчатому участку 12c и второму ступенчатому участку 22c.
Однако первый наружный пуансон 102a и второй наружный пуансон 102b необязательно должны быть полностью отделены друг от друга, и только участок, соответствующий плоскому листовому участку 30, может быть образован в форме выемки в цельном внутреннем пуансоне 101.
[0064] Кроме того, в случае формования прессованием внутренней панели 1A двери в соответствии с первой модификацией, предпочтительно использовать наружный пуансон, в котором первый наружный пуансон 102a и второй наружный пуансон 102b не отделены друг от друга.
[0065] Держатель 103 заготовки расположен снаружи относительно наружного пуансона 102 так, что он обращен к матрице 104 в направлении оси прессования. За счет зажатия между держателем 103 заготовки и матрицей 104 стальной лист S может быть зафиксирован во время формования прессованием.
В держателе 103 заготовки образуется форма фланцевого участка 40 внутренней панели 1 двери.
[0066] Матрица 104 расположена так, чтобы она была обращена к внутреннему пуансону 101, наружному пуансону 102 и держателю 103 заготовки в направлении оси прессования, и в ней образовано углубление, имеющее форму, соответствующую форме внутренней панели 1 двери.
[0067] В случае формования прессованием стального листа S горячим способом стальной лист предпочтительно формуют путем горячей штамповки, при которой стальной лист S в нагретом состоянии подвергают формованию прессованием в матрице и затем охлаждают в матрице. В связи с этим пресс 100 может включать в себя нагревательное устройство и охлаждающее устройство.
Кроме того, в случае выполнения горячей штамповки для обеспечения подходящего эффекта закалки предпочтительно выполнять формование прессованием стального листа S, нагретого до точки Ac3 или выше.
[0068] Далее будет описан этап подготовки стального листа S (этап подготовки заготовки).
Характеристики подготавливаемого стального листа S аналогичны описанным в первом варианте осуществления и предпочтительно выбираются в зависимости от формования горячим прессованием и формования холодным прессованием.
[0069] Фиг. 7 представляет собой вид в плане стального листа S в случае изготовления внутренней панели 1 двери, показанной на Фиг. 1A и Фиг. 1B. Стальной лист S имеет первый плоский листовой участок S1, второй плоский листовой участок S2, третий плоский листовой участок S3 и проемы S4.
Первый плоский листовой участок S1 представляет собой участок, соответствующий первому участку 10 панели. Второй плоский листовой участок S2 представляет собой участок, соответствующий второму участку 20 панели. Третий плоский листовой участок S3 представляет собой участок, соответствующий плоскому листовому участку 30. Проемы S4 представляют собой участки, соответствующие проему 50.
Область, показанная штриховкой на Фиг. 7, представляет собой область, соответствующую внутреннему пуансону 101. Область, показанная перекрестной штриховкой на Фиг. 7, представляет собой область, соответствующую наружному пуансону 102.
[0070] Как показано на Фиг. 7, проемы S4 обеспечены между первым плоским листовым участком S1 и третьим плоским листовым участком S3 и между вторым плоским листовым участком S2 и третьим плоским листовым участком S3. Как описано выше, в случае, когда стальной лист S имеет проемы S4, упрощается отбортовка. Однако даже если стальной лист S не имеет проема S4, при формовании стального листа S проемы S4 не обязательны.
Однако даже в этом случае предпочтительно обеспечить прорези, которые делят стальной лист S на первый плоский листовой участок S1, второй плоский листовой участок S2 и третий плоский листовой участок S3.
Стальной лист, имеющий вышеописанную форму, получают путем пробивки стального листа.
В случае холодного формования внутренняя панель 1 двери, показанная на Фиг. 1A и Фиг. 1B, может быть отформована при условии, что стальной лист имеет пластичность и способность к отбортовке, свойственные материалам, имеющим прочность на растяжение приблизительно от 340 до 980 МПа.
[0071] Кроме того, в случае формования прессованием внутренней панели 1C двери в соответствии с третьей модификацией, показанной на Фиг. 5A и Фиг. 5B, плоский листовой участок 30 имеет стеночный участок 31, и, следовательно, предпочтительно использовать стальной лист S, показанный на Фиг. 8.
В случае стального листа S, показанного на Фиг. 8, внутренний пуансон 101 и наружный пуансон 102 дополнительно обрабатывают часть третьего плоского листового участка S3 стального листа S. В связи с этим формируется стеночный участок 31 плоского листового участка 30.
Область, показанная штриховкой на Фиг. 8, представляет собой область, соответствующую внутреннему пуансону 101. Область, показанная перекрестной штриховкой на Фиг. 8, представляет собой область, соответствующую наружному пуансону 102.
[0072] Далее будет описан этап обработки прессованием.
На этапе обработки прессованием выполняют обработку прессованием холодным или горячим способом первого плоского листового участка S1 и второго плоского листового участка S2 стального листа S с использованием вышеописанного пресса 100. В связи с этим стальной лист S принимает форму внутренней панели 1 двери. В частности, внутренний пуансон 101 выполнен с возможностью обработки области первого плоского листового участка S1 стального листа S, которая формирует первый верхний листовой участок 11, и области второго плоского листового участка S2 стального листа S, которая формирует второй верхний листовой участок 21, а наружный пуансон 102 выполнен с возможностью обработки области первого плоского листового участка S1 стального листа S, которая формирует первый ступенчатый участок 12c, и области второго плоского листового участка S2 стального листа S, которая формирует второй ступенчатый участок 22c.
[0073] В случае выполнения этапа обработки прессованием горячим способом предпочтительно выполнять горячую штамповку, при которой выполняют прессование стального листа S, нагретого до точки Ac3 или выше, и одновременно закаливают отформованную внутреннюю панель двери.
В случае выполнения этапа обработки прессованием горячим способом стальной лист S нагревают перед обработкой прессованием. Стальной лист S нагревают с использованием нагревательного устройства, которое не показано. Стальной лист S необходимо нагреть до точки A1 или выше для его материала, но для гарантированного достижения эффекта закалки предпочтительно нагревать до точки Ac3 или выше.
При нагреве стального листа S до точки A1 или выше, металлографическая структура закаленной внутренней панели двери становится мартенситом, и ее прочность увеличивается.
Температура нагрева составляет, например, 700°C-900°C. Температура нагрева выбирается соответствующим образом в зависимости от материала, сложности формования и т.п. При горячей штамповке стальной лист S нагревают и размягчают, и, следовательно, можно придавать стальному листу сложную форму.
[0074] На этапе обработки прессованием обработку стального листа S наружным пуансоном 102 завершают перед обработкой стального листа S внутренним пуансоном 101. В связи с этим можно предотвратить образование дефектов формования, например, трещин или складок, в отформованной внутренней панели двери.
[0075] Фиг. 9A-Фиг. 9C представляют собой виды в сечении, схематически иллюстрирующие этап обработки прессованием способа изготовления внутренней панели двери в соответствии с настоящим вариантом осуществления.
Фиг. 9A показывает стадию удержания стального листа S, размещенного на матрице 104, с использованием держателя 103 заготовки (начальная стадия).
Фиг. 9B показывает состояние завершения прессования наружным пуансоном 102 (промежуточная стадия).
Фиг. 9C показывает состояние завершения прессования внутренним пуансоном 101 (конечная стадия).
[0076] На начальной стадии, показанной на Фиг. 9A, стальной лист S размещают на матрице 104. В этом состоянии ползун пресса, который не показан, перемещают вниз. В связи с этим стальной лист S зажимается между держателем 103 заготовки и матрицей 104.
В случае выполнения обработки прессованием горячим способом на начальной стадии, показанной на Фиг. 9A, расстояние между держателем 103 заготовки и матрицей 104 предпочтительно больше толщины стального листа S. То есть между стальным листом S и держателем 103 заготовки обеспечен зазор. Размер зазора составляет, например, 0,1 мм. В случае контакта стального листа S с держателем 103 заготовки участок стального листа S, который контактирует с держателем 103 заготовки, охлаждается до формования прессованием стального листа S. В связи с этим скорость охлаждения стального лист S частично отличается, поэтому прочность отформованного изделия не равномерна. В связи с этим предпочтительно, чтобы между держателем 103 заготовки и стальным листом S был обеспечен небольшой зазор.
[0077] На промежуточной стадии, показанной на Фиг. 9B, завершают прессование наружным пуансоном 102, и стальной лист S находится в состоянии, отформованном наружным пуансоном 102 и матрицей 104 путем вытяжки. В это время внутренний пуансон 101 находится на той же высоте, что и наружный пуансон 102.
В способе изготовления внутренней панели двери в соответствии с настоящим вариантом осуществления прессование стального листа S внутренним пуансоном 101 начинается после завершения прессования стального листа S наружным пуансоном 102.
[0078] На конечной стадии, показанной на Фиг. 9C, достигнуто состояние завершения прессования стального листа S внутренним пуансоном 101, начатого из состояния, показанного на Фиг. 9B.
[0079] В способе изготовления внутренней панели двери в соответствии с вышеописанным вариантом осуществления, после завершения прессования стального листа S наружным пуансоном 102, высота нахождения внутреннего пуансона 101 равна высоте нахождения наружного пуансона 102. Однако в то же время высота нахождения внутреннего пуансона 101 может быть меньше высоты нахождения наружного пуансона 102.
То есть, как показано на Фиг. 10A-Фиг. 10C, прессование стального листа S внутренним пуансоном 101 может начинаться до завершения прессования стального листа S наружным пуансоном 102.
В дополнение, после завершения прессования стального листа S наружным пуансоном 102, высота нахождения внутреннего пуансона 101 может быть меньше высоты наружного пуансона 102. То есть прессование стального листа S внутренним пуансоном 101 может начинаться после завершения прессования стального листа S наружным пуансоном 102.
В любом случае прессование внутренним пуансоном 101 не может завершиться раньше, чем прессование наружным пуансоном 102. Кроме того, стальной лист S должен удерживаться держателем 103 заготовки и матрицей 104 до тех пор, пока формование наружным пуансоном не будет завершено.
Фиг. 9A-Фиг. 9C и Фиг. 10A-Фиг. 10C показывают случаи, когда стальной лист S не имеет каких-либо проемов; однако в случае, когда стальной лист S имеет проем, после завершения прессования наружным пуансоном 102 материал перемещается с верхнего листового участка на вертикальную стенку в средине формования внутренним пуансоном 101 и отбортовывается, и, таким образом, можно дополнительно предотвратить трещины.
[0080] Согласно способу изготовления внутренней панели двери в соответствии с настоящим вариантом осуществления сначала завершают прессование стального листа S наружным пуансоном 102 и затем завершают прессование стального листа S внутренним пуансоном 101. В связи с этим после завершения прессования наружным пуансоном 102 и, следовательно, формования стального листа S вытяжкой, участок стального листа S, прижатый наружным пуансоном 102, удерживается наружным пуансоном 102. В связи с этим можно предотвратить образование складок вблизи ступенчатого участка внутренней панели двери. Далее этот аспект будет описан подробнее.
[0081] Фиг. 11 представляет собой вид в сечении, иллюстрирующий состояние в середине обработки прессованием с использованием обычного пресса 200. Фиг. 11 показывает увеличенный вид части матрицы 220 обычного пресса 200. В прессе 200 пуансон 210 не разделен на внутренний пуансон и наружный пуансон. В связи с этим при перемещении пуансона 210 вниз участок V1 стального листа V не удерживается пуансоном 210 и матрицей 220. То есть участок V1 стального листа V не контактирует с пуансоном 210 и матрицей 220.
В случае обработки холодным прессованием на стадии в середине обработки прессованием, показанной на Фиг. 11, участок V1 стального листа V не удерживается пуансоном 210 и матрицей 220. В связи с этим участок V1 стального листа V может сморщиваться и сминаться.
[0082] С другой стороны, в случае обработки горячим прессованием стальной лист охлаждается из-за контакта между стальным листом и пуансоном, матрицей или т.п. В связи с этим на стадии в середине обработки прессованием, показанной на Фиг. 11, участок V1 стального листа V не охлаждается. Участок V1 стального листа V охлаждается, когда пуансон 210 перемещается дальше вниз из местоположения, показанного на Фиг. 11. Короче говоря, в случае формования внутренней панели двери, обеспеченной ступенчатым участком на вертикальном стеночном участке, с использованием пуансона 210, в котором формы для верхнего листового участка и ступенчатого участка внутренней панели двери образованы за одно целое, участок V1 стального листа V охлаждается позже, чем другие участки.
[0083] При частичной задержке охлаждения стального листа V прочность и вязкость стального листа V могут частично отличаться. В этом случае на отформованной внутренней панели двери могут образовываться трещины, складки и т.п.
Как показано на Фиг. 1A и Фиг. 1B, в случае, когда первый вертикальный стеночный участок 12 и второй вертикальный стеночный участок 22 внутренней панели 1 двери имеют ступенчатые участки 12c и 22c, в частности, могут образовываться трещины, складки и т.п. В случае, когда внутренняя панель двери имеет высокую прочность после формования, более вероятно образование трещин, складок и т.п.
[0084] В способе изготовления внутренней панели двери в соответствии с настоящим вариантом осуществления, как показано на Фиг. 9A-Фиг. 9C, используют пресс 100, имеющий внутренний пуансон 101 и наружный пуансон 102. В связи с этим первый верхний листовой участок 11 (или второй верхний листовой участок 21) и первый ступенчатый участок 12c (или второй ступенчатый участок 22c) внутренней панели 1 двери, показанные на Фиг. 1A и Фиг. 1B, образуют с использованием отдельных пуансонов.
Дополнительно, прессование наружным пуансоном 102 завершают раньше, чем прессование внутренним пуансоном 101. В связи с этим, когда один пуансон формует верхний листовой участок, другой пуансон прижимает ступенчатый участок внутренней панели 1 двери. В связи с этим при формовании верхнего листового участка, область участка стального листа S, которая не удерживается, уменьшается, и можно предотвратить образование складок и т.п. на внутренней панели 1 двери.
[0085] Выше были описаны варианты осуществления настоящего изобретения. Однако вышеописанные варианты осуществления являются лишь примерами реализации настоящего изобретения. В связи с этим настоящее изобретение не ограничивается вышеописанными вариантами осуществления, и вышеописанные варианты осуществления могут быть реализованы после соответствующей модификации в пределах объема сущности настоящего изобретения.
[0086] Например, в вышеприведенном описании описаны внутренние панели для боковой двери автомобиля. Однако внутренняя панель двери в соответствии с настоящим вариантом осуществления не ограничивается панелями для боковой двери. Внутренняя панель двери в соответствии с настоящим вариантом осуществления также может быть использована для дверей, отличных от боковых дверей, например, для задних дверей. В дополнение, внутренняя панель двери в соответствии с настоящим вариантом осуществления не ограничивается панелями для автомобиля. Внутренняя панель двери может быть применена для изделий, которые должны иметь отличные ударные характеристики. Примеры таких изделий включают в себя автомобили, строительную технику, воздушные суда и т.п.
[0087] В вышеописанном варианте осуществления описан случай, когда материал внутренней панели двери представляет собой стальной лист. Однако материал внутренней панели двери не ограничивается стальными листами, и может быть использован металлический лист. Примеры металлического листа включают в себя алюминиевый лист, лист из алюминиевого сплава, многослойный стальной лист, магниевый лист и т.п. В дополнение, в качестве стального листа может быть использована адаптированная заготовка. Адаптированные заготовки грубо классифицируются на адаптированные сварные заготовки (далее также называемые «TWB») и адаптированные катаные заготовки (далее также называемые «TRB»). TWB получают путем соединения множества стальных листов, имеющих разную толщину листа, разную прочность на растяжение и т.п., путем сварки (например, стыковой сварки). С другой стороны, TRB имеет толщину листа, которая меняется за счет изменения расстояния между прокатными валками при изготовлении стального листа. Использование этой адаптированной заготовки обеспечивает повышение прочности только в нужных местах, и, следовательно, также возможно уменьшение толщины листа. В дополнение, внутренние панели двери, для которых используется адаптированная заготовка, также могут применяться в автомобилях. В связи с этим ударные характеристики внутренних панелей двери могут быть улучшены, и, более того, может быть достигнуто облегчение конструкции.
[0088] В вышеописанном варианте осуществления плоский листовой участок 30 имеет форму плоской полосы (линейную форму), однако плоский листовой участок 30 может быть изогнут на виде сверху и может иметь углубленный участок или выступающий участок. В качестве примера Фиг. 12 показывает пример внутренней панели 1' двери, имеющей плоский листовой участок 30', в котором образован углубленный участок. В этом случае можно увеличить вторичный момент поперечного сечения плоского листового участка 30 и повысить прочность внутренней панели 1 двери. В дополнение, углубленный участок и выступающий участок могут быть образованы одновременно.
[0089] В вышеописанном варианте осуществления плоский листовой участок 30 продолжается параллельно поясной линии BL на виде сверху, однако плоский листовой участок 30 может продолжаться не параллельно поясной линии BL. То есть плоский листовой участок 30 может быть расположен под углом относительно поясной линии BL.
В вышеописанном варианте осуществления обеспечен второй вертикальный стеночный участок 22, который отогнут и продолжается от четырех внешних сторон 21a, 21b, 21c и 21d второго верхнего листового участка 21, однако второй вертикальный стеночный участок 22 может быть отогнут и продолжаться от каждой из двух или более смежных сторон из внешних сторон второго верхнего листового участка 21.
В вышеописанном варианте осуществления плоская форма первого верхнего листового участка 11 представляет собой четырехугольник, а плоская форма второго верхнего листового участка 21 представляет собой пятиугольник. Однако плоские формы первого верхнего листового участка 11 и второго верхнего листового участка 21 могут быть соответственно выбраны в зависимости от формы автомобиля.
[0090] В вышеописанном варианте осуществления только в одном месте второго верхнего листового участка 21 обеспечен проем 50, однако количество проемов 50 не ограничивается одним, и на втором верхнем листовом участке 21 может быть обеспечено множество проемов 50. В дополнение, проем 50 также может быть образован на первом верхнем листовом участке 11. Проем 50 может иметь круглую форму, эллиптическую форму, многоугольную форму или т.п. и особо не ограничен. В дополнение, на втором верхнем листовом участке 21 может отсутствовать проем 50. В случае, когда второй верхний листовой участок 21 может быть отформован без проема 50, или когда динамик и т.п. не требуется, проем 50 не является обязательным.
[0091] В вышеописанном варианте осуществления описан случай, когда первый вертикальный стеночный участок 12 и второй вертикальный стеночный участок 22 продолжаются перпендикулярно первому верхнему листовому участку 11 и второму верхнему листовому участку 21, однако вертикальные стеночные участки могут быть не строго перпендикулярны верхним листовым участкам.
В дополнение, в вышеописанном варианте осуществления описан случай, когда поверхности первого ступенчатого участка 12c и второго ступенчатого участка 22c параллельны первому верхнему листовому участку 11 и второму верхнему листовому участку 21, однако поверхности могут быть не строго параллельны верхним листовым участкам.
[0092] В вышеописанном варианте осуществления описан случай, когда четыре смежных внешних вторых вертикальных стеночных участка 22 из вторых вертикальных стеночных участков 22 имеют ступенчатые участки (первый ступенчатый участок 12c и второй ступенчатый участок 22c). То есть, описан случай, когда имеется три набора смежных вторых вертикальных стеночных участка 22, и каждый из трех наборов имеет ступенчатые участки (первый ступенчатый участок 12c и второй ступенчатый участок 22c), но количество наборов не ограничивается тремя.
В вышеописанном варианте осуществления описан случай, когда количество ступеней ступенчатого участка равно одному, однако может быть обеспечено множество ступеней.
[0093] Пример
В качестве заготовки подготовили стальные листы A-F показанные в Таблице 1. Столбец «Прочность на растяжение после нагрева» в Таблице 1 относится к прочности на растяжение в случае стального листа, отформованного прессованием в нагретом состоянии до точки Ac3 или выше и охлажденного в матрице.
[0094]
[Таблица 1]
[0095] Из стальных листов A-F были отформованы прессованием внутренние панели дверей, имеющие форму, показанную на Фиг. 1A и Фиг. 1B, с использованием пресса, показанного на Фиг. 6A и Фиг. 6B.
В дополнение, в качестве сравнительных примеров были отформованы прессованием внутренние панели C и E дверей известного уровня техники, показанные на Фиг. 13, в которых обеспечен усиливающий элемент из того же материала, что и каждая из внутренних панелей дверей.
Для каждой из внутренних панелей дверей, полученных вышеописанным способом, было проведено испытание на ударный изгиб в четырех местах, и была получена весовая эффективность K (Дж/г) поглощения энергии при смещении ударного элемента на 100 мм. Весовая эффективность K получена следующим образом.
[0096] Сначала, как показано на Фиг. 14A, внутреннюю панель двери закрепили болтами в трех местах. Затем произвели удар ударным элементом радиусом R 127 мм, как показано на Фиг. 14B, в результате была получена ударная энергия (Дж) при смещении ударного элемента на 100 мм. Затем в качестве весовой эффективности было рассмотрено значение, полученное делением ударной энергии на вес внутренней панели двери, включающей в себя усиливающий участок или усиливающий элемент.
[0097] Дополнительно в Таблице 2 вычислено отношение весовых эффективностей (%) 100×K1/K2, где весовая эффективность внутренней панели двери, в которой усиливающий элемент образован за одно целое, обозначена K1, а весовая эффективность внутренней панели двери, в который усиливающий элемент прикреплен отдельно, обозначена K2.
[0098] [Таблица 2]
[0099] Таблица 2 показывает, что в соответствии с вариантами осуществления настоящего изобретения, по сравнению со случаями, когда усиливающий элемент отдельно прикреплен к внутренней панели двери, можно увеличить поглощение энергии на единицу веса при обеспечении эффективности изготовления.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0100] В соответствии с настоящим изобретением можно обеспечить легкую внутреннюю панель двери, обладающую отличными ударными характеристиками, и способ ее изготовления, обеспечивающий отличную эффективность изготовления.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0101] 1, 1A, 1B, 1C Внутренняя панель двери
10 Первый участок панели
11 Первый верхний листовой участок
12 Первый вертикальный стеночный участок
12a Первый вертикальный стеночный участок со стороны верхнего листового участка
12b Первый вертикальный стеночный участок со стороны фланцевого участка
12c Первый ступенчатый участок
20 Второй участок панели
21 Второй верхний листовой участок
21a, 21b, 21c 21d Внешние стороны
22 Второй вертикальный стеночный участок
22a Второй вертикальный стеночный участок со стороны верхнего листового участка
22b Второй вертикальный стеночный участок со стороны фланцевого участка
22c Второй ступенчатый участок
30 Плоский листовой участок
31 Стеночный участок
40 Фланцевый участок
50 Проем
60 Усиливающий элемент
A Внешняя панель двери
BL Поясная линия
D Усилитель двери
S Стальной лист (материал заготовки)
100 Пресс
101 Внутренний пуансон
102 Наружный пуансон
103 Держатель заготовки
104 Матрица
S1 Первый плоский листовой участок
S2 Второй плоский листовой участок
S3 Третий плоский листовой участок
S4 Проем
Реферат
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении внутренней панели двери из металлического листа. Первый участок панели имеет первый верхний участок и первый вертикальный стеночный участок, соединенный с первым верхним участком, второй участок панели, имеющий второй верхний участок, расположенный на расстоянии от первого верхнего участка первого участка панели, и второй вертикальный стеночный участок, соединенный со вторым верхним участком, фланцевый участок, соединенный с первым вертикальным стеночным участком и вторым вертикальным стеночным участком, а также плоский листовой участок, расположенный между первым участком панели и вторым участком панели. Причем первый вертикальный стеночный участок и второй вертикальный стеночный участок соответственно имеют ступенчатый участок, и оба конца плоского листового участка выполнены за одно целое с фланцевым участком или ступенчатыми участками. Панель двери изготавливают за несколько этапов обработкой холодным или горячим прессованием. При этом используют внутренний пуансон для формирования первого верхнего участка и наружный пуансон для формирования ступенчатого участка. Повышается качество панели. 2 н. и 15 з.п. ф-лы, 14 ил., 2 табл.
Комментарии