Панелеобразное формованное изделие и способ его изготовления - RU2702671C1
Код документа: RU2702671C1
Чертежи












Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к панелеобразному формованному изделию, образованному из стального листа горячей штамповкой, и к способу его изготовления. В частности, настоящее изобретение относится к панелеобразному формованному изделию, подходящему для использования в качестве внутренней панели двери для автомобиля, и к способу его изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] Дверь автомобиля получают путем пригонки внутренней панели двери, внешней панели двери и т.п. друг к другу. К двери автомобиля должны быть прикреплены окно, приводное устройство окна, звуковой динамик, ручка и т.п. Для установки этих компонентов между внутренней панелью двери и внешней панелью двери должно быть обеспечено пространство. Для обеспечения этого пространства, например, во внутренней панели двери обеспечивают вертикальные стенки. Также при закрытой двери салон автомобиля должен быть закрыт дверью. Для закрытия салона автомобиля во внутренней панели двери обеспечена ступенька. Ступенька из вертикальных стенок обращена к стойке и т.п., и тем самым салон автомобиля может быть плотно закрыт.
[0003] Внутреннюю панель двери, используемую для боковой двери автомобиля или т.п., получают путем обработки прессованием стального листа. Такая внутренняя панель двери, как правило, имеет сложную форму. Соответственно, при изготовлении такой внутренней панели двери необходимо существенно деформировать стальной лист. В этом случае внутренняя панель двери после обработки прессованием может иметь трещины, складки и т.п. Особенно в случае изготовления внутренней панели двери со ступенькой и смежными вертикальными стенками внутренняя панель двери после обработки прессованием может иметь трещины, складки и т.п.
[0004] Для предотвращения этой проблемы обычно в качестве материала (заготовки) для такой внутренней панели двери используется стальной лист с высокой податливостью. Стальной лист с высокой податливостью является очень пластичным, и тем самым даже при деформации стального листа с высокой податливостью, вероятность появления трещин, складок и т.п. является низкой. В качестве другой меры предотвращения проблемы для изготовления внутренней панели двери применяют горячую штамповку. При горячей штамповке материал нагревают и подвергают прессованию. Податливость материала повышается за счет тепла, и вероятность появления трещин, складок и т.п. на внутренней панели двери после обработки прессованием является низкой.
[0005] Способы изготовления панелеобразного формованного изделия, в том числе внутренней панели двери, раскрыты в документе № WO 2014/084151 (Патентная литература 1) и публикации заявки на патент Японии № 2010-149184 (Патентная литература 2).
[0006] Способ изготовления панелеобразного формованного изделия, раскрытый в Патентной литературе 1, включает в себя этап формования вертикальных стенок и этап формования фланца. На этапе формования вертикальных стенок заготовку подвергают прессованию с использованием пуансона и матрицы, и полностью формуют вертикальные стенки. На этапе формования фланца после этапа формования вертикальных стенок, в то время как вертикальные стенки захвачены между пуансоном и матрицей, верхнюю панель зажимают между подушкой и пуансоном и тем самым формуют фланец. В патентной литературе 1 изложено следующее. На этапе формования вертикальных стенок концы заготовки не закреплены, и в связи с этим упругое последействие вертикальных стенок маловероятно. На этапе формования фланца верхняя панель и вертикальные стенки закреплены матрицей, и в связи с этим фланец может быть отформован с высокой точностью.
[0007] В способе изготовления панелеобразного формованного изделия, раскрытом в Патентной литературе 2, вертикальные стенки формуют горячей штамповкой, в то время как участок заготовки, из которого должна быть отформована верхняя панель, зажат между подушкой и пуансоном. При применении обработки прессованием в отношении заготовки концы заготовки не входят в контакт с матрицей, и в связи с этим концы заготовки не закаляются. В патентной литературе 2 указано, что этот способ снижает вероятность появления трещин в концевых участках прессованного изделия.
Список противопоставленных документов
Патентная литература
[0008] Патентная литература 1: WO 2014/084151
Патентная литература 2: публикация заявки на патент Японии № 2010-149184
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Технические задачи
[0009] При изготовлении изделия, имеющего сложную форму, либо способом, раскрытым в Патентной литературе 1, либо способом, раскрытым в Патентной литературе 2, изделие может иметь трещины, складки и т.п. Изделие сложной формы означает, например, панелеобразное формованное изделие, имеющее ступеньку и смежные вертикальные стенки.
[0010] Задача настоящего изобретения заключается в обеспечении высокопрочного панелеобразного формованного изделия с меньшим количеством трещин, складок и других дефектов даже в случае сложной формы, и способа его изготовления.
Решения задач
[0011] Способ изготовления панелеобразного формованного изделия в соответствии с вариантом выполнения настоящего изобретения используется для получения панелеобразного формованного изделия, включающего в себя верхнюю панель и вертикальные стенки. Верхняя панель является многоугольной. Вертикальные стенки продолжаются от двух или более сторон верхней панели, и вертикальные стенки включают в себя по меньшей мере две смежные вертикальные стенки, продолжающиеся от по меньшей мере двух смежных сторон верхней панели. Две или более смежных стенок из вертикальных стенок разделены ступенькой, проходящей через них, на первый участок вертикальной стенки, соединяющий внутренний край ступеньки и верхнюю панель, и второй участок вертикальной стенки, соединяющийся с внешним краем ступеньки.
[0012] Способ изготовления в соответствии с вариантом выполнения включает в себя этап подготовки, этап промежуточного прессования, этап нагревания и этап горячей штамповки. На этапе подготовки подготавливают стальной лист в качестве заготовки. На этапе промежуточного прессования в отношении заготовки применяют обработку холодным или горячим прессованием для получения промежуточного формованного изделия, в котором отформована верхняя панель, и отформован первый участок вертикальной стенки вертикальных стенок на высоту ступеньки. На этапе нагревания нагревают промежуточное формованное изделие. На этапе горячей штамповки в отношении нагретого промежуточного формованного изделия применяют горячую штамповку с использованием машины для горячей штамповки для получения панелеобразного формованного изделия.
[0013] Машина для горячей штамповки включает в себя первую матрицу, вторую матрицу, пуансон и держатель заготовки. Первая матрица имеет рельефный участок, соответствующий форме верхней панели и форме участка от верхней панели до внешнего края ступеньки. Вторая матрица расположена снаружи первой матрицы. Пуансон обращен к первой матрице и имеет рельефный участок, соответствующий форме верхней панели и форме участка от верхней панели до внешнего края ступеньки. Держатель заготовки обращен ко второй матрице. Этап горячей штамповки включает в себя первый этап и второй этап. На первом этапе промежуточное формованное изделие размещают на пуансоне, и промежуточное формованное изделие зажимают между первой матрицей и пуансоном и зажимают между второй матрицей и держателем заготовки. На втором этапе вторую матрицу и держатель заготовки перемещают относительно первой матрицы и пуансона, в то время как промежуточное формованное изделие удерживается зажатым между первой матрицей и пуансоном. Таким образом, полностью получают панелеобразное формованное изделие. На первом этапе держатель заготовки не входит к контакт с промежуточным формованным изделием до тех пор, пока первая и вторая матрицы не войдут в контакт с промежуточным формованным изделием.
[0014] Панелеобразное формованное изделие в соответствии с вариантом выполнения настоящего изобретения образовано из стального листа и имеет прочность на растяжение 1200 MПа или более. Панелеобразное формованное изделие включает в себя многоугольную верхнюю панель и две или более вертикальных стенок, продолжающихся от двух или более сторон верхней панели, причем вертикальные стенки включают в себя по меньшей мере две смежные вертикальные стенки, продолжающиеся от по меньшей мере двух смежных сторон верхней панели. Две или более смежных стенок из вертикальных стенок разделены ступенькой, проходящей через них.
Полезные эффекты изобретения
[0015] Панелеобразное формованное изделие в соответствии с вариантом выполнения имеет меньше трещин, складок и других дефектов и имеет высокую прочность даже в случае сложной формы. Это панелеобразное формованное изделие может быть получено способом изготовления панелеобразного формованного изделия в соответствии с вариантом выполнения настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
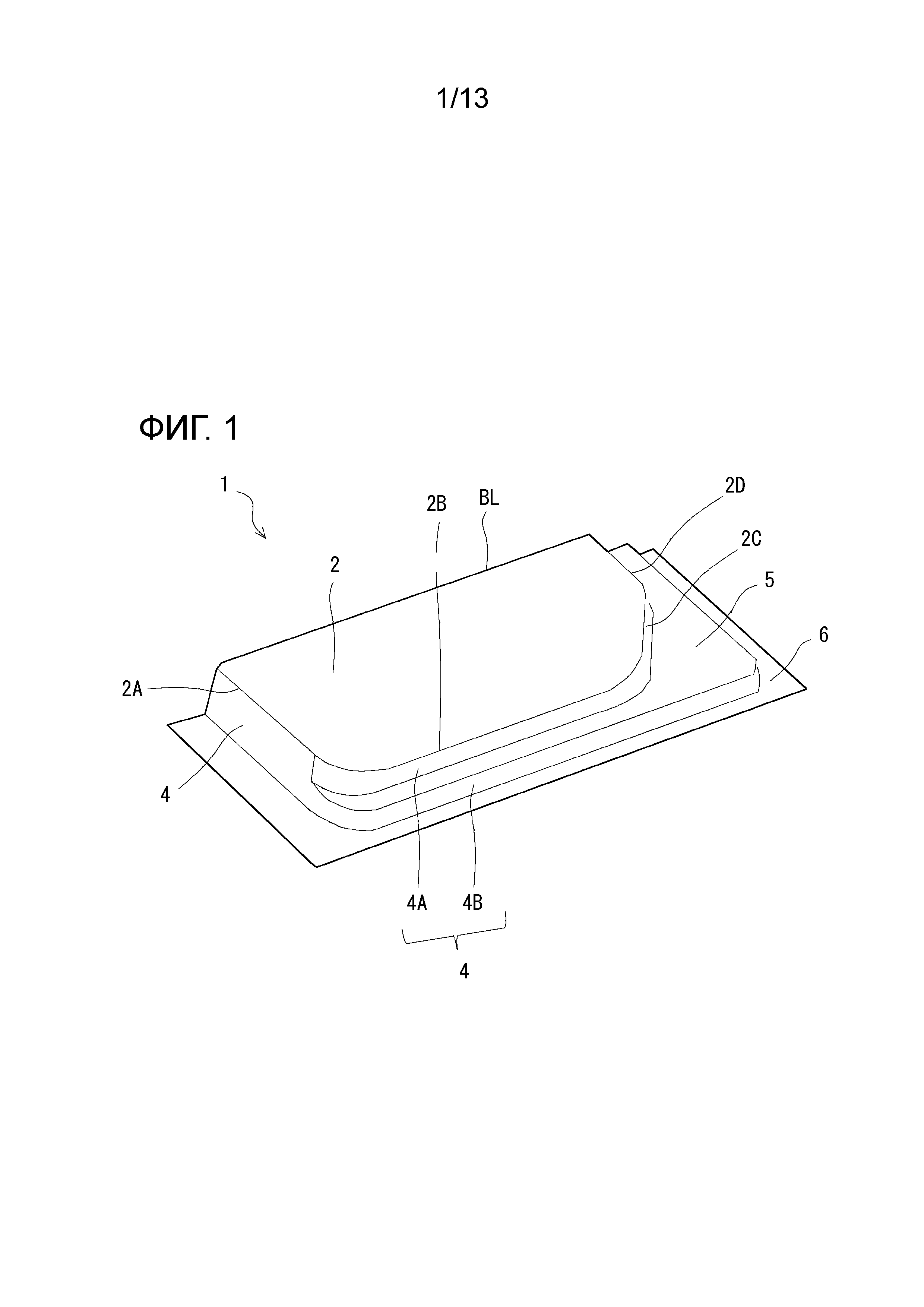
[0016] Фиг. 1 представляет собой вид в перспективе внутренней панели двери, полученной способом изготовления в соответствии с первым вариантом выполнения.
Фиг. 2A представляет собой вид в перспективе, показывающий состояние после этапа промежуточного прессования.
Фиг. 2B представляет собой вид в перспективе, показывающий состояние во время этапа горячей штамповки.
Фиг. 2C представляет собой вид в перспективе, показывающий состояние после этапа горячей штамповки.
Фиг. 3 представляет собой вид в разрезе, схематически показывающий машину, используемую для реализации этапа промежуточного прессования в первом варианте выполнения.
Фиг. 4A представляет собой вид в разрезе, показывающий стадию, на которой промежуточное формованное изделие в первом варианте выполнения установлено в машине для горячей штамповки.
Фиг. 4B представляет собой вид в разрезе, показывающий стадию, на которой завершено перемещение матрицы вниз (матрица достигла нижней мертвой точки).
Фиг. 5 представляет собой вид в разрезе, схематически показывающий машину, используемую для реализации этапа нагревания в первом варианте выполнения.
Фиг. 6 представляет собой вид в разрезе, схематически показывающий машину для горячей штамповки для реализации этапа горячей штамповки.
Фиг. 7A представляет собой вид в разрезе, показывающий стадию, на которой промежуточное формованное изделие в первом варианте выполнения установлено в машине для горячей штамповки.
Фиг. 7B представляет собой вид в разрезе, показывающий стадию, на которой промежуточное формованное изделие зажато между первой матрицей и пуансоном.
Фиг. 7C представляет собой вид в разрезе, показывающий стадию, на которой завершено перемещение второй матрицы вниз (вторая матрица достигла нижней мертвой точки).
Фиг. 8 представляет собой вид в разрезе, показывающий обработку прессованием с использованием традиционной машины для горячей штамповки.
Фиг. 9 представляет собой схематический вид в перспективе внутренней панели двери, полученной способом изготовления в соответствии со вторым вариантом выполнения.
Фиг. 10A представляет собой вид в перспективе, показывающий состояние после этапа промежуточного прессования.
Фиг. 10B представляет собой вид в перспективе, показывающий состояние во время этапа горячей штамповки.
Фиг. 10C представляет собой вид в перспективе, показывающий состояние после этапа горячей штамповки.
Фиг. 11A представляет собой вид в разрезе, показывающий стадию, на которой промежуточное формованное изделие, полученное во втором варианте выполнения, установлено в машине для горячей штамповки.
Фиг. 11B представляет собой вид в разрезе, показывающий стадию, на которой промежуточное формованное изделие зажато между первой матрицей и пуансоном.
Фиг. 11C представляет собой вид в разрезе, показывающий стадию, на которой завершено перемещение второй матрицы вниз (вторая матрица достигла нижней мертвой точки).
Фиг. 12 представляет собой вид в разрезе, показывающий обработку прессованием с использованием традиционной машины для горячей штамповки.
Фиг. 13A представляет собой вид в разрезе, показывающий стадию, на которой промежуточное формованное изделие, полученное в третьем варианте выполнения, установлено в машине для горячей штамповки.
Фиг. 13B представляет собой вид в разрезе, показывающий стадию, на которой промежуточное формованное изделие зажато между первой матрицей и пуансоном.
Фиг. 13C представляет собой вид в разрезе, показывающий стадию, на которой завершено перемещение второй матрицы вниз (вторая матрица достигла нижней мертвой точки).
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0017] Способ изготовления панелеобразного изделия в соответствии с вариантом выполнения настоящего изобретения применяют для получения панелеобразного формованного изделия, включающего в себя верхнюю панель и множество вертикальных стенок. Верхняя панель является многоугольной. Вертикальные стенки продолжаются от двух или более сторон верхней панели, и вертикальные стенки включают в себя по меньшей мере две смежные вертикальные стенки, продолжающиеся от по меньшей мере двух смежных сторон верхней панели. По меньшей мере две или более смежных вертикальных стенок разделены ступенькой, проходящей через них, на первый участок вертикальной стенки, соединяющий внутренний край ступеньки и верхнюю панель, и второй участок вертикальной стенки, соединяющийся с внешним краем ступеньки.
[0018] Способ изготовления в соответствии с вариантом выполнения включает в себя этап подготовки, этап промежуточного прессования, этап нагревания и этап горячей штамповки. На этапе подготовки подготавливают стальной лист в качестве заготовки. На этапе промежуточного прессования в отношении заготовки применяют обработку холодным или горячим прессованием. Тем самым получают промежуточное изделие, в котором отформована верхняя панель, и отформован первый участок вертикальной стенки вертикальных стенок на высоту ступеньки. На этапе нагревания нагревают промежуточное формованное изделие. На этапе горячей штамповки в отношении нагретого промежуточного формованного изделия применяют обработку прессованием с использованием машины для горячей штамповки. Тем самым получают панелеобразное формованное изделие.
[0019] В этом описании термин «горячая штамповка» означает обработку следующим образом. Нагретый материал (заготовку или промежуточное формованное изделие) формуют путем обработки прессованием. Во время формования материала материал быстро охлаждается при контакте с охлажденным пуансоном, охлажденной матрицей и т.п. и тем самым закаляется. Это превращает металлическую структуру в мартенсит и обеспечивает высокую прочность формованного изделия. Таким образом, горячая штамповка отличается от традиционного горячего формования.
[0020] Машина для горячей штамповки включает в себя первую матрицу, вторую матрицу, пуансон и держатель заготовки. Первая матрица имеет рельефный участок, соответствующий форме верхней панели и форме участка от верхней панели до внешнего края ступеньки. Вторая матрица расположена снаружи первой матрицы. Пуансон обращен к первой матрице и имеет рельефный участок, соответствующий форме верхней панели и форме участка от верхней панели до внешнего края ступеньки. Держатель заготовки обращен ко второй матрице. Этап горячей штамповки включает в себя первый этап и второй этап. На первом этапе промежуточное формованное изделие размещают на пуансоне, и промежуточное формованное изделие зажимают между первой матрицей и пуансоном и зажимают между второй матрицей и держателем заготовки. На втором этапе вторую матрицу и держатель заготовки перемещают относительно первой матрицы и пуансона, в то время как промежуточное формованное изделие удерживается зажатым между первой матрицей и пуансоном. Тем самым получают панелеобразное формованное изделие. На первом этапе держатель заготовки не входит к контакт с промежуточным формованным изделием до тех пор, пока первая и вторая матрицы не войдут в контакт с промежуточным формованным изделием.
[0021] Способ изготовления панелеобразного формованного изделия в соответствии с вариантом выполнения позволяет получать панелеобразное формованное изделие сложной формы, при этом снижая вероятность появления трещин, складок и других дефектов. Сложная форма представляет собой, например, форму панелеобразного формованного изделия, в котором смежные вертикальные стенки разделены ступенькой.
[0022] На первом этапе предпочтительно торцевая поверхность держателя заготовки первоначально находится на высоте ниже поверхности ступеньки пуансона, соответствующей ступеньке. Это гарантирует отсутствие контакта между держателем заготовки и промежуточным формованным изделием на ранней стадии этапа горячей штамповки.
[0023] Вышеописанный способ изготовления может быть модифицирован описанным ниже способом (1) или (2).
[0024] (1) Панелеобразное формованное изделие имеет выемку в верхней панели. На этапе промежуточного прессования на верхней панели промежуточного формованного изделия формуют выступающий участок в месте, соответствующем местоположению выемки верхней панели панелеобразного формованного изделия. Первая матрица машины для горячей штамповки имеет отверстие в месте, соответствующем выступающему участку промежуточного формованного изделия. Вторая матрица машины для горячей штамповки имеет выступ в месте, соответствующем отверстию первой матрицы. На втором этапе этапа горячей штамповки выступающий участок промежуточного формованного изделия подвергают прессованию выступом и тем самым формуют выемку панелеобразного формованного изделия.
[0025] (2) Панелеобразное формованное изделие имеет выступ на верхней панели. На этапе промежуточного прессования в верхней панели промежуточного формованного изделия формуют углубленный участок в месте, соответствующем местоположению выступа верхней панели панелеобразного формованного изделия. Пуансон машины для горячей штамповки имеет отверстие в месте, соответствующем углубленному участку промежуточного формованного изделия, и выступ в месте, соответствующем отверстию. На втором этапе этапа горячей штамповки углубленный участок промежуточного формованного изделие подвергают прессованию выступом и тем самым формуют выступ панелеобразного формованного изделия.
[0026] Таким образом, даже при изготовлении панелеобразного формованного изделия, которое имеет выемку в верхней панели или выступ на верхней панели, можно снизить вероятность появления трещин, складок и т.п.
[0027] Панелеобразное формованное изделие после этапа горячей штамповки предпочтительно имеет прочность на растяжение 1200 MПа или более. В этом случае панелеобразное формованное изделие подходит для использования в качестве внутренней панели двери для автомобиля. Также заготовка может представлять собой листовую заготовку с неоднородной толщиной (так называемая Tailored Blank). Это позволяет улучшить ударную характеристику внутренней панели двери и уменьшить вес внутренней панели двери.
[0028] Панелеобразное формованное изделие, изготовленное вышеописанным способом изготовления, образовано из стального листа и имеет прочность на растяжение 1200 MПа или более. Панелеобразное формованное изделие включает в себя многоугольную верхнюю панель и две или более вертикальных стенок, продолжающихся от двух или более сторон верхней панели, причем вертикальные стенки включают в себя по меньшей мере две смежные вертикальные стенки, продолжающиеся от по меньшей мере двух смежных сторон верхней панели. Две или более смежных стенок из вертикальных стенок разделены ступенькой, проходящей через них.
[0029] Панелеобразное формованное изделие может быть использовано в качестве внутренней панели двери для автомобиля. В этом случае ни одна из вертикальных стенок не продолжается от верхней стороны верхней панели, образующей верхнюю сторону кузова автомобиля.
[0030] Внутренняя панель двери предпочтительно имеет выемку в верхней панели. В этом случае выемка служит в качестве усилителя двери при ударе. Выемка может быть заменена выступом.
[0031] Во внутренней панели двери выемка или выступ предпочтительно расположены в верхнем участке верхней панели, включающем в себя верхнюю сторону верхней панели, образующую верхнюю сторону кузова автомобиля, так что выемка или выступ продолжаются вдоль верхней стороны верхней панели. В этом случае выемка или выступ, продолжающиеся вдоль верхней стороны, служат в качестве усилителя поясной линии.
[0032] Далее будет описан вариант выполнения настоящего изобретения со ссылкой на чертежи. На чертежах одинаковые или соответствующие части обозначены одинаковыми ссылочными позициями, и одинаковые описания этих частей не повторяются. В приведенных ниже вариантах выполнения внутренние панели дверей для автомобилей будут описаны в качестве примеров панелеобразных формованных изделий.
[0033] Первый вариант выполнения
Формованное изделие
Фиг. 1 представляет собой вид в перспективе внутренней панели двери, изготовленной способом изготовления в соответствии с первым вариантом выполнения. Со ссылкой на Фиг. 1 внутренняя панель 1 двери включает в себя верхнюю панель 2, вертикальные стенки 4 и ступеньку 5. Верхняя панель 2 является многоугольной. Верхняя панель 2 может быть, например, четырехугольной или пятиугольной. В этом описании термин «многоугольный» означает многоугольную форму, включающую корпус, имеющий скругленные (например, дугообразные) углы (вершины). Фиг. 1 показывает пример с пятиугольной верхней панелью 2. Во внутренней панели 1 двери одна сторона верхней панели 2 образует поясную линию BL.
[0034] Вертикальные стенки 4 продолжаются от по меньшей мере двух сторон верхней панели 2. В примере, показанном на Фиг. 1, вертикальные стенки 4 продолжаются от четырех сторон 2A, 2B, 2C и 2D пятиугольной верхней панели 2. Однако количество сторон, от которых продолжаются вертикальные стенки 4, не ограничивается четырьмя. Необходимого только, чтобы вертикальные стенки 4 включали в себя вертикальные стенки, продолжающиеся от двух или более смежных сторон верхней панели 2. При наличии вертикальных стенок 4, продолжающихся от двух или более смежных сторон верхней панели 2, эти вертикальные стенки 4, продолжающиеся от смежных сторон, смежны друг с другом. В примере, показанном на Фиг. 1, вертикальные стенки 4 продолжаются перпендикулярно верхней панели 2. Однако вертикальные стенки 4 не обязательно должны быть точно перпендикулярны верхней панели 2.
[0035] Ступенька 5 проходит через несколько смежных вертикальных стенок 4 и делит эти вертикальные стенки 4 на верхний участок 4A вертикальной стенки (который далее также будет называться «первым участком вертикальной стенки») вблизи верхней панели 2 и нижний участок 4B вертикальной стенки (который далее также будет называться «вторым участком вертикальной стенки»). Первый участок 4A вертикальной стенки соединяет внутренний край ступеньки 5 и верхнюю панель 2. Второй участок 4B вертикальной стенки соединяется с внешним краем ступеньки 5. Ступенька 5 продолжается наружу от первого участка 4A вертикальной стенки. Внешний край ступеньки 5 соединяется со вторым участком 4B вертикальной стенки. В примере, показанном на Фиг. 1, поверхность ступеньки 5 параллельна верхней панели 2. Однако поверхность ступеньки 5 не обязательно должна быть точно параллельна верхней панели 2. Нижний конец второго участка 4B вертикальной стенки соединяется с фланцем 6. В примере, показанном на Фиг. 1, ступенька 5 образована так, что она проходит через три смежных вертикальных стенки 4. Количество вертикальных стенок, 4 через которые проходит ступенька 5, не ограничивается тремя. Необходимого только, чтобы ступенька 5 проходила через две или более смежные вертикальные стенки 4. Другими словами, ступенька 5 проходит через по меньшей мере две смежных стенки из вертикальных стенок 4. В примере, показанном на Фиг. 1, через смежные вертикальные стенки 4 проходит только одна ступенька 5. Однако количество ступенек 5 не ограничивается одной. Через смежные вертикальные стенки 4 могут проходить две или более ступенек 5.
[0036] Обычно внутренняя панель 1 двери имеет следующие размеры.
Общая длина (включая фланец 6): 800-1300 мм
Общая ширина (включая фланец 6): 600-800 мм
Общая длина верхней панели: 700-1200 мм
Общая ширина верхней панели: 500-700 мм
Высота первого участка вертикальной стенки: 30-100 мм
Высота второго участка вертикальной стенки: 30-100 мм
Минимальная ширина ступеньки: 20-40 мм
Толщина листа: 0,5-1,8 мм
[0037] Когда панелеобразное формованное изделие имеет множество вертикальных стенок, продолжающихся от сторон верхней панели, и когда ступенька проходит через по меньшей мере две смежных стенки из вертикальных стенок, сложно выполнять формование панелеобразного формованного изделия. В связи с этим во время обработки прессованием для получения панелеобразного формованного изделия могут появляться трещины, складки и другие дефекты. Традиционно при применении обработки прессованием для получения формованного изделия сложной формы в качестве заготовки используют стальной лист высокой пластичности и низкой прочности, и заготовку подвергают прессованию. Соответственно, ударная характеристика формованного изделия является низкой. Способ изготовления панелеобразного формованного изделия в соответствии с вариантом выполнения позволяет получать панелеобразное формованное изделие сложной формы, при этом снижая вероятность появления трещин, складок и других дефектов. Способ в соответствии с настоящим вариантом выполнения также позволяет получать высокопрочное формованное изделие с прочностью на растяжение 1200 MПа или более.
[0038] При применении такого высокопрочного панелеобразного формованного изделия в автомобиле в качестве внутренней панели двери ударная характеристика двери улучшается. В частности, предпочтительно, чтобы панелеобразное формованное изделие имело твердость не менее 380 HV (твердость по Виккерсу). Твердость 380 HV эквивалентна прочности на растяжение 1200 MПа. В связи с этим внутренняя панель двери, имеющая твердость 380 HV, имеет высокую ударную характеристику. Твердость по Виккерсу (HV) измеряется в соответствии с документом JIS Z 2244 (2009).
[0039] Обычно панелеобразное формованное изделие содержит, в масс.%, C: 0,11-0,50%, Si: 0,15-0,25%, и Mn: 0,08-1,50%, и остаток включает Fe и примеси. Панелеобразное формованное изделие может содержать либо B: 0,0020-0,0030%, либо Cr: 0,15-0,25%, либо может содержать то и другое, в качестве произвольных элементов. Вышеописанное панелеобразное формованное изделие закалено горячей штамповкой и имеет металлическую структуру мартенсита. Однако также может быть использован любой стальной лист, имеющий состав, отличный от вышеописанного состава, при условии, что после горячей штамповки из стального листа может быть получена структура мартенсита.
[0040] Способ изготовления
Способ изготовления в соответствии с первым вариантом выполнения включает в себя этап подготовки, этап промежуточного прессования, этап нагревания и этап горячей штамповки. После получения промежуточного формованного изделия на этапе промежуточного прессования промежуточное формованное изделие подвергают горячей штамповке и тем самым придают форму внутренней панели двери.
[0041] Фиг. 2A-2C показывают процесс изготовления внутренней панели двери, получаемой способом в соответствии с первым вариантом выполнения. Фиг. 2A показывает состояние после этапа промежуточного прессования. Фиг. 2B показывает состояние во время этапа горячей штамповки. Фиг. 2C показывает состояние после этапа горячей штамповки. Эти этапы будут описаны ниже со ссылкой на Фиг. 2A-2C.
[0042] Этап подготовки
На этапе подготовки подготавливают лист заготовки, например, стальной лист, имеющий вышеописанный состав. Качество стального листа, используемого в качестве заготовки, не имеет значения при условии, что стальной лист может быть превращен в мартенсит путем закалки горячей штамповкой. Например, для получения внутренней панели двери, как в настоящем варианте выполнения, стальной лист предпочтительно содержит углерод (C) не менее 0,11 масс.%. В общем, когда стальной лист содержит углерод не менее 0,11%, внутренняя панель двери после горячей штамповки может иметь высокую прочность. В этом описании термин «стальной лист» включает в себя стальной лист с поверхностной обработкой (например, оцинкованный стальной лист).
[0043] Этап промежуточного прессования
На этапе промежуточного прессования в отношении заготовки применяют обработку холодным или горячим прессованием и тем самым получают промежуточное формованное изделие. На этом этапе заготовка может быть подвергнута вытяжке в холодном состоянии с использованием стандартной машины для прессования, или заготовка может быть нагрета и отформована горячей штамповкой.
[0044] Как показано на Фиг. 2A, на этапе промежуточного прессования получают промежуточное формованное изделие 1A, включающее в себя верхнюю панель 2, первый участок 4A вертикальной стенки и фланец 6A. Фланец 6A включает в себя участок, из которого должна быть отформована ступенька 5 внутренней панели 1 двери, и фланец 6A продолжается наружу в общем в одной плоскости. На последующих этапах из фланца 6A формуют ступеньку 5, второй участок 4B вертикальной стенки и фланец 6 (смотри Фиг. 2C). Таким образом, на этапе промежуточного прессования вертикальные стенки 4 отформованы на высоту ступеньки 5 (смотри Фиг. 2C).
[0045] Фиг. 3 представляет собой вид в разрезе, схематически показывающий машину, используемую на этапе промежуточного прессования в первом варианте выполнения. Со ссылкой на Фиг. 3 машина 40 для прессования включает в себя пуансон 41, матрицу 42 и держатель 43 заготовки. В настоящем варианте выполнения пуансон 41 и держатель 43 заготовки расположены ниже, а матрица 42 расположена выше. Держатель 43 заготовки расположен снаружи и смежно с пуансоном 41. Матрица 42 обращена к пуансону 41 и держателю 43 заготовки, и матрица 42 сопряжена с пуансоном 41 и держателем 43 заготовки.
[0046] Пуансон 41 имеет торцевую поверхность 41A и боковые поверхности 41B. Пуансон 41 закреплен на основании машины. Торцевая поверхность 41A имеет рельефный участок, соответствующий форме верхней панели 2 внутренней панели 1 двери. Боковые поверхности 41B имеют рельефные участки, соответствующие форме первого участка 4A вертикальной стенки. Высота от нижней части боковых поверхностей 41B до торцевой поверхности 41A равна высоте от ступеньки до 5 верхней панели 2 внутренней панели 1 двери.
[0047] Держатель 43 заготовки имеет торцевую поверхность 43A. Торцевая поверхность 43A имеет рельефный участок, соответствующий форме ступеньки 5. Торцевая поверхность 43A продолжается наружу за пределы области ступеньки 5. Держатель 43 заготовки установлен на основании машины через упругий элемент 44. Упругий элемент 44 представляет собой, например, пружину, гидравлический цилиндр или пневматический цилиндр. Торцевая поверхность 43A держателя 43 заготовки первоначально находится почти на той же высоте, что и торцевая поверхность 41A пуансона 41.
[0048] Матрица 42 имеет нижнюю поверхность 42A матрицы и торцевую поверхность 42B. Матрица 42 прикреплена к толкателю машины. Нижняя поверхность 42A матрицы обращена к торцевой поверхности 41A пуансона 41. Нижняя поверхность 42A матрицы имеет рельефный участок, соответствующий форме верхней панели внутренней панели двери. Торцевая поверхность 42B матрицы 42 обращена к торцевой поверхности 43A держателя 43 заготовки. Торцевая поверхность 42B матрицы 42 имеет рельефный участок, соответствующий форме ступеньки 5 внутренней панели 1 двери. Торцевая поверхность 42B продолжается наружу в общем за пределы области ступеньки 5 внутренней панели 1 двери. Высота (глубина) от торцевой поверхности 42B до нижней поверхности 42A матрицы равна высоте от ступеньки 5 до верхней панели 2 внутренней панели 1 двери.
[0049] В вышеописанной машине 40 для прессования, используемой на этапе промежуточного прессования в настоящем варианте выполнения, пуансон 41 и держатель 43 заготовки расположены ниже, а матрица 42 расположена выше. Однако местоположения этих компонентов не ограничиваются показанными на Фиг. 3. Местоположения пуансона 41 и держателя 43 заготовки и местоположение матрицы 42 могут быть изменены на противоположные в направлениях вверх и вниз.
[0050] Фиг. 4A и 4B показывают виды в разрезе, схематически иллюстрирующие этап промежуточного прессования в первом варианте выполнения. Фиг. 4A показывает стадию, на которой заготовка установлена в машине для прессования. Фиг. 4B показывает стадию, на которой завершено перемещение матрицы вниз (матрица достигла нижней мертвой точки).
[0051] Как показано на Фиг. 4A, заготовку 45 устанавливают в машине 45 для прессования. В частности, заготовку 45 размещают на пуансоне 41. После этого при перемещении толкателя машины вниз матрица 42 перемещается вниз. Таким образом, матрица 42 входит в контакт с заготовкой 45. Тем самым заготовка 45 зажимается между торцевой поверхностью 42B матрицы 42 и торцевой поверхностью 43A держателя 43 заготовки, и начинается формование с использованием матрицы 42 и пуансона 41. Как показано на Фиг. 4B, матрица 42 перемещается вниз до нижней мертвой точки. Тем самым получают промежуточное формованное изделие 1A. Таким образом, с помощью нижней поверхности 42A матрицы 42 и торцевой поверхности 41A пуансона 41 формуют верхнюю панель 2 внутренней панели 1 двери, показанной на Фиг. 1. С помощью торцевой поверхности 42B матрицы 42 и торцевой поверхности 43A держателя 43 заготовки формуют фланец 6A, включающий в себя участок, из которого будет отформована ступенька 5 внутренней панели 1 двери, показанной на Фиг. 1.
[0052] Хотя заготовка 45 зажимается между матрицей 42 и держателем 43 заготовки, между торцевой поверхностью 42B матрицы 42 и торцевой поверхностью 43A держателя 43 заготовки предпочтительно поддерживается зазор, равный толщине листа заготовки 45 плюс около 0,1 мм (например, 0,05-0,3 мм). Это может быть реализовано, например, в следующей конструкции. К краю торцевой поверхности 43A держателя 43 заготовки прикреплен разделитель (не показан). Разделитель имеет толщину, равную толщине листа заготовки 45 плюс около 0,1 мм (например, 0,05-0,3 мм), и разделитель контактирует с краем торцевой поверхности 42B матрицы 42. В этой конструкции заготовка 45 свободно зажимается между матрицей 42 и держателем 43 заготовки.
[0053] Этап нагревания
На этапе нагревания промежуточное формованное изделие 1A нагревают нагревательным устройством. Например, как показано на Фиг. 5, промежуточное формованное изделие 1A помещают в нагревательную печь 46 периодического действия и нагревают. Предпочтительно, чтобы промежуточное формованное изделие 1A нагревалось до температуры не ниже точки A1 превращения материала. Например, температура нагревания предпочтительно составляет 700˚C или более. В частности, температура нагревания составляет 900°C. На последующем этапе горячей штамповки промежуточное формованное изделие 1A подвергают закалке во время прессования. В связи с этим за счет нагревания материала до температуры не ниже точки A1 превращения на этапе нагревания структура металла после охлаждения будет представлять собой мартенсит. Таким образом, формованная внутренняя панель двери будет иметь высокую прочность. Более предпочтительно, чтобы материал нагревался до температуры не ниже точки A3 превращения. Температура нагревания задается в соответствии с материалом, степенью сложности формования и т.п.
[0054] Этап горячей штамповки
Фиг. 6 представляет собой вид в разрезе, схематически показывающий машину, используемую на этапе горячей штамповки в первом варианте выполнения. Со ссылкой на Фиг. 6 машина 10 для горячей штамповки включает в себя пуансон 11, первую матрицу 12, вторую матрицу 13 и держатель 14 заготовки. В настоящем варианте выполнения пуансон 11 и держатель 14 заготовки расположены ниже, а первая матрица 12 и вторая матрица 13 расположены выше. Держатель 14 заготовки расположен снаружи и смежно с пуансоном 11. Вторая матрица 13 расположена снаружи и смежно с первой матрицей 12. Первая матрица 12 обращена к пуансону 11, и первая матрица 12 сопряжена с пуансоном 11. Вторая матрица 13 обращена к держателю 13 заготовки, и вторая матрица 13 сопряжена с держателем 14 заготовки.
[0055] Пуансон 11 включает в себя торцевую поверхность 11A и поверхность 11B ступеньки. Пуансон 11 закреплен на основании машины. Торцевая поверхность 11A имеет рельефный участок, соответствующий форме верхней панели 2. Поверхность 11B ступеньки имеет рельефный участок, соответствующий форме ступеньки 5 внутренней панели 1 двери. Высота от поверхности 11B ступеньки до торцевой поверхности 11A равна высоте от ступеньки 5 до верхней панели 2 внутренней панели 1 двери.
[0056] Держатель 14 заготовки включает в себя торцевую поверхность 14A. Торцевая поверхность 14A держателя 14 заготовки обращена к опорной поверхности 13A второй матрицы 13. Держатель 14 заготовки установлен на основании машины через упругий элемент 17. Упругий элемент 17 представляет собой, например, пружину, гидравлический цилиндр или пневматический цилиндр. Торцевая поверхность 14A держателя 14 заготовки первоначально находится на высоте немного ниже высоты поверхности 11B ступеньки. Перепад высот составляет около 1-5 мм. Если перепад высот меньше 1 мм, зазор между держателем 14 заготовки и промежуточным формованным изделием на ранней стадии формования горячей штамповкой будет слишком мал. Таким образом, температура промежуточного формованного изделия опустится до того, как вторая матрица 13 войдет в контакт с промежуточным формованным изделием, и могут появляться трещины. Если перепад высот превышает 5 мм, зазор между держателем 14 заготовки и промежуточным формованным изделием на ранней стадии формования горячей штамповкой будет слишком большим. Таким образом, период с момента входа второй матрицы 13 в контакт с промежуточным формованным изделием до момента зажатия промежуточного изделия между второй матрицей 13 и держателем 14 заготовки будет слишком долгим, и могут появляться складки.
[0057] Первая матрица 12 включает в себя нижнюю поверхность 12A матрицы и торцевую поверхность 12B. Нижняя поверхность 12A матрицы обращена к торцевой поверхности 11A пуансона 11. Нижняя поверхность 12A матрицы имеет рельефный участок, соответствующий форме верхней панели 2 внутренней панели 1 двери. Торцевая поверхность 12B первой матрицы 12 обращена к поверхности 11B ступеньки пуансона 11. Торцевая поверхность 12B имеет рельефный участок, соответствующий форме ступеньки 5 внутренней панели 1 двери. Высота (глубина) от торцевой поверхности 12B до нижней поверхности 12A матрицы равна высоте от ступеньки 5 до верхней панели 2 внутренней панели 1 двери. Первая матрица 12 установлена на толкателе машины через упругий элемент 15. Упругий элемент представляет собой, например, пружину, гидравлический цилиндр или пневматический цилиндр.
[0058] Вторая матрица 13 включает в себя опорную поверхность 13A. Опорная поверхность 13A обращена к торцевой поверхности 14A держателя 14 заготовки. Вторая матрица 13 прикреплена к толкателю машины. Толкатель машины выполнен с возможностью перемещения вверх и вниз.
[0059] В машине 10 для горячей штамповки в соответствии с настоящим вариантом выполнения пуансон 11 и держатель 14 заготовки расположены ниже, а первая матрица 12 и вторая матрица 13 расположены выше. Однако местоположения этих компонентов не ограничиваются показанными на Фиг. 6. Местоположения пуансона 11 и держателя 14 заготовки и местоположения первой матрицы 12 и второй матрицы 13 могут быть изменены на противоположные в направлениях вверх и вниз. В общем необходимо только, чтобы машина имела конструкцию, в которой пуансон 11 и держатель 14 заготовки могут перемещаться относительно первой матрицы 12 и второй матрицы 13.
[0060] Фиг. 7A-7C представляют собой виды в разрезе, схематически показывающие этап горячей штамповки в первом варианте выполнения. Фиг. 7A показывает стадию, на которой промежуточное формованное изделие установлено в машине для горячей штамповки. Фиг. 7B показывает стадию, на которой промежуточное формованное изделие зажато между первой матрицей и пуансоном. Фиг. 7C показывает стадию, на которой завершено перемещение второй матрицы вниз (вторая матрица достигла нижней мертвой точки).
[0061] Со ссылкой на Фиг. 7A нагретое промежуточное формованное изделие 1A устанавливают в машине 10 для горячей штамповки. В частности, промежуточное формованное изделие 1A размещают на пуансоне 11. В это время пуансон 11 входит в контакт с верхней панелью 2, первым участком 4A вертикальной стенки и фланцем 6A (точнее участком фланца 6A, из которого должна быть отформована ступенька 5 внутренней панели 1 двери) промежуточного формованного изделия 1A. Держатель 14 заготовки не контактирует с промежуточным формованным изделием 1A. В частности, держатель 14 заготовки не контактирует с фланцем 6A промежуточного формованного изделия 1A. Это связано с тем, что первоначальная высота торцевой поверхности 14A держателя 14 заготовки меньше высоты поверхности 11B ступеньки пуансона 11. После этого первая матрица 12 и вторая матрица 13 перемещаются вниз при перемещении толкателя машины вниз.
[0062] Со ссылкой на Фиг. 7B первая матрица 12 входит в контакт с промежуточным формованным изделием 1A. Тем самым верхняя панель 2 промежуточного формованного изделия 1A зажимается между нижней поверхностью 12A первой матрицы 12 и торцевой поверхностью 11A пуансона 11. В то же время торцевая поверхность 12B первой матрицы 12 и поверхность 11B ступеньки пуансона 11 зажимают фланец 6A промежуточного формованного изделия 1A между ними. Участок фланца 6A промежуточного формованного изделия 1A, зажатый между торцевой поверхностью 12B первой матрицы 12 и поверхностью 11B ступеньки пуансона 11, представляет собой участок, из которого должна быть отформована ступенька 5 внутренней панели 1 двери (смотри Фиг. 7C). Таким образом, с помощью нижней поверхности 12A первой матрицы 12 и торцевой поверхности 11A пуансона 11 формуют верхнюю панель 2 внутренней панели 1 двери, показанной на Фиг. 1. С помощью торцевой поверхности 12B первой матрицы 12 и поверхности 11B ступеньки пуансона 11 формуют ступеньку 5 панелеобразного формованного изделия 1, показанного на Фиг. 1.
[0063] Почти в тоже время, когда первая матрица 12 входит в контакт с промежуточным формованным изделием 1A, вторая матрица 13 входит в контакт с промежуточным формованным изделием 1A. По мере непрерывного перемещения толкателя вниз вторая матрица 13 дополнительно перемещается вниз. Тем самым фланец 6A промежуточного формованного изделия 1A толкается вниз. Другими словами, когда вторая матрица 13 входит в контакт с промежуточным формованным изделием 1A, фактически начинается формование. При дальнейшем перемещении второй матрицы 13 вниз фланец 6A промежуточного формованного изделия 1A приводится в контакт с держателем 14 заготовки, и опорная поверхность 13A второй матрицы 13 и держатель 14 заготовки зажимают фланец 6A между ними. Таким образом, держатель 14 заготовки не входит к контакт с промежуточным формованным изделием 1A до тех пор, пока первая и вторая матрицы 12 и 13 не войдут в контакт с промежуточным формованным изделием 1A. Другими словами, после того, как первая и вторая матрицы 12 и 13 входят в контакт с промежуточным формованным изделием 1A (например, при перемещении второй матрицы 13 вниз на 1-5 мм после начала формования), держатель 14 заготовки входит в контакт с промежуточным формованным изделием 1A. Участок фланца 6A промежуточного формованного изделия 1A, зажатый между опорной поверхностью 13A второй матрицы 13 и торцевой поверхностью 14A держателя 14 заготовки, представляет собой участок, из которого должны быть отформованы второй участок 4B вертикальной стенки и фланец 6B внутренней панели 1 двери (смотри Фиг. 7C).
[0064] Хотя фланец 6A зажимается между второй матрицей 13 и держателем 14 заготовки, между опорной поверхностью 13A второй матрицы 13 и торцевой поверхностью 14A держателя 14 заготовки предпочтительно поддерживается зазор, равный толщине листа промежуточного формованного изделия 1A плюс около 0,1 мм (например, 0,05-0,3 мм). Это может быть реализовано, например, в следующей конструкции. К краю торцевой поверхности 14A держателя 14 заготовки прикреплен разделитель (не показан). Разделитель имеет толщину, равную толщине листа промежуточного формованного изделия 1A плюс около 0,1 мм (например, 0,05-0,3 мм), и разделитель контактирует с краем опорной поверхности 13A второй матрицы 13. В этой конструкции промежуточное формованное изделие 1A свободно зажимается между второй матрицей 13 и держателем 14 заготовки.
[0065] Как показано на Фиг. 7C, вторую матрицу 13 перемещают вниз до нижней мертвой точки. Тем самым формуют ступеньку 5, второй участок 4B вертикальной стенки и фланец 6 внутренней панели 1 двери. Таким образом, формуют внутреннюю панель 1 двери. В это время верхняя панель 2 промежуточного формованного изделия 1A зажата между первой матрицей 12 и пуансоном 11. Также фланец 6A промежуточного формованного изделия 1A зажат между второй матрицей 13 и держателем 14 заготовки. Тем самым появление складок на ступеньке 5 внутренней панели 1 двери и вокруг нее может быть предотвращено. Приведенное ниже описание будет сфокусировано на этом аспекте.
[0066] Предотвращение трещин и складок
Фиг. 8 представляет собой вид в разрезе, показывающий состояние в средине обработки прессованием с использованием традиционной машины для горячей штамповки. Фиг. 8 представляет собой увеличенный вид традиционной машины 200 для горячей штамповки, показывающий участок вокруг поверхности ступеньки матрицы 220. Как показано на Фиг. 8, в машине 200 для горячей штамповки матрица 220 включает в себя поверхность 220B ступеньки и опорную поверхность 220C, которые выполнены за одно целое. Соответственно, опорная поверхность 22°C матрицы 220 достигает торцевой поверхности 23°C держателя 230 заготовки до того, как нижняя поверхность матрицы 220A и поверхность 220B ступеньки достигнут торцевой поверхности 210A и поверхности 210B ступеньки пуансона 210. В это время участок S1 заготовки S, который должен быть прижат к поверхности 220B ступеньки матрицы 220, не захвачен. Другими словами, участок S1 заготовки S не контактирует ни с пуансоном 210, ни с матрицей 220.
[0067] Во время горячей штамповки заготовка охлаждается при контакте с пуансоном, матрицей и т.п. В случае, показанном на Фиг. 8, участок S1 заготовки S охлаждается позже по описанной выше причине. В частности, участок S1 заготовки S охлаждается, когда матрица 220 дополнительно перемещается вниз из положения, показанного на Фиг. 8. Таким образом, при формовании внутренней панели двери со ступенькой в вертикальных стенках из заготовки S с использованием матрицы 220 участок S1 заготовки S охлаждается позже, чем другие участки.
[0068] Позднее охлаждение участка заготовки S может приводить к изменениям прочности и пластичности заготовки S. В этом случае на формованной внутренней панели двери могут появляться трещины, складки и т.п. Когда формованная внутренняя панель 1 двери имеет ступеньку 5, проходящую через смежные вертикальные стенки 4, как показано на Фиг. 1, внутренняя панель 1 двери более подвержена появлению трещин, складок и т.п. Когда формованная внутренняя панель 1 двери имеет высокую прочность, внутренняя панель 1 двери еще более подвержена появлению трещин, складок и т.п. Складки наиболее вероятно появляются в особенности на участке S1 заготовки S, так как участок S1 не захвачен в матрице (в пуансоне 210 или матрице 220).
[0069] С другой стороны, в способе изготовления внутренней панели двери в соответствии с настоящим изобретением обработка прессованием разделена на два этапа. На этапе горячей штамповки, который представляет собой второй этап формования внутренней панели двери, используют две матрицы. В частности, на этапе горячей штамповки, в то время как верхняя панель, первый участок вертикальной стенки и фланец 6A (соответствующий участку S1 на Фиг. 8) промежуточного формованного изделия 1A захвачены между первой матрицей 12 и пуансоном 11, формуют ступеньку 5, второй участок вертикальной стенки и фланец 6. В связи с этим даже при формовании панелеобразного изделия сложной формы можно предотвращать появление трещин, складок и т.п. на ступеньке панелеобразного изделия или вокруг нее.
[0070] В первом варианте выполнения вторую матрицу 13 перемещают вниз, и тем самым формуют ступеньку 5. Вместо перемещения вниз второй матрицы 13, можно перемещать вверх пуансон 11. В общем необходимо перемещение второй матрицы 13 и держателя 14 заготовки относительно первой матрицы 12 и пуансона 11.
[0071] Верхняя панель внутренней панели двери, изготавливаемой способом в соответствии с первым вариантом выполнения, может включать в себя выступ или выемку. Выступ или выемка усиливают внутреннюю панель двери. Выступ или выемка могут быть отформованы на этапе промежуточного прессования или на этапе горячей штамповки. С точки зрения прочности выемка или выступ предпочтительно имеют большую глубину или высоту. Однако, если глубина выемки или высота выступа являются слишком большими, вокруг выемки или выступа могут появляться трещины. В сочетании со следующими вариантами выполнения также будут описаны способы формования такой выемки или выступа.
[0072] Второй вариант выполнения
Формованное изделие
Фиг. 9 представляет собой вид в перспективе, схематически показывающий внутреннюю панель двери, изготовленную способом изготовления в соответствии со вторым вариантом выполнения. Способ в соответствии со вторым вариантом выполнения направлен на получение внутренней панели 20 двери, подобной внутренней панели 1 двери в соответствии с первым вариантом выполнения и дополнительно включающей в себя выемку 3 в верхней панели 2. Как отмечено выше, если выемка является слишком глубокой (имеет большую глубину), вокруг выемки могут появляться трещины. Обычно такую глубокую выемку формуют поэтапно в ходе нескольких процессов. Второй вариант выполнения направлен на формование такой глубокой выемки.
[0073] Например, выемку 3 формуют вдоль стороны верхней панели 2, образующей верхний край (поясную линию) BL кузова транспортного средства. В этом случае выемка 3 служит в качестве усилителя поясной линии для усиления поясной линии. Альтернативно выемка 3 может быть отформована, например, в центре верхней панели 2. В этом случае выемка 3 служит в качестве усилителя двери при ударе для усиления верхней панели 2.
[0074] Как описано выше, в традиционном способе изготовления после обработки прессованием изделие вероятно будет иметь складки на ступеньке. Для снижения вероятности появления складок внутреннюю панель двери формуют из податливого (низкопрочного) стального листа. Однако внутренняя панель двери должна иметь высокую ударную характеристику. По этой причине к внутренней панели двери, образованной из податливого стального листа, крепится усиливающий элемент, например, усилитель двери при ударе или т.п. Крепление усиливающего элемента приводит к увеличению количества этапов процесса и увеличению затрат на материалы.
[0075] Формование внутренней панели двери горячей штамповкой обеспечивает высокую ударную характеристику внутренней панели двери. Кроме того, путем дополнительного формования выступа на верхней панели или выемки в верхней панели во время этапа горячей штамповки можно отформовать усиливающий элемент, выполненный за одно целое с внутренней панелью двери. При этом для получения более высокой ударной характеристики выемка или выступ должны иметь большую глубину или большую высоту. Однако, если глубокую выемку или высокий выступ формуют за один этап, вокруг выемки или выступа могут появляться трещины. Для предотвращения этой проблемы выемка или выступ должны быть отформованы за несколько этапов (например, за два этапа). Однако при формовании выемки или выступа за два этапа на втором этапе вокруг выемки или выступа может появляться слишком большая складка.
[0076] Способ изготовления в соответствии со вторым вариантом выполнения позволяет формование выемки в верхней панели за несколько этапов, предотвращая появление складок. В связи с этим можно усиливать верхнюю панель без крепления усилителя двери при ударе или других усиливающих элементов.
[0077] Способ изготовления
Фиг. 10A-10C показывают процесс формования внутренней панели двери способом в соответствии со вторым вариантом выполнения. Фиг. 10A показывает состояние после этапа промежуточного прессования. Фиг. 10B показывает состояние во время этапа горячей штамповки. Фиг. 10C показывает состояние после этапа горячей штамповки.
[0078] Способ изготовления в соответствии со вторым вариантом выполнения отличается от способа изготовления в соответствии с первым вариантом выполнения в следующих аспектах.
На этапе промежуточного прессования при изготовлении промежуточного формованного изделия на верхней панели формуют выступающий участок в месте, соответствующем местоположению выемки панелеобразного формованного изделия (внутренней панели двери).
На этапе горячей штамповки, выступающий участок промежуточного формованного изделия подвергают прессованию для формования из него выемки панелеобразного формованного изделия (внутренней панели двери).
[0079] Далее этапы будут описаны со ссылкой на Фиг. 10A-10C. Способ изготовления в соответствии со вторым вариантом выполнения включает в себя этап подготовки такой же, как в первом варианте выполнения, и этап нагревания, который должен быть выполнен после этапа промежуточного прессования, такой же, как в первом варианте выполнения. Эти этапы не будут описываться.
[0080] Этап промежуточного прессования
На этапе промежуточного прессования в отношении заготовки применяют обработку холодным или горячим прессованием и тем самым получают промежуточное формованное изделие, как и в первом варианте выполнения. Во втором варианте выполнения на верхней панели промежуточного формованного изделия формуют выступающий участок.
[0081] Как показано на Фиг. 10A, промежуточное формованное изделие 20A имеет выступающий участок 3A на верхней панели 2. На последующем этапе горячей штамповки из выступающего участка 3A формуют выемку 3 внутренней панели 20 двери (смотри Фиг. 10C). В связи с этим выступающий участок 3A расположен в месте, в котором должна быть отформована выемка 3 внутренней панели 20 двери.
[0082] Предпочтительно, чтобы выступающий участок 3A был мягким и имел большую ширину, чем ширина выемки 3 внутренней панели 20 двери. Однако периферийная длина поперечного сечения выступающего участка 3A предпочтительно составляет 0,8-1,2 от периферийной длины поперечного сечения выемки 3. Это необходимо для предотвращения появления трещин, складок и т.п. вокруг выступающего участка 3A во время этапа промежуточного прессования. Как будет описано позже, целью формования выступающего участка 3A является предотвращение зазора между верхней панелью 2 промежуточного формованного изделия 20A и торцевой поверхностью 11A пуансона 11 во время этапа горячей штамповки.
[0083] Этап горячей штамповки
Фиг. 11A-11C представляют собой виды в разрезе, схематически показывающие этап горячей штамповки во втором варианте выполнения. Фиг. 11A показывает стадию, на которой промежуточное формованное изделие установлено в машине для горячей штамповки. Фиг. 11B показывает стадию, на которой промежуточное формованное изделие зажато между первой матрицей и пуансоном. Фиг. 11C показывает стадию, на которой завершено перемещение второй матрицы вниз (вторая матрица достигла нижней мертвой точки). Фиг. 11A-11C представляют собой увеличенные виды, показывающие основную часть машины для горячей штамповки.
[0084] Со ссылкой на Фиг. 11A машина 50 для горячей штамповки отличается от машины 10 для горячей штамповки в первом варианте выполнения в следующих аспектах. Машина 50 для горячей штамповки не имеет других отличий от машины 10 для горячей штамповки в первом варианте выполнения.
Первая матрица 32 включает в себя отверстие 39. Отверстие 39 расположено в месте, соответствующем выступающему участку 3A промежуточного формованного изделия 20A.
Вторая матрица 33 включает в себя выступ 38. Выступ 38 расположен в месте, соответствующем отверстию 39 первой матрицы 32 (выступающему участку 3A промежуточного формованного изделия 20A). На этапе горячей штамповки выступ 38 второй матрицы 33 проникает в отверстие 39 первой матрицы 32 сверху.
[0085] Промежуточное формованное изделие 20A нагревают и устанавливают в машине 50 для горячей штамповки. В частности, промежуточное формованное изделие 20A размещают на пуансоне 31. Затем первая матрица 32 и вторая матрица 33 перемещаются вниз.
[0086] Как показано на Фиг. 11B, сначала первая матрица 32 и пуансон 31 зажимают верхнюю панель 2 промежуточного формованного изделия 20A между ними. После этого вторая матрица 33 также перемещается вниз, и выступ 38 начинает формовать выемку из выступающего участка 3A промежуточного формованного изделия 20A. В то время как выступ 38 формует выемку, верхняя панель 2 удерживается зажатой между первой матрицей 32 и пуансоном 31. Это связано с тем, что первая матрица 32 соединена со второй матрицей 33 через упругий элемент 15.
[0087] Как показано на Фиг. 11C, после того, как вторая матрица 33 и держатель 14 заготовки зажимают фланец 6A промежуточного формованного изделия 20A между ними, вторую матрицу 33 дополнительно перемещают вниз и тем самым формуют ступеньку 5. Во время формования ступеньки 5, как и в первом варианте выполнения, фланец 6A захвачен между второй матрицей 33 и держателем 14 заготовки. В связи с этим формованное изделие мало подвержено появлению трещин, складок и т.п. на ступеньке 5. Также, в то время как выступ 38 формует выемку 3 из выступающего участка 3A, верхняя панель 2 захвачена между первой матрицей 32 и пуансоном 31. Это уменьшает вероятность появления складок вокруг выемки 3 формованного изделия. Приведенное ниже описание будет сфокусировано на этом аспекте.
[0088] Предотвращение складок вокруг выемки
В традиционном способе формования выемки в верхней панели внутренней панели двери с использованием стального листа с низкой податливостью в качестве заготовки существуют следующие проблемы. При формовании глубокой выемки традиционно выемку формуют постепенно за несколько этапов для предотвращения трещин. Однако при применении обработки прессованием в отношении промежуточного формованного изделия с выемкой вокруг выемки промежуточного формованного изделия могут появляться складки.
[0089] Фиг. 12 представляет собой вид в разрезе, показывающий состояние во время обработки прессованием с использованием традиционной машины для горячей штамповки. При установке промежуточного формованного изделия 200 с выемкой 300 в машине для прессования нижняя поверхность 300A выемки 300 входит в контакт с торцевой поверхностью 310А пуансона 310. Соответственно, между верхней панелью 220 и торцевой поверхностью 310А пуансона 310 образуется пространство SP. Из-за пространства SP верхняя панель 220 промежуточного формованного изделия не контактирует с торцевой поверхностью 310А пуансона 310. В связи с этим во время обработки прессованием заготовка свободно деформируется, что может приводить к появлению складок вокруг выемки 300.
[0090] С другой стороны, в способе изготовления в соответствии со вторым вариантом выполнения перед этапом горячей штамповки получают промежуточное формованное изделие 20A с выступающим участком 3A. При установке промежуточного формованного изделия 20A с выступающим участком 3A в машине для прессования, как показано на Фиг. 11A, верхняя панель 2 входит в контакт с торцевой поверхностью 31A пуансона 31. Другими словами, между верхней панелью 2 и торцевой поверхностью 31A пуансона 31 отсутствует зазор. Это предотвращает деформацию заготовки во время обработки прессованием и тем самым снижает вероятность появления складок вокруг выемки 3. Во время горячей штамповки заготовку нагревают, и в связи с этим податливость заготовки увеличивается. В связи с этим даже при формовании выемки 3 из выступающего участка 3A вероятность появления трещин является низкой.
[0091] Третий вариант выполнения
Формованное изделие
Способ в соответствии с третьим вариантом выполнения направлен на изготовление внутренней панели двери, подобной внутренней панели 1 двери в соответствии с первым вариантом выполнения и дополнительно включающей в себя выступ на верхней панели 2. Высота выступа третьего варианта выполнения является большой, как и глубина выемки второго варианта выполнения. Короче говоря, внутренняя панель двери в соответствии с третьим вариантом выполнения включает в себя выступ вместо выемки 3 внутренней панели 20 двери в соответствии со вторым вариантом выполнения. Выступ внутренней панели двери в соответствии с третьим вариантом выполнения функционирует таким же образом, что и выемка 3 во втором варианте выполнения. При формовании выступа внутренней панели двери в соответствии с третьим вариантом выполнения существует вероятность появления складок по той же причине, что и в случае формования выемки 3 во втором варианте выполнения. Способ изготовления внутренней панели двери с выступом будет описан ниже.
[0092] Способ изготовления
Способ изготовления в соответствии с третьим вариантом выполнения отличается от способа изготовления в соответствии с первым вариантом выполнения в следующих аспектах.
На этапе промежуточного прессования при изготовлении промежуточного формованного изделия в верхней панели образуют углубленный участок в месте, соответствующем местоположению выступа панелеобразного формованного изделия (внутренней панели двери).
На этапе горячей штамповки углубленный участок промежуточного формованного изделия подвергают прессованию для формования из него выступа панелеобразного формованного изделия (внутренней панели двери).
[0093] Фиг. 13A-13C представляют собой виды в разрезе, схематически показывающие этап горячей штамповки в третьем варианте выполнения. Фиг. 13A показывает стадию, на которой промежуточное формованное изделие установлено в машине для горячей штамповки. Фиг. 13B показывает стадию, на которой промежуточное формованное изделие зажато между первой матрицей и пуансоном. Фиг. 13C показывает стадию, на которой завершено перемещение второй матрицы вниз (вторая матрица достигла нижней мертвой точки). Эти этапы будут описаны ниже со ссылкой на Фиг. 13A-13C. Способ изготовления в соответствии с третьим вариантом выполнения включает в себя этап подготовки такой же, как в первом варианте выполнения, и этап нагревания, который должен быть выполнен после этапа промежуточного прессования, такой же, как в первом варианте выполнения. Эти этапы не будут описываться.
[0094] Этап промежуточного прессования
На этапе промежуточного прессования в отношении заготовки применяют обработку холодным или горячим прессованием и тем самым получают промежуточное формованное изделие, как и в первом варианте выполнения. В третьем варианте выполнения в верхней панели промежуточного формованного изделия формуют углубленный участок.
[0095] Как показано на Фиг. 13A, промежуточное формованное изделие 30A имеет углубленный участок 16A в верхней панели 2. На последующем этапе горячей штамповки из углубленного участка 16A формуют выступ 16 внутренней панели двери. В связи с этим углубленный участок 16A расположен в месте, а котором должен быть отформован выступ 16 внутренней панели двери.
[0096] Этап горячей штамповки
Как показано на Фиг. 13A, машина 60 для горячей штамповки отличается от машины 10 для горячей штамповки в первом варианте выполнения в следующих аспектах. Машина 60 для горячей штамповки не имеет других отличий от машины 10 для горячей штамповки в первом варианте выполнения.
Пуансон 61 включает в себя отверстие 69, расположенное в месте, соответствующем углубленному участку 16A промежуточного формованного изделия 30A, и выступ 68, расположенный в месте, соответствующем отверстию 69. На этапе горячей штамповки выступ 68 пуансона 61 проникает в отверстие 69 снизу.
[0097] Промежуточное формованное изделие 30A нагревают и устанавливают в машине 60 для горячей штамповки. В частности, промежуточное формованное изделие 30A размещают на пуансоне 61. Затем первая матрица 62 и вторая матрица 63 перемещаются вниз.
[0098] Как показано на Фиг. 13B, сначала первая матрица 62 и пуансон 61 зажимают верхнюю панель 2 промежуточного формованного изделия 30A между ними. После этого вторая матрица 63 дополнительно перемещается вниз, и выступ 68 начинает формовать выступ из углубленного участка 16A промежуточного формованного изделия 30A. В то время как выступ 68 формует выступ, верхняя панель 2 удерживается зажатой между первой матрицей 62 и пуансоном 61. Это связано с тем, что первая матрица 62 соединена со второй матрицей 63 через упругий элемент 15.
[0099] В третьем варианте выполнения пуансон 61 установлен на основании машины 60 для горячей штамповки через упругий элемент 25. Выступ 68 закреплен на основании машины 60 для горячей штамповки. В связи с этим при перемещении первой матрицы 62 и второй матрицы 63 вниз выступ 68 проникает в отверстие 69 пуансона 61.
[0100] Как показано на Фиг. 13C, после того, как вторая матрица 63 и держатель 14 заготовки зажимают фланец 6A промежуточного формованного изделия 30A между ними, вторую матрицу 63 дополнительно перемещают вниз и тем самым формуют ступеньку 5. Во время формования ступеньки 5, как и в первом варианте выполнения, фланец 6A захвачен между второй матрицей 63 и держателем 14 заготовки. Это снижает вероятность появления трещин, складок и т.п. на ступеньке 5. Также, в то время как выступ 68 формует выступ 16 из углубленного участка 16A, верхняя панель 2 захвачена между первой матрицей 62 и пуансоном 61. Это снижает вероятность появления складок вокруг выступа 16.
[0101] В любом из вышеописанных вариантов выполнения внутреннюю панель двери (панелеобразное формованное изделие) формуют горячей штамповкой. При горячей штамповке заготовка закаляется во время обработки. В частности, заготовка охлаждается при контакте с пуансоном или держателем матрицы. Это позволяет получать высокопрочное панелеобразное формованное изделие. Высокопрочное панелеобразное формованное изделие представляет собой, например, формованное изделие с прочностью на растяжение 1200 MПа или более.
[0102] В любом из вышеописанных вариантов выполнения до того, как первая и вторая матрицы войдут в контакт с промежуточным формованным изделием, пуансон уже контактирует с промежуточным формованным изделием, но держатель заготовки не контактирует с промежуточным формованным изделием. Соответственно, часть промежуточного формованного изделия, находящаяся в контакте с пуансоном, закаляется на ранней стадии горячей штамповки. Часть промежуточного формованного изделия, находящаяся в контакте с пуансоном, уже имеет конечную форму при получении промежуточного формованного изделия. В связи с этим, даже несмотря на то, что часть закаляется на ранней стадии горячей штамповки, это не приводит к возникновению проблем, связанных с размерами и качеством. Однако фланец промежуточного формованного изделия, который представляет собой часть, не контактирующую с пуансоном, должен быть отформован в ступеньку, второй участок вертикальной стенки и фланец конечного изделия горячей штамповкой. В любом из вышеописанных вариантов выполнения, поскольку контакт держателя заготовки с промежуточным формованным изделием на ранней стадии горячей штамповки предотвращается, можно позже деформировать часть, которая должна быть зажата между держателем заготовки и второй матрицей. В связи с этим эта часть также не будет иметь проблем, связанных с размерами и качеством.
[0103] В любом из вариантов выполнения заготовка может представлять собой листовую заготовку с неоднородной толщиной (Tailored Blank). Листовые заготовки с неоднородной толщиной классифицируют на сварные заготовки (которые далее называются «TWB» - Tailored Welded Blank) и катаные заготовки (которые далее называются «TRB» - Tailored Rolled Blank). TWB представляет собой заготовку, полученную сваркой (например, стыковой сваркой) и объединением разных видов стальных листов, которые отличаются по толщине листа, прочности на растяжение и другим свойствам. TRB представляет собой заготовку, полученную путем изменения зазора между обжимными валками во время изготовления стального листа и, следовательно, изменения толщины листа. Использование заготовки с неоднородной толщиной позволяет упрочнять только ту часть, которая должная иметь высокую прочность, и уменьшать толщину листа. Панелеобразное формованное изделие, изготовленное из листовой заготовки с неоднородной толщиной, может быть использовано в качестве внутренней панели двери для автомобиля. Это приведет к улучшению ударной характеристики и уменьшению веса.
Примеры
[0104] Для подтверждения эффектов способов изготовления в соответствии с вариантами выполнения был проведен анализ с использованием FEM (метода конечных элементов). В качестве изобретательского примера внутренняя панель 1 двери, показанная на Фиг. 1, была изготовлена способом изготовления в соответствии с первым вариантом выполнения с использованием машины 40 для прессования, показанной на Фиг. 3, и машины 10 для горячей штамповки, показанной на Фиг. 10. В качестве сравнительного примера внутренняя панель двери, подобная изобретательскому примеру, была изготовлена с использованием традиционной машины 200 для горячей штамповки, показанной на Фиг. 8. На основе результатов анализа было оценено появление складок.
[0105] Условие анализа
В качестве заготовки использован стальной лист, содержащий, в масс.%: C: 0,21%, Si: 0,25%, Mn: 1,20%, B: 0,0020% и содержащий Fe и примеси в качестве остатка. Толщина листа заготовки составляла 1,2 мм. После закалки заготовка имела следующие характеристики материала; твердость по Виккерсу 448; предел текучести 448 MПа; прочность на растяжение 1501 MПа; и разрывное удлинение 6,4%. Материал (промежуточное формованное изделие в изобретательском примере и заготовка в сравнительном примере) нагревался до 750°C. На этапе горячей штамповки матрица перемещалась со скоростью, эквивалентной 40 м/с. На этапе горячей штамповки коэффициент трения между матрицей и материалом составлял 0,4. С использованием программного обеспечения для анализа FEM общего назначения (LS-DYNA (торговое название), разработанное компанией LIVERMORE SOFTWARE TECHNOLOGY) был проведен анализ взаимодействия температур формования.
[0106] Каждая из внутренних панелей дверей имела следующие размеры.
Общая длина (включая фланец): 950 мм
Общая ширина (включая фланец): 670 мм
Общая длина верхней панели: 830 мм
Общая ширина верхней панели: 600 мм
Высота первого участка вертикальной стенки: 40 мм
Высота второго участка вертикальной стенки: 40 мм
Минимальная ширина ступеньки: 40 мм
[0107] На этапе горячей штамповки в изобретательском примере торцевая поверхность держателя заготовки первоначально находилась на высоте на 3,0 мм меньше высоты поверхности ступеньки пуансона. В этом случае при перемещении второй матрицы на 3,0 мм вниз после того, как первая матрица и вторая матрица вошли в контакт с промежуточным формованным изделием, держатель заготовки и промежуточное формованное изделие вошли в контакт друг с другом.
[0108] Метод оценки
В отношении каждой из изготовленных внутренних панелей дверей была исследована кривизна вогнутости или выпуклости на поверхности ступеньки. Кривизна была вычислена следующим образом.
(Кривизна [1/м])=(1/(радиус кривизны)) (1)
[0109] Были получены сечения каждой из внутренних панелей дверей вдоль направления, перпендикулярного к поверхности ступеньки. В каждом из сечений были вычислены радиусы кривизны вогнутостей и выпуклостей на поверхности ступеньки, и минимальное значение радиусов кривизны было принято в качестве радиуса кривизны в формуле (1). Таким образом, когда кривизна была равна или превышала 0,01, она определялась как складка.
[0110] Результаты анализа
В изобретательском примере не было сечений, на которых кривизна составляла 0,01 или более. Соответственно, изобретательский пример был оценен как не имеющий складок. С другой стороны, в сравнительном примере было множество сечений, на которых кривизна составляла 0,01 или более. Соответственно, сравнительный пример был оценен как имеющий складки.
[0111] Выше описаны некоторые варианты выполнения настоящего изобретения. Однако вышеописанные варианты выполнения являются лишь примерами, показывающими, как может быть реализовано настоящее изобретение. В связи с этим настоящее изобретение не должно ограничиваться вышеописанными вариантами выполнения, и варианты выполнения могут быть модифицированы соответствующим образом без отклонения от замысла и объема охраны настоящего изобретения.
Список ссылочных позиций
[0112] 1, 20: панелеобразное формованное изделие (внутренняя панель двери)
1A, 20A, 30A: промежуточное формованное изделие
2: верхняя панель
3: выемка
3A: выступающий участок
4, 4A, 4B: вертикальная стенка
5: ступенька
10, 50, 60, 200: машина для горячей штамповки
11, 31, 61, 210: пуансон
12, 32, 62: первая матрица
13, 33, 63: вторая матрица
38, 68: выступ
39, 69: отверстие
14, 230: держатель заготовки
16: выступ
16A: углубленный участок
S: заготовка
40: машина для прессования
41: пуансон
42: матрица
43: держатель заготовки
45: заготовка
46: нагревательная печь (нагревательное устройство)
Реферат
Изобретение относится к изготовлению панелеобразного формованного изделия. Осуществляют прессование заготовки для получения промежуточного формованного изделия. Нагревают промежуточное формованное изделие. Осуществляют прессование промежуточного формованного изделия, при этом используют машину для горячей штамповки, включающую первую матрицу, вторую матрицу, пуансон и держатель заготовки. Промежуточное формованное изделие зажимают в упомянутой машине между первой матрицей и пуансоном, а вторую матрицу и держатель заготовки перемещают относительно первой матрицы и пуансона для получения панелеобразного формованного изделия. В результате уменьшается количество трещин, складок и других дефектов на изделии. 3 н. и 5 з.п. ф-лы, 13 ил.
Комментарии