Горячепрессованный элемент и способ его получения - RU2509827C9
Код документа: RU2509827C9
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к горячепрессованному элементу, полученному в результате прессования нагретой листовой стали, и в особенности к горячепрессованному элементу, использующемуся для деталей нижних частей кузова и каркасов автомобилей, а также к способу их получения.
Уровень техники
Множество деталей нижних частей кузова и элементов каркаса кузова автомобилей получали посредством прессования листовой стали, характеризующейся определенной прочностью. С точки зрения защиты окружающей среды с недавнего времени стало очень желательно уменьшить массу кузовов автомобилей, и продолжают прикладываться соответствующие усилия, направленные на уменьшение толщины используемой листовой стали путем упрочнения листовой стали. Однако при упрочнении листовой стали ухудшается прессуемость, и, таким образом, зачастую оказывается трудно переработать листовую сталь в детали желаемой формы.
В связи с этим в патентном документе 1 предлагается методика переработки, называемая «горячим прессованием», которая обеспечивает как возможность легкой обработки, так и упрочнение в результате одновременных закаливания и переработки нагретой листовой стали с использованием формы, включающей матрицу и пуансон. Однако при горячем прессовании листовую сталь непосредственно перед горячим прессованием нагревают до высокой температуры, равной приблизительно 950°С, и, таким образом, на поверхности листовой стали образуется окалина (оксиды Fe), которая отделяется во время горячего прессования, что тем самым приводит к проблемам, связанным с повреждением формы или повреждением поверхности элемента после горячего прессования. В дополнение к этому, окалина, остающаяся на поверхности элемента, является причиной плохого внешнего вида, уменьшения адгезии покрытия или понижения коррозионной стойкости после нанесения покрытия. Поэтому обычно окалину на поверхности элемента удаляют посредством обработки, такой как травление или дробеструйная обработка, однако это осложняет производственный процесс и уменьшает производительность.
С этой точки зрения существовала потребность в методике горячего прессования, способной обеспечивать подавление образования окалины во время нагревания перед горячим прессованием, а также улучшение адгезии покрытия и коррозионной стойкости после нанесения покрытия на элемент после горячего прессования. Соответственно, были предложены листовая сталь, включающая пленку, такую как слой покрытия, полученный на ее поверхности, а также способ горячего прессования, использующий такую листовую сталь.
Например, в патентном документе 2 описывается листовая сталь с покрытием из Al или из сплава Al. Согласно описанию при использовании листовой стали с покрытием предотвращается декарбонизация и окисление во время нагревания перед горячим прессованием, и может быть получен горячепрессованный элемент, характеризующийся очень высокой прочностью и превосходной коррозионной стойкостью.
В дополнение к этому, в патентном документе 3 описывается способ горячего прессования, в котором во время нагревания перед горячим прессованием на поверхности стали для горячего прессования получают соединение сплава, такое как соединение на основе Zn-Fe или соединение на основе Zn-Fe-Al, которое предотвращает появление коррозии и обезуглероживания и оказывает смазывающее воздействие. Таким образом, осуществляют горячее прессование листовой стали с покрытием из Zn или сплава на основе Zn на поверхности листовой стали. Также описывается и то, что при использовании горячепрессованного элемента, полученного таким способом, в частности горячепрессованного элемента, включающего листовую сталь с покрытием из Zn - 50-55% мас. Al, можно достичь превосходного эффекта в области предотвращения коррозии.
Кроме того, в патентном документе 4 описывается способ горячего прессования, включающий нагревание листовой стали с покрытием, содержащим в основном Al или Zn, в атмосфере с концентрацией водорода 6% об. или менее и с точкой росы 10°С или менее при температуре в диапазоне от температуры перехода Ас3 или более до 1100°С или менее, с последующим горячим прессованием листовой стали, где указанный способ обеспечивает превосходную стойкость к водородной хрупкости. В этом способе горячего прессования количества водорода и водяных паров в атмосфере во время нагревания уменьшаются, что уменьшает количество поступающего в сталь водорода, и тем самым предпринимается попытка избежать появления водородной хрупкости, ассоциируемой с увеличением прочности до более чем 1000 МПа.
Патентная литература
Патентный документ 1. Британский патент №1490535
Патентный документ 2. Японский патент №3931251
Патентный документ 3. Японский патент №3663146
Патентный документ 4. Публикация нерассмотренной японской патентной заявки №2006-51543
Раскрытие изобретения
Техническая проблема
Горячепрессованным элементам, описанным в патентных документах 2-4, свойственна проблема, связанная с водородной хрупкостью, обусловленной поступлением водорода в сталь при коррозии в среде использования, а не поступлением водорода в сталь во время нагревания перед горячим прессованием.
Цель настоящего изобретения заключается в создании горячепрессованного элемента, который может быть получен без образования окалины, который характеризуется превосходной адгезией покрытия и коррозионной стойкостью после нанесения покрытия, и который в меньшей степени подвержен недостатку, заключающемуся в поступлении водорода в сталь в связи с коррозией, а также в создании способа получения такого горячепрессованного элемента.
Решение проблемы
В результате проведения интенсивного исследования в отношении описанного выше горячепрессованного элемента авторы настоящего изобретения обнаружили следующее.
i) Связанное с коррозией поступление водорода в сталь подавляется в присутствии области диффундирования Ni в поверхностном слое листовой стали, которая составляет элемент.
ii) Превосходная коррозионная стойкость после нанесения покрытия может быть достигнута в результате получения на области диффундирования Ni слоя интерметаллического соединения, соответствующего γ-фазе, присутствующей на диаграмме фазового равновесия сплава Zn-Ni.
iii) Превосходная адгезия покрытия может быть достигнута в результате получения на слое интерметаллического соединения слоя ZnO.
Настоящее изобретение было сделано на основе данных открытий, и оно позволяет получить горячепрессованный элемент, характеризующийся тем, что в поверхностном слое листовой стали, составляющей элемент, присутствует область диффундирования Ni, на области диффундирования Ni получают слой интерметаллического соединения, соответствующего γ-фазе, присутствующей на диаграмме фазового равновесия сплава Zn-Ni, и затем получают слой ZnO (в этой последовательности), и собственный потенциал погружения, обнаруживаемый в водном насыщенном воздухом растворе NaCl с концентрацией 0,5 моль/л при 25°С±5°С, находится в диапазоне от -600 до -360 мВ по отношению к стандартному водородному электроду.
В горячепрессованном элементе по настоящему изобретению область диффундирования Ni предпочтительно расположена в диапазоне 1 мкм или более вглубь листовой стали, слой интерметаллического соединении присутствует в островной форме, и непосредственно под слоем ZnO расположен по меньшей мере один слой соединения, выбираемый из слоя Si-содержащего соединения, слоя Ti-содержащего соединения, слоя Al-содержащего соединения и слоя Zr-содержащего соединения.
Горячепрессованный элемент по настоящему изобретению может быть получен в результате нагревания листовой стали с покрытием на основе Ni, включающей на поверхности слой покрытия из сплава Zn-Ni, который содержит 13% мас. или более Ni, в температурном диапазоне от температуры перехода Ас3 до 1200°С или в результате нагревания листовой стали с покрытием на основе Ni, включающей слой покрытия из сплава Zn-Ni, который содержит от 10% мас. или более, но менее 13% мас. Ni при массе покрытия, большей 50 г/м2 на одной стороне листовой стали, в температурном диапазоне от температуры перехода Ас3 до 1200°С при средней скорости нагревания 12°С/сек. или более; с последующим горячим прессованием листовой стали. Нагревание в температурном диапазоне от температуры перехода Ас3 до 1200°С предпочтительно проводят при средней скорости нагревания 85°С/сек. или более.
В дополнение к этому, в качестве листовой стали с покрытием на основе Ni предпочтительно использовать листовую сталь с покрытием на основе Ni, дополнительно включающую по меньшей мере один слой соединения, выбираемый из слоя Si-содержащего соединения, слоя Ti-содержащего соединения, слоя Al-содержащего соединения и слоя Zr-содержащего соединения, который получают на слое покрытия из сплава Zn-Ni.
В качестве листовой стали в листовой стали с покрытием на основе Ni предпочтительно использовать листовую сталь, характеризующуюся составом в % мас. С: от 0,15 до 0,5%, Si: от 0,05 до 2,0%, Mn: от 0,5 до 3%, Р: 0,1% или менее, S: 0,05% или менее, Al: 0,1% или менее, N: 0,01% или менее и балансовые компоненты, включающие Fe и неизбежные примеси, или листовую сталь, дополнительно содержащую в % мас. по меньшей мере один представитель, выбираемый из Cr: от 0,01 до 1%, Ti: 0,2% или менее и В: от 0,0005 до 0,08% и Sb: от 0,003 до 0,03%, либо индивидуально, либо в комбинации.
Преимущества изобретения
В соответствии с настоящем изобретением можно без образования окалины получить горячепрессованный элемент, который характеризуется превосходными адгезией покрытия и коррозионной стойкостью после нанесения покрытия, и который в меньшей степени подвержен недостатку, заключающемуся в поступлении водорода в сталь в связи с коррозией. Горячепрессованный элемент по настоящему изобретению предпочтительно используется в качестве элемента нижней части кузова и элемента каркаса кузова автомобиля, характеризующихся прочностью 980 МПа или более.
Краткое описание чертежей
Фиг.1 представляет собой чертеж, схематически демонстрирующий структуру листовой стали, которая составляет горячепрессованный элемент, в направлении поперечного сечения по толщине листовой стали.
Фиг.2 представляет собой чертеж, схематически демонстрирующий способ прессования, использующийся в примере изобретения.
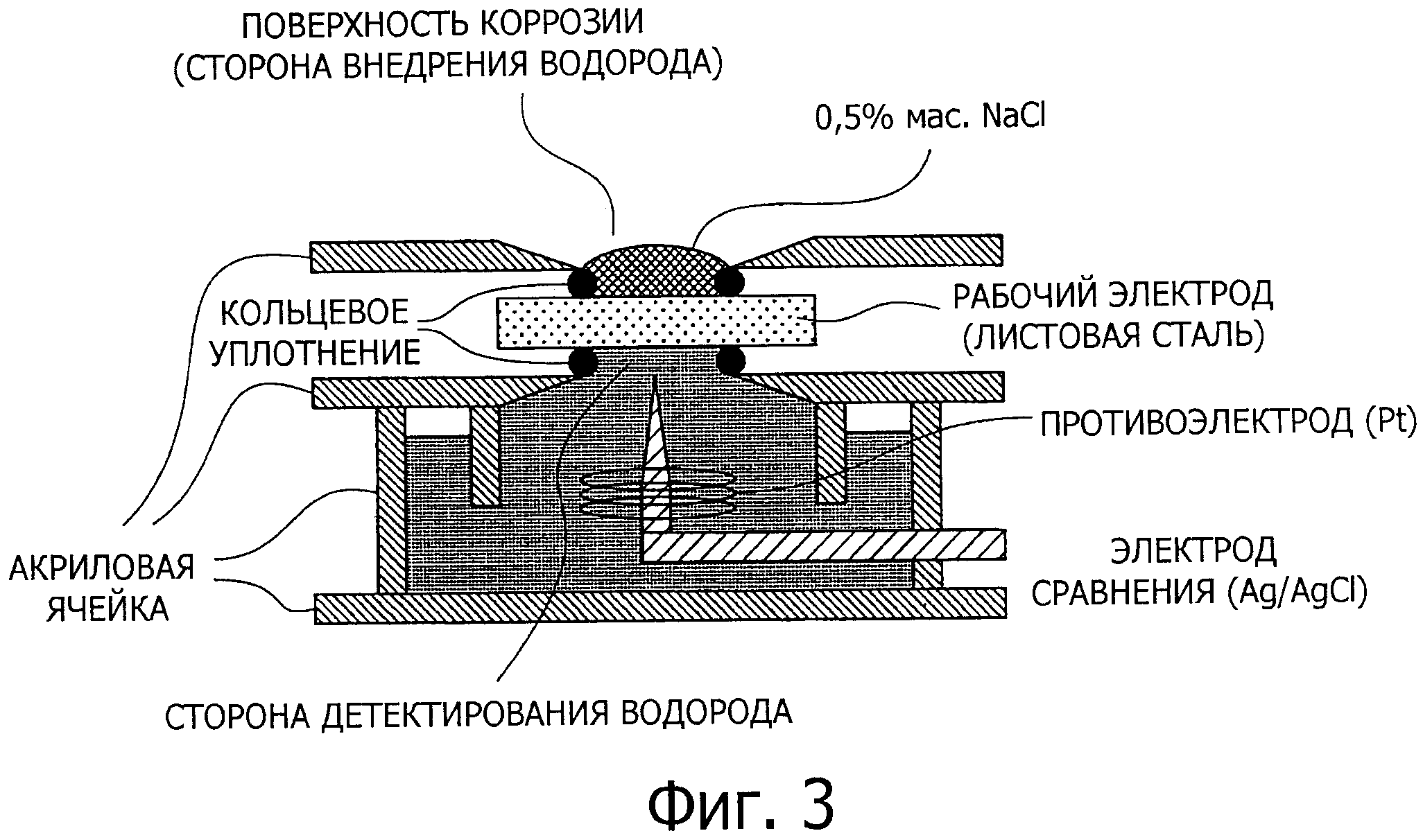
Фиг.3 представляет собой чертеж, схематически демонстрирующий электрохимическую ячейку, использующуюся в примере изобретения.
Осуществление изобретения
1) Горячепрессованный элемент
1-1) Область диффундирования Ni составляющей элемент листовой стали
Как описывалось выше, присутствие области диффундирования Ni в поверхностном слое составляющей элемент листовой стали предотвращает связанное с коррозией поступление водорода в сталь. Хотя причина этого не обязательно известна, рассматривается следующий далее вариант: обусловленное коррозией поступление водорода в листовую сталь связано с окислительно-восстановительной реакцией ржавчины на основе Fe во влажной среде, и ржавчина на основе Fe для подавления поступления водорода обязательно должна быть стабильной ржавчиной, которая претерпевает незначительную конверсию. Область диффундирования Ni эффективно стабилизирует ржавчину на основе Fe, и благодаря присутствию области диффундирования Ni подавляется поступление водорода в сталь в связи с коррозией.
Однако для эффективного подавления поступления водорода область диффундирования Ni предпочтительно располагается в диапазоне 1 мкм или более, более предпочтительно 2 мкм или более, наиболее предпочтительно 3 мкм или более вглубь листовой стали, составляющей элемент. Несмотря на отсутствие конкретного указания на верхний предел по глубине, эффект насыщается на глубине, равной приблизительно 50 мкм. Глубина области диффундирования Ni может быть определена по анализу сечения в направлении толщины при использовании устройства ЭМА (электронного микрозондового анализатора) или по анализу в направлении толщины при использовании метода СТР (спектроскопии тлеющего разряда).
В настоящем изобретении термин «область диффундирования Ni» означает область, в которой Ni диффундирует в сталь из слоя покрытия на основе Ni во время нагревания перед горячим прессованием, присутствуя в состоянии твердого раствора. В дополнение к этому, так как горячепрессованный элемент по настоящему изобретению получают в результате горячего прессования листовой стали с покрытием на основе Ni, включающей слой сплава Zn-Ni, область диффундирования Ni может содержать Zn в качестве примеси, однако преимущества настоящего изобретения от этого не уменьшаются.
1-2) Слой интерметаллического соединения, соответствующий γ-фазе, присутствующей на диаграмме фазового равновесия сплава Zn-Ni, на области диффундирования Ni
Слой интерметаллического соединения, полученный на области диффундирования Ni, характеризуется коррозионным потенциалом, демонстрирующим протекторный противокоррозионный эффект для стали, и, таким образом, эффективно улучшает коррозионную стойкость после нанесения покрытия. Слой интерметаллического соединения, соответствующий γ-фазе, присутствующей на диаграмме фазового равновесия сплава Zn-Ni, является слоем, образованным из интерметаллического соединения в виде любого представителя, выбираемого из Ni2Zn11, NiZn3 и Ni5Zn21. Такое интерметаллическое соединение может быть обнаружено методом прямой дифракции рентгеновского излучения на поверхности элемента или дифракции электронного пучка при проведении анализа методом ПЭМ (просвечивающей электронной микроскопии) среза, полученного из сечения в направлении толщины при использовании технологии ФИП (фокусированного ионного пучка).
Для достижения у слоя интерметаллического соединения описанного выше эффекта необходимо контролировать относительное содержание слоя интерметаллического соединения так, как это описывается ниже.
Относительное содержание слоя интерметаллического соединения может быть измерено электрохимическим методом, то есть при использовании собственного потенциала погружения в водном насыщенном воздухом растворе NaCl с концентрацией 0,5 моль/л при 25°С±5°С по отношению к стандартному водородному электроду. В случае, когда собственный потенциал погружения оказывается более положительным чем -360 мВ и слой интерметаллического соединения имеет небольшое основание, протекторный противокоррозионный эффект для стали исчезает, и коррозионная стойкость после нанесения покрытия ухудшается. С другой стороны, в случае, когда собственный потенциал погружения оказывается менее положительным чем -600 мВ и слой интерметаллического соединения имеет большое основание, увеличится количество генерируемого при коррозии водорода, и поступление водорода может происходить даже и при наличии области диффундирования Ni. Поэтому область диффундирования Ni необходимо получать с таким относительным содержанием, чтобы собственный потенциал погружения в водном насыщенном воздухом растворе NaCl с концентрацией 0,5 моль/л при 25°С±5°С находился бы в диапазоне от -600 до -360 мВ по отношению к стандартному водородному электроду. Данное относительное содержание предпочтительно реализуют в результате присутствия слоя интерметаллического соединения в островной форме. В настоящем изобретении островное строение слоя интерметаллического соединения определяют при проведении наблюдения анализа методом СЭМ (сканирующей электронной микроскопии) следующим далее образом:
(1) Из элемента вырезают образец с размерами 10 мм × 10 мм × толщина, который заделывают в форму из смолы и полируют.
(2) Образец, заделанный и отполированный на шаге (1) анализируют, и по методу СЭМ фотографируют изображение композиции в отражательном электроном микроскопе при 500-кратном увеличении и ускоряющем напряжении в диапазоне от 5 до 25 кВ.
(3) Образец фотографируют в любых желательных 10 областях сканирования.
(4) На фотографии, схематически проиллюстрированной на фиг.1, в случае дискретного строения слоя интерметаллического соединения на поверхности листовой стали присваивается балл «1», в то время как в случае непрерывного строения слоя интерметаллического соединения или его отсутствия в области сканирования присваивается балл «0».
(5) В случае, когда совокупный балл на 10 фотографиях равен 7 или более, слой интерметаллического соединения определяют как имеющий островную форму.
1-3) Слой ZnO на слое интерметаллического соединения, соответствующего γ-фазе, присутствующей на диаграмме фазового равновесия сплава Zn-Ni
Слой ZnO, расположенный во внешнем слое, имеет превосходную адгезию не только к слою интерметаллического соединения, но также и к подвергнутой химической конверсионной обработке пленке, полученной в ходе предварительной обработки перед нанесением покрытия, что тем самым значительно увеличивает адгезию покрытия. При толщине, равной 0,1 мкм или более, адгезия к подвергнутой конверсионной обработке пленке становится удовлетворительной, в то время как при толщине, равной 5 мкм или менее, адгезия покрытия не ухудшается вследствие когезионного разрушения слоя ZnO. Поэтому толщина слоя ZnO предпочтительно находится в диапазоне от 0,1 до 5 мкм.
Подобно слою интерметаллического соединения слой ZnO можно наблюдать при использовании дифракции рентгеновского излучения или дифракции электронного пучка при проведении анализа методом ПЭМ, и толщина слоя ZnO может быть измерена.
Слой ZnO характеризуется превосходной адгезией к слою интерметаллического слоя, расположенному под слоем ZnO, но адгезию дополнительно улучшают в результате получения непосредственно под слоем ZnO по меньшей мере одного слоя соединения, выбираемого из слоя Si-содержащего соединения, слоя Ti-содержащего соединения, слоя Al-содержащего соединения и слоя Zr-содержащего соединения, что приводит в результате к получению еще более выдающейся адгезии покрытия.
2) Способ получения
Горячепрессованный элемент по настоящему изобретению может быть получен в результате нагревания листовой стали с покрытием на основе Ni, включающей слой покрытия из сплава Zn-Ni, содержащий 13% мас. или более Ni, на поверхности листовой стали, в температурном диапазоне от температуры перехода Ас3 до 1200°С, последующим горячим прессованием листовой стали.
Как описывалось выше, в случае нагревания листовой стали с покрытием на основе Ni в температурном диапазоне от температуры перехода Ас3 до 1200°С Ni в слое покрытия будет диффундировать в листовую сталь, образуя область диффундирования Ni. В дополнение к этому, описанный выше слой интерметаллического соединения получают из слоя покрытия из сплава Zn-Ni, полученного на поверхности и содержащего 13% мас. или более Ni, и в то же самое время Zn частично диффундирует к поверхности, образуя слой ZnO в самом внешнем слое.
Даже в случае меньшего чем 13% мас. содержания Ni в слое покрытия из сплава Zn-Ni, % мас. уровень содержания Ni составляет 10% мас. или более, и масса покрытия для слоя покрытия из сплава Zn-Ni превышает 50 г/м2 на одной стороне листовой стали, так что горячепрессованный элемент по настоящему изобретению может быть получен в результате горячего прессования после нагревания в температурном диапазоне от температуры перехода Ас3 до 1200°С при средней скорости нагревания, равной 12°С/сек. или более.
В случае меньшего чем 10% мас. содержания Ni в слое покрытия из сплава Zn-Ni, % мас. или в случае меньшей чем 12°С/сек. средней скорости нагревания, не только область диффундирования Ni не формируется в достаточной степени, но также испарение Zn станет избыточно сильным, что не позволит получить описанный выше слой интерметаллического соединения. В дополнение к этому, в случае массы покрытия для слоя покрытия из сплава Zn-Ni, равной 50 г/м2 или менее на одной стороне листовой стали, область диффундирования Ni не сформируется в достаточной степени. В данном случае среднюю скорость нагревания до температуры в диапазоне от температуры перехода Ас3 до 1200°С определяют как величину, полученную в результате деления разницы температур между комнатной температурой и наивысшей предельной температурой листа на время, необходимое для перехода от комнатной температуры до наивысшей предельной температуры листа.
Вследствие наличия на поверхности листовой стали покрытия в виде слоя покрытия из Zn-Ni окалина во время нагревания перед горячим прессованием не образуется вне зависимости от уровня содержания Ni.
Средняя скорость нагревания до температуры в диапазоне от температуры перехода Ас3 до 1200°С предпочтительно составляет 85°С/сек. или более. Так как времени выдерживания листовой стали при высокой температуре уменьшается в случае увеличения скорости нагрева, аустенитные зерна в листовой стали можно сделать мелкими во время нагревания, что тем самым улучшает вязкость элемента после горячего прессования. В дополнение к этому, может быть значительно подавлено испарение Zn, и, таким образом, в результате получения описанного выше слоя интерметаллического соединения может быть улучшена коррозионная стойкость после нанесения покрытия. Кроме того, может быть предотвращено избыточное образование слоя ZnO, и, таким образом, может быть стабильно гарантирована адгезия покрытия. Такая скорость нагревания может быть достигнута при использовании электрического нагревания или высокочастотного нагревания.
Слой покрытия на основе Ni листовой стали с покрытием на основе Ni может представлять собой один слой из сплава Zn-Ni или несколько слоев покрытия, включая слой покрытия из сплава Zn-Ni, полученный на слое Ni или слое сплава на основе Ni, не содержащего Zn. В качестве сплава на основе Ni может быть использован сплав, содержащий Ni и в совокупности 20% мас. или менее по меньшей мере одного элемента, выбираемого из Fe, Со, Cr, Mn, Cu и Мо.
Глубину области диффундирования Ni и толщину слоя ZnO можно менять путем изменения условий нагрева (температуры и времени), а относительное содержание слоя интерметаллического соединения можно менять с помощью изменения массы покрытия на основе Ni. Слой ZnO может самопроизвольно образоваться при обычном нагревании на воздухе или нагревании в атмосфере при концентрации кислорода, равной 0,1% (об.) или более.
Описанный выше слой покрытия на основе Ni может быть получен методом гальваностегии и тому подобному.
В случае использования по меньшей мере одного дополнительного слоя соединения, выбираемого из слоя Si-содержащего соединения, слоя Ti-содержащего соединения, слоя Al-содержащего соединения и слоя Zr-содержащего соединения на слое покрытия из сплава Zn-Ni, полученном на поверхности листовой стали, и его нагрева в температурном диапазоне от температуры перехода Ас3 до 1200°С, Zn частично пройдет через слой соединения и продиффундирует до поверхности, образуя слой ZnO в самом внешнем слое. Поэтому непосредственно под ZnO может быть получен по меньшей мере один слой соединения, выбираемый из слоя Si-содержащего соединения, слоя Ti-содержащего соединения, слоя Al-содержащего соединения и слоя Zr-содержащего соединения. В таком случае при равенстве толщины слоя соединения, полученного на слое сплава Zn-Ni, 0,1 мкм или более адгезия покрытия может быть в достаточной степени улучшена, в то время как при равенстве толщины слоя соединения 3,0 мкм или менее слой Si-содержащего соединения не становится хрупким, и адгезия покрытия не ухудшается. Поэтому толщина предпочтительно находится в диапазоне от 0,1 до 3,0 мкм, а более предпочтительно от 0,4 до 2,0 мкм.
Примеры, которые могут быть использованы в качестве Si-содержащего соединения, включают силиконовые смолы, силикат лития, силикат натрия, коллоидный диоксид кремния, силановый аппрет и тому подобные. Примеры, которые могут быть использованы в качестве Ti-содержащего соединения, включают титанаты, такие как титанат лития, титанат кальция и тому подобные, титансодержащий аппрет, включающий алкоксид титана или титановое соединение хелатного типа в качестве основного компонента, и тому подобные. Примеры, которые могут быть использованы в качестве Al-содержащего соединения, включают алюминаты, такие как алюминат натрия, алюминат кальция и тому подобные, алюминийсодержащий аппрет, включающий алкоксид алюминия или соединение алюминия хелатного типа в качестве основного компонента, и тому подобные. Примеры, которые могут быть использованы в качестве Zr-содержащего соединения, включают цирконаты, такие как цирконат лития, цирконат кальция и тому подобные, цирконийсодержащий аппрет, включающий алкоксид циркония или соединение циркония хелатного типа в качестве основного компонента, и тому подобные.
Слой соединения может быть получен на слое покрытия из сплава Zn-Ni в результате осаждения на слое покрытия из сплава Zn-Ni по меньшей мере одного соединения, выбираемого из Si-coдержащего соединения, Ti-содержащего соединения, Al-содержащего соединения и Zr-содержащего соединения, с последующим горячим высушиванием осажденного соединения без водного промывания. Подобное соединение может быть осаждено любым из: способов нанесения покрытия, способа окунания и способа распыления, с использованием устройства для нанесения покрытия при помощи валика, устройства для нанесения покрытия при помощи обжимного пресса или устройства для нанесения покрытия при помощи штампа. В таком случае после нанесения покрытия, окунания или распыления при использовании устройства для нанесения покрытия при помощи обжимного пресса и тому подобного для регулирования количества покрытия и достижения однородности внешнего вида и однородности толщины могут быть использованы способ с использованием воздушного шабера или способ с использованием обжимных вальцев. В дополнение к этому, горячее высушивание предпочтительно проводят таким образом, чтобы наивысшая предельная температура листовой стали находилась в диапазоне от 40°С до 200°С, более предпочтительно от 50°С до 160°С.
Слой соединения на слое покрытия из сплава Zn-Ni также может быть получен и в результате проведения реакционной обработки, при которой листовую сталь с покрытием на основе Ni, включающую слой покрытия из сплава Zn-Ni, окунают в кислый водный раствор, содержащий по меньшей мере один катион, выбираемый из Si, Ti, Al и Zr, и по меньшей мере один анион, выбираемый из фосфатного иона, фтористоводородного иона и фторидного иона, с последующим горячим высушиванием листовой стали при наличии или в отсутствие водного промывания.
Для получения горячепрессованного элемента, характеризующегося прочностью, равной 980 МПа или более, предпочтительно использовать в качестве листовой стали в листовой стали с покрытием на основе Ni, например, листовую сталь, характеризующуюся составом % мас. С: от 0,15 до 0,5%, Si: от 0,05 до 2,0%, Mn: от 0,5 до 3%, Р: 0,1% или менее, S: 0,05% или менее, Al: 0,1% или менее, N: 0,01% или менее и балансовые компоненты, включающие Fe и неизбежные примеси, или листовую сталь, дополнительно содержащую в % мас. по меньшей мере один представитель, выбираемый из Cr: от 0,01 до 1%, Ti: 0,2% или менее и В: от 0,0005 до 0,08% и Sb: от 0,003 до 0,03%, либо индивидуально, либо в комбинации.
Причина ограничения количеств каждого из элементов, являющихся компонентами, описывается ниже. В данном случае «%» в уровне содержания каждого компонента является «% мас.», если только не будет явно указано иное.
С: от 0,15 до 0,5%
С представляет собой элемент, который улучшает прочность стали, и для получения горячепрессованного элемента, характеризующегося значением ПР (прочности на разрыв), равным 980 МПа или более, требуется уровень содержания С, равный 0,15% или более. С другой стороны, при уровне содержания С, превышающем 0,5%, значительно ухудшается перерабатываемость при штамповке листовой стали, использующейся в качестве материала. Поэтому уровень содержания С находится в диапазоне от 0,15% до 0,5%.
Si: от 0,05 до 2,0%
Подобно С Si представляет собой элемент, который улучшает прочность стали, и для получения горячепрессованного элемента, характеризующегося значением ПР, равным 980 МПа или более, требуется уровень содержания Si равный 0,05% или более. С другой стороны, при уровне содержания Si, превышающем 2,0%, во время горячей прокатки значительно увеличивается частота появления поверхностных дефектов, называемых «красной окалиной», возрастает давление при прокатке, и ухудшается пластичность горячекатаной листовой стали. Кроме того, при уровне содержания Si, превышающем 2,0% мас., в случае получения на поверхности листовой стали в результате плакирования пленки покрытия, в основном содержащей Zn или Al, может быть оказано неблагоприятное воздействие на технологичность при плакировании. Поэтому уровень содержания Si находится в диапазоне от 0,05 до 2,0%.
Mn: от 0,5 до 3%
Mn представляет собой эффективный элемент для улучшения прокаливаемости в результате подавления превращения феррита, а также эффективный элемент для уменьшения температуры нагревания перед горячим прессованием вследствие понижения температуры перехода Ас3. Для демонстрации такого эффекта требуется уровень содержания Mn, равный 0,5% или более. С другой стороны, при уровне содержания Mn, превышающем 3%, происходит сегрегация, что уменьшает гомогенность характеристик листовой стали, использующейся в качестве материала, и горячепрессованного элемента. Поэтому уровень содержания Mn находится в диапазоне от 0,5 до 3%.
Р: 0,1% или менее
В случае превышения уровнем содержания Р 0,1% произойдет сегрегация, что уменьшит гомогенность характеристик листовой стали, использующейся в качестве материала, и горячепрессованного элемента, а также ухудшит вязкость. Поэтому уровень содержания Р составляет 0,1% или менее.
S: 0,05% или менее
В случае превышения уровнем содержания S 0,05% вязкость горячепрессованного элемента уменьшается. Поэтому уровень содержания S составляет 0,05% или менее.
Al: 0,1% или менее
В случае превышения уровнем содержания Al 0,1% перерабатываемость при штамповке и прокаливаемость листовой стали, использующейся в качестве материала, ухудшается. Поэтому уровень содержания Al составляет 0,1% или менее.
N: 0,01% или менее
В случае превышения уровнем содержания N 0,01% во время горячей прокатки и нагревания перед горячим прессованием образуется нитрид AlN, и перерабатываемость при штамповке и прокаливаемость листовой стали, использующейся в качестве материала, ухудшаются. Поэтому уровень содержания N составляет 0,01% или менее.
Балансовые компоненты включают Fе и неизбежные примеси, но предпочтительно включают по меньшей мере один представитель, выбираемый из Cr: от 0,01 до 1%, Ti: 0,2% или менее и В: от 0,0005 до 0,08% и Sb: от 0,003 до 0,03%, добавленного либо индивидуально, либо в комбинации по причинам, описанным ниже.
Cr: от 0,01 до 1%
Cr представляет собой эффективный элемент для упрочнения стали и улучшения прокаливаемости. Для демонстрации данного эффекта уровень содержания Cr предпочтительно составляет 0,01% или более. С другой стороны, в случае превышения уровнем содержания Cr 1% значительно увеличится стоимость. Поэтому верхний предел предпочтительно составляет 1%.
Ti: 0,2% или менее
Ti представляет собой эффективный элемент для упрочнения стали и улучшения вязкости вследствие образования мелких зерен. Кроме того, Ti раньше образует нитрид в сопоставлении с В, как это описывается ниже, и представляет собой эффективный элемент для демонстрации эффекта улучшения прокаливаемости благодаря растворенному в твердом веществе В. Однако в случае превышения уровнем содержания Ti 0,2% давление при прокатке во время горячей прокатки чрезвычайно увеличивается, а вязкость горячепрессованного элемента уменьшается. Поэтому верхний предел предпочтительно составляет 0,2% или менее.
В: от 0,0005 до 0,08%
В представляет собой эффективный элемент для улучшения прокаливаемости во время горячего прессования и вязкости после горячего прессования. Для демонстрации данного эффекта уровень содержания В предпочтительно составляет 0,0005% или более. С другой стороны, в случае превышения уровнем содержания В 0,08% давление при прокатке во время горячей прокатки чрезвычайно увеличивается, и после горячей прокатки образуются фаза мартенсита и фаза бейнита, что тем самым приводит к образованию в листовой стали трещин. Поэтому верхний предел предпочтительно составляет 0,08%.
Sb: от 0,003 до 0,03%
Sb создает эффект подавления появления обезуглероженного слоя в поверхностном слое листовой стали в течение периода времени от нагревания листовой стали перед горячим прессованием до охлаждения листовой стали при использовании последовательности обработок при горячем прессовании. Для демонстрации данного эффекта требуется уровень содержания Sb, равный 0,003% или более. С другой стороны, в случае превышения уровнем содержания Sb 0,03% давление при прокатке увеличивается, что тем самым уменьшает производительность. Поэтому уровень содержания Sb находится в диапазоне от 0,003 до 0,03%.
Примеры способа нагрева пред горячим прессованием включают нижеследующее, но не ограничиваются только этим: нагревание с использованием электрической печи или газовой печи, нагревание в пламени, электрическое нагревание, высокочастотное нагревание, индукционное нагревание и тому подобное.
Примеры
Обе поверхности холоднокатаной листовой стали, характеризующейся температурой перехода Ас3 818°С, толщиной 1,6 мм и составом в % мас. С: 0,23%, Si: 0,12%, Mn: 1,5%, P: 0,01%, S: 0,01%, Al: 0,03%, N: 0,005%, Cr: 0,4%, В: 0,0022% и балансовые компоненты, включающие Fe и неизбежные примеси, гальванизировали в гальванической ванне, содержащей 50 г/л (литр) сульфата натрия, 100 г/л гексагидрата сульфата никеля и 50 г/л гептагидрата сульфата цинка, при рН 2 и температуре 50°С и изменении плотности тока от 10 до 50 А/дм2 для получения слоев покрытия из сплава Zn-Ni, характеризующихся различными уровнями содержания Ni и массами покрытия, продемонстрированными в таблицах 1 и 2. После этого на каждую из разновидностей листовой стали за некоторым исключением наносили любое одно соединение, выбираемое из Si-содержащего соединения, Ti-содержащего соединения, Al-содержащего соединения и Zr-содержащего соединения, проиллюстрированных в таблицах 1 и 2, а после этого проводили высушивание в условиях, в которых предельная температура составляла 140°С, для получения любого одного слоя, выбираемого из слоя Si-содержащего соединения, слоя Ti-содержащего соединения, слоя Al-содержащего соединения и слоя Zr-содержащего соединения и имеющего толщину 0,5 мкм. После этого заготовку с размерами 200 мм × 220 мм, отобранную из каждой из получающихся в результате разновидностей листовой стали в качестве материала, нагревали при средней скорости нагрева 8°С/сек. в воздушной атмосфере в электрической печи в течение 10 минут при каждой из температур нагревания, продемонстрированных в таблицах 1 и 2. После этого каждую из заготовок извлекали из печи и немедленно подвергали вытяжке по способу прессования, схематически продемонстрированному на фиг.2, для получения горячепрессованных элементов №№1, 4, 7-21, 28-30, 34, 37, 40 и 41. В дополнение к этому, некоторые из разновидностей листовой стали нагревали в результате прямого электрического нагрева при средней скорости нагрева 12°С/сек. или 90°С/сек., извлекали из печи после достижения каждой из температур нагрева, продемонстрированных в таблицах 1 и 2, и немедленно подвергали вытяжке по тому же самому способу прессования, что и описанный выше, для получения горячепрессованных элементов №№2, 3, 5, 6, 22-27, 31-33, 35, 36, 38 и 39. При вытяжке ширина пуансона составляла 70 мм, а технологическая высота составляла 30 мм. В дополнение к этому, отбирали образец из плоской части верха каждого элемента и по описанному выше методу измеряли глубину области диффундирования Ni, толщину слоя ZnO и собственный потенциал погружения, который представляет собой показатель относительного содержания слоя интерметаллического соединения. В то же самое время состояние слоя интерметаллического соединения подтверждали при проведении анализа методом СЭМ для описанного выше сечения. В дополнение к этому, по описанным ниже методам рассматривали окалиностойкость, адгезию покрытия, коррозионную стойкость после нанесения покрытия и стойкость к поступлению водорода.
Окалиностойкость: оценивали в результате визуального наблюдения поверхности, не находящейся в контакте с пуансоном, после горячего прессования на основании следующих далее критериев:
Круг: отсутствие адгезии окалины
Крест: адгезия окалины
Адгезия покрытия: из плоской части верха элемента отбирали образец, и поверхность, не находящуюся в контакте с пуансоном, подвергали химической конверсионной обработке при использовании продукта PB-SX35, изготовленного в компании Nihon Parkerizing Co., Ltd., в стандартных условиях, а после этого осаждали электроосаждаемую краску GT-10HT gray, изготовленную в компании Kansai Paint Co., Ltd., до толщины 20 мкм в условиях спекания (170°С и 20 минут), получая образец для испытаний с нанесенным покрытием. На подвергнутую конверсионной обработке и электроосаждению поверхность полученного таким образом образца для испытаний наносили поперечные разрезы до материала стали основы в виде решетчатого рисунка (10×10 квадратов, интервал 1 мм) при использовании ножа резательного устройства и выполняли испытание на отслаивание липкой ленты при наличии поперечных разрезов, в котором проводили нанесение и отслаивание липкой ленты. Оценку проводили на основании следующих далее критериев, и пометки в виде круга и треугольника рассматривали в качестве удовлетворительных пометок для цели настоящего изобретения.
Круг: отсутствие отслаивания
Треугольник: отслаивание происходило на 1-10 квадратах
Крест: отслаивание происходило на 11 или более квадратах
Коррозионная стойкость после нанесения покрытия: на подвергнутую конверсионной обработке и электроосаждению поверхность образца для испытаний, полученного по тому же самому способу, что и описанный ранее для адгезии покрытия, наносили поперечные разрезы при использовании ножа резательного устройства, а после этого проводили испытание на коррозию в условиях цикла испытания на коррозию в соответствии с документом SAE-J2334. Измеряли максимальную ширину вздутий на покрытии на одной стороне после 25 циклов, что оценивали на основании следующих далее критериев, и пометки в виде круга и треугольника рассматривали в качестве удовлетворительных пометок для цели настоящего изобретения.
Круг: 0 нм ≤ ширина вздутия < 1,5 мм
Треугольник: 1,5 нм ≤ ширина вздутия < 3,0 мм
Крест: 3,0 нм ≤ ширина вздутия
Стойкость к поступлению водорода: отбирали образец из плоской части верха элемента, и одну поверхность (поверхность, не находящуюся в контакте с пуансоном) зеркально шлифовали до толщины 1 мм. После этого на шлифованную поверхность образца наносили покрытие из Ni и использовали ее в качестве поверхности детектирования водорода и в электрохимической ячейке, схематически продемонстрированной на фиг.3, устанавливали образец, использующийся в качестве рабочего электрода, и платину, использующуюся в качестве противоэлектрода, для измерения величины поступления водорода в сталь методом определения электрохимического проникновения водорода в условиях коррозии нешлифованной поверхности при комнатной температуре на воздухе. То есть сторону поверхности детектирования водорода заполняли водным раствором NaOH с концентрацией 0,1 моль/л и через солевой мостик устанавливали электрод сравнения (Ag/AgCl). В дополнение к этому, на нешлифованную поверхность (поверхность оценки: поверхность, не находящуюся в контакте с пуансоном) прикалывали раствор NaCl с концентрацией 0,5 моль/л, после чего протекала коррозия при комнатной температуре на воздухе. Потенциал на стороне поверхности детектирования водорода устанавливали на 0 В по отношению к электроду Ag/AgCl и в течение 5 дней непрерывно измеряли величину тока проникновения водорода в результате прикапывания чистой воды на коррозионную часть один раз в день. Стойкость к поступлению водорода, связанному с коррозией, оценивали по максимальному значению тока на основании приведенных ниже критериев. Пометки в виде двойного круга и круга рассматривали в качестве удовлетворяющих цели настоящего изобретения. В дополнение к этому, элемент, на котором в значительной мере появлялась коррозия во время горячего прессования, подвергали испытанию после удаления окалины с поверхностей в результате проведения дробеструйной обработки.
Двойной круг: максимальный ток составлял 1/10 или менее от значения для холоднокатаной листовой стали
Круг: максимальный ток находился в диапазоне от более чем 1/10 до 1/2 или менее от значения для холоднокатаной листовой стали
Крест: максимальный ток находился в диапазоне от более чем 1/2 от значения для холоднокатаной листовой стали до значения, равного ему
Результаты продемонстрированы в таблицах 3 и 4. Как было установлено, горячепрессованные элементы №№ от 1 до 27 и 30, соответствующие настоящему изобретению, являются превосходными не только по окалиностойкости, адгезии покрытия и коррозионной стойкости после нанесения покрытия, но также и по стойкости к поступлению водорода.
Реферат
Изобретение относится к горячепрессованному элементу, полученному в результате прессования нагретой листовой стали, а именно к горячепрессованному элементу, использующемуся для деталей нижних частей кузова и каркасов автомобилей, а также к способу его получения. Горячепрессованный элемент из листовой стали с покрытием содержит в поверхностном слое листовой стали область диффундирования Ni и также содержит слой интерметаллического соединения и слой ZnО. Указанные слои именно в такой последовательности получают поверх области диффундирования Ni. Слой интерметаллического соединения соответствует γ-фазе, присутствующей на диаграмме фазового равновесия сплава Zn-Ni, при этом упомянутый слой имеет собственный потенциал погружения в водном насыщенном воздухом растворе NaCl с концентрацией 0,5 моль/л при 25±5°C в диапазоне от -600 до -360 мВ по отношению к стандартному водородному электроду. Горячепрессованный элемент с покрытием получают путем нагрева листовой стали с покрытием на основе Ni, которая содержит на своей поверхности слой покрытия из сплава Zn-Ni, содержащий 13 мас.% или более Ni, в температурном диапазоне от температуры перехода Асдо 1200°С с последующим горячим прессованием листовой стали. Горячепрессованный элемент может быть получен без образования окалины, при этом он в меньшей степени подвержен поступлению водорода в сталь в связи с коррозией и характеризуется улучшенной адгезией покрытия и коррозионной стойкостью после его нанесения. 3 н. и 13 з.п. ф-лы, 3 ил., 4 табл., 1 пр.
Комментарии