Металлический лист, способ изготовления металлического листа, водный раствор, применение водного раствора, концентрат для изготовления раствора, применение металлического листа - RU2343223C2
Код документа: RU2343223C2
Чертежи
Описание
Изобретение относится к металлическому листу, покрытому смазочным материалом, или к листовой заготовке из него с улучшенными свойствами деформации, при этом смазочный материал является, в частности, защищающим от коррозии маслом, предварительной смазкой и/или сухой смазкой. Изобретение относится также к способу изготовления металлического листа или листовой заготовки из металлического листа, а также к его применению для изготовления металлических тел посредством деформации, в частности, посредством глубокой вытяжки, и к водному раствору, применению водного раствора, к концентрату для изготовления раствора.
При изготовлении металлического листа, например, стального листа, его обычно непосредственно после процесса изготовления и покрытия и перед поставкой в металлообрабатывающую промышленность снабжают временной защитой от коррозии для хранения и транспортировки. Это происходит, как правило, посредством нанесения сдерживающего коррозию смазочного материала непосредственно перед намоткой листа, такого как защищающего от коррозии масла, предварительной смазки или сухой смазки. Когда металлический лист предназначен для дальнейшей обработки посредством деформации, такой как глубокая вытяжка, то используемые смазочные материалы могут содержать дополнительные, специально для соответствующего процесса деформации рассчитанные вспомогательные вещества, которые улучшают трибологические свойства листа при деформации. Такие покрытые металлические листы применяются, например, в автомобильной промышленности для изготовления кузовов из металлического листа посредством глубокой вытяжки.
При использовании смазочных материалов для временной защиты от коррозии и для улучшения свойств деформации следует, в частности, обращать внимание на легкое и полное их удаление с листа после процесса деформации.
Из ЕР 0489105 В1 известен способ холодной глубокой вытяжки металлического листа, в котором подлежащий глубокой вытяжке лист и/или инструмент для глубокой вытяжки обрабатывают водным раствором неорганического фосфата щелочного металла и затем подвергают глубокой вытяжке в присутствии масла для глубокой вытяжки. Наносимая на лист соль образует при давлении и температуре глубокой вытяжки за счет реакции с маслом для глубокой вытяжки мыло, которое вызывает уменьшение коэффициента трения. Недостатком способа является то, что применяемый фосфат щелочного металла и образуемое мыло после глубокой вытяжки не поддается полному удалению без остатка с листа.
Кроме того, из СН 441594 известен состав смазочного материала для холодной деформации металлов без снятия стружки, который для улучшения трибологических свойств содержит тонко диспергированную, водорастворимую неорганическую соль, такую как бура. Недостатком этого состава смазочного материала является то, что его смазочная способность не является постоянной, поскольку соль распределяется по поверхности не равномерно, что мешает процессу глубокой вытяжки.
При изготовлении оцинкованного с одной стороны электролитическим способом тонкого листа было установлено, что покрытие тонким слоем фосфата, соответственно, пассивирование с помощью буры с массой слоя около 10 мг/м2 является предпочтительным с точки зрения трибологических свойств. Оба продукта можно наносить в имеющихся промывочных ваннах оцинковочных линий. Однако они имеют тот недостаток, что могут препятствовать фосфатированию на автомобильном заводе.
Идея оказания влияния на трибологические свойства стальной ленты непосредственно на стальной поверхности осуществляется посредством применения предварительной смазки. Предварительная смазка содержит способствующие вытяжке вещества, которые вносятся в масляный слой толщиной около 1 микрона. Однако трибологически активной является лишь непосредственная граница раздела сталь-инструмент в пределах нескольких нанометров.
Наконец, широко известно выполнение обработки поверхности подлежащего глубокой вытяжке листа для улучшения его трибологических свойств. В частности, известны химические способы для обработки поверхности, такие как, например, фосфатирование, с помощью которых уменьшают коэффициент трения между листом и инструментом и тем самым способствуют формообразованию листовой заготовки. Однако такая обработка является дорогой и ее можно применять не для всех подлежащих глубокой вытяжке металлических листов.
В основу изобретения положена задача создания покрытого смазочным материалом металлического листа для изготовления металлических тел посредством деформации с улучшенными трибологическими свойствами. Металлический лист после процесса деформации должен обеспечивать легкую очистку без оставления каких-либо остатков. Наконец, изготовление покрытого смазочным материалом металлического листа должно быть простым и не требовать высоких инвестиционных затрат в существующих производственных установках.
Эта задача решена, согласно изобретению, с помощью металлического листа или заготовки из металлического листа с покрытием из смазочного материала, в частности, защищающего от коррозии масла, предварительной смазки и/или сухой смазки, при этом металлический лист или заготовка из металлического листа содержит слой, который образован посредством нанесения раствора, содержащего органический сложный эфир фосфорной кислоты, на металлическую поверхность листа.
Неожиданным образом было установлено, что покрытые смазочным материалом металлические листы, согласно изобретению, имеют отличные трибологические свойства за счет слоя, образованного сложным эфиром фосфорной кислоты. По сравнению с покрытыми смазочным материалом металлическими листами без такого слоя, металлические листы, согласно изобретению, имеют уменьшенный коэффициент трения. Наконец, металлические листы, согласно изобретению, можно легко очищать после процесса деформации с помощью существующих установок для обезжиривания, при этом с поверхности металлического листа без проблем удаляется без остатка как слой, содержащий смазочный материал, так и слой, образованный сложным эфиром фосфорной кислоты.
Применяемые металлические листы, согласно изобретению, могут быть любыми металлическими листами, из которых можно изготавливать металлические тела посредством деформации, в частности, холодного формования. Особенно пригодными металлическими листами являются стальные листы. Применяемые металлические листы, согласно изобретению, могут иметь покрытие или же могут не иметь покрытия. В качестве металлического листа без покрытия можно использовать, например, тонкий металлический лист без покрытия, в частности, тонкий металлический лист без покрытия, подвергнутый непрерывному отжигу. В качестве металлического листа с покрытием можно использовать, в частности, лист с электролитическим покрытием, в частности, оцинкованный электролитическим способом лист, и листы с горячей оцинковкой и листы с гальваническим покрытием. Металлические листы предпочтительно имеют толщину от 0,05 до 5 мм, в частности, от 0,5 до 1,5 мм.
Металлические листы и заготовки из металлического листа, согласно изобретению, покрыты смазочным материалом, который должен защищать листы после изготовления, по меньшей мере, временно от нежелательных влияний окружающей среды, в частности, от коррозии. Выбор смазочного материала не ограничен; можно использовать любые содержащие жиры или масла вещества или т.п., а также сухие смазочные вещества, такие как графит. Применяемые согласно изобретению смазочные материалы предпочтительно содержат ингибиторы коррозии. Кроме того, смазочные материалы могут содержать другие добавки, в частности, добавки для улучшения свойств вытяжки стальных листов.
Такие смазочные материалы для металлообрабатывающей промышленности хорошо известны для специалистов в данной области техники и описаны в монографиях Нахтманна «Смазочные материалы и смазка в операциях металлообработки», издательство Марсель Деккер, Нью-Йорк, 1985, страницы 81-105; Байерса «Жидкости для металлообработки», издательство Марсель Деккер, Нью-Йорк, 1994, страницы 136-140; и Мортиера, Орзулика «Химия и технология смазочных материалов», 2-е издание, издательство Чапмен и Холл, Лондон, 1997, страницы 253-260.
Согласно одному предпочтительному варианту выполнения изобретения, в качестве смазочного материала используется защищающее от коррозии масло. Такие защищающие от коррозии масла известны для специалистов в данной области техники и содержат обычно основное масло с содержанием ароматических соединений менее 10% и ингибитор коррозии, как например, сульфонаты кальция. Дополнительно к этому, защищающие от коррозии масла могут содержать антиоксиданты для предотвращения старения масла, а также образователи тиксотропии для уменьшения потерь за счет образования капель на покрытом маслом металлическом листе.
Согласно другому предпочтительному варианту выполнения изобретения, в качестве смазочного материала применяется так называемая предварительная смазка. Предварительные смазки являются защищающими от коррозии маслами с улучшенными свойствами вытяжки и как таковые являются известными для специалистов в данной области техники. Улучшение свойств вытяжки достигается за счет введения дополнительных добавок, таких как, например, сложные эфиры.
Согласно другому предпочтительному варианту выполнения изобретения, в качестве смазочного материала применяется так называемая сухая смазка. Сухими смазками являются тонкие пленки на основе воска или акрилата со свойствами, аналогичными предварительным смазкам, и как таковые они известны для специалистов в данной области техники. Сухие смазки дополнительно обеспечивают возможность изготовления сложных тянутых частей в прессе без дополнительного нанесения жира. Потери на образование капель покрытых листов полностью исключаются. Сухие смазки можно наносить после расплавления, например, электростатическим способом, или с помощью накатывания покрытия на лист.
Согласно изобретению, на металлической поверхности листа образуется слой, который получается посредством нанесения органического сложного эфира фосфорной кислоты на металлическую поверхность листа.
Применяемые, согласно изобретению, органические сложные эфиры фосфорной кислоты являются, в частности, соединениями общей формулы:
X3-nPO4Rn,
где Х обозначает водород, Na, K, -NH2, -NHR, -NR2, -NH(R'-OH), -N(R'-ОН)2 или -NR(R'-OH), R обозначает неразветвленную или разветвленную группу алкила с 1-8 атомами углерода, R' обозначает неразветвленную или разветвленную группу алкилена с 1-14, в частности, 1-8 атомами углерода, R и R' могут быть одинаковыми или различными, при этом n является числом от 0 до 3, и если Х обозначает водород, Na, K, -NH2, то n≠0, при рН раствора от 6,5 до 11.
Особенно хорошие результаты достигаются, когда в качестве органического сложного эфира фосфорной кислоты применяется соединение указанной выше формулы с Х=Н, R=C4H9 и n=1 или 2. Кроме того, особенно предпочтительной является эквимолярная смесь из (С4Н9-O)РО(ОН)2 и (ОН)РО(O-С4Н9)2.
Согласно одному предпочтительному варианту выполнения изобретения, образованный сложным эфиром фосфорной кислоты слой содержит в качестве дополнительной составляющей водорастворимое органическое соединение серы и/или органическое соединение молибдена.
Пригодными для использования в изобретении органическими соединениями серы являются, в частности, тиадиазолы, дитиокарбаматы и/или дитиопропионаты, а также их соли и производные.
Особенно подходящими органическими соединениями серы являются, например, натрий-2-меркаптобензотиазол, 2,5-димеркапто-1,3,4-тиадиазол, а также их соли и производные, диметилдитиокарбамат натрия, диметилдитиокарбамат калия и/или моноэтаноламиндитиопропионат.
Пригодные для использования в изобретении органические соединения молибдена можно получать, например, посредством реакции замены триоксида молибдена и/или молибденовой кислоты амином и/или алканоламином.
Согласно другому предпочтительному варианту выполнения изобретения, содержащий сложный эфир фосфорной кислоты слой содержит в качестве дополнительных составляющих, по меньшей мере, одно неорганическое соединение, выбранное из группы, состоящей из полифосфатов, боратов, молибдатов и вольфраматов.
Особенно подходящими для применения в изобретении неорганическими соединениями являются, например, триполифосфат аммония, тетраборат натрия, молибдат аммония, вольфрамат натрия, вольфрамат калия и/или вольфрамат натрия.
Сложный эфир фосфорной кислоты и возможные другие компоненты наносят на металлический лист предпочтительно в виде водного раствора. После нанесения металлический лист предпочтительно сушат.
Образованный сложным эфиром фосфорной кислоты слой можно выполнять с любой толщиной. Однако, его предпочтительно выполняют в виде очень тонкого слоя, в частности, в виде покрытия с толщиной в нанометровом диапазоне.
Согласно другому предпочтительному варианту выполнения изобретения, непосредственно на образованном сложным эфиром фосфорной кислоты слое создают содержащий смазочный материал слой. Содержащий смазочный материал слой предпочтительно содержит защищающее от коррозии масло, предварительную смазку и/или сухую смазку. Содержащий смазочный материал слой предпочтительно содержит защищающее от коррозии масло.
Содержащий смазочный материал слой можно выполнять с любой толщиной. Особенно хорошие трибологические свойства достигаются при выполнении содержащего смазочный материал слоя с толщиной от 0,3 до 3,0 г/м2, в частности, от 1 до 2 г/м2.
Было установлено, что особенно предпочтительно, когда содержащий смазочный материал слой так согласован с содержащим сложный эфир фосфорной кислоты слоем, что он содержит составляющие, которые содержаться также в образованном сложным эфиром фосфорной кислоты слое.
Было установлено, что за счет этого возникает синергетический эффект и дополнительно улучшаются трибологические свойств листа.
Так, например, является предпочтительным, когда содержащий смазочный материал слой содержит, по меньшей мере, один указанный выше органический сложный эфир фосфорной кислоты в количестве от 0,01 до 50 мас.%, в частности, от 0,05 до 10 мас.%.
Кроме того, является дополнительно предпочтительным, когда содержащий смазочный материал слой содержит указанное выше водорастворимое органическое соединение серы в количестве от 0,005 до 30 мас.%, в частности, от 0,01 до 5 мас.%, и/или указанное выше органическое соединение молибдена в количестве от 0,005 до 30 мас.%, в частности, от 0,01 до 5 мас.%.
Наконец, предпочтительно, когда смазочный материал содержит указанное выше неорганическое соединение в количестве от 0,005 до 50 мас.%, в частности, от 0,01 до 30 мас.%.
Кроме того, изобретение относится к способу изготовления металлического листа или заготовки из металлического листа, согласно изобретению, содержащему следующие стадии:
- нанесения раствора, содержащего органический сложный эфир фосфорной кислоты, на верхнюю и/или нижнюю сторону листа и
- нанесения смазочного материала на покрытый лист.
Для нанесения раствора, содержащего органический сложный эфир фосфорной кислоты, можно использовать любые известные для специалистов в данной области техники способы, такие как погружение, распыление, нанесение кистью, ракельное нанесение.
Рабочий процесс можно удобно интегрировать в существующие рабочие операции изготовления металлических листов. Например, нанесение содержащего сложный эфир фосфорной кислоты раствора можно выполнять при покрытии листа в промывочной ванне установки для нанесения покрытия или при охлаждении листа в ванне установки водяного охлаждения. Нанесение содержащего сложный эфир фосфорной кислоты раствора предпочтительно выполнять в промывочной ванне установки для нанесения покрытия. При этом промывочная ванна предпочтительно расположена после процесса покрытия металла (например, электролитической оцинковки) в виде одноступенчатой дополнительной обработки без промывания. Внутри производственной установки за промывочной ванной могут следовать другие стадии изготовления. В частности, металлический лист после промывочной ванны можно сушить в подходящем сушильном устройстве и/или затем покрывать смазочным материалом (например, с помощью электростатического нанесения масла).
Содержащий сложный эфир фосфорной кислоты раствор предпочтительно наносят в виде водного раствора.
Раствор содержит органический сложный эфир фосфорной кислоты предпочтительно в количестве от 0,1 до 15 мас.%, в частности, от 3 до 8 мас.%.
Величину pH предпочтительно устанавливают от 6,5 до 11, в частности от 7,5 до 9,5.
Согласно одному предпочтительному варианту выполнения изобретения, раствор содержит в качестве дополнительных составляющих, как указывалось выше, водорастворимое органическое соединение серы, в частности, одно из указанных выше соединений, и/или органическое соединение молибдена, в частности, одно из указанных выше соединений, и/или одно из указанных выше неорганических соединений. Водорастворимое органическое соединение (соединения) серы и/или органическое соединение (соединения) молибдена содержатся в растворе предпочтительно в количестве от 1 до 50 мас.%, в частности, от 5 до 25 мас.% относительно количества сложного эфира фосфорной кислоты.
Неорганическое соединение (соединения) содержаться в растворе в количестве от 1 до 50 мас.%, в частности, от 5 до 10 мас.% относительно количества сложного эфира фосфорной кислоты.
Перед нанесением смазочного материала лист предпочтительно сушат.
В качестве смазочного материала предпочтительно применяют указанное выше защищающее от коррозии масло, предварительную смазку и/или сухую смазку. Смазочный материал по своему составу согласуется с раствором, содержащим сложный эфир фосфорной кислоты, так что он содержит указанные выше составляющие (например, сложный эфир фосфорной кислоты, водорастворимое органическое соединение серы, органическое соединение молибдена и/или неорганическое соединение), которые содержатся также в содержащем сложный эфир фосфорной кислоты растворе.
Смазочный материал наносят предпочтительно в количестве от 0,3 до 3 г/м2, в частности, от 1 до 2 г/м2.
Таким образом, изобретение содержит также применение раствора, содержащего сложный эфир фосфорной кислоты, для обработки, как указывалось выше, металлических поверхностей.
Кроме того, предметом данного изобретения является водный раствор для обработки металлических поверхностей, содержащий органический сложный эфир фосфорной кислоты и водорастворимое органическое соединение серы и/или органическое соединение молибдена, все указанные выше соединения, а также концентрат для изготовления такого раствора.
Наконец, изобретение содержит применение металлического листа или заготовки из металлического листа для изготовления металлических тел посредством деформации, в частности, посредством глубокой вытяжки.
Ниже приводится подробное описание изобретения на основе примера выполнения.
Электролитически оцинкованные стальные листы толщиной 1 мм обрабатывали посредством погружения водным раствором с указанным ниже составом, сушили и затем покрывали предварительной смазкой в количестве 1,5 г/м2. Для определения способности к вытяжке определяли коэффициент трения с помощью испытания на вытягивание. В качестве опорной величины для коэффициента трения служил образец электролитически оцинкованного стального листа, который не был покрыт водным раствором. Коэффициент трения этого опорного образца был принят равным 100%.
Пример 1
Электролитически оцинкованный стальной лист обработали 5% раствором эквимолярной смеси сложных эфиров фосфорной кислоты (СН3-O)PO(ОН)2 и (ОН)PO(О-СН3)2. Лист высушили и затем покрыли предварительной смазкой в количестве 1,5 г/м2. Коэффициент трения составил 88%.
По сравнению с опорным образцом без предварительной обработки установлено уменьшение коэффициента трения на 12%.
Пример 2
Электролитически оцинкованный стальной лист обработали 5% раствором эквимолярной смеси сложных эфиров фосфорной кислоты (С4Н9-O)PO(ОН)2 и (ОН)PO(О-С4Н9)2. Лист высушили и затем покрыли предварительной смазкой в количестве 1,5 г/м2. Коэффициент трения составил 58%.
По сравнению с опорным образцом без предварительной обработки установлено уменьшение коэффициента трения на 42%.
Пример 3
Электролитически оцинкованный стальной лист обработали 5% раствором эквимолярной смеси сложных эфиров фосфорной кислоты (C8H17-O)PO(OH)2 и (OH)PO(O-C8H17)2. Лист высушили и затем покрыли предварительной смазкой в количестве 1,5 г/м2. Коэффициент трения составил 90%.
По сравнению с опорным образцом без предварительной обработки установлено уменьшение коэффициента трения на 10%.
Пример 4
Электролитически оцинкованный стальной лист обработали 5% раствором эквимолярной смеси сложных эфиров фосфорной кислоты (СН3-[O-СН2СН2]3-С12Н24-O)PO(ОН)2 и (НО)PO(СН3-[O-СН2СН2]3-С12Н24-O)2. Лист высушили и затем покрыли предварительной смазкой в количестве 1,5 г/м2. Коэффициент трения составил 92%.
По сравнению с опорным образцом без предварительной обработки установлено уменьшение коэффициента трения на 8%.
Пример 5
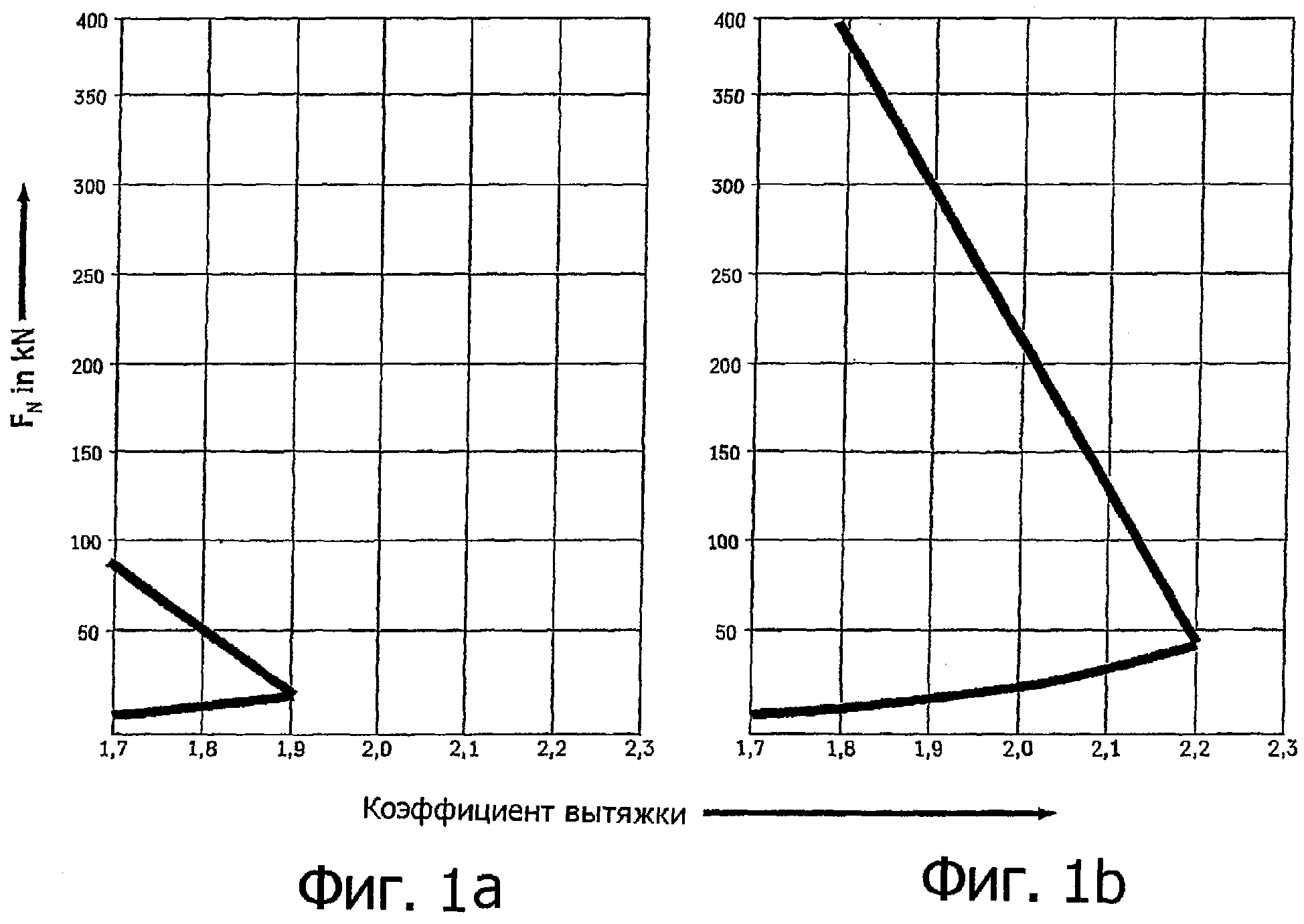
В этом примере был исследован рабочий диапазон глубокой вытяжки изготовленного согласно примеру 2 электролитически оцинкованного тонкого металлического листа, согласно изобретению, по сравнению с опорным образцом без предварительной обработки. Результаты этого исследования показаны на фиг.1.
Результаты показывают, что покрытый тонкий металлический лист, согласно изобретению (фиг.1b), имеет значительно больший рабочий диапазон глубокой вытяжки, чем опорный образец без предварительной обработки (фиг.1а).
Сравнительный пример 1
Электролитически оцинкованный стальной лист обработали 5% раствором тетрабората натрия, высушили и затем покрыли предварительной смазкой в количестве 1,5 г/м2. Коэффициент трения составил 90%.
По сравнению с опорным образцом без предварительной обработки установлено уменьшение коэффициента трения на 10%.
Сравнительный пример 2
Электролитически оцинкованный стальной лист обработали 5% раствором фосфорной кислоты, высушили и затем покрыли предварительной смазкой в количестве 1,5 г/м2. Коэффициент трения составил 95%.
По сравнению с опорным образцом без предварительной обработки установлено уменьшение коэффициента трения на 5%.
Результаты показывают, что металлические листы, согласно изобретению, которые были обработаны раствором сложного эфира фосфорной кислоты, по сравнению с металлическими листами, которые не подвергались такой обработке, имеют значительно улучшенные трибологические свойства, а также увеличенный рабочий диапазон глубокой вытяжки. Кроме того, металлические листы, согласно изобретению, можно было легко и полностью без остатка очищать в обычной установке для обезжиривания.
Реферат
Изобретение относится к изготовлению покрытого смазочным материалом металлического листа для получения посредством деформации металлических тел с пониженным коэффициентом трения и улучшенными трибологическими свойствами. Металлический лист с покрытием из смазочного материала изготавливают нанесением раствора, содержащего органический сложный эфир фосфорной кислоты, на верхнюю и/или нижнюю сторону листа и нанесение смазочного материала. Органический сложный эфир фосфорной кислоты, содержащийся в растворе, является соединением общей формулы Х3-nPO4Rn, где Х обозначает водород, Na, К, -NH2, -NHR, -NR2, -NH(R'-OH), -N(R'-OH)2 или -NR(R'-OH), R обозначает неразветвленную или разветвленную группу алкила с 1-8 атомами углерода, R' обозначает неразветвленную или разветвленную группу алкилена с 1-14, в частности, 1-8 атомами углерода, R и R' могут быть одинаковыми или различными, при этом n является числом от 0 до 3, и если Х обозначает водород, Na, К, -NH2, то n≠0, при рН раствора от 6,5 до 11,6 н. и 27 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Нехромовая пассивация металлических подложек
Комментарии