Способ формования металлического листа и формованная деталь - RU2682736C2
Код документа: RU2682736C2
Чертежи





Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу формования металлического листа, при котором не происходит разрыва во время формования, такого как вытяжка, отбортовка внутренних кромок, изгиб и штамповка с вытяжкой, и к формованной детали, формируемой с помощью этого способа формования.
Уровень техники
[0002] Обычно, чем ниже падает формуемость металлического листа, тем сильнее увеличивается прочность этого металлического листа. По этой причине, при формовании металлического листа с особенно высокой прочностью, если часть, которая должна формоваться, не может пластически деформироваться в достаточной степени, внутренние напряжения превысят предел прочности при разрыве и лист разорвется.
[0003] Фиг.1 показывает режим разрыва в части заплечика пуансона, при вытяжке металлического листа. Материал 1 заготовки металлического листа вытягивается посредством зажима фланцевой части 1' материала 1 заготовки в матрице 2 с помощью держателя 4 заготовки, при этом он штампуется с помощью пуансона 3. Вытяжка осуществляется посредством взаимного уравновешивания предела прочности при разрыве материала1 заготовки в части заплечика 3' пуансона 3 и вытягивающего усилия, действующего на фланцевую часть 1' материала 1 заготовки.
[0004] Кроме того, когда сопротивление деформации 6 фланцевой части 1' становится равной пределу прочности при разрыве материала 1 заготовки, находящегося в контакте с частью 3' заплечика пуансона 3, фланцевая часть 1' прекращает деформироваться (втягивается в матрицу 2). С другой стороны, деформация происходит только в части материала 1 заготовки, находящейся в контакте с частью 3' заплечика пуансона 3, в результате чего происходит разрыв.
[0005] Для предотвращения разрыва, при вытяжке материала заготовки, важным является высокий предел прочности при разрыве части, находящейся в контакте с частью заплечика пуансона. К настоящему времени предложено несколько способов предотвращения разрыва материала заготовки во время операции вытяжки.
[0006] PLT 1 предлагает способ штамповки материала заготовки, в течение которого положение материала заготовки, где ожидается уменьшение толщины, снабжается двумя или более сварными валиками, а затем осуществляется операция штамповки.
[0007] PLT 2 предлагает специальный материал заготовки для использования при штамповке, превосходный по формуемости при глубокой вытяжке, полученный посредством сварки стального листа высокой прочности, имеющего на 15% или больше более низкую прочность и толщину листа, чем материал в центральной части, или на 5% или больше лучшую пластичность, чем материал в центральной части, с другим стальным листом, формирующим центральную часть, по всей периферии вытягиваемой фланцевой части, в части, придающей усилие, подавляющее образование складок, во время формования снаружи части, превращающейся в конечный продукт после глубокой вытяжки.
[0008] Однако, в каждом из приведенных выше способов, при подводе тепла во время сварки к части материала заготовки, материал становится хрупким и материал заготовки становится неоднородным, так что сложно полностью предотвратить разрыв материала заготовки во время операции штамповки.
Список цитирования
Патентная литература
[0009] PLT 1. Публикация патента Японии № 10-175024A
PLT 2. Патент Японии № 4532709B
Сущность изобретения
Техническая проблема
[0010] В целом, в качестве технологий предотвращения разрыва при формовании металлического листа, можно рассмотреть, грубо классифицируя, улучшение способа формования и улучшение материала металлического листа. Например, для улучшения способа вытяжки, можно рассмотреть способ разделения матриц и увеличения количества процессов штамповки, но для этих способов неизбежными являются повышение стоимости штамповки и падение производительности.
[0011] PLT 1 и 2 описывают улучшение материала стального листа высокой прочности посредством изменения (упрочнения) материала с помощью частичного отверждения или соединения с другими материалами. Однако при этих способах, также, подобным же образом, неизбежными являются повышение стоимости формования и падение производительности.
[0012] Следовательно, настоящее изобретение имеет своей целью предотвращение разрыва металлического листа при формовании металлического листа без изменения материала металлического листа и процесса формования, и оно имеет своей целью создания способа формования, решающего эту проблему, и формованную деталь, сформированную с помощью этого способа формования.
Решение проблемы
[0013] Авторы глубоко изучили средства для решения указанной выше проблемы. В результате, авторы обнаружили, что при формовании металлического листа, если присоединить упрочняющую деталь к части, где требуется высокий предел прочности при разрыве, предел прочности при разрыве указанной выше части улучшается и разрыв может быть предотвращен.
[0014] Настоящее изобретение осуществляется на основе указанного выше открытия и содержит в качестве своей сущности следующее:
[0015] (1) Способ формования металлического листа, включающий стадии присоединения упрочняющей детали к части металлического листа, а затем формования металлического листа.
[0016] (2) Способ формования металлического листа в соответствии с (1), где в способе формования упрочняющую деталь присоединяется к части металлического листа с уменьшенной толщиной.
[0017] (3) Способ формования металлического листа в соответствии с (1) или (2), где металлический лист представляет собой стальной лист высокой прочности, имеющий прочность на разрыв 590 МПа или больше.
[0018] (4) Способ формования металлического листа в соответствии с любым из (1)-(3), где упрочняющую деталь представляет собой пластик, армированный волокнами.
[0019] (5) Способ формования металлического листа в соответствии с (4), где пластик, армированный волокнами, присоединяется таким образом, что направление волокон проходит вдоль направления, в котором от металлического листа требуется высокая прочность на разрыв.
[0020] (6) Способ формования металлического листа в соответствии с любым из (1)-(3), где упрочняющую деталь представляет собой стальную фольгу высокой прочности.
[0021] (7) Формованная деталь, вытягиваемая с помощью способа формования стального листа высокой прочности, в соответствии с любым из (1) - (6).
Преимущественные воздействия изобретения
[0022] В соответствии с настоящим изобретением, при формовании металлического листа, можно повысить предел прочности при разрыве части, где требуется высокий предел прочности при разрыве, улучшить формуемость металлического листа и предотвратить разрыв во время вытяжки без изменения материала металлического листа и процесса формования.
Краткое описание чертежей
[0023] Фиг.1 представляет собой вид, показывающий режим разрыва в части заплечика пуансона, при вытяжке стального листа высокой прочности.
Фиг.2 представляет собой вид, показывающий режим предотвращения разрыва посредством присоединения листа пластика, армированного волокнами, к той части, где требуется высокий предел прочности при разрыве, при вытяжке стального листа высокой прочности.
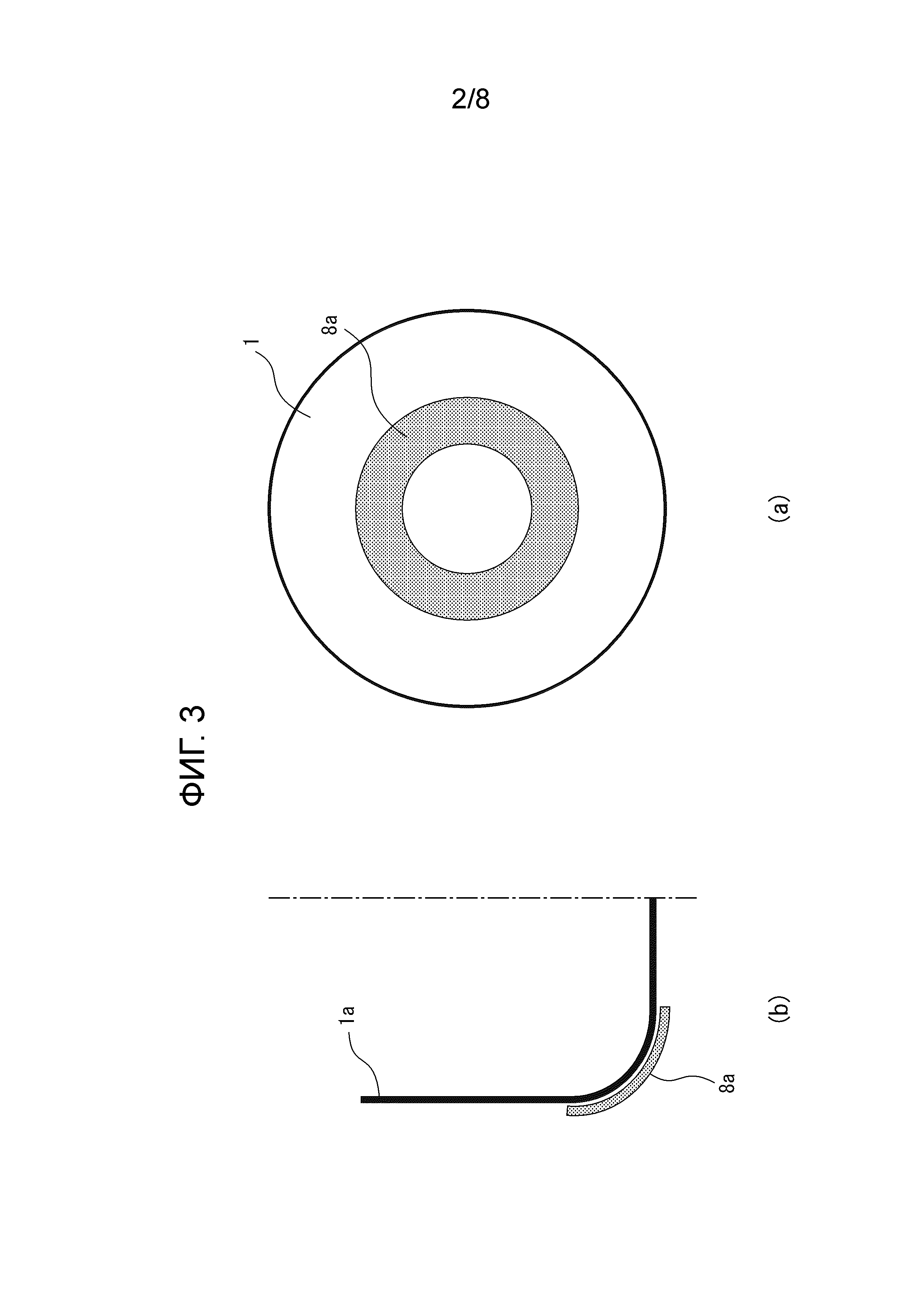
Фигуры 3A и 3B представляют собой виды, показывающие режим присоединения упрочняющей детали, состоящей из пластика, армированного волокнами, к части, где требуется высокий предел прочности при разрыве, при вытяжке стального листа высокой прочности. Фиг.3A показывает режим присоединения пластика, армированного волокнами, в форме кольца к части в виде кольца, где требуется высокий предел прочности при разрыве, в то время как Фиг.3B показывает поперечное сечение формованной детали, полученной посредством вытяжки материала заготовки, показанного на Фиг.3A.
Фигуры 4A и 4B представляют собой виды, показывающие другой режим присоединения упрочняющей детали, состоящей из пластика, армированного волокнами, к части, где требуется высокий предел прочности при разрыве, при вытяжке стального листа высокой прочности. Фиг.4A показывает режим присоединения пластика, армированного волокнами, в форме кольца к двум частям в виде кольца, где требуется высокий предел прочности при разрыве, в то время как Фиг.4B показывает поперечное сечение формованной детали, полученной посредством вытяжки материала заготовки, показанного на Фиг.4A.
Фиг.5 представляет собой вид, показывающий режим присоединения упрочняющей детали, состоящей из разделенных вставок из пластика, армированного волокнами, в форме кольца, к части в форме кольца, где требуется высокий предел прочности при разрыве.
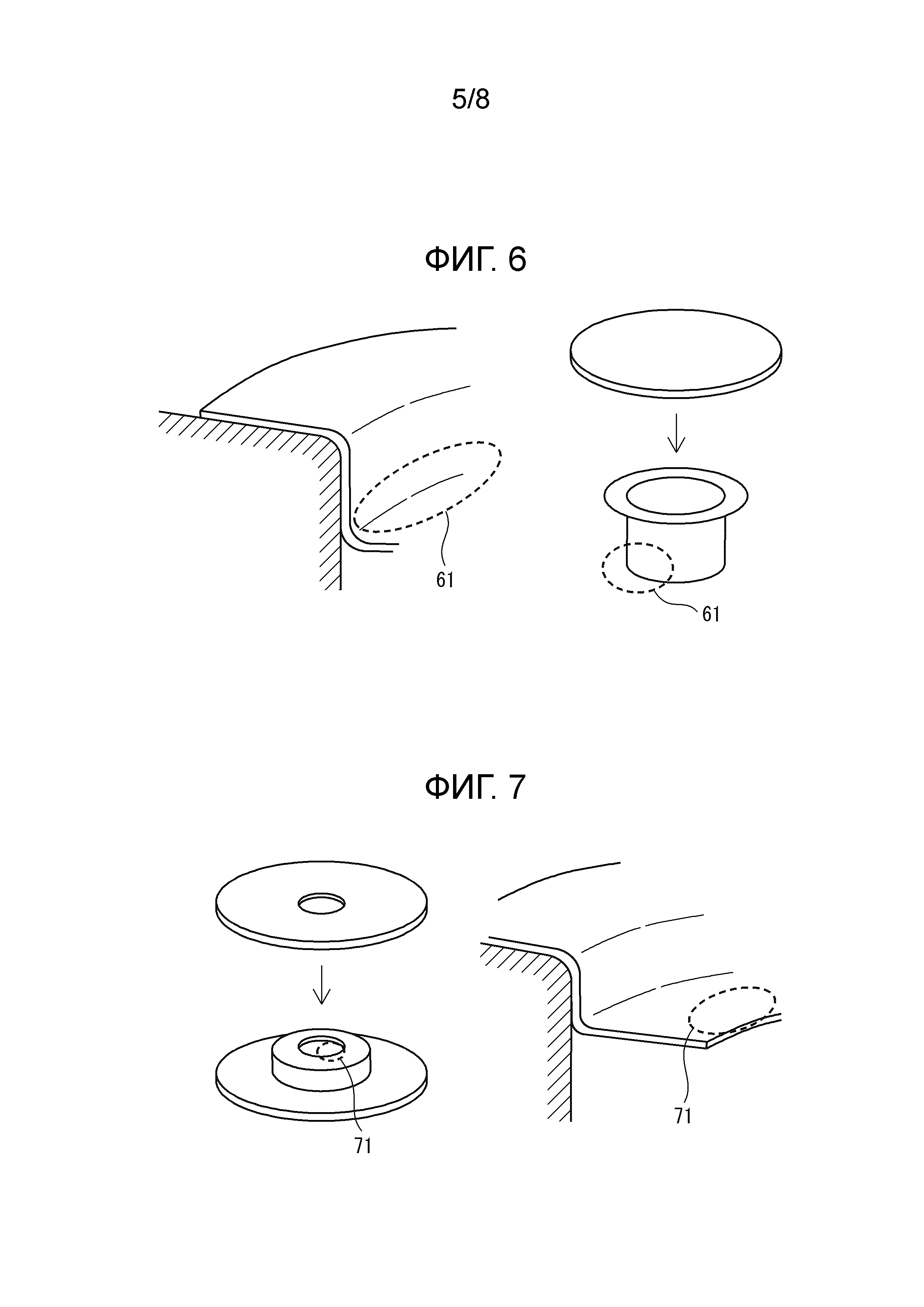
Фиг.6 представляет собой вид, показывающий положение заплечика пуансона, которое, как ожидается, станет той частью, где разрыв при глубокой вытяжке станет проблемой.
Фиг.7 представляет собой вид, показывающий положение фланцевого края, которое, как ожидается, станет той частью, где разрыв при отбортовке внутренних кромок станет проблемой.
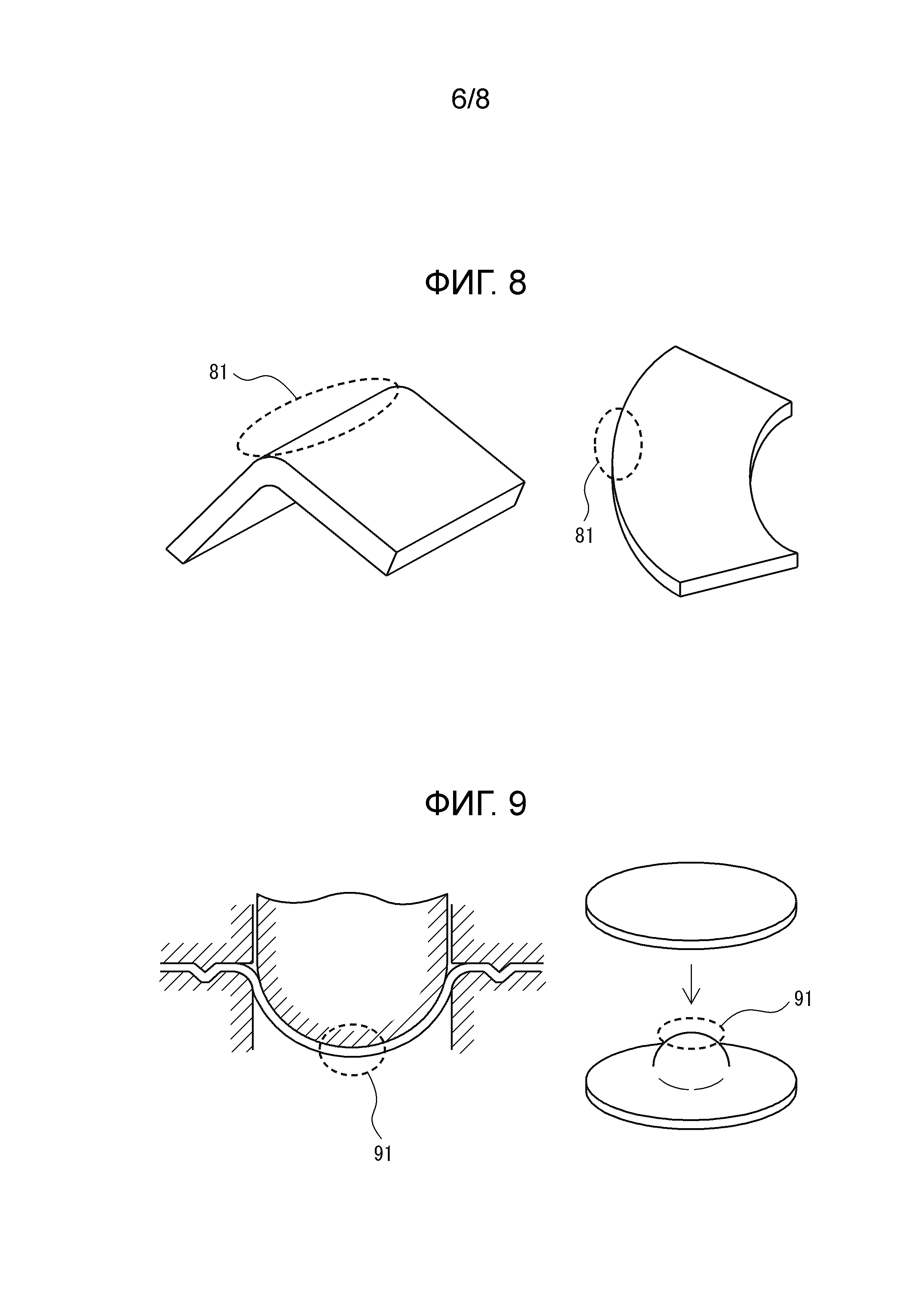
Фиг.8 представляет собой вид, показывающий положение изгиба, которое, как ожидается, станет той частью, где разрыв при изгибе станет проблемой.
Фиг.9 представляет собой вид, показывающий положение растягивающей части пуансона, которое, как ожидается, станет той частью, где разрыв при штамповке с вытяжкой станет проблемой.
Фиг.10 представляет собой диаграмму, показывающий способ определения положения, где присоединяется упрочняющая деталь, при формовании металлического листа сложной формы, где сложно предсказать то положение, где потребуется высокий предел прочности при разрыве.
Фиг.11 представляет собой вид, показывающий способ присоединения листа пластика, армированного волокнами, к части стального листа высокой прочности, где требуется высокий предел прочности при разрыве.
Фигуры 12A и 12B представляют собой виды, показывающие случаи операции вытяжки без листа пластика, армированного волокнами, присоединенного к части, где требуется высокий предел прочности при разрыве, при вытяжке стального листа высокой прочности и случай операции вытяжки с присоединенным листом пластика, армированного волокнами. Фиг.12A показывает случай операции вытяжки без присоединения листа пластика, армированного волокнами, к части, где требуется высокий предел прочности при разрыве, в то время как Фиг.12B показывает случай операции вытяжки, когда присоединяется лист пластика, армированного волокнами, к той части, где требуется высокий предел прочности при разрыве.
Описание вариантов осуществления
[0024] Способ формования металлического листа по настоящему изобретению представляет собой способ формования металлического листа, включающий вытяжку листа с упрочняющей деталью, присоединенной заранее к части, где требуется высокий предел прочности при разрыве (ниже, упоминается как "часть, где разрыв является проблемой").
[0025] Формованная деталь по настоящему изобретению отличается тем, что формуется с помощью способа формования по настоящему изобретению.
[0026] Способ формования по настоящему изобретению будет объясняться на основе чертежей.
[0027] Фиг.2 показывает в качестве одного из примеров настоящего изобретения режим вытяжки стального листа высокой прочности, где лист пластика, армированного волокнами, присоединяется к части, где требуется высокий предел прочности при разрыве, с тем, чтобы предотвратить разрыв.
[0028] Материал 1 заготовки из стального листа высокой прочности вытягивается посредством зажима фланцевой части 1' материала 1 заготовки в матрице 2 с помощью держателя 4 заготовки при штамповке его с помощью пуансона 3. Вытяжка осуществляется посредством взаимного уравновешивания предела прочности при разрыве материала 1 заготовки в части заплечика 3' пуансона 3 и вытягивающего усилия, действующего на фланцевую часть 1' материала 1 заготовки.
[0029] Кроме того, как объясняется выше, когда сопротивление 6 деформации фланцевой части 1' становится равным пределу прочности при разрыве материала 1 заготовки, находящейся в контакте с частью 3' заплечика пуансона 3, фланцевая часть 1' прекращает деформацию (вытягивается в матрицу 2). С другой стороны, деформация происходит только в части материала 1 заготовки, находящейся в контакте с частью 3' заплечика пуансона 3, приводя в результате к разрыву (смотри Фиг.1).
[0030] С другой стороны, при вытяжке стального листа высокой прочности, показанного на Фиг.2, упрочняющую деталь, состоящую из листа пластика 8, армированного волокнами, присоединяют заранее к части 7, где требуется высокий предел прочности при разрыве, а затем осуществляется операция вытяжки.
[0031] При вытяжке материала 1 заготовки, если присоединение листа пластика 8, армированного волокнами, к части, где разрыв во время вытяжки является проблемой, то есть, к части 7, где требуется высокий предел прочности при разрыве, улучшается предел прочности при разрыве в части 7, где требуется высокий предел прочности при разрыве, и материал 1 заготовки не разрывается во время вытяжки.
[0032] Фиг.2 показывает режим присоединения листа пластика 8, армированного волокнами, с тем, чтобы он окружал нижнюю часть вытягиваемой детали, так что во время вытяжки стального листа высокой прочности, лист пластика 8, армированного волокнами, надежно присоединяется к части 7, где требуется высокий предел прочности при разрыве и может в достаточной степени осуществлять функцию улучшения предела прочности при разрыве. Режим присоединения упрочняющей детали к части, где требуется высокий предел прочности при разрыве, не ограничивается режимом присоединения, показанным на Фиг.2. Можно использовать различные режимы присоединения постольку, поскольку осуществляется надежное присоединение упрочняющей детали к части, где требуется высокий предел прочности при разрыве. Этот момент будет объясняться позже, когда будет показан другой режим присоединения.
[0033] Технология присоединения к формованной детали листа или вставки из пластика, армированного углеродными волокнами (CFRP), сформированной отдельно, соответствующей по форме формованной детали, для улучшения механических свойств или функциональности формованной детали или для ее армирования , является известной (например, смотри FY2010 Report on Project for Assisting Advancement of Strategic Basic Technologies, "Research Relating to Press-Forming Technology for CFRP-Metal Hybrid Parts for Automobile Structural Members", и FY2014 Proceedings of the Japanese Spring Conference for the Technology of Plasticity, "Basic Studies on Reinforcing Effect of CFRP Sheet in Impact Bending Deformation in Tubular State").
[0034] Однако, способ формования по настоящему изобретению имеет в качестве своей основной идеи присоединение упрочняющей детали к формуемому материалу (материалу заготовки) перед операцией формования с тем, чтобы повысить формуемость части с листом или вставкой, присоединенной к ней. В этом пункте, способ формования по настоящему изобретению фундаментально отличается от изложенной выше технологии присоединения листа или вставки пластика, армированного волокнам, к формованной детали после операции формования с тем, чтобы улучшить механические свойства или функциональность формованной детали, или для ее армирования.
[0035] Тот факт, что при формовании материала 1 заготовки, если присоединение листа пластика, армированного волокнами, к части, где разрыв во время формования является проблемой, то есть, к той части, где требуется высокий предел прочности при разрыве, предел прочности при разрыве улучшается в части, где требуется высокий предел прочности при разрыве и материал заготовки не разрывается во время формования, представляет собой новое открытие, сделанное авторами, и оно представляет собой отличительный признак способа формования по настоящему изобретению.
[0036] Фигуры 3A и 3B показывают режим вытяжки стального листа высокой прочности, где вставка из пластика, армированного волокнами, присоединяется к части, где требуется высокий предел прочности при разрыве. Фиг.3A показывает режим, где вставка из пластика, армированного волокнами, в форме кольца присоединяется к части в виде кольца, где требуется высокий предел прочности при разрыве, в то время как Фиг.3B показывает поперечное сечение формованной детали, полученной посредством вытяжки материала заготовки, показанного на Фиг.3A.
[0037] В материале 1 заготовки, показанном на Фиг.3A, упрочняющую деталь, состоящую из листа 8a пластика, армированного волокнами, в форме кольца, присоединяют так, чтобы она покрывала часть, где разрыв во время вытяжки является проблемой, то есть, часть в форме кольца, примыкающую к части заплечика пуансона и требующую высокого предела прочности при разрыве.
[0038] Как показано на Фиг.3A, при вытяжке стального листа высокой прочности, если перед вытяжкой можно идентифицировать ту часть, где разрыв во время вытяжки является проблемой, то есть, часть, примыкающую к части заплечика пуансона, и где, таким образом, требуется высокий предел прочности при разрыве, было бы возможным присоединение листа пластика, армированного волокнами, более широкого, чем ширина идентифицированной части, с тем, чтобы полностью покрыть идентифицированную часть и тем самым повысить предел прочности при разрыве и улучшить формуемость для этой части.
[0039] Как показано на Фиг.3B, в формованной детали 1a, полученной посредством вытяжки материала заготовки, показанного на Фиг.3A, не происходит разрыва в той части, к которой присоединен лист 8a пластика, армированного волокнами, и где разрыв во время вытяжки является проблемой, то есть, в части, примыкающей к части заплечика пуансона, и где, таким образом, требуется высокий предел прочности при разрыве.
[0040] Фигуры 4A и 4B показывают другой режим, при вытяжке стального листа высокой прочности, где вставки пластика, армированного волокнами, присоединены к частям, где требуется высокий предел прочности при разрыве. Фиг.4A показывает режим, где вставки из пластика, армированного волокнами, в форме кольца присоединены к двум частям в виде кольца, где требуется высокий предел прочности при разрыве, в то время как Фиг.4B показывает поперечное сечение формованной детали, полученной посредством вытяжки материала заготовки, показанного на Фиг.4A.
[0041] В материале 1 заготовки, показанной на Фиг.4A, листы 8b и 8c пластика, армированного волокнами, в форме кольца присоединены с тем, чтобы покрывать части, где разрыв во время вытяжки является проблемой, то есть, это две части в форме кольца, примыкающие к плечевым частям пуансона и требующие высокого предела прочности при разрыве.
[0042] Как показано на Фиг.4A, при вытяжке стального листа высокой прочности, даже если имеется множество частей, где разрыв во время вытяжки является проблемой, то есть, частей, примыкающих к плечевым частям пуансона, и где, таким образом, требуется высокий предел прочности при разрыве, если можно идентифицировать положения этих частей, было бы возможным присоединение листа пластика, армированного волокнами, с тем, чтобы полностью покрыть идентифицированные части и тем самым повысить предел прочности при разрыве и улучшить формуемость для множества этих идентифицированных частей.
[0043] Как показано на Фиг.4B, в формованной детали 1b, полученной посредством вытяжки материала заготовки, показанного на Фиг.4A, не происходит разрывов в частях, к которым присоединены листы 8b и 8c пластика, армированного волокнами, и где разрывы во время вытяжки являются проблемой, то есть, для двух частей в форме кольца, примыкающих к плечевым частям пуансона, и где, таким образом, требуется высокий предел прочности при разрыве.
[0044] Фигуры 3A и 3B и Фигуры 4A и 4B показывают случай вытяжки кругового материала заготовки аксиально симметричным образом, но материал заготовки не ограничивается круговым материалом заготовки. Кроме того, операция вытяжки не ограничивается вытяжкой аксиально симметричным образом.
[0045] В соответствии со способом формования по настоящему изобретению, предел прочности при разрыве для части, где требуется высокий предел прочности при разрыве (часть, где разрыв является проблемой), улучшается, так что свобода выбора формы материала заготовки, свобода выбора режима формования и свобода выбора формы формованной детали сильно расширяются.
[0046] В способе формования по настоящему изобретению, при вытяжке материала заготовки, если можно идентифицировать часть, где разрыв является проблемой, то есть, часть, примыкающую к части заплечика пуансона, и где требуется высокий предел прочности при разрыве, было бы возможно присоединение упрочняющей детали с тем, чтобы покрыть идентифицированную часть и повысить предел прочности при разрыве и предотвратить разрыв в идентифицированной выше части.
[0047] Фигуры 3A и 3B и Фигуры 4A и 4B показывают состояния присоединения упрочняющей детали, состоящей из листов пластика, армированного волокнами, в форме кольца, к частям, где требуется высокий предел прочности при разрыве. Форма упрочняющей детали не ограничивается конкретной формой и может соответствующим образом устанавливаться в соответствии с формой, положением, и тому подобное, идентифицированной части, где требуется высокий предел прочности при разрыве.
[0048] Фигуры 3A и 3B и Фигуры 4A и 4B показывают режимы присоединения листов в форме кольца из пластика, армированного волокнами, к наружным сторонам частей, где требуется высокий предел прочности при разрыве, но положения присоединения упрочняющей детали не ограничиваются наружными сторонами частей, где требуется высокий предел прочности при разрыве. Они могут находиться внутри, снаружи и на обеих сторонах той части, где требуется высокий предел прочности при разрыве. Положения присоединения упрочняющей детали могут устанавливаться соответствующим образом в соответствии с формами, положениями, и тому подобное, частей, где требуется высокий предел прочности при разрыве.
[0049] Кроме того, при присоединении упрочняющей детали к части, где требуется высокий предел прочности при разрыве, ее можно также присоединять с разделением на соответствующие секции.
[0050] Фиг.5 показывает режим присоединения упрочняющей детали, состоящей из разделенных секций пластика, армированного волокнами, в форме кольца к части в виде кольца, где требуется высокий предел прочности при разрыве. На Фиг.5, пластик, армированный волокнами, в форме кольца разделяется на четыре секции. Секции пластика 8a', армированного волокнами, присоединяются при расположении в форме кольца.
[0051] При соединении разделенной упрочняющей детали, режим разделения может определяться соответствующим образом в соответствии с формой, положением, и тому подобное, той части, где требуется указанный предел прочности при разрыве.
[0052] Выше, способ формования по настоящему изобретению объяснялся со ссылками на пример операции вытяжки. Однако способ формования по настоящему изобретению не ограничивается операцией вытяжки. Он может также применяться к различным операциям формования, таким как показано на Фигурах 6-9. Фигуры 6-9 показывают части, где разрыв является проблемой при различных операциях формования. Фиг.6 показывает глубокую вытяжку, Фиг.7 показывает отбортовку внутренних кромок, Фиг.8 показывает изгиб и Фиг.9 показывает штамповку с вытяжкой. При таких общих операциях формования, та часть, где разрыв является проблемой, может быть предсказана относительно легко.
[0053] Конкретно, при глубокой вытяжке, та часть, где разрыв является проблемой, представляет собой заплечик 61 пуансона, при отбортовке внутренних кромок, она представляет собой фланцевый край 71, при изгибе, она представляет собой изгибаемую часть 81, и при штамповке с вытяжкой, она представляет собой части 91 растяжения с помощью пуансона. Следовательно, перед формованием металлического листа, является достаточным присоединение упрочняющей детали, с последующим осуществлением формования, с тем, чтобы покрыть положение, формирующее эту часть во время формования.
[0054] При формовании металлического листа сложной формы, где сложно предсказать часть, где требуется высокий предел прочности при разрыве, как показано на Фиг.10, можно использовать САПР (систему автоматизированного проектирования) для предсказания той части, где толщина уменьшалась бы без использования упрочняющей детали, и где, таким образом, разрыв является проблемой, а затем формирования в этом случае присоединенного упрочняющей детали в той части, где разрыв является проблемой, оно может опять анализироваться с помощью САПР с тем, чтобы определить положение для присоединения упрочняющей детали.
[0055] Упрочняющая деталь не является как-либо ограниченной по качеству постольку, поскольку она может выдерживать напряжение, прикладываемое к части, где разрыв во время формования является проблемой. Если рассматривать прочность и простоту манипуляций, предпочтительно используется лист пластика, армированного волокнами, или стальной фольги высокой прочности. Пластик, армированный волокнами, должен представлять собой всего лишь пластик, армированный волокнами. Он не ограничивается каким-либо конкретным волокном или пластиком. В качестве соответствующего примера можно рассмотреть пластик, армированный углеродными волокнами. В качестве стальной фольги высокой прочности, может иллюстрироваться стальная фольга, имеющая прочность на разрыв при обычной температуре 600 МПа или выше.
[0056] При использовании упрочняющей детали, состоящей из пластика, армированного волокнами, пластик, армированный волокнами, предпочтительно присоединяется таким образом, что направление волокон проходит вдоль направления, в котором требуется высокий предел прочности при разрыве, конкретно, оно пересекает любую формирующуюся трещину.
[0057] Упрочняющая деталь конструируется для улучшения предела прочности при разрыве в той части, где требуется высокий предел прочности при разрыве, так что требуемая толщина является необходимой, но материал не ограничивается конкретной толщиной. Толщина упрочняющей детали может устанавливаться соответствующим образом, рассматривая качество материала заготовки, режим вытяжки, форму формованной детали, и тому подобное.
[0058] Формованная деталь, полученная посредством формования материала заготовки с присоединением упрочняющей детали к части, где требуется высокий предел прочности при разрыве, может, в зависимости от применения, использоваться после удаления упрочняющей детали или может использоваться с упрочняющую деталью, остающейся присоединенной, как есть.
[0059] По этой причине, прочность присоединения при присоединении упрочняющей детали к части, где требуется высокий предел прочности при разрыве, может выбираться соответствующим образом в соответствии с применением формованной детали.
[0060] Способ присоединения упрочняющей детали к части, где требуется высокий предел прочности при разрыве, не является как-либо ограниченным. Когда упрочняющая деталь представляет собой пластик, армированный волокнами, предпочтительно используется адгезив или смола. Типы адгезива и смолы не являются как-либо ограниченными. Можно также рассмотреть, удалять ли упрочняющую деталь с формованной детали или оставлять ее как есть, с тем, чтобы выбрать адгезив соответствующим образом. Если упрочняющая деталь представляет собой стальную фольгу высокой прочности и упрочняющая деталь не должно удаляться с формованной детали, она может присоединяться с помощью диффузионного соединения.
[0061] Здесь будет объясняться механизм, посредством которого присоединение упрочняющей детали улучшает предел прочности при разрыве и улучшает формуемость.
[0062] Как правило, при вытяжке материала заготовки с помощью матрицы и пуансона, предел прочности при разрыве Pbreak материала заготовки, примыкающего к части заплечика пуансона, может вычисляться с помощью следующей формулы (1) (смотри Plastic Forming Technology Series 13 "Press Drawing - Process Design and Die Design -" (Corona), page 23):
Pbreak=2πRt0F{2(r+1)(r+2)/3(2r+1)}(n+1)/2(n/e)n (1),
где
R: радиус пуансона
t0: толщина материала заготовки
r: число Ланкфорда
e: постоянная Нейпера (основание натурального логарифма)
F, n: параметры формулы Свифта
[0063] Предел прочности при разрыве P'break материала заготовки, когда он армируется с помощью упрочняющей детали в той части материала заготовки, где разрыв является проблемой (часть, где разрыв во время вытяжки является проблемой), то есть, части, примыкающей к части заплечика пуансона, и где, таким образом, требуется высокий предел прочности при разрыве, может вычисляться с помощью следующей формулы (2):
P'break=Pbreak+2πRtfrpTSfrp (2)
P'break: предел прочности при разрыве материала заготовки, примыкающего к части заплечика пуансона
R: радиус пуансона
tfrp: толщина упрочняющей детали
TSfrp: прочность на разрыв упрочняющей детали
[0064] Как показано в указанной выше формуле (2), при присоединении листа или вставки из пластика, армированного волокнами, в качестве упрочняющей детали к части материала заготовки, где разрыв является проблемой, предел прочности при разрыве P'break после присоединения будет превышать предел прочности при разрыве Pbreak материала заготовки, так что можно оценить улучшение формуемости в указанной выше части, где разрыв является проблемой. Таким образом, способ формования по настоящему изобретению может быть проверен теоретически.
[0065] Способ формования по настоящему изобретению проявляет свое воздействие независимо от обрабатываемого материала, то есть, от металлического листа, и от сущности операции формования. В частности, он демонстрирует эффект при формовании стального листа высокой прочности с прочностью на разрыв 590 МПа или больше, который имеет тенденцию к низкой формуемости.
Примеры
[0066] Далее, будет поясняться пример настоящего изобретения, но условия в примере представляют собой иллюстрацию условий, используемых для подтверждения осуществимости и эффекта настоящего изобретения. Настоящее изобретение не ограничивается этой иллюстрацией условий. Настоящее изобретение может использовать различные условия постольку, поскольку они не отклоняются от сущности настоящего изобретения и от достижения цели настоящего изобретения.
[0067] Пример
Как показано на Фиг.11, материал заготовки (двухфазная сталь) 112 толщиной 1,0 мм, диаметром 108 мм, лист адгезива (лист полипропиленовой смолы) 113 толщиной 0,7 мм, диаметром 58 мм и лист пластика 111, армированного углеродными волокнами толщиной 0,23 мм, диаметром 58 мм, пакетируются в указанном порядке. Сборку нагревают с помощью машины 114 для горячего обжима при 180°C в течение 1 минуты, затем прессуют при 0,049 МПа (≅5 тонн-силы/м2) в течение 1 минуты и охлаждают на воздухе для присоединения пластика 111, армированного углеродными волокнами, к материалу 112 заготовки.
[0068] Материал 112 заготовки с пластиком 111, армированным углеродными волокнами, присоединенным к нему, вытягивают с использованием пуансона и матрицы, используемых в сравнительном примере.
[0069] Сравнительный пример
Материал заготовки (двухфазная сталь) толщиной 1,0 мм, диаметром 108 мм вытягивается с использованием следующих пуансона и матрицы:
Заплечик пуансона: R5
Диаметр пуансона: 50 мм
Заплечик матрицы: R5
Диаметр матрицы: 60 мм
Давление держателя заготовки: 0,098 МПа (≅10 тонн силы/м2)
[0070] Результаты показаны на Фиг.12. (a) показывает результаты сравнительного примера вытяжки части, где требуется высокий предел прочности при разрыве, к которой не присоединен лист пластика, армированного волокнами, в то время как (b) показывает результаты примера вытяжки части, где требуется высокий предел прочности при разрыве, к которому присоединен лист пластика, армированного волокнами.
Промышленная применимость
[0071] В соответствии с настоящим изобретением, при формовании металлического листа, можно повысить предел прочности при разрыве той части, где требуется высокий предел прочности при разрыве, улучшить формуемость металлического листа и предотвратить разрыв во время формования без изменения материала металлического листа и процесса формования. Настоящее изобретение демонстрирует свой эффект независимо от обрабатываемого материала, то есть, металлического листа, и от сущности операции формования. В частности, оно демонстрирует эффект для операций на стальном листе высокой прочности, где формуемость имеет тенденцию к понижению, подобных вытяжке, штамповке с вытяжкой, отбортовке внутренних кромок и изгибу. Настоящее изобретение имеет высокую применимость в промышленности при изготовлении изделий из металла.
Список ссылочных обозначений
[0072]
1. материал заготовки
1'. фланцевая часть
1a, 1b. формованная деталь
2. матрица
3. пуансон
3'. часть заплечика
4. держатель заготовки
5. разрыв
6. сопротивление деформации
7. часть, где требуется высокий предел прочности при разрыве
8. лист пластика, армированного волокнами,
8a, 8a'. Упрочняющая деталь из пластика, армированного волокнами,
8b, 8c. Упрочняющая деталь из пластика, армированного волокнами,
61. заплечик пуансона
71. край фланца
81. изогнутая часть
91. часть, подвергающаяся отбортовке внутренних кромок
111. лист пластика, армированного углеродными волокнами
112. материал заготовки
113. лист адгезива
114. машина для горячего обжима
Реферат
Изобретения группы могут быть использованы в области обработки металлов давлением для получения вытяжкой металлического листа. К части металлического листа, в которой требуется высокий предел прочности при разрыве, присоединяют упрочняющую деталь из пластика, армированного волокнами. А затем осуществляют формирование из него детали. Улучшается формуемость металлического листа и предотвращается разрыв при формовании. 2 н. и 3 з.п. ф-лы, 12 ил.
Комментарии