Способ производства гибридного колеса из легкого сплава, содержащего передний фланец и обод - RU2702928C2
Код документа: RU2702928C2
Чертежи
Описание
Изобретение относится к техническому сектору колес, в частности для транспортных средств, автомобилей, а также к литейно-кузнечному сектору для производства деталей из легкого сплава, например, на основе алюминия или магния, разработанных специально для автомобильной промышленности.
Например, известно выполнение колеса с моноблочным ободом и фланцем, полученными посредством формования, но требующее комплексных и дорогостоящих технических средств и в результате получается значительная толщина, что приводит к увеличению массы колеса и, таким образом, масса получается слишком большой по сравнению с современными требованиями.
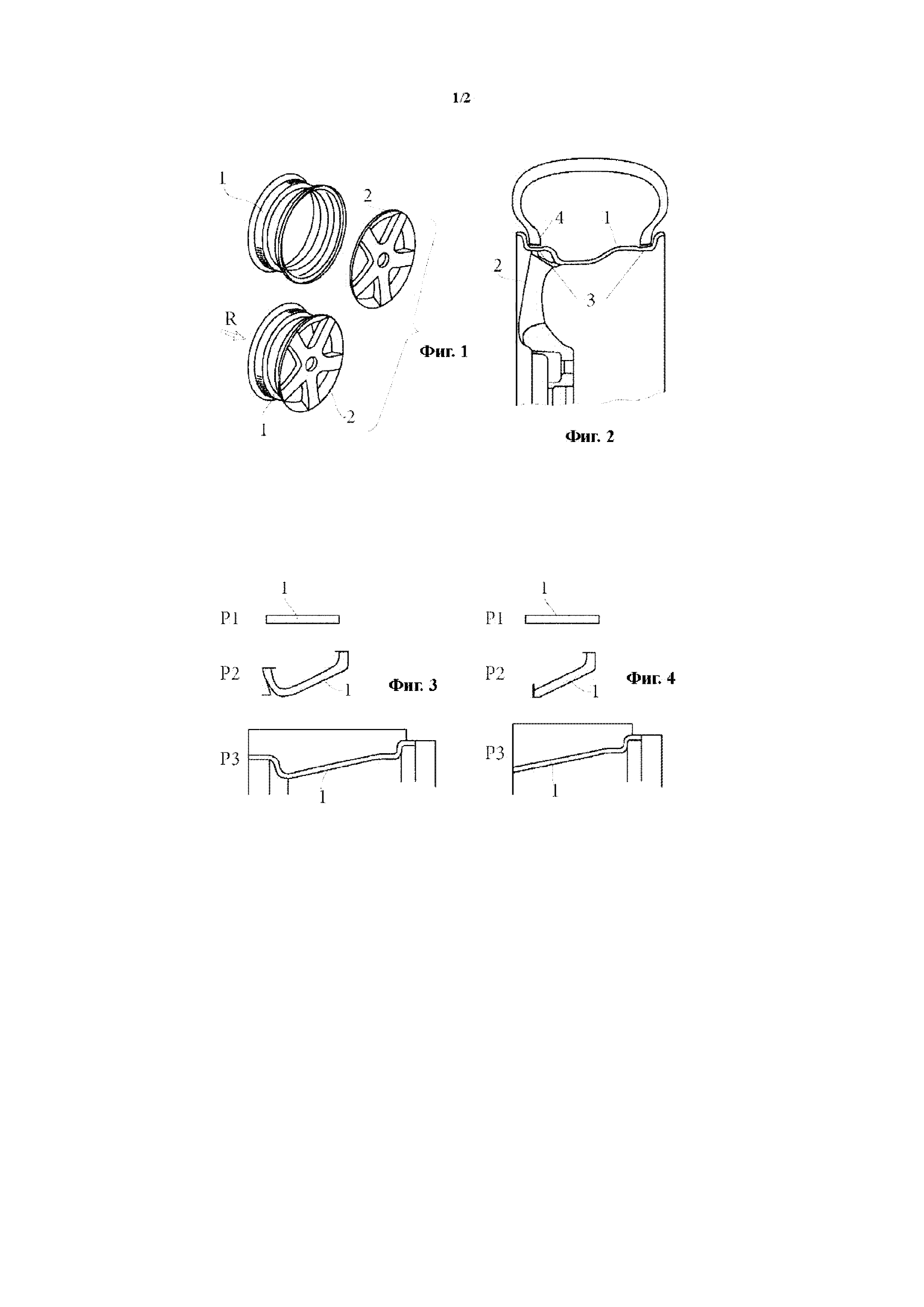
Касательно известного уровня техники согласно фиг. 1 в отношении двух вышеуказанных аспектов уже известны гибридные колеса (R) из двух частей, содержащие часть обода (1) и передний фланец (2) или борт обода колеса, данные две части соединены вместе посредством различных соединительных средств.
Одно эффективное средство было предложено, например, в патенте ЕР 0854792, которое соответствует гибридному колесу из двух частей, которое получено согласно определенному способу. Соединение между ободом и фланцем обеспечивается посредством сварного шва, полученного путем этапа перемешивающей сварки трением. Данная технология, которая применяется одним из филиалов заявителя, адекватно отвечает требованиям рынка. Тем не менее, реализация данного способа приводит к некоторым недостаткам в отношении новых требований рынка, которые существуют, например, для достижения снижения массы продукта порядка на 20-30% при сохранении конкурентоспособной цены. Кроме того, в патенте ЕР 0854792 кованый обод колеса основана на центробежно-литой трубке, которая трансформируется путем развальцовки или путем трения, чтобы получить конфигурацию конечного обода. Данные этапы являются длительными и дорогостоящими.
С другой стороны, заявитель использует технологию, которая сочетает этап литья и этап ковки для деталей из алюминиевого сплава, известную под торговым наименованием "COBAPRESS". Данная технология определена в патенте ЕР 119365 и состоит из изготовления литейной заготовки путем отливки из легкого алюминиевого сплава, затем передачи полученной таким образом заготовки на ковочный штамп значительно меньших размеров, чем размеры заготовки для последующего выполнения этапа ковки, обеспечивая таким образом возможность получения свойств конечной части. Затем выполняют этап удаления заусенцев на кромке конечной части, полученной после ковки.
Заявитель уже использует данную технологию для производства колес, как определено в патенте FR 2981605, владельцем которого он также является. В данном патенте фланец колеса произведен при помощи технологии COBAPRESS, которая дает возможность увеличить массу. Фланец проходит этап ковки между двумя штампами при выполнении данного способа. Данный этап ковки является дорогостоящим, особенно для небольших серий, где производство данных ковочных штампов имеет значительное влияние на стоимость.
Следует напомнить, что ободья колеса должны быть выполнены с профилями, которые служат в качестве мест (3) посадки, чтобы поддерживать и удерживать борта шины (4). Чтобы получить уменьшение в данной области, выполнили выемку путем создания полости (6) между двумя сварными швами (5), предназначенными для соединения части обода (1) с частью фланца (2), (фиг. 5).
Другие решения были предложены в соответствии с известным уровнем техники. Таким образом, с точки зрения уменьшения массы фланца, описаны различные решения выемки для места посадки борта шины.
Например, в патенте ЕР 1230099 владелец раскрывает решение, где одно из мест посадки борта шины проходит внутрь от внутренней поверхности стенки обода колеса так, что оно является самонесущим, в то время как внешний профиль обода колеса не накладывается на внутренний профиль обода колеса. Данная форма, которая проходит по всей окружности части, дает возможность снизить массу, но сверление и позиционирование клапана трудно реализовать в данной конфигурации.
Патент US 5271663 описывает другой пример варианта осуществления, но используя отличающуюся технологию производства. Выемки выполняют путем механической обработки в областях низкого напряжения места посадки борта шины. Данные выемки дают возможность снизить массу, а также балансировать колесо. Тем не менее, механическая обработка данных выемок является длительной и дорогостоящей операцией.
Таким образом, согласно вышеупомянутому уровню техники, существующие решения для выполнения выемок в месте посадки борта шины требуют значительного удаления металла и, соответственно, являются дорогостоящими и времязатратными.
Патент US 6536111 описывает другой вариант осуществления гибридного колеса в двух частях. Обод выполняют путем прокатки полосы металла и затем сварки встык обоих концов данной полосы. Передний фланец выполняют посредством литья или ковки, интегрируя выемки в месте посадки борта шины. Обод и передний фланец затем собирают посредством сварки, например, электроннолучевой, дуговой сварки, трением или инерционной. Данный второй этап сварки выполняют на внешней стороне колеса, которую затем механически обрабатывают.
Подход заявителя, таким образом, был основан на вышеупомянутых технологиях для рассмотрения конструктивного решения для двухкомпонентного гибридного колеса из легкого сплава, улучшенного по сравнению с известными решениями и, которое будет отвечать потребностям рынка.
Поэтому заявитель пришел к проекту и разработке нового способа, начиная с конкретного выбора рабочих этапов.
Таким образом, в соответствии с первым признаком изобретения, способ производства гибридного колеса из легкого сплава, в частности, на основе алюминия или магния, содержащего передний фланец и обод, реализует следующие различные рабочие этапы, в соответствии с которыми:
- фланец выполняют с внутренним профилем с возможностью образования места посадки борта шины;
- обод выполняют, с одной стороны, с внешним профилем с возможностью образования места посадки борта шины и, с другой стороны, с кольцевой торцевой поверхностью для сборки с частью фланца;
- фланец собирают с ободом в месте посадки указанного фланца и кольцевой торцевой поверхности обода.
Способ отличается тем, что обод выполнен согласно следующим последовательным этапам:
- этап изготовления кольцевой торцевой поверхности; затем
- этап расширения указанной кольцевой торцевой поверхности до размера конечного обода в один этап; затем
- этап холодного или горячего флоспининга кольцевой торцевой поверхности с получением обода в конечной форме и в профиле, содержащего заплечик только с той стороны, которая не будет приварена к фланцу.
На практике на производственном этапе кольцевая торцевая поверхность может быть получена при помощи метода, пригодного для применения по назначению.
Согласно предпочтительному варианту осуществления, кольцевую торцевую поверхность выполняют путем горячей или холодной экструзии чушки из легкого сплава.
В качестве альтернативы кольцевую торцевую поверхность выполняют путем отливки литейной формы.
В качестве альтернативы кольцевую торцевую поверхность выполняют путем спекания порошков.
Другие методы могут быть реализованы, чтобы производить кольцевую торцевую поверхность, не выходя за объем настоящего изобретения.
Предпочтительно, этап расширения и этап флоспининга выполняют холодным методом.
Преимущественно выемки выполнены в месте посадки фланца, при этом указанные выемки не перекрывают окружность колеса и имеют U-образный профиль, ориентированный в направлении скругленной области узла обода.
Фланец может быть выполнен путем литья, ковки или двойным этапом литья и ковки.
Согласно первому варианту осуществления двойной этап литья и ковки включает этап литья литейной заготовки, переноса указанной литейной заготовки в ковочный штамп, этап ковки указанной литейной заготовки, чтобы получить фланец и удаление заусенцев, чтобы получить указанный фланец.
Согласно первому варианту осуществления двойной этап литья и ковки включает этап литья литейной заготовки, хранение указанной литейной заготовки, передачу указанной литейной заготовки в печь для ее нагрева, передачу указанной отформованной заготовки в ковочный штамп, этап ковки указанной литейной заготовки, чтобы получить фланец, и удаление заусенцев, чтобы получить указанный фланец.
Предпочтительно, когда фланец выполнен посредством двойного этапа литья и ковки, выемки формируют в месте посадки борта шины на фланец на этапе литья.
В предпочтительном варианте осуществления сборка обода и фланца выполняется посредством сварки кольцевой торцевой поверхности обода и фланца путем одного сварного шва перемешивающей сварки трением с использованием штифта, в положении, которое дает возможность доступа к обеим сторонам шва.
Сварка трением с использованием штифта известна как «перемешивающая сварка трением» или FSW на английском языке. Сварку выполняют путем перемешивания материала до состояния пасты, т.е. до твердой фазы. Данный метод позволяет сваривать сплавы (такие как алюминий), которые являются не поддающимися сварке или плохо поддающимися сварке при использовании обычных методов, включая сплавление материала. В дополнение, сварка в твердой фазе дает возможность избежать образования пузырьков, которые могут возникнуть во время перехода жидкость-твердое вещество. Материал подвергается меньшему увеличению температуры, так что зона теплового воздействия (ЗТВ) обладает лучшими механическими свойствами по сравнению с обычными методами. Таким образом, прочность сварного шва улучшается при статическом напряжении и усталости.
Более предпочтительно:
- Перемешивающей сварке трением предшествует этап механической обработки зон сборки;
- После перемешивающей сварки трением следует этап механической обработки на обеих сторонах (внутренней и внешней) сварного шва, чтобы удалить заусенцы и любые возможные дефекты на основании шва.
Альтернативно данный узел выполняют путем других способов сварки, содержащих зону теплового воздействия.
Например, сварной шов может быть получен с помощью лазера или гибридного лазера, путем перемешивающей сварки трением между двумя элементами, или с помощью технологии СМТ (сварка с холодным переносом металла), разработанной и запатентованной Fronius.
Независимо от выбранного режима сборки, колесо предпочтительно имеет один сварной шов, который представляет собой шов, выполненный между фланцем и ободом. Таким образом, способ предлагает множество преимуществ, этап расширения и флоспининга чрезвычайно упрощены по сравнению с патентами FR 2981605 и ЕР 1230099 В1 из-за использования одного сварного шва вместо двух.
Как и с патентами EN 2981605 и ЕР 1230099 В1, колесо точно отвечает спецификациям производителя в отношении усталостной и ударной прочности, поскольку оно имеет большую массу по сравнению с колесами, выполненными традиционным литьем.
По сравнению с ранее указанным патентом настоящее изобретение дает возможность упростить этап расширения, которая происходит за один этап вместо двух, и упростить этап флоспининга, потому что геометрический профиль конечного профиля обода гораздо менее сложный из-за одного сварного шва. Также следует отметить, что один сварной шов допускает большее разнообразие дизайнов фланца.
Эти и другие характеристики будут более очевидны из оставшейся части описания.
С целью связать цель проиллюстрированного изобретения неограничивающим образом представлены фигуры в графических материалах.
- Фиг. 1 иллюстрирует согласно известному уровню техники выполнение гибридного колеса в двух частях с частью обода и частью переднего фланца.
- Фиг. 2 иллюстрирует установку шины на обод с позиционированием бортов шины на местах их посадки.
- Фиг. 3 схематически иллюстрирует согласно известному уровню техники последовательные этапы P1, Р2, Р3 для получения профиля обода.
- Фиг. 4 схематически иллюстрирует согласно настоящему изобретению последовательные этапы (получение кольцевой торцевой поверхности) P1, Р2 (расширение указанной кольцевой торцевой поверхности), Р3 (этап флоспининга кольцевой торцевой поверхности для получения профиля обода).
- Фиг. 5 представляет собой вид в разрезе, показывающий профиль обода согласно известному уровню техники с полостью, образованной на ободе.
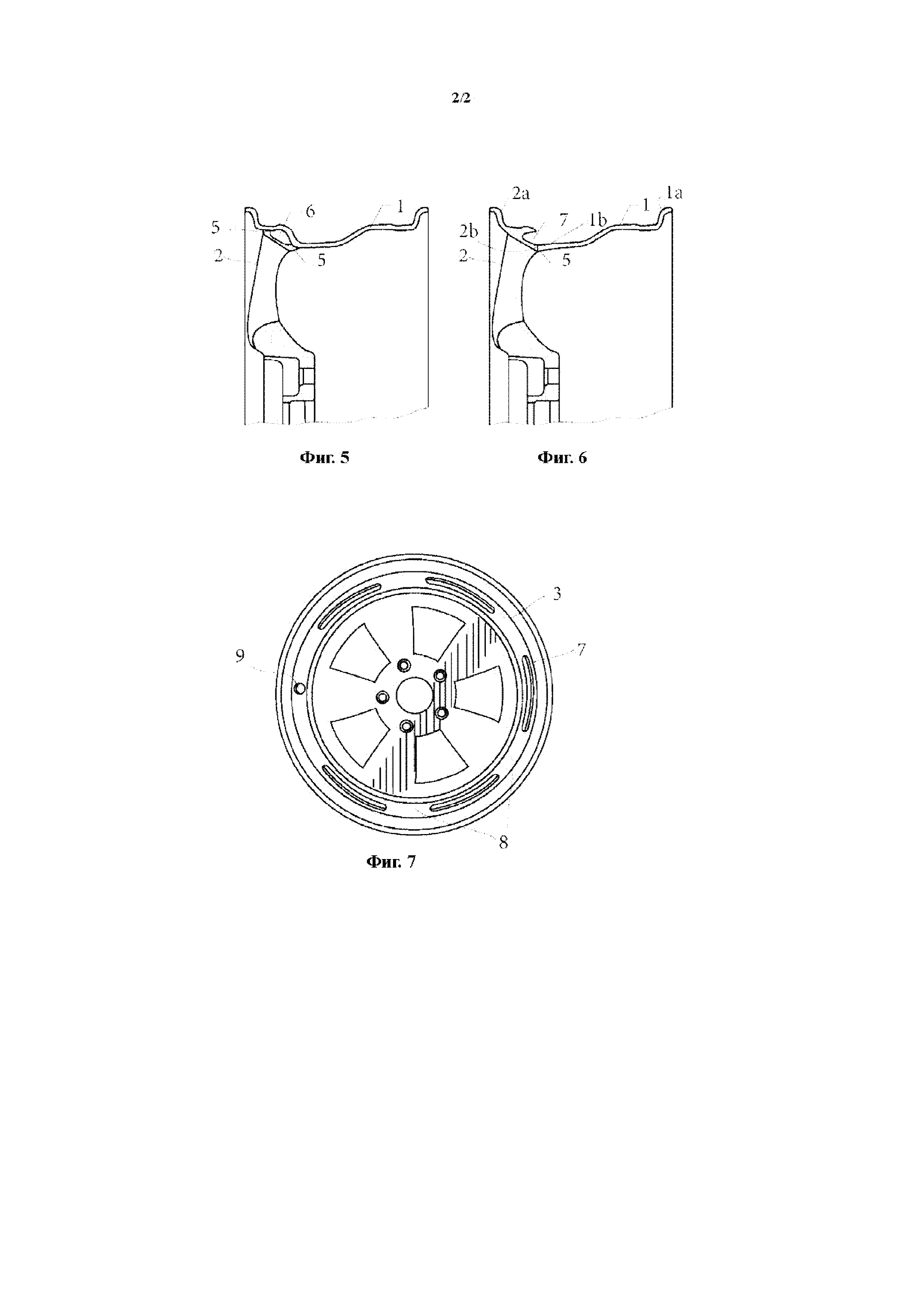
- Фиг. 6 представляет собой вид в разрезе, показывающий профиль обода согласно настоящему изобретению с выполнением одного сварного шва и образованием выемок в одном из мест посадки борта шины.
- Фиг. 7 представляет собой вид спереди гибридного колеса с иллюстрацией выемок.
Чтобы представить цель настоящего изобретения более конкретно, он здесь описан неограничивающим способом и проиллюстрирован на фигурах в графических материалах.
Как ранее отметили, профиль обода (1) упрощен путем выполнения одного сварного шва (5) для его сборки с фланцем (2). Обод (1) имеет скругленный контур (1а), который служит в качестве места посадки для шины, но только с внутренней стороны колеса. Другой профиль (2а), служащий в качестве места посадки для шины, реализован за счет фланца (2).
Далее выделены определенные особенности и преимущества способа настоящего изобретения.
Фиг. 3 и 4 иллюстрируют этапы для получения обода (1) согласно известному уровню техники и изобретения соответственно.
В пределах объема изобретения обод (1) выполнен согласно этапу (Р1) производства заготовки в форме кольцевой торцевой поверхности (1b); затем этапу (Р2) расширения указанной кольцевой торцевой поверхности (1b) до размеров конечного обода (1) в один этап; и, наконец, этапу (Р3) холодного или горячего флоспининга кольцевой торцевой поверхности (1b) так, чтобы получить обод (1) в его окончательной форме и профиле, с оставшейся частью кольцевой торцевой поверхности (1b) на стороне, которая будет приварена к фланцу (2) и заплечик (1а) только на стороне, которая не будет приварена к фланцу (2).
Согласно одному предпочтительному варианту осуществления производственному этапу (Р1), готовят заготовку из легкого сплава, затем данную заготовку трансформируют в кольцевую торцевую поверхность (1b) с помощью горячей или холодной экструзии. По сравнению с другими известными методами, данный позволяет получить торцевую поверхность (1b), которая имеет очень значительное удлинение. Таким образом, этап (1b) расширения торцевой поверхности может быть выполнена холодным методом, т.е. при комнатной температуре, что предотвращает нагревание перед ее расширением. В дополнение данное большее удлинение дает возможность выполнить этап (Р3) холодного флоспининга после этапа (Р2) холодного расширения. Материал обода (1) подвергают значительной закалке на этапе (Р3) холодного флоспининга. Перед сваркой фланца (2), обод (1) следовательно подвергают тепловой обработке (например, Т6: решение тепловой обработки и старения), во время которой восстанавливается энергия, накопленная во время закалки. Это дает возможность получить мелкие рекристаллизованные зерна в материале обода (1). Следовательно, его микроструктура очень мелкая и механические характеристики обода (1) улучшены в сравнении с методом горячего кондиционирования.
На этапе Р3 на фиг. 3 показан профиль обода (1), который необходим, чтобы получить полость (6), показанную на фиг. 5, когда соединение между фланцем и ободом выполнено при помощи двух сварных швов. Упрощенный профиль обода (1) можно увидеть на этапе Р3 фиг. 4. Данный профиль в сущности намного проще, чем описанный в патенте FR 2981605, показанный на этапе Р3 фиг. 3. Данное упрощение возможно благодаря использованию одного сварного шва (5), выполненного на колесе изобретения. Внешний профиль (1а) обода (1) в действительности требует только один заплечик, содержащий место посадки борта шины, вместо двух. Результатом является преимущества в продолжительности цикла и упрощение до машины флоспининга, что снижает затраты. Другой профиль (2а), служащий в качестве места посадки для шины, реализован за счет фланца (2).
Наличие одного сварного шва (5), как показано на фиг. 6, также значительно упрощает этап сварки по сравнению с двойной сваркой. Более того, сварка выполняется в одном направлении, перпендикулярно ободу, в отличие от колеса с двойной сваркой, где сварные швы идут в двух направлениях. Более нет необходимости вращать сварочный электрод, и сборка упрощена и соответственно менее дорогостоящая, в то же время существует преимущество в продолжительности цикла и износе сварочного электрода. Этап (5) сварки выполняют в соединение части (2В) фланца (2) и кольцевой торцевой поверхности (1b) обода (1).
В дополнение, имея один сварной шов (5), становится возможным получить доступ с двух сторон сварного шва. Затем возможно провести механическую обработку обеих сторон сварного шва. Данная механическая обработка, которая обычно осуществляется на панелях для аэронавтики, дает возможность удалить любой сварочный грат и дефекты на основании сварного шва, которые часто присутствуют при перемешивающей сварке трением. Данные дефекты соответствуют плохому перемешиванию сплава, который создает несваривающиеся стыки на основании сварного шва. Несваривающийся грат или края являются дефектами, которые ведут к началу растрескивания при наличии усталостного напряжения колеса. Поэтому их удаление является значительным преимуществом с точки зрения надежности способа. Доступ к обеим сторонам сварного шва также дает возможность выполнять контроль проникающими веществами на сварном шве, чтобы обеспечить стабильность способа сварки и обеспечить отсутствие дефектов. Для колеса с двумя сварными швами доступ к обеим сторонам сварного шва не обеспечен. Поэтому необходимо разделить колесо на части, чтобы провести контроль проникающими веществами. Поскольку этот контроль является разрушающим, это приводит к потере части продукции и, следовательно, увеличению затрат для колес с закрытой полостью (6).
Лазер и сварка СМТ, даже несмотря на то, что они отличаются худшими механическими характеристиками, могут иметь экономическое преимущество. Более того, лазерная сварка может быть конкурентоспособной для очень больших прогонов, а СМТ сварка требует меньших инвестиций. Механические характеристики данных сварных швов даже лучше, чем дуговая сварка металлическим электродом в среде инертного газа или сварка вольфрамовым электродом в среде инертного газа, поскольку сокращены зоны теплового воздействия и результат усталостной прочности улучшены. Они все еще менее устойчивы, чем сварные швы ПСТ и требуется больше проверки, поскольку сварку выполняют в жидкой фазе. Для тех же механических характеристик части потребуется толщина материала, что немного увеличит массу колеса. Следовательно, ее использование будет отражено в отношении стоимости и увеличенной массы.
Существенным образом для изобретения область клапана также значительно упрощается. Более того, для колеса с двумя сварными швами отверстие для клапана приводит к отверстию в полости (6). Большинство производителей не хотят иметь полости в колесе, поскольку указанное отверстие ведет к возможности удержания воды, гравия или других объектов. Поэтому требовался сварной шов вокруг отверстия, чтобы закрыть полость (6) и предотвратить удержание воды. Данный сварной шов, представленный дополнительно к способу, описанному в патентах FR 2981605 и ЕР 1230099, приводит к дополнительным затратам.
В дополнение изготовление колеса в двух частях до сварки делает возможным реализовывать более сложные формы, которые невозможно сформовать на колесе из одной части. Данная технология позволяет реализовывать выемки (7) на фланце (2), например, в форме полостей, как видно на фиг. 7. Данные выемки выполнены либо путем литья, либо путем ковки или на этапе литья способа "COBAPRESS". Они расположены в местах (3) посадки борта шины, которые имеет фланец (2), и не закрывают окружность колеса. Фактически данные области (8) являются сплошными, чтобы увеличить жесткость и сопротивление колеса. Данные сплошные области (8) также значительно помогают при установке шины. Фактически без данных сплошных областей борт шины может размещаться внутри полостей (7) во время сборки. Борт шины может быть трудно расположить в месте посадки во время сборки, а наличие сплошных областей создает уклон, который значительно помогает на данном этапе.
Область также оставлена без выемки, чтобы обеспечить возможность для сверления и расположения клапана (9) с простой геометрией, как видно на фиг. 7. Выемки (7), как показано на фиг. 6 и 7, имеют стороны сварного шва (5) U-образной формы.
Выполнение выемок не является новинкой. На практике выполнение данных выемок во время этапа литья или ковки является экономичным, поскольку оно не требует этапа механической обработки. Это экономит как продолжительность цикла, так и стоимость. Пороговое значение, т.е. количество используемого материала по отношению к полезному материалу, также уменьшено.
На практике и согласно настоящему изобретению это является существенным благодаря комбинации различных этапов способа, что на практическом уровне обладает существенным рядом преимуществ перед известным уровнем техники. Поэтому это является оптимизацией, которая требовала значительных инвестиций в исследования и разработку, и не обусловлена обучением известного уровня техники.
Реферат
Изобретение относится к автомобильной промышленности. Способ включает следующие отдельные рабочие этапы: изготовление фланца (2) с внутренним профилем (2а) с возможностью образования места посадки борта шины; изготовление обода, с одной стороны, с внешним профилем (1а) с возможностью образования места посадки борта шины и, с другой стороны, с кольцевой торцевой поверхностью (1b) для сборки с частью (2b) фланца (2); сборка фланца (2) с ободом (1) в месте (2а) посадки указанного фланца (2) и кольцевой торцевой поверхности (1b) обода (1); обод (1) выполнен согласно следующим последовательным операциям: операция (P1) производства кольцевой торцевой поверхности (1b) без сварки; затем операция (P2) расширения указанной кольцевой торцевой поверхности (1b) до размеров конечного обода в один этап; затем операция (P3) холодного или горячего флоспининга кольцевой торцевой поверхности (1b) так, чтобы получить обод (1) в его конечной форме и профиле, содержащем заплечик, только на стороне, которая не будет приварена к фланцу (2). Технический результат – упрощение изготовления гибридного колеса. 17 з.п. ф-лы, 7 ил.
Комментарии