Способ изготовления зубообразного компонента и зубообразный компонент - RU2687322C2
Код документа: RU2687322C2
Чертежи



































































Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу изготовления зубообразного компонента и к зубообразному компоненту.
Приоритет испрашивается по заявке на патент (Япония) № 2015-9637, заявке на патент (Япония) № 2015-9710, заявке на патент (Япония) № 2015-9711 и заявке на патент (Япония) № 2015-9719, поданных 21 января 2015 года, и заявке на патент (Япония) № 2015-226009 и заявке на патент (Япония) № 2015-225947, поданных 18 ноября 2015 года, содержимое которых содержится в данном документе по ссылке.
Описание предшествующего уровня техники
[0002] В предшествующем уровне техники, известен способ изготовления металлического зубообразного компонента посредством прессования. Например, патентный документ 1 раскрывает способ изготовления как единого целого ведущего диска и коронной шестерни, которые представляют собой конфигурационные компоненты устройства автоматической трансмиссии транспортного средства, в качестве одного зубообразного компонента. Способ включает в себя процесс получения цилиндрического контейнера с днищем посредством формования вытягиванием листового металлического материала (обрабатываемой детали) и процесс придания зубчатой формы в боковой стенки, в то время как боковая стенка увеличивается по толщине через формование за счет давления ковки в состоянии, в котором внутренняя периферийная поверхность боковой стенки цилиндрического контейнера ограничивается.
[0003] Как проиллюстрировано на фиг. 1D, зубообразный компонент 11 включает в себя нижнюю поверхность 11a и боковую стенку 11b, который вертикально поднимается из внешнего краевого участка для нижней поверхности 11a. В способе изготовления зубообразного компонента в предшествующем уровне техники, возникают случаи возникновения дефекта 11e (в дальнейшем в этом документе называется "дефектом наложения"), который формируется на границе между верхней поверхностью нижней поверхности 11a и внутренней периферийной поверхностью боковой стенки 11b вследствие наложения участка внутренней периферийной поверхности боковой стенки 11b на верхнюю поверхность нижней поверхности 11a.
В дальнейшем в этом документе описывается механизм возникновения дефекта 11e наложения. В нижеприведенном описании, для удобства описания, идентичная ссылка с номером 11 также используется для цилиндрического контейнера, полученного в ходе изготовления зубообразного компонента 11. Как проиллюстрировано на фиг. 1A, цилиндрический контейнер 11, полученный посредством формования вытягиванием обрабатываемой детали, позиционируется на матрице 14, и нижняя поверхность 11a цилиндрического контейнера 11 ограничивается посредством плоской поверхности 12a ограничительного пуансона 12 и плоской поверхности 14a матрицы 14. В этом состоянии, конец 11d с отверстием цилиндрического контейнера 11 прижимается посредством плоской поверхности 13a ковочного пуансона 13, за счет этого придавая зубчатую форму. Как проиллюстрировано на фиг. 1A, перед формованием за счет давления ковки, толщина пластины углового участка 11c цилиндрического контейнера 11 меньше толщин пластины нижней поверхности 11a и боковой стенки 11b. Как проиллюстрировано на фиг. 1B, когда начинается формование за счет давления ковки, т.е. когда начинается операция опускания ковочного пуансона 13, боковая стенка 11b придавливается, и боковая стенка 11b за счет этого увеличивается по толщине. Следовательно, в ходе формования за счет давления ковки, поток материалов возникает в угловом участке 11c в направлении стрелки на схеме. Как результат, образуется зазор 15 между стороной внутренней поверхности углового участка 11c и R-участком 12b заплечика ограничительного пуансона 12. После этого, как проиллюстрировано на фиг. 1C, когда конец 11d с отверстием цилиндрического контейнера 11 дополнительно прижимается посредством ковочного пуансона 13, участок внутренней периферийной поверхности боковой стенки 11b раздувается и протекает в зазор 15. Как результат, как проиллюстрировано на фиг. 1D, после того, как заканчивается формование за счет давления ковки, участок внутренней периферийной поверхности боковой стенки 11b наложен на верхнюю поверхность нижней поверхности 11a, и дефект 11e наложения за счет этого формируется на границе между верхней поверхностью нижней поверхности 11a и внутренней периферийной поверхностью боковой стенки 11b.
Документы предшествующего уровня техники
Патентные документы
[0004] Патентный документ 1. Патент (Япония) № 2885266
Сущность изобретения
Проблемы, разрешаемые изобретением
[0005] В последнее время, в качестве способа изготовления компонента машины, требующего высокой размерной точности и прочности, такого как зубообразный компонент для устройства автоматической передачи, внимание привлекает холодная ковка. По сравнению с горячей ковкой, компонент машины, имеющий высокую точность и высокую прочность, может получаться посредством холодной ковки. Кроме того, затраты на изготовление являются низкими, и имеется такое преимущество, как высокий выход годных изделий.
Тем не менее, дефект наложения, возникающий в ходе изготовления зубообразного компонента, как описано выше, приводит к ухудшению выхода годных изделий. Следовательно, невозможно получать в достаточной степени преимущество высокого выхода годных изделий, первоначально полученное посредством использования холодной ковки.
Следовательно, даже в случае использования холодной ковки в качестве способа изготовления зубообразного компонента, требующего высокой размерной точности и прочности (т.е. зубообразного компонента, требующего высокого качества), возникает потребность в технологии, которая может повышать выход годных изделий зубообразного компонента посредством уменьшения возникновения дефекта наложения в ходе изготовления.
Настоящее изобретение осуществлено с учетом вышеприведенных обстоятельств, и его цель заключается в том, чтобы предоставлять способ изготовления зубообразного компонента, в котором выход годных изделий зубообразного компонента может повышаться, а также высококачественный зубообразный компонент.
Средство решения проблемы
[0006] Настоящее изобретение использует следующее средство для разрешения проблемы и достижения цели.
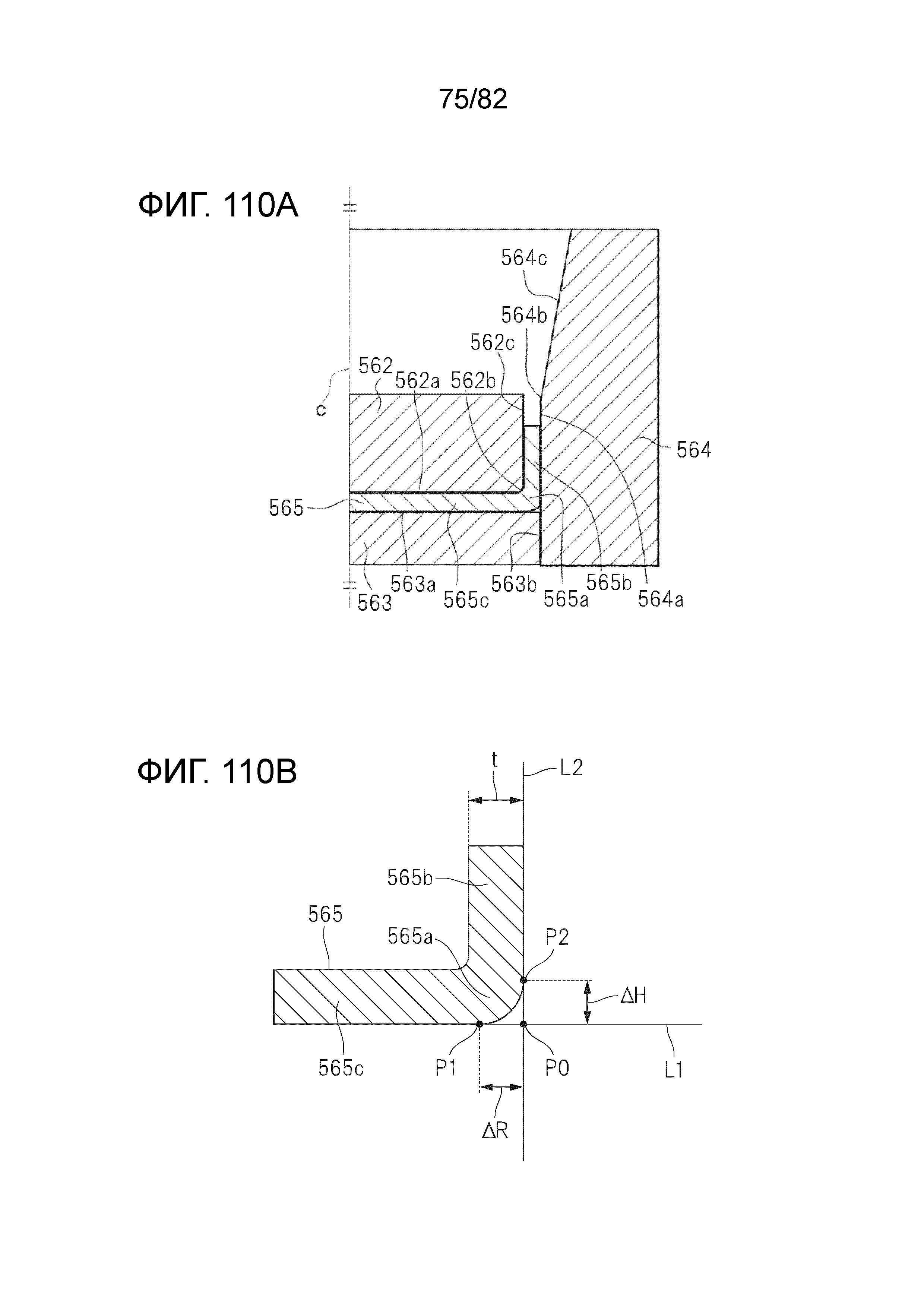
(1) Согласно аспекту настоящего изобретения, предусмотрен способ изготовления зубообразного компонента, включающий в себя процесс вытягивания для формования вытягиванием обрабатываемой детали, для получения цилиндрического контейнера, который имеет нижнюю поверхность и боковую поверхность; процесс уменьшения диаметра для уменьшения диаметра конкретной части, в которой зубчатый верхний участок должен формироваться в боковой поверхности цилиндрического контейнера, для увеличения толщины углового участка между нижней поверхностью и боковой поверхностью; и процесс придания зубчатой формы для формования зубчатого верхнего участка в конкретной части цилиндрического контейнера, уменьшенного в диаметре в процессе уменьшения диаметра, для получения зубообразного компонента, который имеет нижнюю поверхность, боковую поверхность и зубчатый верхний участок. В процессе уменьшения диаметра, в случае, если цилиндрический контейнер просматривается в поперечном сечении, включающем в себя направление центральной оси и радиальное направление цилиндрического контейнера, когда точка пересечения прямой линии L1 в параллельном контакте с нижней поверхностью цилиндрического контейнера и прямой линии L2 в параллельном контакте с боковой поверхностью цилиндрического контейнера определена как P0, точка, в которой прямая линия L1 начинает отделение от нижней поверхности цилиндрического контейнера, определена как P1, точка, в которой прямая линия L2 начинает отделение от боковой поверхности цилиндрического контейнера, определена как P2, длина между точкой P0 пересечения и точкой P1 на прямой линии L1 определена как ΔR, и длина между точкой P0 пересечения и точкой P2 на прямой линии L2 определена как ΔH, угловой участок увеличивается по толщине таким образом, что внешняя форма углового участка цилиндрического контейнера удовлетворяет следующему условному выражению (1), выражаемому посредством использования толщины t пластины цилиндрического контейнера и длин ΔR и ΔH.
(ΔR+ΔH)≤2t... (1)
[0007] (2) Способ изготовления зубообразного компонента по (1) дополнительно может включать в себя процесс увеличения диаметра для увеличения диаметра конкретной части цилиндрического контейнера, полученного посредством процесса вытягивания, между процессом вытягивания и процессом уменьшения диаметра.
[0008] (3) В способе изготовления зубообразного компонента по (1) или (2), процесс придания зубчатой формы может включать в себя процесс придания приблизительной зубчатой формы для придания приблизительной зубчатой формы в конкретной части цилиндрического контейнера, уменьшенного в диаметре в процессе уменьшения диаметра, и процесс придания окончательной зубчатой формы для придания окончательной зубчатой формы в качестве зубчатого верхнего участка в конкретной части посредством обработки приблизительной зубчатой формы.
[0009] (4) В способе изготовления зубообразного компонента по любому из (1)-(3), обрабатываемая деталь может представлять собой плоский лист, который имеет вершины и впадины, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра, и вершина может представлять собой часть, которая выступает наружу из впадины в радиальном направлении, имеющем ось элемента в качестве центра.
[0010] (5) В способе изготовления зубообразного компонента по любому из (1)-(3), обрабатываемая деталь может представлять собой круглый плоский лист или многоугольный плоский лист.
[0011] (6) В способе изготовления зубообразного компонента по (1), обрабатываемая деталь может представлять собой плоский лист, который имеет вершины и впадины, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра, и вершина может представлять собой часть, которая выступает наружу из впадины в радиальном направлении, имеющем ось элемента в качестве центра. В процессе вытягивания, обрабатываемая деталь может формоваться вытягиванием таким образом, что вершина и впадина включены в боковую поверхность цилиндрического контейнера. В процессе уменьшения диаметра, вершина, включенная в боковую поверхность цилиндрического контейнера, полученного посредством процесса вытягивания, может уменьшаться в диаметре, в качестве конкретной части.
[0012] (7) В способе изготовления зубообразного компонента по (6), в процессе вытягивания, могут использоваться пуансон и матрица, имеющие коаксиально расположенные центральные оси. Пуансон может иметь плоскую поверхность пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность пуансона, продолжающуюся через плоскую поверхность пуансона и изогнутую поверхность пуансона и проходящую в первом направлении, параллельном центральной оси, и местоположение вершины и местоположение впадины, удлиненные в первом направлении, могут формироваться в боковой поверхности пуансона. Матрица может иметь плоскую поверхность матрицы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность матрицы, продолжающуюся до плоской поверхности матрицы и проходящую в первом направлении, и местоположение вершины и местоположение впадины, удлиненные в первом направлении, могут формироваться в боковой поверхности матрицы. После того, как обрабатываемая деталь позиционируется на матрице таким образом, что вершина обрабатываемой детали позиционируется в местоположении впадины матрицы, пуансон может относительно перемещаться в направлении матрицы, для получения цилиндрического контейнера, в котором боковая поверхность стоит вертикально относительно нижней поверхности.
[0013] (8) В способе изготовления зубообразного компонента по (6) или (7), в процессе уменьшения диаметра, могут использоваться пуансон, контрпуансон и матрица, расположенная на внешней периферии контрпуансона, имеющие коаксиально расположенные центральные оси. Пуансон может иметь плоскую поверхность пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность пуансона, продолжающуюся через плоскую поверхность пуансона и изогнутую поверхность пуансона, проходящую в первом направлении, параллельном центральной оси, и имеющую радиус, равный внутреннему радиусу зубчатого верхнего участка зубообразного компонента. Контрпуансон может иметь плоскую поверхность контрпуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность контрпуансона, продолжающуюся до плоской поверхности контрпуансона, проходящую в противоположном направлении относительно первого направления и имеющую радиус, равный внешнему радиусу зубчатого верхнего участка зубообразного компонента. Матрица может иметь боковую поверхность матрицы, проходящую в первом направлении и имеющую радиус, равный внешнему радиусу зубчатого верхнего участка зубообразного компонента, и наклонный участок матрицы, продолжающийся через боковую поверхность матрицы и изогнутую поверхность матрицы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению. В состоянии, в котором нижняя поверхность цилиндрического контейнера, полученного посредством процесса вытягивания, размещается между пуансоном и контрпуансоном, пуансон и контрпуансон могут относительно перемещаться в направлении матрицы для того, чтобы заставлять вершину, включенную в боковую поверхность цилиндрического контейнера, уменьшаться в диаметре в качестве конкретной части.
[0014] (9) В способе изготовления зубообразного компонента по любому из (6)-(8), в процессе придания зубчатой формы, могут использоваться внутренний пуансон, внешний пуансон, расположенный на внешней периферии внутреннего пуансона, контрпуансон и матрица, расположенная на внешней периферии контрпуансона, имеющие коаксиально расположенные центральные оси. Внутренний пуансон может иметь плоскую поверхность внутреннего пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность внутреннего пуансона, продолжающуюся через плоскую поверхность внутреннего пуансона и изогнутую поверхность внутреннего пуансона и проходящую в первом направлении, параллельном центральной оси, и местоположение вершины внутреннего пуансона и местоположение впадины внутреннего пуансона, проходящие в первом направлении, могут формироваться в боковой поверхности внутреннего пуансона. Матрица может иметь боковую поверхность матрицы, проходящую в первом направлении, и наклонный участок матрицы, продолжающийся через боковую поверхность матрицы и изогнутую поверхность матрицы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению, и местоположение впадины матрицы и местоположение вершины матрицы, проходящие в первом направлении, могут формироваться в боковой поверхности матрицы. Внешний пуансон может иметь плоскую поверхность внешнего пуансона, параллельную радиальному направлению, ортогональному к центральной оси, первую боковую поверхность внешнего пуансона, продолжающуюся до плоской поверхности внешнего пуансона и проходящую в первом направлении вдоль боковой поверхности внутреннего пуансона, и вторую боковую поверхность внешнего пуансона, продолжающуюся до плоской поверхности внешнего пуансона и проходящую в первом направлении вдоль боковой поверхности матрицы. Контрпуансон может иметь боковую поверхность контрпуансона, проходящую в первом направлении вдоль боковой поверхности матрицы, и плоскую поверхность, продолжающуюся до боковой поверхности контрпуансона и параллельную радиальному направлению, ортогональному к центральной оси. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона и плоской поверхностью контрпуансона таким образом, что вершина цилиндрического контейнера, уменьшенного в диаметре в процессе уменьшения диаметра, позиционируется в местоположении впадины матрицы, после того, как плоская поверхность внешнего пуансона принудительно примыкает к концу с отверстием цилиндрического контейнера, внутренний пуансон, внешний пуансон и контрпуансон могут относительно перемещаться в направлении матрицы, и после того, как плоская поверхность внешнего пуансона проходит через изогнутую поверхность матрицы, в состоянии, в котором внутренний пуансон, контрпуансон и матрица закрепляются, внешний пуансон может относительно перемещаться в направлении контрпуансона для того, чтобы формировать зубчатый верхний участок в вершине цилиндрического контейнера.
[0015] (10) В способе изготовления зубообразного компонента по любому из (6)-(8), процесс придания зубчатой формы может включать в себя процесс придания приблизительной зубчатой формы для придания приблизительной зубчатой формы в вершине цилиндрического контейнера, уменьшенного в диаметре в процессе уменьшения диаметра, и процесс придания окончательной зубчатой формы для придания окончательной зубчатой формы в качестве зубчатого верхнего участка в вершине посредством обработки приблизительной зубчатой формы.
[0016] (11) В способе изготовления зубообразного компонента по (10), в процессе придания приблизительной зубчатой формы, могут использоваться внутренний пуансон для придания приблизительной зубчатой формы, внешний пуансон для придания приблизительной зубчатой формы, расположенный на внешней периферии внутреннего пуансона для придания приблизительной зубчатой формы, контрпуансон для придания приблизительной зубчатой формы и матрица для придания приблизительной зубчатой формы, расположенная на внешней периферии контрпуансона для придания приблизительной зубчатой формы, имеющие коаксиально расположенные центральные оси. Внутренний пуансон для придания приблизительной зубчатой формы может иметь плоскую поверхность внутреннего пуансона для придания приблизительной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, боковую поверхность внутреннего пуансона для придания приблизительной зубчатой формы, продолжающуюся через плоскую поверхность внутреннего пуансона для придания приблизительной зубчатой формы и изогнутую поверхность внутреннего пуансона для придания приблизительной зубчатой формы и проходящую в первом направлении, параллельном центральной оси, и местоположение вершины внутреннего пуансона для придания приблизительной зубчатой формы и местоположение впадины внутреннего пуансона для придания приблизительной зубчатой формы, проходящие в первом направлении, могут формироваться в боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы. Матрица для придания приблизительной зубчатой формы может иметь боковую поверхность матрицы для придания приблизительной зубчатой формы, проходящую в первом направлении, и наклонный участок матрицы для придания приблизительной зубчатой формы, продолжающийся через боковую поверхность матрицы для придания приблизительной зубчатой формы и изогнутую поверхность матрицы для придания приблизительной зубчатой формы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению, и местоположение впадины матрицы для придания приблизительной зубчатой формы и местоположение вершины матрицы для придания приблизительной зубчатой формы, проходящие в первом направлении, могут формироваться в боковой поверхности матрицы для придания приблизительной зубчатой формы. Внешний пуансон для придания приблизительной зубчатой формы может иметь плоскую поверхность внешнего пуансона для придания приблизительной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, первую боковую поверхность внешнего пуансона для придания приблизительной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания приблизительной зубчатой формы и проходящую в первом направлении вдоль боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы, и вторую боковую поверхность внешнего пуансона для придания приблизительной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания приблизительной зубчатой формы и проходящую в первом направлении вдоль боковой поверхности матрицы для придания приблизительной зубчатой формы. Контрпуансон для придания приблизительной зубчатой формы может иметь боковую поверхность контрпуансона для придания приблизительной зубчатой формы, проходящую в первом направлении вдоль боковой поверхности матрицы для придания приблизительной зубчатой формы, и плоскую поверхность контрпуансона для придания приблизительной зубчатой формы, продолжающуюся до боковой поверхности контрпуансона для придания приблизительной зубчатой формы и параллельную радиальному направлению, ортогональному к центральной оси. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона для придания приблизительной зубчатой формы и плоской поверхностью контрпуансона для придания приблизительной зубчатой формы таким образом, что вершина цилиндрического контейнера, уменьшенного в диаметре в процессе уменьшения диаметра, позиционируется в местоположении впадины матрицы для придания приблизительной зубчатой формы, после того, как плоская поверхность внешнего пуансона для придания приблизительной зубчатой формы принудительно примыкает к концу с отверстием цилиндрического контейнера, внутренний пуансон для придания приблизительной зубчатой формы, внешний пуансон для придания приблизительной зубчатой формы и контрпуансон для придания приблизительной зубчатой формы могут относительно перемещаться в направлении матрицы для придания приблизительной зубчатой формы для того, чтобы придавать приблизительную зубчатую форму в вершине цилиндрического контейнера.
[0017] (12) В способе изготовления зубообразного компонента по (11), в процессе придания окончательной зубчатой формы, могут использоваться внутренний пуансон для придания окончательной зубчатой формы, внешний пуансон для придания окончательной зубчатой формы, расположенный на внешней периферии внутреннего пуансона для придания окончательной зубчатой формы, и матрица для придания окончательной зубчатой формы, имеющие коаксиально расположенные центральные оси. Внутренний пуансон для придания окончательной зубчатой формы может иметь плоскую поверхность внутреннего пуансона для придания окончательной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность внутреннего пуансона для придания окончательной зубчатой формы, продолжающуюся через плоскую поверхность внутреннего пуансона для придания окончательной зубчатой формы и изогнутую поверхность внутреннего пуансона для придания окончательной зубчатой формы и проходящую в первом направлении, параллельном центральной оси, и боковая поверхность внутреннего пуансона для придания окончательной зубчатой формы может иметь форму и размеры поперечного сечения, ортогонального к центральной оси, идентичные форме и размерам боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы, и иметь местоположение вершины внутреннего пуансона для придания окончательной зубчатой формы и местоположение впадины внутреннего пуансона для придания окончательной зубчатой формы, удлиненные в первом направлении. Матрица для придания окончательной зубчатой формы может иметь плоскую поверхность матрицы для придания окончательной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность матрицы для придания окончательной зубчатой формы, продолжающуюся до плоской поверхности матрицы для придания окончательной зубчатой формы и проходящую в первом направлении, и боковая поверхность матрицы для придания окончательной зубчатой формы может иметь форму и размеры поперечного сечения, ортогонального к центральной оси, идентичные форме и размерам боковой поверхности матрицы для придания приблизительной зубчатой формы, и иметь местоположение вершины матрицы для придания окончательной зубчатой формы и местоположение впадины матрицы для придания окончательной зубчатой формы, удлиненные в первом направлении. Внешний пуансон для придания окончательной зубчатой формы может иметь плоскую поверхность внешнего пуансона для придания окончательной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, первую боковую поверхность внешнего пуансона для придания окончательной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания окончательной зубчатой формы и проходящую в первом направлении вдоль боковой поверхности внутреннего пуансона для придания окончательной зубчатой формы, и вторую боковую поверхность внешнего пуансона для придания окончательной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания окончательной зубчатой формы и проходящую в первом направлении вдоль боковой поверхности матрицы для придания окончательной зубчатой формы. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона для придания окончательной зубчатой формы и плоской поверхностью матрицы для придания окончательной зубчатой формы таким образом, что приблизительная зубчатая форма, придаваемая в вершине цилиндрического контейнера в процессе придания приблизительной зубчатой формы, позиционируется в местоположении впадины матрицы для придания окончательной зубчатой формы, плоская поверхность внешнего пуансона для придания окончательной зубчатой формы может прижиматься к концу с отверстием цилиндрического контейнера для того, чтобы придавать окончательную зубчатую форму в вершине цилиндрического контейнера.
[0018] (13) Способ изготовления зубообразного компонента по (1) дополнительно может включать в себя процесс увеличения диаметра для увеличения диаметра конкретной части цилиндрического контейнера, полученного посредством процесса вытягивания, между процессом вытягивания и процессом уменьшения диаметра. Обрабатываемая деталь может представлять собой плоский лист, который имеет вершины и впадины, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра, и вершина может представлять собой часть, которая выступает наружу из впадины в радиальном направлении, имеющем ось элемента в качестве центра. В процессе вытягивания, обрабатываемая деталь может формоваться вытягиванием таким образом, что вершина и впадина включены в боковую поверхность цилиндрического контейнера. В процессе увеличения диаметра, выступающий участок, реализованный посредством деформированной вершины, включенной в боковую поверхность цилиндрического контейнера, полученного посредством процесса вытягивания, может увеличиваться в диаметре, в качестве конкретной части. В процессе уменьшения диаметра, выступающий участок цилиндрического контейнера, увеличенного в диаметре в процессе увеличения диаметра, может уменьшаться в диаметре.
[0019] (14) В способе изготовления зубообразного компонента по (13), процесс увеличения диаметра может включать в себя первый этап с использованием первого пуансона и первой матрицы, имеющих коаксиально расположенные центральные оси, и второй этап с использованием второго пуансона и второй матрицы, имеющих коаксиально расположенные центральные оси. Первый пуансон может иметь плоскую поверхность первого пуансона, параллельную радиальному направлению, ортогональному к центральной оси, наклонный участок первого пуансона, продолжающийся через плоскую поверхность первого пуансона и первую изогнутую поверхность первого пуансона и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению, параллельному центральной оси, и боковую поверхность первого пуансона, продолжающуюся через наклонный участок первого пуансона и вторую изогнутую поверхность первого пуансона и проходящую в первом направлении, и местоположение вершины и местоположение впадины, удлиненные в первом направлении, могут формироваться в боковой поверхности первого пуансона. Первая матрица может иметь плоскую поверхность первой матрицы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность первой матрицы, продолжающуюся до плоской поверхности первой матрицы и проходящую в первом направлении, местоположение вершины и местоположение впадины, удлиненные в первом направлении, формируются в боковой поверхности первой матрицы, и боковая поверхность первой матрицы может располагаться в форме смещения в радиальном направлении от первой боковой поверхности пуансона на толщину пластины обрабатываемой детали. Второй пуансон может иметь плоскую поверхность второго пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность второго пуансона, продолжающуюся через плоскую поверхность второго пуансона и изогнутую поверхность второго пуансона и проходящую в первом направлении, и боковая поверхность второго пуансона может иметь форму и размеры, идентичные форме и размерам боковой поверхности первого пуансона, и иметь местоположение вершины и местоположение впадины, удлиненные в первом направлении и сформированные в нем. Вторая матрица может иметь плоскую поверхность второй матрицы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность второй матрицы, продолжающуюся до плоской поверхности второй матрицы и проходящую в первом направлении, и боковая поверхность второй матрицы может иметь форму и размеры, идентичные форме и размерам боковой поверхности первой матрицы, и иметь местоположение вершины и местоположение впадины, удлиненные в первом направлении и сформированные в нем. На первом этапе, после того, как цилиндрический контейнер позиционируется на первой матрице таким образом, что выступающий участок, реализованный посредством деформированной вершины цилиндрического контейнера, полученного посредством процесса вытягивания, позиционируется в местоположении впадины первой матрицы, первый пуансон может относительно перемещаться в направлении первой матрицы для того, чтобы увеличивать диаметр выступающего участка. На втором этапе, после того, как цилиндрический контейнер позиционируется на второй матрице таким образом, что выступающий участок с увеличенным диаметром позиционируется в местоположении впадины второй матрицы, второй пуансон может относительно перемещаться в направлении второй матрицы, для получения цилиндрического контейнера, в котором боковая поверхность стоит вертикально относительно нижней поверхности.
[0020] (15) В способе изготовления зубообразного компонента по (13) или (14), в процессе уменьшения диаметра, могут использоваться пуансон, контрпуансон и матрица, расположенная на внешней периферии контрпуансона, имеющие коаксиально расположенные центральные оси. Пуансон может иметь плоскую поверхность пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность пуансона, продолжающуюся через плоскую поверхность пуансона и изогнутую поверхность пуансона, проходящую в первом направлении, параллельном центральной оси, и имеющую радиус, равный внутреннему радиусу зубчатого верхнего участка зубообразного компонента. Контрпуансон может иметь плоскую поверхность контрпуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность контрпуансона, продолжающуюся до плоской поверхности контрпуансона, проходящую в противоположном направлении относительно первого направления и имеющую радиус, равный внешнему радиусу зубчатого верхнего участка зубообразного компонента. Матрица может иметь боковую поверхность матрицы, проходящую в первом направлении и имеющую радиус, равный внешнему радиусу зубчатого верхнего участка зубообразного компонента, и наклонный участок матрицы, продолжающийся через боковую поверхность матрицы и изогнутую поверхность матрицы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению. В состоянии, в котором нижняя поверхность цилиндрического контейнера, имеющая выступающий участок, увеличенный в диаметре посредством процесса увеличения диаметра, размещается между пуансоном и контрпуансоном, пуансон и контрпуансон могут относительно перемещаться в направлении матрицы для того, чтобы заставлять выступающий участок, включенный в боковую поверхность цилиндрического контейнера, уменьшаться в диаметре.
[0021] (16) В способе изготовления зубообразного компонента по любому из (13)-(15), в процессе придания зубчатой формы, могут использоваться внутренний пуансон, внешний пуансон, расположенный на внешней периферии внутреннего пуансона, контрпуансон и матрица, расположенная на внешней периферии контрпуансона, имеющие коаксиально расположенные центральные оси. Внутренний пуансон может иметь плоскую поверхность внутреннего пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность внутреннего пуансона, продолжающуюся через плоскую поверхность внутреннего пуансона и изогнутую поверхность внутреннего пуансона и проходящую в первом направлении, параллельном центральной оси, и местоположение вершины внутреннего пуансона и местоположение впадины внутреннего пуансона, проходящие в первом направлении, могут формироваться в боковой поверхности внутреннего пуансона. Матрица может иметь боковую поверхность матрицы, проходящую в первом направлении, и наклонный участок матрицы, продолжающийся через боковую поверхность матрицы и изогнутую поверхность матрицы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению, и местоположение впадины матрицы и местоположение вершины матрицы, проходящие в первом направлении, могут формироваться в боковой поверхности матрицы. Внешний пуансон может иметь плоскую поверхность внешнего пуансона, параллельную радиальному направлению, ортогональному к центральной оси, первую боковую поверхность внешнего пуансона, продолжающуюся до плоской поверхности внешнего пуансона и проходящую в первом направлении вдоль боковой поверхности внутреннего пуансона, и вторую боковую поверхность внешнего пуансона, продолжающуюся до плоской поверхности внешнего пуансона и проходящую в первом направлении вдоль боковой поверхности матрицы. Контрпуансон может иметь боковую поверхность контрпуансона, проходящую в первом направлении вдоль боковой поверхности матрицы, и плоскую поверхность, продолжающуюся до боковой поверхности контрпуансона и параллельную радиальному направлению, ортогональному к центральной оси. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона и плоской поверхностью контрпуансона таким образом, что выступающий участок, уменьшенный в диаметре посредством процесса уменьшения диаметра, позиционируется в местоположении впадины матрицы, после того, как плоская поверхность внешнего пуансона принудительно примыкает к концу с отверстием цилиндрического контейнера, внутренний пуансон, внешний пуансон и контрпуансон могут относительно перемещаться в направлении матрицы, и после того, как плоская поверхность внешнего пуансона проходит через изогнутую поверхность матрицы, в состоянии, в котором внутренний пуансон, контрпуансон и матрица закрепляются, внешний пуансон может относительно перемещаться в направлении контрпуансона для того, чтобы формировать зубчатый верхний участок в выступающем участке цилиндрического контейнера.
[0022] (17) В способе изготовления зубообразного компонента по любому из (13)-(15), процесс придания зубчатой формы может включать в себя процесс придания приблизительной зубчатой формы для придания приблизительной зубчатой формы в выступающем участке цилиндрического контейнера, уменьшенного в диаметре в процессе уменьшения диаметра, и процесс придания окончательной зубчатой формы для придания окончательной зубчатой формы в качестве зубчатого верхнего участка в выступающем участке посредством обработки приблизительной зубчатой формы.
[0023] (18) В способе изготовления зубообразного компонента по (17), в процессе придания приблизительной зубчатой формы, могут использоваться внутренний пуансон для придания приблизительной зубчатой формы, внешний пуансон для придания приблизительной зубчатой формы, расположенный на внешней периферии внутреннего пуансона для придания приблизительной зубчатой формы, контрпуансон для придания приблизительной зубчатой формы и матрица для придания приблизительной зубчатой формы, расположенная на внешней периферии контрпуансона для придания приблизительной зубчатой формы, имеющие коаксиально расположенные центральные оси. Внутренний пуансон для придания приблизительной зубчатой формы может иметь плоскую поверхность внутреннего пуансона для придания приблизительной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, боковую поверхность внутреннего пуансона для придания приблизительной зубчатой формы, продолжающуюся через плоскую поверхность внутреннего пуансона для придания приблизительной зубчатой формы и изогнутую поверхность внутреннего пуансона для придания приблизительной зубчатой формы и проходящую в первом направлении, параллельном центральной оси, и местоположение вершины внутреннего пуансона для придания приблизительной зубчатой формы и местоположение впадины внутреннего пуансона для придания приблизительной зубчатой формы, проходящие в первом направлении, могут формироваться в боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы. Матрица для придания приблизительной зубчатой формы может иметь боковую поверхность матрицы для придания приблизительной зубчатой формы, проходящую в первом направлении, и наклонный участок матрицы для придания приблизительной зубчатой формы, продолжающийся через боковую поверхность матрицы для придания приблизительной зубчатой формы и изогнутую поверхность матрицы для придания приблизительной зубчатой формы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению, и местоположение впадины матрицы для придания приблизительной зубчатой формы и местоположение вершины матрицы для придания приблизительной зубчатой формы, проходящие в первом направлении, могут формироваться в боковой поверхности матрицы для придания приблизительной зубчатой формы. Внешний пуансон для придания приблизительной зубчатой формы может иметь плоскую поверхность внешнего пуансона для придания приблизительной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, первую боковую поверхность внешнего пуансона для придания приблизительной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания приблизительной зубчатой формы и проходящую в первом направлении вдоль боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы, и вторую боковую поверхность внешнего пуансона для придания приблизительной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания приблизительной зубчатой формы и проходящую в первом направлении вдоль боковой поверхности матрицы для придания приблизительной зубчатой формы. Контрпуансон для придания приблизительной зубчатой формы может иметь боковую поверхность контрпуансона для придания приблизительной зубчатой формы, проходящую в первом направлении вдоль боковой поверхности матрицы для придания приблизительной зубчатой формы, и плоскую поверхность контрпуансона для придания приблизительной зубчатой формы, продолжающуюся до боковой поверхности контрпуансона для придания приблизительной зубчатой формы и параллельную радиальному направлению, ортогональному к центральной оси. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона для придания приблизительной зубчатой формы и плоской поверхностью контрпуансона для придания приблизительной зубчатой формы таким образом, что выступающий участок, уменьшенный в диаметре посредством процесса уменьшения диаметра, позиционируется в местоположении впадины матрицы для придания приблизительной зубчатой формы, после того, как плоская поверхность внешнего пуансона для придания приблизительной зубчатой формы принудительно примыкает к концу с отверстием цилиндрического контейнера, внутренний пуансон для придания приблизительной зубчатой формы, внешний пуансон для придания приблизительной зубчатой формы и контрпуансон для придания приблизительной зубчатой формы могут относительно перемещаться в направлении матрицы для придания приблизительной зубчатой формы для того, чтобы придавать приблизительную зубчатую форму в выступающем участке цилиндрического контейнера.
[0024] (19) В способе изготовления зубообразного компонента по (18), в процессе придания окончательной зубчатой формы, могут использоваться внутренний пуансон для придания окончательной зубчатой формы, внешний пуансон для придания окончательной зубчатой формы, расположенный на внешней периферии внутреннего пуансона для придания окончательной зубчатой формы, и матрица для придания окончательной зубчатой формы, имеющие коаксиально расположенные центральные оси. Внутренний пуансон для придания окончательной зубчатой формы может иметь плоскую поверхность внутреннего пуансона для придания окончательной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность внутреннего пуансона для придания окончательной зубчатой формы, продолжающуюся через плоскую поверхность внутреннего пуансона для придания окончательной зубчатой формы и изогнутую поверхность внутреннего пуансона для придания окончательной зубчатой формы и проходящую в первом направлении, параллельном центральной оси, и боковая поверхность внутреннего пуансона для придания окончательной зубчатой формы может иметь форму и размеры поперечного сечения, ортогонального к центральной оси, идентичные форме и размерам боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы, и иметь местоположение вершины внутреннего пуансона для придания окончательной зубчатой формы и местоположение впадины внутреннего пуансона для придания окончательной зубчатой формы, удлиненные в первом направлении. Матрица для придания окончательной зубчатой формы может иметь плоскую поверхность матрицы для придания окончательной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность матрицы для придания окончательной зубчатой формы, продолжающуюся до плоской поверхности матрицы для придания окончательной зубчатой формы и проходящую в первом направлении, и боковая поверхность матрицы для придания окончательной зубчатой формы может иметь форму и размеры поперечного сечения, ортогонального к центральной оси, идентичные форме и размерам боковой поверхности матрицы для придания приблизительной зубчатой формы, и иметь местоположение вершины матрицы для придания окончательной зубчатой формы и местоположение впадины матрицы для придания окончательной зубчатой формы, удлиненные в первом направлении. Внешний пуансон для придания окончательной зубчатой формы может иметь плоскую поверхность внешнего пуансона для придания окончательной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, первую боковую поверхность внешнего пуансона для придания окончательной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания окончательной зубчатой формы и проходящую в первом направлении вдоль боковой поверхности внутреннего пуансона для придания окончательной зубчатой формы, и вторую боковую поверхность внешнего пуансона для придания окончательной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания окончательной зубчатой формы и проходящую в первом направлении вдоль боковой поверхности матрицы для придания окончательной зубчатой формы. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона для придания окончательной зубчатой формы и плоской поверхностью матрицы для придания окончательной зубчатой формы таким образом, что приблизительная зубчатая форма, придаваемая в выступающем участке цилиндрического контейнера в процессе придания приблизительной зубчатой формы, позиционируется в местоположении впадины матрицы для придания окончательной зубчатой формы, плоская поверхность внешнего пуансона для придания окончательной зубчатой формы может прижиматься к концу с отверстием цилиндрического контейнера для того, чтобы придавать окончательную зубчатую форму в выступающем участке цилиндрического контейнера.
[0025] (20) Способ изготовления зубообразного компонента по (1) дополнительно может включать в себя процесс увеличения диаметра для увеличения диаметра конкретной части цилиндрического контейнера, полученного посредством процесса вытягивания, между процессом вытягивания и процессом уменьшения диаметра. В процессе вытягивания, обрабатываемая деталь, которая представляет собой круглый плоский лист, может формоваться вытягиванием, для получения цилиндрического контейнера.
[0026] (21) В способе изготовления зубообразного компонента по (20), процесс увеличения диаметра может включать в себя первый этап с использованием первого пуансона и первой матрицы, имеющих коаксиально расположенные центральные оси, и второй этап с использованием второго пуансона и второй матрицы, имеющих коаксиально расположенные центральные оси. Первый пуансон может иметь плоскую поверхность первого пуансона, параллельную радиальному направлению, ортогональному к центральной оси, наклонный участок первого пуансона, продолжающийся через плоскую поверхность первого пуансона и первую изогнутую поверхность первого пуансона и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению, параллельному центральной оси, и боковую поверхность первого пуансона, продолжающуюся через наклонный участок первого пуансона и вторую изогнутую поверхность первого пуансона и удлиненную в первом направлении, и местоположение вершины и местоположение впадины, удлиненные в первом направлении, могут формироваться в боковой поверхности первого пуансона. Первая матрица может иметь первую боковую поверхность первой матрицы, удлиненную в первом направлении, плоскую поверхность первой матрицы, продолжающуюся до первой боковой поверхности первой матрицы и параллельную радиальному направлению, ортогональному к центральной оси, и вторую боковую поверхность первой матрицы, продолжающуюся до плоской поверхности первой матрицы и удлиненную в первом направлении, и вторая боковая поверхность первой матрицы может иметь местоположение вершины и местоположение впадины, которые смещаются в радиальном направлении от первой боковой поверхности пуансона на толщину пластины обрабатываемой детали. Второй пуансон может иметь плоскую поверхность второго пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность второго пуансона, продолжающуюся через плоскую поверхность второго пуансона и изогнутую поверхность второго пуансона и удлиненную в первом направлении, и боковая поверхность второго пуансона может иметь форму и размеры, идентичные форме и размерам боковой поверхности первого пуансона, и иметь местоположение вершины и местоположение впадины, удлиненные в первом направлении и сформированные в нем. Вторая матрица может иметь первую боковую поверхность второй матрицы, удлиненную в первом направлении, плоскую поверхность второй матрицы, продолжающуюся до первой боковой поверхности второй матрицы и параллельную радиальному направлению, ортогональному к центральной оси, и вторую боковую поверхность второй матрицы, продолжающуюся до плоской поверхности второй матрицы и удлиненную в первом направлении, и вторая боковая поверхность второй матрицы может иметь форму и размеры, идентичные форме и размерам второй боковой поверхности первой матрицы, и иметь местоположение вершины и местоположение впадины, удлиненные в первом направлении и сформированные в нем. На первом этапе, после того, как цилиндрический контейнер, полученный посредством процесса вытягивания, позиционируется на первой матрице, первый пуансон может относительно перемещаться в направлении первой матрицы для того, чтобы увеличивать диаметр конкретной части, включенной в боковую поверхность вследствие местоположения вершины первого пуансона. На втором этапе, после того, как цилиндрический контейнер позиционируется на плоской поверхности второй матрицы таким образом, что конкретная часть с увеличенным диаметром позиционируется в местоположении впадины второй матрицы, второй пуансон может относительно перемещаться в направлении второй матрицы, для получения цилиндрического контейнера, в котором боковая поверхность стоит вертикально относительно нижней поверхности.
[0027] (22) В способе изготовления зубообразного компонента по (20) или (21), в процессе уменьшения диаметра, могут использоваться пуансон, контрпуансон, имеющий центральную ось, коаксиально расположенную с пуансоном, и матрица, расположенная вдоль внешней периферии контрпуансона. Пуансон может иметь плоскую поверхность пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность пуансона, продолжающуюся через плоскую поверхность пуансона и изогнутую поверхность пуансона, удлиненную в первом направлении, параллельном центральной оси вдоль центральной оси, и имеющую радиус, равный внутреннему радиусу зубчатого верхнего участка зубообразного компонента. Контрпуансон может иметь плоскую поверхность контрпуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность контрпуансона, продолжающуюся до плоской поверхности контрпуансона, удлиненную в противоположном направлении относительно первого направления и имеющую радиус, равный внешнему радиусу зубчатого верхнего участка зубообразного компонента. Матрица может иметь боковую поверхность матрицы, удлиненную в первом направлении и имеющую внутренний радиус, равный внешнему радиусу зубчатого верхнего участка зубообразного компонента, и наклонный участок матрицы, продолжающийся через боковую поверхность матрицы и изогнутую поверхность матрицы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению. В состоянии, в котором нижняя поверхность цилиндрического контейнера, имеющая конкретную часть, увеличенную в диаметре посредством процесса увеличения диаметра, размещается между пуансоном и контрпуансоном, пуансон и контрпуансон могут относительно перемещаться в направлении матрицы для того, чтобы заставлять конкретную часть, включенную в боковую поверхность цилиндрического контейнера, уменьшаться в диаметре.
[0028] (23) В способе изготовления зубообразного компонента по любому из (20)-(22), в процессе придания зубчатой формы, могут использоваться внутренний пуансон, внешний пуансон, расположенный вдоль внешней периферии внутреннего пуансона, контрпуансон, расположенный таким образом, что он обращен к внутреннему пуансону, и матрица, расположенная вдоль внешней периферии контрпуансона, имеющие центральные оси, коаксиально расположенные друг с другом. Внутренний пуансон может иметь плоскую поверхность внутреннего пуансона, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность внутреннего пуансона, продолжающуюся через плоскую поверхность внутреннего пуансона и изогнутую поверхность внутреннего пуансона и удлиненную в первом направлении, параллельном центральной оси, и местоположение вершины внутреннего пуансона и местоположение впадины внутреннего пуансона, проходящие в первом направлении, могут формироваться в боковой поверхности внутреннего пуансона. Матрица может иметь боковую поверхность матрицы, удлиненную в первом направлении, и наклонный участок матрицы, продолжающийся через боковую поверхность матрицы и изогнутую поверхность матрицы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению, и местоположение впадины матрицы и местоположение вершины матрицы, проходящие в первом направлении, могут формироваться в боковой поверхности матрицы. Внешний пуансон может иметь первую боковую поверхность внешнего пуансона, имеющую трубчатую форму и удлиненную в первом направлении вдоль боковой поверхности внутреннего пуансона, плоскую поверхность внешнего пуансона, продолжающуюся до первой боковой поверхности внешнего пуансона и параллельную радиальному направлению, ортогональному к центральной оси, и вторую боковую поверхность внешнего пуансона, продолжающуюся до плоской поверхности внешнего пуансона и удлиненную в первом направлении вдоль боковой поверхности матрицы для матрицы, и плоская поверхность внешнего пуансона может иметь утопленный участок, в котором утоплена часть, соответствующая части между зубчатыми верхними участками, смежными друг с другом. Контрпуансон может иметь боковую поверхность контрпуансона, удлиненную в первом направлении вдоль боковой поверхности матрицы, и плоскую поверхность, продолжающуюся до боковой поверхности контрпуансона и параллельную радиальному направлению, ортогональному к центральной оси. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона и плоской поверхностью контрпуансона таким образом, что конкретная часть, уменьшенная в диаметре посредством процесса уменьшения диаметра, позиционируется в местоположении впадины матрицы, после того, как плоская поверхность внешнего пуансона принудительно примыкает к концу с отверстием цилиндрического контейнера, внутренний пуансон, внешний пуансон и контрпуансон могут относительно перемещаться в направлении матрицы, и после того, как плоская поверхность внешнего пуансона проходит через изогнутую поверхность матрицы, в состоянии, в котором внутренний пуансон, контрпуансон и матрица закрепляются, внешний пуансон может относительно перемещаться в направлении контрпуансона для того, чтобы формировать зубчатый верхний участок в конкретной части цилиндрического контейнера.
[0029] (24) В способе изготовления зубообразного компонента по любому из (20)-(22), процесс придания зубчатой формы может включать в себя процесс придания приблизительной зубчатой формы для придания приблизительной зубчатой формы в конкретной части цилиндрического контейнера, уменьшенного в диаметре в процессе уменьшения диаметра, и процесс придания окончательной зубчатой формы для придания окончательной зубчатой формы в качестве зубчатого верхнего участка в конкретной части посредством обработки приблизительной зубчатой формы.
[0030] (25) В способе изготовления зубообразного компонента по (24), в процессе придания приблизительной зубчатой формы, могут использоваться внутренний пуансон для придания приблизительной зубчатой формы, внешний пуансон для придания приблизительной зубчатой формы, расположенный вдоль внешней периферии внутреннего пуансона для придания приблизительной зубчатой формы, контрпуансон для придания приблизительной зубчатой формы, расположенный таким образом, что он обращен к внутреннему пуансону для придания приблизительной зубчатой формы, и матрица для придания приблизительной зубчатой формы, расположенная вдоль внешней периферии контрпуансона для придания приблизительной зубчатой формы, имеющие центральные оси, коаксиально расположенные друг с другом. Внутренний пуансон для придания приблизительной зубчатой формы может иметь плоскую поверхность внутреннего пуансона для придания приблизительной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность внутреннего пуансона для придания приблизительной зубчатой формы, продолжающуюся через плоскую поверхность внутреннего пуансона для придания приблизительной зубчатой формы и изогнутую поверхность внутреннего пуансона для придания приблизительной зубчатой формы и удлиненную в первом направлении, параллельном центральной оси, и местоположение вершины внутреннего пуансона для придания приблизительной зубчатой формы и местоположение впадины внутреннего пуансона для придания приблизительной зубчатой формы, проходящие в первом направлении, могут формироваться в боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы. Матрица для придания приблизительной зубчатой формы может иметь боковую поверхность матрицы для придания приблизительной зубчатой формы, удлиненную в первом направлении, и наклонный участок матрицы для придания приблизительной зубчатой формы, продолжающийся через боковую поверхность матрицы для придания приблизительной зубчатой формы и изогнутую поверхность матрицы для придания приблизительной зубчатой формы и расширяющийся в направлении, ортогональном к центральной оси, к первому направлению, и местоположение впадины матрицы для придания приблизительной зубчатой формы и местоположение вершины матрицы для придания приблизительной зубчатой формы, проходящие в первом направлении, могут формироваться в боковой поверхности матрицы для придания приблизительной зубчатой формы. Внешний пуансон для придания приблизительной зубчатой формы может иметь первую боковую поверхность внешнего пуансона для придания приблизительной зубчатой формы, имеющую трубчатую форму и удлиненную в первом направлении вдоль боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы, плоскую поверхность внешнего пуансона для придания приблизительной зубчатой формы, продолжающуюся до первой боковой поверхности внешнего пуансона для придания приблизительной зубчатой формы и параллельную радиальному направлению, ортогональному к центральной оси, и вторую боковую поверхность внешнего пуансона для придания приблизительной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания приблизительной зубчатой формы и удлиненную в первом направлении вдоль боковой поверхности матрицы для придания приблизительной зубчатой формы для матрицы для придания приблизительной зубчатой формы, и плоская поверхность внешнего пуансона для придания приблизительной зубчатой формы может иметь утопленный участок, в котором утоплена часть, соответствующая части между зубчатыми верхними участками, смежными друг с другом. Контрпуансон для придания приблизительной зубчатой формы может иметь боковую поверхность контрпуансона для придания приблизительной зубчатой формы, удлиненную в первом направлении вдоль боковой поверхности матрицы для придания приблизительной зубчатой формы, и плоскую поверхность контрпуансона для придания приблизительной зубчатой формы, продолжающуюся до боковой поверхности контрпуансона для придания приблизительной зубчатой формы и параллельную радиальному направлению, ортогональному к центральной оси. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона для придания приблизительной зубчатой формы и плоской поверхностью контрпуансона для придания приблизительной зубчатой формы таким образом, что конкретная часть, уменьшенная в диаметре посредством процесса уменьшения диаметра, позиционируется в местоположении впадины матрицы для придания приблизительной зубчатой формы, после того, как плоская поверхность внешнего пуансона для придания приблизительной зубчатой формы принудительно примыкает к концу с отверстием цилиндрического контейнера, внутренний пуансон для придания приблизительной зубчатой формы, внешний пуансон для придания приблизительной зубчатой формы и контрпуансон для придания приблизительной зубчатой формы могут относительно перемещаться в направлении матрицы для придания приблизительной зубчатой формы для того, чтобы придавать приблизительную зубчатую форму в конкретной части цилиндрического контейнера.
[0031] (26) В способе изготовления зубообразного компонента по (25), в процессе придания окончательной зубчатой формы, могут использоваться внутренний пуансон для придания окончательной зубчатой формы, внешний пуансон для придания окончательной зубчатой формы, расположенный вдоль внешней периферии внутреннего пуансона для придания окончательной зубчатой формы, выталкиватель для придания окончательной зубчатой формы, расположенный таким образом, что он обращен к внутреннему пуансону для придания окончательной зубчатой формы, и матрица для придания окончательной зубчатой формы, расположенная вдоль внешней периферии выталкивателя для придания окончательной зубчатой формы, имеющие центральные оси, коаксиально расположенные друг с другом. Внутренний пуансон для придания окончательной зубчатой формы может иметь плоскую поверхность внутреннего пуансона для придания окончательной зубчатой формы, параллельную радиальному направлению, ортогональному к центральной оси, и боковую поверхность внутреннего пуансона для придания окончательной зубчатой формы, продолжающуюся через плоскую поверхность внутреннего пуансона для придания окончательной зубчатой формы и изогнутую поверхность внутреннего пуансона для придания окончательной зубчатой формы и удлиненную в первом направлении, параллельном центральной оси, и боковая поверхность внутреннего пуансона для придания окончательной зубчатой формы может иметь форму и размеры поперечного сечения, ортогонального к центральной оси, идентичные форме и размерам боковой поверхности внутреннего пуансона для придания приблизительной зубчатой формы, и иметь местоположение вершины внутреннего пуансона для придания окончательной зубчатой формы и местоположение впадины внутреннего пуансона для придания окончательной зубчатой формы, проходящие в первом направлении. Матриц для придания окончательной зубчатой формы может иметь первую боковую поверхность матрицы для придания окончательной зубчатой формы, удлиненную в первом направлении, плоскую поверхность матрицы для придания окончательной зубчатой формы, продолжающуюся до первой боковой поверхности матрицы для придания окончательной зубчатой формы и параллельную радиальному направлению, ортогональному к центральной оси, вторую боковую поверхность матрицы для придания окончательной зубчатой формы, продолжающуюся до плоской поверхности матрицы для придания окончательной зубчатой формы и удлиненную в первом направлении, и вторая боковая поверхность матрицы для придания окончательной зубчатой формы может иметь форму и размеры поперечного сечения, ортогонального к центральной оси, идентичные форме и размерам боковой поверхности матрицы для придания приблизительной зубчатой формы, и иметь местоположение вершины матрицы для придания окончательной зубчатой формы и местоположение впадины матрицы для придания окончательной зубчатой формы, проходящие в первом направлении. Внешний пуансон для придания окончательной зубчатой формы может иметь первую боковую поверхность внешнего пуансона для придания окончательной зубчатой формы, имеющую трубчатую форму и удлиненную в первом направлении вдоль боковой поверхности внутреннего пуансона для придания окончательной зубчатой формы, плоскую поверхность внешнего пуансона для придания окончательной зубчатой формы, продолжающуюся до первой боковой поверхности внешнего пуансона для придания окончательной зубчатой формы и параллельную радиальному направлению, ортогональному к центральной оси, и вторую боковую поверхность внешнего пуансона для придания окончательной зубчатой формы, продолжающуюся до плоской поверхности внешнего пуансона для придания окончательной зубчатой формы и удлиненную в первом направлении вдоль второй боковой поверхности матрицы для придания окончательной зубчатой формы, и плоская поверхность внешнего пуансона для придания окончательной зубчатой формы может иметь утопленный участок, в котором утоплена часть, соответствующая части между зубчатыми верхними участками, смежными друг с другом. В состоянии, в котором нижняя поверхность цилиндрического контейнера размещается между плоской поверхностью внутреннего пуансона для придания окончательной зубчатой формы и плоской поверхностью матрицы для придания окончательной зубчатой формы таким образом, что приблизительная зубчатая форма, придаваемая в конкретной части цилиндрического контейнера в процессе придания приблизительной зубчатой формы, позиционируется в местоположении впадины матрицы для придания окончательной зубчатой формы, плоская поверхность внешнего пуансона для придания окончательной зубчатой формы может прижиматься к концу с отверстием цилиндрического контейнера для того, чтобы придавать окончательную зубчатую форму в конкретной части цилиндрического контейнера.
[0032] (27) Способ изготовления зубообразного компонента по любому из (20)-(26) дополнительно может включать в себя сглаживание машинной обработки концевого участка зубообразного компонента после процесса придания зубчатой формы.
[0033] (28) Согласно другому аспекту настоящего изобретения, предусмотрен зубообразный компонент, который изготовлен посредством способа формования зубообразного компонента по любому из (1)-(27).
[0034] (29) Согласно еще одному другому аспекту настоящего изобретения, предусмотрен зубообразный компонент, включающий в себя нижнюю поверхность, боковую поверхность, которая стоит вертикально относительно нижней поверхности, и зубчатый верхний участок, который формируется в боковой поверхности. Штамповочный уклон отсутствует. Размерная точность толщины находится в диапазоне от ±0,05 мм до ±0,3 мм.
Преимущества изобретения
[0035] Согласно способу изготовления зубообразного компонента в вышеописанном аспекте настоящего изобретения, возникновение дефекта наложения может уменьшаться в ходе изготовления зубообразного компонента, и может повышаться выход годных изделий зубообразного компонента. Помимо этого, согласно этому способу изготовления, может получаться высококачественный зубообразный компонент, не имеющий дефекта наложения. Кроме того, когда холодная ковка применяется к способу изготовления зубообразного компонента, можно получать более высококачественный зубообразный компонент, не имеющий штамповочного уклона и имеющий размерную точность толщины в диапазоне от ±0,05 мм до ±0,3 мм, а также не имеющий дефекта наложения.
Краткое описание чертежей
[0036] Фиг. 1A является видом, описывающим способ изготовления зубообразного компонента в предшествующем уровне техники, и является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование.
Фиг. 1B является видом, описывающим способ изготовления зубообразного компонента в предшествующем уровне техники, и является видом в поперечном сечении, иллюстрирующим состояние в середине формования.
Фиг. 1C является видом, описывающим способ изготовления зубообразного компонента в предшествующем уровне техники, и является видом в поперечном сечении, иллюстрирующим другое состояние в середине формования.
Фиг. 1D является видом, описывающим способ изготовления зубообразного компонента в предшествующем уровне техники, и является видом в поперечном сечении, иллюстрирующим состояние после формования.
Фиг. 2A является видом сверху зубообразного компонента, изготовленного посредством способа изготовления зубообразного компонента согласно первому варианту осуществления.
Фиг. 2B является видом в поперечном сечении вдоль A-A зубообразного компонента, проиллюстрированного на фиг. 2A.
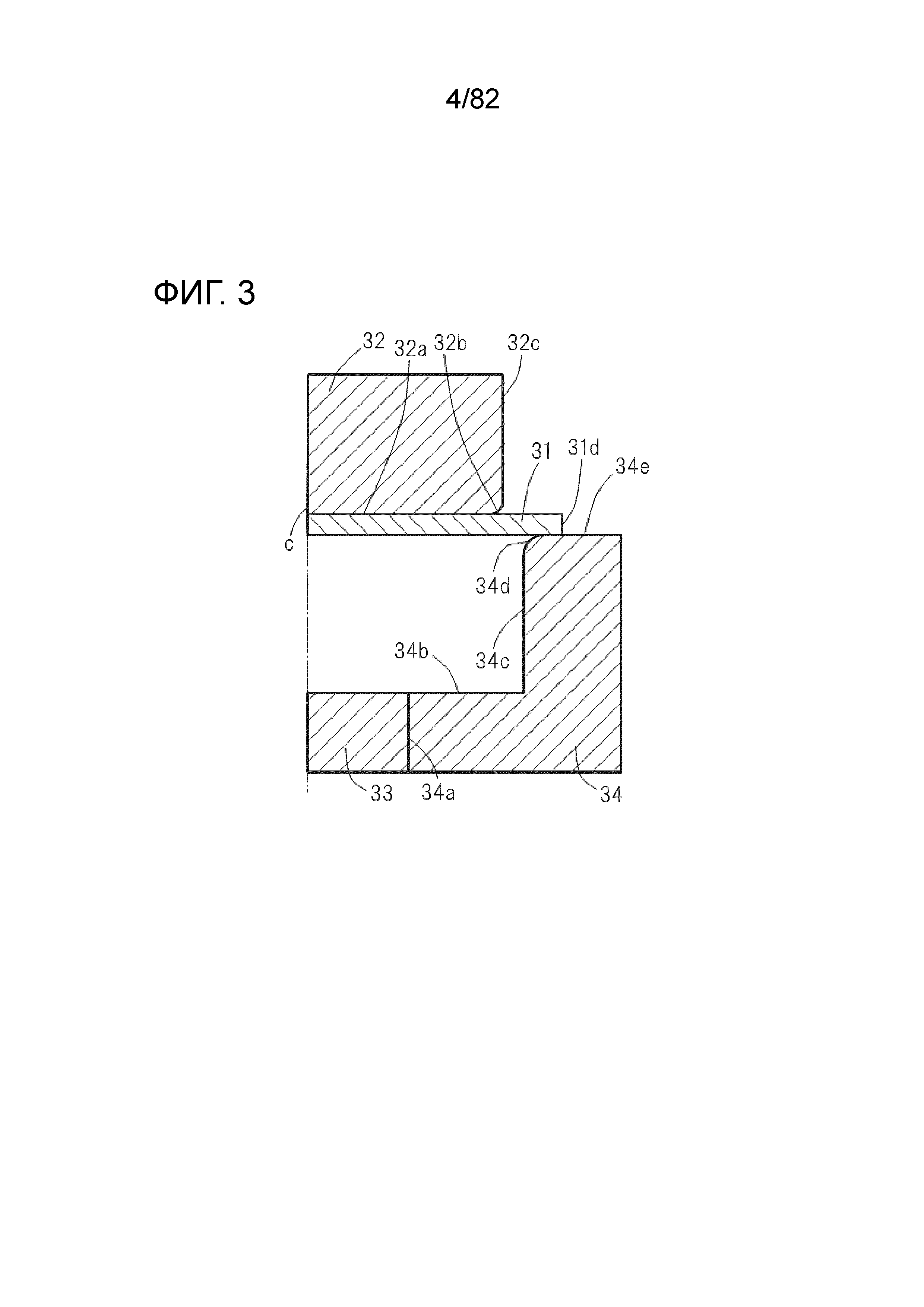
Фиг. 3 является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование в процессе вытягивания согласно способу изготовления зубообразного компонента согласно первому варианту осуществления.
Фиг. 4 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе вытягивания согласно способу изготовления зубообразного компонента согласно первому варианту осуществления.
Фиг. 5 является видом, иллюстрирующим состояние после формования в процессе вытягивания согласно способу изготовления зубообразного компонента согласно первому варианту осуществления, и является Y-направленным видом сверху по фиг. 4.
Фиг. 6A является видом сверху гофрированного цилиндрического контейнера, формованного посредством процесса вытягивания.
Фиг. 6B является видом в перспективе гофрированного цилиндрического контейнера, формованного посредством процесса вытягивания.
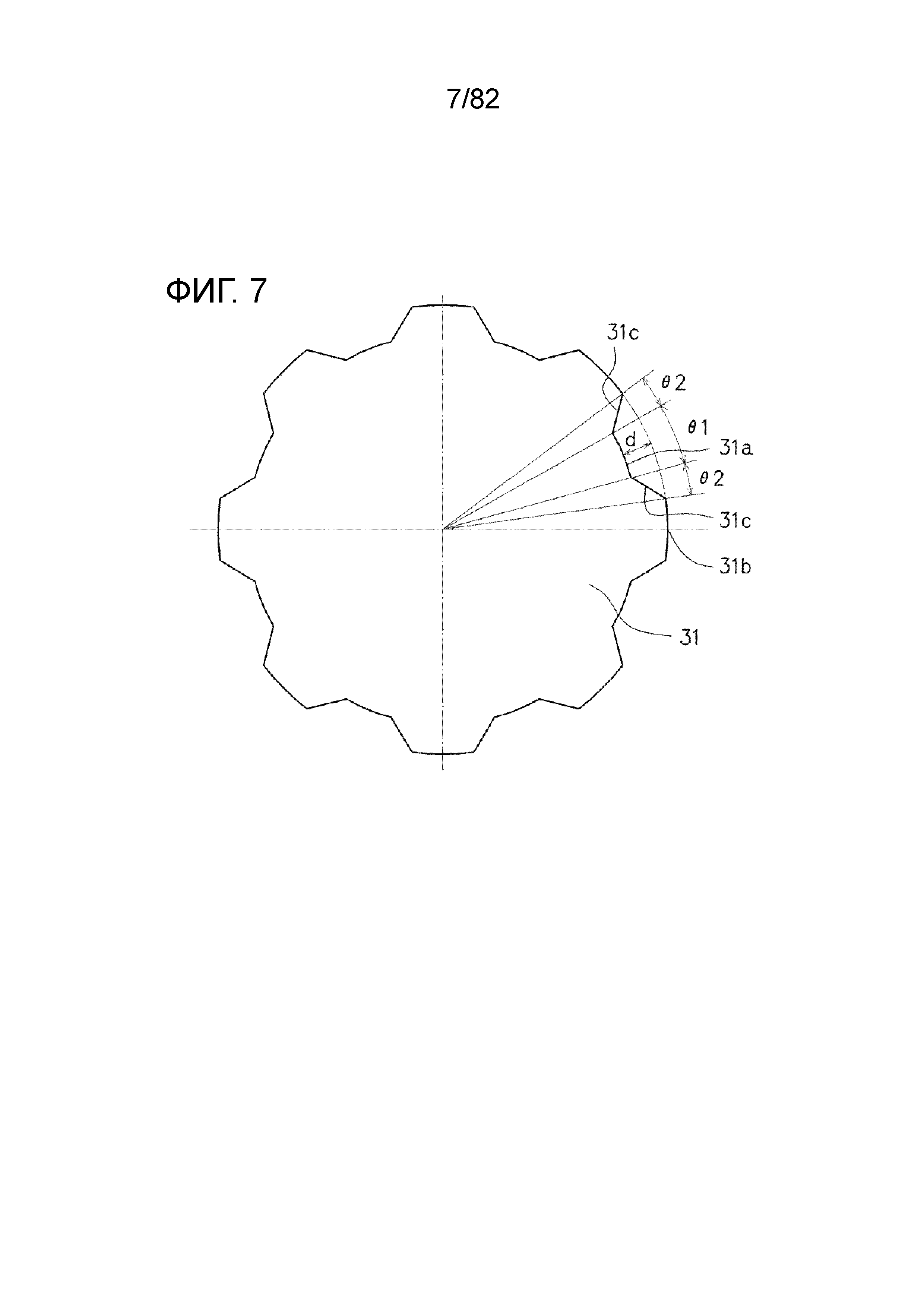
Фиг. 7 является видом сверху, иллюстрирующим металлический лист, который представляет собой обрабатываемую деталь в процессе вытягивания.
Фиг. 8 является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование в процессе уменьшения диаметра согласно способу изготовления зубообразного компонента согласно первому варианту осуществления.
Фиг. 9A является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе уменьшения диаметра согласно способу изготовления зубообразного компонента согласно первому варианту осуществления.
Фиг. 9B является видом, описывающим внешнюю форму углового участка цилиндрического контейнера с уменьшенным диаметром, полученного посредством процесса уменьшения диаметра.
Фиг. 10 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно первому варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 12.
Фиг. 11 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно первому варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 10.
Фиг. 12 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно первому варианту осуществления, и является B-направленным видом сверху по фиг. 10.
Фиг. 13 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно первому варианту осуществления, и является E-направленным видом снизу по фиг. 10.
Фиг. 14 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно первому варианту осуществления.
Фиг. 15 является видом в перспективе, иллюстрирующим зубообразный компонент, формованный посредством процесса придания зубчатой формы.
Фиг. 16A является видом сверху зубообразного компонента, формованного посредством способа изготовления зубообразного компонента согласно второму варианту осуществления.
Фиг. 16B является видом в поперечном сечении вдоль A-A зубообразного компонента, проиллюстрированного на фиг. 16A.
Фиг. 17 является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование в процессе вытягивания согласно способу изготовления зубообразного компонента согласно второму варианту осуществления.
Фиг. 18 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе вытягивания согласно способу изготовления зубообразного компонента согласно второму варианту осуществления.
Фиг. 19 является видом, иллюстрирующим состояние после формования в процессе вытягивания согласно способу изготовления зубообразного компонента согласно второму варианту осуществления, и является Y-направленным видом сверху по фиг. 18.
Фиг. 20A является видом сверху гофрированного цилиндрического контейнера, формованного посредством процесса вытягивания.
Фиг. 20B является видом в перспективе гофрированного цилиндрического контейнера, формованного посредством процесса вытягивания.
Фиг. 21 является видом сверху, иллюстрирующим металлический лист, который представляет собой обрабатываемую деталь в процессе вытягивания.
Фиг. 22 является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование в процессе уменьшения диаметра согласно способу изготовления зубообразного компонента согласно второму варианту осуществления.
Фиг. 23A является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе уменьшения диаметра согласно способу изготовления зубообразного компонента согласно второму варианту осуществления.
Фиг. 23B является видом, описывающим внешнюю форму углового участка цилиндрического контейнера с уменьшенным диаметром, полученного посредством процесса уменьшения диаметра.
Фиг. 24 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 26.
Фиг. 25 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 24.
Фиг. 26 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления, и является B-направленным видом сверху по фиг. 24.
Фиг. 27 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления, и является E-направленным видом снизу по фиг. 24.
Фиг. 28 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления.
Фиг. 29 является видом в перспективе, иллюстрирующим примерно зубообразный компонент, формованный посредством процесса придания приблизительной зубчатой формы.
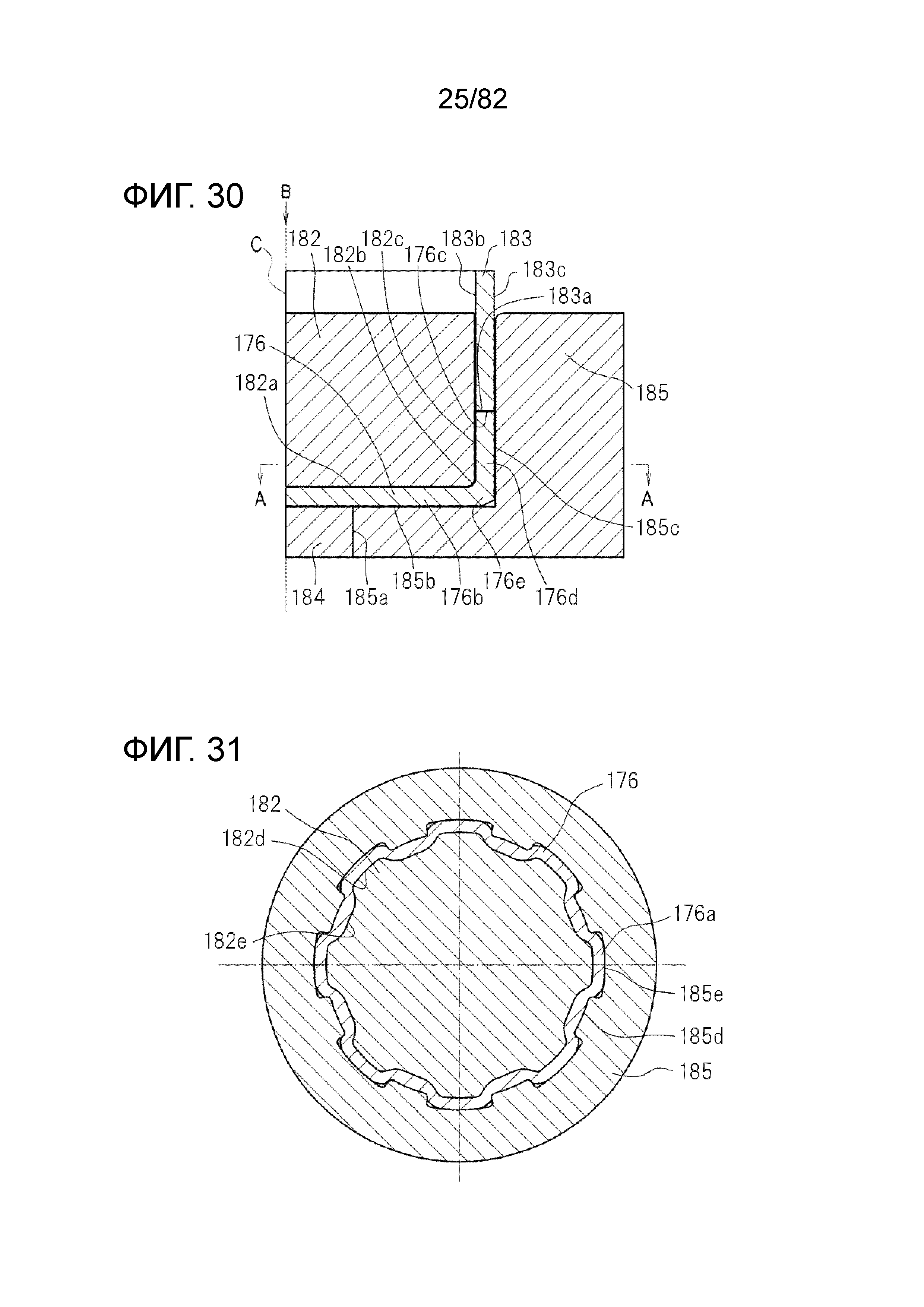
Фиг. 30 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 32.
Фиг. 31 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 30.
Фиг. 32 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления, и является B-направленным видом сверху по фиг. 30.
Фиг. 33 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно второму варианту осуществления.
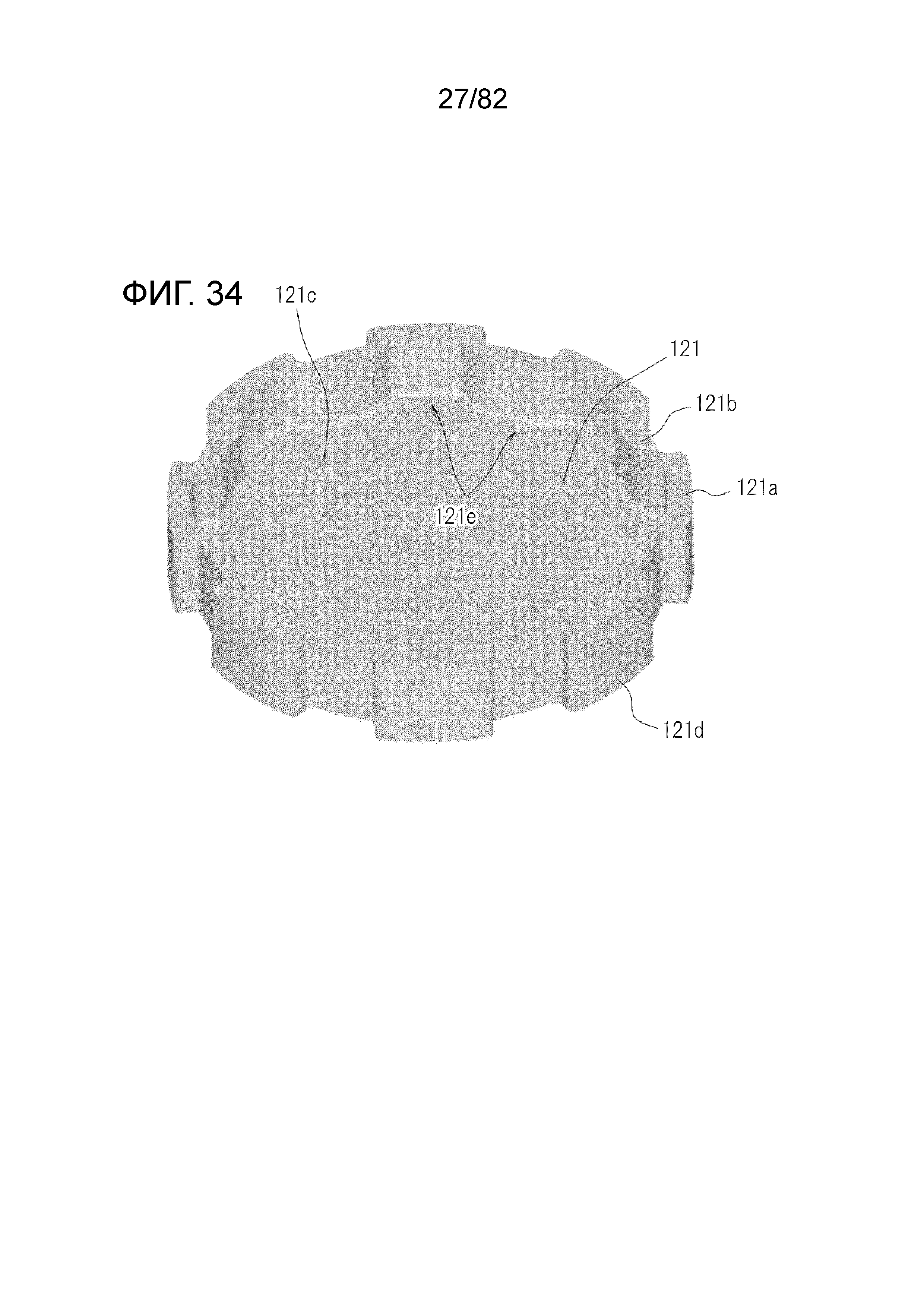
Фиг. 34 является видом в перспективе, иллюстрирующим зубообразный компонент, формованный посредством процесса придания окончательной зубчатой формы.
Фиг. 35A является видом сверху зубообразного компонента, формованного посредством способа изготовления зубообразного компонента согласно третьему варианту осуществления.
Фиг. 35B является видом в поперечном сечении вдоль A-A зубообразного компонента, проиллюстрированного на фиг. 35A.
Фиг. 36 является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование в процессе вытягивания согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления.
Фиг. 37 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе вытягивания согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления.
Фиг. 38 является видом сверху, иллюстрирующим металлический лист, который представляет собой обрабатываемую деталь в процессе вытягивания.
Фиг. 39 является видом в перспективе, иллюстрирующим цилиндрический контейнер, сформированный посредством процесса вытягивания.
Фиг. 40 является видом, иллюстрирующим состояние до того, как начинается формование на первом этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления, и является видом в поперечном сечении вдоль A-A по фиг. 41.
Фиг. 41 является видом, иллюстрирующим состояние до того, как начинается формование на первом этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления, и является Y-направленным видом сверху по фиг. 40.
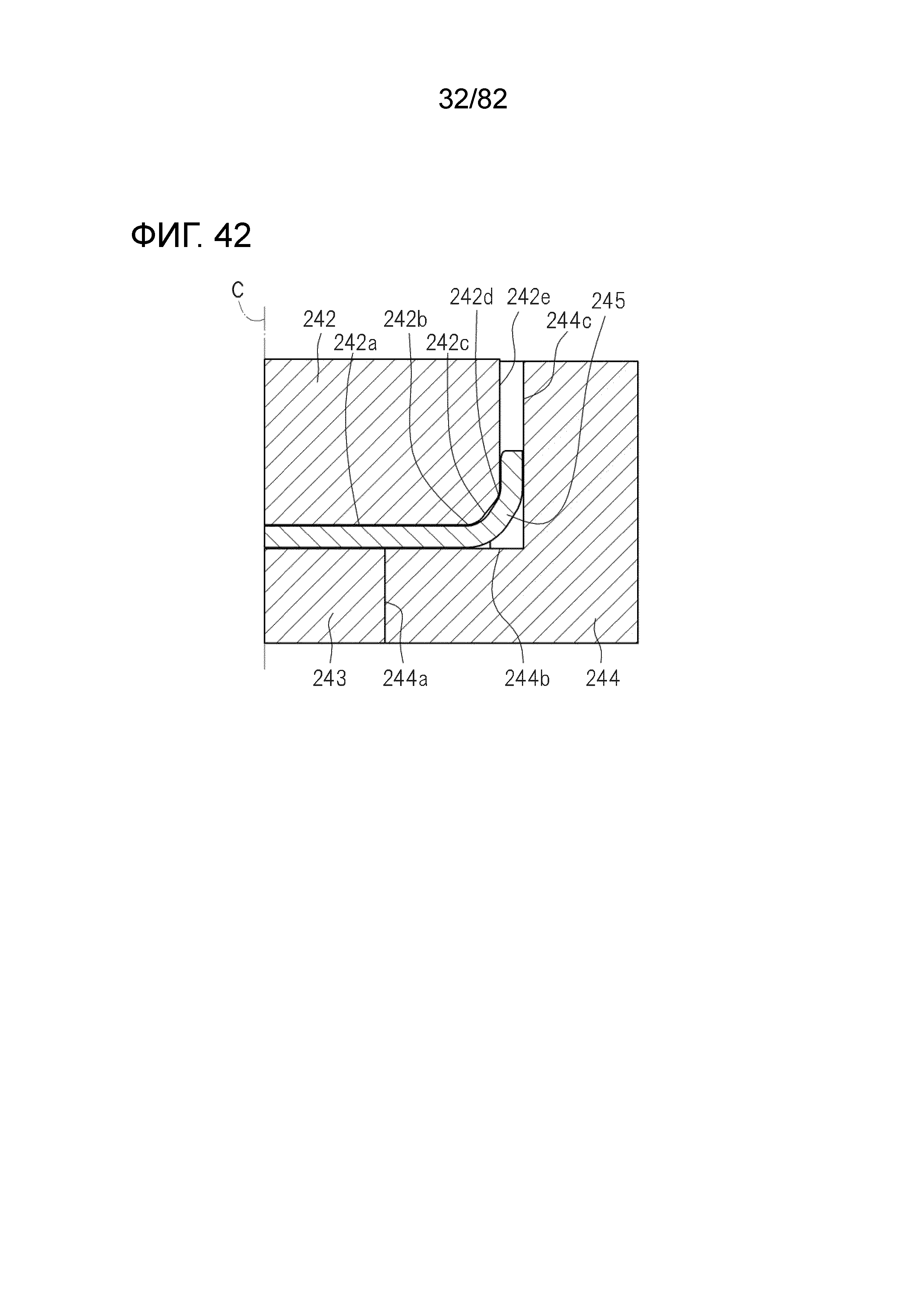
Фиг. 42 является видом в поперечном сечении, иллюстрирующим состояние после формования на первом этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления.
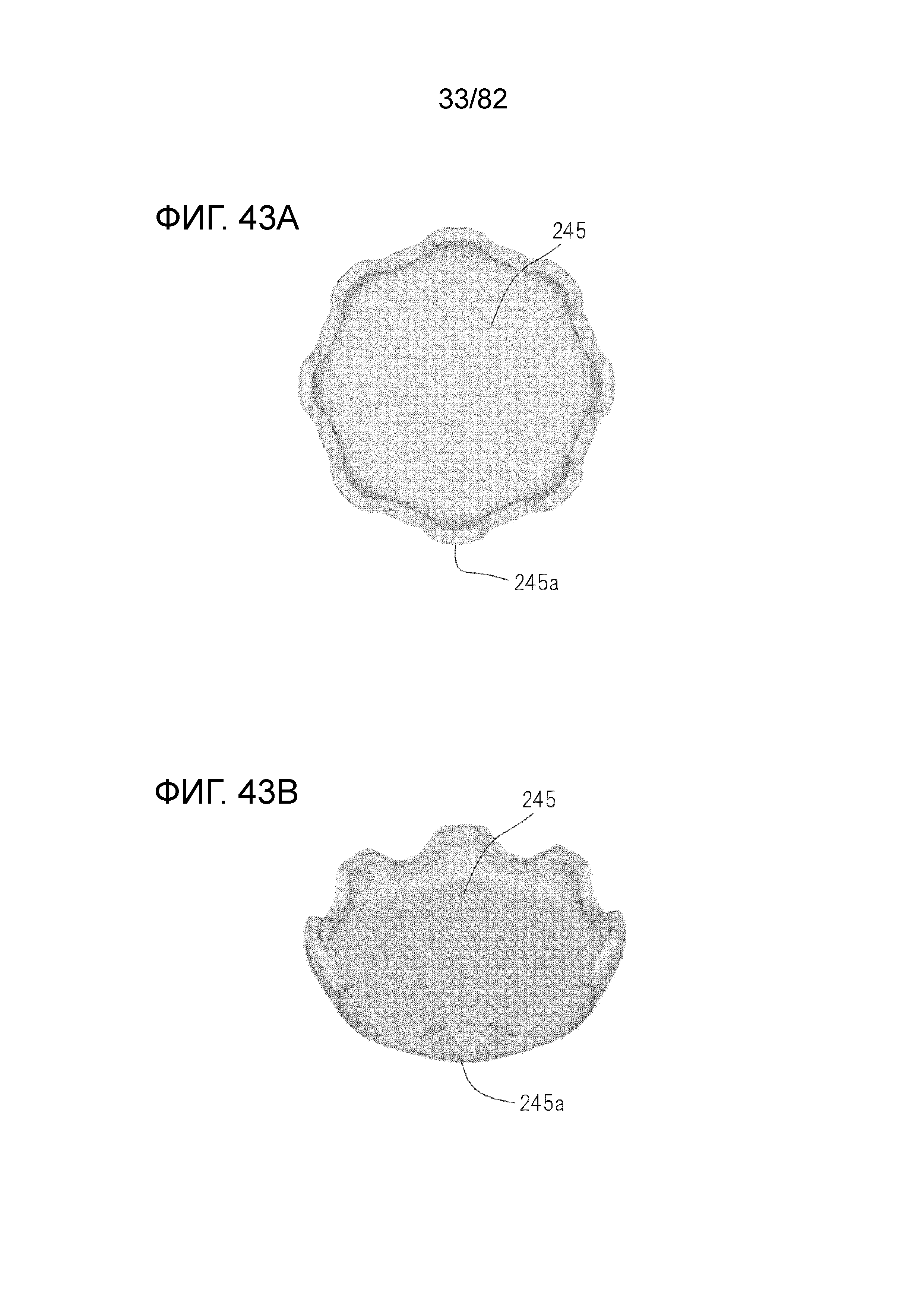
Фиг. 43A является видом сверху первого цилиндрического контейнера с увеличенным диаметром, формованного через первый этап процесса увеличения диаметра.
Фиг. 43B является видом в перспективе первого цилиндрического контейнера с увеличенным диаметром, формованного через первый этап процесса увеличения диаметра.
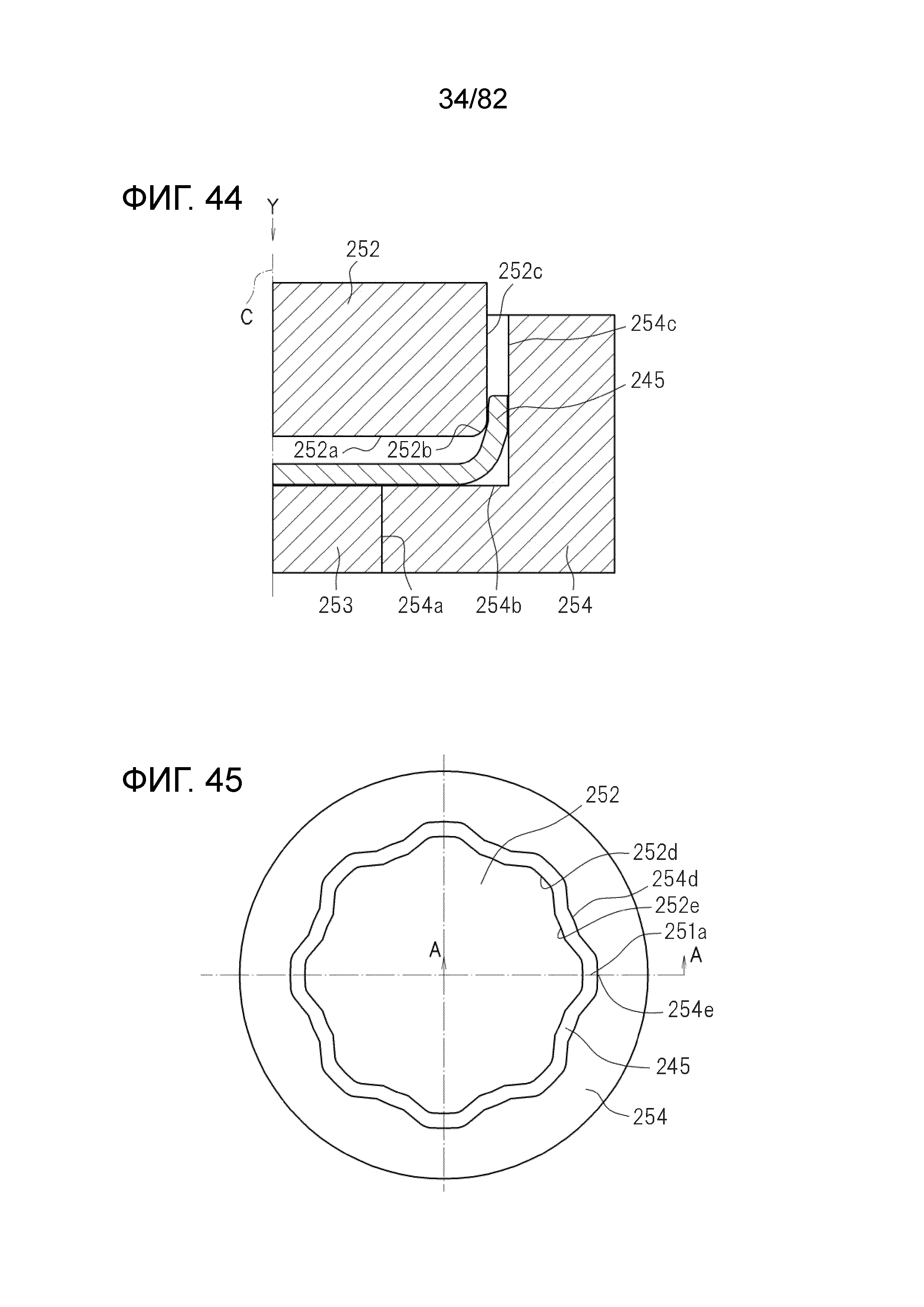
Фиг. 44 является видом, иллюстрирующим состояние до того, как начинается формование на втором этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления, и является видом в поперечном сечении вдоль A-A по фиг. 45.
Фиг. 45 является видом, иллюстрирующим состояние до того, как начинается формование на втором этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления, и является Y-направленным видом сверху по фиг. 44.
Фиг. 46 является видом в поперечном сечении, иллюстрирующим состояние после формования на втором этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления.
Фиг. 47 является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование в процессе уменьшения диаметра согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления.
Фиг. 48A является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе уменьшения диаметра согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления.
Фиг. 48B является видом, описывающим внешнюю форму углового участка цилиндрического контейнера с уменьшенным диаметром, полученного посредством процесса уменьшения диаметра.
Фиг. 49 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 51.
Фиг. 50 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 49.
Фиг. 51 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления, и является B-направленным видом сверху по фиг. 49.
Фиг. 52 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления, и является E-направленным видом снизу по фиг. 49.
Фиг. 53 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе придания зубчатой формы согласно способу изготовления зубообразного компонента согласно третьему варианту осуществления.
Фиг. 54 является видом в перспективе, иллюстрирующим зубообразный компонент, формованный посредством процесса придания зубчатой формы.
Фиг. 55A является видом сверху зубообразного компонента, формованного посредством способа изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 55B является видом в поперечном сечении вдоль A-A зубообразного компонента, проиллюстрированного на фиг. 55A.
Фиг. 56 является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование в процессе вытягивания согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 57 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе вытягивания согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 58 является видом сверху, иллюстрирующим металлический лист, который представляет собой обрабатываемую деталь в процессе вытягивания.
Фиг. 59 является видом в перспективе, иллюстрирующим цилиндрический контейнер, сформированный посредством процесса вытягивания.
Фиг. 60 является видом, иллюстрирующим состояние до того, как начинается формование на первом этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является видом в поперечном сечении вдоль A-A по фиг. 61.
Фиг. 61 является видом, иллюстрирующим состояние до того, как начинается формование на первом этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является Y-направленным видом сверху по фиг. 60.
Фиг. 62 является видом в поперечном сечении, иллюстрирующим состояние после формования на первом этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 63A является видом сверху первого цилиндрического контейнера с увеличенным диаметром, формованного через первый этап процесса увеличения диаметра.
Фиг. 63B является видом в перспективе первого этапа процесса увеличения диаметра, сформированного через первый цилиндрический контейнер с увеличенным диаметром.
Фиг. 64 является видом, иллюстрирующим состояние до того, как начинается формование на втором этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является видом в поперечном сечении вдоль A-A по фиг. 65.
Фиг. 65 является видом, иллюстрирующим состояние до того, как начинается формование на втором этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является Y-направленным видом сверху по фиг. 64.
Фиг. 66 является видом в поперечном сечении, иллюстрирующим состояние после формования на втором этапе процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 67 является видом в поперечном сечении, иллюстрирующим состояние до того, как начинается формование в процессе уменьшения диаметра согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 68A является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе уменьшения диаметра согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 68B является видом, описывающим внешнюю форму углового участка цилиндрического контейнера с уменьшенным диаметром, полученного посредством процесса уменьшения диаметра.
Фиг. 69 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 71.
Фиг. 70 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 69.
Фиг. 71 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является B-направленным видом сверху по фиг. 69.
Фиг. 72 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является E-направленным видом снизу по фиг. 69.
Фиг. 73 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 74 является видом в перспективе, иллюстрирующим изделие после придания приблизительной зубчатой формы, сформированное посредством процесса придания приблизительной зубчатой формы.
Фиг. 75 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 77.
Фиг. 76 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 75.
Фиг. 77 является видом, иллюстрирующим состояние до того, как начинается формование в процессе придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления, и является B-направленным видом сверху по фиг. 75.
Фиг. 78 является видом в поперечном сечении, иллюстрирующим состояние после формования в процессе придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно четвертому варианту осуществления.
Фиг. 79 является видом в перспективе, иллюстрирующим зубообразный компонент, формованный посредством процесса придания окончательной зубчатой формы.
Фиг. 80A является видом сверху зубообразного компонента, формованного посредством способа изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 80B является видом в поперечном сечении вдоль A-A зубообразного компонента, проиллюстрированного на фиг. 80A.
Фиг. 81 является видом в поперечном сечении, иллюстрирующим состояние перед процессом вытягивания согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 82 является видом в поперечном сечении, иллюстрирующим состояние после процесса вытягивания согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 83 является видом, иллюстрирующим состояние перед первым этапом процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления, и является видом в поперечном сечении вдоль A-A по фиг. 84.
Фиг. 84 является видом, иллюстрирующим состояние перед первым этапом процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления, и является Y-направленным видом сверху по фиг. 83.
Фиг. 85 является видом в поперечном сечении, иллюстрирующим состояние после первого этапа процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 86A является видом сверху первого цилиндрического контейнера с увеличенным диаметром после первого этапа процесса увеличения диаметра.
Фиг. 86B является видом в перспективе первого цилиндрического контейнера с увеличенным диаметром после первого этапа процесса увеличения диаметра.
Фиг. 87 является видом, иллюстрирующим состояние перед вторым этапом процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления, и является видом в поперечном сечении вдоль A-A по фиг. 88.
Фиг. 88 является видом, иллюстрирующим состояние перед вторым этапом процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления, и является Y-направленным видом сверху по фиг. 87.
Фиг. 89 является видом в поперечном сечении, иллюстрирующим состояние после второго этапа процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 90 является видом в поперечном сечении, иллюстрирующим состояние перед процессом уменьшения диаметра согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 91A является видом в поперечном сечении, иллюстрирующим состояние после процесса уменьшения диаметра согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 91B является видом, описывающим внешнюю форму углового участка цилиндрического контейнера с уменьшенным диаметром, полученного посредством процесса уменьшения диаметра.
Фиг. 92 является видом, иллюстрирующим состояние перед процессом придания зубчатой формы согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 94.
Фиг. 93 является видом, иллюстрирующим состояние перед процессом придания зубчатой формы согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 92.
Фиг. 94 является видом, иллюстрирующим состояние перед процессом придания зубчатой формы согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления, и является B-направленным видом сверху по фиг. 92.
Фиг. 95 является видом, иллюстрирующим состояние перед процессом придания зубчатой формы согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления, и является E-направленным видом снизу по фиг. 92.
Фиг. 96 является видом в перспективе внешнего пуансона согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 97 является видом в поперечном сечении, иллюстрирующим состояние после процесса придания зубчатой формы согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 98 является видом в перспективе зубообразного компонента после процесса придания зубчатой формы согласно способу изготовления зубообразного компонента согласно пятому варианту осуществления.
Фиг. 99A является видом сверху зубообразного компонента, формованного посредством способа изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 99B является видом в поперечном сечении вдоль A-A зубообразного компонента, проиллюстрированного на фиг. 99A.
Фиг. 100 является видом в поперечном сечении, иллюстрирующим состояние перед процессом вытягивания согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 101 является видом в поперечном сечении, иллюстрирующим состояние после процесса вытягивания согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 102 является видом, иллюстрирующим состояние перед первым этапом процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является видом в поперечном сечении вдоль A-A по фиг. 103.
Фиг. 103 является Y-направленным видом сверху по фиг. 102, иллюстрирующим состояние перед первым этапом процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 104 является видом в поперечном сечении, иллюстрирующим состояние после первого этапа процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 105A является видом сверху первого цилиндрического контейнера с увеличенным диаметром после первого этапа процесса увеличения диаметра.
Фиг. 105B является видом в перспективе первого цилиндрического контейнера с увеличенным диаметром после первого этапа процесса увеличения диаметра.
Фиг. 106 является видом, иллюстрирующим состояние перед вторым этапом процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является видом в поперечном сечении вдоль A-A по фиг. 107.
Фиг. 107 является видом, иллюстрирующим состояние перед вторым этапом процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является Y-направленным видом сверху по фиг. 106.
Фиг. 108 является видом в поперечном сечении, иллюстрирующим состояние после второго этапа процесса увеличения диаметра согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 109 является видом в поперечном сечении, иллюстрирующим состояние перед процессом уменьшения диаметра согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 110A является видом в поперечном сечении, иллюстрирующим состояние после процесса уменьшения диаметра согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 110B является видом, описывающим внешнюю форму углового участка цилиндрического контейнера с уменьшенным диаметром, полученного посредством процесса уменьшения диаметра.
Фиг. 111 является видом, иллюстрирующим состояние перед процессом придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 113.
Фиг. 112 является видом, иллюстрирующим состояние перед процессом придания приблизительной зубчатой формы согласно способу формования зубообразного компонента согласно шестому варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 111.
Фиг. 113 является видом, иллюстрирующим состояние перед процессом придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является B-направленным видом сверху по фиг. 111.
Фиг. 114 является видом, иллюстрирующим состояние перед процессом придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является E-направленным видом снизу по фиг. 111.
Фиг. 115 является видом в перспективе внешнего пуансона для придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 116 является видом в поперечном сечении, иллюстрирующим состояние после процесса придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 117 является видом в перспективе формованного изделия после процесса придания приблизительной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 118 является видом, иллюстрирующим состояние перед процессом придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является видом в поперечном сечении вдоль D-D по фиг. 120.
Фиг. 119 является видом, иллюстрирующим состояние перед процессом придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является видом сверху в поперечном сечении вдоль A-A по фиг. 118.
Фиг. 120 является видом, иллюстрирующим состояние перед процессом придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления, и является E-направленным видом сверху по фиг. 118.
Фиг. 121 является видом в перспективе внешнего пуансона для придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 122 является видом в поперечном сечении, иллюстрирующим состояние после процесса придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Фиг. 123 является видом в перспективе зубообразного компонента после процесса придания окончательной зубчатой формы согласно способу изготовления зубообразного компонента согласно шестому варианту осуществления.
Варианты осуществления изобретения
[0037] В дальнейшем в этом документе, со ссылкой на прилагаемые чертежи описываются предпочтительные варианты осуществления настоящего изобретения.
Первый вариант осуществления
Сначала описывается первый предпочтительный вариант осуществления настоящего изобретения.
Фиг. 2A является видом сверху зубообразного компонента 21, изготовленного посредством способа изготовления зубообразного компонента согласно первому варианту осуществления. Фиг. 2B является видом в поперечном сечении вдоль A-A зубообразного компонента 21, проиллюстрированного на фиг. 2A. Как проиллюстрировано на фиг. 2A и 2B, зубообразный компонент 21 представляет собой компонент, имеющий цилиндрическую форму с днищем, один концевой участок которой является открытым, и другой концевой участок которой герметизируется в направлении оси элемента (штрихпунктирной линии с одной точкой, проиллюстрированной на фиг. 2B).
Зубообразный компонент 21 имеет нижнюю поверхность 21c и боковую поверхность 21d, который берет начало от внешнего краевого участка для нижней поверхности 21c. Внешний угол углового участка, сформированного посредством нижней поверхности 21c и боковой поверхности 21d, составляет практически прямой угол. Боковая поверхность 21d имеет зубчатые верхние участки 21a и зубчатые нижние участки 21b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра. Настоящий вариант осуществления иллюстрирует случай, в котором предусмотрено по восемь зубчатых верхних участков 21a и зубчатых нижних участков 21b. Тем не менее, числа зубчатых верхних участков 21a и зубчатых нижних участков 21b (т.е. число зубьев зубообразного компонента 21) не ограничены восемью при условии, что предусмотрено множество их.
Зубчатые верхние участки 21a представляют собой части, которые выступают дальше наружу, чем зубчатые нижние участки 21b, в радиальном направлении, имеющем ось элемента в качестве центра. Более конкретно, как проиллюстрировано на фиг. 2A, внешние периферийные поверхности зубчатых верхних участков 21a позиционируются на окружности с радиусом Ra, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых верхних участков 21a и внешние периферийные поверхности зубчатых нижних участков 21b позиционируются на окружности с радиусом Rc, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых нижних участков 21b позиционируются на окружности с радиусом Rb, имеющей ось элемента в качестве центра. В дальнейшем в этом документе, радиус Ra называется "внешним радиусом" зубчатых верхних участков 21a. Радиус Rc называется "внутренним радиусом" зубчатых верхних участков 21a. Радиус Rb называется "внутренним радиусом" зубчатых нижних участков 21b.
Помимо этого, на фиг. 2A, θg указывает угол между зубчатыми верхними участками 21a, смежными друг с другом в направлении по окружности, имеющем ось элемента в качестве центра.
[0038] Зубообразный компонент 21, изготовленный посредством способа изготовления зубообразного компонента согласно настоящему варианту осуществления, характеризуется посредством естественного отсутствия дефекта наложения, отсутствия штамповочного уклона и наличия размерной точности по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
В настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента (подробнее поясняется ниже). Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 21, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 21, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
Чтобы изготавливать такой зубообразный компонент 21, способ изготовления зубообразного компонента согласно первому варианту осуществления включает в себя процесс вытягивания, процесс уменьшения диаметра и процесс придания зубчатой формы. В дальнейшем в этом документе подробно описывается каждый из процессов. Как описано выше, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, каждый из процессов выполняется при нормальной температуре.
[0039] Процесс вытягивания
Фиг. 3 иллюстрирует состояние до того, как начинается формование в процессе вытягивания, а фиг. 4 и 5 иллюстрируют состояния после формования в процессе вытягивания. Со ссылкой на фиг. 3-5, прессовочная машина включает в себя пуансон 32, выталкиватель 33 и матрицу 34, имеющие коаксиально расположенные центральные оси C. Выталкиватель 33 и матрица 34 располагаются таким образом, что они обращены к пуансону 32.
[0040] Как проиллюстрировано на фиг. 7, обрабатываемая деталь 31 представляет собой плоский металлический лист (например, стальной лист), имеющий впадины 31a и вершины 31b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента (центральную ось обрабатываемой детали 31) в качестве центра. Вершины 31b представляют собой части, которые выступают наружу из впадин 31a в радиальном направлении, имеющем ось элемента в качестве центра. Помимо этого, обрабатываемая деталь 31 также имеет наклонные участки 31c, каждый из которых соединяет вершину 31b и впадину 31a между собой.
Впадины 31a становятся частями, соответствующими зубчатым нижним участкам 21b. Числа вершин 31b и впадин 31a совпадают с числом зубьев зубообразного компонента 21 и вершин 31b, наклонные участки 31c и впадины 31a формируются с предварительно определенными пространствами между ними вдоль направления по окружности, имеющего ось элемента в качестве центра.
В случае, если обрабатываемая деталь представляет собой круглый лист, имеющий идентичные внешние диаметры, когда зубчатая форма придается в процессе придания зубчатой формы, материал обрабатываемой детали остается в зубчатых нижних участках зубчатой формы и внутри пространства, сформированного посредством матрицы, и пуансон заполняется на ранней стадии. Следовательно, нагрузка при формовании становится чрезмерной. Чтобы уменьшать нагрузку при формовании, части, соответствующие зубчатым нижним участкам 21b, служат в качестве впадин 31a. Глубина d впадины 31a относительно вершины 31b (длина между внешним периферийным краем вершины 31b и внешним периферийным краем впадины 31a в радиальном направлении, имеющем ось элемента в качестве центра) может задаваться равной приблизительно длине ΔR (=Ra-Rb), полученной посредством вычитания внутреннего радиуса Rb зубчатых нижних участков 21b из внешнего радиуса Ra зубчатых верхних участков 21a зубообразного компонента 21, проиллюстрированного на фиг. 2A. Помимо этого, региональный угол θ1 впадины 31a может задаваться равным приблизительно 1/3 регионального угла одного зуба (θg, проиллюстрированного на фиг. 2A). Помимо этого, региональный угол θ2 наклонного участка 31c может задаваться равным приблизительно 1/6 регионального угла одного зуба (θg, проиллюстрированного на фиг. 2A).
[0041] Пуансон 32 имеет плоскую поверхность 32a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 32b, предоставленную во внешнем периферийном крае плоской поверхности 32a, и боковую поверхность 32c, продолжающуюся через плоскую поверхность 32a и изогнутую поверхность 32b и проходящую в направлении вверх (первом направлении) по фиг. 3, параллельном центральной оси C. В боковой поверхности 32c, местоположения 32d вершин и местоположения 32e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Числа местоположений 32d вершин и местоположений 32e впадин совпадают с числом зубьев зубообразного компонента 21. Желательно, чтобы радиус Rd местоположений 32d вершин (длина между внешними периферийными поверхностями местоположений 32d вершин и центральной оси C в радиальном направлении, имеющем центральную ось C в качестве центра) варьировался от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 21a. Причина описывается в разделе процесса уменьшения диаметра. Пуансон 32 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0042] Выталкиватель 33 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Выталкиватель 33 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0043] Матрица 34 имеет первую боковую поверхность 34a, проходящую в первом направлении, плоскую поверхность 34b, продолжающуюся до первой боковой поверхности 34a и параллельную радиальному направлению, ортогональному к центральной оси C, вторую боковую поверхность 34c, продолжающуюся до плоской поверхности 34b и проходящую в первом направлении, и плоскую поверхность 34e, продолжающуюся через вторую боковую поверхность 34c и изогнутую поверхность 34d и параллельную радиальному направлению, ортогональному к центральной оси C. Во второй боковой поверхности 34c, местоположения 34f вершин и местоположения 34g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Числа местоположений 34f вершин и местоположений 34g впадин совпадают с числом зубьев зубчатой формы. Вторая боковая поверхность 34c располагается в форме смещения в радиальном направлении от боковой поверхности 32c пуансона 32 практически на толщину пластины обрабатываемой детали 31. Матрица 34 имеет закрепленный тип.
[0044] Как проиллюстрировано на фиг. 5, пуансон 32 и матрица 34 располагаются таким образом, что местоположения 32d вершин пуансона 32 обращены к местоположениям 34g впадин матрицы 34, другими словами, местоположения 32e впадин пуансона 32 обращены к местоположениям 34f вершин матрицы 34.
[0045] Как проиллюстрировано на фиг. 3, обрабатываемая деталь 31 позиционируется в плоской поверхности 34e матрицы 34 таким образом, что ось элемента обрабатываемой детали 31 совпадает с центральной осью C прессовочной машины. В этом случае, вершины 31b обрабатываемой детали 31 позиционируются в местоположениях 34g впадин матрицы 34. В этом состоянии, пуансон 32 перемещается вниз до тех пор, пока концевой участок 31d обрабатываемой детали 31 не пройдет через изогнутую поверхность 34d матрицы 34, за счет этого выполняя формование вытягиванием, и пуансон 32 перемещается вниз до тех пор, пока плоская поверхность 34b матрицы 34 не войдет в контакт с нижней поверхностью обрабатываемой детали 31, за счет этого формуя гофрированный цилиндрический контейнер 35, как проиллюстрировано на фиг. 4. Боковая поверхность 35b гофрированного цилиндрического контейнера 35 имеет форму, стоящую вертикально относительно нижней поверхности 35a. После формования, выталкиватель 33 поднимается, и гофрированный цилиндрический контейнер 35 отсоединяется от матрицы 34. Фиг. 6A и 6B иллюстрируют виды внешнего представления гофрированного цилиндрического контейнера 35.
[0046] Процесс уменьшения диаметра
Фиг. 8 иллюстрирует состояние до того, как начинается формование в процессе уменьшения диаметра. Со ссылкой на фиг. 8, прессовочная машина включает в себя пуансон 62, контрпуансон 63 и матрицу 64, расположенную на внешней периферии контрпуансона 63, имеющие коаксиально расположенные центральные оси C. Контрпуансон 63 и матрица 64 располагаются таким образом, что они обращены к пуансону 62.
[0047] Пуансон 62 имеет плоскую поверхность 62a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 62b, предоставленную во внешнем периферийном крае плоской поверхности 62a, и боковую поверхность 62c, продолжающуюся через плоскую поверхность 62a и изогнутую поверхность 62b и проходящую в направлении вверх (первом направлении) по фиг. 8, параллельном центральной оси C. Радиус Re боковой поверхности 62c практически равен внутреннему радиусу Rc зубчатых верхних участков 21a. Пуансон 62 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0048] Контрпуансон 63 имеет плоскую поверхность 63a, параллельную радиальному направлению, ортогональному к центральной оси C, и боковую поверхность 63b, продолжающуюся до плоской поверхности 63a и проходящую в направлении вниз по фиг. 8, параллельном центральной оси C. Радиус Rf боковой поверхности 63b практически равен внешнему радиусу Ra зубчатых верхних участков 21a. Контрпуансон 63 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0049] Матрица 64 имеет боковую поверхность 64a проходящую в первом направлении, изогнутую поверхность 64b, предоставленную в верхнем концевом участке для боковой поверхности 64a, и наклонный участок 64c, продолжающийся через боковую поверхность 64a и изогнутую поверхность 64b и расширяющийся в радиальном направлении, ортогональном к центральной оси C, к первому направлению. Радиус Rg боковой поверхности 64a практически равен внешнему радиусу Ra зубчатых верхних участков 21a. Матрица 64 имеет закрепленный тип.
[0050] Как проиллюстрировано на фиг. 8, при формовании гофрированного цилиндрического контейнера 35 в процессе уменьшения диаметра, в качестве обрабатываемой детали, гофрированный цилиндрический контейнер 35 позиционируется в плоской поверхности 63a контрпуансона 63 таким образом, что ось элемента гофрированного цилиндрического контейнера 35 совпадает с центральной осью C прессовочной машины, и нижняя поверхность 35a гофрированного цилиндрического контейнера 35 зажимается между плоской поверхностью 62a пуансона 62 и плоской поверхностью 63a контрпуансона 63. В этом состоянии, пуансон 62 и контрпуансон 63 перемещаются вниз, за счет этого формуя цилиндрический контейнер 65 с уменьшенным диаметром, как проиллюстрировано на фиг. 9A. Таким образом, как проиллюстрировано на фиг. 9A, в боковой поверхности 35b гофрированного цилиндрического контейнера 35, который представляет собой обрабатываемую деталь, боковая поверхность 35c вершины (конкретная часть, в которой должен формироваться зубчатый верхний участок 21a), соответствующий вершине 31b, уменьшается в диаметре вследствие наклонного участка 64c матрицы 64 (в дальнейшем в этом документе, этот участок называется "боковой поверхностью 65b с уменьшенным диаметром"). Угловой участок 65a цилиндрического контейнера 65 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 65a цилиндрического контейнера 65 с уменьшенным диаметром удовлетворяет следующему условному выражению (1).
Здесь, как проиллюстрировано на фиг. 9B, в случае, если цилиндрический контейнер 65 с уменьшенным диаметром просматривается в поперечном сечении, включающем в себя направление центральной оси и радиальное направление цилиндрического контейнера 65 с уменьшенным диаметром, точка пересечения прямой линии L1 в параллельном контакте с нижней поверхностью 65c цилиндрического контейнера 65 с уменьшенным диаметром и прямой линии L2 в параллельном контакте с боковой поверхностью 65b цилиндрического контейнера 65 с уменьшенным диаметром определена как P0. Помимо этого, как проиллюстрировано на фиг. 9B, точка, в которой прямая линия L1 начинает отделение от нижней поверхности 65c цилиндрического контейнера 65 с уменьшенным диаметром, определена как P1, и точка, в которой прямая линия L2 начинает отделение от боковой поверхности 65b цилиндрического контейнера 65 с уменьшенным диаметром, определена как P2. Кроме того, как проиллюстрировано на фиг. 9B, длина между точкой P0 пересечения и точкой P1 на прямой линии L1 определена как ΔR, и длина между точкой P0 пересечения и точкой P2 на прямой линии L2 определена как ΔH.
Условное выражение (1) задается следующим образом посредством использования толщины t пластины цилиндрического контейнера 65 с уменьшенным диаметром и длин ΔR и ΔH.
(ΔR+ΔH)≤2t... (1)
Таким образом, когда угловой участок 65a цилиндрического контейнера 65 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 65a цилиндрического контейнера 65 с уменьшенным диаметром удовлетворяет условному выражению (1), внешний угол углового участка 65a имеет значение, близкое к прямому углу.
Чтобы заставлять внешний угол углового участка 65a цилиндрического контейнера 65 с уменьшенным диаметром иметь значение, более близкое к прямому углу, предпочтительно, чтобы угловой участок 65a цилиндрического контейнера 65 с уменьшенным диаметром увеличивался по толщине таким образом, что внешняя форма углового участка 65a цилиндрического контейнера 65 с уменьшенным диаметром удовлетворяет следующему условному выражению (2).
(ΔR+ΔH)≤1,5t... (2)
[0051] Ниже описывается причина принудительного варьирования требуемого значения для радиуса Rd местоположений 32d вершин боковой поверхности 32c пуансона 32 в процессе вытягивания от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 21a. Когда радиус Rd местоположений 32d вершин меньше в 1,08 раза внутреннего радиуса Rc зубчатых верхних участков 21a, уменьшенная величина диаметра в процессе уменьшения диаметра является небольшой, и угловой участок 65a недостаточно увеличивается по толщине, за счет этого приводя к дефекту наложения в последующем процессе придания зубчатой формы. Между тем, когда радиус Rd местоположений 32d вершин превышает в 1,17 раза внутренний радиус Rc зубчатых верхних участков 21a, боковая поверхность 35b является чрезмерно тонким в процессе вытягивания. Как результат, угловой участок 65a недостаточно увеличивается по толщине, за счет этого приводя к дефекту наложения в последующем процессе придания зубчатой формы.
[0052] Процесс придания зубчатой формы
Фиг. 10-13 иллюстрируют состояния до того, как начинается формование в процессе придания зубчатой формы. Со ссылкой на фиг. 10-13, прессовочная машина включает в себя внутренний пуансон 72, внешний пуансон 73, расположенный на внешней периферии внутреннего пуансона 72, контрпуансон 74 и матрицу 75, расположенную на внешней периферии контрпуансона 74, имеющие коаксиально расположенные центральные оси C. Контрпуансон 74 и матрица 75 располагаются таким образом, что они обращены к внутреннему пуансону 72 и внешнему пуансону 73.
[0053] Внутренний пуансон 72 имеет плоскую поверхность 72a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 72b, предоставленную во внешнем периферийном крае плоской поверхности 72a, и боковую поверхность 72c, продолжающуюся через плоскую поверхность 72a и изогнутую поверхность 72b и проходящую в направлении вверх (первом направлении) по фиг. 10, параллельном центральной оси C. В боковой поверхности 72c, чтобы формировать зубчатые верхние участки 21a и зубчатые нижние участки 21b, местоположения 72d вершин и местоположения 72e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 72 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0054] Матрица 75 имеет боковую поверхность 75a, проходящую в первом направлении, изогнутую поверхность 75b, предоставленную в верхнем концевом участке для боковой поверхности 75a, и наклонный участок 75c, продолжающийся через боковую поверхность 75a и изогнутую поверхность 75b и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению. В боковой поверхности 75a, чтобы формировать зубчатые верхние участки 21a и зубчатые нижние участки 21b, местоположения 75d вершин и местоположения 75e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Матрица 75 имеет закрепленный тип.
[0055] Как проиллюстрировано на фиг. 12, внутренний пуансон 72 и матрица 75 располагаются таким образом, что местоположения 72d вершин внутреннего пуансона 72 обращены к местоположениям 75e впадин матрицы 75, другими словами, местоположения 72e впадин внутреннего пуансона 72 обращены к местоположениям 75d вершин матрицы 75.
[0056] Внешний пуансон 73 имеет плоскую поверхность 73a, параллельную радиальному направлению, ортогональному к центральной оси C, первую боковую поверхность 73b, продолжающуюся до внутреннего краевого участка для плоской поверхности 73a и проходящую в первом направлении, и вторую боковую поверхность 73c, продолжающуюся до внешнего краевого участка для плоской поверхности 73a и проходящую в первом направлении. В первой боковой поверхности 73b, вдоль боковой поверхности 72c внутреннего пуансона 72, местоположения 73d вершин и местоположения 73e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Помимо этого, во второй боковой поверхности 73c, вдоль боковой поверхности 75a матрицы 75, местоположения вершин 73f и местоположения 73g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 73 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0057] Контрпуансон 74 имеет боковую поверхность 74a, проходящую в первом направлении, и плоскую поверхность 74b, продолжающуюся до боковой поверхности 74a и параллельную радиальному направлению, ортогональному к центральной оси C. В боковой поверхности 74a, вдоль боковой поверхности 75a матрицы 75, местоположения 74d вершин и местоположения 74e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Контрпуансон 74 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0058] Как проиллюстрировано на фиг. 10-13, при формовании цилиндрического контейнера 65 с уменьшенным диаметром в процессе уменьшения диаметра, в качестве обрабатываемой детали, цилиндрический контейнер 65 с уменьшенным диаметром позиционируется в плоской поверхности 74b контрпуансона 74 таким образом, что ось элемента цилиндрического контейнера 65 с уменьшенным диаметром совпадает с центральной осью C прессовочной машины, и нижняя поверхность 65c цилиндрического контейнера 65 с уменьшенным диаметром зажимается между плоской поверхностью 72a внутреннего пуансона 72 и плоской поверхностью 74b контрпуансона 74. В этом случае, боковая поверхность 65b с уменьшенным диаметром позиционируется в местоположениях 75e впадин матрицы 75. Помимо этого, плоская поверхность 73a внешнего пуансона 73 принудительно примыкает к концу с отверстием 65d цилиндрического контейнера 65 с уменьшенным диаметром. В этом состоянии, внутренний пуансон 72, внешний пуансон 73 и контрпуансон 74 перемещаются вниз до тех пор, пока плоская поверхность 73a внешнего пуансона 73 не пройдет через изогнутую поверхность 75b матрицы 75. Затем, в состоянии, в котором внутренний пуансон 72, контрпуансон 74 и матрица 75 закрепляются, внешний пуансон 73 перемещается вниз для того, чтобы сжимать боковую поверхность цилиндрического контейнера 65 с уменьшенным диаметром. Соответственно, как проиллюстрировано на фиг. 14, внутренняя часть пространства, окруженного посредством внутреннего пуансона 72, внешнего пуансона 73, контрпуансона 74 и матрицы 75, заполняется материалом. Как результат, зубчатые верхние участки 21a формируются в боковой поверхности 65b с уменьшенным диаметром (в частях, соответствующих вершинам 31b) цилиндрического контейнера 65 с уменьшенным диаметром, и зубчатые нижние участки 21b формируются в других частях боковой поверхности (в частях, соответствующих участкам 31a впадин) цилиндрического контейнера 65 с уменьшенным диаметром. Согласно каждому из процессов, описанных выше, завершается зубообразный компонент 21, имеющий нижнюю поверхность 21c, боковую поверхность 21d, зубчатые верхние участки 21a и зубчатые нижние участки 21b.
[0059] Фиг. 15 иллюстрирует вид внешнего представления зубообразного компонента 21 после того, как придаются зубчатые формы. Дефект наложения на внутренней поверхности 21e углового участка зубообразного компонента 21 не возникает. Перед приданием зубчатой формы, формование выполняется таким образом, что изогнутая поверхность 72b внутреннего пуансона 72 и угловой участок 65a цилиндрического контейнера 65 с уменьшенным диаметром входят в контакт между собой, и внешний угол углового участка 65a цилиндрического контейнера 65 с уменьшенным диаметром регулируется до значения, близкого к прямому углу. Соответственно, в процессе придания зубчатой формы, можно уменьшать зазор между местом около углового участка, в котором плоская поверхность 74b контрпуансона 74 и боковая поверхность 75a матрицы 75 входят в контакт между собой, и угловым участком 65a цилиндрического контейнера 65 с уменьшенным диаметром. Как результат, угловой участок 65a цилиндрического контейнера 65 с уменьшенным диаметром не отделен от изогнутой поверхности 72b внутреннего пуансона 72 в середине процесса придания зубчатой формы. Следовательно, после того, как заканчивается процесс придания зубчатой формы, можно получать зубообразный компонент 21, не имеющий дефекта наложения на границе между верхней поверхностью нижней поверхности 21c и внутренней периферийной поверхностью боковой стенки 21d.
[0060] Помимо этого, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 21, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 21, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
[0061] Второй вариант осуществления
Далее описывается второй вариант осуществления настоящего изобретения.
Фиг. 16A является видом сверху зубообразного компонента 121, изготовленного посредством способа изготовления зубообразного компонента согласно второму варианту осуществления. Фиг. 16B является видом в поперечном сечении вдоль A-A зубообразного компонента 121, проиллюстрированного на фиг. 16A. Как проиллюстрировано на фиг. 16A и 16B, зубообразный компонент 121 представляет собой компонент, имеющий цилиндрическую форму с днищем, один концевой участок которой является открытым, и другой концевой участок которой герметизируется в направлении оси элемента (штрихпунктирной линии с одной точкой, проиллюстрированной на фиг. 16B).
Зубообразный компонент 121 имеет нижнюю поверхность 121c и боковую поверхность 121d, которая берет начало от внешнего краевого участка для нижней поверхности 121c. Внешний угол углового участка, сформированного посредством нижней поверхности 121c и боковой поверхности 121d, составляет практически прямой угол. Боковая поверхность 121d имеет зубчатые верхние участки 121a и зубчатые нижние участки 121b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра. Настоящий вариант осуществления иллюстрирует случай, в котором предусмотрено по восемь зубчатых верхних участков 121a и зубчатых нижних участков 121b. Тем не менее, числа зубчатых верхних участков 121a и зубчатых нижних участков 121b (т.е. число зубьев зубообразного компонента 121) не ограничены восемью при условии, что предусмотрено множество их.
Зубчатые верхние участки 121a представляют собой части, которые выступают дальше наружу, чем зубчатые нижние участки 121b, в радиальном направлении, имеющем ось элемента в качестве центра. Более конкретно, как проиллюстрировано на фиг. 16A, внешние периферийные поверхности зубчатых верхних участков 121a позиционируются на окружности с радиусом Ra, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых верхних участков 121a и внешние периферийные поверхности зубчатых нижних участков 121b позиционируются на окружности с радиусом Rc, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых нижних участков 121b позиционируются на окружности с радиусом Rb, имеющей ось элемента в качестве центра. В дальнейшем в этом документе, радиус Ra называется "внешним радиусом" зубчатых верхних участков 121a. Радиус Rc называется "внутренним радиусом" зубчатых верхних участков 121a. Радиус Rb называется "внутренним радиусом" зубчатых нижних участков 121b.
Помимо этого, на фиг. 16A, θg указывает угол между зубчатыми верхними участками 121a, смежными друг с другом в направлении по окружности, имеющем ось элемента в качестве центра.
[0062] Зубообразный компонент 121, изготовленный посредством способа изготовления зубообразного компонента согласно настоящему варианту осуществления, характеризуется посредством естественного отсутствия дефекта наложения, отсутствия штамповочного уклона и наличия размерной точности по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
В настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента (подробнее поясняется ниже). Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 121, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 121, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
Чтобы изготавливать такой зубообразный компонент 121, способ изготовления зубообразного компонента согласно второму варианту осуществления включает в себя процесс вытягивания, процесс уменьшения диаметра и процесс придания зубчатой формы (процесс придания приблизительной зубчатой формы и процесс придания окончательной зубчатой формы). В дальнейшем в этом документе подробно описывается каждый из процессов. Как описано выше, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, каждый из процессов выполняется при нормальной температуре.
[0063] Процесс вытягивания
Фиг. 17 иллюстрирует состояние до того, как начинается формование в процессе вытягивания, а фиг. 18 и 19 иллюстрируют состояния после формования в процессе вытягивания. Со ссылкой на фиг. 17-19, прессовочная машина включает в себя пуансон 132, выталкиватель 133 и матрицу 134, имеющие коаксиально расположенные центральные оси C. Выталкиватель 133 и матрица 134 располагаются таким образом, что они обращены к пуансону 132.
[0064] Как проиллюстрировано на фиг. 21, обрабатываемая деталь 131 представляет собой плоский металлический лист (например, стальной лист), имеющий впадины 131a и вершины 131b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента (центральную ось обрабатываемой детали 131) в качестве центра. Вершины 131b представляют собой части, которые выступают наружу из впадин 131a в радиальном направлении, имеющем ось элемента в качестве центра. Помимо этого, обрабатываемая деталь 131 также имеет наклонные участки 131c, каждый из которых соединяет вершину 131b и впадину 131a между собой.
Впадины 131a становятся частями, соответствующими зубчатым нижним участкам 121b. Числа вершин 131b и впадин 131a совпадают с числом зубьев зубообразного компонента 121 и вершин 131b, наклонные участки 131c и впадины 131a формируются с предварительно определенными пространствами между ними вдоль направления по окружности, имеющего ось элемента в качестве центра.
В случае, если обрабатываемая деталь представляет собой круглый лист, имеющий идентичные внешние диаметры, когда зубчатая форма придается в процессе придания зубчатой формы, материал обрабатываемой детали остается в зубчатых нижних участках зубчатой формы и внутри пространства, сформированного посредством матрицы, и пуансон заполняется на ранней стадии. Следовательно, нагрузка при формовании становится чрезмерной. Чтобы уменьшать нагрузку при формовании, части, соответствующие зубчатым нижним участкам 121b, служат в качестве впадин 131a. Глубина d впадины 131a относительно вершины 131b (длина между внешним периферийным краем вершины 131b и внешним периферийным краем впадины 131a в радиальном направлении, имеющем ось элемента в качестве центра) может задаваться равной приблизительно длине ΔR (=Ra-Rb), полученной посредством вычитания внутреннего радиуса Rb зубчатых нижних участков 121b из внешнего радиуса Ra зубчатых верхних участков 121a зубообразного компонента 121, проиллюстрированного на фиг. 16A. Помимо этого, региональный угол θ1 впадины 131a может задаваться равным приблизительно 1/3 регионального угла одного зуба (θg, проиллюстрированного на фиг. 16A). Помимо этого, региональный угол θ2 наклонного участка 131c может задаваться равным приблизительно 1/6 регионального угла одного зуба (θg, проиллюстрированного на фиг. 16A).
[0065] Пуансон 132 имеет плоскую поверхность 132a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 132b, предоставленную во внешнем периферийном крае плоской поверхности 132a, и боковую поверхность 132c, продолжающуюся через плоскую поверхность 132a и изогнутую поверхность 132b и проходящую в направлении вверх (первом направлении) по фиг. 17, параллельном центральной оси C. В боковой поверхности 132c, местоположения 132d вершин и местоположения 132e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Числа местоположений 132d вершин и местоположений 132e впадин совпадают с числом зубьев зубообразного компонента 121. Желательно, чтобы радиус Rd местоположений 132d вершин (длина между внешними периферийными поверхностями местоположений 132d вершин и центральной оси C в радиальном направлении, имеющем центральную ось C в качестве центра) варьировался от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 121a. Причина описывается в разделе процесса уменьшения диаметра. Пуансон 132 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0066] Выталкиватель 133 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Выталкиватель 133 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0067] Матрица 134 имеет первую боковую поверхность 134a, проходящую в первом направлении, плоскую поверхность 134b, продолжающуюся до первой боковой поверхности 134a и параллельную радиальному направлению, ортогональному к центральной оси C, вторую боковую поверхность 134c, продолжающуюся до плоской поверхности 134b и проходящую в первом направлении, и плоскую поверхность 134e, продолжающуюся через вторую боковую поверхность 134c и изогнутую поверхность 134d и параллельную радиальному направлению, ортогональному к центральной оси C. Во второй боковой поверхности 134c, местоположения 134f вершин и местоположения 134g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Числа местоположений 134f вершин и местоположений 134g впадин совпадают с числом зубьев зубчатой формы. Вторая боковая поверхность 134c располагается в форме смещения в радиальном направлении от боковой поверхности 132c пуансона 132 практически на толщину пластины обрабатываемой детали 131. Матрица 134 имеет закрепленный тип.
[0068] Как проиллюстрировано на фиг. 19, пуансон 132 и матрица 134 располагаются таким образом, что местоположения 132d вершин пуансона 132 обращены к местоположениям 134g впадин матрицы 134, другими словами, местоположения 132e впадин пуансона 132 обращены к местоположениям 134f вершин матрицы 134.
[0069] Как проиллюстрировано на фиг. 17, обрабатываемая деталь 131 позиционируется в плоской поверхности 134e матрицы 134 таким образом, что ось элемента обрабатываемой детали 131 совпадает с центральной осью C прессовочной машины. В этом случае, вершины 131b обрабатываемой детали 131 позиционируются в местоположениях 134g впадин матрицы 134. В этом состоянии, пуансон 132 перемещается вниз до тех пор, пока концевой участок 131d обрабатываемой детали 131 не пройдет через изогнутую поверхность 134d матрицы 134, за счет этого выполняя формование вытягиванием, и пуансон 132 перемещается вниз до тех пор, пока плоская поверхность 134b матрицы 134 не войдет в контакт с нижней поверхностью обрабатываемой детали 131, за счет этого формуя гофрированный цилиндрический контейнер 135, как проиллюстрировано на фиг. 18. Боковая поверхность 135b гофрированного цилиндрического контейнера 135 имеет форму, стоящую вертикально относительно нижней поверхности 135a. После формования, выталкиватель 133 поднимается, и гофрированный цилиндрический контейнер 135 отсоединяется от матрицы 134. Фиг. 20A и 20B иллюстрируют виды внешнего представления гофрированного цилиндрического контейнера 135.
[0070] Процесс уменьшения диаметра
Фиг. 22 иллюстрирует состояние до того, как начинается формование в процессе уменьшения диаметра. Со ссылкой на фиг. 22, прессовочная машина включает в себя пуансон 162, контрпуансон 163 и матрицу 164, расположенную на внешней периферии контрпуансона 163, имеющие коаксиально расположенные центральные оси C. Контрпуансон 163 и матрица 164 располагаются таким образом, что они обращены к пуансону 162.
[0071] Пуансон 162 имеет плоскую поверхность 162a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 162b, предоставленную во внешнем периферийном крае плоской поверхности 162a, и боковую поверхность 162c, продолжающуюся через плоскую поверхность 162a и изогнутую поверхность 162b и проходящую в направлении вверх (первом направлении) по фиг. 22, параллельном центральной оси C. Радиус Re боковой поверхности 162c практически равен внутреннему радиусу Rc зубчатых верхних участков 121a. Пуансон 162 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0072] Контрпуансон 163 имеет плоскую поверхность 163a, параллельную радиальному направлению, ортогональному к центральной оси C, и боковую поверхность 163b, продолжающуюся до плоской поверхности 163a и проходящую в направлении вниз по фиг. 22, параллельном центральной оси C. Радиус Rf боковой поверхности 163b практически равен внешнему радиусу Ra зубчатых верхних участков 121a. Контрпуансон 163 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0073] Матрица 164 имеет боковую поверхность 164a, проходящую в первом направлении, изогнутую поверхность 164b, предоставленную в верхнем концевом участке для боковой поверхности 164a, и наклонный участок 164c, продолжающийся через боковую поверхность 164a и изогнутую поверхность 164b и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению. Радиус Rg боковой поверхности 164a практически равен внешнему радиусу Ra зубчатых верхних участков 121a. Матрица 164 имеет закрепленный тип.
[0074] Как проиллюстрировано на фиг. 22, при формовании гофрированного цилиндрического контейнера 135 в процессе уменьшения диаметра, в качестве обрабатываемой детали, гофрированный цилиндрический контейнер 135 позиционируется в плоской поверхности 163a контрпуансона 163 таким образом, что ось элемента гофрированного цилиндрического контейнера 135 совпадает с центральной осью C прессовочной машины, и нижняя поверхность 135a гофрированного цилиндрического контейнера 135 зажимается между плоской поверхностью 162a пуансона 162 и плоской поверхностью 163a контрпуансона 163. В этом состоянии, пуансон 162 и контрпуансон 163 перемещаются вниз, за счет этого формуя цилиндрический контейнер 165 с уменьшенным диаметром, как проиллюстрировано на фиг. 23A. Таким образом, как проиллюстрировано на фиг. 23A, в боковой поверхности 135b гофрированного цилиндрического контейнера 135, который представляет собой обрабатываемую деталь, боковая поверхность 135c вершины (конкретная часть, в которой должен формироваться зубчатый верхний участок 21a), соответствующая вершине 31b, уменьшается в диаметре вследствие наклонного участка 164c матрицы 164 (в дальнейшем в этом документе, этот участок называется "боковой поверхностью 165b с уменьшенным диаметром"). Угловой участок 165a цилиндрического контейнера 165 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 165a цилиндрического контейнера 165 с уменьшенным диаметром удовлетворяет следующему условному выражению (1).
Здесь, как проиллюстрировано на фиг. 23B, в случае, если цилиндрический контейнер 165 с уменьшенным диаметром просматривается в поперечном сечении, включающем в себя направление центральной оси и радиальное направление цилиндрического контейнера 165 с уменьшенным диаметром, точка пересечения прямой линии L1 в параллельном контакте с нижней поверхностью 165c цилиндрического контейнера 165 с уменьшенным диаметром и прямой линии L2 в параллельном контакте с боковой поверхностью 165b цилиндрического контейнера 165 с уменьшенным диаметром определена как P0. Помимо этого, как проиллюстрировано на фиг. 23B, точка, в которой прямая линия L1 начинает отделение от нижней поверхности 165c цилиндрического контейнера 165 с уменьшенным диаметром, определена как P1, и точка, в которой прямая линия L2 начинает отделение от боковой поверхности 165b цилиндрического контейнера 165 с уменьшенным диаметром, определена как P2. Кроме того, как проиллюстрировано на фиг. 23B, длина между точкой P0 пересечения и точкой P1 на прямой линии L1 определена как ΔR, и длина между точкой P0 пересечения и точкой P2 на прямой линии L2 определена как ΔH.
Условное выражение (1) задается следующим образом посредством использования толщины t пластины цилиндрического контейнера 165 с уменьшенным диаметром и длин ΔR и ΔH.
(ΔR+ΔH)≤2t... (1)
Таким образом, когда угловой участок 165a цилиндрического контейнера 165 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 165a цилиндрического контейнера 165 с уменьшенным диаметром удовлетворяет условному выражению (1), внешний угол углового участка 165a имеет значение, близкое к прямому углу.
Чтобы заставлять внешний угол углового участка 165a цилиндрического контейнера 165 с уменьшенным диаметром иметь значение, более близкое к прямому углу, предпочтительно, чтобы угловой участок 165a цилиндрического контейнера 165 с уменьшенным диаметром увеличивался по толщине таким образом, что внешняя форма углового участка 165a цилиндрического контейнера 165 с уменьшенным диаметром удовлетворяет следующему условному выражению (2).
(ΔR+ΔH)≤1,5t... (2)
[0075] Ниже описывается причина принудительного варьирования требуемого значения для радиуса Rd местоположений 132d вершин боковой поверхности 132c пуансона 132 в процессе вытягивания от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 121a. Когда радиус Rd местоположений 132d вершин меньше в 1,08 раза внутреннего радиуса Rc зубчатых верхних участков 121a, уменьшенная величина диаметра в процессе уменьшения диаметра является небольшой, и угловой участок 165a недостаточно увеличивается по толщине, за счет этого приводя к дефекту наложения в последующем процессе придания зубчатой формы. Между тем, когда радиус Rd местоположений 132d вершин превышает в 1,17 раза внутренний радиус Rc зубчатых верхних участков 121a, боковая поверхность 135b является чрезмерно тонкой в процессе вытягивания. Как результат, угловой участок 165a недостаточно увеличивается по толщине, за счет этого приводя к дефекту наложения в последующем процессе придания зубчатой формы.
[0076] Процесс придания приблизительной зубчатой формы
Фиг. 24-27 иллюстрируют состояния до того, как начинается формование в процессе придания приблизительной зубчатой формы. Со ссылкой на фиг. 24-27, прессовочная машина включает в себя внутренний пуансон 172 для придания приблизительной зубчатой формы, внешний пуансон 173 для придания приблизительной зубчатой формы, расположенный на внешней периферии внутреннего пуансона 172, контрпуансон 174 для придания приблизительной зубчатой формы и матрицу 175 для придания приблизительной зубчатой формы, расположенную на внешней периферии контрпуансона 174, имеющие коаксиально расположенные центральные оси C. Контрпуансон 174 и матрица 175 располагаются таким образом, что они обращены к внутреннему пуансону 172 и внешнему пуансону 173.
[0077] Внутренний пуансон 172 имеет плоскую поверхность 172a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 172b, предоставленную во внешнем периферийном крае плоской поверхности 172a, и боковую поверхность 172c, продолжающуюся через плоскую поверхность 172a и изогнутую поверхность 172b и проходящую в направлении вверх (первом направлении) по фиг. 24, параллельном центральной оси C. В боковой поверхности 172c, чтобы формировать зубчатые верхние участки 121a и зубчатые нижние участки 121b, местоположения 172d вершин и местоположения 172e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 172 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0078] Матрица 175 имеет боковую поверхность 175a, проходящую в первом направлении, изогнутую поверхность 175b, предоставленную в верхнем концевом участке для боковой поверхности 175a, и наклонный участок 175c, продолжающийся через боковую поверхность 175a и изогнутую поверхность 175b и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению. В боковой поверхности 175a, чтобы формировать зубчатые верхние участки 121a и зубчатые нижние участки 121b, местоположения 175d вершин и местоположения 175e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Матрица 175 имеет закрепленный тип.
[0079] Как проиллюстрировано на фиг. 26, внутренний пуансон 172 и матрица 175 располагаются таким образом, что местоположения 172d вершин внутреннего пуансона 172 обращены к местоположениям 175e впадин матрицы 175, другими словами, местоположения 172e впадин внутреннего пуансона 172 обращены к местоположениям 175d вершин матрицы 175.
[0080] Внешний пуансон 173 имеет плоскую поверхность 173a, параллельную радиальному направлению, ортогональному к центральной оси C, первую боковую поверхность 173b, продолжающуюся до внутреннего краевого участка для плоской поверхности 173a и проходящую в первом направлении, и вторую боковую поверхность 173c, продолжающуюся до внешнего краевого участка для плоской поверхности 173a и проходящую в первом направлении. В первой боковой поверхности 173b, вдоль боковой поверхности 172c внутреннего пуансона 172, местоположения 173d вершин и местоположения 173e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Помимо этого, во второй боковой поверхности 173c, вдоль боковой поверхности 175a матрицы 175, местоположения 173f вершин и местоположения 173g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 173 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0081] Контрпуансон 174 имеет боковую поверхность 174a, проходящую в первом направлении, и плоскую поверхность 174b, продолжающуюся до боковой поверхности 174a и параллельную радиальному направлению, ортогональному к центральной оси C. В боковой поверхности 174a, вдоль боковой поверхности 175a матрицы 175, местоположения 174d вершин и местоположения 174e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Контрпуансон 174 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0082] Как проиллюстрировано на фиг. 24-27, при формовании цилиндрического контейнера 165 с уменьшенным диаметром в процессе уменьшения диаметра, в качестве обрабатываемой детали, цилиндрический контейнер 165 с уменьшенным диаметром позиционируется в плоской поверхности 174b контрпуансона 174 таким образом, что ось элемента цилиндрического контейнера 165 с уменьшенным диаметром совпадает с центральной осью C прессовочной машины, и нижняя поверхность 165c цилиндрического контейнера 165 с уменьшенным диаметром зажимается между плоской поверхностью 172a внутреннего пуансона 172 и плоской поверхностью 174b контрпуансона 174. В этом случае, боковая поверхность 165b с уменьшенным диаметром позиционируется в местоположениях 175e впадин матрицы 175. Помимо этого, плоская поверхность 173a внешнего пуансона 173 принудительно примыкает к концу с отверстием 165d цилиндрического контейнера 165 с уменьшенным диаметром. В этом состоянии, внутренний пуансон 172, внешний пуансон 173 и контрпуансон 174 перемещаются вниз до тех пор, пока плоская поверхность 173a внешнего пуансона 173 не пройдет через изогнутую поверхность 175b матрицы 175, и приблизительная зубчатая форма придается в боковой поверхности 65b с уменьшенным диаметром (в частях, соответствующих вершинам 31b) цилиндрического контейнера 165 с уменьшенным диаметром, за счет этого формуя изделие 176 после придания приблизительной зубчатой формы, как проиллюстрировано на фиг. 28. Фиг. 29 иллюстрирует вид внешнего представления изделия 176 после придания приблизительной зубчатой формы.
[0083] Процесс придания окончательной зубчатой формы
Фиг. 30-32 иллюстрируют состояния до того, как начинается формование в процессе придания окончательной зубчатой формы после процесса придания приблизительной зубчатой формы. Со ссылкой на фиг. 30-32, прессовочная машина включает в себя внутренний пуансон 182 для придания окончательной зубчатой формы, внешний пуансон 183 для придания окончательной зубчатой формы, расположенный на внешней периферии внутреннего пуансона 182, выталкиватель 184 для придания окончательной зубчатой формы и матрицу 185 для придания окончательной зубчатой формы, расположенную на внешней периферии выталкивателя 184, имеющие коаксиально расположенные центральные оси C. Выталкиватель 184 и матрица 185 располагаются таким образом, что они обращены к внутреннему пуансону 182 и внешнему пуансону 183.
[0084] Внутренний пуансон 182 имеет плоскую поверхность 182a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 182b, предоставленную во внешнем периферийном крае плоской поверхности 182a, и боковую поверхность 182c, продолжающуюся через плоскую поверхность 182a и изогнутую поверхность 182b и проходящую в направлении вверх (первом направлении) по фиг. 30, параллельном центральной оси C. Боковая поверхность 182c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 172c внутреннего пуансона 172 процесса придания приблизительной зубчатой формы, и местоположения 182d вершин и местоположения 182e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 182 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0085] Матрица 185 имеет первую боковую поверхность 185a, проходящую в первом направлении, плоскую поверхность 185b, продолжающуюся до первой боковой поверхности 185a и параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 185c, продолжающуюся до плоской поверхности 185b и проходящую в первом направлении. Вторая боковая поверхность 185c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 175a матрицы 175 процесса придания приблизительной зубчатой формы, и местоположения 185d вершин и местоположения 185e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Матрица 185 имеет закрепленный тип.
[0086] Как проиллюстрировано на фиг. 31, внутренний пуансон 182 и матрица 185 располагаются таким образом, что местоположения 182d вершин внутреннего пуансона 182 обращены к местоположениям 185e впадин матрицы 185, другими словами, местоположения 182e впадин внутреннего пуансона 182 обращены к местоположениям 185d вершин матрицы 185.
[0087] Внешний пуансон 183 имеет плоскую поверхность 183a, параллельную радиальному направлению, ортогональному к центральной оси C, первую боковую поверхность 183b, продолжающуюся до внутреннего краевого участка для плоской поверхности 183a и проходящую в первом направлении, и вторую боковую поверхность 183c, продолжающуюся до внешнего краевого участка для плоской поверхности 183a и проходящую в первом направлении. Первая боковая поверхность 183b имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 173b внешнего пуансона 173 процесса придания приблизительной зубчатой формы, и местоположения 183d вершин и местоположения 183e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Помимо этого, вторая боковая поверхность 183c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 173c внешнего пуансона 173 процесса придания приблизительной зубчатой формы, и местоположения 183f вершин и местоположения 183g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 183 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0088] Выталкиватель 184 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Выталкиватель 184 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0089] Как проиллюстрировано на фиг. 30-32, при формовании изделия 176 после придания приблизительной зубчатой формы в процессе придания приблизительной зубчатой формы, в качестве обрабатываемой детали, нижняя поверхность 176b изделия 176 после придания приблизительной зубчатой формы зажимается между плоской поверхностью 182a внутреннего пуансона 182 и плоской поверхностью 185b матрицы 185 таким образом, что ось элемента изделия 176 после придания приблизительной зубчатой формы совпадает с центральной осью C прессовочной машины. В этом случае, участки 176a вершин приблизительных зубьев изделия 176 после придания приблизительной зубчатой формы позиционируются в местоположениях 185e впадин матрицы 185. В этом состоянии, конец 176c с отверстием изделия 176 после придания приблизительной зубчатой формы прижимается вниз посредством плоской поверхности 183a внешнего пуансона 183 для того, чтобы сжимать боковую поверхность 176d изделия 176 после придания приблизительной зубчатой формы. Соответственно, как проиллюстрировано на фиг. 33, внутренняя часть пространства, окруженного посредством внутреннего пуансона 182, внешнего пуансона 183, выталкивателя 184 и матрицы 185, заполняется материалом. Как результат, окончательные зубчатые формы придаются в качестве зубчатых верхних участков 121a в частях, соответствующих вершинам 131b в боковой поверхности 176d изделия 176 после придания приблизительной зубчатой формы, и зубчатые нижние участки 121b формируются в других частях боковой поверхности 176d (в частях, соответствующих впадинам 131a) изделия 176 после придания приблизительной зубчатой формы. Согласно каждому из процессов, описанных выше, завершается зубообразный компонент 121, имеющий нижнюю поверхность 121c, боковую поверхность 121d, зубчатые верхние участки 121a и зубчатые нижние участки 121b.
[0090] Фиг. 34 иллюстрирует вид внешнего представления зубообразного компонента 121 после того, как придаются зубчатые формы. Дефект наложения на внутренней поверхности 121e углового участка зубообразного компонента 121 не возникает. До того, как придаются зубчатые формы, формование выполняется таким образом, что изогнутая поверхность 182b внутреннего пуансона 182 для придания окончательной зубчатой формы и угловой участок 176e изделия 176 после придания приблизительной зубчатой формы входят в контакт между собой, и внешний угол углового участка 165a цилиндрического контейнера 165 с уменьшенным диаметром регулируется до значения, близкого к прямому углу. Соответственно, в процессе придания окончательной зубчатой формы, можно уменьшать зазор между местом около углового участка, сформированного посредством границы плоской поверхности 185b и боковой поверхности 185c матрицы 185 для придания окончательной зубчатой формы, и угловым участком 176e изделия 176 после придания приблизительной зубчатой формы. Как результат, угловой участок 176e изделия 176 после придания приблизительной зубчатой формы не отделен от изогнутой поверхности 182b внутреннего пуансона 182 в середине процесса придания окончательной зубчатой формы. Следовательно, после того, как заканчивается процесс придания окончательной зубчатой формы, можно получать зубообразный компонент 121, не имеющий дефекта наложения на границе между верхней поверхностью нижней поверхности 121c и внутренней периферийной поверхностью боковой стенки 121d.
[0091] Помимо этого, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 121, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 121, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
[0092] Третий вариант осуществления
Далее описывается третий вариант осуществления настоящего изобретения.
Фиг. 35A является видом сверху зубообразного компонента 221, изготовленного посредством способа изготовления зубообразного компонента согласно третьему варианту осуществления. Фиг. 35B является видом в поперечном сечении вдоль A-A зубообразного компонента 221, проиллюстрированного на фиг. 35A. Как проиллюстрировано на фиг. 35A и 35B, зубообразный компонент 221 представляет собой компонент, имеющий цилиндрическую форму с днищем, один концевой участок которой является открытым, и другой концевой участок которой герметизируется в направлении оси элемента (штрихпунктирной линии с одной точкой, проиллюстрированной на фиг. 35B).
Зубообразный компонент 221 имеет нижнюю поверхность 221c и боковую поверхность 221d, которая берет начало от внешнего краевого участка для нижней поверхности 221c. Внешний угол углового участка, сформированного посредством нижней поверхности 221c и боковой поверхности 221d, составляет практически прямой угол. Боковая поверхность 221d имеет зубчатые верхние участки 221a и зубчатые нижние участки 221b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра. Настоящий вариант осуществления иллюстрирует случай, в котором предусмотрено по восемь зубчатых верхних участков 221a и зубчатых нижних участков 221b. Тем не менее, числа зубчатых верхних участков 221a и зубчатых нижних участков 221b (т.е. число зубьев зубообразного компонента 221) не ограничены восемью при условии, что предусмотрено множество их.
Зубчатые верхние участки 221a представляют собой части, которые выступают дальше наружу, чем зубчатые нижние участки 221b, в радиальном направлении, имеющем ось элемента в качестве центра. Более конкретно, как проиллюстрировано на фиг. 35A, внешние периферийные поверхности зубчатых верхних участков 221a позиционируются на окружности с радиусом Ra, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых верхних участков 221a и внешние периферийные поверхности зубчатых нижних участков 221b позиционируются на окружности с радиусом Rc, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых нижних участков 221b позиционируются на окружности с радиусом Rb, имеющей ось элемента в качестве центра. В дальнейшем в этом документе, радиус Ra называется "внешним радиусом" зубчатых верхних участков 221a. Радиус Rc называется "внутренним радиусом" зубчатых верхних участков 221a. Радиус Rb называется "внутренним радиусом" зубчатых нижних участков 221b.
Помимо этого, на фиг. 35A, θg указывает угол между зубчатыми верхними участками 221a, смежными друг с другом вдоль направления по окружности, имеющего ось элемента в качестве центра.
[0093] Зубообразный компонент 221, изготовленный посредством способа изготовления зубообразного компонента согласно настоящему варианту осуществления, характеризуется посредством естественного отсутствия дефекта наложения, отсутствия штамповочного уклона и наличия размерной точности по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
В настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента (подробнее поясняется ниже). Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 221, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 221, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
Чтобы изготавливать такой зубообразный компонент 221, способ изготовления зубообразного компонента согласно третьему варианту осуществления включает в себя процесс вытягивания, процесс увеличения диаметра, процесс уменьшения диаметра и процесс придания зубчатой формы. В дальнейшем в этом документе подробно описывается каждый из процессов. Как описано выше, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, каждый из процессов выполняется при нормальной температуре.
[0094] Процесс вытягивания
Фиг. 36 иллюстрирует состояние до того, как начинается формование в процессе вытягивания. Со ссылкой на фиг. 36, прессовочная машина включает в себя пуансон 232, выталкиватель 233 и матрицу 234, имеющие коаксиально расположенные центральные оси C. Выталкиватель 233 и матрица 234 располагаются таким образом, что они обращены к пуансону 232.
[0095] Как проиллюстрировано на фиг. 38, обрабатываемая деталь 231 представляет собой плоский металлический лист (например, стальной лист), имеющий впадины 231a и вершины 231b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента (центральную ось обрабатываемой детали 231) в качестве центра. Вершины 231b представляют собой части, которые выступают наружу из впадин 231a в радиальном направлении, имеющем ось элемента в качестве центра. Помимо этого, обрабатываемая деталь 231 также имеет наклонные участки 231c, каждый из которых соединяет вершину 231b и впадину 231a между собой.
Впадины 231a становятся частями, соответствующими зубчатым нижним участкам 221b. Числа вершин 231b и впадин 231a совпадают с числом зубьев зубообразного компонента 221 и вершин 231b, наклонные участки 231c и впадины 231a формируются с предварительно определенными пространствами между ними вдоль направления по окружности, имеющего ось элемента в качестве центра.
В случае, если обрабатываемая деталь представляет собой круглый лист, имеющий идентичные внешние диаметры, когда зубчатая форма придается в процессе придания зубчатой формы, материал обрабатываемой детали остается в зубчатых нижних участках зубчатой формы и внутри пространства, сформированного посредством матрицы, и пуансон заполняется на ранней стадии. Следовательно, нагрузка при формовании становится чрезмерной. Чтобы уменьшать нагрузку при формовании, части, соответствующие зубчатым нижним участкам 221b, служат в качестве впадин 231a. Глубина d впадины 231a относительно вершины 231b (длина между внешним периферийным краем вершины 231b и внешним периферийным краем впадины 231a в радиальном направлении, имеющем ось элемента в качестве центра) может задаваться равной приблизительно длине ΔR (=Ra-Rb), полученной посредством вычитания внутреннего радиуса Rb зубчатых нижних участков 221b из внешнего радиуса Ra зубчатых верхних участков 221a зубообразного компонента 221, проиллюстрированного на фиг. 35A. Помимо этого, региональный угол θ1 впадины 231a может задаваться равным приблизительно 1/3 регионального угла одного зуба (θg, проиллюстрированного на фиг. 35A). Помимо этого, региональный угол θ2 наклонного участка 231c может задаваться равным приблизительно 1/6 регионального угла одного зуба (θg, проиллюстрированного на фиг. 35A).
[0096] Пуансон 232 имеет плоскую поверхность 232a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 232b, предоставленную во внешнем периферийном крае плоской поверхности 232a, и боковую поверхность 232c, продолжающуюся через плоскую поверхность 232a и изогнутую поверхность 232b и проходящую в направлении вверх (первом направлении) по фиг. 36, параллельном центральной оси C. Пуансон 232 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0097] Выталкиватель 233 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Выталкиватель 233 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0098] Матрица 234 имеет боковую поверхность 234a, проходящую в первом направлении, изогнутую поверхность 234b, предоставленную в верхнем концевом участке для боковой поверхности 234a, и плоскую поверхность 234c, продолжающуюся через боковую поверхность 234a и изогнутую поверхность 234b и параллельную радиальному направлению, ортогональному к центральной оси C. Матрица 234 имеет закрепленный тип.
[0099] Как проиллюстрировано на фиг. 36, обрабатываемая деталь 231 позиционируется в плоской поверхности 234c матрицы 234 таким образом, что ось элемента обрабатываемой детали 231 совпадает с центральной осью C прессовочной машины. Пуансон 232 перемещается вниз до тех пор, пока концевой участок 231d обрабатываемой детали 231 не пройдет через изогнутую поверхность 234b матрицы 234, и выполняется вытягивание, за счет этого формуя цилиндрический контейнер 235, как проиллюстрировано на фиг. 37. Фиг. 39 иллюстрирует вид внешнего представления цилиндрического контейнера 235. Цилиндрический контейнер 235 имеет нижнюю поверхность 235b и боковую поверхность 235d, продолжающуюся через нижнюю поверхность 235b и изогнутую поверхность 235c, и формуются выступающие участки 235a, реализованные посредством вершин 231b, деформированных таким образом, что они выступают в первом направлении. После формования, выталкиватель 233 поднимается, и цилиндрический контейнер 235 отсоединяется от матрицы 234.
[0100] Процесс увеличения диаметра
Процесс увеличения диаметра имеет первый этап и второй этап.
Фиг. 40 и 41 иллюстрируют состояния до того, как начинается формование на первом этапе процесса увеличения диаметра. Со ссылкой на фиг. 40 и 41, прессовочная машина включает в себя первый пуансон 242, первый выталкиватель 243 и первую матрицу 244, расположенную на внешней периферии первого выталкивателя 243, имеющие коаксиально расположенные центральные оси C. Первый выталкиватель 243 и первая матрица 244 располагаются таким образом, что они обращены к первому пуансону 242.
[0101] Первый пуансон 242 имеет плоскую поверхность 242a, параллельную радиальному направлению, ортогональному к центральной оси C, первую изогнутую поверхность 242b, предоставленную во внешнем периферийном крае плоской поверхности 242a, наклонный участок 242c, продолжающийся через плоскую поверхность 242a и первую изогнутую поверхность 242b и расширяющийся в радиальном направлении, ортогональном к центральной оси C, к направлению вверх (первому направлению) по фиг. 40, параллельному центральной оси C, вторую изогнутую поверхность 242d, предоставленную в верхнем конце наклонного участка 242c, и боковую поверхность 242e, продолжающуюся через наклонный участок 242c и вторую изогнутую поверхности 242d и проходящую в первом направлении. В боковой поверхности 242e, местоположения 242f вершин и местоположения 242g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними, и числа местоположений 242f вершин и местоположений 242g впадин совпадают с числом зубьев зубообразного компонента 221. Желательно, чтобы радиус Rd (длина между внешними периферийными поверхностями местоположений 242f вершин и центральной оси C в радиальном направлении, имеющем центральную ось C в качестве центра) местоположений 242f вершин варьировался от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 221a. Причина описывается в разделе процесса уменьшения диаметра. Первый пуансон 242 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0102] Первый выталкиватель 243 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Первый выталкиватель 243 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0103] Первая матрица 244 имеет первую боковую поверхность 244a, проходящую в первом направлении, плоскую поверхность 244b, продолжающуюся до первой боковой поверхности 244a и параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 244c, продолжающуюся до плоской поверхности 244b и проходящую в первом направлении. Во второй боковой поверхности 244c, местоположения 244d вершин и местоположения 244e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними, и числа местоположений 244d вершин и местоположений 244e впадин совпадают с числом зубьев зубообразного компонента 221. Вторая боковая поверхность 244c располагается в форме смещения в радиальном направлении от боковой поверхности 242e первого пуансона 242 практически на толщину пластины обрабатываемой детали 235. Первая матрица 244 имеет закрепленный тип.
[0104] Как проиллюстрировано на фиг. 41, первый пуансон 242 и первая матрица 244 располагаются таким образом, что местоположения 242f вершин первого пуансона 242 обращены к местоположениям 244e впадин первой матрицы 244, другими словами, местоположения 242g впадин первого пуансона 242 обращены к местоположениям 244d вершин первой матрицы 244.
[0105] Как проиллюстрировано на фиг. 40 и 41, при формовании цилиндрического контейнера 235 в процессе вытягивания, в качестве обрабатываемой детали, цилиндрический контейнер 235 позиционируется на первом выталкивателе 243 и первой матрице 244 таким образом, что ось элемента цилиндрического контейнера 235 совпадает с центральной осью C прессовочной машины. В этом случае, выступающие участки 235a, реализованные посредством деформированных вершин 231b, позиционируются в местоположениях 244e впадин первой матрицы 244. В этом состоянии, первый пуансон 242 перемещается вниз до тех пор, пока плоская поверхность 242a первого пуансона 242 не войдет в контакт с нижней поверхностью 235b цилиндрического контейнера 235, за счет этого формуя первый цилиндрический контейнер 245 с увеличенным диаметром, как проиллюстрировано на фиг. 42. Фиг. 43A и 43B иллюстрируют виды внешнего представления первого цилиндрического контейнера 245 с увеличенным диаметром. В первом цилиндрическом контейнере 245 с увеличенным диаметром, в боковой поверхности 235d цилиндрического контейнера 235, выступающие участки 235a (конкретная часть), реализованные посредством деформированных вершин 231b, увеличиваются в диаметре (в дальнейшем в этом документе, этот участок называется "боковой поверхностью 245a с увеличенным диаметром"). После формования, первый выталкиватель 243 поднимается, и первый цилиндрический контейнер 245 с увеличенным диаметром отсоединяется от первой матрицы 244.
[0106] Фиг. 44 и 45 иллюстрируют состояния до того, как начинается формование на втором этапе процесса увеличения диаметра. Со ссылкой на фиг. 44 и 45, прессовочная машина включает в себя второй пуансон 252, второй выталкиватель 253 и вторую матрицу 254, расположенную на внешней периферии второго выталкивателя 253, имеющие коаксиально расположенные центральные оси C. Второй выталкиватель 253 и вторая матрица 254 располагаются таким образом, что они обращены ко второму пуансону 252.
[0107] Второй пуансон 252 имеет плоскую поверхность 252a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 252b, предоставленную во внешнем периферийном крае плоской поверхности 252a, и боковую поверхность 252c, продолжающуюся через плоскую поверхность 252a и изогнутую поверхность 252b и проходящую в направлении вверх (первом направлении) по фиг. 44, параллельном центральной оси C. Боковая поверхность 252c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 242e первого пуансона 242. В боковой поверхности 252c, местоположения 252d вершин и местоположения 252e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними, и числа местоположений 252d вершин и местоположений 252e впадин совпадают с числом зубьев зубообразного компонента 221. Второй пуансон 252 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0108] Второй выталкиватель 253 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Второй выталкиватель 253 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0109] Вторая матрица 254 имеет первую боковую поверхность 254a, имеющую форму и размеры, идентичные форме и размерам первой матрицы 244, и проходящую в первом направлении, плоскую поверхность 254b, продолжающуюся до первой боковой поверхности 254a и параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 254c, продолжающуюся до плоской поверхности 254b и проходящую в первом направлении. Во второй боковой поверхности 254c, местоположения 254d вершин и местоположения 254e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними, и числа местоположений 254d вершин и местоположений 254e впадин совпадают с числом зубьев зубчатой формы. Вторая матрица 254 имеет закрепленный тип.
[0110] Как проиллюстрировано на фиг. 45, второй пуансон 252 и вторая матрица 254 располагаются таким образом, что местоположения 252d вершин второго пуансона 252 обращены к местоположениям 254e впадин второй матрицы 254, другими словами, местоположения 252e впадин второго пуансона 252 обращены к местоположениям 254d вершин второй матрицы 254.
[0111] Как проиллюстрировано на фиг. 44 и 45, при формовании первого цилиндрического контейнера 245 с увеличенным диаметром на первом этапе, в качестве обрабатываемой детали, первый цилиндрический контейнер 245 с увеличенным диаметром позиционируется на втором выталкивателе 253 и второй матрице 254 таким образом, что ось элемента первого цилиндрического контейнера 245 с увеличенным диаметром совпадает с центральной осью C прессовочной машины. В этом случае, боковая поверхность 245a с увеличенным диаметром позиционируется в местоположениях 254e впадин второй матрицы 254. В этом состоянии, второй пуансон 252 перемещается вниз до тех пор, пока плоская поверхность 252a второго пуансона 252 не войдет в контакт с нижней поверхностью первого цилиндрического контейнера 245 с увеличенным диаметром, за счет этого формуя второй цилиндрический контейнер 255 с увеличенным диаметром, как проиллюстрировано на фиг. 46. Боковая поверхность 255b второго цилиндрического контейнера 255 с увеличенным диаметром имеет форму, стоящую вертикально относительно нижней поверхности 255a. После формования, второй выталкиватель 253 поднимается, и второй цилиндрический контейнер 255 с увеличенным диаметром отсоединяется от второй матрицы 254.
[0112] Процесс уменьшения диаметра
Фиг. 47 иллюстрирует состояние до того, как начинается формование в процессе уменьшения диаметра. Со ссылкой на фиг. 47, прессовочная машина включает в себя пуансон 262, контрпуансон 263 и матрицу 264, расположенную на внешней периферии контрпуансона 263, имеющие коаксиально расположенные центральные оси C. Контрпуансон 263 и матрица 264 располагаются таким образом, что они обращены к пуансону 262.
[0113] Пуансон 262 имеет плоскую поверхность 262a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 262b, предоставленную во внешнем периферийном крае плоской поверхности 262a, и боковую поверхность 262c, продолжающуюся через плоскую поверхность 262a и изогнутую поверхность 262b и проходящую в направлении вверх (первом направлении) по фиг. 47, параллельном центральной оси C. Радиус Re боковой поверхности 262c практически равен внутреннему радиусу Rc зубчатых верхних участков 221a. Пуансон 262 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0114] Контрпуансон 263 имеет плоскую поверхность 263a, параллельную радиальному направлению, ортогональному к центральной оси C, и боковую поверхность 263b, продолжающуюся до плоской поверхности 263a и проходящую в направлении вниз по фиг. 47, параллельном центральной оси C. Радиус Rf боковой поверхности 263b практически равен внешнему радиусу Ra зубчатых верхних участков 221a. Контрпуансон 263 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0115] Матрица 264 имеет боковую поверхность 264a, проходящую в первом направлении, изогнутую поверхность 264b, предоставленную в верхнем концевом участке для боковой поверхности 264a, и наклонный участок 264c, продолжающийся через боковую поверхность 264a и изогнутую поверхность 264b и расширяющийся в радиальном направлении, ортогональном к центральной оси C, к первому направлению. Радиус Rg боковой поверхности 264a практически равен внешнему радиусу Ra зубчатых верхних участков 221a. Матрица 264 имеет закрепленный тип.
[0116] Как проиллюстрировано на фиг. 47, при формовании второго цилиндрического контейнера 255 с увеличенным диаметром в процессе уменьшения диаметра, в качестве обрабатываемой детали, второй цилиндрический контейнер 255 с увеличенным диаметром позиционируется в плоской поверхности 263a контрпуансона 263 таким образом, что ось элемента второго цилиндрического контейнера 255 с увеличенным диаметром совпадает с центральной осью C прессовочной машины, и нижняя поверхность 255a второго цилиндрического контейнера 255 с увеличенным диаметром зажимается между плоской поверхностью 262a пуансона 262 и плоской поверхностью 263a контрпуансона 263. В этом состоянии, пуансон 262 и контрпуансон 263 перемещаются вниз, за счет этого формуя цилиндрический контейнер 265 с уменьшенным диаметром, как проиллюстрировано на фиг. 48A. Таким образом, как проиллюстрировано на фиг. 48A, в боковой поверхности 255 второго цилиндрического контейнера 255 с увеличенным диаметром, который представляет собой обрабатываемую деталь, боковая поверхность 245a с увеличенным диаметром, увеличенная в диаметре в процессе увеличения диаметра, уменьшается в диаметре вследствие наклонного участка 264c матрицы 264 (в дальнейшем в этом документе, этот участок называется "боковой поверхностью 265b с уменьшенным диаметром"). Угловой участок 265a цилиндрического контейнера 265 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 265a цилиндрического контейнера 265 с уменьшенным диаметром удовлетворяет следующему условному выражению (1).
Здесь, как проиллюстрировано на фиг. 48B, в случае, если цилиндрический контейнер 265 с уменьшенным диаметром просматривается в поперечном сечении, включающем в себя направление центральной оси и радиальное направление цилиндрического контейнера 265 с уменьшенным диаметром, точка пересечения прямой линии L1 в параллельном контакте с нижней поверхностью 265c цилиндрического контейнера 265 с уменьшенным диаметром и прямой линии L2 в параллельном контакте с боковой поверхностью 265b цилиндрического контейнера 265 с уменьшенным диаметром определена как P0. Помимо этого, как проиллюстрировано на фиг. 48B, точка, в которой прямая линия L1 начинает отделение от нижней поверхности 265c цилиндрического контейнера 265 с уменьшенным диаметром, определена как P1, и точка, в которой прямая линия L2 начинает отделение от боковой поверхности 265b цилиндрического контейнера 265 с уменьшенным диаметром, определена как P2. Кроме того, как проиллюстрировано на фиг. 48B, длина между точкой P0 пересечения и точкой P1 на прямой линии L1 определена как ΔR, и длина между точкой P0 пересечения и точкой P2 на прямой линии L2 определена как ΔH.
Условное выражение (1) задается следующим образом посредством использования толщины t пластины цилиндрического контейнера 265 с уменьшенным диаметром и длин ΔR и ΔH.
(ΔR+ΔH)≤2t... (1)
Таким образом, когда угловой участок 265a цилиндрического контейнера 265 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 265a цилиндрического контейнера 265 с уменьшенным диаметром удовлетворяет условному выражению (1), внешний угол углового участка 265a имеет значение, близкое к прямому углу.
Чтобы заставлять внешний угол углового участка 265a цилиндрического контейнера 265 с уменьшенным диаметром иметь значение, более близкое к прямому углу, предпочтительно, чтобы угловой участок 265a цилиндрического контейнера 265 с уменьшенным диаметром увеличивался по толщине таким образом, что внешняя форма углового участка 265a цилиндрического контейнера 265 с уменьшенным диаметром удовлетворяет следующему условному выражению (2).
(ΔR+ΔH)≤1,5t... (2)
[0117] Ниже описывается причина принудительного варьирования требуемого значения для радиуса Rd местоположений 242f вершин боковой поверхности 242e первого пуансона 242 в процессе увеличения диаметра от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 221a. Когда радиус Rd местоположений 242f вершин меньше в 1,08 раза внутреннего радиуса Rc зубчатых верхних участков 221a, уменьшенная величина диаметра в процессе уменьшения диаметра является небольшой, и угловой участок 265a недостаточно увеличивается по толщине, за счет этого приводя к дефекту наложения в последующем процессе придания зубчатой формы. Между тем, когда радиус Rd местоположений 242f вершин превышает в 1,17 раза внутренний радиус Rc зубчатых верхних участков 221a, боковая поверхность 255b является чрезмерно тонкой в процессе увеличения диаметра. Как результат, угловой участок 265a недостаточно увеличивается по толщине, за счет этого приводя к дефекту наложения в последующем процессе придания зубчатой формы.
[0118] Процесс придания зубчатой формы
Фиг. 49-52 иллюстрируют состояния до того, как начинается формование в процессе придания зубчатой формы. Со ссылкой на фиг. 49-52, прессовочная машина включает в себя внутренний пуансон 272, внешний пуансон 273, расположенный на внешней периферии внутреннего пуансона 272, контрпуансона 274, и матрицу 275, расположенную на внешней периферии контрпуансона 274, имеющие коаксиально расположенные центральные оси C. Контрпуансон 274 и матрица 275 располагаются таким образом, что они обращены к внутреннему пуансону 272 и внешнему пуансону 273.
[0119] Внутренний пуансон 272 имеет плоскую поверхность 272a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 272b, предоставленную во внешнем периферийном крае плоской поверхности 272a, и боковую поверхность 272c, продолжающуюся через плоскую поверхность 272a и изогнутую поверхность 272b и проходящую в направлении вверх (первом направлении) по фиг. 49, параллельном центральной оси C. В боковой поверхности 272c, чтобы формировать зубчатые верхние участки 221a и зубчатые нижние участки 221b, местоположения 272d вершин и местоположения 272e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 272 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0120] Матрица 275 имеет боковую поверхность 275a, проходящую в первом направлении, изогнутую поверхность 275b, предоставленную в верхнем концевом участке для боковой поверхности 275a, и наклонный участок 275c, продолжающийся через боковую поверхность 275a и изогнутую поверхность 275b и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению. В боковой поверхности 275a, чтобы формировать зубчатые верхние участки 221a и зубчатые нижние участки 221b, местоположения 275d вершин и местоположения 275e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Матрица 275 имеет закрепленный тип.
[0121] Как проиллюстрировано на фиг. 51, внутренний пуансон 272 и матрица 275 располагаются таким образом, что местоположения 272d вершин внутреннего пуансона 272 обращены к местоположениям 275e впадин матрицы 275, другими словами, местоположения 272e впадин внутреннего пуансона 272 обращены к местоположениям 275d вершин матрицы 275.
[0122] Внешний пуансон 273 имеет плоскую поверхность 273a, параллельную радиальному направлению, ортогональному к центральной оси C, первую боковую поверхность 273b, продолжающуюся до внутреннего краевого участка для плоской поверхности 273a и проходящую в первом направлении, и вторую боковую поверхность 273c, продолжающуюся до внешнего краевого участка для плоской поверхности 273a и проходящую в первом направлении. В первой боковой поверхности 273b, вдоль боковой поверхности 272c внутреннего пуансона 272, местоположения 273d вершин и местоположения 273e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Помимо этого, во второй боковой поверхности 273c, вдоль боковой поверхности 275a матрицы 275, местоположения 273f вершин и местоположения 273g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 273 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0123] Контрпуансон 274 имеет боковую поверхность 274a, проходящую в первом направлении, и плоскую поверхность 274b, продолжающуюся до боковой поверхности 274a и параллельную радиальному направлению, ортогональному к the центральной оси C. В боковой поверхности 274a, вдоль боковой поверхности 275a матрицы 275, местоположения 274d вершин и местоположения 274e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Контрпуансон 274 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0124] Как проиллюстрировано на фиг. 49-52, при формовании цилиндрического контейнера 265 с уменьшенным диаметром в процессе уменьшения диаметра, в качестве обрабатываемой детали, цилиндрический контейнер 265 с уменьшенным диаметром позиционируется в плоской поверхности 274b контрпуансона 274 таким образом, что ось элемента цилиндрического контейнера 265 с уменьшенным диаметром совпадает с центральной осью C прессовочной машины, и нижняя поверхность 265c цилиндрического контейнера 265 с уменьшенным диаметром зажимается между плоской поверхностью 272a внутреннего пуансона 272 и плоской поверхностью 274b контрпуансона 274. В этом случае, боковая поверхность 265b с уменьшенным диаметром позиционируется в местоположениях 275e впадин матрицы 275.
Помимо этого, плоская поверхность 273a внешнего пуансона 273 принудительно примыкает к концу 265d с отверстием цилиндрического контейнера 265 с уменьшенным диаметром. В этом состоянии, внутренний пуансон 272, внешний пуансон 273 и контрпуансон 274 перемещаются вниз до тех пор, пока плоская поверхность 273a внешнего пуансона 273 не пройдет через изогнутую поверхность 275b матрицы 275. Затем, в состоянии, в котором внутренний пуансон 272, контрпуансон 274 и матрица 275 закрепляются, внешний пуансон 273 перемещается вниз для того, чтобы сжимать боковую поверхность цилиндрического контейнера 265 с уменьшенным диаметром. Соответственно, как проиллюстрировано на фиг. 53, внутренняя часть пространства, окруженного посредством внутреннего пуансона 272, внешнего пуансона 273, контрпуансона 274 и матрицы 275, заполняется материалом. Как результат, зубчатые верхние участки 221a формируются в боковой поверхности 265b с уменьшенным диаметром (в частях, соответствующих выступающим участкам, реализованным посредством деформированных вершин 231b) цилиндрического контейнера 265 с уменьшенным диаметром, и зубчатые нижние участки 221b формируются в других частях боковой поверхности (в частях, соответствующих впадинам 231a) цилиндрического контейнера 265 с уменьшенным диаметром. Согласно каждому из процессов, описанных выше, завершается зубообразный компонент 221, имеющий нижнюю поверхность 221c, боковую поверхность 221d, зубчатые верхние участки 221a и зубчатые нижние участки 221b.
[0125] Фиг. 54 иллюстрирует вид внешнего представления зубообразного компонента 221 после того, как придаются зубчатые формы. Дефект наложения на внутренней поверхности 221e углового участка зубообразного компонента 221 не возникает. До того, как придаются зубчатые формы, формование выполняется таким образом, что изогнутая поверхность 272b внутреннего пуансона 272 и угловой участок 265a цилиндрического контейнера 265 с уменьшенным диаметром входят в контакт между собой, и внешний угол углового участка 265a цилиндрического контейнера 265 с уменьшенным диаметром регулируется до значения, близкого к прямому углу. Соответственно, в процессе придания зубчатой формы, можно уменьшать зазор между местом около углового участка, в котором плоская поверхность 274b контрпуансона 274 и боковая поверхность 275a матрицы 275 входят в контакт между собой, и угловым участком 265a цилиндрического контейнера 265 с уменьшенным диаметром. Как результат, угловой участок 265a цилиндрического контейнера 265 с уменьшенным диаметром не отделен от изогнутой поверхности 272b внутреннего пуансона 272 в середине процесса придания зубчатой формы. Следовательно, после того, как заканчивается процесс придания зубчатой формы, можно получать зубообразный компонент 221, не имеющий дефекта наложения на границе между верхней поверхностью нижней поверхности 221c и внутренней периферийной поверхностью боковой стенки 221d.
[0126] Помимо этого, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 221, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 221, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
[012] Четвертый вариант осуществления
Далее описывается четвертый вариант осуществления настоящего изобретения.
Фиг. 55A является видом сверху зубообразного компонента 321, изготовленного посредством способа изготовления зубообразного компонента согласно четвертому варианту осуществления. Фиг. 55B является видом в поперечном сечении вдоль A-A зубообразного компонента 321, проиллюстрированного на фиг. 55A. Как проиллюстрировано на фиг. 55A и 55B, зубообразный компонент 321 представляет собой компонент, имеющий цилиндрическую форму с днищем, один концевой участок которой является открытым, и другой концевой участок которой герметизируется в направлении оси элемента (штрихпунктирной линии с одной точкой, проиллюстрированной на фиг. 55B).
Зубообразный компонент 321 имеет нижнюю поверхность 321c и боковую поверхность 321d, которая берет начало от внешнего краевого участка для нижней поверхности 321c. Внешний угол углового участка, сформированного посредством нижней поверхности 321c и боковой поверхности 321d, составляет практически прямой угол. Боковая поверхность 321d имеет зубчатые верхние участки 321a и зубчатые нижние участки 321b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра. Настоящий вариант осуществления иллюстрирует случай, в котором предусмотрено по восемь зубчатых верхних участков 321a и зубчатых нижних участков 321b. Тем не менее, числа зубчатых верхних участков 321a и зубчатых нижних участков 321b (т.е. число зубьев зубообразного компонента 321) не ограничены восемью при условии, что предусмотрено множество их.
Зубчатые верхние участки 321a представляют собой части, которые выступают дальше наружу, чем зубчатые нижние участки 321b, в радиальном направлении, имеющем ось элемента в качестве центра. Более конкретно, как проиллюстрировано на фиг. 55A, внешние периферийные поверхности зубчатых верхних участков 321a позиционируются на окружности с радиусом Ra, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых верхних участков 321a и внешние периферийные поверхности зубчатых нижних участков 321b позиционируются на окружности с радиусом Rc, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых нижних участков 321b позиционируются на окружности с радиусом Rb, имеющей ось элемента в качестве центра. В дальнейшем в этом документе, радиус Ra называется "внешним радиусом" зубчатых верхних участков 321a. Радиус Rc называется "внутренним радиусом" зубчатых верхних участков 321a. Радиус Rb называется "внутренним радиусом" зубчатых нижних участков 321b.
Помимо этого, на фиг. 55A, θg указывает угол между зубчатыми верхними участками 321a, смежными друг с другом вдоль направления по окружности, имеющего ось элемента в качестве центра.
[0128] Зубообразный компонент 321, изготовленный посредством способа изготовления зубообразного компонента согласно настоящему варианту осуществления, характеризуется посредством естественного отсутствия дефекта наложения, отсутствия штамповочного уклона и наличия размерной точности по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
В настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента (подробнее поясняется ниже). Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 321, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 321, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
Чтобы изготавливать такой зубообразный компонент 321, способ изготовления зубообразного компонента согласно четвертому варианту осуществления включает в себя процесс вытягивания, процесс увеличения диаметра, процесс уменьшения диаметра и процесс придания зубчатой формы (процесс придания приблизительной зубчатой формы и процесс придания окончательной зубчатой формы). В дальнейшем в этом документе подробно описывается каждый из процессов. Как описано выше, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, каждый из процессов выполняется при нормальной температуре.
[0129] Процесс вытягивания
Фиг. 56 иллюстрирует состояние до того, как начинается формование в процессе вытягивания. Со ссылкой на фиг. 56, прессовочная машина включает в себя пуансон 332, выталкиватель 333 и матрицу 334, имеющие коаксиально расположенные центральные оси C. Выталкиватель 333 и матрица 334 располагаются таким образом, что они обращены к пуансону 332.
[0130] Как проиллюстрировано на фиг. 58, обрабатываемая деталь 331 представляет собой плоский металлический лист (например, стальной лист), имеющий впадины 331a и вершины 331b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента (центральную ось обрабатываемой детали 331) в качестве центра. Вершины 331b представляют собой части, которые выступают наружу из впадин 331a в радиальном направлении, имеющем ось элемента в качестве центра. Помимо этого, обрабатываемая деталь 331 также имеет наклонные участки 331c, каждый из которых соединяет вершину 331b и впадину 331a между собой.
Впадины 331a становятся частями, соответствующими зубчатым нижним участкам 321b. Числа вершин 331b и впадин 331a совпадают с числом зубьев зубообразного компонента 321 и вершин 331b, наклонные участки 331c и впадины 331a формируются с предварительно определенными пространствами между ними вдоль направления по окружности, имеющего ось элемента в качестве центра.
В случае, если обрабатываемая деталь представляет собой круглый лист, имеющий идентичные внешние диаметры, когда зубчатая форма придается в процессе придания зубчатой формы, материал обрабатываемой детали остается в зубчатых нижних участках зубчатой формы и внутри пространства, сформированного посредством матрицы, и пуансон заполняется на ранней стадии. Следовательно, нагрузка при формовании становится чрезмерной. Чтобы уменьшать нагрузку при формовании, части, соответствующие зубчатым нижним участкам 321b, служат в качестве впадин 331a. Глубина d впадины 331a относительно вершины 331b (длина между внешним периферийным краем вершины 331b и внешним периферийным краем впадины 331a в радиальном направлении, имеющем ось элемента в качестве центра) может задаваться равной приблизительно длине ΔR (=Ra-Rb), полученной посредством вычитания внутреннего радиуса Rb зубчатых нижних участков 321b из внешнего радиуса Ra зубчатых верхних участков 321a зубообразного компонента 321, проиллюстрированного на фиг. 55A. Помимо этого, региональный угол θ1 впадины 331a может задаваться равным приблизительно 1/3 регионального угла одного зуба (θg, проиллюстрированного на фиг. 55A). Помимо этого, региональный угол θ2 наклонного участка 331c может задаваться равным приблизительно 1/6 регионального угла одного зуба (θg, проиллюстрированного на фиг. 55A).
[0131] Пуансон 332 имеет плоскую поверхность 332a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 332b, предоставленную во внешнем периферийном крае плоской поверхности 332a, и боковую поверхность 332c, продолжающуюся через плоскую поверхность 332a и изогнутую поверхность 332b и проходящую в направлении вверх (первом направлении) по фиг. 56, параллельном центральной оси C. Пуансон 332 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0132] Выталкиватель 333 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Выталкиватель 333 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0133] Матрица 334 имеет боковую поверхность 334a, проходящую в первом направлении, изогнутую поверхность 334b, предоставленную в верхнем концевом участке для боковой поверхности 334a, и плоскую поверхность 334c, продолжающуюся через боковую поверхность 334a и изогнутую поверхность 334b и параллельную радиальному направлению, ортогональному к центральной оси C. Матрица 334 имеет закрепленный тип.
[0134] Как проиллюстрировано на фиг. 56, обрабатываемая деталь 331 позиционируется в плоской поверхности 334c матрицы 334 таким образом, что ось элемента обрабатываемой детали 331 совпадает с центральной осью C прессовочной машины. Пуансон 332 перемещается вниз до тех пор, пока концевой участок 331d обрабатываемой детали 331 не пройдет через изогнутую поверхность 334b матрицы 334, и выполняется вытягивание, за счет этого формуя цилиндрический контейнер 335, как проиллюстрировано на фиг. 57. Фиг. 59 иллюстрирует вид внешнего представления цилиндрического контейнера 335. Цилиндрический контейнер 335 имеет нижнюю поверхность 335b и боковую поверхность 335d, продолжающуюся через нижнюю поверхность 335b и изогнутую поверхность 335c, и формуются выступающие участки 335a, реализованные посредством вершин 331b, деформированных таким образом, что они выступают в первом направлении. После формования, выталкиватель 333 поднимается, и цилиндрический контейнер 335 отсоединяется от матрицы 334.
[0135] Процесс увеличения диаметра
Процесс увеличения диаметра имеет первый этап и второй этап.
Фиг. 60 и 61 иллюстрируют состояния до того, как начинается формование на первом этапе процесса увеличения диаметра. Со ссылкой на фиг. 60 и 61, прессовочная машина включает в себя первый пуансон 342, первый выталкиватель 343 и первую матрицу 344, расположенную на внешней периферии первого выталкивателя 343, имеющие коаксиально расположенные центральные оси C. Первый выталкиватель 343 и первая матрица 344 располагаются таким образом, что они обращены к первому пуансону 342.
[0136] Первый пуансон 342 имеет плоскую поверхность 342a, параллельную радиальному направлению, ортогональному к центральной оси C, первую изогнутую поверхность 342b, предоставленную во внешнем периферийном крае плоской поверхности 342a, наклонный участок 342c, продолжающийся через плоскую поверхность 342a и первую изогнутую поверхность 342b и расширяющийся в радиальном направлении, ортогональном к центральной оси C, к направлению вверх (первому направлению) по фиг. 60, параллельному центральной оси C, вторую изогнутую поверхность 342d, предоставленную в верхнем конце наклонного участка 342c, и боковую поверхность 342e, продолжающуюся через наклонный участок 342c и вторую изогнутую поверхность 342d и проходящую в первом направлении. В боковой поверхности 342e, местоположения 342f вершин и местоположения 342g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними, и числа местоположений 342f вершин и местоположений 342g впадин совпадают с числом зубьев зубообразного компонента 321. Желательно, чтобы радиус Rd (длина между внешними периферийными поверхностями местоположений 342f вершин и центральной оси C в радиальном направлении, имеющем центральную ось C в качестве центра) местоположений 342f вершин варьировался от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 321a. Причина описывается в разделе процесса уменьшения диаметра. Первый пуансон 342 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0137] Первый выталкиватель 343 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Первый выталкиватель 343 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0138] Первая матрица 344 имеет первую боковую поверхность 344a, проходящую в первом направлении, плоскую поверхность 344b, продолжающуюся до первой боковой поверхности 344a и параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 344c, продолжающуюся до плоской поверхности 344b и проходящую в первом направлении. Во второй боковой поверхности 344c, местоположения 344d вершин и местоположения 344e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними, и числа местоположений 344d вершин и местоположений 344e впадин совпадают с числом зубьев зубообразного компонента 321. Вторая боковая поверхность 344c располагается в форме смещения в радиальном направлении от боковой поверхности 342e первого пуансона 342 практически на толщину пластины обрабатываемой детали 335. Первая матрица 344 имеет закрепленный тип.
[0139] Как проиллюстрировано на фиг. 61, первый пуансон 342 и первая матрица 344 располагаются таким образом, что местоположения 342f вершин первого пуансона 342 обращены к местоположениям 344e впадин первой матрицы 344, другими словами, местоположения 342g впадин первого пуансона 342 обращены к местоположениям 344d вершин первой матрицы 344.
[0140] Как проиллюстрировано на фиг. 60 и 61, при формовании цилиндрического контейнера 335 в процессе вытягивания, в качестве обрабатываемой детали, цилиндрический контейнер 335 позиционируется на первом выталкивателе 343 и первой матрице 344 таким образом, что ось элемента цилиндрического контейнера 335 совпадает с центральной осью C прессовочной машины. В этом случае, выступающие участки 335a, реализованные посредством деформированных вершин 331b, позиционируются в местоположениях 344e впадин первой матрицы 344. В этом состоянии, первый пуансон 342 перемещается вниз до тех пор, пока плоская поверхность 342a первого пуансона 342 не войдет в контакт с нижней поверхностью 335a цилиндрического контейнера 335, за счет этого формуя первый цилиндрический контейнер 345 с увеличенным диаметром, как проиллюстрировано на фиг. 62. Фиг. 63A и 63B иллюстрируют виды внешнего представления первого цилиндрического контейнера 345 с увеличенным диаметром. В первом цилиндрическом контейнере 345 с увеличенным диаметром, в боковой поверхности 335d цилиндрического контейнера 335, выступающие участки 335a (конкретная часть), реализованные посредством деформированных вершин 331b, увеличиваются в диаметре (в дальнейшем в этом документе, этот участок называется "боковой поверхностью 345a с увеличенным диаметром"). После формования, первый выталкиватель 343 поднимается, и первый цилиндрический контейнер 345 с увеличенным диаметром отсоединяется от первой матрицы 344.
[0141] Фиг. 64 и 65 иллюстрируют состояния до того, как начинается формование на втором этапе процесса увеличения диаметра. Со ссылкой на фиг. 64 и 65, прессовочная машина включает в себя второй пуансон 352, второй выталкиватель 353 и вторую матрицу 354, расположенную на внешней периферии второго выталкивателя 353, имеющие коаксиально расположенные центральные оси C. Второй выталкиватель 353 и вторая матрица 354 располагаются таким образом, что они обращены ко второму пуансону 352.
[0142] Второй пуансон 352 имеет плоскую поверхность 352a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 352b, предоставленную во внешнем периферийном крае плоской поверхности 352a, и боковую поверхность 352c, продолжающуюся через плоскую поверхность 352a и изогнутую поверхность 352b и проходящую в направлении вверх (первом направлении) по фиг. 64, параллельном центральной оси C. Боковая поверхность 352c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 342e первого пуансона 342. В боковой поверхности 352c, местоположения 352d вершин и местоположения 352e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними, и числа местоположений 352d вершин и местоположений 352e впадин совпадают с числом зубьев зубообразного компонента 321. Второй пуансон 352 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0143] Второй выталкиватель 353 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Второй выталкиватель 353 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0144] Вторая матрица 354 имеет первую боковую поверхность 354a, имеющую форму и размеры, идентичные форме и размерам первой матрицы 344 и проходящую в первом направлении, плоскую поверхность 354b, продолжающуюся до первой боковой поверхности 354a и параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 354c, продолжающуюся до плоской поверхности 354b и проходящую в первом направлении. Во второй боковой поверхности 354c, местоположения 354d вершин и местоположения 354e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними, и числа местоположений 354d вершин и местоположений 354e впадин совпадают с числом зубьев зубчатой формы. Вторая матрица 354 имеет закрепленный тип.
[0145] Как проиллюстрировано на фиг. 65, второй пуансон 352 и вторая матрица 354 располагаются таким образом, что местоположения 352d вершин второго пуансона 352 обращены к местоположениям 354e впадин второй матрицы 354, другими словами, местоположения 352e впадин второго пуансона 352 обращены к местоположениям 354d вершин второй матрицы 354.
[0146] Как проиллюстрировано на фиг. 64 и 65, при формовании первого цилиндрического контейнера 345 с увеличенным диаметром на первом этапе, в качестве обрабатываемой детали, первый цилиндрический контейнер 345 с увеличенным диаметром позиционируется на втором выталкивателе 353 и второй матрице 354 таким образом, что ось элемента первого цилиндрического контейнера 345 с увеличенным диаметром совпадает с центральной осью C прессовочной машины. В этом случае, боковая поверхность 345a с увеличенным диаметром позиционируется в местоположениях 354e впадин второй матрицы 354. В этом состоянии, второй пуансон 352 перемещается вниз до тех пор, пока плоская поверхность 352a второго пуансона 352 не войдет в контакт с нижней поверхностью первого цилиндрического контейнера 345 с увеличенным диаметром, за счет этого формуя второй цилиндрический контейнер 355 с увеличенным диаметром, как проиллюстрировано на фиг. 66. Боковая поверхность 355b второго цилиндрического контейнера 355 с увеличенным диаметром имеет форму, стоящую вертикально относительно нижней поверхности 355a. После формования, второй выталкиватель 353 поднимается, и второй цилиндрический контейнер 355 с увеличенным диаметром отсоединяется от второй матрицы 354.
[0147] Процесс уменьшения диаметра
Фиг. 67 иллюстрирует состояние до того, как начинается формование в процессе уменьшения диаметра. Со ссылкой на фиг. 67, прессовочная машина включает в себя пуансон 362, контрпуансон 363 и матрицу 64, расположенную на внешней периферии контрпуансона 363, имеющие коаксиально расположенные центральные оси C. Контрпуансон 363 и матрица 364 располагаются таким образом, что они обращены к пуансону 362.
[0148] Пуансон 362 имеет плоскую поверхность 362a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 362b, предоставленную во внешнем периферийном крае плоской поверхности 362a, и боковую поверхность 362c, продолжающуюся через плоскую поверхность 362a и изогнутую поверхность 362b и проходящую в направлении вверх (первом направлении) по фиг. 67, параллельном центральной оси C. Радиус Re боковой поверхности 362c практически равен внутреннему радиусу Rc зубчатых верхних участков 321a. Пуансон 362 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0149] Контрпуансон 363 имеет плоскую поверхность 363a, параллельную радиальному направлению, ортогональному к центральной оси C, и боковую поверхность 363b, продолжающуюся до плоской поверхности 363a и проходящую в направлении вниз по фиг. 67, параллельном центральной оси C. Радиус Rf боковой поверхности 363b практически равен внешнему радиусу Ra зубчатых верхних участков 321a. Контрпуансон 363 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0150] Матрица 364 имеет боковую поверхность 364a, проходящую в первом направлении, изогнутую поверхность 364b, предоставленную в верхнем концевом участке для боковой поверхности 364a, и наклонный участок 364c, продолжающийся через боковую поверхность 364a и изогнутую поверхность 364b и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению. Радиус Rg боковой поверхности 364a практически равен внешнему радиусу Ra зубчатых верхних участков 321a. Матрица 364 имеет закрепленный тип.
[0151] Как проиллюстрировано на фиг. 67, при формовании второго цилиндрического контейнера 355 с увеличенным диаметром в процессе уменьшения диаметра, в качестве обрабатываемой детали, второй цилиндрический контейнер 355 с увеличенным диаметром позиционируется в плоской поверхности 363a контрпуансона 363 таким образом, что ось элемента второго цилиндрического контейнера 355 с увеличенным диаметром совпадает с центральной осью C прессовочной машины, и нижняя поверхность 355a второго цилиндрического контейнера 355 с увеличенным диаметром зажимается между плоской поверхностью 362a пуансона 362 и плоской поверхностью 363a контрпуансона 363. В этом состоянии, пуансон 362 и контрпуансон 363 перемещаются вниз, за счет этого формуя цилиндрический контейнер 365 с уменьшенным диаметром, как проиллюстрировано на фиг. 68A. Таким образом, как проиллюстрировано на фиг. 68A, в боковой поверхности 355 второго цилиндрического контейнера 355 с увеличенным диаметром, который представляет собой обрабатываемую деталь, боковая поверхность 345a с увеличенным диаметром, увеличенная в диаметре в процессе увеличения диаметра, уменьшается в диаметре вследствие наклонного участка 364c матрицы 364 (в дальнейшем в этом документе, этот участок называется "боковой поверхностью 365b с уменьшенным диаметром"). Угловой участок 365a цилиндрического контейнера 365 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 365a цилиндрического контейнера 365 с уменьшенным диаметром удовлетворяет следующему условному выражению (1).
Здесь, как проиллюстрировано на фиг. 68B, в случае, если цилиндрический контейнер 365 с уменьшенным диаметром просматривается в поперечном сечении, включающем в себя направление центральной оси и радиальное направление цилиндрического контейнера 365 с уменьшенным диаметром, точка пересечения прямой линии L1 в параллельном контакте с нижней поверхностью 365c цилиндрического контейнера 365 с уменьшенным диаметром и прямой линии L2 в параллельном контакте с боковой поверхностью 365b цилиндрического контейнера 365 с уменьшенным диаметром определена как P0. Помимо этого, как проиллюстрировано на фиг. 68B, точка, в которой прямая линия L1 начинает отделение от нижней поверхности 365c цилиндрического контейнера 365 с уменьшенным диаметром, определена как P1, и точка, в которой прямая линия L2 начинает отделение от боковой поверхности 365b цилиндрического контейнера 365 с уменьшенным диаметром, определена как P2. Кроме того, как проиллюстрировано на фиг. 68B, длина между точкой P0 пересечения и точкой P1 на прямой линии L1 определена как ΔR, и длина между точкой P0 пересечения и точкой P2 на прямой линии L2 определена как ΔH.
Условное выражение (1) задается следующим образом посредством использования толщины t пластины цилиндрического контейнера 365 с уменьшенным диаметром и длин ΔR и ΔH.
(ΔR+ΔH)≤2t... (1)
Таким образом, когда угловой участок 365a цилиндрического контейнера 365 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 365a цилиндрического контейнера 365 с уменьшенным диаметром удовлетворяет условному выражению (1), внешний угол углового участка 365a имеет значение, близкое к прямому углу.
Чтобы заставлять внешний угол углового участка 365a цилиндрического контейнера 365 с уменьшенным диаметром иметь значение, более близкое к прямому углу, предпочтительно, чтобы угловой участок 365a цилиндрического контейнера 365 с уменьшенным диаметром увеличивался по толщине таким образом, что внешняя форма углового участка 365a цилиндрического контейнера 365 с уменьшенным диаметром удовлетворяет следующему условному выражению (2).
(ΔR+ΔH)≤1,5t... (2)
[0152] Ниже описывается причина принудительного варьирования требуемого значения для радиуса Rd местоположений 342f вершин боковой поверхности 342e первого пуансона 342 в процессе увеличения диаметра от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 321a. Когда радиус Rd местоположений 342f вершин меньше в 1,08 раза внутреннего радиуса Rc зубчатых верхних участков 321a, уменьшенная величина диаметра в процессе уменьшения диаметра является небольшой, и угловой участок 365a недостаточно увеличивается по толщине, за счет этого приводя к дефекту наложения в последующем процессе придания зубчатой формы. Между тем, когда радиус Rd местоположений 342f вершин превышает в 1,17 раза внутренний радиус Rc зубчатых верхних участков 321a, боковая поверхность 355b является чрезмерно тонкой в процессе увеличения диаметра. Как результат, угловой участок 365a недостаточно увеличивается по толщине, за счет этого приводя к дефекту наложения в последующем процессе придания зубчатой формы.
[0153] Процесс придания приблизительной зубчатой формы
Фиг. 69-72 иллюстрируют состояния до того, как начинается формование в процессе придания приблизительной зубчатой формы. Со ссылкой на фиг. 69-72, прессовочная машина включает в себя внутренний пуансон 372 для придания приблизительной зубчатой формы, внешний пуансон 373 для придания приблизительной зубчатой формы, расположенный на внешней периферии внутреннего пуансона 372, контрпуансон 374 для придания приблизительной зубчатой формы и матрицу 375 для придания приблизительной зубчатой формы, расположенную на внешней периферии контрпуансона 374, имеющие коаксиально расположенные центральные оси C. Контрпуансон 374 и матрица 375 располагаются таким образом, что они обращены к внутреннему пуансону 372 и внешнему пуансону 373.
[0154] Внутренний пуансон 372 имеет плоскую поверхность 372a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 372b, предоставленную во внешнем периферийном крае плоской поверхности 372a, и боковую поверхность 372c, продолжающуюся через плоскую поверхность 372a и изогнутую поверхность 372b и проходящую в направлении вверх (первом направлении) по фиг. 69, параллельном центральной оси C. В боковой поверхности 372c, чтобы формировать зубчатые верхние участки 321a и зубчатые нижние участки 321b, местоположения 372d вершин и местоположения 372e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 372 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0155] Матрица 375 имеет боковую поверхность 375a, проходящую в первом направлении, изогнутую поверхность 375b, предоставленной в верхнем концевом участке для боковой поверхности 375a, и наклонный участок 375c, продолжающийся через боковую поверхность 375a и изогнутую поверхность 375b и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению. В боковой поверхности 375a, чтобы формировать зубчатые верхние участки 321a и зубчатые нижние участки 321b, местоположения 375d вершин и местоположения 375e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Матрица 375 имеет закрепленный тип.
[0156] Как проиллюстрировано на фиг. 71, внутренний пуансон 372 и матрица 375 располагаются таким образом, что местоположения 372d вершин внутреннего пуансона 372 обращены к местоположениям 375e впадин матрицы 375, другими словами, местоположения 372e впадин внутреннего пуансона 372 обращены к местоположениям 375d вершин матрицы 375.
[0157] Внешний пуансон 373 имеет плоскую поверхность 373a, параллельную радиальному направлению, ортогональному к центральной оси C, первую боковую поверхность 373b, продолжающуюся до внутреннего краевого участка для плоской поверхности 373a и проходящую в первом направлении, и вторую боковую поверхность 373c, продолжающуюся до внешнего краевого участка для плоской поверхности 373a и проходящую в первом направлении. В первой боковой поверхности 373b, вдоль боковой поверхности 372c внутреннего пуансона 372, местоположения 373d вершин и местоположения 373e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Помимо этого, во второй боковой поверхности 373c, вдоль боковой поверхности 375a матрицы 375, местоположения 373f вершин и местоположения 373g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 373 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0158] Контрпуансон 374 имеет боковую поверхность 374a, проходящую в первом направлении, и плоскую поверхность 374b, продолжающуюся до боковой поверхности 374a и параллельную радиальному направлению, ортогональному к центральной оси C. В боковой поверхности 374a, вдоль боковой поверхности 375a матрицы 375, местоположения 374d вершин и местоположения 374e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Контрпуансон 374 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0159] Как проиллюстрировано на фиг. 69-72, при формовании цилиндрического контейнера 365 с уменьшенным диаметром в процессе уменьшения диаметра, в качестве обрабатываемой детали, цилиндрический контейнер 365 с уменьшенным диаметром позиционируется в плоской поверхности 374b контрпуансона 374 таким образом, что ось элемента цилиндрического контейнера 365 с уменьшенным диаметром совпадает с центральной осью C прессовочной машины, и нижняя поверхность 365c цилиндрического контейнера 365 с уменьшенным диаметром зажимается между плоской поверхностью 372a внутреннего пуансона 372 и плоской поверхностью 374b контрпуансона 374. В этом случае, боковая поверхность 365b с уменьшенным диаметром позиционируется в местоположениях 375e впадин матрицы 375. Помимо этого, плоская поверхность 373a внешнего пуансона 373 принудительно примыкает к концу 365d с отверстием цилиндрического контейнера 365 с уменьшенным диаметром. В этом состоянии, внутренний пуансон 372, внешний пуансон 373 и контрпуансон 374 перемещаются вниз до тех пор, пока плоская поверхность 373a внешнего пуансона 373 не пройдет через изогнутую поверхность 375b матрицы 375, и приблизительная зубчатая форма придается в боковой поверхности 365b с уменьшенным диаметром (в частях, соответствующих выступающим участкам 335a, реализованным посредством деформированных вершин 331b) цилиндрического контейнера 365 с уменьшенным диаметром, за счет этого формуя изделие 376 после придания приблизительной зубчатой формы, как проиллюстрировано на фиг. 73. Фиг. 74 иллюстрирует вид внешнего представления изделия 376 после придания приблизительной зубчатой формы.
[0160] Процесс придания окончательной зубчатой формы
Фиг. 75-77 иллюстрируют состояния до того, как начинается формование в процессе придания окончательной зубчатой формы после процесса придания приблизительной зубчатой формы. Со ссылкой на фиг. 75-77, прессовочная машина включает в себя внутренний пуансон 382 для придания окончательной зубчатой формы, внешний пуансон 383 для придания окончательной зубчатой формы, расположенный на внешней периферии внутреннего пуансона 382, выталкиватель 384 для придания окончательной зубчатой формы и матрицу 385 для придания окончательной зубчатой формы, расположенную на внешней периферии выталкивателя 384, имеющие коаксиально расположенные центральные оси C. Выталкиватель 384 и матрица 385 располагаются таким образом, что они обращены к внутреннему пуансону 382 и внешнему пуансону 383.
[0161] Внутренний пуансон 382 имеет плоскую поверхность 382a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 382b, предоставленную во внешнем периферийном крае плоской поверхности 382a, и боковую поверхность 382c, продолжающуюся через плоскую поверхность 382a и изогнутую поверхность 382b и проходящую в направлении вверх (первом направлении) по фиг. 75, параллельном центральной оси C. Боковая поверхность 382c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 372c внутреннего пуансона 372 процесса придания приблизительной зубчатой формы, и местоположения 382d вершин и местоположения 382e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 382 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0162] Матрица 385 имеет первую боковую поверхность 385a, проходящую в первом направлении, плоскую поверхность 385b, продолжающуюся до первой боковой поверхности 385a и параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 385c, продолжающуюся до плоской поверхности 385b и проходящую в первом направлении. Вторая боковая поверхность 385c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 375a матрицы 375 процесса придания приблизительной зубчатой формы, и местоположения 385d вершин и местоположения 385e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Матрица 385 имеет закрепленный тип.
[0163] Как проиллюстрировано на фиг. 76, внутренний пуансон 382 и матрица 385 располагаются таким образом, что местоположения 382d вершин внутреннего пуансона 382 обращены к местоположениям 385e впадин матрицы 385, другими словами, местоположения 382e впадин внутреннего пуансона 382 обращены к местоположениям 385d вершин матрицы 385.
[0164] Внешний пуансон 383 имеет плоскую поверхность 383a, параллельную радиальному направлению, ортогональному к центральной оси C, первую боковую поверхность 383b, продолжающуюся до внутреннего краевого участка для плоской поверхности 383a и проходящую в первом направлении, и вторую боковую поверхность 383c, продолжающуюся до внешнего краевого участка для плоской поверхности 383a и проходящую в первом направлении. Первая боковая поверхность 383b имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 373b внешнего пуансона 373 процесса придания приблизительной зубчатой формы, и местоположения 383d вершин и местоположения 383e впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Помимо этого, вторая боковая поверхность 383c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 373c внешнего пуансона 373 процесса придания приблизительной зубчатой формы, местоположения 383f вершин и местоположения 383g впадин, удлиненные в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 383 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0165] Выталкиватель 384 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Выталкиватель 384 имеет подвижный тип, который может подниматься и опускаться посредством источника приведения в действие (не проиллюстрирован).
[0166] Как проиллюстрировано на фиг. 75-77, при формовании изделия 376 после придания приблизительной зубчатой формы в процессе придания приблизительной зубчатой формы, в качестве обрабатываемой детали, нижняя поверхность 376b изделия 376 после придания приблизительной зубчатой формы зажимается между плоской поверхностью 382a внутреннего пуансона 382 и плоской поверхностью 385b матрицы 385 таким образом, что ось элемента изделия 376 после придания приблизительной зубчатой формы совпадает с центральной осью C прессовочной машины. В этом случае, участки 376a вершин приблизительных зубьев изделия 376 после придания приблизительной зубчатой формы позиционируются в местоположениях 385e впадин матрицы 385. В этом состоянии, конец 376c с отверстием изделия 376 после придания приблизительной зубчатой формы прижимается вниз посредством плоской поверхности 383a внешнего пуансона 383 для того, чтобы сжимать боковую поверхность 376d изделия 376 после придания приблизительной зубчатой формы. Соответственно, как проиллюстрировано на фиг. 78, внутренняя часть пространства, окруженного посредством внутреннего пуансона 382, внешнего пуансона 383, выталкивателя 384 и матрицы 385, заполняется материалом. Как результат, окончательные зубчатые формы придаются в качестве зубчатых верхних участков 321a в частях, соответствующих выступающим участкам 335a, реализованным посредством деформированных вершин 331b в боковой поверхности 376d изделия 376 после придания приблизительной зубчатой формы, и зубчатые нижние участки 321b формируются в других частях боковой поверхности 376d (в частях, соответствующих впадинам 331a) изделия 376 после придания приблизительной зубчатой формы. Согласно каждому из процессов, описанных выше, завершается зубообразный компонент 321, имеющий нижнюю поверхность 321c, боковую поверхность 321d, зубчатые верхние участки 321a и зубчатые нижние участки 321b.
[0167] Фиг. 79 иллюстрирует вид внешнего представления зубообразного компонента 321 после того, как придаются зубчатые формы. Дефект наложения на внутренней поверхности 321e углового участка зубообразного компонента 321 не возникает. До того, как придаются зубчатые формы, формование выполняется таким образом, что изогнутая поверхность 382b внутреннего пуансона 382 для придания окончательной зубчатой формы и угловой участок 376e изделия 376 после придания приблизительной зубчатой формы входят в контакт между собой, и внешний угол углового участка 365a цилиндрического контейнера 365 с уменьшенным диаметром регулируется до значения, близкого к прямому углу. Соответственно, в процессе придания окончательной зубчатой формы, можно уменьшать зазор между местом около углового участка, сформированного посредством границы плоской поверхности 385b и боковой поверхности 385c матрицы 385 для придания окончательной зубчатой формы, и угловым участком 376e изделия 376 после придания приблизительной зубчатой формы. Как результат, угловой участок 376e изделия 376 после придания приблизительной зубчатой формы не отделен от изогнутой поверхности 382b внутреннего пуансона 382 в середине процесса придания окончательной зубчатой формы. Следовательно, после того, как заканчивается процесс придания окончательной зубчатой формы, можно получать зубообразный компонент 321, не имеющий дефекта наложения на границе между верхней поверхностью нижней поверхности 321c и внутренней периферийной поверхностью боковой стенки 321d.
[0168] Помимо этого, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 321, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 321, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
[0169] Пятый вариант осуществления
Далее описывается пятый вариант осуществления настоящего изобретения.
Фиг. 80A является видом сверху зубообразного компонента 421, изготовленного посредством способа изготовления зубообразного компонента согласно пятому варианту осуществления. Фиг. 80B является видом в поперечном сечении вдоль A-A зубообразного компонента 421, проиллюстрированного на фиг. 80A. Как проиллюстрировано на фиг. 80A и 80B, зубообразный компонент 421 представляет собой компонент, имеющий цилиндрическую форму с днищем, один концевой участок которой является открытым, и другой концевой участок которой герметизируется в направлении оси элемента (штрихпунктирной линии с одной точкой, проиллюстрированной на фиг. 80B).
Зубообразный компонент 421 имеет нижний участок 4210 контейнера и боковую поверхность 4211. Боковая поверхность 4211 предоставляется таким образом, что она берет начало от внешнего краевого участка нижнего участка 4210 контейнера. Внешний угол углового участка, сформированного посредством нижнего участка 4210 контейнера и боковой поверхности 4211, составляет практически прямой угол. Боковая поверхность 4211 имеет зубчатые верхние участки 421a и зубчатые нижние участки 421b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра. Настоящий вариант осуществления иллюстрирует случай, в котором предусмотрено по восемь зубчатых верхних участков 421a и зубчатых нижних участков 421b. Тем не менее, числа зубчатых верхних участков 421a и зубчатых нижних участков 421b (т.е. число зубьев зубообразного компонента 421) не ограничены восемью при условии, что предусмотрено множество их.
Зубчатые верхние участки 421a представляют собой части, которые выступают дальше наружу, чем зубчатые нижние участки 421b, в радиальном направлении, имеющем ось элемента в качестве центра. Более конкретно, как проиллюстрировано на фиг. 80A, внешние периферийные поверхности зубчатых верхних участков 421a позиционируются на окружности с радиусом Ra, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых верхних участков 421a и внешние периферийные поверхности зубчатых нижних участков 421b позиционируются на окружности с радиусом Rc, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых нижних участков 421b позиционируются на окружности с радиусом Rb, имеющей ось элемента в качестве центра. В дальнейшем в этом документе, радиус Ra называется "внешним радиусом" зубчатых верхних участков 421a. Радиус Rc называется "внутренним радиусом" зубчатых верхних участков 421a. Радиус Rb называется "внутренним радиусом" зубчатых нижних участков 421b.
Помимо этого, на фиг. 80A, θg указывает угол между зубчатыми верхними участками 421a, смежными друг с другом вдоль направления по окружности, имеющего ось элемента в качестве центра.
[0170] Зубообразный компонент 421, изготовленный посредством способа изготовления зубообразного компонента согласно настоящему варианту осуществления, характеризуется посредством естественного отсутствия дефекта наложения, отсутствия штамповочного уклона и наличия размерной точности по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
В настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента (подробнее поясняется ниже). Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 421, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 421, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
Чтобы изготавливать такой зубообразный компонент 421, способ изготовления зубообразного компонента согласно пятому варианту осуществления включает в себя процесс вытягивания, процесс увеличения диаметра, процесс уменьшения диаметра и процесс придания зубчатой формы. В дальнейшем в этом документе подробно описывается каждый из процессов. Как описано выше, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, каждый из процессов выполняется при нормальной температуре.
[0171] Процесс вытягивания
Фиг. 81 и 82 являются видами в поперечном сечении, соответственно, и схематично иллюстрирующими состояниями до формования и после формования в процессе вытягивания. Как проиллюстрировано на фиг. 81 и 82, прессовочная машина, используемая в процессе вытягивания, включает в себя пуансон 432, выталкиватель 433 и матрицу 434, имеющие коаксиально расположенные центральные оси C. Выталкиватель 433 и матрица 434 располагаются таким образом, что они обращены к пуансону 432.
[0172] Пуансон 432 имеет плоскую поверхность 432a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 432b, предоставленную во внешнем краевом участке для плоской поверхности 432a, и боковую поверхность 432c, продолжающуюся через плоскую поверхность 432a и изогнутую поверхность 432b и удлиненную в направлении вверх (первом направлении) по фиг. 81 в направлении, параллельном центральной оси C. Пуансон 432 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0173] Выталкиватель 433 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Выталкиватель 433 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие (не проиллюстрирован).
[0174] Матрица 434 имеет боковую поверхность 434a, удлиненную в первом направлении, изогнутую поверхность 434b, предоставленную в верхнем концевом участке для боковой поверхности 434a, и плоскую поверхность 434c, удлиненную в радиальном направлении, ортогональном к центральной оси, через боковую поверхность 434a и изогнутую поверхность 434b. Матрица 434 имеет закрепленный тип.
[0175] В процессе вытягивания, обрабатываемая деталь 431, которая представляет собой плоский металлический лист, имеющий круглую форму (например, стальной лист), формуется вытягиванием, за счет этого формуя цилиндрический контейнер 435. Цилиндрический контейнер 435, формованный в этом процессе вытягивания, имеет нижний участок 4351 контейнера, имеющий практически круглую форму при виде сверху, изогнутую поверхность 4352 контейнера, предоставленную во внешнем краевом участке нижнего участка 4351 контейнера, и боковую поверхность 4353 контейнера, продолжающуюся до нижнего участка 4351 контейнера через изогнутую поверхность 4352 контейнера. Во-первых, как проиллюстрировано на фиг. 81, обрабатываемая деталь 431 позиционируется в плоской поверхности 434c матрицы 434 таким образом, что ось элемента обрабатываемой детали 431 совпадает с центральной осью C прессовочной машины. Как проиллюстрировано на фиг. 82, пуансон 432 перемещается вниз до тех пор, пока концевой участок 431a обрабатываемой детали 431 не пройдет через изогнутую поверхность 434b матрицы 434, за счет этого выполняя вытягивание. Таким образом, формуется цилиндрический контейнер 435. После формования цилиндрического контейнера 435, выталкиватель 433 поднимается, и цилиндрический контейнер 435 отсоединяется от матрицы 434.
[0176] Процесс увеличения диаметра
Процесс увеличения диаметра имеет первый этап и второй этап. Фиг. 83 и 84 являются видами, схематично иллюстрирующими состояния до того, как начинается первый этап процесса увеличения диаметра. Фиг. 83 является видом в поперечном сечении вдоль A-A по фиг. 84, а фиг. 84 является видом сверху. Как проиллюстрировано на фиг. 83 и 84, прессовочная машина, используемая на первом этапе процесса увеличения диаметра, включает в себя первый пуансон 442, первый выталкиватель 443 и первую матрицу 444, имеющие коаксиально расположенные центральные оси C. Первый выталкиватель 443 и первая матрица 444 располагаются таким образом, что они обращены к первому пуансону 442.
[0177] Первый пуансон 442 имеет плоскую поверхность 442a, первую изогнутую поверхность 442b, наклонный участок 442c, вторую изогнутую поверхность 442d и боковую поверхность 442e. Плоская поверхность 442a представляет собой участок, параллельный радиальному направлению, ортогональному к центральной оси C. Первая изогнутая поверхность 442b предоставляется во внешнем краевом участке для плоской поверхности 442a. Наклонный участок 442c продолжается через плоскую поверхность 442a и первую изогнутую поверхность 442b, является параллельным центральной оси C и расширяется в радиальном направлении, ортогональном к центральной оси C, к направлению вверх (первому направлению) по фиг. 83. Вторая изогнутая поверхность 442d предоставляется в верхнем концевом участке наклонного участка 442c. Боковая поверхность 442e продолжается через наклонный участок 442c и вторую изогнутую поверхность 442d и является удлиненным в первом направлении. Кроме того, в боковой поверхности 442e, множество местоположений 442f вершин и множество местоположений 442g впадин, удлиненных вдоль первого направления, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Числа местоположений 442f вершин и местоположений 442g впадин совпадают с числами зубчатых верхних участков 421a и зубчатых нижних участков 421b (числом зубьев) зубообразного компонента 421. Желательно, чтобы внешний радиус Rd местоположений 442f вершин (длина между внешними периферийными поверхностями местоположений 442f вершин и центральной оси C в радиальном направлении, имеющем центральную ось C в качестве центра) варьировался от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 421a зубообразного компонента 421. Причина описывается в разделе процесса уменьшения диаметра. Первый пуансон 442 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0178] Первый выталкиватель 443 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Первый выталкиватель 443 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие (не проиллюстрирован).
[0179] Первая матрица 444 имеет закрепленный тип. Первая матрица 444 имеет первую боковую поверхность 444a, удлиненную в первом направлении, параллельном центральной оси C, плоскую поверхность 444b, продолжающуюся до первой боковой поверхности 444a и параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 444c, продолжающуюся до плоской поверхности 444b и удлиненную в первом направлении. Вторая боковая поверхность 444c смещается в радиальном направлении от боковой поверхности 442e первого пуансона 442 практически на толщину пластины обрабатываемой детали 431 (металлического листа) и имеет множество местоположений 444d вершин и множество местоположений 444e впадин, попеременно размещаемых в направлении по окружности.
[0180] На первом этапе процесса увеличения диаметра, как проиллюстрировано на фиг. 83 и 84, при формовании цилиндрического контейнера 435 в процессе формования вытягиванием, в качестве обрабатываемой детали 441, первый цилиндрический контейнер 445 с увеличенным диаметром формируется посредством увеличения диаметра боковой поверхности 4353 контейнера для цилиндрического контейнера 435. Во-первых, как проиллюстрировано на фиг. 83 и 84, обрабатываемая деталь 441 позиционируется на первом выталкивателе 443 и первой матрице 444 таким образом, что ось элемента обрабатываемой детали 441 (цилиндрического контейнера 435) совпадает с центральной осью C прессовочной машины. Как проиллюстрировано на фиг. 85, первый пуансон 442 перемещается вниз до тех пор, пока плоская поверхность 442a первого пуансона 442 не войдет в контакт с нижней поверхностью 445a первого цилиндрического контейнера 445 с увеличенным диаметром, за счет этого выполняя формование увеличения диаметра. Согласно первому этапу процесса увеличения диаметра, множество частей боковой поверхности 4353 контейнера (конкретных частей, в которых должны формироваться зубчатые верхние участки 421a зубообразного компонента 421) цилиндрического контейнера 435 проталкиваются наружу в радиальном направлении посредством местоположений 442f вершин первого пуансона 442 и увеличиваются в диаметре, за счет этого реализуя множество боковых поверхностей 445b с увеличенным диаметром. Таким образом, формуется первый цилиндрический контейнер 445 с увеличенным диаметром, имеющий множество боковых поверхностей 445b с увеличенным диаметром. Фиг. 86A и 86B являются видами внешнего представления первого цилиндрического контейнера 445 с увеличенным диаметром, в котором боковые поверхности 445b с увеличенным диаметром формируются посредством процесса увеличения диаметра. Фиг. 86A является видом сверху первого цилиндрического контейнера 445 с увеличенным диаметром, а фиг. 86B является видом в перспективе первого цилиндрического контейнера 445 с увеличенным диаметром. Как проиллюстрировано на фиг. 86A и 86B, первый цилиндрический контейнер 445 с увеличенным диаметром имеет множество боковых поверхностей 445b с увеличенным диаметром, в которых формируются зубчатые верхние участки 421a зубообразного компонента 421. После того, как заканчивается первый этап процесса увеличения диаметра, первый выталкиватель 443 поднимается, и первый цилиндрический контейнер 445 с увеличенным диаметром отсоединяется от первой матрицы 444.
[0181] Фиг. 87 и 88 являются видами, схематично иллюстрирующими состояния до формования на втором этапе из процесса увеличения диаметра. Фиг. 87 является видом в поперечном сечении вдоль A-A по фиг. 88, а фиг. 88 является видом сверху. Как проиллюстрировано на фиг. 87 и 88, прессовочная машина, используемая на втором этапе процесса увеличения диаметра, включает в себя второй пуансон 452, второй выталкиватель 453 и вторую матрицу 454, имеющие коаксиально расположенные центральные оси C. Второй выталкиватель 453 и вторая матрица 454 располагаются таким образом, что они обращены ко второму пуансону 452.
[0182] Второй пуансон 452 имеет плоскую поверхность 452a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 452b, предоставленную во внешнем краевом участке для плоской поверхности 452a, и боковую поверхность 452c, продолжающуюся через плоскую поверхность 452a и изогнутую поверхность 452b, параллельную центральной оси C и удлиненную в направлении вверх (первом направлении) по фиг. 87. Боковая поверхность 452c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 442e первого пуансона 442. В боковой поверхности 452c, множество местоположений 452d вершин и множество местоположений 452e впадин, удлиненных вдоль первого направления, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Числа местоположений 452d вершин и местоположений 452e впадин совпадают с числами зубчатых верхних участков 421a и зубчатых нижних участков 421b (числом зубьев) зубообразного компонента 421. Второй пуансон 452 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0183] Второй выталкиватель 453 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Второй выталкиватель 453 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие (не проиллюстрирован).
[0184] Вторая матрица 454 имеет форму и размеры, идентичные форме и размерам первой матрицы 444 первого этапа. Таким образом, вторая матрица 454 имеет первую боковую поверхность 454a, параллельную центральной оси C и удлиненную в первом направлении, плоскую поверхность 454b, параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 454c, удлиненную в первом направлении. Во второй боковой поверхности 454c, множество местоположений 454d вершин и множество местоположений 454e впадин, удлиненных в направлении, параллельном центральной оси C, предоставляются таким образом, что они попеременно размещаются в направлении по окружности. Аналогично первой матрице 444, числа множества местоположений 454d вершин и множества местоположений 454e впадин совпадают с числами зубчатых верхних участков 421a и зубчатых нижних участков 421b (числом зубьев) зубообразного компонента 421.
[0185] На втором этапе, при формовании первого цилиндрического контейнера 445 с увеличенным диаметром на первом этапе, в качестве обрабатываемой детали 451, формуется второй цилиндрический контейнер 455 с увеличенным диаметром, имеющий форму, в которой боковая поверхность 455b стоит вертикально относительно нижней поверхности 455a. Во-первых, как проиллюстрировано на фиг. 87, первый цилиндрический контейнер 445 с увеличенным диаметром (обрабатываемая деталь 451) позиционируется на плоской поверхности 454b второй матрицы 454 таким образом, что ось элемента обрабатываемой детали 451 (первого цилиндрического контейнера 445 с увеличенным диаметром) совпадает с центральной осью C прессовочной машины, и боковые поверхности 445b с увеличенным диаметром, увеличенные в диаметре на первом этапе, позиционируются в местоположениях 454e впадин второй матрицы 454. Как проиллюстрировано на фиг. 89, второй пуансон 452 перемещается вниз до тех пор, пока плоская поверхность 452a второго пуансона 452 не войдет в контакт с нижней поверхностью 445a первого цилиндрического контейнера 445 с увеличенным диаметром. Соответственно, формуется второй цилиндрический контейнер 455 с увеличенным диаметром. Боковая поверхность 455b второго цилиндрического контейнера 455 с увеличенным диаметром формируется таким образом, что она имеет форму стояния вертикально относительно нижней поверхности 455a. После того, как формуется второй цилиндрический контейнер 455 с увеличенным диаметром, второй выталкиватель 453 поднимается, и второй цилиндрический контейнер 455 с увеличенным диаметром отсоединяется от второй матрицы 454.
[0186] Процесс уменьшения диаметра
Фиг. 90 является видом в поперечном сечении, схематично иллюстрирующим состояние до того, как формование выполняется посредством процесса уменьшения диаметра. Как проиллюстрировано на фиг. 90, прессовочная машина, используемая в процессе уменьшения диаметра, включает в себя пуансон 462, контрпуансон 463 и матрицу 464, имеющие коаксиально расположенные центральные оси C. Контрпуансон 463 и матрица 464 располагаются таким образом, что они обращены к пуансону 462.
[0187] Пуансон 462 имеет плоскую поверхность 462a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 462b, предоставленную в периферийном краевом участке для плоской поверхности 462a, и боковую поверхность 462c, продолжающуюся через плоскую поверхность 462a и изогнутую поверхность 462b, параллельную центральной оси C и удлиненную в направлении вверх (первом направлении) по фиг. 90. Внешний радиус Re боковой поверхности 462c практически равен внутреннему радиусу Rc зубчатых верхних участков 421a зубообразного компонента 421. Пуансон 462 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0188] Контрпуансон 463 имеет плоскую поверхность 463a, параллельную радиальному направлению, ортогональному к центральной оси C, и боковую поверхность 463b, удлиненную в направлении вниз по фиг. 90 вдоль центральной оси C. Радиус Rf боковой поверхности 463b практически равен внешнему радиусу Ra зубчатых верхних участков 421a зубообразного компонента 421. Контрпуансон 463 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0189] Матрица 464 имеет закрепленный тип. Матрица 464 имеет боковую поверхность 464a, параллельную центральной оси C и удлиненную в первом направлении, которое представляет собой направление вверх на фиг. 90, изогнутую поверхность 464b, предоставленную в верхнем концевом участке для боковой поверхности 464a, и наклонный участок 464c, продолжающийся через боковую поверхность 464a и изогнутую поверхность 464b и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению. Внутренний радиус Rg боковой поверхности 464a практически равен внешнему радиусу Ra зубчатых верхних участков 421a зубообразного компонента 421.
[0190] В процессе уменьшения диаметра, второй цилиндрический контейнер 455 с увеличенным диаметром служит в качестве обрабатываемой детали 461. Во-первых, второй цилиндрический контейнер 455 с увеличенным диаметром (обрабатываемая деталь 461) позиционируется в плоской поверхности 463a контрпуансона 463 таким образом, что ось элемента обрабатываемой детали 461 (второй цилиндрический контейнер 455 с увеличенным диаметром) совпадает с центральной осью C прессовочной машины. В состоянии, в котором нижняя поверхность 461a обрабатываемой детали 461 зажимается между плоской поверхностью 462a пуансона 462 и плоской поверхностью 463a контрпуансона 463, пуансон 462 и контрпуансон 463 перемещаются вниз. Фиг. 91A является видом в поперечном сечении, схематично иллюстрирующим состояние, в котором пуансон 462 и контрпуансон 463 перемещаются вниз. Таким образом, боковая поверхность 461b с увеличенным диаметром, увеличенная в диаметре в процессе увеличения диаметра, уменьшается в диаметре посредством наклонного участка 464c матрицы 464, за счет этого формируя боковую поверхность с уменьшенным диаметром. Кроме того, угловой участок 465a (участок заплечика) цилиндрического контейнера 465 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 465a цилиндрического контейнера 465 с уменьшенным диаметром удовлетворяет следующему условному выражению (1).
Здесь, как проиллюстрировано на фиг. 91B, в случае, если цилиндрический контейнер 465 с уменьшенным диаметром просматривается в поперечном сечении, включающем в себя направление центральной оси и радиальное направление цилиндрического контейнера 465 с уменьшенным диаметром, точка пересечения прямой линии L1 в параллельном контакте с нижней поверхностью 465c цилиндрического контейнера 465 с уменьшенным диаметром и прямой линии L2 в параллельном контакте с боковой поверхностью 465b цилиндрического контейнера 465 с уменьшенным диаметром определена как P0. Помимо этого, как проиллюстрировано на фиг. 91B, точка, в которой прямая линия L1 начинает отделение от нижней поверхности 465c цилиндрического контейнера 465 с уменьшенным диаметром, определена как P1, и точка, в которой прямая линия L2 начинает отделение от боковой поверхности 465b цилиндрического контейнера 465 с уменьшенным диаметром, определена как P2. Кроме того, как проиллюстрировано на фиг. 91B, длина между точкой P0 пересечения и точкой P1 на прямой линии L1 определена как ΔR, и длина между точкой P0 пересечения и точкой P2 на прямой линии L2 определена как ΔH.
Условное выражение (1) задается следующим образом посредством использования толщины t пластины цилиндрического контейнера 465 с уменьшенным диаметром и длин ΔR и ΔH.
(ΔR+ΔH)≤2t... (1)
Таким образом, когда угловой участок 465a цилиндрического контейнера 465 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 465a цилиндрического контейнера 465 с уменьшенным диаметром удовлетворяет условному выражению (1), внешний угол углового участка 465a имеет значение, близкое к прямому углу.
Чтобы заставлять внешний угол углового участка 465a цилиндрического контейнера 465 с уменьшенным диаметром иметь значение, более близкое к прямому углу, предпочтительно, чтобы угловой участок 465a цилиндрического контейнера 465 с уменьшенным диаметром увеличивался по толщине таким образом, что внешняя форма углового участка 465a цилиндрического контейнера 465 с уменьшенным диаметром удовлетворяет следующему условному выражению (2).
(ΔR+ΔH)≤1,5t... (2)
[0191] Ниже описывается причина принудительного варьирования требуемого значения для радиуса Rd местоположений 442f вершин боковой поверхности 442e первого пуансона 442 в процессе увеличения диаметра от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 421a зубообразного компонента 421. Когда радиус Rd местоположений 442f вершин меньше в 1,08 раза внутреннего радиуса Rc зубчатых верхних участков 421a, уменьшенная величина диаметра в процессе уменьшения диаметра является небольшой, и угловой участок 465a недостаточно увеличивается по толщине, за счет этого приводя к вероятности того, что дефект наложения возникает в последующем процессе придания зубчатой формы. Между тем, когда радиус Rd местоположений 442f вершин превышает в 1,17 раза внутренний радиус Rc зубчатых верхних участков 421a, боковая поверхность 455b является чрезмерно тонкой в процессе увеличения диаметра. Как результат, угловой участок 465a недостаточно увеличивается по толщине, за счет этого вызывая вероятность того, что дефект наложения возникает в последующем процессе придания зубчатой формы. Следовательно, желательно, чтобы радиус Rd местоположений 442f вершин боковой поверхности 442e первого пуансона 442 в процессе увеличения диаметра варьировался от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 421a зубообразного компонента 421.
[0192] Процесс придания зубчатой формы
Фиг. 92-95 являются видами, схематично иллюстрирующими состояния до того, как формование выполняется посредством процесса придания зубчатой формы. Фиг. 92 является видом в поперечном сечении вдоль плоскости, проходящей через центральную ось C (видом в поперечном сечении вдоль D-D по фиг. 94). Фиг. 93 является видом в поперечном сечении вдоль A-A по фиг. 92. Фиг. 94 является B-направленным видом (видом сверху) по фиг. 92. Фиг. 95 является E-направленным видом (видом снизу) по фиг. 92. Как проиллюстрировано на схемах, прессовочная машина, используемая в процессе придания зубчатой формы, включает в себя внутренний пуансон 472, внешний пуансон 473, контрпуансон 474 и матрицу 475, имеющие коаксиально расположенные центральные оси C. Контрпуансон 474 и матрица 475 располагаются таким образом, что они обращены к внутреннему пуансону 472.
[0193] Внутренний пуансон 472 имеет плоскую поверхность 472a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 472b, предоставленную во внешнем краевом участке для плоской поверхности 472a, и боковую поверхность 472c, продолжающуюся через плоскую поверхность 472a и изогнутую поверхность 472b и удлиненную в направлении вверх (первом направлении) по фиг. 92 вдоль центральной оси C. В боковой поверхности 472c, чтобы формировать зубчатые верхние участки 421a и зубчатые нижние участки 421b зубообразного компонента 421, множество местоположений 472d вершин и множество местоположений 472e впадин, удлиненных параллельно первому направлению, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 472 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0194] Матрица 475 имеет закрепленный тип. Матрица 475 имеет боковую поверхность 475a, удлиненную параллельно первому направлению, изогнутую поверхность 475b, предоставленную в верхнем концевом участке для боковой поверхности 475a, и наклонный участок 475c, продолжающийся через боковую поверхность 475a и изогнутую поверхность 475b и расширяющийся в радиальном направлении, ортогональном к центральной оси C, к первому направлению. В боковой поверхности 475a, чтобы формировать зубчатые верхние участки 421a и зубчатые нижние участки 421b зубообразного компонента 421, множество местоположений 475d вершин и множество местоположений 475e впадин, удлиненных в направлении, параллельном первому направлению, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними.
[0195] Внешний пуансон 473 имеет трубчатую форму и предоставляется вдоль внешней периферии внутреннего пуансона 472. Внешний пуансон 473 имеет плоскую поверхность 473a, параллельную радиальному направлению, ортогональному к центральной оси C, первую боковую поверхность 473b, находящуюся в контакте с краевым участком для плоской поверхности 473a на стороне небольшого диаметра и удлиненную в первом направлении, и вторую боковую поверхность 473c, находящуюся в контакте с краевым участком для плоской поверхности 473a на стороне большого диаметра и удлиненную в первом направлении. Как проиллюстрировано на фиг. 96, плоская поверхность 473a имеет утопленный участок 473d, части которого, соответствующие зубчатым нижним участкам 421b (частям между зубчатыми верхними участками 421a, смежными друг с другом) зубообразного компонента 421, утоплены в первом направлении. В первой боковой поверхности 473b, вдоль боковой поверхности 472c внутреннего пуансона 472, множество местоположений 473e вершин и множество местоположений 473f впадин, удлиненных в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Во второй боковой поверхности 473c, вдоль боковой поверхности 475a матрицы 475, множество местоположений 473g вершин и множество местоположений 473h впадин, удлиненных в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 473 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, вдоль внешней периферии внутреннего пуансона 472 посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0196] Контрпуансон 474 имеет боковую поверхность 474a, удлиненную в первом направлении, и плоскую поверхность 474b, продолжающуюся до боковой поверхности 474a и параллельную радиальному направлению, ортогональному к центральной оси C. В боковой поверхности 474a, вдоль боковой поверхности 475a матрицы 475, множество местоположений 474d вершин и множество местоположений 474e впадин, удлиненных в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Контрпуансон 474 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0197] В процессе придания зубчатой формы, при формовании цилиндрического контейнера 465 с уменьшенным диаметром в процессе уменьшения диаметра, описанном выше, в качестве обрабатываемой детали 471 формируется зубообразный компонент 421. Во-первых, как проиллюстрировано на фиг. 93, цилиндрический контейнер 465 с уменьшенным диаметром (обрабатываемая деталь 471) позиционируется в плоской поверхности 474b контрпуансона 474 таким образом, что ось элемента обрабатываемой детали 471 (цилиндрического контейнера 465 с уменьшенным диаметром) совпадает с центральной осью C прессовочной машины, и боковая поверхность 471a с уменьшенным диаметром (уменьшенная в диаметре) боковой поверхности контейнера 465b цилиндрического контейнера 465 с уменьшенным диаметром позиционируется в местоположениях 475e впадин матрицы 475. Нижняя поверхность 465c обрабатываемой детали 471 зажимается между плоской поверхностью 472a внутреннего пуансона 472 и плоской поверхностью 474b контрпуансона 474, и плоская поверхность 473a внешнего пуансона 473 находится в состоянии примыкания к концевому участку 465d обрабатываемой детали 471. В этом состоянии, как проиллюстрировано на фиг. 97, внутренний пуансон 472, внешний пуансон 473 и контрпуансон 474 перемещаются вниз до тех пор, пока плоская поверхность 473a внешнего пуансона 473 не пройдет через изогнутую поверхность 475b матрицы 475. Затем, в состоянии, в котором внутренний пуансон 472, контрпуансон 474 и матрица 475 закрепляются, внешний пуансон 473 перемещается вниз для того, чтобы сжимать боковую поверхность 471d обрабатываемой детали 471. Соответственно, как проиллюстрировано на фиг. 97, внутренняя часть пространства, окруженного посредством внутреннего пуансона 472, внешнего пуансона 473, контрпуансона 474 и матрицы 475, заполняется материалом. Как результат, зубчатые верхние участки 421a формируются в боковой поверхности 471a с уменьшенным диаметром цилиндрического контейнера 465 с уменьшенным диаметром (обрабатываемой детали 471), и зубчатые нижние участки 421b формируются в других частях боковой поверхности 471d цилиндрического контейнера 465 с уменьшенным диаметром (обрабатываемой детали 471). Согласно каждому из процессов, описанных выше, завершается зубообразный компонент 421, имеющий нижнюю поверхность 421c, боковую поверхность 421d, завершаются зубчатые верхние участки 421a и зубчатые нижние участки 421b.
[0198] Фиг. 98 является видом, схематично иллюстрирующим внешнее представление зубообразного компонента 421 после того, как придаются зубчатые формы. Согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, на внутренней поверхности 4213 углового участка зубообразного компонента 421, может предотвращаться возникновение дефекта наложения. Таким образом, в способе изготовления зубообразного компонента согласно настоящему варианту осуществления, до того, как придаются зубчатые формы, формование выполняется таким образом, что изогнутая поверхность 472b внутреннего пуансона 472 и угловой участок 471d обрабатываемой детали 471 (цилиндрического контейнера 465 с уменьшенным диаметром) входят в контакт между собой, и внешний угол углового участка 265a обрабатываемой детали 471 (цилиндрического контейнера 465 с уменьшенным диаметром) регулируется до значения, близкого к прямому углу. Соответственно, в процессе придания зубчатой формы, можно уменьшать зазор между местом около углового участка, в котором плоская поверхность 474b контрпуансона 474 и боковая поверхность 475a матрицы 475 входят в контакт между собой, и угловым участком 471d обрабатываемой детали 471. Как результат, угловой участок 471d обрабатываемой детали 471 (цилиндрического контейнера 465 с уменьшенным диаметром) не отделен от изогнутой поверхности 472b внутреннего пуансона 472 в середине процесса придания зубчатой формы. Следовательно, после того, как заканчивается процесс придания зубчатой формы, можно получать зубообразный компонент 421, не имеющий дефекта наложения на границе между верхней поверхностью нижней поверхности 421c и внутренней периферийной поверхностью боковой стенки 421d.
[0199] Помимо этого, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 421, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 421, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
[0200] Плоская поверхность 473a внешнего пуансона 473 имеет утопленный участок 473d, части которого, соответствующие зубчатым нижним участкам 421b зубообразного компонента 421, утоплены. Следовательно, обрабатываемая деталь 471 не входит в контакт со всей плоской поверхностью 473a, и увеличение нагрузки при формовании, вызываемое вследствие гидростатического давления, может уменьшаться. Форма паза конкретно не регулируется при условии, что паз имеет форму, в которой плоская поверхность 473a не заполняется обрабатываемой деталью 471.
[0201] Зубообразный компонент 421 имеет форму, в которой концевые участки зубчатых нижних участков 421b выступают. Тем не менее, как проиллюстрировано на фиг. 80A и 80B, в случае, если концевые участки должны быть сглаженными, после процесса придания зубчатой формы, может быть предусмотрен процесс, в котором концевые участки зубообразного компонента 421 подвергаются машинной обработке и сглаживаются. Конкретный способ обработки машинной обработки не ограничен конкретным образом, и могут применяться различные типы известной обработки машинной обработки.
[0202] Шестой вариант осуществления
Далее описывается шестой вариант осуществления настоящего изобретения.
Фиг. 99A является видом сверху зубообразного компонента 521, изготовленного посредством способа изготовления зубообразного компонента согласно шестому варианту осуществления. Фиг. 99B является видом в поперечном сечении вдоль A-A зубообразного компонента 521, проиллюстрированного на фиг. 99A. Как проиллюстрировано на фиг. 99A и 99B, зубообразный компонент 521 представляет собой компонент, имеющий цилиндрическую форму с днищем, один концевой участок которой является открытым, и другой концевой участок которой герметизируется в направлении оси элемента (штрихпунктирной линии с одной точкой, проиллюстрированной на фиг. 99B).
Зубообразный компонент 521 имеет нижний участок 5210 контейнера и боковую поверхность 5211. Боковая поверхность 5211 предоставляется таким образом, что она берет начало от внешнего краевого участка нижнего участка 5210 контейнера. Внешний угол углового участка, сформированного посредством нижнего участка 5210 контейнера и боковой поверхности 5211, составляет практически прямой угол. Боковая поверхность 5211 имеет зубчатые верхние участки 521a и зубчатые нижние участки 521b, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра. Настоящий вариант осуществления иллюстрирует случай, в котором предусмотрено по восемь зубчатых верхних участков 521a и зубчатых нижних участков 521b. Тем не менее, числа зубчатых верхних участков 521a и зубчатых нижних участков 521b (т.е. число зубьев зубообразного компонента 521) не ограничены восемью при условии, что предусмотрено множество их.
Зубчатые верхние участки 521a представляют собой части, которые выступают дальше наружу, чем зубчатые нижние участки 521b, в радиальном направлении, имеющем ось элемента в качестве центра. Более конкретно, как проиллюстрировано на фиг. 99A, внешние периферийные поверхности зубчатых верхних участков 521a позиционируются на окружности с радиусом Ra, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых верхних участков 521a и внешние периферийные поверхности зубчатых нижних участков 521b позиционируются на окружности с радиусом Rc, имеющей ось элемента в качестве центра. Внутренние периферийные поверхности зубчатых нижних участков 521b позиционируются на окружности с радиусом Rb, имеющей ось элемента в качестве центра. В дальнейшем в этом документе, радиус Ra называется "внешним радиусом" зубчатых верхних участков 521a. Радиус Rc называется "внутренним радиусом" зубчатых верхних участков 521a. Радиус Rb называется "внутренним радиусом" зубчатых нижних участков 521b.
Помимо этого, на фиг. 99A, θg указывает угол между зубчатыми верхними участками 521a, смежными друг с другом вдоль направления по окружности, имеющего ось элемента в качестве центра.
[0203] Зубообразный компонент 521, изготовленный посредством способа изготовления зубообразного компонента согласно настоящему варианту осуществления, характеризуется посредством естественного отсутствия дефекта наложения, отсутствия штамповочного уклона и наличия размерной точности по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
В настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента (подробнее поясняется ниже). Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 521, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 521, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
Чтобы изготавливать такой зубообразный компонент 521, способ изготовления зубообразного компонента 521 согласно шестому варианту осуществления включает в себя процесс вытягивания, процесс увеличения диаметра, процесс уменьшения диаметра и процесс придания зубчатой формы (процесс придания приблизительной зубчатой формы и процесс придания окончательной зубчатой формы). В дальнейшем в этом документе подробно описывается каждый из процессов. Как описано выше, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, каждый из процессов выполняется при нормальной температуре.
[0204] Процесс вытягивания
Фиг. 100 и 101 являются видами в поперечном сечении, соответственно, и схематично иллюстрирующими состояниями до формования и после формования в процессе вытягивания. Как проиллюстрировано на фиг. 100 и 101, прессовочная машина, используемая в процессе вытягивания, включает в себя пуансон 532, выталкиватель 533 и матрицу 534, имеющие коаксиально расположенные центральные оси C. Выталкиватель 533 и матрица 534 располагаются таким образом, что они обращены к пуансону 532.
[0205] Пуансон 532 имеет плоскую поверхность 532a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 532b, предоставленную во внешнем краевом участке для плоской поверхности 532a, и боковую поверхность 532c, продолжающуюся через плоскую поверхность 532a и изогнутую поверхность 532b и удлиненную в направлении вверх (первом направлении) по фиг. 100 в направлении, параллельном центральной оси C. Пуансон 532 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0206] Выталкиватель 533 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Выталкиватель 533 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие (не проиллюстрирован).
[0207] Матрица 534 имеет боковую поверхность 534a, удлиненную в первом направлении, изогнутую поверхность 534b, предоставленную в верхнем концевом участке для боковой поверхности 534a, и плоскую поверхность 534c, удлиненную в радиальном направлении, ортогональном к центральной оси, через боковую поверхность 534a и изогнутую поверхность 534b. Матрица 534 имеет закрепленный тип.
[0208] В процессе вытягивания, обрабатываемая деталь 531, которая представляет собой плоский металлический лист, имеющий круглую форму (например, стальной лист), формуется вытягиванием, за счет этого формуя цилиндрический контейнер 535. Цилиндрический контейнер 535, формованный в этом процессе вытягивания, имеет нижний участок 5351 контейнера, имеющий практически круглую форму при виде сверху, изогнутую поверхность 5352 контейнера, предоставленную во внешнем краевом участке нижнего участка 5351 контейнера, и боковую поверхность 5353 контейнера, продолжающуюся до нижнего участка 5351 контейнера через изогнутую поверхность 5352 контейнера. Во-первых, как проиллюстрировано на фиг. 100, обрабатываемая деталь 531 позиционируется в плоской поверхности 534c матрицы 534 таким образом, что ось элемента обрабатываемой детали 531 совпадает с центральной осью C прессовочной машины. Как проиллюстрировано на фиг. 101, пуансон 532 перемещается вниз до тех пор, пока концевой участок 531a обрабатываемой детали 531 не пройдет через изогнутую поверхность 534b матрицы 534, за счет этого выполняя вытягивание. Таким образом, формуется цилиндрический контейнер 535. После формования цилиндрического контейнера 535, выталкиватель 533 поднимается, и цилиндрический контейнер 535 отсоединяется от матрицы 534.
[0209] Процесс увеличения диаметра
Процесс увеличения диаметра имеет первый этап и второй этап. Фиг. 102 и 103 являются видами, схематично иллюстрирующими состояния до того, как начинается первый этап процесса увеличения диаметра. Фиг. 102 является видом в поперечном сечении вдоль A-A по фиг. 103, а фиг. 103 является видом сверху. Как проиллюстрировано на фиг. 102 и 103, прессовочная машина, используемая на первом этапе процесса увеличения диаметра, включает в себя первый пуансон 542, первый выталкиватель 543 и первую матрицу 544, имеющие коаксиально расположенные центральные оси C. Первый выталкиватель 543 и первая матрица 544 располагаются таким образом, что они обращены к первому пуансону 542.
[0210] Первый пуансон 542 имеет плоскую поверхность 542a, первую изогнутую поверхность 542b, наклонный участок 542c, вторую изогнутую поверхность 542d и боковую поверхность 542e. Плоская поверхность 542a представляет собой участок, параллельный радиальному направлению, ортогональному к центральной оси C. Первая изогнутая поверхность 542b предоставляется во внешнем краевом участке для плоской поверхности 542a. Наклонный участок 542c продолжается через плоскую поверхность 542a и первую изогнутую поверхность 542b, является параллельным центральной оси C и расширяется в радиальном направлении, ортогональном к центральной оси C, к направлению вверх (первому направлению) по фиг. 102. Вторая изогнутая поверхность 542d предоставляется в верхнем концевом участке наклонного участка 542c. Боковая поверхность 542e продолжается через наклонный участок 542c и вторую изогнутую поверхность 542d и является удлиненным в первом направлении. Кроме того, в боковой поверхности 542e, множество местоположений 542f вершин и множество местоположений 542g впадин, удлиненных вдоль первого направления, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Числа местоположений 542f вершин и местоположений 542g впадин совпадают с числами зубчатых верхних участков 521a и зубчатых нижних участков 521b (числом зубьев) зубообразного компонента 521. Желательно, чтобы внешний радиус Rd местоположений 542f вершин (длина между внешними периферийными поверхностями местоположений 542f вершин и центральной оси C в радиальном направлении, имеющем центральную ось C в качестве центра) варьировался от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 521a зубообразного компонента 521. Причина описывается в разделе процесса уменьшения диаметра. Первый пуансон 542 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0211] Первый выталкиватель 543 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Первый выталкиватель 543 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие (не проиллюстрирован).
[0212] Первая матрица 544 имеет закрепленный тип. Первая матрица 544 имеет первую боковую поверхность 544a, удлиненную в первом направлении, параллельном центральной оси C, плоскую поверхность 544b, продолжающуюся до первой боковой поверхности 544a и параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 544c, продолжающуюся до плоской поверхности 544b и удлиненную в первом направлении. Вторая боковая поверхность 544c смещается в радиальном направлении от боковой поверхности 542e первого пуансона 542 практически на толщину пластины обрабатываемой детали 531 (металлического листа) и имеет множество местоположений 544d вершин и множество местоположений 544e впадин, попеременно размещаемых в направлении по окружности.
[0213] На первом этапе процесса увеличения диаметра, как проиллюстрировано на фиг. 102 и 103, при формовании цилиндрического контейнера 535 в процессе формования вытягиванием, в качестве обрабатываемой детали 541, первый цилиндрический контейнер 545 с увеличенным диаметром формируется посредством увеличения диаметра боковой поверхности 5353 контейнера для цилиндрического контейнера 535. Во-первых, как проиллюстрировано на фиг. 102 и 103, обрабатываемая деталь 541 позиционируется на первом выталкивателе 543 и первой матрице 544 таким образом, что ось элемента обрабатываемой детали 541 (цилиндрического контейнера 535) совпадает с центральной осью C прессовочной машины. Как проиллюстрировано на фиг. 104, первый пуансон 542 перемещается вниз до тех пор, пока плоская поверхность 542a первого пуансона 542 не войдет в контакт с нижней поверхностью 545a первого цилиндрического контейнера 545 с увеличенным диаметром, за счет этого выполняя формование увеличения диаметра. Согласно первому этапу процесса увеличения диаметра, множество частей боковой поверхности 5353 контейнера (конкретных частей, в которых должны формироваться зубчатые верхние участки 521a зубообразного компонента 521) цилиндрического контейнера 535 проталкиваются наружу в радиальном направлении посредством местоположений 542f вершин первого пуансона 542 и увеличиваются в диаметре, за счет этого реализуя множество боковых поверхностей 545b с увеличенным диаметром. Таким образом, формуется первый цилиндрический контейнер 545 с увеличенным диаметром, имеющий множество боковых поверхностей 545b с увеличенным диаметром. Фиг. 105A и 105B являются видами внешнего представления первого цилиндрического контейнера 545 с увеличенным диаметром, в котором боковые поверхности 545b с увеличенным диаметром формируются посредством процесса увеличения диаметра. Фиг. 105A является видом сверху первого цилиндрического контейнера 545 с увеличенным диаметром, а фиг. 105B является видом в перспективе первого цилиндрического контейнера 545 с увеличенным диаметром. Как проиллюстрировано на фиг. 105A и 105B, первый цилиндрический контейнер 545 с увеличенным диаметром имеет множество боковых поверхностей 545b с увеличенным диаметром, в которых формируются зубчатые верхние участки 521a зубообразного компонента 521. После того, как заканчивается первый этап процесса увеличения диаметра, первый выталкиватель 543 поднимается, и первый цилиндрический контейнер 545 с увеличенным диаметром отсоединяется от первой матрицы 544.
[0214] Фиг. 106 и 107 являются видами, схематично иллюстрирующими состояния до формования на втором этапе из процесса увеличения диаметра. Фиг. 106 является видом в поперечном сечении вдоль A-A по фиг. 107. Фиг. 107 является видом сверху. Как проиллюстрировано на фиг. 106 и 107, прессовочная машина, используемая на втором этапе процесса увеличения диаметра, включает в себя второй пуансон 552, второй выталкиватель 553 и вторую матрицу 554, имеющие коаксиально расположенные центральные оси C. Второй выталкиватель 553 и вторая матрица 554 располагаются таким образом, что они обращены ко второму пуансону 552.
[0215] Второй пуансон 552 имеет плоскую поверхность 552a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 552b, предоставленную во внешнем краевом участке для плоской поверхности 552a, и боковую поверхность 552c, продолжающуюся через плоскую поверхность 552a и изогнутую поверхность 552b, параллельную центральной оси C и удлиненную в направлении вверх (первом направлении) по фиг. 106. Боковая поверхность 552c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 542e первого пуансона 542. В боковой поверхности 552c, множество местоположений 552d вершин и множество местоположений 552e впадин, удлиненных вдоль первого направления, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Числа местоположений 552d вершин и местоположений 552e впадин совпадают с числами зубчатых верхних участков 521a и зубчатых нижних участков 521b (числом зубьев) зубообразного компонента 521. Второй пуансон 552 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0216] Второй выталкиватель 553 имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы и пуансона. Второй выталкиватель 553 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие (не проиллюстрирован).
[0217] Вторая матрица 554 имеет форму и размеры, идентичные форме и размерам первой матрицы 544 первого этапа. Таким образом, вторая матрица 554 имеет первую боковую поверхность 554a, параллельную центральной оси C и удлиненную в первом направлении, плоскую поверхность 554b, параллельную радиальному направлению, ортогональному к центральной оси C, и вторую боковую поверхность 554c, удлиненную в первом направлении. Во второй боковой поверхности 554c, множество местоположений 554d вершин и множество местоположений 554e впадин, удлиненных в направлении, параллельном центральной оси C, предоставляются таким образом, что они попеременно размещаются в направлении по окружности. Аналогично первой матрице 544, числа множества местоположений 554d вершин и множества местоположений 554e впадин совпадают с числами зубчатых верхних участков 521a и зубчатых нижних участков 521b (числом зубьев) зубообразного компонента 521.
[0218] На втором этапе, при формовании первого цилиндрического контейнера 545 с увеличенным диаметром на первом этапе, в качестве обрабатываемой детали 551, формуется второй цилиндрический контейнер 555 с увеличенным диаметром, имеющий форму, в которой боковая поверхность 555b стоит вертикально относительно нижней поверхности 555a. Во-первых, как проиллюстрировано на фиг. 106, первый цилиндрический контейнер 545 с увеличенным диаметром (обрабатываемая деталь 551) позиционируется на плоской поверхности 554b второй матрицы 554 таким образом, что ось элемента обрабатываемой детали 551 (первого цилиндрического контейнера 545 с увеличенным диаметром) совпадает с центральной осью C прессовочной машины, и боковые поверхности 545b с увеличенным диаметром, увеличенные в диаметре на первом этапе, позиционируются в местоположениях 554e впадин второй матрицы 554. Как проиллюстрировано на фиг. 108, второй пуансон 552 перемещается вниз до тех пор, пока плоская поверхность 552a второго пуансона 552 не войдет в контакт с нижней поверхностью 545a первого цилиндрического контейнера 545 с увеличенным диаметром. Соответственно, формуется второй цилиндрический контейнер 555 с увеличенным диаметром. Боковая поверхность 555b второго цилиндрического контейнера 555 с увеличенным диаметром формируется таким образом, что она имеет форму стояния вертикально относительно нижней поверхности 555a. После того, как формуется второй цилиндрический контейнер 555 с увеличенным диаметром, второй выталкиватель 553 поднимается, и второй цилиндрический контейнер 555 с увеличенным диаметром отсоединяется от второй матрицы 554.
[0219] Процесс уменьшения диаметра
Фиг. 109 является видом в поперечном сечении, схематично иллюстрирующим состояние до того, как формование выполняется посредством процесса уменьшения диаметра. Как проиллюстрировано на фиг. 109, прессовочная машина, используемая в процессе уменьшения диаметра, включает в себя пуансон 562, контрпуансон 563 и матрицу 564, имеющие коаксиально расположенные центральные оси C. Контрпуансон 563 и матрица 564 располагаются таким образом, что они обращены к пуансону 562.
[0220] Пуансон 562 имеет плоскую поверхность 562a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 562b, предоставленную в периферийном краевом участке для плоской поверхности 562a, и боковую поверхность 562c, продолжающуюся через плоскую поверхность 562a и изогнутую поверхность 562b, параллельную центральной оси C и удлиненную в направлении вверх (первом направлении) по фиг. 109. Внешний радиус Re боковой поверхности 562c практически равен внутреннему радиусу Rc зубчатых верхних участков 521a зубообразного компонента 521. Пуансон 562 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0221] Контрпуансон 563 имеет плоскую поверхность 563a, параллельную радиальному направлению, ортогональному к центральной оси C, и боковую поверхность 563b, удлиненную в направлении вниз по фиг. 109 вдоль центральной оси C. Радиус Rf боковой поверхности 563b практически равен внешнему радиусу Ra зубчатых верхних участков 521a зубообразного компонента 521. Контрпуансон 563 имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0222] Матрица 564 имеет закрепленный тип. Матрица 564 имеет боковую поверхность 564a, параллельную центральной оси C и удлиненную в первом направлении, которое представляет собой направление вверх на фиг. 109, изогнутую поверхность 564b, предоставленную в верхнем концевом участке для боковой поверхности 564a, и наклонный участок 564c, продолжающийся через боковую поверхность 564a и изогнутую поверхность 564b и расширяющийся в радиальном направлении, ортогональном к центральной оси, к первому направлению. Внутренний радиус Rg боковой поверхности 564a практически равен внешнему радиусу Ra зубчатых верхних участков 521a зубообразного компонента 521.
[0223] В процессе уменьшения диаметра, второй цилиндрический контейнер 555 с увеличенным диаметром служит в качестве обрабатываемой детали 561. Во-первых, второй цилиндрический контейнер 555 с увеличенным диаметром (обрабатываемая деталь 561) позиционируется в плоской поверхности 563a контрпуансона 563 таким образом, что ось элемента обрабатываемой детали 561 (второй цилиндрический контейнер 555 с увеличенным диаметром) совпадает с центральной осью C прессовочной машины. В состоянии, в котором нижняя поверхность 561a обрабатываемой детали 561 зажимается между плоской поверхностью 562a пуансона 562 и плоской поверхностью 563a контрпуансона 563, пуансон 562 и контрпуансон 563 перемещаются вниз. Фиг. 110A является видом в поперечном сечении, схематично иллюстрирующим состояние, в котором пуансон 562 и контрпуансон 563 перемещаются вниз. Таким образом, боковая поверхность 561b с увеличенным диаметром, увеличенная в диаметре в процессе увеличения диаметра, уменьшается в диаметре посредством наклонного участка 564c матрицы 564, за счет этого формируя боковую поверхность с уменьшенным диаметром. Кроме того, угловой участок 565a (участок заплечика) цилиндрического контейнера 565 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 565a цилиндрического контейнера 565 с уменьшенным диаметром удовлетворяет следующему условному выражению (1).
Здесь, как проиллюстрировано на фиг. 110B, в случае, если цилиндрический контейнер 565 с уменьшенным диаметром просматривается в поперечном сечении, включающем в себя направление центральной оси и радиальное направление цилиндрического контейнера 565 с уменьшенным диаметром, точка пересечения прямой линии L1 в параллельном контакте с нижней поверхностью 565c цилиндрического контейнера 565 с уменьшенным диаметром и прямой линии L2 в параллельном контакте с боковой поверхностью 565b цилиндрического контейнера 565 с уменьшенным диаметром определена как P0. Помимо этого, как проиллюстрировано на фиг. 110B, точка, в которой прямая линия L1 начинает отделение от нижней поверхности 565c цилиндрического контейнера 565 с уменьшенным диаметром, определена как P1, и точка, в которой прямая линия L2 начинает отделение от боковой поверхности 565b цилиндрического контейнера 565 с уменьшенным диаметром, определена как P2. Кроме того, как проиллюстрировано на фиг. 110B, длина между точкой P0 пересечения и точкой P1 на прямой линии L1 определена как ΔR, и длина между точкой P0 пересечения и точкой P2 на прямой линии L2 определена как ΔH.
Условное выражение (1) задается следующим образом посредством использования толщины t пластины цилиндрического контейнера 565 с уменьшенным диаметром и длин ΔR и ΔH.
(ΔR+ΔH)≤2t... (1)
Таким образом, когда угловой участок 565a цилиндрического контейнера 565 с уменьшенным диаметром увеличивается по толщине таким образом, что внешняя форма углового участка 565a цилиндрического контейнера 565 с уменьшенным диаметром удовлетворяет условному выражению (1), внешний угол углового участка 565a имеет значение, близкое к прямому углу.
Чтобы заставлять внешний угол углового участка 565a цилиндрического контейнера 565 с уменьшенным диаметром иметь значение, более близкое к прямому углу, предпочтительно, чтобы угловой участок 565a цилиндрического контейнера 565 с уменьшенным диаметром увеличивался по толщине таким образом, что внешняя форма углового участка 565a цилиндрического контейнера 565 с уменьшенным диаметром удовлетворяет следующему условному выражению (2).
(ΔR+ΔH)≤1,5t... (2)
[0224] Ниже описывается причина принудительного варьирования требуемого значения для радиуса Rd местоположений 542f вершин боковой поверхности 542e первого пуансона 542 в процессе увеличения диаметра от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 521a зубообразного компонента 521. Когда радиус Rd местоположений 542f вершин меньше в 1,08 раза внутреннего радиуса Rc зубчатых верхних участков 521a, уменьшенная величина диаметра в процессе уменьшения диаметра является небольшой, и угловой участок 565a недостаточно увеличивается по толщине, за счет этого приводя к вероятности того, что дефект наложения возникает в последующем процессе придания приблизительной зубчатой формы и процессе придания окончательной зубчатой формы. Между тем, когда радиус Rd местоположений 542f вершин превышает в 1,17 раза внутренний радиус Rc зубчатых верхних участков 521a, боковая поверхность 555b является чрезмерно тонкой в процессе увеличения диаметра. Как результат, угловой участок 565a недостаточно увеличивается по толщине, за счет этого вызывая вероятность того, что дефект наложения возникает в последующем процессе придания приблизительной зубчатой формы и процессе придания окончательной зубчатой формы. Следовательно, желательно, чтобы радиус Rd местоположений 542f вершин боковой поверхности 542e первого пуансона 542 в процессе увеличения диаметра варьировался от 1,08 раз до 1,17 раза относительно внутреннего радиуса Rc зубчатых верхних участков 521a зубообразного компонента 521.
[0225] Процесс придания приблизительной зубчатой формы
Фиг. 111-114 являются видами, схематично иллюстрирующими состояния до того, как формование выполняется посредством процесса придания приблизительной зубчатой формы. Фиг. 111 является видом в поперечном сечении вдоль плоскости, проходящей через центральную ось C (видом в поперечном сечении вдоль D-D по фиг. 113). Фиг. 112 является видом в поперечном сечении вдоль A-A по фиг. 111. Фиг. 113 является B-направленным видом (видом сверху) по фиг. 111. Фиг. 114 является E-направленным видом (видом снизу) по фиг. 111. Как проиллюстрировано на схемах, прессовочная машина, используемая в процессе придания приблизительной зубчатой формы, включает в себя внутренний пуансон 572 для придания приблизительной зубчатой формы, внешний пуансон 573 для придания приблизительной зубчатой формы, контрпуансон 574 для придания приблизительной зубчатой формы и матрицу 575 для придания приблизительной зубчатой формы, имеющие коаксиально расположенные центральные оси C. Контрпуансон 574 для придания приблизительной зубчатой формы и матрица 575 для придания приблизительной зубчатой формы располагаются таким образом, что они обращены к внутреннему пуансону 572 для придания приблизительной зубчатой формы.
[0226] Внутренний пуансон 572 для придания приблизительной зубчатой формы имеет плоскую поверхность 572a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 572b, предоставленную во внешнем краевом участке для плоской поверхности 572a, и боковую поверхность 572c, продолжающуюся через плоскую поверхность 572a и изогнутую поверхность 572b и удлиненную в направлении вверх (первом направлении) по фиг. 111 вдоль центральной оси C. В боковой поверхности 572c, чтобы формировать зубчатые верхние участки 521a и зубчатые нижние участки 521b зубообразного компонента 521, множество местоположений 572d вершин и множество местоположений 572e впадин, удлиненных параллельно первому направлению, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 572 для придания приблизительной зубчатой формы имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0227] Матрица 575 для придания приблизительной зубчатой формы имеет закрепленный тип. Матрица 575 для придания приблизительной зубчатой формы имеет боковую поверхность 575a, удлиненную параллельно первому направлению, изогнутую поверхность 575b, предоставленную в верхнем концевом участке для боковой поверхности 575a, и наклонный участок 575c, продолжающийся через боковую поверхность 575a и изогнутую поверхность 575b и расширяющийся в радиальном направлении, ортогональном к центральной оси C, к первому направлению. В боковой поверхности 575a, чтобы формировать зубчатые верхние участки 521a и зубчатые нижние участки 521b зубообразного компонента 521, множество местоположений 575d вершин и множество местоположений 575e впадин, удлиненных в направлении, параллельном первому направлению, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними.
[0228] Внешний пуансон 573 для придания приблизительной зубчатой формы имеет трубчатую форму и предоставляется вдоль внешней периферии внутреннего пуансона 572 для придания приблизительной зубчатой формы. Внешний пуансон 573 для придания приблизительной зубчатой формы имеет плоскую поверхность 573a, параллельную радиальному направлению, ортогональному к центральной оси C, первую боковую поверхность 573b, находящуюся в контакте с краевым участком для плоской поверхности 573a на стороне небольшого диаметра и удлиненную в первом направлении, и вторую боковую поверхность 573c, находящуюся в контакте с краевым участком для плоской поверхности 573a на стороне большого диаметра и удлиненную в первом направлении. Как проиллюстрировано на фиг. 115, плоская поверхность 573a имеет утопленный участок 573d, части которого, соответствующие зубчатым нижним участкам 521b (частям между зубчатыми верхними участками 521a, смежными друг с другом) зубообразного компонента 521, утоплены в первом направлении. В первой боковой поверхности 573b, вдоль боковой поверхности 572c внутреннего пуансона 572 для придания приблизительной зубчатой формы, множество местоположений 573e вершин и множество местоположений 573f впадин, удлиненных в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Во второй боковой поверхности 573c, вдоль боковой поверхности 575a матрицы 575 для придания приблизительной зубчатой формы, множество местоположений 573g вершин и множество местоположений 573h впадин, удлиненных в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 573 для придания приблизительной зубчатой формы имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, вдоль внешней периферии внутреннего пуансона 572 для придания приблизительной зубчатой формы посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0229] Контрпуансон 574 для придания приблизительной зубчатой формы имеет боковую поверхность 574a, удлиненную в первом направлении, и плоскую поверхность 574b, продолжающуюся до боковой поверхности 574a и параллельную радиальному направлению, ортогональному к центральной оси C. В боковой поверхности 574a, вдоль боковой поверхности 575a матрицы 575 для придания приблизительной зубчатой формы, множество местоположений 574d вершин и множество местоположений 574e впадин, удлиненных в первом направлении, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Контрпуансон 574 для придания приблизительной зубчатой формы имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0230] В процессе придания приблизительной зубчатой формы, при формовании цилиндрического контейнера 565 с уменьшенным диаметром в процессе уменьшения диаметра, описанном выше, в качестве обрабатываемой детали 571 формируется приблизительно зубообразный компонент 576. Во-первых, как проиллюстрировано на фиг. 112, цилиндрический контейнер 565 с уменьшенным диаметром (обрабатываемая деталь 571) позиционируется в плоской поверхности 574b контрпуансона 574 для придания приблизительной зубчатой формы таким образом, что ось элемента обрабатываемой детали 571 (цилиндрического контейнера 565 с уменьшенным диаметром) совпадает с центральной осью C прессовочной машины, и боковая поверхность 571a с уменьшенным диаметром (уменьшенная в диаметре) боковой поверхности 565b контейнера для цилиндрического контейнера 565 с уменьшенным диаметром позиционируется в местоположениях 575e впадин матрицы 575 для придания приблизительной зубчатой формы. Нижняя поверхность 565c обрабатываемой детали 571 зажимается между плоской поверхностью 572a внутреннего пуансона 572 для придания приблизительной зубчатой формы и плоской поверхностью 574b контрпуансона 574 для придания приблизительной зубчатой формы, и плоская поверхность 573a внешнего пуансона 573 для придания приблизительной зубчатой формы находится в состоянии примыкания к концевому участку 565d обрабатываемой детали 571. В этом состоянии, как проиллюстрировано на фиг. 116, внутренний пуансон 572 для придания приблизительной зубчатой формы, внешний пуансон 573 для придания приблизительной зубчатой формы и контрпуансон 574 для придания приблизительной зубчатой формы перемещаются вниз до тех пор, пока плоская поверхность 573a внешнего пуансона 573 для придания приблизительной зубчатой формы не пройдет через изогнутую поверхность 575b матрицы 575 для придания приблизительной зубчатой формы. Соответственно, приблизительные зубчатые формы (участки 581a вершин приблизительных зубьев) придаются в боковой поверхности 571a с уменьшенным диаметром обрабатываемой детали 571 (цилиндрического контейнера 565 с уменьшенным диаметром), за счет этого формируя приблизительно зубообразный компонент 576. Фиг. 117 является видом, схематично иллюстрирующим внешнее представление приблизительно зубообразного компонента 576 после того, как придаются приблизительные зубчатые формы.
[0231] Плоская поверхность 573a внешнего пуансона 573 для придания приблизительной зубчатой формы имеет утопленный участок 573d, части которого, соответствующие зубчатым нижним участкам 521b зубообразного компонента 521, утоплены. Следовательно, обрабатываемая деталь 571 не входит в контакт со всей плоской поверхностью 573a, и увеличение нагрузки при формовании, вызываемое вследствие гидростатического давления, может уменьшаться. Форма паза конкретно не регулируется при условии, что паз имеет форму, в которой плоская поверхность 573a не заполняется обрабатываемой деталью 571.
[0232] Процесс придания окончательной зубчатой формы
Фиг. 118-120 являются видами, схематично иллюстрирующими состояния до формования в процессе придания окончательной зубчатой формы после процесса придания приблизительной зубчатой формы. Фиг. 118 является видом в поперечном сечении вдоль D-D по фиг. 120. Фиг. 119 является видом сверху в поперечном сечении вдоль A-A по фиг. 118. Фиг. 120 является E-направленным видом по фиг. 118. Как проиллюстрировано на схемах, прессовочная машина, используемая в процессе придания окончательной зубчатой формы, включает в себя внутренний пуансон 582 для придания окончательной зубчатой формы, внешний пуансон 583 для придания окончательной зубчатой формы, выталкиватель 584 для придания окончательной зубчатой формы и матрицу 585 для придания окончательной зубчатой формы, имеющие коаксиально расположенные центральные оси C. Выталкиватель 584 для придания окончательной зубчатой формы и матрица 585 для придания окончательной зубчатой формы располагаются таким образом, что они обращены к внутреннему пуансону 582 для придания окончательной зубчатой формы.
[0233] Внутренний пуансон 582 для придания окончательной зубчатой формы имеет плоскую поверхность 582a, параллельную радиальному направлению, ортогональному к центральной оси C, изогнутую поверхность 582b и боковую поверхность 582c, продолжающуюся через плоскую поверхность 582a и изогнутую поверхность 582b и удлиненную в направлении вверх (первом направлении) по фиг. 118 в направлении, параллельном центральной оси C. Боковая поверхность 582c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 572c внутреннего пуансона 572 для придания приблизительной зубчатой формы, используемого в процессе придания приблизительной зубчатой формы. В боковой поверхности 582c, множество местоположений 582d вершин и множество местоположений 582e впадин, удлиненных в направлении, параллельном первому направлению, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внутренний пуансон 582 для придания окончательной зубчатой формы имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0234] Матрица 585 для придания окончательной зубчатой формы имеет закрепленный тип и имеет первую боковую поверхность 585a, удлиненную в первом направлении, плоскую поверхность 585b, продолжающуюся до первой боковой поверхности 585a и параллельную радиальному направлению, ортогональному к центральной оси, и вторую боковую поверхность 585c, продолжающуюся до плоской поверхности 585b и удлиненную в первом направлении. Вторая боковая поверхность 585c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 575c матрицы 575 для придания приблизительной зубчатой формы процесса придания приблизительной зубчатой формы. Во второй боковой поверхности 585c, множество местоположений 585d вершин и множество местоположений 585e впадин, удлиненных в направлении, параллельном первому направлению, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними.
[0235] Внешний пуансон 583 для придания окончательной зубчатой формы имеет форму, практически равную внешнему пуансону 573 для придания приблизительной зубчатой формы. Таким образом, внешний пуансон 583 для придания окончательной зубчатой формы имеет трубчатую форму и располагается вдоль внешней периферии внутреннего пуансона 582 для придания окончательной зубчатой формы. Внешний пуансон 583 для придания окончательной зубчатой формы имеет плоскую поверхность 583a, первую боковую поверхность 583b и вторую боковую поверхность 583c. Плоская поверхность 583a представляет собой участок, параллельный радиальному направлению, ортогональному к центральной оси C. Первая боковая поверхность 583b находится в контакте с краевым участком для плоской поверхности 583a на стороне небольшого диаметра и является удлиненным в первом направлении вдоль боковой поверхности 582c внутреннего пуансона 582 для придания окончательной зубчатой формы. Вторая боковая поверхность 583c находится в контакте с краевым участком для плоской поверхности 583a на стороне большого диаметра и является удлиненным в первом направлении вдоль второй боковой поверхности 585c матрицы 585 для придания окончательной зубчатой формы. Как проиллюстрировано на фиг. 121, плоская поверхность 583a имеет утопленный участок 583d, части которого, соответствующие зубчатым нижним участкам 521b (частям между зубчатыми верхними участками 521a, смежными друг с другом) зубообразного компонента 521, утоплены. Первая боковая поверхность 583b имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 573b внешнего пуансона 573 для придания приблизительной зубчатой формы, используемого в процессе придания приблизительной зубчатой формы. В первой боковой поверхности 583b, множество местоположений 583e вершин и множество местоположений 583f впадин, удлиненных в направлении, параллельном первому направлению, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Вторая боковая поверхность 583c имеет форму и размеры поперечного сечения, ортогонального к центральной оси C, идентичные форме и размерам боковой поверхности 573c внешнего пуансона 573 для придания приблизительной зубчатой формы, используемого в процессе придания приблизительной зубчатой формы. Во второй боковой поверхности 583c, множество местоположений 583g вершин и множество местоположений 583h впадин, удлиненных в направлении, параллельном первому направлению, попеременно формируются в направлении по окружности с предварительно определенными пространствами между ними. Внешний пуансон 583 для придания окончательной зубчатой формы имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0236] Выталкиватель 584 для придания окончательной зубчатой формы имеет столбчатую форму и используется для отсоединения формованного изделия от матрицы. Выталкиватель 584 для придания окончательной зубчатой формы имеет подвижный тип, который может совершать возвратно-поступательное движение (может подниматься и опускаться) в направлении, параллельном центральной оси C, посредством источника приведения в действие с механическим приводом (с гидравлическим приводом, с сервоприводом и т.п.) (не проиллюстрирован).
[0237] Нижняя поверхность 581b обрабатываемой детали 581 зажимается между плоской поверхностью 582a внутреннего пуансона 582 для придания окончательной зубчатой формы и плоской поверхностью 585b матрицы 585 для придания окончательной зубчатой формы таким образом, что ось элемента обрабатываемой детали 581 (изделия 576 после придания приблизительной зубчатой формы) совпадает с центральной осью C прессовочной машины, и участки 581a вершин приблизительных зубьев приблизительно зубообразного компонента 576 (обрабатываемой детали 581) позиционируются в местоположениях 585e впадин матрицы 585 для придания окончательной зубчатой формы. В этом состоянии, конец 581c с отверстием обрабатываемой детали 581 прижимается вниз посредством плоской поверхности 583a внешнего пуансона 583 для придания окончательной зубчатой формы для того, чтобы сжимать боковую поверхность 581d обрабатываемой детали 581. Соответственно, как проиллюстрировано на фиг. 122, внутренняя часть пространства, окруженного посредством внутреннего пуансона 582 для придания окончательной зубчатой формы, внешнего пуансона 583 для придания окончательной зубчатой формы, выталкивателя 584 для придания окончательной зубчатой формы и матрицы 585 для придания окончательной зубчатой формы, заполняется обрабатываемой деталью 581. Как результат, окончательные зубчатые формы придаются в качестве зубчатых верхних участков 521a в конкретных частях (частях, в которых формируются участки 581a вершин приблизительных зубьев) изделия 576 после придания приблизительной зубчатой формы (обрабатываемой детали 581) боковой поверхности 581d, и зубчатые нижние участки 521b формируются в других частях боковой поверхности 581d изделия 576 после придания приблизительной зубчатой формы (обрабатываемой детали 581). Согласно каждому из процессов, описанных выше, завершается зубообразный компонент 521, имеющий нижнюю поверхность 521c, боковую поверхность 521d, зубчатые верхние участки 521a и зубчатые нижние участки 521b.
[0238] Фиг. 123 является видом внешнего представления зубообразного компонента 521 после того, как придаются окончательные зубчатые формы. Согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, на внутренней поверхности 5213 углового участка зубообразного компонента 521, может предотвращаться возникновение дефекта наложения. Таким образом, в способе изготовления зубообразного компонента согласно настоящему варианту осуществления, до того, как придаются окончательные зубчатые формы, формование выполняется таким образом, что изогнутая поверхность 582b внутреннего пуансона 582 для придания окончательной зубчатой формы и угловой участок 581e обрабатываемой детали 581 входят в контакт между собой, и внешний угол углового участка 565a цилиндрического контейнера 565 с уменьшенным диаметром регулируется до значения, близкого к прямому углу. Соответственно, в процессе придания окончательной зубчатой формы, можно уменьшать зазор между местом около углового участка, сформированного посредством границы плоской поверхности 585b и боковой поверхности 585c матрицы 585 для придания окончательной зубчатой формы, и угловым участком 581e обрабатываемой детали 581. Как результат, угловой участок 581e обрабатываемой детали 581 не отделен от изогнутой поверхности 582b внутреннего пуансона 582 для придания окончательной зубчатой формы в середине процесса придания окончательной зубчатой формы. Следовательно, после того, как заканчивается процесс придания окончательной зубчатой формы, можно получать зубообразный компонент 521, не имеющий дефекта наложения на границе между верхней поверхностью нижней поверхности 521c и внутренней периферийной поверхностью боковой стенки 521d.
[0239] Помимо этого, в настоящем варианте осуществления, холодная ковка используется в качестве способа изготовления зубообразного компонента. Следовательно, по сравнению с зубообразным компонентом, изготовленным посредством горячей ковки, можно получать зубообразный компонент 521, не имеющий штамповочного уклона и имеющий размерную точность, в десять раз большую по толщине, без выполнения процесса машинной обработки. Таким образом, согласно способу изготовления зубообразного компонента в настоящем варианте осуществления, можно получать высококачественный зубообразный компонент 521, не имеющий дефекта наложения и штамповочного уклона и имеющий размерную точность по толщине в диапазоне от ±0,05 мм до ±0,3 мм.
[0240] Плоская поверхность 583a внешнего пуансона 583 для придания окончательной зубчатой формы имеет утопленный участок 583d, части которого, соответствующие зубчатым нижним участкам 521b зубообразного компонента 521, утоплены. Следовательно, обрабатываемая деталь 581 не входит в контакт со всей плоской поверхностью 583a, и увеличение нагрузки при формовании, вызываемое вследствие гидростатического давления, может уменьшаться. Форма паза конкретно не регулируется при условии, что паз имеет форму, в которой плоская поверхность 583a не заполняется обрабатываемой деталью 581.
[0241] Зубообразный компонент 521 имеет форму, в которой концевые участки зубчатых нижних участков 521b выступают. Тем не менее, как проиллюстрировано на фиг. 99A и 99B, в случае, если концевые участки должны быть сглаженными, после процесса придания зубчатой формы (т.е. после процесса придания окончательной зубчатой формы), может быть предусмотрен процесс, в котором концевые участки зубообразного компонента 521 подвергаются машинной обработке и сглаживаются. Конкретный способ обработки машинной обработки не ограничен конкретным образом, и могут применяться различные типы известной обработки машинной обработки.
[0242] Выше описано настоящее изобретение в сочетании с вариантами осуществления. Тем не менее, варианты осуществления являются просто конкретными примерами для осуществления настоящего изобретения, и объем настоящего изобретения не должен ограниченно интерпретироваться посредством вариантов осуществления. Таким образом, настоящее изобретение может осуществляться в различных формах без отступления от его технической идеи или его основных признаков.
В качестве материала обрабатываемой детали, можно использовать различные типы известных материалов, которые могут подвергаться обработке деформации, такие как металл, например, железо, сталь, алюминий, титан, нержавеющая сталь и медь; либо их сплавы; и т.п. Помимо этого, композиционный материал из металла и смолы, композиционный материал из неоднородного металла и т.п. также может использоваться в качестве обрабатываемой детали.
[0243] В первом-четвертом вариантах осуществления, в качестве примера описывается случай, в котором обрабатываемая деталь представляет собой плоский лист, включающий в себя вершины и впадины, предоставленные таким образом, что они попеременно появляются вдоль направления по окружности, имеющего ось элемента в качестве центра, а в пятом и шестом вариантах осуществления в качестве примера описывается случай, в котором обрабатываемая деталь представляет собой плоский лист, имеющий круглую форму.
Тем не менее, форма обрабатываемой детали не ограничена формами, описанными выше. Например, плоский лист, имеющий многоугольную форму, может использоваться в качестве обрабатываемой детали.
[0244] Настоящее изобретение не ограничено зубообразным компонентом, который представляет собой конфигурационный элемент в устройстве автоматической трансмиссии транспортного средства, и может применяться при изготовлении зубообразного компонента, который представляет собой конфигурационный элемент в механизме передачи движущей силы, таком как общее машинное оборудование и суда. Помимо этого, в первом-шестом вариантах осуществления, в качестве примера описывается случай, в котором применяется холодная ковка в способе изготовления зубообразного компонента. Тем не менее, вместо холодной ковки, горячая ковка может применяться при условии, что может получаться зубообразный компонент, имеющий точность и прочность.
Краткое описание ссылок с номерами
[0245] 21 – зубообразный компонент
21a – зубчатый верхний участок
21b – зубчатый нижний участок
31 – обрабатываемая деталь
31a – впадина
31b – вершина
31c – наклонный участок
32 – пуансон
34 – матрица
35 – гофрированный цилиндрический контейнер
62 – пуансон
63 – контрпуансон
64 – матрица
65 – цилиндрический контейнер с уменьшенным диаметром
72 – внутренний пуансон
73 – внешний пуансон
74 – контрпуансон
75 – матрица
121 – зубообразный компонент
121a – зубчатый верхний участок
121b – зубчатый нижний участок
131 – обрабатываемая деталь
131a – впадина
131b – вершина
131c – наклонный участок
132 – пуансон
134 – матрица
135 – гофрированный цилиндрический контейнер
162 – пуансон
163 – контрпуансон
164 – матрица
165 – цилиндрический контейнер с уменьшенным диаметром
172 – внутренний пуансон для придания приблизительной зубчатой формы
173 – внешний пуансон для придания приблизительной зубчатой формы
174 – контрпуансон для придания приблизительной зубчатой формы
175 – матрица для придания приблизительной зубчатой формы
176 – изделие после придания приблизительной зубчатой формы
182 – внутренний пуансон для придания окончательной зубчатой формы
183 – внешний пуансон для придания окончательной зубчатой формы
184 – выталкиватель для придания окончательной зубчатой формы
185 – матрица для придания окончательной зубчатой формы
221 – зубообразный компонент
221a – зубчатый верхний участок
221b – зубчатый нижний участок
231 – обрабатываемая деталь
231a – впадина
231b – вершина
231c – наклонный участок
232 – пуансон
234 – матрица
235 – цилиндрический контейнер
242 – первый пуансон
244 – первая матрица
245 – первый цилиндрический контейнер с увеличенным диаметром
252 – второй пуансон
254 – вторая матрица
255 – второй цилиндрический контейнер с увеличенным диаметром
262 – пуансон
263 – контрпуансон
264 – матрица
265 – цилиндрический контейнер с уменьшенным диаметром
272 – внутренний пуансон
273 – внешний пуансон
274 – контрпуансон
275 – матрица
321 – зубообразный компонент
321a – зубчатый верхний участок
321b – зубчатый нижний участок
331 – обрабатываемая деталь
331a – впадина
331b – вершина
331c – наклонный участок
332 – пуансон
334 – матрица
335 – цилиндрический контейнер
342 – первый пуансон
344 – первая матрица
345 – первый цилиндрический контейнер с увеличенным диаметром
352 – второй пуансон
354 – вторая матрица
355 – второй цилиндрический контейнер с увеличенным диаметром
362 – пуансон
363 – контрпуансон
364 – матрица
365 – цилиндрический контейнер с уменьшенным диаметром
372 – внутренний пуансон для придания приблизительной зубчатой формы
373 – внешний пуансон для придания приблизительной зубчатой формы
374 – контрпуансон для придания приблизительной зубчатой формы
375 – матрица для придания приблизительной зубчатой формы
376 – изделие после придания приблизительной зубчатой формы
382 – внутренний пуансон для придания окончательной зубчатой формы
383 – внешний пуансон для придания окончательной зубчатой формы
384 – выталкиватель для придания окончательной зубчатой формы
385 – матрица для придания окончательной зубчатой формы
421 – зубообразный компонент
421a – зубчатый верхний участок
421b – зубчатый нижний участок
431 – обрабатываемая деталь
432 – пуансон
433 – выталкиватель
434 – матрица
435 – цилиндрический контейнер
442 – первый пуансон
443 – первый выталкиватель
444 – первая матрица
445 – первый цилиндрический контейнер с увеличенным диаметром
452 – первый пуансон
453 – первый выталкиватель
454 – первая матрица
455 – второй цилиндрический контейнер с увеличенным диаметром
462 – пуансон
463 – контрпуансон
464 – матрица
465 – цилиндрический контейнер с уменьшенным диаметром
472 – внутренний пуансон
473 – внешний пуансон
474 – контрпуансон
475 – матрица
521 – зубообразный компонент
521a – зубчатый верхний участок
521b – зубчатый нижний участок
531 – обрабатываемая деталь
532 – пуансон
533 – выталкиватель
534 – матрица
535 – цилиндрический контейнер
542 – первый пуансон
543 – первый выталкиватель
544 – первая матрица
545 – первый цилиндрический контейнер с увеличенным диаметром
552 – первый пуансон
553 – первый выталкиватель
554 – первая матрица
555 – второй цилиндрический контейнер с увеличенным диаметром
562 – пуансон
563 – контрпуансон
564 – матрица
565 – цилиндрический контейнер с уменьшенным диаметром
572 – внутренний пуансон для придания приблизительной зубчатой формы
573 – внешний пуансон для придания приблизительной зубчатой формы
574 – контрпуансон для придания приблизительной зубчатой формы
575 – матрица для придания приблизительной зубчатой формы
576 – приблизительно зубообразный компонент
582 – внутренний пуансон для придания окончательной зубчатой формы
583 – внешний пуансон для придания окончательной зубчатой формы
584 – контрпуансон для придания окончательной зубчатой формы
585 – матрица для придания окончательной зубчатой формы
Реферат
Группа изобретений относится к обработке металлов давлением и может быть использована для изготовления вытяжкой зубообразного компонента в виде цилиндрического контейнера. Формируют зубчатый верхний участок в боковой поверхности цилиндрического контейнера с увеличением толщины углового участка. Улучшается качество за счет повышения точности изготовления зубообразного компонента. 2 н. и 26 з.п. ф-лы.
Комментарии