Усовершенствованный способ вытяжки и правки стенки при изготовлении алюминиевых емкостей - RU2720272C2
Код документа: RU2720272C2
Чертежи

Описание
Область техники, к которой относится изобретение
Изобретение относится к области производства банок для напитков из алюминиевого сплава, также известных специалистам в данной области техники как «банки», «банки для напитков» или даже «двухкомпонентные банки для пива и напитков», или алюминиевых емкостей, которые изготавливают путем вытяжки-правки, т.е., при помощи способа, обязательно включающего эти два основных этапа.
Если говорить более конкретно, изобретение относится к усовершенствованному способу правки, используемому в этой области, и, в частности, обеспечивающему преимущества в виде более низкой частоты возникновения разрывов, лучшего соблюдения геометрии банки и лучшего состояния поверхности банки.
Это усовершенствование достигается за счет контроля шероховатости поверхности и текстуры пуансона, геометрии матрицы для правки (ширина площадки, шероховатость поверхности в рабочей области, геометрия входной зоны), а также свойств алюминиевого листа (шероховатость поверхности металла с внутренней и внешней сторон) и смазывания в прессе для получения чашек.
Уровень техники
Если не указано иное, для рассмотренных далее алюминиевых сплавов используются обозначения, присвоенные Ассоциацией производителей алюминия в документе «Registration Record Series» («Перечень регистрационных данных»), публикуемом этой ассоциацией на регулярной основе.
Если не указано иное, для видов термообработки будут применяться определения, приведенные в Европейском стандарте EN 515. Механические свойства при статическом растяжении, то есть, предел Rm (или UTS) прочности на растяжение, предел Rp0,2 (или YTS) текучести при пластической деформации 0,2% и относительное удлинение А% (или Е%) определяются при проведении испытания на растяжение в соответствии с NF EN ISO 6892-1.
При изготовлении емкостей и, в частности, банок для напитков, все чаще используются алюминиевые сплавы, что объясняется очень привлекательным внешним видом этого материала, в особенности, в сравнении с пластиком или сталью, его пригодностью к вторичной переработке и высокой коррозионной стойкостью.
Банки для напитков, также известные специалистам в данной области техники как «банки» или «двухкомпонентные банки для напитков», обычно изготавливают путем вытяжки-правки с использованием листов из сплава 3104 в состоянии термообработки Н19, которые имеют толщину от 0,2 до 0,3 мм.
В ходе первой операции из листа получают чашку, эта операция включает получение заготовки и вытяжку. Если говорить более конкретно, на этом этапе лист, разматываемый из рулона, подается в пресс, называемый «прессом для получения чашек», который вырубает диски, являющиеся заготовками, и выполняет первую операцию глубокой вытяжки для получения «чашек».
Затем чашки транспортируются во второй пресс или «пресс для получения корпусов», где для них выполняется по меньшей мере одна дополнительная операция глубокой вытяжки и множество последующих операций правки; при выполнении этих операций заготовку, подвергнутую глубокой вытяжке, обрабатывают при помощи инструментов для правки, известных как «кольца» или «матрицы», для их удлинения и утонения металла.
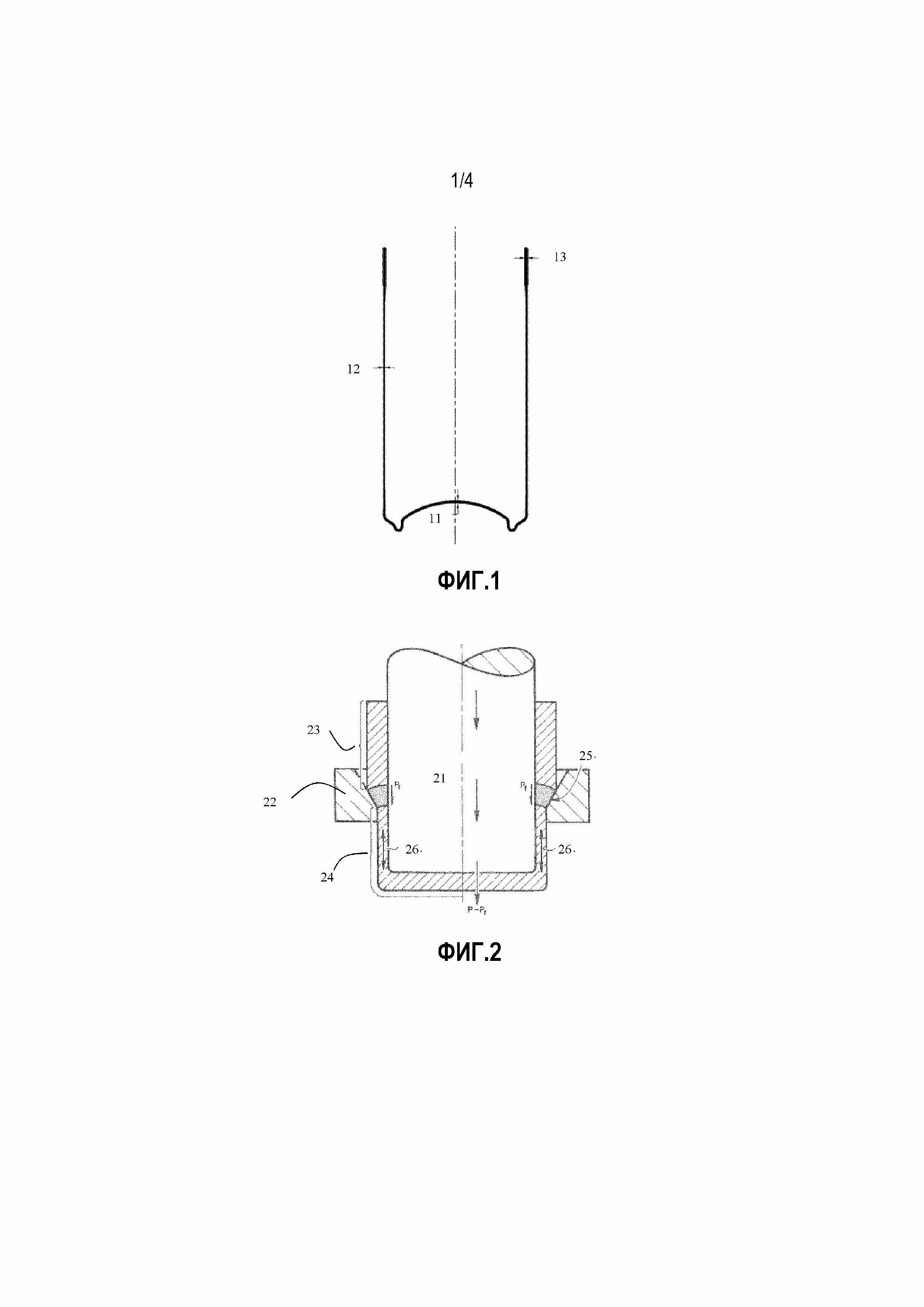
В это же время также задают определенную форму дна банки. Мягкий металл формуют с получением цилиндрической емкости с открытым верхом. Толщина боковой стенки банки значительно меньше толщины дна (купола), которое остается не подвергшимся правке, и толщина которого близка к исходной. Боковая стенка банки состоит из частей, которые обычно называются средней частью стенки и верхней частью стенки (см. Фиг.1).
Затем в ротационной машине выполняется обрезка банки с получением требуемой высоты.
Во время правки может возникнуть разрыв (разрушение боковой стенки или возникновение в ней дефекта во время правки), приводящий к прекращению работы пресса для получения корпусов, что снижает производительность линии. Кроме того, после правки может иметься значительная вариация уровня блеска банок.
Согласно Avitzur (1983), известно (см. Фиг.2), что «… сила, действующая со стороны пуансона, […] передается в зону деформирования […] отчасти через давление на дно банки, затем в виде растягивающей силы - на стенку, и отчасти передается через трение. По мере увеличения трения между пуансоном и внутренней поверхностью чашки, действующая на стенку растягивающая сила уменьшается, что позволяет выполнять правку с большей степенью редуцирования. За счет различия в величине трения (т.е., когда трение в контакте с выдавливающим инструментом больше трения в контакте с матрицей) и правильного выбора угла в матрице, в принципе, можно обеспечить неограниченную степень редуцирования при помощи одной матрицы… На практике, до последнего времени, в ходе одной операции вытяжки с использованием одной матрицы достигалась только небольшая степень редуцирования…«
В заявке на патент GB1400081 (Avitzur) описан способ глубокой вытяжки, в котором правку стенки полой обрабатываемой заготовки выполняют при помощи пуансона в конической матрице в условиях, когда площадь поверхности, на которой возникает трение при контакте с пуансоном, больше площади поверхности, на которой возникает трение при контакте с матрицей, в результате чего уменьшаются или устраняются растягивающие напряжения в зоне, подвергшейся правке.
В заявке на патент JPS577334A (Kishimoto Akira) описан пуансон с кольцевыми канавками, которые имеют определенную форму и глубину и расположены на определенном расстоянии друг от друга, что позволяет облегчить удаление корпуса банки и улучшить его формуемость при правке. Текстура пуансона не является одинаковой во всех направлениях.
В заявке на патент JP2007275847 (Daiwa Can) описан пуансон для правки, боковая поверхность которого разделена на две части таким образом, что часть со стороны вершины является шероховатой, а часть со стороны основания является гладкой.
В заявке на патент JPS61212428 (Nippon Steel) описаны стальные пластины с улучшенной обрабатываемостью при правке и редуцировании, лицевой и задней поверхности которых придана разная шероховатость.
В патенте US5250634 (Aluminum Company of America) описан металлический лист, применяемый для изготовления изделий в виде емкостей с большой жесткостью, которые имеет поверхность без трещин с остающимися незначительными количествами смазки.
Кроме того, согласно известному уровню техники, взаимодействием металла и оснастки, т.е., металла и пуансона, а также металла и матрицы, управляют следующим образом:
Показатель Ra шероховатости металла с обеих сторон составляет от 0,3 до 0,5 мкм;
При обработке в прессе для получения чашек смазка состоит из двух компонентов: последующая смазка и смазка при обработке в прессе. Последующую смазку с обеих сторон наносит производитель алюминия на среднем уровне 500 мг/м2, и смазка при обработке в прессе наносится с обеих сторон в прессе для получения чашек на уровне 500-1100 мг/м2. Таким образом, суммарное количество смазки (последующая смазка плюс смазка при обработке в прессе) составляет от 1000 до 1600 мг/м2; если говорить более конкретно, в случае банок 0,33 л это означает 16-24 мг на банку. Соотношение количеств смазки на двух сторонах металлического листа является следующим: от 50 до 60% для внешней стороны и от 40 до 50% для внутренней стороны.
Пуансоны, используемые в прессе для получения корпусов, поставляются как с полированными, так и со шлифованными поверхностями, радиусная часть вершины и коническая часть для доводки - полированные (Ra ≤ 0,05 мкм), основное тело - шлифованное (Ra ≤ 0,3 мкм);
Изготовитель банок текстурирует пуансоны пресса для получения корпусов с использованием способа, хорошо известного в промышленности, который заключается в создании перекрестных насечек. Этот способ зависит от конкретного изготовителя, и иногда контроль является недостаточным.
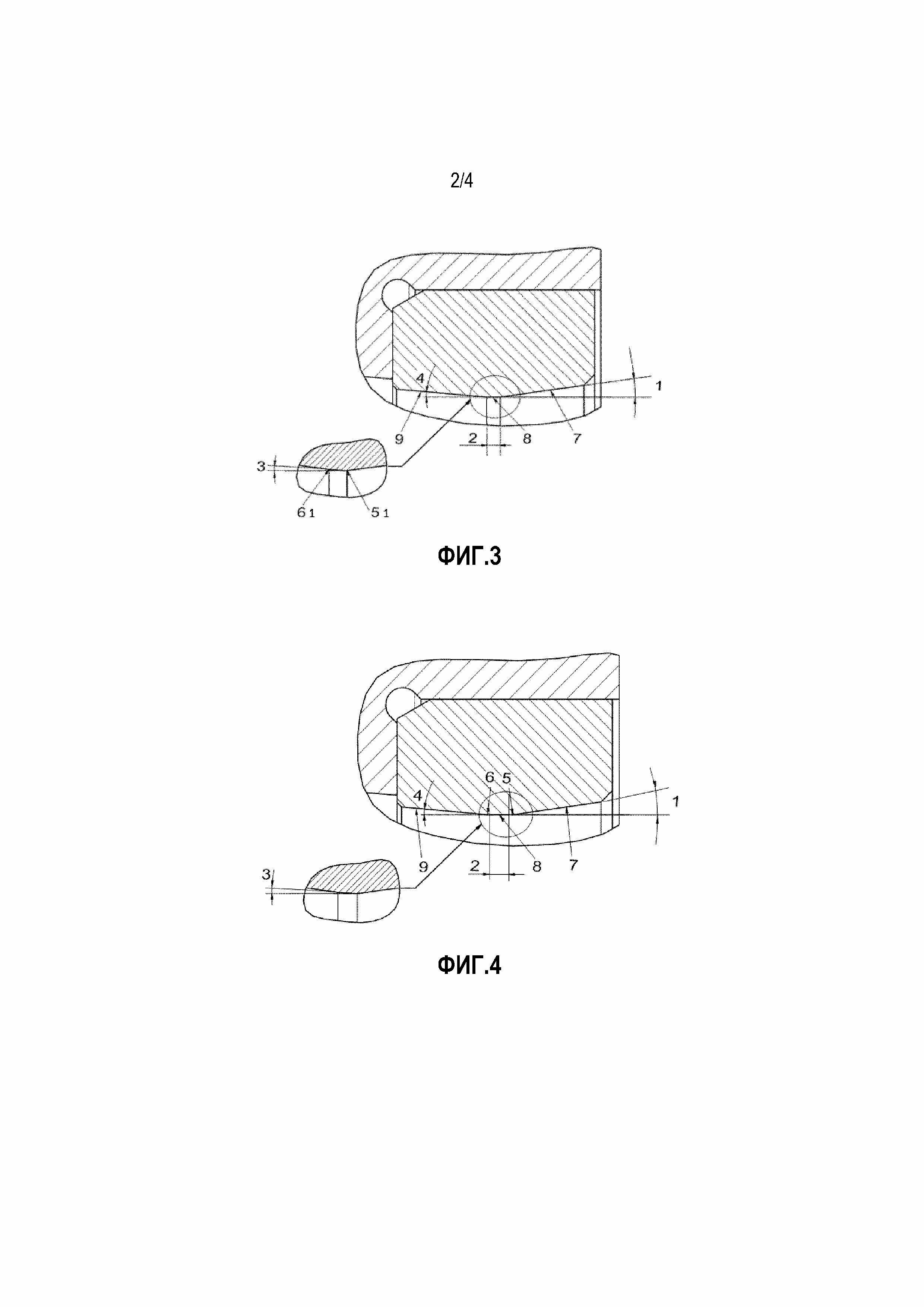
Рабочая поверхность матриц для правки характеризуется углом 1 входа, шириной 2 площадки и углом 3 наклона площадки, местом 5 сопряжения поверхности 7 входа и площадки, углом 4 выхода и шероховатостью поверхности в этих зонах (см. Фиг.3). Как правило, в промышленности используются угол входа от 7° до 8° и ширина площадки от 0,38 до 0,76 мм; угол 3 наклона площадки может составлять от 0° до 5', что приводит к увеличению диаметра в направлении выходного края площадки; в местах 5 и 6 сопряжения переход между поверхностью 7 входа и площадкой 8 и между этой площадкой и поверхностью 9 выхода, соответственно, делают резким; угол 4 выхода составляет от 2° до 8°, и шероховатость поверхности, как правило, характеризуется Ra ≤ 0,05 мкм или Ra ≤ 0,10 мкм. В настоящее время средняя частота возникновения разрывов составляет от 20 на миллион до 150 на миллион в стандартной ситуации последовательного применения трех матриц для правки, при этом фактическая степень правки с использованием третьей матрицы составляет от 38% до 44%. Принятая за стандарт отражательная способность банок, измеренная при угле 60°, составляет менее 73%. Типичная вариация толщины верхней части стенки составляет приблизительно 11 мкм.
Из-за огромного количества банок для напитков, изготавливаемых каждый год (320 миллиардов), каждое незначительное усовершенствование способа изготовления может привести к огромной экономии.
Задача
Задачей, которую нужно решить, является определение наилучших условий правки, которые гарантируют высокую производительность, например, в виде низкой частоты возникновения разрывов или низкого процента брака при создании горловины, определяемых для длительного периода времени и являющихся неизменными.
Уровень блеска стенки заготовок для банок с внешней стороны после правки является ключевой характеристикой оцениваемого по внешнему виду качества банки, получаемой после декорирования как готовое изделие. Задачей, которую нужно выполнить, является определение наилучших условий правки, позволяющих получить максимальную отражательную способность, измеренную при угле 60°, при одновременном сохранении упомянутой ранее производительности на приемлемом уровне. И, наконец, одной из основных целей является уменьшение количества металла в банке. Этого можно было бы достичь за счет уменьшения толщины верхней части стенки, средней части стенки или купола. Задачей, которую нужно выполнить, является определение наилучших условий правки, которые позволяют любыми средствами уменьшить эти толщины, при одновременном сохранении упомянутой ранее производительности на приемлемом уровне.
Сущность изобретения
Изобретение относится к способу изготовления банок для напитков из алюминиевого сплава путем вытяжки-правки, отличающемуся тем, что трение между пуансоном пресса для получения корпусов и алюминиевым листом, превышающее трение между матрицей для правки и этим листом, обеспечивают при помощи по меньшей мере одного из следующего:
используют алюминиевый лист, шероховатость внутренней поверхности которого значительно больше шероховатости внешней поверхности, как правило, Ra > 0,4 мкм и Ra < 0,3 мкм, соответственно;
используют матрицы для правки с плавным переходом в местах сопряжения площадки и поверхностей входа и выхода, шероховатостью поверхности в рабочей области, характеризующейся Ra менее приблизительно 0,03 мкм, и шириной площадки менее приблизительно 0,38 мм;
используют пуансон с чрезмерной шероховатостью, характеризующейся Ra больше 0,35 мкм, и текстурой, являющейся одинаковой во всех направлениях, в прессе для получения корпуса.
При выполнении этого способа в качестве материала используют лист из алюминиевого сплава, внешняя поверхность которого, контактирующая с матрицами, имеет показатель Ra шероховатости, как правило, меньше 0,3 мкм, и внутренняя поверхность которого, контактирующая с пуансоном, имеет показатель Ra шероховатости, как правило, больше 0,4 мкм, и/или используют пуансон с чрезмерной шероховатостью, характеризующейся Ra больше 0,35 мкм, и текстурой, являющейся одинаковой во всех направлениях, и/или используют матрицы для правки с плавным переходом, предпочтительно с радиусом от 0,5 до 4,6 мм, в месте 5 сопряжения поверхности 7 входа и площадки 8, являющейся рабочей областью, плавным переходом, с радиусом меньше 1,2 мм, в месте 6 сопряжения площадки 8 и поверхности 9 выхода, показателем Ra шероховатости меньше 0,03 мкм в рабочей области (см. Фиг.4) и небольшой шириной площадки, как правило, меньше 0,38 мм.
Оно также относится к способу изготовления банок для напитков из алюминиевого сплава путем вытяжки-правки, отличающемуся тем, что в нем используют алюминиевый лист с гладкой поверхностью с обеих сторон в сочетании с использованием пуансона с чрезмерной шероховатостью, который описан выше.
В способе изготовления, соответствующем изобретению, в предпочтительном случае обработка в прессе для получения чашек выполняется без смазывания внутренней стороны.
Изобретение также относится к банке для напитков, изготовленной при помощи описанного выше способа, которая отличается тем, что ее отражательная способность, измеренная при угле 60°, больше 73% непосредственно после последнего этапа правки, т.е., до выполнения какой-либо дополнительной обработки поверхности и без такой обработки.
Необходимо отметить, что значение «73%» является средним. Например, если обратиться к Фиг.5 или Фиг.8, каждая точка на графике является средним значением, полученным для прогона с изготовлением приблизительно 8000-10000 банок и вычисленным для трех банок при десяти измерениях для каждой банки.
Изобретение также относится к матрице для правки, используемой в способе изготовления банок для напитков из алюминиевого сплава путем вытяжки-правки, которая отличается тем, что она имеет плавный переход, с радиусом от 0,5 до 4,6 мм, в месте 5 сопряжения поверхности 7 входа и площадки 8, плавный переход, с радиусом меньше 1,2 мм, в месте 6 сопряжения площадки 8 и поверхности 9 выхода, шероховатость поверхности в рабочей области, характеризующуюся Ra меньше 0,03 мкм, и ширину площадки меньше 0,38 мм.
И, наконец, изобретение также относится к пуансону пресса для получения корпусов, используемому в способе изготовления банок для напитков из алюминиевого сплава путем вытяжки-правки, который отличается тем, что он имеет шероховатость, характеризующуюся Ra больше 0,35 мкм, и текстуру, являющуюся одинаковой во всех направлениях.
Краткое описание чертежей
На Фиг.1 показан корпус типичной банки для напитков с днищем (куполом) 11, средней частью 12 стенки и верхней частью 13 стенки.
На Фиг.2 показан этап правки, на этом чертеже указаны пуансон 21, матрица 22, еще не деформированная зона 23, уже деформированная зона 24, зона 25, в которой происходит деформирование, и зона 26 растянутой стенки.
На Фиг.3 показана рабочая поверхность матрицы для правки, соответствующей известному уровню техники, на этом чертеже указаны угол 1 входа, ширина 2 площадки, угол 3 наклона площадки, угол 4 выхода, место 51 сопряжения поверхности входа и площадки с резким переходом, место 61 сопряжения площадки и поверхности выхода с резким переходом, поверхность 7 входа, поверхность 8 площадки и поверхность 9 выхода.
На Фиг.4 показана рабочая поверхность матрицы для правки, соответствующей вариантам осуществления изобретения, на этом чертеже указаны угол 1 входа, ширина 2 площадки, угол 3 наклона площадки, угол 4 выхода, место 5 сопряжения поверхности входа и площадки с плавным переходом, место 6 сопряжения площадки и поверхности выхода с плавным переходом, поверхность 7 входа, поверхность 8 площадки и поверхность 9 выхода.
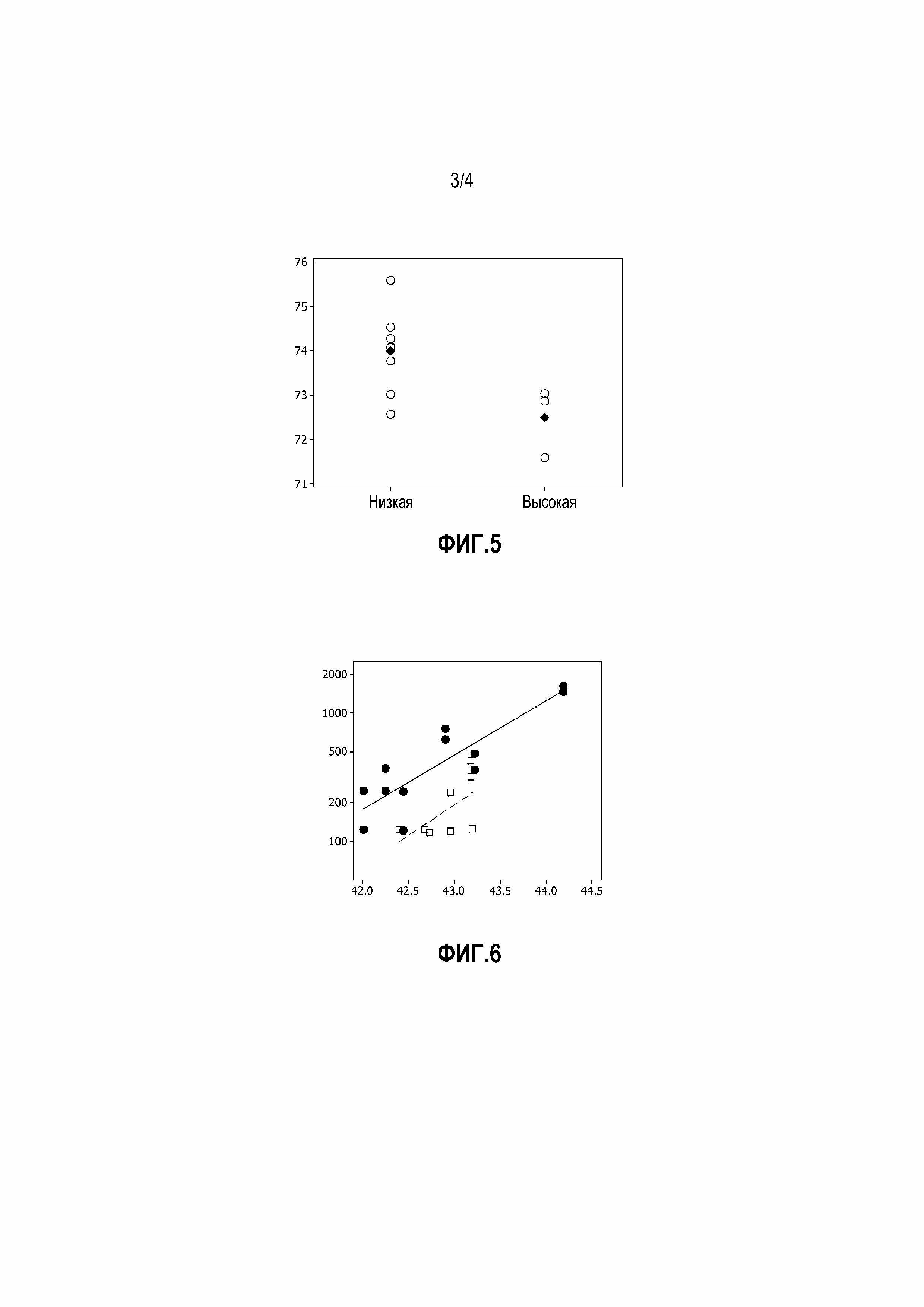
На Фиг.5 приведена отражательная способность, измеренная при угле 60°, как функция шероховатости металла: «низкая шероховатость» составляет 0,23 мкм, и «высокая шероховатость» составляет 0,49 мкм. Среднее значение указано с помощью ромба.
На Фиг.6 приведена частота возникновения разрывов в единицах на миллион как функция от степени третьей правки, указанной в %, закрашенными фигурами указаны значения при показателе Ra шероховатости пуансона, равном 0,20 мкм, и незакрашенными фигурами указаны значения при показателе Ra шероховатости, равном 0,47 мкм.
На Фиг.7 приведен средний диапазон толщин (разность максимальных и минимальных значений), указанный в мкм, как функция от ширины площадки, указанной в мм, слева - для средней части 12 стенки (Фиг.1) и справа - для верхней части 13 стенки (Фиг.1).
На Фиг.8 приведена указанная в % отражательная способность, измеренная при угле 60°, как функция от резкости перехода в местах сопряжения площадки и поверхностей входа и выхода: 0 - плавный переход, с радиусом от 0,5 до 4,6 мм, в месте 5 сопряжения и плавный переход, с радиусом меньше 1,2 мм, в месте 6 сопряжения, 1 - резкий переход в местах сопряжения (см. Фиг.4). Среднее значение указано с помощью ромба.
Подробное описание вариантов осуществления изобретения
Уровень блеска внешней стенки после правки является ключевой характеристикой оцениваемого по внешнему виду качества готового изделия после декорирования. Эта характеристика может быть количественно определена с использованием матовости и четкости изображения.
Одним из наиболее подходящих видов измерения для ее количественного определения является отражательная способность, измеренная при угле 60° относительно нормали к стенке банки, которую сделали плоской. Все рассмотренные в этом документе измерения отражательной способности выполнены для заготовок для банок после операций правки и мытья, аналогично тому, как это делается на предприятии по изготовлению банок.
Шероховатость измеряется в соответствии со стандартом NF EN ISO 4287. Текстура, являющаяся одинаковой во всех направлениях, это текстура, при которой на измерение шероховатости не влияет направление, в котором это измерение выполняется. В случае наличия упомянутой шероховатости, характеризующейся Ra больше 0,35 мкм, и текстуры, одинаковой во всех направлениях, такая шероховатость имеет место при измерении в любом направлении.
Чтобы выполнить указанную задачу, в изобретении предложено увеличить трение между пуансоном и металлом и, в то же время, уменьшить трение между матрицами для правки и металлом. Таким образом, между пуансоном пресса для получения корпуса и алюминиевым листом будет возникать большее трение, чем между матрицей для правки и этим листом.
Для достижения этого эффективными являются несколько мер, которые используются по отдельности или в сочетании.
Первым вариантом является использование металла, т.е., листа из алюминиевого сплава, имеющего разную шероховатость в разных местах. Если говорить более подробно, это означает наличие внешней гладкой поверхности, характеризующейся Ra меньше 0,3 мкм, которая контактирует с матрицами, и внутренней шероховатой поверхности, характеризующейся Ra больше 0,4 мкм, которая контактирует с пуансоном.
Основным преимуществом использования гладкого металла с внешней стороны является повышение яркости света, отраженного от банки, когда отражательная способность, измеренная при угле 60°, составляет по меньшей мере 73%. С другой стороны, наличие шероховатого металла с внутренней стороны способствует увеличению трения в контакте с пуансоном и, таким образом, снижению частоты возникновения разрывов.
При заданной толщине верхней части стенки уменьшение толщины средней части стенки ограничивается степенью правки при помощи третьей матрицы. За счет использования металла с разной шероховатостью в разных местах, а именно, с более высокой шероховатостью с внутренней стороны, предельную степень третьей правки можно повысить до уровня больше 44% и, следовательно, можно уменьшить толщину средней части стенки.
Вторым вариантом является использование пуансона с чрезмерной шероховатостью, характеризующейся Ra больше 0,35 мкм, и с текстурой, являющейся одинаковой во всех направлениях, если сравнивать с существующими технологиями создания перекрестных насечек, которые хорошо известны специалисту в данной области техники. Это позволяет существенно увеличить трение с внутренней стороны и, как следствие, снизить частоту возникновения разрывов или повысить степень правки до уровня больше 44% при неизменной частоте возникновения разрывов.
При заданной толщине верхней части стенки, уменьшение толщины средней части стенки ограничивается степенью правки при помощи третьей матрицы. За счет использования пуансона с чрезмерной шероховатостью можно увеличить предельную степень правки до уровня больше 44% и, как следствие, можно уменьшить толщину средней части стенки.
В предпочтительном случае в способе изготовления, соответствующем настоящему изобретению, смазывание внутренней стороны в прессе для получения чашек не используется. Это позволяет увеличить трение с внутренней стороны и, как следствие, снизить частоту возникновения разрывов или увеличить степень правки при неизменной частоте возникновения разрывов.
При заданной толщине верхней части стенки, уменьшение толщины средней части стенки ограничивается степенью правки при помощи третьей матрицы, которая не может превышать так называемую «предельную степень правки». Выше этого верхнего предела невозможно выполнять правку без возникновения дефектов. При отсутствии какого-либо смазывания внутренней стороны в прессе для получения чашек предельная степень правки повышается таким образом, что в промышленных масштабах можно реализовать степень третьей правки, превышающую 44%. Как следствие, можно уменьшить толщину средней части стенки.
Модификация в виде использования листа с гладкой поверхностью с обеих сторон приводит к повышению частоты возникновения разрывов из-за уменьшения трения между пуансоном и металлом. Тем не менее, такое негативное следствие можно предотвратить за счет применения этой модификации в сочетании с использованием пуансона с чрезмерной шероховатостью или с отсутствием смазывания внутренней стороны в прессе для получения чашек.
Третьим вариантом является использование матриц для правки с плавным переходом, имеющим радиус от 0,5 до 4,6 мм, в месте 5 сопряжения поверхности 7 входа и площадки 8, являющейся рабочей областью, плавным переходом, имеющим радиус меньше 1,2 мм, в месте 6 сопряжения площадки и поверхности 9 выхода, шероховатостью, характеризующейся Ra меньше 0,03 мкм, в рабочей области (см. Фиг.4) и небольшой шириной площадки, составляющей менее 0,38 мм.
Это позволяет лучше контролировать толщину верхней части стенки, как правило, с уменьшением существующей вариации в 2 раза, и способствует повышению яркости света, отраженного от стенки банки, т.е., получению отражательной способности, измеренной при угле 60°, которая превышает 73%.
От вариации толщины верхней части стенки зависит эффективность работы линии для создания горловины, более высокая вариация приводит к снижению эффективности. Матрицы для правки с плавными формами, с Ra в рабочей области меньше 0,03 мкм и/или небольшой шириной площадки, как правило, меньше 0,38 мм, позволяют повысить стабильность размеров верхней части стенки и, таким образом, повысить эффективность работы линии для создания горловины. Матрицы для правки с плавными формами, с Ra в рабочей области меньше 0,03 мкм и/или небольшой шириной площадки, как правило, меньше 0,38 мм, позволяют повысить стабильность размеров верхней части стенки и, таким образом, уменьшить целевую толщину верхней части стенки при неизменном более низком задаваемом пределе.
Примеры
При проведении нескольких серий экспериментов на являющейся прототипом линии вытяжки-правки было получено несколько примеров рассмотренной выше взаимосвязи между характеристиками металла и инструментов и режимом изготовления, с одной стороны, и производительностью и уровнем блеска банки, с другой стороны, при этом использовались листы из сплава 3104 в состоянии термообработки Н19 и с толщиной 0,26 мм. При каждом прогоне, в котором использовался определенный набор условий, производилось примерно 10000 банок, и подсчитывались возникающие разрывы. Толщина, вес и отражательная способность заготовок для банок измерялись для образцов, отобранных в начале, середине и конце прогона.
В первом примере сравниваются несколько прогонов, выполненных с использованием металла, взятого из одного и того же рулона, но имеющего два разных состояния поверхности: с низкой шероховатостью (Ra=0,23 мкм) и с высокой шероховатостью (Ra=0,49 мкм). На Фиг.5 сравнивается влияние этой «симметричной», иными словами, одинаковой, шероховатости металла с обеих сторон на отражательную способность стенки банки после правки. Низкая шероховатость дает в среднем более высокую отражательную способность. Каждая точка на Фиг.5 представляет собой среднее значение для прогона, в котором изготавливалось приблизительно 10000 банок, вычисленное для трех банок при проведении десяти измерений для каждой банки.
Во втором примере сравниваются несколько прогонов, выполненных с использованием двух пуансонов с одинаковой текстурой поверхности, но с различным показателем Ra шероховатости, 0,20 мкм и 0,47 мкм, соответственно. На Фиг.6 показано, что увеличение шероховатости пуансона приводит к снижению частоты возникновения разрывов в среднем при нескольких степенях третьей правки. Каждая точка на Фиг.6 получена в ходе эксперимента с изготовлением приблизительно 8000 банок при неизменной степени первой и второй правки.
Третий пример связан с вариацией толщины стенки банки во время прогона. На Фиг.7 показано, что ширина площадки влияет на толщину средней части стенки и верхней части стенки: при наименьшем размере площадки разброс толщины является наименьшим. Каждая точка на Фиг.7 представляет собой среднее значение для 4 измерений, выполненных для каждой банки из числа приблизительно 30 образцов, взятых при прогоне, в ходе которого изготавливалось приблизительно 10000 банок. Все сравниваемые прогоны выполнялись с пуансоном одной и той же конструкции и матрицами разной конструкции.
Четвертый пример относится к влиянию конструкции матрицы на отражательную способность. На Фиг.8 показано, что в среднем при нескольких прогонах с использованием одного и того же пуансона матрицы с плавным переходом, с радиусом от 0,5 до 4,6 мм, в месте 5 сопряжения (Фиг.4) и плавным переходом, с радиусом меньше 1,2 мм, в месте 6 сопряжения (Фиг.4) позволили производить банки с более высокой отражательной способностью. Если говорить более конкретно, сочетание использования металла с гладкой внешней поверхностью (Ra меньше 0,3 мкм) и использования матриц с плавным переходом в местах сопряжения позволило достичь наивысших значений отражательной способности (больше 74%), что лучше, чем в стандартной ситуации, на приблизительно 4%.
Реферат
Изобретение относится к обработке металлов давлением, точнее к изготовлению банок для напитков из алюминиевого сплава посредством вытяжки-правки. Обеспечивают трение между пуансоном пресса для получения корпусов и алюминиевым листом, превышающее трение между матрицей для правки и этим листом, посредством использования: алюминиевого листа, шероховатость внутренней поверхности которого значительно превышает шероховатость внешней поверхности; матриц для правки, имеющих плавный переход в местах сопряжения площадки и поверхностей входа и выхода, имеющей шероховатость поверхности в рабочей области Ra меньше 0,03 мкм, и небольшую ширину площадки, составляющую менее приблизительно 0,38 мм; и пресса для получения корпусов, в котором используют пуансон с шероховатостью Ra, превышающей 0,35 мкм, и текстурой, являющейся одинаковой во всех направлениях. При этом используют алюминиевый лист, внешняя поверхность которого, контактирующая с матрицами, имеет шероховатость Ra менее 0,3 мкм, а внутренняя поверхность, контактирующая с пуансоном, имеет шероховатость Ra, превышающую 0,4 мкм. Повышается качество банок за счет уменьшения разрывов. 2 н. и 12 з.п. ф-лы, 8 ил.
Комментарии