Формованное горячей штамповкой изделие, использующий его конструктивный элемент и способ изготовления формованного горячей штамповкой изделия - RU2714357C1
Код документа: RU2714357C1
Чертежи















Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к формованному горячей штамповкой изделию, использующему его конструктивному элементу и способу изготовления формованного горячей штамповкой изделия.
Испрашивается приоритет на основании заявки на патент Японии № 2016-138963, поданной 13 июля 2016 года, и заявки на патент Японии № 2017-077286, поданной 10 апреля 2017 года, содержание которых включено здесь путем ссылки.
УРОВЕНЬ ТЕХНИКИ
Конструктивные элементы транспортных средств (в частности, удлиненные элементы) должны иметь высокие характеристики при испытании на трехточечный изгиб, чтобы улучшить показатели безопасности при столкновениях. В ответ на это требование к настоящему времени были внесены различные предложения.
На чертежах в Патентном документе 1 (не прошедшая экспертизу заявка на патент Японии, первая публикация № 2008-265609) и в Патентном документе 2 (не прошедшая экспертизу заявка на патент Японии, первая публикация № 2008-155749) раскрыт ударопоглощающий элемент, включающий в себя участок, на котором стальной лист согнут в три слоя.
В Патентном документе 3 (не прошедшая экспертизу заявка на патент Японии, первая публикация № 2010-242168) раскрыт способ формирования выемки на участке стенки элемента, имеющего по существу корытообразную форму в поперечном сечении. В этом способе выемку формируют путем прессования участка стенки с использованием подающего электрический ток ролика. Поэтому в этом способе участок, выступающий от участка стенки перед формированием выемки, не формируется.
В Патентном документе 4 (не прошедшая экспертизу заявка на патент Японии, первая публикация № 2011-67841) раскрыт полый компонент столбчатой формы, в котором соединительная область между участком вертикальной стенки и участком верхней стенки продолжается наружу. Для увеличения количества линий ребра в поперечном сечении продолжающий участок не загнут.
В Патентном документе 5 (не прошедшая экспертизу заявка на патент Японии, первая публикация № 2011-83807) раскрыт способ изготовления компонента, имеющего корытообразную форму в поперечном сечении, в котором участок буртика желобчатой формы сформирован вдоль продольного направлении на участке вертикальной стенки.
В Патентном документе 6 (не прошедшая экспертизу заявка на патент Японии, первая публикация № 2013-27894) раскрыт компонент каркаса, имеющий усиливающий участок, образованный на соединительном участке между участком верхней стенки и участком вертикальной стенки. Усиливающий участок образован участком перекрытия, закругленным в полуцилиндрическую форму (см. [0015] в этом документе).
В Патентном документе 7 (не прошедшая экспертизу заявка на патент Японии, первая публикация № H9-249155) раскрыт соединительный конструктивный элемент, в котором угловой участок сформирован в эллиптической вогнутой форме или выгнутой форме.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2008-265609.
Патентный документ 2: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2008-155749.
Патентный документ 3: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2010-242168.
Патентный документ 4: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2011-67841.
Патентный документ 5: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2011-83807.
Патентный документ 6: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2013-27894.
Патентный документ 7: публикация патента Японии (выданный) № 3452441.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
В способах, описанных в Патентных документах 1-7, достигаются улучшение ударных характеристик и характеристик сжатия по сравнению с известным конструктивным элементом корытообразной формы. Однако в настоящее время требуется конструктивный элемент, способный дополнительно улучшить показатели безопасности при столкновениях, в качестве конструктивного элемента транспортного средства, такого как боковая часть нижнего обвязочного бруса. Другими словами, требуется штампованное изделие, имеющее более высокую прочность и более высокие характеристики при испытании на трехточечный изгиб.
Одной из целей настоящего изобретения, с учетом приведенных выше обстоятельств, является создание формованного горячей штамповкой изделия, имеющего высокую прочность и высокие характеристики при испытании на трехточечный изгиб, использующего его конструктивного элемента и способа изготовления формованного горячей штамповкой изделия.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМЫ
(1) В соответствии с аспектом настоящего изобретения формованное горячей штамповкой изделие, которое является удлиненным и образовано из одного стального листа, включает: два участка вертикальной стенки; участок верхней пластины, смежный с двумя участками вертикальной стенки; и выступающий участок, включающий в себя участок перекрытия, на котором участок стального листа, продолжающийся от по меньшей мере одного участка вертикальной стенки из двух участков вертикальной стенки, и участок стального листа, продолжающийся от участка верхней пластины, перекрываются друг с другом, при этом угол между участком верхней пластины и выступающим участком в случае, если смотреть в поперечном сечении в плоскости, перпендикулярной продольному направлению формованного горячей штамповкой изделия, составляет больше 90°.
Формованное горячей штамповкой изделие, имеющее описанную выше конфигурацию, имеет высокую прочность и высокие характеристики при испытании на трехточечный изгиб.
(2) В формованном горячей штамповкой изделии в соответствии с пунктом (1), участок стального листа, продолжающийся от участка вертикальной стенки, и участок стального листа, продолжающийся от участка верхней пластины, могут находиться в плотном контакте друг с другом на выступающем участке.
(3) В формованном горячей штамповкой изделии в соответствии с пунктом (1) или пунктом (2), угол между участком верхней пластины и участком перекрытия, если смотреть в поперечном сечении, может составлять больше 90° и равен или меньше 180°.
(4) В формованном горячей штамповкой изделии в соответствии с любым одним из пунктов (1)-(3), длина от граничной точки, в которой пересекаются линии, продолжающиеся от участка вертикальной стенки и участка верхней пластины, до участка переднего конца выступающего участка, если смотреть в поперечном сечении, может составлять 3 мм или больше.
(5) В формованном горячей штамповкой изделии в соответствии с любым одним из пунктов (1)-(4), стальной лист, продолжающийся от участка вертикальной стенки, и стальной лист, продолжающийся от участка верхней пластины, могут быть прикреплены друг к другу на выступающем участке.
(6) Формованное горячей штамповкой изделие в соответствии с любым одним из пунктов (1)-(5) может дополнительно включать в себя два участка фланца, продолжающиеся от концевых участков двух участков вертикальной стенки.
(7) В соответствии с другим аспектом настоящего изобретения конструктивный элемент включает: формованное горячей штамповкой изделие в соответствии с любым одним из пунктов (1)-(6); и элемент из стального листа, прикрепленный к штампованному горячей штамповкой изделию, при этом формованное горячей штамповкой изделие и элемент из стального листа образуют замкнутое поперечное сечение, если смотреть в поперечном сечении.
Конструктивный элемент, имеющий описанную выше конфигурацию, имеет высокую прочность и высокие характеристики при испытании на трехточечный изгиб.
(8) Конструктивный элемент в соответствии с пунктом (7) может дополнительно включать в себя вспомогательный элемент, прикрепленный к по меньшей мере одному из двух участков вертикальной стенки и участка верхней пластины или к каждому из по меньшей мере одного участка вертикальной стенки из двух участков вертикальной стенки и участка верхней пластины.
(9) В соответствии с другим аспектом настоящего изобретения способ изготовления формованного горячей штамповкой изделия представляет собой способ изготовления формованного горячей штамповкой изделия в соответствии с одним из пунктов (1)-(5), при этом способ изготовления включает: первый этап деформирования исходного стального листа, включающего в себя два эквивалентных участкам вертикальной стенки участка, которые должны будут стать двумя участками вертикальной стенки, эквивалентный участку верхней пластины участок, который должен будет стать участком верхней пластины, и эквивалентный выступающему участку участок, который должен будет стать выступающим участком, чтобы тем самым получить деформированный стальной лист в состоянии, в котором два эквивалентных участкам вертикальной стенки участка отогнуты в одном и том же направлении относительно эквивалентного участку верхней пластины участка; и второй этап горячей штамповки деформированного стального листа, чтобы тем самым сформировать формованное горячей штамповкой изделие, при этом на втором этапе выступающий участок формируют путем формирования участка перекрытия по меньшей мере на части эквивалентного выступающему участку участка.
С помощью способа изготовления формованного горячей штамповкой изделия, имеющего описанную выше конфигурацию, возможно получить формованное горячей штамповкой изделие, имеющее высокую прочность и высокие характеристики при испытании на трехточечный изгиб.
(10) Способ изготовления в соответствии с пунктом (9) может дополнительно включать в себя этап нагрева деформированного стального листа после первого этапа и перед вторым этапом, при этом, на втором этапе, горячую штамповку выполняют с использованием прессующего штампа, включающего в себя верхнюю часть штампа и нижнюю часть штампа, и двух кулачковых матриц, причем нижняя часть штампа имеет выступ, при этом способ дополнительно включает: этап размещения выступа нижней части штампа и деформированного стального листа таким образом, что они не вступают в контакт друг с другом; (a) этап прессования эквивалентного участку верхней пластины участка с использованием верхней части штампа и нижней части штампа; и (b) этап прессования двух эквивалентных участкам вертикальной стенки участков с использованием нижней части штампа и двух кулачковых матриц.
(11) В способе изготовления в соответствии с пунктом (10), угол между участком верхней пластины и участком перекрытия может составлять больше 90° и равен или меньше 135°, и, на втором этапе, этап (b) может завершаться после завершения этапа (a).
(12) В способе изготовления в соответствии с пунктом (10), угол между участком верхней пластины и участком перекрытия может быть равен или больше 135°, и, на втором этапе, этап (a) может завершаться после завершения этапа (b).
(13) В способе изготовления в соответствии с любым одним из пунктов (9)-(12), формованное горячей штамповкой изделие может включать в себя два участка фланца, продолжающиеся от концевых участков двух участков вертикальной стенки.
(14) В способе изготовления в соответствии с пунктом (9), формованное горячей штамповкой изделие может включать в себя два участка фланца, продолжающиеся от концевых участков двух участков вертикальной стенки, деформированный стальной лист может дополнительно включать в себя два эквивалентных участкам фланца участка, которые выступают от двух эквивалентных участкам вертикальной стенки участков и должны будут стать двумя участками фланца, первый этап и второй этап могут выполняться с использованием пресса, включающего в себя верхнюю часть штампа, нижнюю часть штампа и две подвижные матрицы, выполненные с возможностью перемещения в вертикальном направлении и горизонтальном направлении, причем нижняя часть штампа может включать в себя пуансон и две подвижные плиты, расположенные таким образом, что пуансон располагается между ними, и выполненные с возможностью перемещения по меньшей мере в вертикальном направлении, при этом способ может дополнительно включать в себя этап нагрева исходного стального листа перед первым этапом, первый этап может включать в себя (Ia) этап размещения исходного стального листа между верхней частью штампа, двумя подвижными матрицами и нижней частью штампа в состоянии, в котором пуансон и исходный стальной лист не контактируют друг с другом, и (Ib) этап опускания двух подвижных матриц вместе с двумя подвижными плитами, и перемещения двух подвижных матриц к пуансону, чтобы тем самым получить деформированный стальной лист в состоянии, в котором два эквивалентных участкам фланца участка располагаются между двумя подвижными матрицами и двумя подвижными плитами, в этом порядке, и второй этап может включать в себя (IIa) этап дальнейшего перемещения двух подвижных матриц к пуансону, чтобы тем самым обеспечить удерживание двух эквивалентных участкам вертикальной стенки участков посредством двух подвижных матриц и участков боковой поверхности пуансона, при этом сохраняется состояние, в котором участок верхней поверхности пуансона и деформированный стальной лист не контактируют друг с другом, и (IIb) этап прессования эквивалентного участку верхней пластины участка посредством верхней части штампа и пуансона путем опускания верхней части штампа, и формирования участка перекрытия по меньшей мере на части эквивалентного выступающему участку участка между верхней частью штампа и подвижными матрицами, чтобы тем самым сформировать формованное горячей штамповкой изделие, в этом порядке.
(15) В способе изготовления в соответствии с пунктом (9), первый этап и второй этап могут выполняться с использованием пресса, включающего в себя верхнюю часть штампа, нижнюю часть штампа и две подвижные матрицы, выполненные с возможностью перемещения в вертикальном направлении и горизонтальном направлении, причем нижняя часть штампа может включать в себя пуансон и две подвижные плиты, расположенные таким образом, что пуансон располагается между ними, и выполненные с возможностью перемещения по меньшей мере в вертикальном направлении, при этом способ может дополнительно включать в себя этап нагрева исходного стального листа перед первым этапом, первый этап может включать в себя (Ia) этап размещения исходного стального листа между верхней частью штампа, двумя подвижными матрицами и нижней частью штампа в состоянии, в котором пуансон и исходный стальной лист не контактируют друг с другом, и (Ib) этап опускания двух подвижных матриц вместе с двумя подвижными плитами, и перемещения двух подвижных матриц к пуансону, чтобы заставить концевой участок исходного стального листа сблизиться с пуансоном, чтобы тем самым получить деформированный стальной лист, в этом порядке, и второй этап может включать в себя (IIa) этап дальнейшего перемещения двух подвижных матриц к пуансону, чтобы тем самым обеспечить удерживание двух эквивалентных участкам вертикальной стенки участков посредством двух подвижных матриц и участков боковой поверхности пуансона, при этом сохраняется состояние, в котором участок верхней поверхности пуансона и деформированный стальной лист не контактируют друг с другом, и (IIb) этап прессования эквивалентного участку верхней пластины участка посредством верхней части штампа и пуансона путем опускания верхней части штампа, и формирования участка перекрытия по меньшей мере на части эквивалентного выступающему участку участка между верхней частью штампа и подвижными матрицами, чтобы тем самым сформировать формованное горячей штамповкой изделие, в этом порядке.
(16) В способе изготовления в соответствии с пунктом (14) или пунктом (15), способ может дополнительно включать в себя, после второго этапа, этап отделения формованного горячей штамповкой изделия от пуансона путем подъема подвижных плит в состоянии, в котором участки фланца или концевые участки участков вертикальной стенки располагают на подвижных плитах.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением возможно получить формованное горячей штамповкой изделие, имеющее высокую прочность и высокие характеристики при испытании на трехточечный изгиб, и использующий его конструктивный элемент. Кроме того, с помощью способа изготовления в соответствии с настоящим изобретением формованное горячей штамповкой изделие может быть легко изготовлено.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - вид в перспективе, схематично иллюстрирующий пример штампованного изделия в соответствии с вариантом осуществления.
Фиг. 2 - вид в поперечном разрезе, схематично иллюстрирующий штампованное изделие, показанное на фиг. 1.
Фиг. 3A - вид в поперечном разрезе, схематично иллюстрирующий другой пример штампованного изделия в соответствии с вариантом осуществления.
Фиг. 3B - схематический вид в поперечном разрезе, иллюстрирующий выступающий участок штампованного изделия в соответствии с вариантом осуществления.
Фиг. 4A - вид в перспективе, схематично иллюстрирующий другой пример штампованного изделия в соответствии с вариантом осуществления.
Фиг. 4B - вид в перспективе, схематично иллюстрирующий другой пример штампованного изделия в соответствии с вариантом осуществления.
Фиг. 5 - схематический вид в поперечном разрезе, иллюстрирующий модифицированный пример штампованного изделия в соответствии с вариантом осуществления.
Фиг. 6A - вид в поперечном разрезе, схематично иллюстрирующий пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
Фиг. 6B - вид в поперечном разрезе, схематично иллюстрирующий пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
Фиг. 6C - вид в поперечном разрезе, схематично иллюстрирующий пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
Фиг. 6D - вид в поперечном разрезе, схематично иллюстрирующий пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
Фиг. 7A - вид в поперечном разрезе, схематично иллюстрирующий пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
Фиг. 7B - вид в поперечном разрезе, схематично иллюстрирующий пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
Фиг. 8A - вид в поперечном разрезе, схематично иллюстрирующий пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
Фиг. 8B - вид в поперечном разрезе, схематично иллюстрирующий другой пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
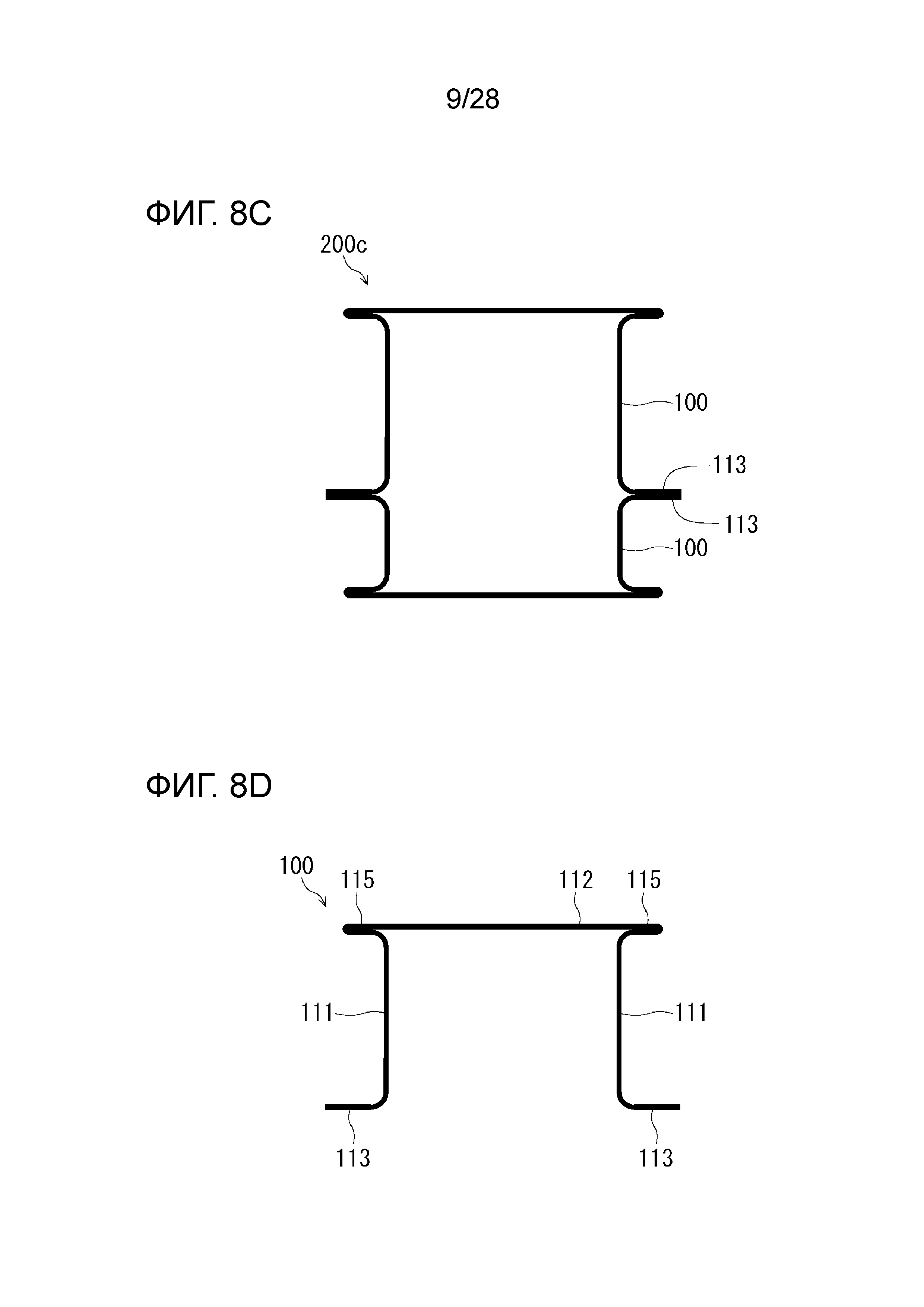
Фиг. 8C - вид в поперечном разрезе, схематично иллюстрирующий другой пример конструктивного элемента, использующего штампованное изделие в соответствии с вариантом осуществления.
Фиг. 8D - вид в поперечном разрезе, схематично иллюстрирующий пример штампованного изделия в соответствии с вариантом осуществления.
Фиг. 8E - вид в поперечном разрезе, схематично иллюстрирующий другой пример штампованного изделия в соответствии с вариантом осуществления.
Фиг. 8F - вид в поперечном разрезе, схематично иллюстрирующий другой пример штампованного изделия в соответствии с вариантом осуществления.
Фиг. 9 - вид в поперечном разрезе, схематично иллюстрирующий пример предварительного формованного изделия, сформированного в способе изготовления в соответствии с вариантом осуществления.
Фиг. 10A - вид в поперечном разрезе, схематично иллюстрирующий этап на втором этапе в примере способа изготовления в соответствии с вариантом осуществления.
Фиг. 10B - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 10A.
Фиг. 10C - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 10B.
Фиг. 10D - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 10C.
Фиг. 11A - вид в поперечном разрезе, схематично иллюстрирующий этап на втором этапе в другом примере способа изготовления в соответствии с вариантом осуществления.
Фиг. 11B - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 11A.
Фиг. 11C - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 11B.
Фиг. 11D - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 11C.
Фиг. 12 - вид в поперечном разрезе, схематично иллюстрирующий пример устройства, которое может использоваться в способе изготовления в соответствии с вариантом осуществления.
Фиг. 13A - фотография, иллюстрирующая этап примера, в котором штампованное изделие в соответствии с вариантом осуществления изготавливается фактически.
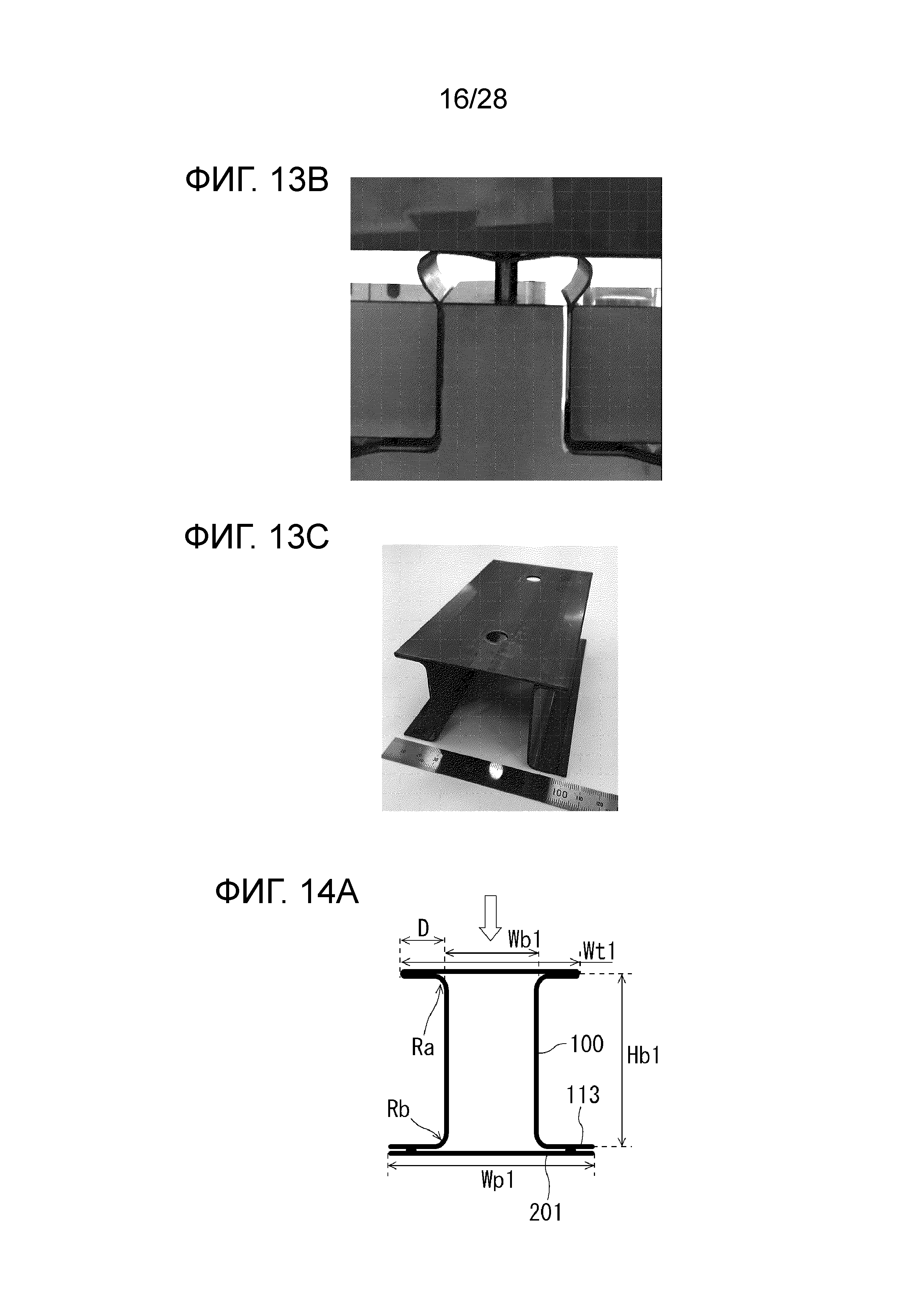
Фиг. 13B - фотография, иллюстрирующая этап, следующий за этапом на фиг. 13A.
Фиг. 13C - фотография штампованного изделия, изготовленного с использованием способа изготовления, включающего в себя этапы, показанные на фиг. 13A и фиг. 13B.
Фиг. 14A - вид в поперечном разрезе, схематично иллюстрирующий форму образца 1, используемого в Примере 1.
Фиг. 14B - вид в поперечном разрезе, схематично иллюстрирующий форму образца 2, используемого в Примере 1.
Фиг. 14C - вид в поперечном разрезе, схематично иллюстрирующий форму образца 3, используемого в Примере 1.
Фиг. 15 - вид, схематично иллюстрирующий испытание на трехточечный изгиб, моделируемое в примерах.
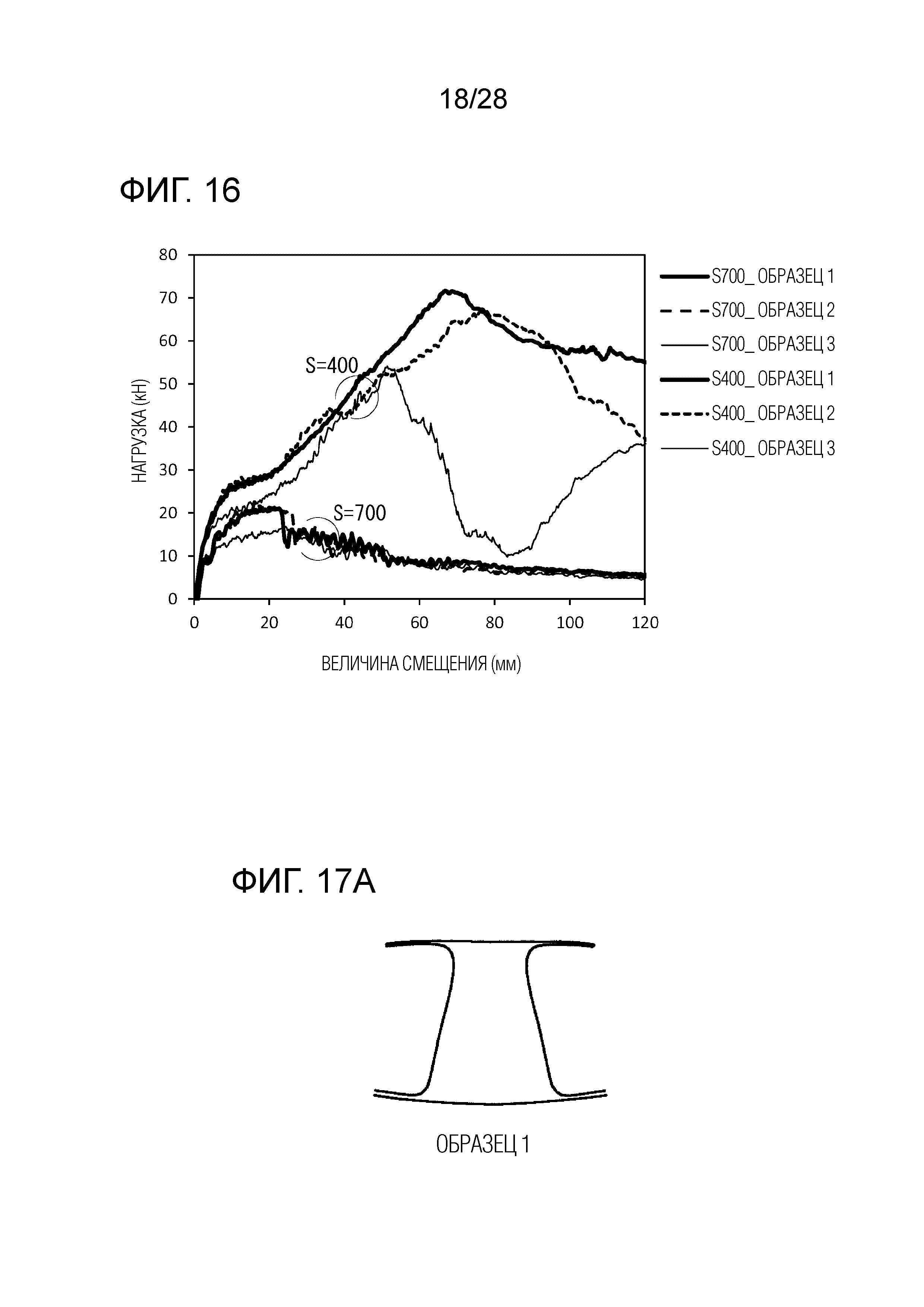
Фиг. 16 - график, иллюстрирующий связь между величиной смещения и нагрузкой, полученную при моделировании Примера 1.
Фиг. 17A - вид в поперечном разрезе, схематично иллюстрирующий пример изменения формы в образце 1 при моделировании Примера 1.
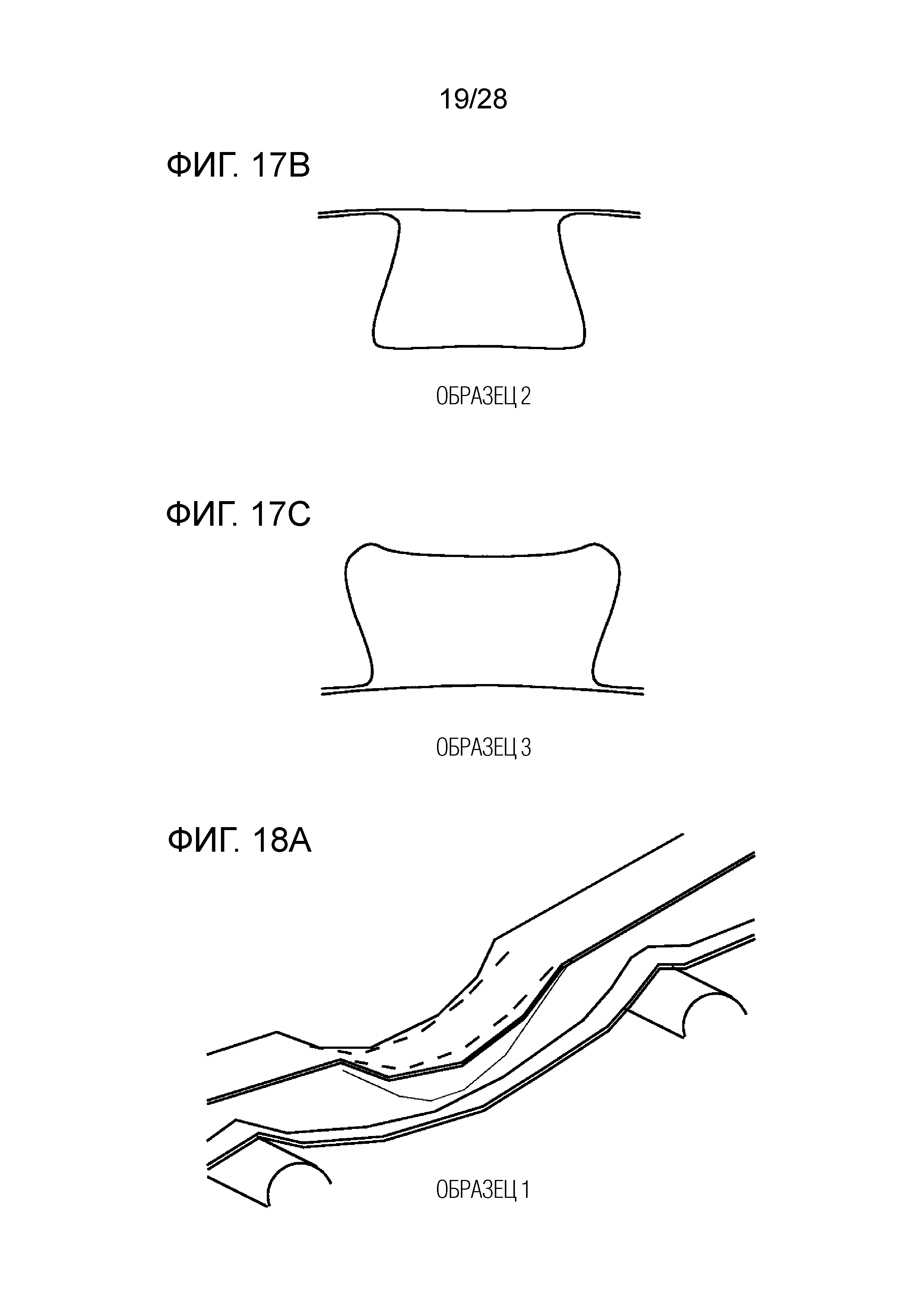
Фиг. 17B - вид в поперечном разрезе, схематично иллюстрирующий пример изменения формы в образце 2 при моделировании Примера 1.
Фиг. 17C - вид в поперечном разрезе, схематично иллюстрирующий пример изменения формы в образце 3 при моделировании Примера 1.
Фиг. 18A - вид в перспективе, схематично иллюстрирующий другой пример изменения формы в образце 1 при моделировании Примера 1.
Фиг. 18B - вид в перспективе, схематично иллюстрирующий другой пример изменения формы в образце 2 при моделировании Примера 1.
Фиг. 18C - вид в перспективе, схематично иллюстрирующий другой пример изменения формы в образце 3 при моделировании Примера 1.
Фиг. 19A - график, схематично иллюстрирующий пример величины поглощенной энергии для каждого образца при моделировании Примера 1.
Фиг. 19B - график, схематично иллюстрирующий другой пример величины поглощенной энергии для каждого образца при моделировании Примера 1.
Фиг. 20A - график, схематично иллюстрирующий пример величины поглощенной энергии для каждого образца при моделировании Примера 2.
Фиг. 20B - график, схематично иллюстрирующий другой пример величины поглощенной энергии для каждого образца при моделировании Примера 2.
Фиг. 21A - вид в поперечном разрезе, схематичной иллюстрирующий пример изменения формы в образце при моделировании Примера 2.
Фиг. 21B - вид в поперечном разрезе, схематичной иллюстрирующий другой пример изменения формы в образце при моделировании Примера 2.
Фиг. 22A - вид в поперечном разрезе, схематично иллюстрирующий другой пример изменения формы в образце при моделировании Примера 2.
Фиг. 22B - вид в поперечном разрезе, схематичной иллюстрирующий другой пример изменения формы в образце при моделировании Примера 2.
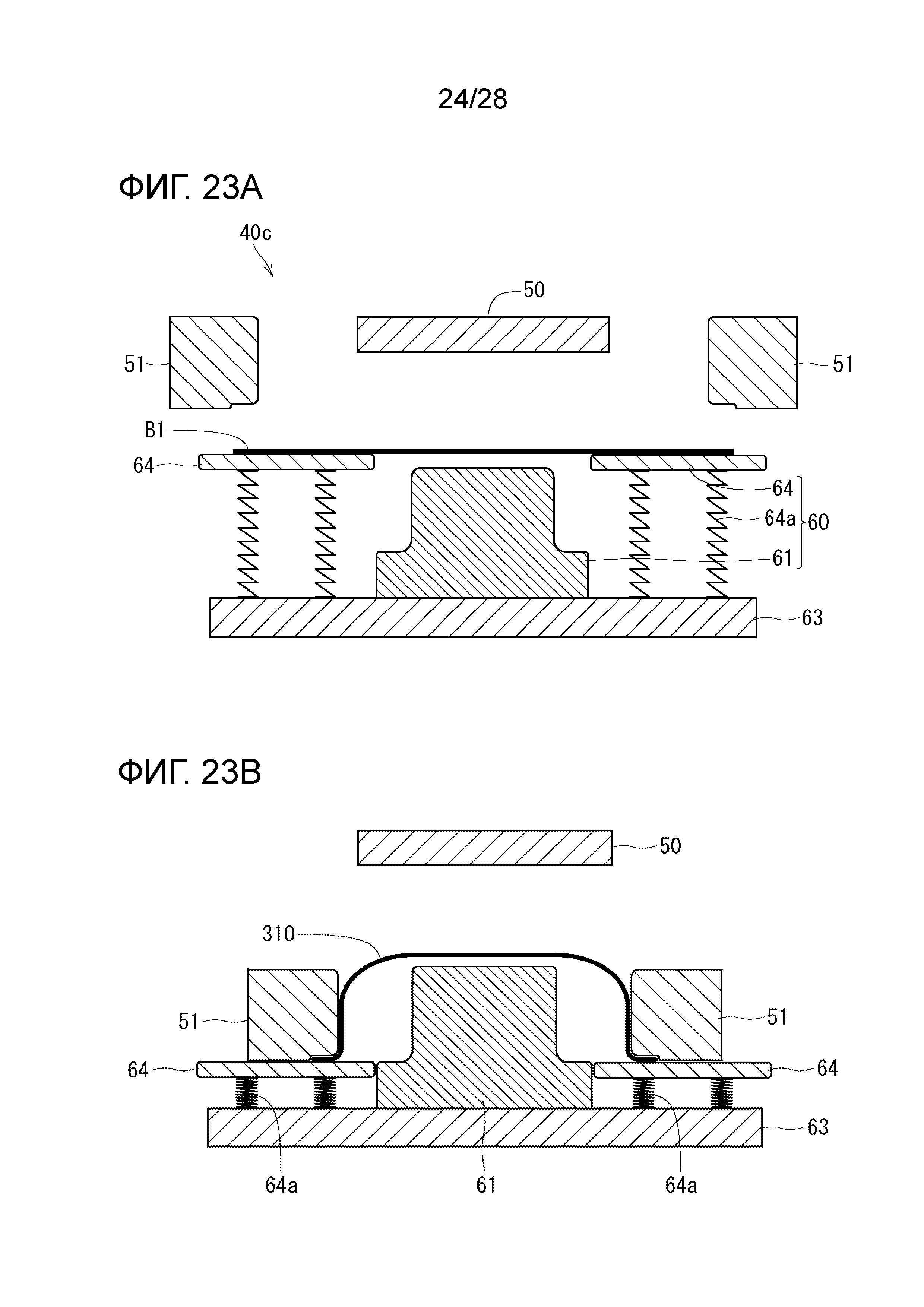
Фиг. 23A - вид в поперечном разрезе, схематично иллюстрирующий этап в другом примере способа изготовления в соответствии с вариантом осуществления.
Фиг. 23B - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 23A.
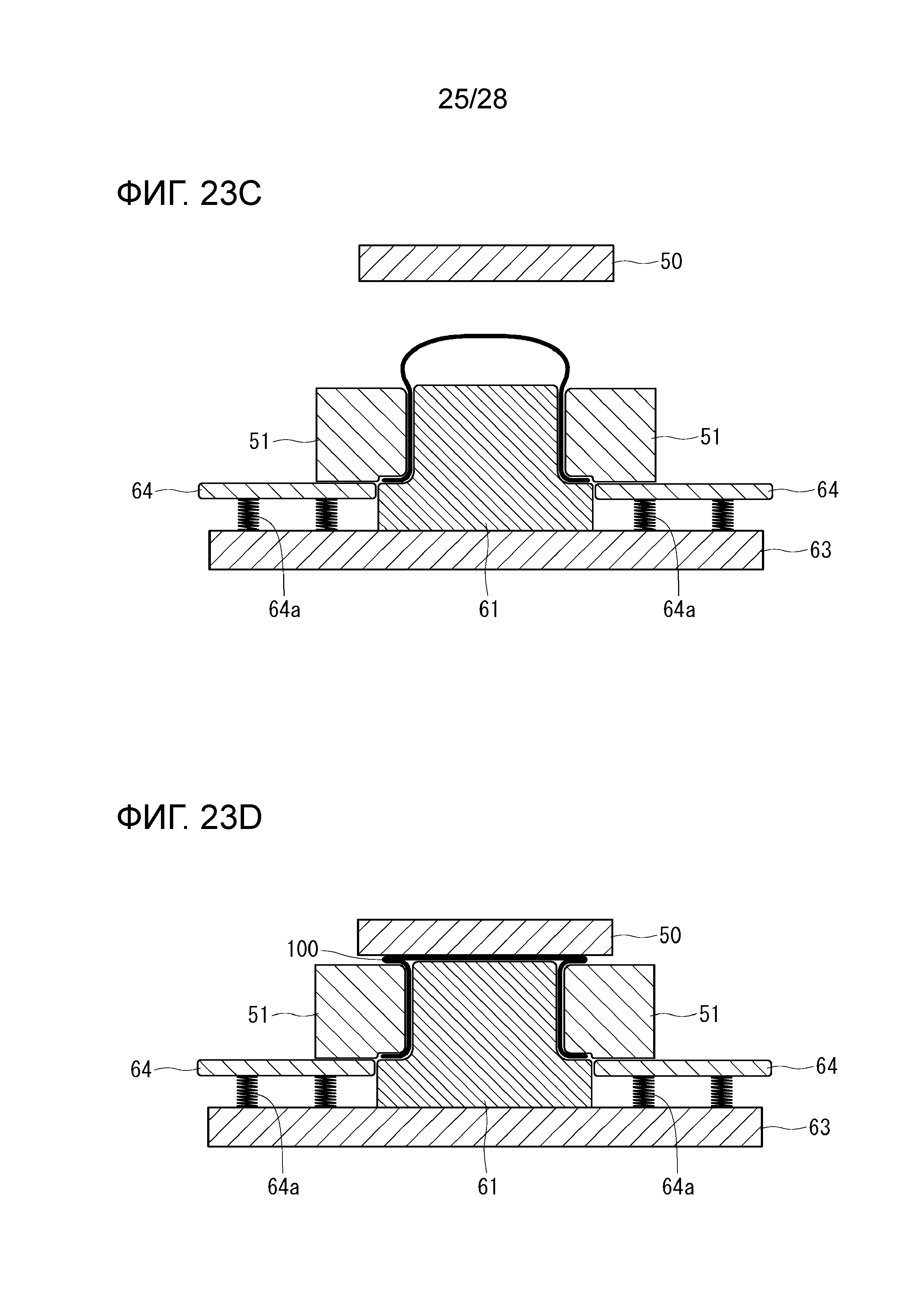
Фиг. 23C - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 23B.
Фиг. 23D - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 23C.
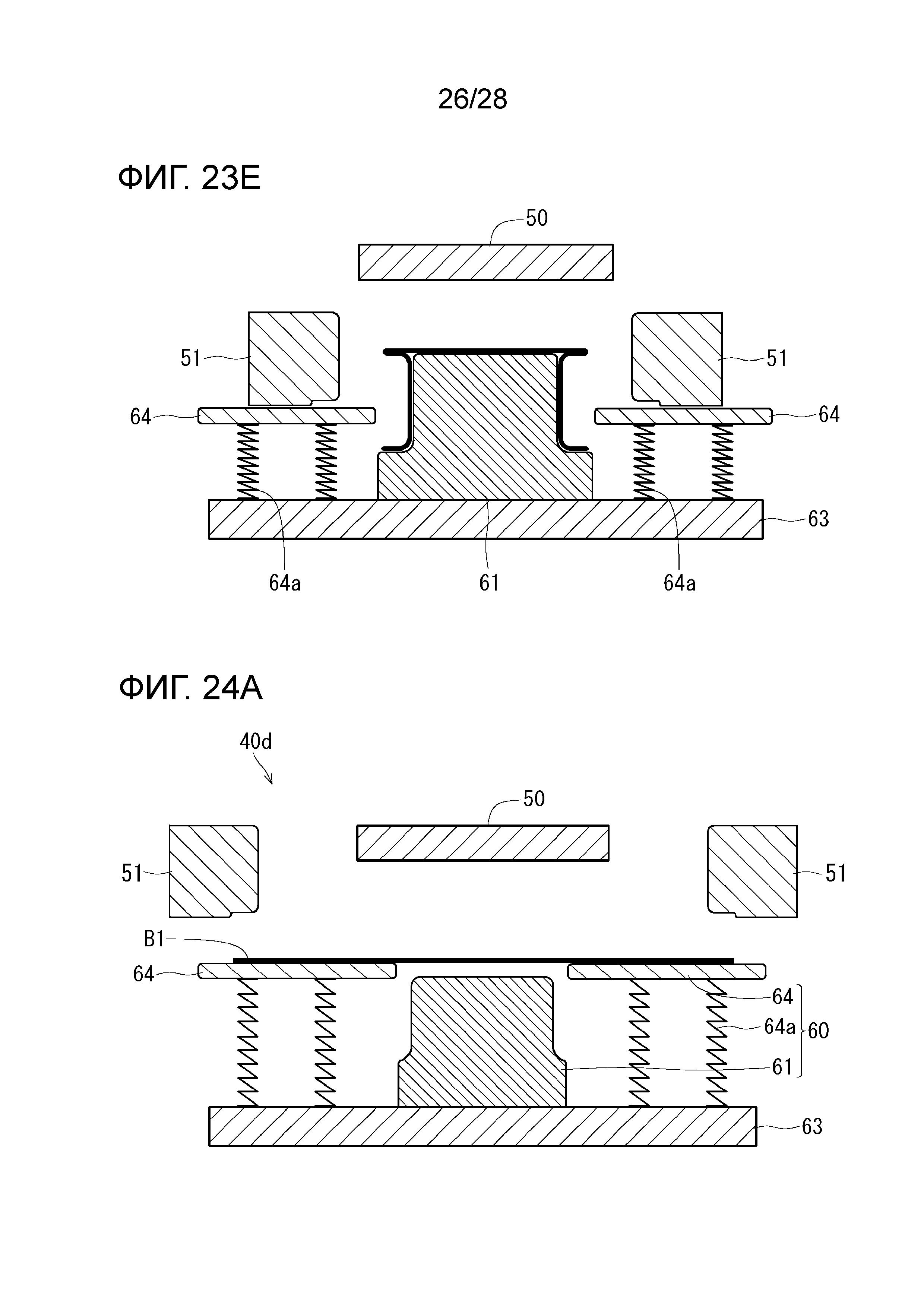
Фиг. 23E - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 23D.
Фиг. 24A - вид в поперечном разрезе, схематично иллюстрирующий этап в другом примере способа изготовления в соответствии с вариантом осуществления.
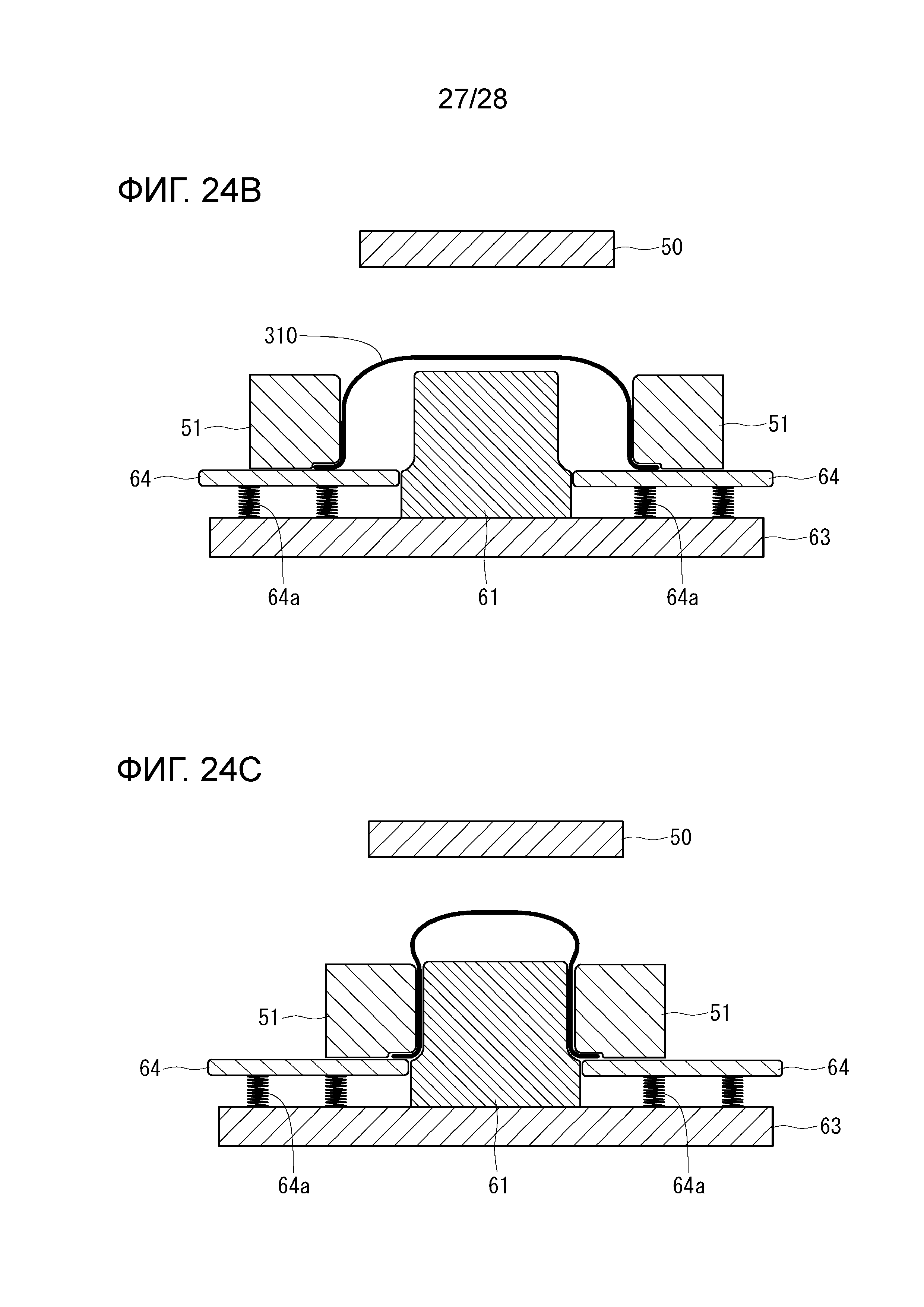
Фиг. 24B - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 24A.
Фиг. 24C - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 24B.
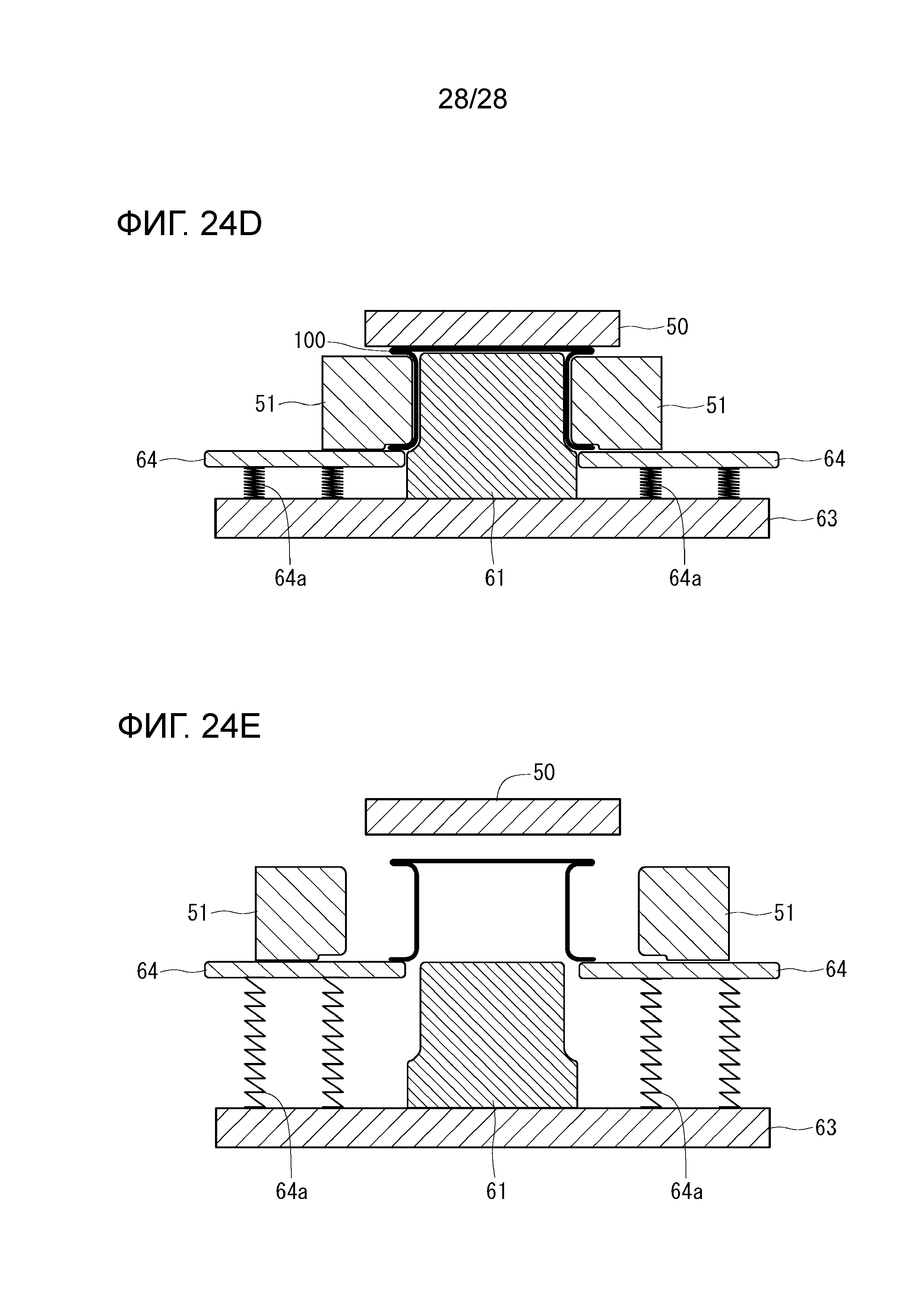
Фиг. 24D - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 24C.
Фиг. 24E - вид в поперечном разрезе, схематично иллюстрирующий этап, следующий за этапом на фиг. 24D.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения провели интенсивные исследования, чтобы получить формованное горячей штамповкой изделие, имеющее высокую прочность и высокие характеристики при испытании на трехточечный изгиб, и в результате впервые было обнаружено, что характеристики в отношении столкновений улучшаются за счет конкретной конструкции. Кроме того, авторами настоящего изобретения впервые было обнаружено, что путем изготовления этой конкретной конструкции из листа из высокопрочной стали получают формованное горячей штамповкой изделие, имеющее высокую прочность и высокие характеристики при испытании на трехточечный изгиб. Настоящее изобретение основано на этих новых сведениях.
Далее будут описаны варианты осуществления настоящего изобретения. В последующем описании варианты осуществления настоящего изобретения описываются со ссылкой на примеры, но очевидно, что настоящее изобретение не ограничивается описываемыми ниже примерами.
В последующем описании иногда приводятся в качестве примера конкретные числовые значения и материалы, но другие числовые значения и материалы также могут использоваться, при условии, что могут быть получены эффекты настоящего изобретения.
Формованное горячей штамповкой изделие
Далее будет описано формованное горячей штамповкой изделие в соответствии с настоящим изобретением. В последующем описании формованное горячей штамповкой изделие в некоторых случаях называют как «штампованное изделие» или «штампованное изделие (P)».
Штампованное изделие в рассматриваемом далее варианте осуществления представляет собой штампованное изделие, образованное из одного стального листа, и включает два участка вертикальной стенки и участок верхней пластины, смежный с двумя участками вертикальной стенки. Штампованное изделие в рассматриваемом варианте осуществления может иметь удлиненную форму, образованную удлиненными участками вертикальной стенки и удлиненным участком верхней пластины.
Штампованное изделие (P) имеет выступающий участок, на котором участок стального листа, продолжающийся от по меньшей мере одного участка вертикальной стенки из двух участков вертикальной стенки, и участок стального листа, продолжающийся от участка верхней пластины, перекрываются друг с другом. На выступающем участке в случае, если смотреть в поперечном сечении в плоскости, перпендикулярной продольному направлению удлиненного штампованного изделия, угол между участком верхней пластины и выступающим участком составляет больше 90°.
В дальнейшем возможны случаи, когда угол между участком верхней пластины и участком перекрытия называют как «угол X». Подробно угол X описывается в первом варианте осуществления. В случае, когда часть участка верхней пластины не имеет плоскую пластинчатую форму вследствие образования небольших выпуклых и вогнутых участков на участке верхней пластины или т.п., угол, образующийся, если весь участок верхней пластины рассматривается как плоская пластина, определяется как угол участка верхней пластины. Однако в случае, когда большие выпуклые и вогнутые участки образуются на части участка верхней пластины, имеющего плоскую пластинчатую форму (примеры на фиг. 6E и фиг. 6F и т.п.), угол участка верхней пластины определяется путем использования в качестве участка верхней пластины участка вне выпуклых и вогнутых участков.
Штампованное изделие (P) в рассматриваемом далее варианте осуществления может включать в себя два участка фланца, продолжающиеся от концевых участков двух участков вертикальной стенки (концевые участки на стороне, противоположной стороне участка верхней пластины).
По меньшей мере на части выступающего участка, участок стального листа, продолжающийся от участка верхней пластины, и участок стального листа, продолжающийся от участка вертикальной стенки, перекрываются друг с другом, чтобы образовать двойную структуру. В последующем описании часть выступающего участка, на которой стальной лист перекрывается в двойную структуру, называют «участок перекрытия». Участок перекрытия имеет в целом пластинчатую форму. Стальной лист загнут на участке переднего конца выступающего участка.
В дальнейшем возможны случаи, когда длину от граничной точки до переднего конца выступающего участка, которая представляет собой длину выступающего участка, называют как «длина D». Длина D представляет собой длину выступающего участка в поперечном сечении, перпендикулярном продольному направлению.
Длина участка перекрытия в поперечном сечении, перпендикулярном продольному направлению, составляет 1,0 от длины D выступающего участка, и может находиться в диапазоне от 0,1 до 1,0 от длины D (например, в диапазоне от 0,5 до 1,0 или в диапазоне от 0,3 до 0,8 от длины D).
Штампованное изделие (P) в рассматриваемом далее варианте осуществления может быть сформировано путем деформирования одного стального листа (исходного стального листа). Более конкретно, штампованное изделие (P) может быть изготовлено путем штамповки одного исходного стального листа в соответствии со способом изготовления в рассматриваемом далее варианте осуществления. Исходный стальной лист, используемый в качестве материала, будет описан позднее.
Штампованное изделие (P) в рассматриваемом далее варианте осуществления имеет в целом удлиненную форму. Участки вертикальной стенки, участок верхней пластины, участки фланца и выступающий участок все продолжаются вдоль продольного направления штампованного изделия.
Выступающий участок может быть образован на всем протяжении штампованного изделия в продольном направлении, а также может быть образован только на некоторой части штампованного изделия в продольном направлении.
В дальнейшем область, окруженную двумя участками вертикальной стенки, воображаемой плоскостью, соединяющей концевые участки двух участков вертикальной стенки, и участком верхней пластины, называют как «внутренняя область штампованного изделия (P)», и область на стороне, противоположной внутренней области, при этом участки вертикальной стенки и участок верхней пластины располагаются между ними, называют как «наружная область штампованного изделия (P)».
Участок верхней пластины соединяет два участка вертикальной стенки. Более конкретно, участок верхней пластины соединяет два участка вертикальной стенки через посредство выступающего участка. С другой точки зрения, участок верхней пластины представляет собой участок поперечной стенки, соединяющий два участка вертикальной стенки. Поэтому, в этом описании «участок верхней пластины» возможно читать как «участок поперечной стенки». В случае, когда штампованное изделие располагается таким образом, что участок поперечной стенки (участок верхней пластины) обращен вниз, участок поперечной стенки также может называться участком нижней пластины. Однако, в этом описании, участок поперечной стенки называют участком верхней пластины в контексте случая, когда участок поперечной стенки располагается на верхней стороне.
В случае, если смотреть в поперечном сечении в плоскости, перпендикулярной продольному направлению формованного горячей штамповкой изделия, углы Y между участком верхней пластины и участками вертикальной стенки обычно составляют около 90°. Угол Y будет описан в первом варианте осуществления. Угол Y может составлять меньше 90°, но обычно составляет 90° или больше, или также может находиться в диапазоне от 90° до 150°. Два угла Y могут быть разными, но предпочтительно они являются по существу одинаковыми (разница между двумя углами находится в пределах 10°) или могут быть строго одинаковыми.
В штампованном изделии (P) в рассматриваемом далее варианте осуществления выступающие участки могут выступать от двух граничных участков. В этом случае по одному выступающему участку выступает от каждого из двух граничных участков. На двух выступающих участках углы X предпочтительно являются по существу одинаковыми (разница между двумя углами находится в пределах 10°) или могут быть строго одинаковыми. Предпочтительно два выступающих участка образованы таким образом, что их формы имеют линейную симметрию в поперечном сечении, перпендикулярном продольному направлению. Однако их формы могут не иметь линейную симметрию.
Угол X между участком верхней пластины и выступающим участком может составлять 95° или больше, 105° или больше, или 135° или больше. Угол X может составлять 180° или меньше.
Угол X величиной 180° означает, что участок верхней пластины и выступающий участок являются параллельными. Угол X может составлять больше 90° и равен или меньше 180°.
В штампованном изделии (P) в рассматриваемом далее варианте осуществления в случае, если смотреть в поперечном сечении в плоскости, перпендикулярной продольному направлению формованного горячей штамповкой изделия, в отношении длины выступающего участка, длина от граничной точки, в которой пересекаются линии, продолжающиеся от участка вертикальной стенки и участка верхней пластины, до участка переднего конца выступающего участка может составлять 3 мм или больше (например, 5 мм или больше, 10 мм или больше, или 15 мм или больше). Верхнее предельное значение для длины не имеет конкретного ограничения, но может составлять, например, 25 мм или меньше. В случае, когда штампованное изделие (P) включает два выступающих участка, длины двух выступающих участков могут быть одинаковыми или могут быть разными.
В штампованном изделии (P) в рассматриваемом далее варианте осуществления, на выступающем участке, участок стального листа, продолжающийся от участка вертикальной стенки, и участок стального листа, продолжающийся от участка верхней пластины, могут быть прикреплены друг к другу с помощью некоторого способа крепления, и способ крепления может представлять собой, например, сварку. Например, сварка стального листа, который образует двойную структуру на участке перекрытия, может выполняться путем контактной точечной сварки или лазерной сварки. Дополнительно, в основании выступающего участка (граница между участком верхней пластины и участком вертикальной стенки и выступающим участком), участок стального листа, продолжающийся от участка вертикальной стенки, и участок стального листа, продолжающийся от участка верхней пластины, могут быть подвергнуты дуговой сварке (сварка угловым швом). Способ крепления может быть любым из адгезива, пайки, заклепок, болтов и сварки трением с перемешиванием.
Предел прочности при растяжении стального листа, образующего штампованное изделие (P) в рассматриваемом далее варианте осуществления, может составлять 590 МПа или больше, 780 МПа или больше. 980 МПа или больше, или 1200 МПа или больше. Верхнее предельное значение для предела прочности при растяжении штампованного изделия (P) не имеет конкретного ограничения, но составляет, например, 2500 МПа. В случае, когда второй этап способа изготовления, который будет описан позднее, выполняют путем горячей штамповки, предел прочности при растяжении штампованного изделия (P) может быть сделан выше, чем предел прочности при растяжении стального листа (заготовки) как материала.
Тот факт, что предел прочности при растяжении штампованного изделия (P) составляет не меньше приведенных выше значений означает, другими словами, металлографическую структуру, в которой мартенситная структура штампованного изделия (P) составляет 20% или больше с точки зрения объемного содержания в процентах, и составляет 90% или больше в случае, когда предел прочности при растяжении штампованного изделия (P) составляет 1310 МПа или больше, или в случае, когда выполняют горячую штамповку.
В штампованном изделии (P) в рассматриваемом далее варианте осуществления, например, в случае, когда предел прочности при растяжении штампованного изделия (P) составляет 1500 МПа или больше и мартенситная структура составляет 90% или больше с точки зрения объемного содержания в процентах, твердость по Виккерсу участка стального листа, продолжающегося от участка верхней пластины, то есть выступающего участка, может составлять 454 или больше. Кроме того, отношение твердости по Виккерсу на выступающем участке к твердости по Виккерсу на участке вертикальной стенки при этом может составлять 0,95 или больше.
В штампованном изделии (P) в рассматриваемом далее варианте осуществления участок стального листа, продолжающийся от участка вертикальной стенки, и участок стального листа, продолжающийся от участка верхней пластины, могут находиться в плотном контакте друг с другом на выступающем участке. Поэтому выступающий участок отличается от углового участка, сформированного в эллиптической вогнутой форме или выпуклой форме, описанного на фиг. 1 и фиг. 2 в Патентом документе 7.
Конструкция, в которой участок стального листа, продолжающийся от участка вертикальной стенки, и участок стального листа, продолжающийся от участка верхней пластины, находятся в плотном контакте друг с другом, может быть изготовлена с использованием способа изготовления штампованного изделия в соответствии с настоящим изобретением, который будет описан позднее.
Первый вариант осуществления
Далее будет описан более конкретный пример штампованного изделия в соответствии с настоящим изобретением в качестве первого варианта осуществления.
Вид в перспективе штампованного изделия 100 (штампованное изделие (P)) в соответствии с первым вариантом осуществления схематически показан на фиг. 1. Вид в поперечном разрезе плоскости, перпендикулярной продольному направлению штампованного изделия 100, схематический показан на фиг. 2. В дальнейшем, в некоторых случаях, верхнюю сторону (сторона участка верхней пластины) на фиг. 2 называют как верхняя сторона штампованного изделия (P) в соответствии с рассматриваемым вариантом осуществления, и нижнюю сторону (сторона участка фланца) на фиг. 2 называют как нижняя сторона штампованного изделия (P) в соответствии с рассматриваемым вариантом осуществления.
Штампованное изделие 100 образовано из одного стального листа 101. На фиг. 1 и фиг. 2 штампованное изделие 100, имеющее удлиненную форму, включает два участка 111 вертикальной стенки, участок 112 верхней пластины, два участка 113 фланца и два выступающих участка 115. Каждый из участка 111 вертикальной стенки, участка 112 верхней пластины и участка 113 фланца имеет удлиненную и плоскую пластинчатую форму. Участок 112 верхней пластины соединяет два участка 111 вертикальной стенки, смежные с участком 112 верхней пластины, через посредство двух выступающих участков 115.
В примере, показанном на фиг. 2, два участка 113 фланца продолжаются по существу горизонтально наружу от нижних концевых участков двух участков 111 вертикальной стенки. То есть участок 113 фланца по существу параллелен участку 112 верхней пластины.
Выступающий участок 115 выступает наружу от граничного участка 114 на угловом участке, соединяющем участок 111 вертикальной стенки и участок 112 верхней пластины. Участок 115d перекрытия обеспечен по меньшей мере на стороне участка 115t переднего конца выступающего участка 115. На участке 115d перекрытия стальной лист 101a, продолжающийся от участка 112 верхней пластины (участок стального листа, продолжающийся от участка 112 верхней пластины), и стальной лист 101b, продолжающийся от участка 111 вертикальной стенки (участок стального листа, продолжающийся от участка 111 вертикальной стенки) могут перекрываться с плотным контактом друг с другом.
Каждый из стального листа 101a и стального листа 101b представляет собой участок стального листа 101. Стальной лист (стальной лист 101a), продолжающийся от участка 112 верхней пластины, загнут в противоположном направлении на участке 115t переднего конца и становится стальным листом 101b. Участок 115d перекрытия имеет в целом плоскую пластинчатую форму. В поперечном сечении (поперечном сечении, перпендикулярном продольному направлению) штампованное изделие 100, за исключением выступающего участка 115, имеет по существу корытообразную форму.
Как показано на фиг. 2, угол между участком 112 верхней пластины и выступающим участком 115 обозначен как угол X. Более конкретно, угол X означает угол между плоскостью, включающей в себя наружную поверхность 112s участка 112 верхней пластины, и плоскостью, включающей в себя поверхность 115ds участка 115d перекрытия, являющегося частью выступающего участка 115 (поверхность стального листа 101a на участке 115d перекрытия).
На фиг. 1 и фиг. 2 показан случай, когда угол X составляет 180°. В этом случае участок 112 верхней пластины и выступающий участок 115 являются параллельными. В предпочтительном примере случая, когда угол X составляет 180°, между стальным листом 101a, продолжающимся от участка 112 верхней пластины, и участком 112 верхней пластины отсутствует ступенчатый участок. С другой точки зрения, состояние, в котором угол X составляет 180°, также может рассматриваться как состояние, в котором угол между участком 112 верхней пластины и выступающим участком 115 составляет 0°.
Угол X может находиться в описанном выше диапазоне. Вид в поперечном разрезе примера случая, когда угол X составляет 145°, показан на фиг. 3.
В случае, когда угол X составляет больше 90°, то, если смотреть на штампованное изделие 100 сверху на участок 112 верхней пластины, стальной лист 101b, образующий выступающий участок 115, будет не виден за стальным листом 101a. Этот участок иногда называют участок с отрицательным углом. С другой точки зрения, участок с отрицательным углом представляет собой участок, имеющий обратный уклон, когда штамповка должна выполняться только с использованием верхней части штампа и нижней части штампа.
В случае, когда штампованное изделие (P) в соответствии с рассматриваемым вариантом осуществления используют в качестве конструктивного элемента, возможны случаи, когда участок 112 верхней пластины и участок 113 фланца соответственно прикрепляют к участкам других элементов. В этом случае угол X предпочтительно составляет 180° в некоторых случаях. Так как угол X составляет 180° и поверхность участка 112 верхней пластины и поверхность выступающего участка 115 находятся на одном уровне друг с другом, сторону участка 112 верхней пластины будет легко прикрепить к другому элементу в некоторых случаях. Дополнительно, когда нагрузка прилагается со стороны участка 112 верхней пластины, участок 112 верхней пластины и выступающий участок 115 будут легко выдерживать нагрузку как единое целое.
В случае, если смотреть в поперечном сечении в плоскости, перпендикулярной продольному направлению штампованного изделия, в отношении длины выступающего участка 115, длина D (см. фиг. 3B или фиг. 14A) от граничной точки 114p, в которой пересекаются линии, продолжающие участок 111 вертикальной стенки и участок 112 верхней пластины, до участка 115t переднего конца выступающего участка 115, может находиться в описанном выше диапазоне.
Участок 115d перекрытия не закруглен в цилиндрическую форму. Поэтому выступающий участок 115 отличается от усиливающего участка, закругленного в цилиндрическую форму, описываемого на фиг. 6 в Патентом документе 6.
В области, отличной от участка 115t переднего конца, участок стального листа, образующий выступающий участок 115, изогнут, но не загнут. То есть на выступающем участке 115, за исключением участка 115t переднего конца, отсутствует участок линии ребра, выступающий наружу от выступающего участка 115. С этой точки зрения штампованное изделие 100 отличается от компонентов, описываемых в Патентных документах 4 и 5.
Кроме того, на выступающем участке 115 два стальных листа (стальной лист 101b, представляющий собой участок стального листа, продолжающийся от участка 111 вертикальной стенки, и стальной лист 101a, представляющий собой участок стального листа, продолжающийся от участка 112 верхней пластины) могут находиться в плотном контакте друг с другом. При этой конфигурации возможно дополнительно улучшить прочность выступающего участка 115.
На фиг. 2 показан пример случая, когда угол Y между участком 111 вертикальной стенки и участком 112 верхней пластины, составляет больше 90°. Здесь угол Y представляет собой угол, показанный на фиг. 2, то есть угол между участком 111 вертикальной стенки и участком 112 верхней пластины внутри штампованного изделия 100.
Как показано на фиг. 2, предпочтительно угловой участок 116, соединяющий участок 111 вертикальной стенки и участок 113 фланца, имеет закругленную форму. Так как угловой участок 116 имеет закругленную форму, выпучивание на угловом участке 116 может быть подавлено.
Предпочтительно угловой участок на границе между стальным листом 101b выступающего участка 115 и участком 111 вертикальной стенки имеет изогнутую поверхность в случае, если смотреть в поперечном сечении в плоскости, перпендикулярной продольному направлению штампованного изделия. За счет того, что угловой участок имеет изогнутую поверхность, выпучивание на угловом участке может быть подавлено.
Радиус кривизны углового участка в плоскости, перпендикулярной продольному направлению, может находиться в диапазоне от 0,1 до 1,0 от длины D (например, в диапазоне от 0,2 до 0,8 или в диапазоне от 0,2 до 0,5 от длины D). Например, в случае, когда угол X составляет меньше 180°, угловой участок на границе между стальным листом 101a выступающего участка 115 и участком 112 верхней пластины может иметь изогнутую поверхность.
Не все штампованное изделие (P) в продольном направлении может иметь образованный на нем выступающий участок. Вид в перспективе примера штампованного изделия (P), которое имеет выступающий участок, который образован только на некоторой его части в продольном направлении, схематически показан на фиг. 4A. В штампованном изделии 100 на фиг. 4A выступающий участок 115 не образован в областях P2 на обоих концах в продольном направлении, и выступающий участок 115 образован в центральной области P1 в продольном направлении. При этой конфигурации, в случае, когда штампованное изделие объединяется с другим элементом, чтобы образовать конструктивный элемент, возможно получить желаемые показатели безопасности при столкновениях без ограничений по форме элемента.
Штампованное изделие (P), имеющее выступающий участок, образованный только на некоторой его части в продольной направлении, как показано на фиг. 4A, может быть изготовлено только с использованием «способа изготовления за два этапа», который будет описан позднее. В качестве альтернативы, штампованное изделие (P), показанное на фиг. 4A или фиг. 4B, может быть изготовлено путем прикрепления штампованного изделия, не имеющего выступающего участка, к обоим концам в продольном направлении штампованного изделия, которое имеет выступающий участок, образованный на всем его протяжении в продольном направлении, с помощью сварки или т.п.
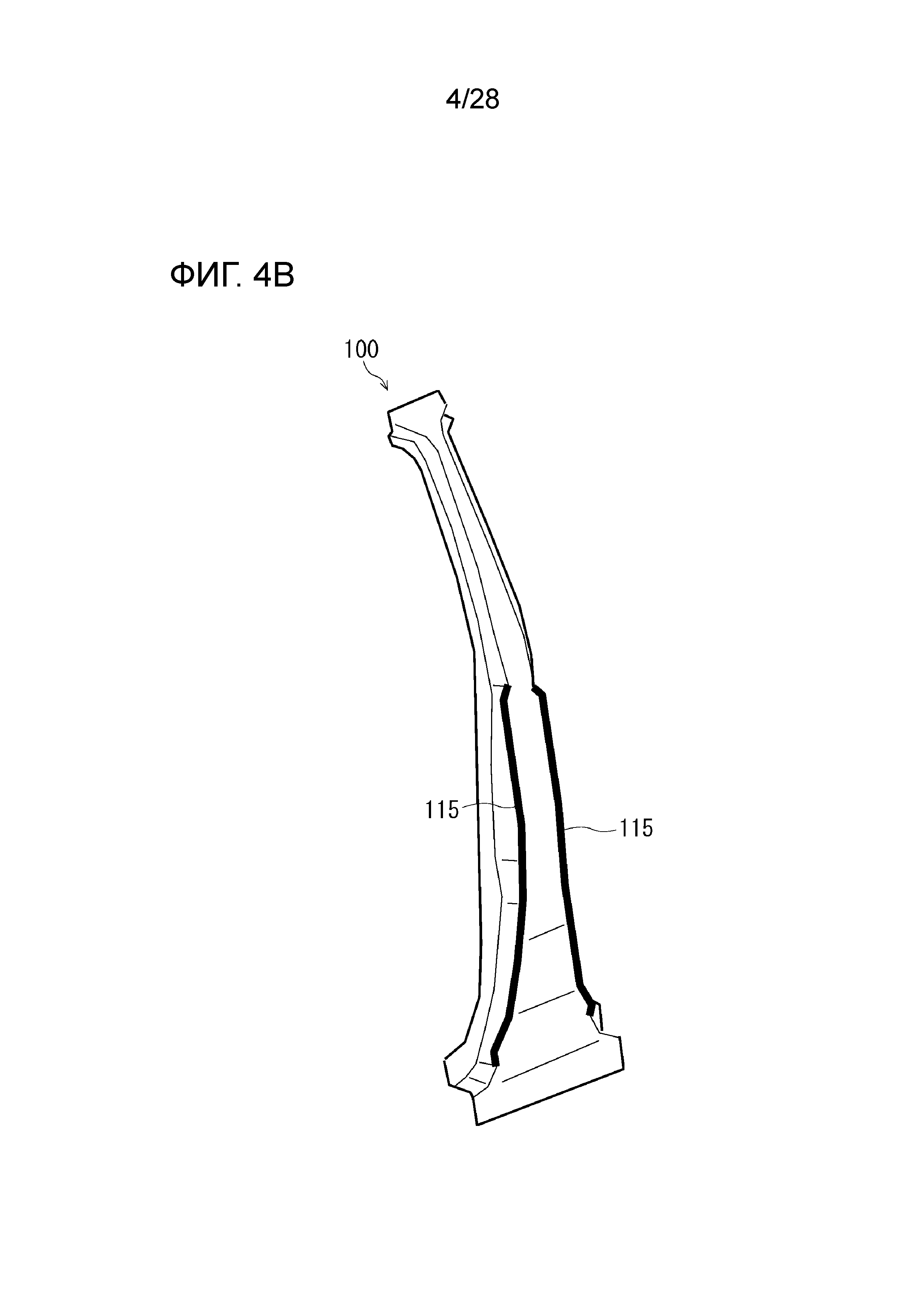
Вид в перспективе примера другого штампованного изделия (P), которое имеет выступающий участок, образованный только на некоторой его части в продольном направлении, схематично показан на фиг. 4B. Штампованное изделие 100 на фиг. 4B представляет собой пример средней стойки. На фиг. 4B наружные края выступающих участков 115 указаны жирными линиями. В штампованном изделии 100 на фиг. 4B выступающий участок 115 образован только в локальной области в продольном направлении, и выступающий участок 115 не образован в других областях.
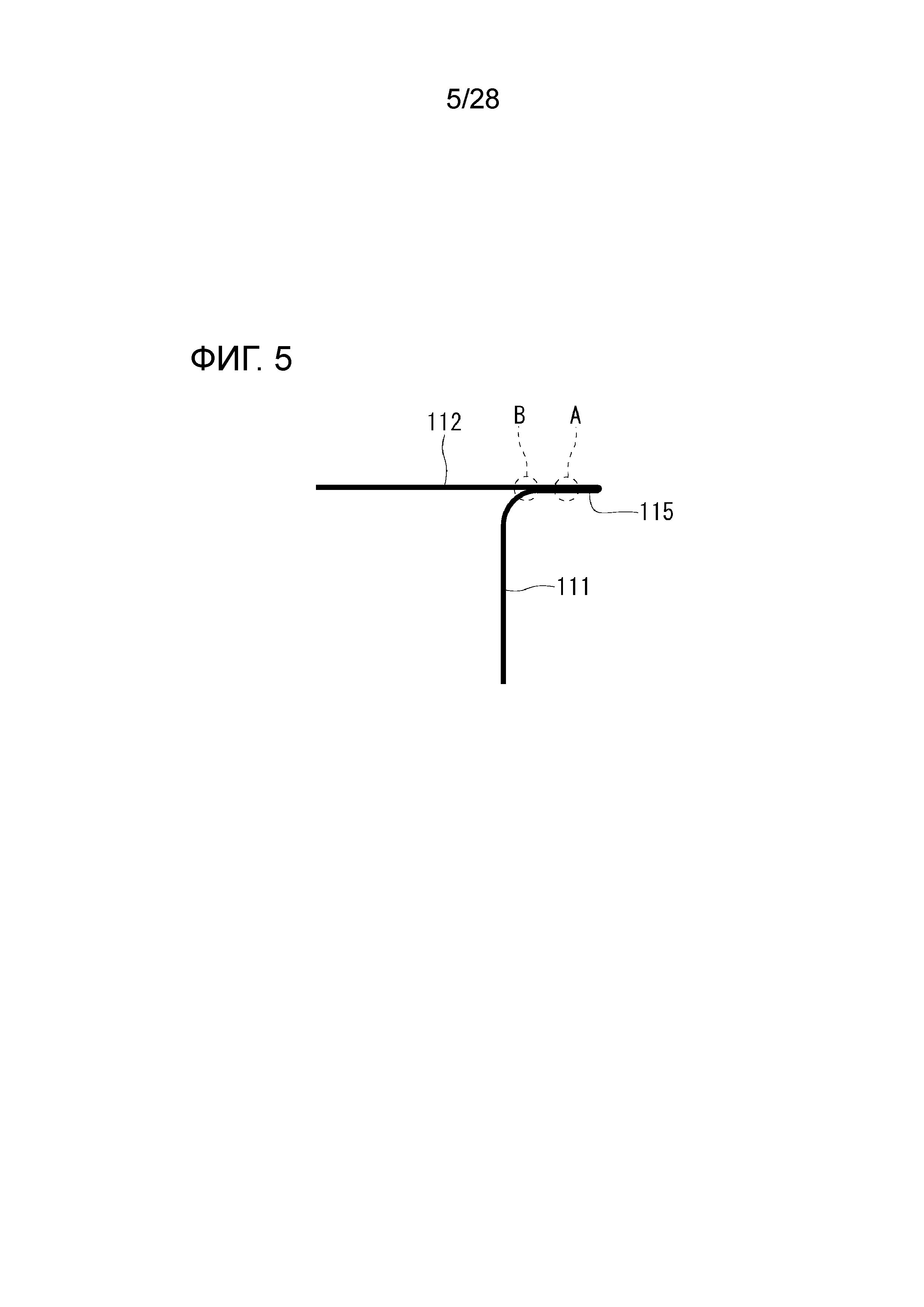
Стальные листы, которые перекрываются друг с другом в двойную структуру на выступающем участке 115, могут быть прикреплены друг к другу с помощью сварки или т.п. Например, область A и/или область B, показанные на фиг. 5, могут быть подвергнуты сварке. Способ сварки не имеет конкретного ограничения, но сварка в области A, которая не является концевым участком выступающего участка, может представлять собой контактную точечную сварку или лазерную сварку. Сварка (сварка угловым швом) в области B на границе между выступающим участком 115 и другим участком может представлять собой дуговую сварку. Стальные листы могут быть прикреплены друг к другу с помощью любого из адгезива, пайки, заклепок, болтов и сварки трением с перемешиванием.
Штампованное изделие (P) в соответствии с рассматриваемым вариантом осуществления может использоваться для различных применений. Например, штампованное изделие (P) может использоваться в качестве конструктивного элемента различных средств передвижения (автомобили, двухколесные транспортные средства, железнодорожные транспортные средства, корабли и самолеты) или конструктивного элемента различных машин. Примеры конструктивных элементов транспортного средства включают в себя боковую часть нижнего обвязочного бруса, стойку (передняя стойка, нижняя часть передней стойки, средняя стойка и т.п.), продольный брус крыши, дугу крыши, бампер, усиливающий элемент поясной линии и противоударную балку двери, или другой конструктивный элемент.
Конструктивный элемент
Далее будет описан конструктивный элемент, использующий штампованное изделие в соответствии с настоящим изобретением.
Штампованное изделие (P) в соответствии с настоящим изобретением может само по себе использоваться как различные конструктивные элементы. В качестве альтернативы, штампованное изделие (P) в соответствии с настоящим изобретением может использоваться в сочетании с другим элементом (например, элемент из стального листа).
Здесь элемент из стального листа представляет собой элемент, образованный из стального листа. Конструктивный элемент, описываемый в рассматриваемом дальше варианте осуществления, включает штампованное изделие (P) в соответствии с описанным выше вариантом осуществления. Конструктивный элемент транспортного средства, описываемый ниже, может использоваться в качестве конструктивного элемента не только для транспортного средства.
Пример конструктивного элемента в рассматриваемом далее варианте осуществления может включать в себя штампованное изделие (P) в соответствии с описанным выше вариантом осуществления и элемент из стального листа, прикрепленный к штампованному изделию (P) таким образом, чтобы образовать замкнутое поперечное сечение вместе со штампованным изделием (P). То есть штампованное изделие (P) и элемент из стального листа могут образовать полое тело.
Пример конструктивного элемента в рассматриваемом далее варианте осуществления включает штампованное изделие (P) в соответствии с описанным выше вариантом осуществления и один элемент из стального листа, прикрепленный к двум участкам фланца штампованного изделия (P). Другими словами, элемент из стального листа прикреплен к двум участкам фланца таким образом, чтобы соединить два участка фланца штампованного изделия (P).
Другой элемент может быть также прикреплен к участку фланца. Примером элемента из стального листа является штампованное изделие (P) в соответствии с описанным выше вариантом осуществления. В этом случае два штампованных изделия (P), прикрепленные друг к другу, прикреплены таким образом, что они обращены друг к другу, так что их внутренние области обращены друг к другу. Пример элемента из стального листа может включать в себя стальной лист (заднюю пластину) и формованное изделие, которое не является штампованным изделием в соответствии с описанным выше вариантом осуществления.
В случае, когда штампованное изделие (P) не включает участок фланца, элемент из стального листа может быть прикреплен к участку вертикальной стенки штампованного изделия (P) таким образом, чтобы образовать замкнутое поперечное сечение. Например, участок фланца может быть обеспечен на концевом участке элемента из стального листа, и участок фланца и участок вертикальной стенки штампованного изделия (P) могут быть прикреплены друг к другу.
Способ крепления штампованного изделия (P) и элемента из стального листа друг к другу не имеет конкретного ограничения, и соответствующий способ крепления может быть выбран в зависимости от ситуации. Примеры способа крепления включают в себя по меньшей мере одно, выбираемое из группы, состоящей из сварки, адгезива, пайки, заклепок, болтов и сварки трением с перемешиванием, из которых сварка является легкой для выполнения. Примеры сварки включают в себя контактную точечную сварку и лазерную сварку.
Кроме того, в компоненте транспортного средства в рассматриваемом варианте осуществления только некоторая часть участка фланца штампованного изделия (P) в соответствии с рассматриваемым вариантом осуществления может быть прикреплена к другому элементу из стального листа. В этом случае другие части участка фланца не прикрепляются к элементу из стального листа. Например, участки фланца штампованного изделия в соответствии с рассматриваемым вариантом осуществления прикрепляются к другому элементу из стального листа только в окрестности обоих их концевых участков в продольном направлении, и другие их участки не прикрепляются к элементу из стального листа.
Второй вариант осуществления
Во втором варианте осуществления будет описан пример конструктивного элемента, использующего штампованное изделие (P) в соответствии с настоящим изобретением. На фиг. 6A-6D представлены виды, схематически иллюстрирующие поперечные сечения, перпендикулярные продольному направлению конструктивного элемента 200. Конструктивный элемент, описываемый во втором варианте осуществления, может использоваться в описанных выше применениях (компонент транспортного средства и другие применения).
Конструктивный элемент 200, показанный на фиг. 6A, включает штампованное изделие 100 и заднюю пластину (стальной лист) 201. Задняя пластина 201 приварена к двум участкам 113 фланца штампованного изделия 100. Конструктивный элемент 200, показанный на фиг. 6A, включает вспомогательный элемент 601, прикрепленный к каждому из двух участков 111 вертикальной стенки и участку 112 верхней пластины через посредство участков 602 крепления. Вспомогательный элемент 601 представляет собой удлиненный элемент и может располагаться таким образом, что продольное направление штампованного изделия 100 и продольное направление вспомогательного элемента 601 являются по существу параллельными друг другу. В примерах на фиг. 6A-6D вспомогательный элемент имеет U-образную форму в поперечном сечении, перпендикулярном продольному направлению.
Конструктивный элемент 200, показанный на фиг. 6B, включает вспомогательный элемент 601, прикрепленный к каждому из двух участков 111 вертикальной стенки через посредство участка 602 крепления. Участок 602 крепления не обеспечен между участком 112 верхней пластины и вспомогательным элементом 601. Участок 112 верхней пластины и вспомогательный элемент 601 могут располагаться в плотном контакте друг с другом или могут располагаться с зазором между ними.
Конструктивный элемент 200, показанный на фиг. 6C, включает вспомогательный элемент 601, прикрепленный к участку 112 верхней пластины через посредство участка 602 крепления. Участок 602 крепления не обеспечен между двумя участками 111 вертикальной стенки и вспомогательным элементом 601. Участок 111 вертикальной стенки и вспомогательный элемент 601 могут располагаться в плотном контакте друг с другом или могут располагаться с зазором между ними.
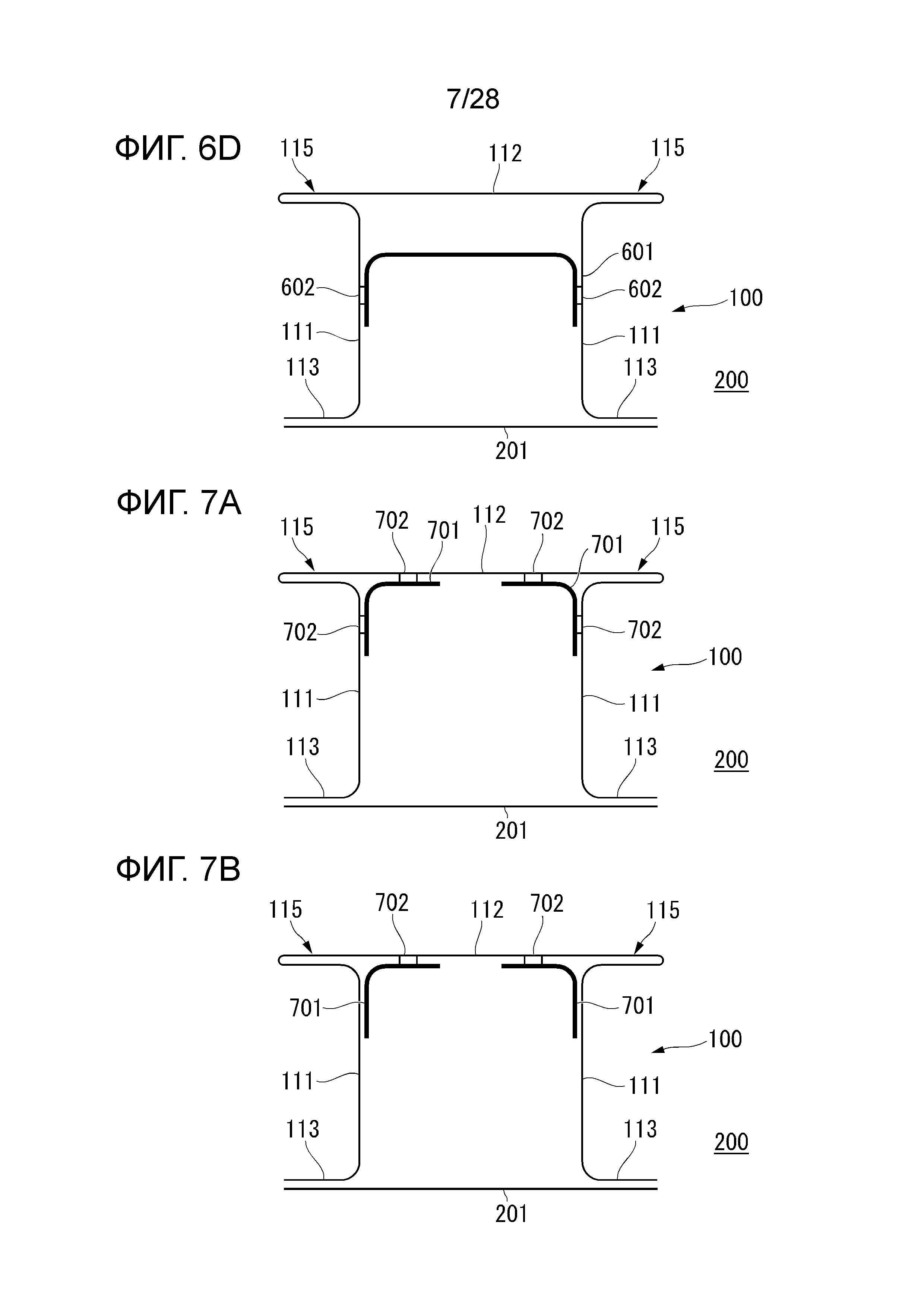
Конструктивный элемент 200, показанный на фиг. 6D, включает вспомогательный элемент 601, прикрепленный к каждому из двух участков 111 вертикальной стенки через посредство участка 602 крепления. В примере на фиг. 6D пространство обеспечено между участком 112 верхней пластины и верхней поверхностью вспомогательного элемента 601.
На фиг. 7A и фиг. 7B представлены виды, схематически иллюстрирующие поперечные сечения, перпендикулярные продольному направлению конструктивного элемента 200, на которых показана другая форма вспомогательного элемента. В примерах на фиг. 7A и фиг. 7B, вспомогательный элемент 701 имеет L-образную форму в поперечном сечении, перпендикулярном продольному направлению. Вспомогательный элемент 701 представляет собой удлиненный элемент и может располагаться таким образом, что продольное направление штампованного изделия 100 и продольное направление вспомогательного элемента 701 являются по существу параллельными друг другу.
Конструктивный элемент 200, показанный на фиг. 7A, включает два вспомогательных элемента 701, прикрепленных к одному из двух участков 111 вертикальной стенки и участку 112 верхней пластины через посредство участков 702 крепления. Конструктивный элемент 200, показанный на фиг. 7B, включает два вспомогательных элемента 701, прикрепленных к участку 112 верхней пластины через посредство участков 702 крепления. Участок 702 крепления не обеспечен между двумя участками 111 вертикальной стенки и вспомогательным элементом 701. Участок 111 вертикальной стенки и вспомогательный элемент 701 могут располагаться в плотном контакте друг с другом или могут располагаться с зазором между ними.
Вспомогательный элемент 601 или 701, описанный выше, может располагаться полностью в продольном направлении конструктивного элемента 200 или может располагаться только частично в продольном направлении. Участок 602 крепления или 702 может быть образован с помощью любого из адгезива, пайки, заклепок, болтов и сварки трением с перемешиванием.
В конструктивном элементе, включающем в себя штампованное изделие, имеющее выступающий участок, как было описано выше, так как участки вертикальной стенки сминаются таким образом, что они перемещаются внутрь, за счет добавления вспомогательного элемента возможно подавить смятие и дополнительно улучшить характеристики при столкновении.
Предпочтительно прочность вспомогательного элемента 601 или 701 является высокой. Однако, чтобы способствовать подавлению описанного выше смятия внутрь, материал вспомогательного элемента 601 или 701 может представлять собой неметаллический материал, такой как полимерный материал или вспененная смола.
Третий вариант осуществления
В третьем варианте осуществления будет описан пример конструктивного элемента, использующего штампованное изделие (P) в соответствии с описанным выше вариантом осуществления. Примеры конструктивного элемента показаны на фиг. 8A-8C. На фиг. 8A-8C представлены виды, схематично иллюстрирующие поперечные сечения, перпендикулярные продольному направлению конструктивного элемента. Конструктивный элемент, описываемый в третьем варианте осуществления, может использоваться в описанных выше применениях (компонент транспортного средства и другие применения).
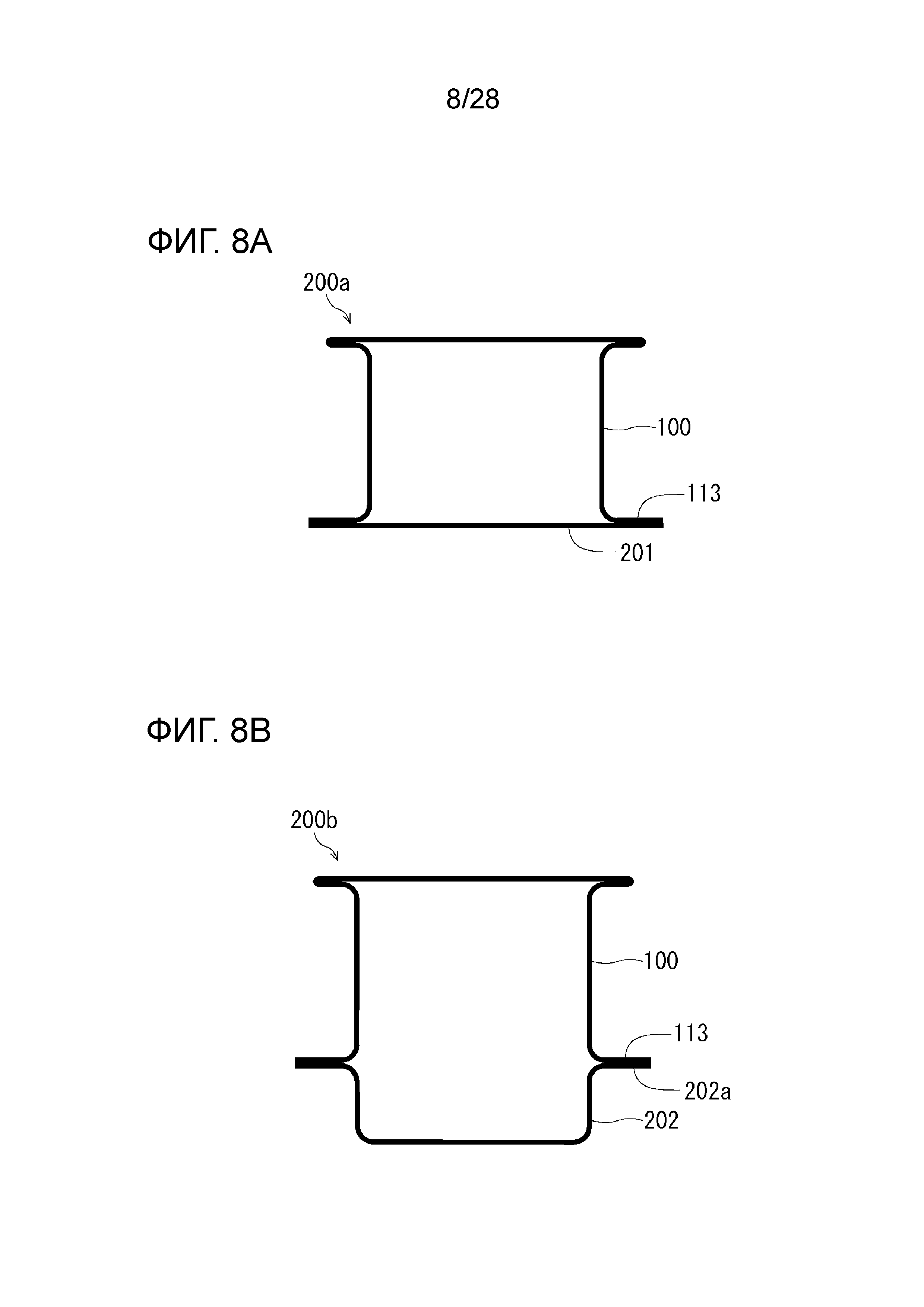
Конструктивный элемент 200a, показанный на фиг. 8A, включает штампованное изделие 100 и заднюю пластину (стальной лист) 201. Задняя пластина 201 приварена к двум участкам 113 фланца штампованного изделия 100. Конструктивный элемент 200b, показанный на фиг. 8B, включает штампованное изделие 100 и другое штампованное изделие 202. Штампованное изделие 202 имеет по существу корытообразную форму в поперечном сечении. Штампованное изделие 100 и штампованное изделие 202 располагаются таким образом, что их внутренние области обращены друг к другу, и участки 113 штампованного изделия 100 и участки 202a штампованного изделия 202 приваривают друг к другу.
Конструктивный элемент 200c включает два штампованных изделия 100. Два штампованных изделия 100 располагаются таким образом, что их внутренние области обращены друг к другу, и их участки 113 фланца приваривают друг к другу. Возможно рассматривать одно из двух штампованных изделий 100 в качестве элемента из стального листа. Дополнительно, задняя пластина 201 и штампованное изделие 202 представляют собой элементы из стального листа.
В штампованном изделии 100, включенном в конструктивный элемент в соответствии с рассматриваемым вариантом осуществления, как показано на фиг. 8D, другой элемент из стального листа может не быть прикреплен к части участка 113 фланца. Кроме того, в штампованном изделии 100, как показано на фиг. 8E и фиг. 8F, может быть образована выемка 112c на участке 112 верхней пластины.
В штампованном изделии 100 на фиг. 8E глубина выемки 112c по существу равна высоте участка 111 вертикальной стенки. В штампованном изделии 100 на фиг. 8F глубина выемки 112с составляет примерно половину от высоты участка 111 вертикальной стенки. Штампованные изделия 100, показанные на фиг. 8E и фиг. 8F, также могут использоваться в конструктивном элементе в соответствии с рассматриваемым вариантом осуществления. В этом случае весь участок 113 фланца может быть прикреплен к другому элементу из стального листа, или только некоторая часть участка 113 фланца может быть прикреплена к другому элементу из стального листа. В случае крепления только части участка 113 фланца к другому элементу из стального листа, участок крепления может быть только в окрестности обоих концевых участков штампованного изделия в продольном направлении.
Способ изготовления штампованного изделия
Далее будет описан способ изготовления штампованного изделия в соответствии с настоящим изобретением.
Способ изготовления штампованного изделия в соответствии с настоящим изобретением представляет собой способ изготовления штампованного изделия (P) в соответствии с описанным выше вариантом осуществления. Так как признаки, описанные для штампованного изделия (P) в соответствии с описанным выше вариантом осуществления, могут быть применены для описываемого ниже способа изготовления, повторное описание может быть опущено в некоторых случаях. Дополнительно, признаки, описанные в рассматриваемом далее способе изготовления, могут быть применены для штампованного изделия (P) в соответствии с описанным выше вариантом осуществления.
Способ изготовления в соответствии с рассматриваемом далее вариантом осуществления включает первый этап и второй этап. Первый этап представляет собой этап деформирования исходного стального листа, включающего в себя два эквивалентных участкам вертикальной стенки участка, которые должны будут стать двумя участками вертикальной стенки, эквивалентный участку верхней пластины участок, который должен будет стать участком верхней пластины, и эквивалентный выступающему участку участок, который должен будет стать выступающим участком, чтобы тем самым получить деформированный стальной лист в состоянии, в котором два эквивалентных участкам вертикальной стенки участка отогнуты в одном и том же направлении относительно эквивалентного участку верхней пластины участка. Второй этап представляет собой этап штамповки деформированного стального листа, чтобы тем самым сформировать штампованное изделие (P). На втором этапе выступающий участок формируют путем формирования участка перекрытия по меньшей мере на части эквивалентного выступающему участку участка.
В деформированном стальном листе обычно отсутствует четко определенная граница между эквивалентными участкам вертикальной стенки участками, эквивалентным участку верхней пластины участком и эквивалентным выступающему участку участком. Однако между ними возможны некоторые границы.
Деформированный стальной лист может находиться в состоянии упругой деформации, в котором деформация устраняется, когда нагрузка снимается, или может находиться в состоянии пластической деформации, в котором деформация не устраняется, когда нагрузка снимается. То есть деформированный стальной лист может находиться в состоянии пластической деформации или в состоянии упругой деформации. В дальнейшем деформированный стальной лист в состоянии пластической деформации иногда называют как «предварительное формованное изделие».
Первый этап не имеет конкретного ограничения и может выполняться с использованием известной штамповки.
Хотя второй этап будет описан позднее, предпочтительно использовать на втором этапе горячую штамповку. Штампованное изделие, получаемое с помощью второго этапа, может быть далее подвергнуто последующей обработке. Штампованное изделие, получаемое с помощью второго этапа (или получаемое с помощью последующей обработки) может использоваться само по себе или может использоваться в сочетании с другим элементом.
В дальнейшем стальной лист (исходный стальной лист), представляющий собой исходный материал, называют в некоторых случаях как «заготовка». Заготовка обычно представляет собой стальной лист плоской пластинчатой формы и имеет форму в плоскости, соответствующую форме штампованного изделия (P), подлежащего изготовлению. Толщину и физические свойства заготовки выбирают в соответствии с характеристиками, требуемыми для штампованного изделия (P). Например, в случае, когда штампованное изделие (P) представляет собой конструктивный элемент транспортного средства, выбирают соответствующую этому заготовку. Толщина заготовки может находиться, например, в диапазоне от 0,4 мм до 4,0 мм, и может находиться в диапазоне от 0,8 мм до 2,0 мм.
Толщина штампованного изделия (P) в соответствии с рассматриваемым вариантом осуществления определяется толщиной заготовки и этапами обработки, и может находиться в диапазоне толщины заготовки, приведенном здесь в качестве примера.
Предпочтительно заготовка представляет собой лист из высокопрочной стали (высокопрочный материал), имеющий предел прочности при растяжении 340 МПа или больше (например, предел прочности при растяжении от 500 до 800 МПа, 490 МПа или больше, 590 МПа или больше, 780 МПа или больше, 980 МПа или больше, или 1200 МПа или больше). Для обеспечения уменьшения веса, при этом сохраняя его прочность, в качестве конструктивного элемента, предпочтительно предел прочности при растяжении формованного изделия является высоким, и, более предпочтительно, используется заготовка с пределом прочности при растяжении 590 МПа или больше (например, 780 МПа или больше, 980 МПа или больше, или 1180 МПа или больше). Верхнее предельное значение для предела прочности при растяжении заготовки не имеет конкретного ограничения, и составляет, например, 2500 МПа или меньше. Предел прочности при растяжении штампованного изделия (P) в соответствии с рассматриваемым вариантом осуществления обычно равен или выше предела прочности при растяжении заготовки, и также может находиться в диапазоне, приведенном здесь в качестве примера.
В случае, когда предел прочности при растяжении исходного стального листа (заготовки) составляет 590 МПа или больше, для получения штампованного изделия с равным или большим, по сравнению с заготовкой, пределом прочности при растяжении, предпочтительно выполнять второй этап путем горячей штамповки (горячего прессования).
Даже в случае использования заготовки, имеющий предел прочности при растяжении меньше 590 МПа, второй этап также может выполняться путем горячей штамповки. В случае выполнения горячей штамповки может использоваться заготовка, имеющая известный подходящий для этого состав.
В случае, когда заготовка имеет предел прочности при растяжении 590 МПа или больше и толщину 1,4 или больше, для подавления возникновения трещин на выступающем участке, даже в заготовке, имеющей низкую пластичность, особенно предпочтительно выполнять второй этап путем горячей штамповки.
По той же причине, в случае, когда заготовка имеет предел прочности при растяжении 780 МПа или больше и толщину 0,8 мм или больше, особенно предпочтительно выполнять второй этап путем горячей штамповки. Так как пластичность нагретого стального листа является высокой, в случае выполнения второго этапа путем горячей штамповки, возникновение трещин будет менее вероятно, даже если толщина заготовки составляет 3,2 мм.
В случае, когда предел прочности при растяжении заготовки является высоким, вероятно возникновение трещин на участке переднего конца выступающего участка во время холодного прессования. Поэтому, в случае, когда предел прочности при растяжении стального листа после формования становится 1200 МПа или больше (например, 1500 МПа или больше, или 1800 МПа или больше), более предпочтительно выполнять второй этап путем горячей штамповки. Даже в случае, когда предел прочности при растяжении стального листа после формования становится меньше 1200 МПа, второй этап может выполняться путем горячей штамповки.
В случае, когда предел прочности при растяжении заготовки составляет 780 МПа или больше, когда форму штампованного изделия (P) в соответствии с описанным выше вариантом осуществления формируют путем холодного прессования, в некоторых случаях складки или трещины могут возникать на выступающем участке и т.п. Однако в способе изготовления штампованного изделия в соответствии с настоящим изобретением, за счет выполнения второго этапа путем горячей штамповки, форма штампованного изделия (P) в соответствии с описанным выше вариантом осуществления может быть получена, даже если предел прочности при растяжении заготовки составляет 780 МПа или больше. То есть, за счет выполнения второго этапа путем горячей штамповки, может быть изготовлено штампованное изделие (P), имеющее предел прочности при растяжении 780 МПа или больше.
Способ изготовления с использованием горячей штамповки не раскрывается в Патентных документах 4, 5 и 6. Однако, как было описано выше, для получения штампованного изделия, имеющего предел прочности при растяжении 590 МПа или больше, предпочтительно выполнять второй этап путем горячей штамповки.
При горячей штамповке, для обеспечения желаемой прочности, содержание C в химическом составе заготовки должно составлять от 0,09 до 0,4 мас.%. Дополнительно, Mn также должен составлять от 1,0 до 5,0 мас.%. Подобным образом, B также должен составлять от 0,0005 до 0,05 мас.%. Характерный химический состав заготовки, имеющей предел прочности при растяжении 1500 МПа или больше после закалки, не имеет конкретного ограничения, но включает: С - 0,2 мас.%, Si - 0,02 мас.%, Mn - 1,3 мас.%, Al - 0,03 мас.%, Ti - 0,02 мас.% и B - 0,0015 мас.%.
Деформация на первом этапе обычно не является особенно большой. Поэтому, независимо от предела прочности при растяжении заготовки, первый этап обычно может выполняться путем холодной обработки (например, холодное прессование). Однако, если требуется, первый этап может выполняться путем горячей обработки (например, горячее прессование). В предпочтительном примере первый этап выполняется путем холодной обработки, и второй этап выполняется путем горячей штамповки.
Пример горячей штамповки, используемой на втором этапе, будет описан ниже. В случае выполнения горячей штамповки, обрабатываемый объект (заготовка или предварительное формованное изделие) нагревают до предварительно заданной температуры закалки. Температура закалки представляет собой температуру, которая выше, чем критическая точка A3 (более конкретно, критическая точка Ac3), в которой заканчивается аустенитное превращение в обрабатываемом объекте, и, например, может составлять 910°C или больше.
Затем нагретый обрабатываемой объект подвергают прессованию с использованием пресса. Так как обрабатываемый объект нагрет, возникновение трещин менее вероятно, даже если обрабатываемый объект сильно деформируется. Обрабатываемый объект быстро охлаждают, когда он подвергается прессованию. Происходит закалка обрабатываемого объекта за счет быстрого охлаждения во время прессования. Быстрое охлаждение обрабатываемого объекта может выполняться путем охлаждения штампа и матриц или распыления воды из штампа и матриц в направлении обрабатываемого объекта. Предпочтительно скорость охлаждения, когда обрабатываемый объект быстро охлаждают с помощью пресса, составляет, например, 30°C/с или выше.
Процедура горячей штамповки (нагрев, прессование и т.п.) и устройство, используемое для горячей штамповки, не имеют конкретного ограничения, и могут использоваться известные процедуры и устройства.
Предварительное формованное изделие может включать в себя U-образный участок, имеющий U-образную форму в поперечном сечении, перпендикулярном продольном направлению. U-образный участок становится двумя участками вертикальной стенки, участком верхней пластины и выступающим участком. Участок, который должен будет стать участком фланца, может быть соединен с концевым участком U-образного участка.
В последующем описании термин «поперечное сечение» означает, в принципе, поперечное сечение, перпендикулярное продольному направлению элемента, такого как предварительное формованное изделие.
Способ изготовления за два этапа
Ниже будет описан пример способа изготовления штампованного изделия (способ изготовления штампованного изделия за два этапа), который включает описанные выше первый и второй этапы, и эти этапы выполняют с использованием разных устройств или штампов и матриц.
В способе изготовления штампованного изделия за два этапа после первого этапа и перед вторым этапом включен этап нагрева деформированного стального листа, получаемого путем обработки исходного стального листа на первом этапе.
На втором этапе выполняют горячую штамповку с использованием прессующего штампа, включающего в себя верхнюю часть штампа и нижнюю часть штампа, и двух кулачковых матриц. Нижняя часть штампа имеет выступ, и выполняют этап размещения выступа нижней части штампа и деформированного стального листа таким образом, что они не вступают в контакт друг с другом. Дополнительно, второй этап включает (a) этап прессования эквивалентного участку верхней пластины участка с использованием верхней части штампа и нижней части штампа и (b) этап прессования двух эквивалентных участкам вертикальной стенки участков с использованием нижней части штампа и двух кулачковых матриц.
В способе изготовления в соответствии с четвертым вариантом осуществления, который будет описан ниже, второй этап может включать в себя приведенные далее этапы (a) и (b). Этот второй этап предпочтительно используют в случае, когда деформированной стальной лист представляет собой предварительное формованное изделие, которое является пластически деформированным.
На этапе (a) эквивалентный участку верхней пластины участок подвергают прессованию с использованием прессующего штампа, включающего в себя верхнюю часть штампа и нижнюю часть штампа, образующие пару. На этапе (b) два эквивалентных участкам вертикальной стенки участка подвергают прессованию с использованием нижней части штампа и двух кулачковых матриц. В способе изготовления в рассматриваемом далее варианте осуществления могут использоваться штамп и матрицы, которые формируют выступающий участок, когда завершены оба этапа (a) и (b). Кулачковые матрицы в основном перемещаются в направлении (горизонтальном направлении), перпендикулярном направлению штамповки. В типичном примере кулачковая матрица перемещается только в горизонтальном направлении.
Временной режим выполнения этапов (a) и (b) может выбираться в зависимости от ситуации, или один из них может завершаться первым, или они оба могут завершаться одновременно. Один из этапов (a) и (b) может начинаться первым, или они оба могут начинаться одновременно. Примеры с первого по третий, в которых время завершения этапов (a) и (b) является разным, будут описаны ниже.
В первом примере второго этапа этап (b) завершают после завершения этапа (a). Первый пример предпочтительно выполняют в случае, когда угол X между участком верхней пластины и участком перекрытия составляет больше 90° и равен или меньше 135°.
При условии, что этап (b) завершают после завершения этапа (a), перемещение кулачковой матрицы на этапе (b) может начинаться до завершения этапа (a).
Во втором примере второго этапа этап (a) завершают после завершения этапа (b). Второй пример предпочтительно выполняют в случае, когда угол X между участком верхней пластины и участком перекрытия равен или больше 135° (например, в диапазоне от 135° до 180°).
При условии, что этап (a) завершают после завершения этапа (b), перемещение прессующего штампа на этапе (a) может начинаться до завершения этапа (b).
В третьем примере второго этапа этапы (a) и (b) завершаются одновременно. При условии, что этапы (a) и (b) завершаются одновременно, время начала перемещения прессующего штампа на этапе (a) и время начала перемещения кулачковой матрицы на этапе (b) не имеют ограничения.
Четвертый вариант осуществления
В четвертом варианте осуществления будет описан способ изготовления штампованного изделия (P). В четвертом варианте осуществления будет описан пример изготовления штампованного изделия (P), которое было описано в первом варианте осуществления.
В четвертом варианте осуществления будет описан пример, в котором второй этап выполняют путем горячей штамповки. В четвертом варианте осуществления будет описан случай, когда в качестве деформированного стального листа используют предварительное формованное изделие, которое является пластически деформированным.
Вначале, на первом этапе, формируют путем деформирования исходного стального листа предварительное формованное изделие 301 (деформированный стальной лист), включающее в себя по меньшей мере участки (два эквивалентных участкам вертикальной стенки участка), которые должны будут стать двумя участками 111 вертикальной стенки, участок (эквивалентный участку верхней пластины участок), который должен будет стать участком 112 верхней пластины, и участок (эквивалентный выступающему участку участок), который должен будет стать выступающим участком 115. Первый этап может выполняться в соответствии с описанным выше способом (например, штамповка). Поперечное сечение (поперечное сечение, перпендикулярное продольному направлению) примера предварительного формованного изделия 301, сформированного на первом этапе, схематически показано на фиг. 9.
Как показано на фиг. 9, предварительное формованное изделие 301 включает U-образный участок 301a, а также плоские участки 301b (эквивалентные участку фланца участки), которые должны будут стать участками 113 фланца. U-образный участок 301a включает два эквивалентных участкам вертикальной стенки участка 301aw и эквивалентный участку верхней пластины участок 301at, и далее включает эквивалентные выступающим участкам участки 301ae.
В предварительном формованном изделии 301 два эквивалентных участкам вертикальной стенки участка 301aw отогнуты в одном и том же направлении относительно эквивалентного участку верхней пластины участка 301at. То есть два эквивалентных участку вертикальной стенки участка 301aw отогнуты в направлении одной стороны основной поверхности эквивалентного участку верхней пластины участка 301at.
Предварительное формованное изделие 301 имеет по существу корытообразную форму в поперечном сечении. Дополнительно, U-образный участок 301a имеет по существу U-образную форму в поперечном сечении (перевернутую на фиг. 7). Предварительное формованное изделие 301 является пластически деформированным и сохраняет форму, показанную на фиг. 9, в состоянии, когда не прилагается нагрузка.
Длина (длина в поперечном сечении) U-образного участка 301a обозначена как Lu. Кроме того, в штампованном изделии (P) высота участка вертикальной стенки обозначена как Hb (соответствует Hb1 на фиг. 14A) и ширина между двумя участками вертикальной стенки обозначена как Wb (соответствует Wb1 на фиг. 14A). U-образный участок 301a включает, дополнительно к эквивалентным участкам вертикальной стенки участкам 301aw и эквивалентному участку верхней пластины участку 301at, эквивалентные выступающим участкам участки 301ae, которые должны будут стать выступающими участками 115 на втором этапе. Поэтому длина Lu, ширина Wb и высота Hb удовлетворяют соотношению (Wb+2Hb) На U-образном участке 301a предварительного формованного изделия 301, показанного на фиг. 9, отсутствуют четко определенная граница между эквивалентными выступающим участкам участками 301ae и другими участками. Концевой участок плоского участка 301b предварительного формованного изделия 301 может продолжаться вниз (в направлении от участка 112 верхней пластины). Ниже со ссылкой на фиг. 10A-10D будет описан пример, в котором второй этап выполняют с использованием предварительного формованного изделия 301, в котором концевой участок плоского участка 301b не продолжается вниз. Как показано на фиг. 11A-11D, также может быть сформировано предварительное формованное изделие, в котором концевой участок плоского участка 301b продолжается вниз. Второй этап выполняют путем горячей штамповки. Поэтому предварительное формованное изделие нагревают до температуры, которая равна или выше, чем критическая точка Ac3 (например, температуры, которая выше, чем критическая точка Ac3 на 80°C или больше). Нагрев выполняют, например, путем нагрева предварительного формованного изделия 301 с использованием нагревательного устройства. Затем нагретое предварительное формованное изделие 301 подвергают штамповке с использованием пресса. Пример конфигурации прессующего штампа, используемого для штамповки, показан на фиг. 10A. Пресс включает прессующий штамп 10, плиту 13, механизм 14 удлинения-сокращения, кулачковые матрицы 15 для приложения давления и кулачковые матрицы (скользящие матрицы) 21. Прессующий штамп 10 включает верхнюю часть 11 штампа и нижнюю часть 12 штампа, которые образуют пару. Нижняя часть 12 штампа включает выступ 12a, выступающая поверхность которого обращена в направлении верхней части 11 штампа. Кулачковая матрица 15 для приложения давления и кулачковая матрица 21 имеют наклонные поверхности 15a и 21a, соответственно, которые служат в качестве кулачкового механизма. Кулачковая матрица 15 для приложения давления прикреплена к плите 13 через посредство механизма 14 удлинения-сокращения, который может удлиняться и сокращаться. В качестве механизма удлинения-сокращения может использоваться известный механизм удлинения-сокращения, такой как пружина или гидравлический цилиндр. Когда плита 13 опускается, верхняя часть 11 штампа и кулачковая матрица 15 для приложения давления опускаются. Когда кулачковая матрица 15 для приложения давления опускается, к кулачковой матрице 21 прилагается давление посредством кулачковой матрицы 15 для приложения давления и она перемещается в сторону выступа 12a нижней части 12 штампа. Как хорошо известно, временной режим перемещения кулачковой матрицы 21 можно регулировать путем изменения позиции и формы наклонных поверхностей 15a и 21a. То есть возможно регулировать время завершения описанных выше этапа (a) и этапа (b). В приведенном выше примере кулачковая матрица 21 перемещается с помощью кулачкового механизма. Однако, вместо использования кулачкового механизма, кулачковая матрица 21 также может быть выполнена с возможностью независимого перемещения с помощью гидравлического цилиндра или т.п., без зависимости от перемещения другой матрицы. В этом варианте осуществления описывается пример, в котором верхняя часть 11 штампа и кулачковая матрица 15 для приложения давления прикреплены к одному и тому же ползуну пресса через посредство плиты 13. Однако верхняя часть 11 штампа и кулачковая матрица 15 для приложения давления могут быть прикреплены к разным ползунам пресса, чтобы перемещаться индивидуально. Дополнительно, в этом варианте осуществления описывается пример, в котором кулачковая матрица 21 перемещается за счет приложения давления посредством кулачковой матрицы 15 для приложения давления. Однако кулачковая матрица 21 может перемещаться независимо с помощью приводного устройство, непосредственно прикрепленного к кулачковой матрице 21. Прессующий штамп 10 и кулачковая матрица 21 имеют функцию охлаждения. Например, прессующий штамп 10 и кулачковая матрица 21 могут быть выполнены таким образом, что охлаждающая вода циркулирует в них. Путем выполнения прессования с использованием холодных штампа и матриц, нагретое формованное изделие 301 подвергается формованию и охлаждению. В результате выполняются штамповка и закалка. Охлаждение может выполняться путем распыления воды из штампа и матриц. Будет описан пример этапа штамповки с использованием устройства, показанного на 10A. На фиг. 10A-10В схематично иллюстрируется пример случая выполнения второго этапа с использованием способа в соответствии с описанным выше вторым примером. Способ в соответствии со вторым примером предпочтительно используют в случае, когда угол X находится в диапазоне от 135° до 180°. Вначале, как показано на фиг. 10A, предварительное формованное изделие 301 размещают между верхней частью 11 штампа и нижней частью 12 штампа. При этом является важным разместить выступ 12a нижней части 12 штампа и деформированный стальной лист 301 в состоянии, в котором они не контактируют друг с другом. Когда предварительное формованное изделие 301 размещают между верхней частью 11 штампа и нижней частью 12 штампа, в случае, если U-образный участок 301a деформированного стального листа 301 (области, включающие в себя участки (два эквивалентных участкам вертикальной стенки участка), которые должны будут стать двумя участками 111 вертикальной стенки, участок (эквивалентный участку верхней пластины участок), который должен будет стать участком 112 верхней пластины, и участки (эквивалентные выступающим участкам участки), которые должны будут стать выступающими участками 115) находится в состоянии контакта с выступом 12a, точка деформированного стального листа 301, которая контактирует с выступом 12a, охлаждается посредством нижней части 12 штампа. В этом случае температура стального листа, необходимая для горячей штамповки, не может сохраняться во время штамповки. Поэтому существует проблема того, что трещины и складки могут возникать в штампованном изделии, и желаемая прочность не может быть получена. Дополнительно, необходимая скорость охлаждения для закалки не может быть получена. Желаемая прочность не может быть получена. В частности, возникновение трещин и складок вероятно в окрестности участка (эквивалентный выступающему участку участок), который должен будет стать выступающим участком 115, деформированного стального листа 301. Поэтому является важным разместить деформированный стальной лист 301 в состоянии, в котором он не контактирует с выступом 12a нижней части 12 штампа. Затем плита 13 опускается. К кулачковым матрицам 21 прилагается давление посредством кулачковых матриц 15 для приложения давления, которые опускаются вместе с плитой 13, и они перемещаются путем скольжения в сторону выступа 12a. В результате, как показано на фиг. 10B, нижняя часть 12 штампа (выступ 12a) и кулачковые матрицы 21 осуществляют прессование и удерживание участков, которые должны будут стать участками 111 вертикальной стенки. Таким образом завершается этап (b). Затем, как показано на фиг. 10C, плита 13 опускается дальше, в результате чего начинается прессование участка, который должен будет стать участком верхней пластины. При этом механизм 14 удлинения-сокращения сокращается. Так как предварительное формованное изделие 301 имеет эквивалентные выступающим участкам участки, эти участки выступают в сторону кулачковых матриц 21. Затем, как показано на фиг. 10D, верхняя часть 11 штампа опускается в нижнюю мертвую точку, так что участок, который должен будет стать участком верхней пластины, подвергается прессованию и удерживается посредством верхней части 11 штампа и нижней части 12 штампа (выступ 12a). Таким образом завершается этап (a). Таким образом завершается штамповка. Эквивалентный выступающему участку участок загибается между верхней частью 11 штампа и кулачковой матрицей 21 и становится выступающим участком 115, имеющим участок 115d перекрытия. Таким образом получают штампованное изделие 100 в соответствии с рассматриваемым вариантом осуществления. Когда выполняется горячая штамповка, для обеспечения способности к закалке на выступающем участке, то есть чтобы предел прочности при растяжении представлял собой предварительно заданную целевую прочность для горячей штамповки, формование необходимо выполнять без уменьшения скорости охлаждения во время формования. С этой точки зрения, так как обе поверхности стального листа, за исключением выступающего участка, приводятся в контакт со штампом и матрицами, материал охлаждается с обеих сторон, и может сохраняться предварительно заданная скорость охлаждения. С другой стороны, на выступающем участке охлаждение выполняется только с одной стороны стального листа (наружная сторона штампованного изделия). Поэтому возможны случаи, когда скорость охлаждения уменьшается, и желаемый предел прочности при растяжении не может быть получен. Поэтому в случае, когда угол X выступающего участка штампованного изделия находится в диапазоне от 135° до 180°, предпочтительно формирование участка верхней пластины осуществляется с использованием верхней части 11 штампа после того, как будут сформированы участки вертикальной стенки с использованием кулачковых матриц 21. Далее будет описан пример случая выполнения второго этапа в способе в соответствии с описанным выше первым примером. На фиг. 11A-11B схематически иллюстрируется каждый этап. Способ в соответствии с первым примером предпочтительно используется в случае, когда угол X составляет больше 90° и равен или меньше 135°. На фиг. 11A-11D показан случай, когда концевой участок плоского участка 301b (см. фиг. 9), который должен стать участком 113 фланца, отогнут вниз, и нижняя часть 12 штампа имеет соответствующую этому форму. При этой конфигурации концевой участок плоского участка 301b легко вставляется между нижней поверхностью кулачковой матрицы 21 и нижней частью 12 штампа. Само собой разумеется, что концевой участок плоского участка 301b может не быть отогнут вниз, как показано на фиг. 10A-10D. То есть в способе изготовления в соответствии с рассматриваемым вариантом осуществления концевой участок на участке, который должен будет стать участком фланца, в предварительном формованном изделии может быть отогнут вниз или может быть не отогнут. В случае, когда концевой участок на участке, который должен будет стать участком фланца, отогнут вниз, соответствующая ему выемка может быть образована на нижней части штампа. В устройстве, показанном на фиг. 11, верхняя часть 11 штампа прикреплена к плите 13 через посредство механизма 14 удлинения-сокращения, который может удлиняться и сокращаться. С другой стороны, кулачковые матрицы 15 для приложения давления прикреплены к плите 13 без размещенного между ними механизма 14 удлинения-сокращения. На втором этапе, как показано на фиг. 11A, вначале предварительное формованное изделие 301 размещают между верхней частью 11 штампа и нижней частью 12 штампа. При этом является важным разместить выступ 12a нижней части 12 штампа и деформированный стальной лист 301 в состоянии, в котором они не контактируют друг с другом. Затем, как показано на фиг. 11B, плита 13 опускается, в результате чего участок, который должен стать участком верхней пластины, подвергается прессованию и удерживается посредством верхней части 11 штампа и нижней части 12 штампа (выступ 12a). Таким образом завершается этап (a). Затем плита 13 опускается дальше, при этом механизм 14 удлинения-сокращения сокращается. Соответственно, как показано на фиг. 11C, кулачковые матрицы 21 принудительно перемещаются путем скольжения в сторону выступа 12a. Так как предварительное формованное изделие 301 имеет эквивалентный выступающему участку участок, этот участок выступает вверх. Затем, как показано на фиг. 11D, плита 13 опускается в нижнюю мертвую точку таким образом, что участки, которые должны будут стать участками вертикальной стенки, подвергаются прессованию и удерживаются посредством кулачковых матриц 21 и нижней части 12 штампа (выступ 12a). При этом эквивалентные выступающим участкам участки загибаются между верхней частью 11 штампа и кулачковыми матрицами 21 и становятся выступающими участками 115. Таким образом завершается этап (b). Таким образом завершают штамповку и получают штампованное изделие 100 в соответствии с рассматриваемым вариантом осуществления. Как было описано выше в качестве третьего примера второго этапа, на втором этапе этап (a) и этап (b) могут завершаться одновременно. Путем регулировки формы и расположения штампа и матриц, этап (a) и этап (b) могут завершаться одновременно. В случае выполнения второго этапа путем горячей штамповки, для выполнения надлежащей закалки на втором этапе в то время, когда перемещение прессующего штампа 10 и кулачковых матриц 21 завершается, прессующий штамп 10 и кулачковые матрицы 21 и штампованное изделие 100 предпочтительно находятся в плотном контакте друг с другом. Штампованное изделие 100, получаемое на втором этапе, подвергается, если требуется, последующей обработке. Полученное формованное изделие используется в сочетании с другим компонентом, если требуется. Второй этап может выполняться с использованием прессующего штампа, включающего в себя палец, выступающий от по меньшей мере одной из верхней части штампа и нижней части штампа прессующего штампа (то же применимо к другим вариантам осуществления). Пример второго этапа схематично показан на фиг. 12. Прессующий штамп на фиг. 12 включает палец 16, выступающий от выступа 12a нижней части 12 штампа. В верхней части 11 штампа образовано отверстие 11h, в которое вставляется палец 16, когда верхняя часть 11 штампа опускается. Палец 16 вставляется в сквозное отверстие, образованное в предварительном формованном изделии 301. За счет выполнения штамповки на втором этапе в этом состоянии выступающий участок может быть сформирован с высокой точностью. Дополнительно, прессующий штамп может иметь механизм, с помощью которого по меньшей мере часть пальца 16 вмещается в нижнюю часть 12 штампа, когда к пальцу 16 сверху прилагается давление. Было фактически изготовлено в соответствии с описанным способом изготовления штампованное изделие 100. Более конкретно, штампованное изделие 100 было изготовлено с использованием устройства, включающего в себя палец 16, показанный на фиг. 12. Фотографии во время изготовления показаны на фиг. 13A-13C. На фиг. 13A и фиг. 13B представлены фотографии этапов, соответствующих этапам, иллюстрируемым на фиг. 10B и фиг. 10C, соответственно. На фиг. 13C представлена фотография изготовленного штампованного изделия. Штампованное изделие, показанное на фиг. 13C, было изготовлено с использованием исходного стального листа класса 1500 МПа (толщина 1,4 мм). Второй этап выполняют путем горячей штамповки. Когда штампованное изделие изготавливают из исходного стального листа класса 590 МПа (толщина 1,4 мм) без горячей штамповки, возможно изготовить формованное изделие, имеющее такую же форму, что и штампованное изделие на фиг. 13C, потому что пластичность исходного стального листа (заготовки) является высокой. Когда формование исходного стального листа класса 590 МПа должно осуществляться без горячей штамповки, исходный стальной лист может обрабатываться в том случае, если стальной лист имеет высокую пластичность. Однако в случае, когда пластичность стального листа является низкой, возникают трещины, и стальной лист не может обрабатываться. Пластичность исходного стального листа составляет предпочтительно 35% или больше при испытании на растяжение с длиной образца 50 мм. Когда пластичность исходного стального листа находится в этом диапазоне, возможно выполнять изгибание с плотным контактом для формирования выступающего участка желаемой формы. В случае, когда угол X выступающего участка штампованного изделия составляет больше 90° и равен или меньше 135°, для получения целевой прочности путем увеличения скорости охлаждения выступающего участка штампованного изделия, предпочтительно осуществлять формирование участков вертикальной стенки с использованием кулачковых матриц 21 после формирования участка верхней пластины с использованием верхней части 11 штампа. Способ изготовления за один этап Ниже будет описан другой пример способа изготовления, включающего в себя описанные выше первый этап и второй этап. В соответствии со способом изготовления по рассматриваемому примеру возможно выполнять первый этап и второй этап с использованием одного устройства. В рассматриваемом способе изготовления первый этап и второй этап выполняют с использованием пресса, включающего в себя верхнюю часть штампа, нижнюю часть штампа и две подвижные матрицы, выполненные с возможностью перемещения в вертикальном направлении и горизонтальном направлении. Нижняя часть штампа включает пуансон и две подвижные плиты, которые располагаются таким образом, что пуансон располагается между ними, и могут перемещаться по меньшей мере в вертикальном направлении. Дополнительно, первый этап включает описываемые ниже этап (Ia) и этап (Ib), в этом порядке, и второй этап включает описываемые ниже этап (IIa) и этап (IIb), в этом порядке. Здесь, вертикальное направление и горизонтальное направление в качестве направлений, с возможностью перемещения в которых выполнены подвижные матрицы, включают в себя не только одно направление в виде простого вертикального направления и одно направление в виде простого горизонтального направления, но также наклонное направление, в котором совмещаются вертикальное направление и горизонтальное направление. Дополнительно, включен этап нагрева исходного стального листа, который выполняют перед первым этапом. Этап (Ia) представляет собой этап размещения исходного стального листа между верхней частью штампа, двумя подвижными матрицами и нижней частью штампа в состоянии, в котором пуансон и исходный стальной лист не контактируют друг с другом. Этап (Ib) представляет собой этап опускания двух подвижных матриц вместе с двумя подвижными плитами, и перемещения двух подвижных матриц к пуансону, чтобы тем самым получить деформированный стальной лист в состоянии, в котором два эквивалентных участкам фланца участка располагаются между двумя подвижными матрицами и подвижными плитами, или этап опускания двух подвижных матриц вместе с двумя подвижными плитами, и перемещения двух подвижных матриц к пуансону, чтобы заставить концевой участок исходного стального листа сблизиться с пуансоном, чтобы тем самым получить деформированный стальной лист. Этап (IIa) представляет собой этап дальнейшего перемещения двух подвижных матриц к пуансону, чтобы тем самым обеспечить удерживание двух эквивалентных участкам вертикальной стенки участков посредством двух подвижных матриц и участков боковой поверхности пуансона, при этом сохраняя состояние, в котором участок верхней поверхности пуансона и деформированный стальной лист не контактируют друг с другом. Этап (IIb) представляет собой этап прессования эквивалентного участку верхней пластины участка посредством верхней части штампа и пуансона путем опускания верхней части штампа, и формирования участка перекрытия по меньшей мере на части эквивалентного выступающему участку участка между верхней частью штампа и подвижными матрицами, чтобы тем самым сформировать штампованное изделие (P). В способе изготовления в рассматриваемом далее варианте осуществления сквозное отверстие может быть образовано на эквивалентном участку верхней пластины участке. Дополнительно, на втором этапе, за счет обеспечения того, что палец, выступающий от прессующего штампа, проходит через это сквозное отверстие, возможно подавить перемещение эквивалентного участку верхней пластины участка. Палец обычно выступает от любой одной из верхней части штампа и нижней части штампа в прессующем штампе. В другой части прессующего штампа образовано сквозное отверстие, через которое проходит палец. Сквозное отверстие обычно формируют на стадии заготовки, но оно также может быть сформировано на другой стадии перед вторым этапом. Даже на первом этапе перемещение заготовки может быть подавлено за счет обеспечения того, что палец проходит через сквозное отверстие. Далее будут описаны со ссылкой на чертежи варианты осуществления настоящего изобретения. Описываемые ниже варианты осуществления представляют собой примеры, и настоящее изобретение не ограничивается рассматриваемыми далее вариантами осуществления, и могут быть применены различные описанные выше модификации. В последующем описании подобные элементы обозначены подобными ссылочными позициями, и их повторное описание будет опущено. Кроме того, на рассматриваемых далее чертежах, для облегчения понимания, возможны случаи, когда показан зазор между стальными листами, которые перекрываются друг с другом на участке перекрытия. Однако стальные листы, которые перекрываются друг с другом на участке перекрытия, предпочтительно находятся в плотном контакте друг с другом. Пятый вариант осуществления В пятом варианте осуществления будет описан пример способа изготовления за один этап для изготовления штампованного изделия (P). Способ изготовления включает описанные выше этапы (Ia), (Ib), (IIa) и (IIb). Штампованное изделие (P), изготавливаемое с использованием рассматриваемого способа изготовления, включает два участка фланца. Поэтому деформированный стальной лист включает два эквивалентных участкам фланца участка, которые должны будут стать двумя участками фланца. В рассматриваемом способе изготовления первый этап и второй этап выполняют с использованием одного пресса. Поэтому в случае, когда штамповка выполняется путем горячей штамповки, исходный стальной лист (заготовку) необходимо нагревать перед первым этапом. Пример пресса, используемого в рассматриваемом способе изготовления, показан на фиг. 23A. Пресс 40c на фиг. 23A включает верхнюю часть 50 штампа, нижнюю часть 60 штампа, две подвижные матрицы 51 и плиту 63. Две подвижные матрицы 51 могут перемещаться в каждом из вертикального направления и горизонтального направления. Нижняя часть 60 штампа включает пуансон 61 и две подвижные плиты 64, которые располагаются таким образом, что пуансон 61 располагается между ними, и могут перемещаться в вертикальном направлении. Дополнительно, на фиг. 23A иллюстрируется пример, в котором подвижные плиты 64 присоединены к плите 63 через посредство механизмов 64a удлинения-сокращения. В качестве механизма 64a удлинения-сокращения может использоваться механизм на примере механизма 61b удлинения-сокращения. Подвижные плиты 64 могут перемещаться независимо от подвижных матриц 51 с помощью приводного устройства, непосредственно прикрепленного к подвижным плитам 64. Ниже будет описан пример процесса изготовления для изготовления штампованного изделия (P) с использованием пресса 40c. Вначале, как показано на фиг. 23A, исходный стальной лист B1 размещают между верхней частью 50 штампа, подвижными матрицами 51 и нижней частью 60 штампа (этап (Ia)). Исходный стальной лист B1 имеет эквивалентный участку верхней пластины участок в центре, и включает эквивалентные выступающим участкам участки, эквивалентные участкам вертикальной стенки участки и эквивалентные участкам фланца участки с обеих сторон, в этом порядке. На этапе (Ia), как показано на фиг. 23A, является важным разместить исходный стальной лист B1 между верхней частью 50 штампа, двумя подвижными матрицами 51 и нижней частью 60 штампа в состоянии, в котором пуансон 61 и исходный стальной лист B1 не контактируют друг с другом. Затем, как показано на фиг. 23B, две подвижные матрицы 51 опускаются, чтобы заставить два эквивалентных участкам фланца участка расположиться между двумя подвижными матрицами 51 и подвижными плитами 64, две подвижные матрицы 51 опускаются дальше вместе с двумя подвижным плитами 64, и две подвижные матрицы 51 перемещаются к пуансону 61, чтобы тем самым получить деформированный стальной лист 310 (этап (Ib)). При этом два эквивалентных участкам фланца участка находятся в состоянии, в котором они располагаются между двумя подвижными матрицами 51 и подвижными плитами 64. Кроме того, предпочтительно сохраняется состояние, в котором участок верхней поверхности пуансона 61 и деформированный стальной лист 310 не контактируют друг с другом. На последующем втором этапе, путем опускания верхней части 50 штампа, эквивалентный участку верхней пластины участок подвергается прессованию посредством верхней части 50 штампа и пуансона 61, и между верхней частью 50 штампа и подвижными матрицами 51 по меньшей мере на части эквивалентного выступающему участку участка формируется участок перекрытия, чтобы сформировать выступающий участок 115. Пример второго этапа будет описан ниже. Вначале, как показано на фиг. 23C, путем дальнейшего перемещения двух подвижных матриц 51 к пуансону 61, обеспечивается удерживание двух эквивалентных участкам вертикальной стенки участков посредством двух подвижных матриц 51 и участков боковых поверхностей пуансона 61 (этап (IIa)). За счет этого этапа эквивалентные участкам вертикальной стенки участки удерживаются в предварительно заданных позициях. При этом два эквивалентных участкам фланца участки (участки фланца) перемещаются из позиции на подвижных плитах 64 в позицию на пуансоне 61, когда подвижные матрицы 51 перемещаются. При этом предпочтительно сохраняется состояние, в котором участок верхней поверхности пуансона 61 и деформированный стальной лист 310 не контактируют друг с другом. Как показано на фиг. 23C, пуансон 61 включает участки (ступенчатые участки), имеющие форму, соответствующую участку фланца. Во время этапа (IIa) эти участки и подвижные плиты 64 располагаются по существу на одном уровне друг с другом. На этапе (IIa) эквивалентные участкам фланца участки переходят из состояния, в котором они располагаются между подвижными матрицами 51 и подвижными плитами 64, в состояние, в котором они располагаются между подвижными матрицами 51 и пуансоном 61. Предпочтительно, чтобы расстояние между двумя элементами, между которыми располагается эквивалентный участку фланца участок, было больше, чем толщина листа эквивалентного участку фланца участка, примерно на от 0,1 до 0,3 мм. При этой конфигурации становится возможным плавное перемещение в горизонтальном направлении. Затем, как показано на фиг. 23D, путем опускания верхней части 50 штампа, эквивалентный участку верхней пластины участок подвергается прессованию посредством верхней части 50 штампа и пуансона 61, и между верхней частью 50 штампа и подвижными матрицами 51 по меньшей мере на части эквивалентного выступающему участку участка формируется участок перекрытия, чтобы тем самым сформировать штампованное изделие 100 (этап (IIb)). На этапе (IIa) две подвижные матрицы 51 опускаются, чтобы заставить два эквивалентных участкам фланца участка располагаться между двумя подвижными матрицами 51 и подвижными плитами 64, и две подвижные матрицы 51 опускаются дальше в нижнюю мертвую точку. После этого, путем перемещения двух подвижных матриц 51 в горизонтальном направлении, обеспечивается удерживание двух эквивалентных участкам вертикальной стенки участков посредством двух подвижных матриц 51 и пуансона 61 (см. фиг. 23C). С другой стороны, две подвижные матрицы 51 могут опускаться, чтобы заставить два эквивалентных участкам фланца участка располагаться между двумя подвижными матрицами 51 и подвижными плитами 64, и после этого две подвижные матрицы 51 могут перемещаться в наклонном направлении, чтобы обеспечить удерживание двух эквивалентных участкам вертикальной стенки участков посредством подвижных матриц 51 и пуансона 61 (см. фиг. 23C). Затем, как показано на фиг. 23E, после перемещения подвижных матриц 51 в горизонтальном направлении до тех пор, пока подвижные матрицы 51 не будут отделены от выступающих участков, подвижные матрицы 51, подвижные плиты 64 и верхняя часть 50 штампа поднимаются. Дополнительно, штампованное изделие 100 выгружается из пресса 40c. В способе изготовления с использованием пресса 40c подвижные матрицы 51 и подвижные плиты 64 могут подниматься одновременно. Поэтому возможно уменьшить время, необходимое для изготовления. В примере, описываемом со ссылкой на фиг. 23A-23E, эквивалентные участкам фланца участки (или участки фланца) полностью располагаются на пуансоне 61 на этапе (IIa) и этапе (IIb). В дальнейшем будет описан пример, в котором по меньшей мере частично эквивалентные участкам фланца участки (или участки фланца) располагаются на подвижной плите 64 на этапе (IIa) и этапе (IIb). Процесс изготовления в соответствии с этим примером иллюстрируется на фиг. 24A-24B. Для элементов, аналогичных примеру, описанному со ссылкой на фиг. 23A-23B, в некоторых случаях повторное описание будет опущено. Пример пресса, используемого в рассматриваемом способе изготовления, показан на фиг. 24A. Пресс 40d на фиг. 24a отличается от пресса 40c на фиг. 23A по форме пуансона 61 и длине подвижных плит 64. Пуансон 61 в прессе 40d не имеет такую форму, чтобы принимать полностью эквивалентные участкам фланца участки (или участки фланца), и длина подвижных плит 64 соответственно увеличена. Ниже будет описан пример процесса изготовления для изготовления штампованного изделия (P) с использованием пресса 40d. Вначале, как показано на фиг. 24A, исходный стальной лист B1 размещают между верхней частью 50 штампа, подвижными матрицами 51 и нижней частью 60 штампа (этап (Ia)). Затем, как показано на фиг. 24B, в состоянии, в котором два эквивалентных участкам фланца участка располагаются между двумя подвижными матрицами 51 и подвижными плитами 64, путем опускания двух подвижных матриц 51 получают деформированный стальной лист 310 (этап (Ib)). На последующем втором этапе, путем опускания верхней части 50 штампа, эквивалентный участку верхней пластины участок подвергается прессованию посредством верхней части 50 штампа и пуансона 61, и между верхней частью 50 штампа и подвижными матрицами 51 по меньшей мере на части эквивалентного выступающему участку участка формируется участок перекрытия, чтобы сформировать выступающий участок 115. Пример второго этапа будет описан ниже. Вначале, как показано на фиг. 24C, путем дальнейшего перемещения двух подвижных матриц 51 к пуансону 61, обеспечивается удерживание двух эквивалентных участкам вертикальной стенки участков посредством двух подвижных матриц 51 и участков боковых поверхностей пуансона 61 (этап (IIa)). За счет этого этапа эквивалентные участкам вертикальной стенки участки удерживаются в предварительно заданных позициях. В этом способе изготовления, в отличие от способа изготовления, иллюстрируемого на фиг. 23C, два эквивалентных участкам фланца участка (участки фланца) все еще находятся в позиции на подвижных плитах 64. Затем, как показано на фиг. 24D, путем опускания верхней части 50 штампа, эквивалентный участку верхней пластины участок подвергается прессованию посредством верхней части 50 штампа и пуансона 61, и между верхней частью 50 штампа и подвижными матрицами 51 по меньшей мере на части эквивалентного выступающему участку участка формируется участок перекрытия, чтобы тем самым сформировать штампованное изделие 100 (этап (IIb)). Затем, как показано на фиг. 24E, верхняя часть 50 штампа, подвижные матрицы 51 и подвижные плиты 64 поднимаются. Дополнительно, подвижные матрицы 51 перемещаются в горизонтальном направлении. В этом способе изготовления, так как штампованное изделие 100 поднимается, когда поднимаются подвижные плиты 64, верхняя часть 50 штампа, подвижные матрицы 51 и подвижные плиты 64 могут подниматься одновременно. В этом способе изготовления с использованием пресса 40d возможно дополнительно уменьшить время, необходимое для изготовления. На этапе (IIa) две подвижные матрицы 51 опускаются, чтобы заставить два эквивалентных участкам фланца участка располагаться между двумя подвижными матрицами 51 и подвижными плитами 64, и две подвижные матрицы 51 опускаются дальше в нижнюю мертвую точку. После этого, путем перемещения двух подвижных матриц 51 в горизонтальном направлении, обеспечивается удерживание двух эквивалентных участкам вертикальной стенки участков посредством двух подвижных матриц 51 и пуансона 61 (см. фиг. 24C). С другой стороны, две подвижные матрицы 51 могут опускаться, чтобы заставить два эквивалентных участкам фланца участка располагаться между двумя подвижными матрицами 51 и подвижными плитами 64, и после этого две подвижные матрицы 51 могут перемещаться в наклонном направлении, чтобы обеспечить удерживание двух эквивалентных участкам вертикальной стенки участков посредством подвижных матриц 51 и пуансона 61 (см. фиг. 24C). Шестой вариант осуществления В шестом варианте осуществления будет описан другой пример способа изготовления за один этап для изготовления штампованного изделия (P). В этом способе изготовления основная процедура и т.п. являются такими же, что и в пятом варианте осуществления, но штампованное изделие (P), изготавливаемое с использованием этого способа изготовления, не включает два участка фланца. В шестом варианте осуществления на этапе (Ib), путем одновременного опускания двух подвижных матриц и двух подвижных плит и перемещения двух подвижных матриц к пуансону, концевой участок исходного стального листа заставляют сблизиться с пуансоном, чтобы тем самым получить деформированный стальной лист. При этом предпочтительно сохраняется состояние, в котором участок верхней поверхности пуансона и деформированный стальной лист не контактируют друг с другом. На этапе (IIa) обеспечения удерживания двух эквивалентных участкам вертикальной стенки посредством двух подвижных матриц и участков боковой поверхности пуансона, концевой участок деформированного стального листа может быть расположен на ступенчатом участке пуансона (ступенчатый участок, расположенный на нижней стороне пуансона 61, как на фиг. 23A и т.п.) или может быть расположен на подвижной плите. В случае использования конфигурации, в которой концевой участок деформированного стального листа располагается на ступенчатом участке пуансона, после штамповки подвижные матрицы и подвижные плиты могут подниматься одновременно. Поэтому возможно уменьшить время, необходимое для изготовления. В случае использования конфигурации, в которой концевой участок деформированного стального листа располагается на подвижной плите, штампованное изделие поднимается, когда поднимается подвижная плита, так что верхняя часть штампа, подвижные матрицы и подвижные плиты могут подниматься одновременно. Тем самым возможно дополнительно уменьшить время, необходимое для изготовления. Примеры Настоящее изобретение будет пояснено более подробно с помощью приведенных далее примеров. Пример 1 В Примере 1 было проведено моделирование испытания на трехточечный изгиб для конструктивного элемента, использующего штампованное изделие (формованное горячей штамповкой изделие) в соответствии с вариантом осуществления и изделие в соответствии с известным уровнем техники. Для моделирования использовалось универсальное программное средство для анализа по методу конечных элементов (МКЭ) (предлагаемое компанией «LIVERMORE SOFTWARE TECHNOLOGY», коммерческое наименование «LS-DYNA»). Вид в поперечном разрезе образца 1, используемого для моделирования в качестве конструктивного элемента в соответствии с вариантом осуществления, схематично показан на фиг. 14A. Конструктивный элемент на фиг. 14A включает штампованное изделие 100 в соответствии с вариантом осуществления и заднюю пластину 201, которая приварена к его участкам 113 фланца. Пример 1, показанный на фиг. 11A, имеет приведенные далее размеры. Однако толщина стального листа не учитывается в описанных ниже размерах. Угол X: 180°. Угол Y: 90°. Длина D выступающего участка: 15 мм. Высота Hb1 участка вертикальной стенки: 60 мм. Ширина Wt1 между участками переднего конца двух выступающих участков: 80 мм. Расстояние Wb1 между двумя участками вертикальной стенки (ширина участка верхней пластины): 50 мм (80-2D). Ширина Wp1 задней пластины: 90 мм (120-2D). Радиусы Ra и Rb кривизны угловых участков: 5 мм. Длина в продольном направлении: 1000 мм. Виды в поперечном разрезе образца 2 и образца 3, используемых для моделирования в качестве конструктивных элементов в примерах в соответствии с известным уровнем техники, схематично показаны на фиг. 14B и фиг. 14C. Образец 2, показанный на фиг. 14B, включает штампованное изделие 1, имеющее корытообразную форму в поперечном сечении, и заднюю пластину 2, которая приварена к его участкам 1c фланца. Штампованное изделие 1 включает участок 1a верхней пластины, участки 1b вертикальной стенки и участки 1c фланца. Образец 2, показанный на фиг. 14B, имеет приведенные далее размеры. Ширина участка 1a верхней пластины: 80 мм. Высота участка 1b вертикальной стенки: 60 мм. Ширина задней пластины 2: 120 мм. Радиус кривизны угловых участков: 5 мм. Длина в продольном направлении: 1000 мм. Образец 2 и образец 3 имеют совершенно одинаковую конструкцию и различаются только расположением. Более конкретно, в образце 2 сторона задней пластины 2 располагается на верхней стороне (стороне ударного элемента), а в образце 3 сторона участка 1a верхней пластины располагается на верхней стороне (стороне ударного элемента). В дальнейшем расположение, при котором сторона задней пластины располагается на верхней стороне (расположение образца 2), называется как «обратное расположение». Кроме того, расположение, при котором сторона участка верхней пластины располагается на верхней стороне (расположение образца 3), называется как «прямое расположение». Как будет описано позднее, столкновение, которое происходит с реальным конструктивным элементом, в основном происходит при прямом расположении. Поэтому сравнительным примером для образца 1 (примера по настоящему изобретению) является образец 3, имеющий прямое расположение, а образец 2, имеющий обратное расположение, описывается как справочный пример. Предполагалось, что образцы 1-3 образованы из стального листа, имеющего толщину 1,4 мм и предел прочности при растяжении 1500 МПа. Предполагалось, что участки фланца штампованного изделия и задняя пластина были прикреплены друг к другу с помощью точечной сварки с шагом 40 мм. Образцы 1-3 были сконструированы таким образом, что масса на единицу длины в продольном направлении была одинаковой. Испытание на трехточечный изгиб с использованием моделирования иллюстрируется на фиг. 15. При испытании на трехточечный изгиб образец размещали на двух точках 5 опоры и сверху к нему прилагали давление посредством ударного элемента 6. В испытании в Примере 1 расстояние S между двумя точками 5 опоры составляло 400 мм или 700 мм. Радиус кривизны точки 5 опоры составлял 30 мм. Радиус кривизны ударного элемента 6 составлял 150 мм. Скорость удара ударного элемента 6 составляла 7,5 км/ч. В испытании на трехточечный изгиб ударный элемент 6 заставляли ударять сверху в каждый образец. Более конкретно, были проведены шесть видов испытаний, представленные ниже в Таблице 1. Направление удара ударного элемента 6 указано на фиг. 14A-14C стрелками. Таблица 1
Результаты моделирования испытания на трехточечный изгиб показаны на фиг. 16. В результатах моделирования на фиг. 16 возникновение трещин на стальном листе и возникновение трещин на участках точечной сварки не учитываются. Как показано на фиг. 16, в случае, когда расстояние S между точками опоры составляло 400 мм, образец 1 (настоящее изобретение) демонстрирует характеристики, равные или выше, чем те же характеристики в образце 2, имеющем обратное расположение.
Результат испытания 1-3 (S=400 мм) указывает, что местное выпучивание происходило в образце 3, имеющем прямое расположение, когда величина смещения составляла около 50 мм. В случае, когда расстояние S между точками опоры составляло 400 мм, образец 1 демонстрирует хорошие характеристики по сравнению с образцом 3, имеющим прямое расположение. Подобным образом, даже в случае, когда расстояние S между точками опоры составляло 700 мм, образец демонстрирует хорошие характеристики по сравнению с образцом 3.
В испытаниях с 1-1 по 1-3 (расстояние S=400 мм) форма в поперечном сечении для каждого образца, когда величина смещения составляла 20 мм, показана на фиг. 17A-17C. В образце 1 участки вертикальной стенки сминаются внутрь, потому что угол X составляет больше 90°. В образце 2, имеющем обратное расположение, участки вертикальной стенки также сминаются внутрь. С другой стороны, в образце 3, имеющем прямое расположение, участки вертикальной стенки сминаются наружу. Эта деформация представляет собой деформацию, при которой момент инерции площади поперечного сечения уменьшается, что рассматривается как деформация, при которой происходит смятие поперечного сечения и легко возникает местное выпучивание. Полагается, что местное выпучивание происходит, когда величина смещения в испытании 1-3 составляет около 50 мм, так как участки вертикальной стенки сминаются наружу.
Виды в перспективе образцов, когда величина смещения составляет 70 мм в испытаниях с 1-1 по 1-3 (расстояние S=400 мм), схематически показаны на фиг. 18A-18C. Как показано на этих чертежах, в образце 1, имеющем прямое расположение, и образце 2, имеющем обратное расположение, участки вертикальной стенки изгибаются на большом протяжении в длину. В отличие от этого, в образце 3, имеющем прямое расположение, происходит местное выпучивание на части участка вертикальной стенки.
В испытаниях с 1-1 по 1-3 и испытаниях с 2-1 по 2-3 была получена величина поглощенной энергии для каждого образца, когда величина смещения составляла 100 мм. Результаты показаны на фиг. 19A и фиг. 19B. На фиг. 19A показаны результаты испытания с 1-1 по 1-3 (расстояние S=400 мм), и на фиг. 19B показаны результаты испытания с 2-1 по 2-3 (расстояние S=700 мм). Конструктивный элемент транспортного средства, имеющий большую величину поглощенной энергии, означает, что безопасность пассажира при столкновении является высокой.
На фиг. 19A и фиг. 19B показаны результаты в случае, когда длина D выступающего участка в образце 1 составляла 5 мм, 10 мм, 15 мм и 20 мм. В случае, когда длина D составляет 5 мм, только участок переднего конца выступающего участка становится участком перекрытия. Дополнительно, каждый из образцов был сконструирован таким образом, что масса на единицу длины в продольном направлении была одинаковой. Кроме того, на фиг. 19A и фиг. 19B также показаны результаты моделирования, в которых возникновение трещин на стальном листе и возникновение трещин на участках точечной сварки не учитываются, и результаты моделирования, в которых учитывается возникновение трещин.
Как показано на фиг. 19A-19B, все образцы в соответствии с настоящим изобретением, имеющие выступающие участки, имели величину поглощенной энергии больше, чем образец 3 (сравнительный пример), имеющий прямое расположение. Кроме того, образец 1 в соответствии с настоящим изобретением демонстрирует более высокие характеристики, чем образец 2 (справочный пример) в большинстве случаев. На фиг. 19A показано, что предпочтительно задать длину D выступающего участка 10 мм или больше в случае, когда расстояние S между точками опоры составляет 400 мм. На фиг. 19B показано, что предпочтительно, чтобы длина D выступающего участка была большой в случае, когда расстояние S между точками опоры составляет 700 мм.
Образец в соответствии с настоящим изобретением, в котором длина D выступающего участка составляет 10 мм, демонстрирует характеристики поглощения энергии равные или выше, чем те же характеристики в образце 2, имеющем обратное расположение. Кроме того, образец в соответствии с настоящим изобретением, в котором длина D выступающего участка составляет 15 мм или больше, демонстрирует характеристики поглощения энергии, которые лучше, чем в образце 2, имеющем обратное расположение. Фиг. 19A и фиг. 19B показывают, что путем обеспечения длины D выступающего участка величиной 10 мм или больше, возможно получить характеристики, равные или выше, чем те же характеристики в образце 2, имеющем обратное расположение.
Как показано на фиг. 19A и фиг. 19B, для образца 2 (обратное расположение) величина поглощенной энергии в случае, когда учитывается возникновение трещин на стальном листе и на участках точечной сварки, была значительно меньше, чем в случае, когда это возникновение трещин не учитывается. Результаты подтверждают, что возникновение трещин (например, возникновение трещин на участке точечной сварки) легко происходит в случае, когда ударный элемент 6 ударяет со стороны задней пластины.
В случае, когда штампованное изделие, имеющее по существу корытообразную форму в поперечном сечении, используется в качестве конструктивного элемента для транспортного средства или т.п., сторона участка верхней пластины в большинстве случаев располагается таким образом, что она обращена наружу от кузова. Поэтому следует предположить, что удар при столкновении во время аварии происходит со стороны участка верхней пластины, а не со стороны задней пластины. С этой точки зрения, даже если характеристики образца 2, имеющего обратное расположение, являются хорошими, это во многих случаях не имеет значения, когда образец 2 используется в реальном конструктивном элементе. Поэтому важными являются характеристики противодействия столкновению со стороны участка верхней пластины. В случае сравнения в отношении удара при столкновении со стороны участка верхней пластины, образец в соответствии с настоящим изобретением демонстрирует превосходные характеристики по сравнению с образцом 3, имеющим прямое расположение. Поэтому образец в соответствии с настоящим изобретением является очень полезным в качестве конструктивного элемента.
В образце 1 в соответствии с настоящим изобретением, как и в образце 2, имеющем обратное расположение, участок вертикальной стенки сминается внутрь под действием удара при столкновении со стороны участка верхней пластины. Поэтому образец 1 имеет величину поглощенной энергии во время столкновения больше, чем сравнительный образец 3, имеющий прямое расположение. Кроме того, в образце 1 отсутствует участок сварки между задней пластиной и участком фланца на предполагаемой стороне удара при столкновении. Поэтому в образце 1 ухудшение характеристик вследствие возникновения трещин на участке сварки является небольшим по сравнению с образцом 2, имеющим обратное расположение. Как было описано выше, полагается, что образец 1 в соответствии с настоящим изобретением обладает и положительными качествами обратного расположения и положительными качествами прямого расположения.
Пример 2
В Примере 2, таким же образом, как в Примере 1, было проведено моделирование испытания на трехточечный изгиб на образцах, в которых изменялся только угол X в образце 1. Угол X составлял 105°, 120°, 135° и 180°. Величина поглощенной энергии для каждого образца, когда величина смещения составляла 100 мм, была получена с помощью моделирования.
Результат в случае, когда расстояние S между точками опоры составляет 400 мм, показан на фиг. 20A. Результат в случае, когда расстояние S между точками опоры составляет 700 мм, показан на фиг. 20B. При моделировании Примера 2 возникновение трещин на стальном листе и возникновение трещин на участке точечной сварки не учитывались.
Результаты моделирования формы поперечного сечения, когда расстояние S между точками опоры составляет 400 мм и величина смещения составляет 10 мм, для каждого из образцов, имеющих угол X величиной 105° и 120°, показаны на фиг. 21A и 21B. Кроме того, результаты моделирования формы поперечного сечения, когда расстояние S между точками опоры составляет 700 мм и величина смещения составляет 10 мм, для каждого из образцов, имеющих угол X величиной 105° и 120°, показаны на фиг. 22A и 22B.
Как показано на фиг. 20A и фиг. 20B, даже если угол X изменялся, образец в соответствии с настоящим изобретением демонстрирует характеристики, которые лучше, чем в образце 3, имеющем прямое расположение. Как показано на фиг. 20A, в случае, когда расстояние S между точками опоры составляло 400 мм, чем больше угол X, тем больше величина поглощенной энергии. С другой стороны, как показано на фиг. 20B, в случае, когда расстояние S между точками опоры составляло 700 мм, чем меньше угол X, тем больше величина поглощенной энергии.
Пример 3
В Примере 3 исследовалась связь между фракцией мартенсита и твердостью по Виккерсу выступающего участка.
Фракция мартенсита измерялась в окрестности центральной позиции выступающего участка в поперечном сечении, перпендикулярном продольному направлению, в стальном листе, продолжающемся от участка верхней пластины, то есть в окрестности позиции половины длины выступающего участка. В центральной позиции выступающего участка в качестве позиции измерения использовалась позиция на расстоянии, составляющем 1/4 от толщины t листа (t/4) в стальном листе, от поверхности листа в стальном листе, расположенной внутри формованного горячей штамповкой изделия (поверхность листа, расположенная на стороне стального листа, продолжающегося от участка вертикальной стенки), и вдоль направления толщины листа в стальном листе.
Позиция измерения может находиться в некотором диапазоне, и диапазон, определяемый расстоянием, составляющим 1/8 от толщины t листа (t/8) в стальном листе, от позиции измерения и вдоль направления толщины листа в стальном листе в каждом из направления к поверхности листа внутри формованного горячей штамповкой изделия и направления к поверхности листа снаружи формованного горячей формовкой изделия, может использоваться в качестве диапазона измерения.
Твердость по Виккерсу (MHv) на выступающем участке также измерялась в окрестности центральной позиции выступающего участка в поперечном сечении, перпендикулярном продольному направлению, в стальном листе, продолжающемся от участка верхней пластины, то есть в окрестности позиции половины длины выступающего участка. Аналогично измерению фракции мартенсита, в центральной позиции выступающего участка в качестве позиции измерения использовалась позиция на расстоянии, составляющем 1/4 от толщины t листа (t/4) в стальном листе, от поверхности листа в стальном листе, расположенной внутри формованного горячей штамповкой изделия (поверхность листа, расположенная на стороне стального листа, продолжающегося от участка вертикальной стенки), и вдоль направления толщины листа в стальном листе.
В отношении твердости по Виккерсу (MHv), диапазон, определяемый расстоянием, составляющим 1/8 от толщины t листа (t/8) в стальном листе, вдоль направления толщины листа в стальном листе, в каждом из направления к поверхности листа внутри формованного горячей штамповкой изделия и направления к поверхности листа снаружи формованного горячей формовкой изделия, также может использоваться в качестве диапазона измерения.
В позиции измерения измерялись фракция мартенсита и твердость по Виккерсу (MHv) выступающего участка. Испытание стального листа проводилось на формованном горячей штамповкой изделии класса 1500 МПа. Поперечное сечение в качестве объекта измерения представляло собой поперечное сечение, проходящее через центр в продольном направлении формованного горячей штамповкой изделия.
Фракция мартенсита считывалась с фотографии металлографической структуры в описанном выше поперечном сечении.
Для твердости по Виккерсу (MHv) использовался метод Виккерса в соответствии с JIS Z 2244, проводимый в поперечном сечении, перпендикулярном продольному направлению. Нагрузка при проведении метода Виккерса составляла 1 кгс (9,81 Н). В позиции измерения измерялась твердость по Виккерсу в пяти разных точках.
Результаты измерения фракции мартенсита и твердости по Виккерсу (MHv) приведены в Таблице 2.
№ 1 представляет собой экспериментальный пример, в котором эквивалентный участку верхней пластины участок стального листа контактировал со штампом. № 2 представляет собой экспериментальный пример, в котором выполнялась горячая штамповка, и при этом сохранялось состояние, в котором эквивалентный участку верхней пластины участок стального листа не контактирует со штампом. № 3 представляет собой экспериментальный пример, в котором эквивалентный участку верхней пластины участок стального листа не контактировал со штампом, и процедура формования изменялась в зависимости от угла X. В № 3, в случае, когда угол X между выступающим участком и участком верхней пластины был равен или больше 135° и равен или меньше 180°, после того, как участки вертикальной стенки были сформированы с использованием кулачковых матриц, осуществлялось формирование участка верхней пластины с использованием прессующего штампа, и в случае, когда угол X между выступающим участком и участком верхней пластины был больше 95° и равен или меньше 135°, после того, как участок верхней пластины был сформирован с использованием прессующего штампа, осуществлялось формирование участков вертикальной стенки с использованием кулачковых матриц.
Таблица 2
Дополнительно, в Таблице 2 представлено отношение (MHv/WHv) твердости по Виккерсу (MHv) на выступающем участке к твердости по Виккерсу (WHv) на участке вертикальной стенки. Твердость по Виккерсу (WHv) на участке вертикальной стенки измерялась подобным образом в том же поперечном сечении, что и для твердости по Виккерсу (MHv) на выступающем участке. Дополнительно, это измерения выполнялось в окрестности центральной позиции участка вертикальной стенки, то есть в окрестности позиции половины высоты участка вертикальной стенки.
Как показано в Таблице 2, в формованных горячей штамповкой изделиях в соответствии с настоящим изобретением (экспериментальные примеры № 2 и № 3), фракция мартенсита составляет 90% или больше, и твердость по Виккерсу (MHv) на выступающем участке составляет 460 или больше. Дополнительно, отношение (MHv/WHv) твердости по Виккерсу (MHv) на выступающем участке к твердости по Виккерсу (WHv) на участке вертикальной стенки составляет 1,01 или больше.
В формованном горячей штамповкой изделии в соответствии с настоящим изобретением, так как фракция мартенсита на выступающем участке составляет 90% или больше, выступающий участок может получить предварительно заданную твердость. Можно увидеть, что твердость на выступающем участке равна или выше, чем твердость на участке вертикальной стенки, в том же поперечном сечении формованного горячей штамповкой изделия.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение может использоваться в качестве формованного горячей штамповкой изделия, использующего его конструктивного элемента и способа изготовления формованного горячей штамповкой изделия.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧЫХ ПОЗИЦИЙ
10: прессующий штамп
11: верхняя часть штампа (прессующий штамп)
12: нижняя часть штампа (прессующий штамп)
40c, 40d: пресс
100: штампованное изделие
101, 101a, 101b: стальной лист
111: участок вертикальной стенки
112: участок верхней пластины
113: участок фланца
114: граничный участок
114p: граничная точка
115: выступающий участок
115d: участок перекрытия
200a, 200b, 200c: конструктивный элемент (компонент транспортного средства)
201: задняя пластина (элемент из стального листа)
301: предварительное формованное изделие (деформированный стальной лист)
301at: эквивалентный участку верхней пластины участок
301aw: эквивалентный участку вертикальной стенки участок
301ae: эквивалентный выступающему участку участок
310: деформированный стальной лист
D: длина выступания от граничного участка по длине выступающего участка
X: угол между участком верхней пластины и участком перекрытия
Реферат
Группа изобретений относится к обработке металлов давлением, в частности к формованию из стального листа изделия для конструктивного элемента транспортного средства. Предложен конструктивный элемент, содержащий сформованное горячей штамповкой изделие. Посредством горячей штамповки за два этапа формуют удлиненное изделие, содержащее два участка вертикальной стенки, участок верхней пластины, смежный с двумя участками вертикальной стенки, и расположенный под углом более 90° выступающий участок, включающий участок перекрытия, длиной более 3 мм. Улучшается качество формованного изделия за счет повышения его прочности. 3 н. и 12 з.п. ф-лы, 24 ил., 2 табл.
Комментарии