Устройство и способ для загиба кромок с использованием ролика - RU2628591C2
Код документа: RU2628591C2
Чертежи










Описание
Область техники
Настоящее изобретение относится к устройству загиба кромок с использованием ролика и к способу загиба кромок с использованием ролика, цель которых заключается в том, чтобы осуществлять соединение в виде загнутых кромок на панелеобразной обрабатываемой детали.
Уровень техники
Этот тип системы загиба кромок с использованием ролика предложен настоящим заявителем, как пояснено в патентном документе 1. Система загиба кромок с использованием ролика, как пояснено в патентном документе 1, может предоставлять множество зажимных клешневых частей вокруг штампа для загиба кромок. Во время загрузки панелеобразной обрабатываемой детали (предварительно сформированной с фланцевой частью с загнутыми кромками) на штамп для загиба кромок, эти зажимные клешневые части способствуют позиционированию обрабатываемой детали. Затем инструмент для загиба кромок с использованием ролика (например, удерживаемый посредством манипулятора робота) перемещается вдоль продольного направления фланцевой части с загнутыми кромками посредством прижатия к фланцевой части с загнутыми кромками, за счет этого достигая предварительного изгиба (обработки предварительного загиба кромок) или основного изгиба (обработки основного загиба кромок).
При такой обработке загиба кромок с использованием ролика, зажимные клешневые части, которые регулируют позиционирование обрабатываемой детали, иногда создают помехи для инструмента для загиба кромок в соответствии с формой инструмента для загиба кромок и т.п. В зависимости от степени помех, может возникать опасность того, что на качество процесса загиба кромок оказывают негативное влияние. Следовательно, в системе загиба кромок с использованием ролика, как пояснено в патентном документе 1, необходимо перемещать инструмент для загиба кромок по такой траектории, чтобы не создавать помех для зажимных клешневых частей вокруг частей фланцевой части с загнутыми кромками, соответствующей позиционирующим зажимным клешневым частям. Тем не менее, траектория с таким управлением инструмента для загиба кромок становится сложной. Помимо этого, также необходимо уменьшать скорость движения около рассматриваемых частей, что не является предпочтительным, поскольку производительность неизбежно будет снижаться.
Патентные документы
Патентный документ 1: Международная публикация № 2012/039320
Сущность изобретения
Настоящее изобретение осуществлено в силу вышеуказанных проблем и предполагает, что помехи между средством для позиционирования обрабатываемой детали и инструментом для загиба кромок неизбежны при обработке загиба кромок с использованием ролика. Настоящее изобретение предоставляет средство для позиционирования обрабатываемой детали в качестве подвижной, за счет этого предоставляя устройство и способ для загиба кромок с использованием ролика, осуществленные таким образом, что помехи между инструментом для загиба кромок и средством позиционирования не оказывают негативного влияния на качество процесса загиба кромок.
В настоящем изобретении, убирающийся блок предоставляется в части периферии штампа для загиба кромок, причем убирающийся блок регулирует позиционирование обрабатываемой детали посредством вхождения в соприкосновение с частью основания фланцевой части с загнутыми кромками, с помощью которой формируется обрабатываемая деталь. Убирающийся блок упруго поддерживается таким образом, что он является втягивающимся в направлении прижатия и смещаемым поворотно в продольном направлении фланцевой части с загнутыми кромками.
В этой компоновке, можно втягивать убирающийся блок посредством прижимающей силы инструмента для загиба кромок вплоть до местоположения, не оказывающего негативное влияние на качество загиба кромок, поскольку убирающийся блок сохраняет гибкость в направлении втягивания и направлении смещения поворотно, даже если инструмент для загиба кромок и убирающийся блок создают помехи друг другу во время загиба кромок. Соответственно, обработка загиба кромок может выполняться по мере необходимости без обращения особого внимания на присутствие убирающегося блока, только посредством перемещения инструмента для загиба кромок вдоль продольного направления фланцевой части с загнутыми кромками.
Согласно настоящему изобретению, применяется убирающийся блок, упруго поддерживаемый таким образом, что он является втягивающимся в направлении прижатия и поворотно смещаемым в продольном направлении фланцевой части с загнутыми кромками. Это позволяет втягивать убирающийся блок вплоть до местоположения, не оказывающего негативное влияние на качество загиба кромок, даже если инструмент для загиба кромок в итоге создает помехи для убирающегося блока, за счет которого повышается качество загиба кромок.
Помимо этого, обработка загиба кромок может выполняться по мере необходимости без обращения особого внимания на присутствие убирающегося блока, только посредством перемещения инструмента для загиба кромок вдоль продольного направления фланцевой части с загнутыми кромками. Управление траекторией перемещения для перемещения инструмента для загиба кромок в силу этого упрощается без уменьшения скорости перемещения инструмента для загиба кромок. Таким образом, также может ожидаться повышение производительности.
Краткое описание чертежей
Фиг. 1 являются видами в поперечном сечении основной части устройства загиба кромок с использованием ролика согласно настоящему изобретению, поясняющими ход выполнения обработки, включающей в себя загрузку панели, обработку предварительного загиба кромок (или предварительного изгиба) и обработку загиба кромок (или основного изгиба).
Фиг. 2 являются видами в перспективе основной части, показывающими подробности обработки предварительного загиба кромок (или предварительного изгиба) и загиба кромок (или основного изгиба), как показано на фиг. 1.
Фиг. 3 является пояснительным видом, показывающим схему стадии загиба кромок, которая регулирует обработку загиба кромок в устройстве загиба кромок с использованием ролика согласно настоящему изобретению.
Фиг. 4 является видом в перспективе инструментального узла для загиба кромок с использованием ролика, причем инструментальный узел поддерживается посредством робота с фиг. 3.
Фиг. 5 является видом в перспективе инструментального узла, как показано на фиг. 4, но из другого направления.
Фиг. 6(A) является видом в перспективе основной части штампа для загиба кромок, как показано на фиг. 3; 6(B) является видом, аналогичным фиг. 6(A), но поясняющим случай обработки предварительного загиба кромок (или предварительного изгиба) на штампе для загиба кромок.
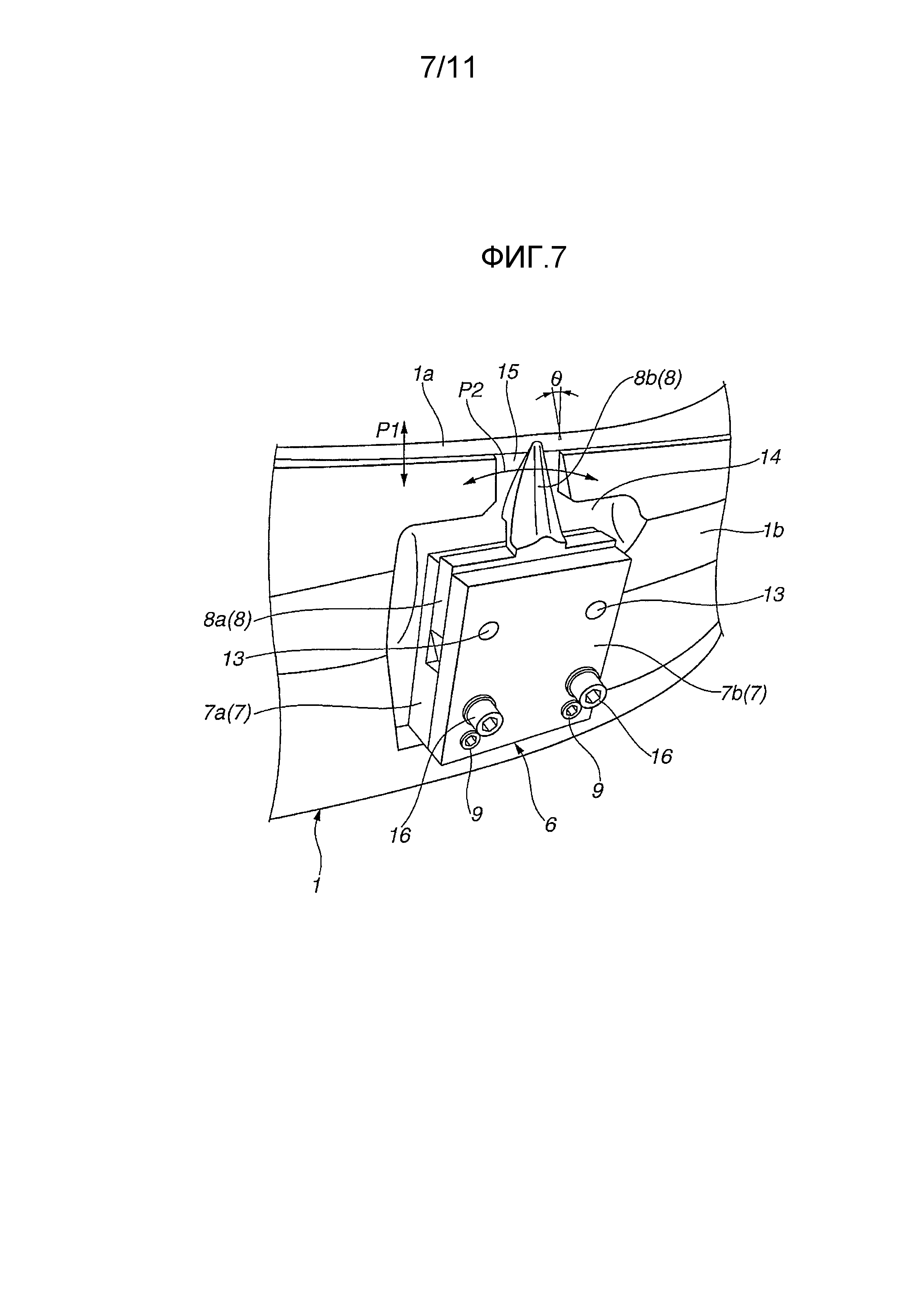
Фиг. 7 является дополнительным укрупненным видом основной части штампа для загиба кромок, как показано на фиг. 6.
Фиг. 8(A) является видом в перспективе одного только убирающегося механизма; 8(B) является видом в перспективе, аналогичным фиг. 8(A), но с противоположной стороны.
Фиг. 9(A) является видом в перспективе убирающегося механизма, как показано на фиг. 8, но показывающим состояние, в котором передняя крышка снята с него; 9(B) является видом в поперечном сечении вдоль линии a-a по фиг. 9(A).
Фиг. 10 (A)-(B) является пояснительным видом, показывающим ход выполнения обработки после фиг. 6(B).
Фиг. 11 (A)-(B) является пояснительным видом, показывающим ход выполнения обработки после фиг. 10(B).
Фиг. 12 является пояснительным видом, показывающим модифицированный пример загиба кромок, как показано на фиг. 6, 10 и 11.
Способы осуществления изобретения
Со ссылкой на фиг. 1-12 далее поясняется вариант осуществления устройства загиба кромок с использованием ролика согласно настоящему изобретению. В этом случае, показан пример, в котором настоящее изобретение применяется к обработке загиба кромок для дверной панели (например, передней дверной панели или задней дверной панели) автомобильного транспортного средства, которая сконструирована посредством соединения в виде загнутых кромок между панелеобразными обрабатываемыми деталями (внешней дверной панелью и внутренней дверной панелью).
Обработка загиба кромок с использованием ролика дверной панели включает в себя как обработку предварительного загиба кромок (предварительный изгиб), так и обработку основного загиба кромок (основной изгиб). При обработке предварительного загиба кромок (предварительном изгибе) фланцевая часть F с загнутыми кромками, предварительно сформированная посредством изгиба в вертикальном или стоячем положении вокруг периферии внешней дверной панели Wa (в дальнейшем называемой просто "внешней панелью"), которая должна соединяться с внутренней дверной панелью Wb (в дальнейшем называемой просто "внутренней панелью") посредством соединения в виде загнутых кромок, как показано на фиг. 1(A), расположенного со стороны внешней панели Wa, изгибается практически на 45 градусов к внутренней панели Wb, как показано на фиг. 1(B) и фиг. 2(A), после относительного позиционирования штампа 1 для загиба кромок (в качестве штампа для загиба кромок) и внешней панели Wa и внутренней панели Wb, посредством использования ролика предварительного загиба кромок 5A (инструмента для загиба кромок с использованием ролика). При обработке основного загиба кромок фланцевая часть F с загнутыми кромками после подвергания обработке предварительного загиба кромок дополнительно изгибается таким образом, что она накладывается на концевую часть внутренней панели Wb посредством использования ролика 5B для основного загиба кромок (другого инструмента для загиба кромок с использованием ролика), как показано на фиг. 1(C) и фиг. 2(B), так что концевая часть внутренней панели Wb размещается между основной частью внешней панели Wa и фланцевой частью F с загнутыми кромками, за счет этого формируя соединение в виде загнутых кромок. В этой связи, внутренняя панель Wb опущена из фиг. 2.
Как показано на фиг. 3, робот 2 для загиба кромок (в дальнейшем называемый просто роботом), служащий в качестве промышленного робота, располагается около штампа 1 для загиба кромок. Робот 2 имеет манипулятор робота, который поддерживает на своем конце верхушки инструментальный узел 3, как показано на фиг. 4 и 5. В держателе 4 инструментального узла 3, предоставляются три вида вращающихся роликов 5A-5C для загиба кромок, каждый из которых служит в качестве вышеуказанного инструмента для загиба кромок с использованием ролика, которые имеют различные диаметры и размещаются коаксиально друг с другом. Обработка загиба кромок, включающая в себя предварительный загиб кромок, как показано на фиг. 1 и 2, выполняется посредством выборочного использования трех видов роликов 5A-5C для загиба кромок. Кроме того, эти ролики 5A, 5B и 5C для загиба кромок соответствуют ролику R для загиба кромок по фиг. 2.
Ролик 5B для загиба кромок, имеющий диаметр, наибольший из диаметров трех видов роликов 5A-5C для загиба кромок, как показано на фиг. 4 и 5, используется в основном для загиба кромок (основного изгиба), и внешняя периферийная поверхность ролика 5B для загиба кромок имеет форму цилиндрической поверхности. Между тем, ролик 5A для загиба кромок, имеющий средний диаметр, используется в основном для обработки предварительных изгибов (основного изгиба), и внешняя периферийная поверхность ролика 5A для загиба кромок имеет форму, аналогичную конической поверхности. Дополнительно, ролик 5C для загиба кромок, имеющий наименьший диаметр, используется для обработки предварительных изгибов и основного изгиба в секции, имеющей чрезвычайно небольшой радиус кривизны (например, в угловой секции дверной панели), и внешняя периферийная поверхность ролика 5C для загиба кромок формируется таким образом, что она включает в себя как цилиндрическую поверхность, так и коническую поверхность.
Фиг. 6 является видом в перспективе основной части штампа 1 для загиба кромок, как показано на фиг. 3. Как традиционно известно, внешняя панель Wa, служащая в качестве рабочего объекта, загружена на поверхность 1a штампа для штампа 1 для загиба кромок в состоянии комбинирования с внутренней панелью Wb. (B) является видом, аналогичным фиг. 6(A), но поясняющим случай обработки предварительного загиба кромок (или предварительного изгиба) на штампе для загиба кромок. В части периферии штампа 1 для загиба кромок предоставляется убирающийся механизм 6, который регулирует позиционирование внешней панели Wa, загруженной на штамп 1 для загиба кромок. Хотя, по меньшей мере, два убирающихся механизма 6 должны располагаться в одной боковой части внешней панели Wa с определенным интервалом, только один убирающийся механизм 6 проиллюстрирован на фиг. 6.
Убирающийся механизм 6 имеет такую конструкцию, в которой, в общем, прямоугольный держатель 7 (в качестве опорного элемента) прикрепляется к боковой стенке 1b штампа 1 для загиба кромок с болтом, и подвижный убирающийся блок 8 поддерживается посредством держателя 7.
Фиг. 7 является дополнительным укрупненным видом основной части, как показано на фиг. 6(A). Каждый из фиг. 8 и 9 подробно показывает убирающийся механизм 6, как показано на фиг. 7, но отделенный от него как отдельная единица. Как видно из фиг. 7-9, держатель 7 предоставляется таким образом, что он включает в себя заднюю пластину 7a, имеющую прямоугольную ступенчатую форму, и переднюю крышку 7b, имеющую форму, в общем, аналогичную форме з задней пластины 7a. Задняя пластина 7a и передняя крышка 7b прикрепляются друг к другу с помощью болтов 9, за счет этого поддерживая подвижный убирающийся блок 8 между собой. Кроме того, держатель 7 убирающегося механизма 6 плотно закрепляется посредством болтов 16, чтобы приспосабливать определенное положение наклона относительно нижеуказанной вогнутой части 14 штампа 1 для загиба кромок.
Как показано на фиг. 8 и 9, убирающийся блок 8 выполняют таким образом, что он включает в себя: плоскую широкую монтажную базовую секцию 8a; и убирающуюся зажимную клешневую секцию 8b, неразъемно выступающую из нее и имеющую форму, заостренную к верху. Монтажная базовая секция 8a формируется с парой продолговатых отверстий 10, параллельных друг другу. Кроме того, убирающийся блок 8 смещается вверх посредством спиральных пружин 12 сжатия (пары упругих элементов), размещенных между убирающимся блоком 8 и частью 11 уступа на стороне задней пластины 7a. Между тем, пара штифтов 13 приводится в действие по обеим сторонам задней пластины 7a и передней крышки 7b, составляющих держатель 7, так что они проходят через продолговатые отверстия 10, сформированные на стороне убирающегося блока 8.
Соответствующие диаметры штифтов 13 определяются как меньшие размеров по ширине продолговатых отверстий 10, сформированных на стороне убирающегося блока 8, так что взаимосвязь между продолговатыми отверстиями 10 и штифтами 13 устанавливается посредством так называемой свободной посадки. В этой компоновке, убирающийся блок 8 предоставляется втягивающимся в направлении стрелки P1 по фиг. 8(A) (в вертикальном направлении относительно держателя 7) и смещаемым поворотно в диапазоне каждого из продолговатых отверстий 10 в направлении стрелки P2 по фиг. 8(A). Тем не менее, убирающийся блок 8 выполнен с возможностью поддерживать состояние, как показано на фиг. 7-9, отдельно, поскольку штифты 13 приводятся в соприкосновение с нижним концом продолговатых отверстий 10, как показано на фиг. 9(A), если внешние силы не прикладываются к убирающемуся блоку 8.
Как показано на фиг. 7, штамп 1 для загиба кромок предварительно формируется с вогнутой частью 14 таким образом, чтобы спускается под углом на боковой стенке 1b и в части, вокруг которой должен монтироваться убирающийся механизм 6. Держатель 7 убирающегося механизма 6 прикрепляется к внутренней нижней поверхности вогнутой части 14. Кроме того, позади убирающейся зажимной клешневой секции 8b убирающегося механизма 6, часть 15 паза шире убирающейся зажимной клешневой секции 8b формируется таким образом, что она переходит в вогнутую часть 14. Вследствие этого, по меньшей мере, убирающаяся зажимная клешневая секция 8b убирающегося блока 8 (конец верхушки убирающегося блока 8) располагается таким образом, что она обращена к части 15 паза, и убирающаяся зажимная клешневая секция 8b поддерживает состояние отсутствия контакта со штампом 1 для загиба кромок. Как очевидно из фиг. 7, клиновидный конец убирающейся зажимной клешневой секции 8b немного выступает вверх из поверхности 1a штампа для штампа 1 для загиба кромок.
Как показано на фиг. 8 и 9 в дополнение к фиг. 2, убирающаяся зажимная клешневая секция 8b формируется с так называемой клиновидной формой при просмотре спереди таким образом, что ее размер по ширине постепенно снижается в направлении вверх (в направлении выступания фланцевой части F с загнутыми кромками, как показано на фиг. 6(A)). Также при просмотре сбоку убирающаяся зажимная клешневая секция 8b формируется с так называемой клиновидной формой таким образом, что ее размер по толщине постепенно снижается в направлении вверх (в направлении выступания фланцевой части F с загнутыми кромками, как показано на фиг. 6(A)). Дополнительно, убирающаяся зажимная клешневая секция 8b, служащая в качестве конца верхушки убирающегося блока 8, имеет клиновидную форму, как пояснено выше, при наличии, в общем, угловой формы в поперечном сечении, как показано на фиг. 9(B).
Поскольку внешняя панель Wa, в которой предварительно формируется фланцевая часть F с загнутыми кромками, загружена на поверхность 1a штампа для штампа 1 для загиба кромок, как показано на фиг. 6(A), убирающийся блок 8 убирающегося механизма 6 упруго поддерживается втягивающимся способом в направлении выступания фланцевой части F с загнутыми кромками (в направлении стрелки P1 по фиг. 8(A)) и смещается поворотно в продольном направлении фланцевой части F с загнутыми кромками (в направлении стрелки P2 по фиг. 8(A)).
Как видно из фиг. 7, верхняя концевая часть боковой стенки 1b штампа 1 для загиба кромок формирует наклонную поверхность под углом θ, с которым внешняя поверхность убирающейся зажимной клешневой секции 8b предварительно адаптирована с возможностью включения в плоскость, фактически идентичную плоскости верхней концевой части боковой стенки 1b штампа 1 для загиба кромок, имеющего угол θ при просмотре сбоку.
Согласно устройству загиба кромок с использованием ролика с такой компоновкой, внешняя панель Wa, предварительно сформированная с фланцевой частью F с загнутыми кромками в периферийной части, загружается на штамп 1 для загиба кромок и поддерживается на нем, как показано на фиг. 6(A). В этом случае, поскольку убирающийся механизм 6 предоставляется на периферии штампа 1 для загиба кромок, и убирающаяся зажимная клешневая секция 8b, служащая в качестве конца верхушки убирающегося блока 8, немного выступает вверх из поверхности 1a штампа для штампа 1 для загиба кромок, как показано на фиг. 7 и фиг. 1(A), фланцевая часть F с загнутыми кромками приводится в соприкосновение с убирающейся зажимной клешневой секцией 8b (служащей в качестве конца верхушки убирающегося блока 8) в части основания, с помощью чего достигается позиция.
За счет этого достигается позиционирование внешней панели Wa относительно убирающегося блока 8, и следовательно, если вакуумная чашка или механический зажимной механизм (хотя не показан), которым дополняется штамп 1 для загиба кромок, приводится в действие, внешняя панель Wa прижимается к поверхности 1a штампа для штампа 1 для загиба кромок и зажимается на ней, в то время как внутренняя панель Wb ми зажимается посредством внешней панели Wa.
После того как завершается позиционирование и зажим внешней панели Wa на штампе 1 для загиба кромок, робот 2, как показано на фиг. 3 начинает работу, так что обработка предварительного загиба кромок (предварительный изгиб) и обработка загиба кромок (основной изгиб) после нее выполняются посредством использования инструментального узла 3, как показано на фиг. 4 и 5.
Хотя фиг. 6(A) показывает состояние, в котором внешняя панель Wa загружена в штамп 1 для загиба кромок до обработки предварительного загиба кромок (предварительного изгиба), фиг. 6(B) и последующие чертежи показывают пример выполнения загиба кромок (основного изгиба) после обработки предварительного загиба кромок (предварительного изгиба) на фланцевой части F с загнутыми кромками, которая уже подвергнута обработке предварительного загиба кромок (предварительного изгиба), способом, показанным на фиг. 1(B) и фиг. 2(A).
Как показано на фиг. 6(B), даже в состоянии, в котором обработка предварительного загиба кромок (предварительный изгиб) уже осуществлена для фланцевой части F с загнутыми кромками внешней панели Wa, фланцевая часть F с загнутыми кромками по-прежнему приведена в контакт с убирающейся зажимной клешневой секцией 8b убирающегося блока 8 в части основания, за счет этого позиционируясь так, как показано на фиг. 1(B).
Посредством прокатывания и перемещения ролика 5B для загиба кромок (предоставленного для инструментального узла 3, как показано на фиг. 4 и 5) вдоль фланцевой части F с загнутыми кромками, фланцевая часть F с загнутыми кромками, которая уже подвергнута обработке предварительного загиба кромок (предварительному изгибу), дополнительно изгибается так, что она является горизонтальной. Таким образом, обработка загиба кромок (основной изгиб) постепенно достигается, как показано на фиг. 10(A).
По мере того, как продвигается перемещение с прокаткой ролика 5B для загиба кромок, ролик 5B для загиба кромок в итоге создает помехи для убирающейся зажимной клешневой секции 8b убирающегося блока 8, как показано на фиг. 10(B). Вследствие этого, убирающийся блок 8 должен подталкиваться, перемещаться и втягиваться посредством ролика 5B для загиба кромок в направлении перемещения с прокаткой ролика 5B для загиба кромок. Следовательно, непрерывная обработка загиба кромок посредством ролика 5B для загиба кромок становится осуществимой без убирающегося блока 8, оказывающего негативное влияние на качество процесса загиба кромок, даже когда ролик 5B для загиба кромок в итоге создает помехи для убирающегося блока 8. Как результат, убирающийся блок 8 может стабильно работать без зависимости и от скорости движения ролика 5B для загиба кромок, и от контактного угла ролика 5B для загиба кромок с убирающимся блоком 8; следовательно, внешняя поверхность части соединения в виде загнутых кромок не приводит к искажению и не приводит к неточностям соединения в виде загнутых кромок.
Затем ролик 5B для загиба кромок достигает позиции непосредственно выше убирающегося блока 8, показанного на фиг. 11(A), убирающийся блок 8 прижат вниз от ролика 5B для загиба кромок при поддержании смещенного под наклоном положения, за счет этого обеспечивая прохождение ролика 5B для загиба кромок. Вследствие этого, непрерывная обработка загиба кромок посредством ролика 5B для загиба кромок становится осуществимой без убирающегося блока 8, оказывающего негативное влияние на качество процесса загиба кромок, как также пояснено выше. Когда ролик 5B для загиба кромок заканчивает прохождение на убирающимся блоком 8, как показано на фиг. 11(B), убирающийся блок 8 возвращается в начальное состояние, как и в случае с фиг. 6(A).
Как пояснено выше, убирающийся блок 8 в этом случае имеет форму, заостренную к верху как по размеру по ширине, так и по размеру по толщине, так что убирающаяся зажимная клешневая секция 8b должна приводиться в соприкосновение с роликом 5B для загиба кромок только на клиновидном конце верхушки. Помимо этого, поскольку, по меньшей мере, клиновидный конец верхушки убирающейся зажимной клешневой секции 8b не находится в контакте со штампом 1 для загиба кромок, стабильно выполняется движение убирающегося блока 8 для недопущения помех ролику 5B для загиба кромок (т.е. действие опускания или втягивания и движение наклона или поворота убирающегося блока 8, выполняемое посредством толкающей силы ролика 5B для загиба кромок).
Последовательности движений убирающегося блока 8 не изменяются вообще, даже если направление движения ролика 5B для загиба кромок изменено на противоположное, как показано на фиг. 12, за исключением того что убирающийся блок наклонен в противоположном направлении. Это означает то, что убирающийся блок 8 в настоящем варианте осуществления практически не выбирает направление движения ролика 5B для загиба кромок.
Между тем, как показано на фиг. 1(C), фланцевая часть F с загнутыми кромками изгибается с возможностью иметь секцию с небольшим радиусом кривизны в части основания, за счет этого подтягиваясь в направлении вправо по фиг. 1(C), чтобы сохранять небольшое расстояние от убирающейся зажимной клешневой секции 8b убирающегося блока 8. Тем не менее, проблем не возникает, поскольку функция позиционирования убирающейся зажимной клешневой секции 8b уже стала необязательной в то время, когда завершена обработка загиба кромок.
Кроме того, последовательность движений, как показано на фиг. 6(B) и фиг. 11 и 12, принадлежат вышеуказанной обработке загиба кромок (основному изгибу), как показано на фиг. 1(C) и фиг. 2(B), но последовательность движений при обработке предварительного загиба кромок (предварительном изгибе), проведенной до загиба кромок (основного изгиба), как показано на фиг. 1(B) и фиг. 2(A), также является практически аналогичной ей.
В этих случаях, ролик 5A для загиба кромок во время обработки предварительного загиба кромок (предварительного изгиба) должен приводиться в соприкосновение с фланцевой частью F с загнутыми кромками из наклонного направления, как проиллюстрировано на фиг. 1(B), так что ролик 5A для загиба кромок дополнительно имеет тенденцию создавать помехи для убирающегося блока 8. Тем не менее, нетрудно избегать помех посредством убирающегося блока 8 для ролика 5A для загиба кромок, как и в случае вышеуказанной загиба кромок (основного изгиба), не только потому, что убирающийся блок 8 имеет форму, заостренную к верху как по размеру по ширине, так и по размеру по толщине, так что он контактирует с роликом 5A для загиба кромок только на клиновидном конце верхушки убирающейся зажимной клешневой секции 8b, как пояснено выше, но также и поскольку сам убирающийся блок 8b содержит так называемое поперечное сечение угловой формы, как показано на фиг. 9(B).
Ролик 5A для загиба кромок во время обработки предварительного загиба кромок (предварительного изгиба) должен приводиться в соприкосновение с фланцевой частью F с загнутыми кромками из наклонного направления, как проиллюстрировано на фиг. 1(B), так что сила, прижимающая убирающуюся зажимную клешневую секцию 8b к штампу 1 для загиба кромок, должна прикладываться к убирающейся зажимной клешневой секции 8b посредством ролика 5A для загиба кромок. Тем не менее, действие опускания или втягивания и движение наклона или смещения с поворотом убирающегося блока 8, выполняемое посредством толкающей силы ролика 5A для загиба кромок, стабильно выполняется, поскольку убирающаяся зажимная клешневая секция 8b, служащая в качестве конца верхушки убирающегося блока 8, не находится в контакте со штампом 1 для загиба кромок, как упомянуто выше.
Хотя фиг. 1(B) иллюстрирует случай, в котором угол β фланцевой части F с загнутыми кромками составляет приблизительно 45 градусов, в убирающемся блоке 8 согласно настоящему варианту осуществления подтверждено то, что убирающийся блок 8 легко избегает помех для ролика 5A для загиба кромок, даже когда угол β фланцевой части F с загнутыми кромками становится равным приблизительно 65 градусам.
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано для получения панелеобразной детали. В штампе для предварительного загиба кромок осуществляют предварительный загиб кромок на фланцевой части внешней панели. Далее в инструментальном узле роликом осуществляют окончательный загиб изогнутых кромок внешней панели. Регулирование позиционирования внешней панели и упругое поддерживание ее фланцевой части осуществляют с помощью убирающегося блока. Повышается качество получаемых деталей. 2 н. и 4 з.п. ф-лы, 12 ил.
Комментарии