Изогнутые бритвенные лезвия и способ их изготовления - RU2530919C2
Код документа: RU2530919C2
Чертежи




Описание
Область применения
Настоящее изобретение относится в целом к лезвиям и картриджам для бритвенных приборов и, в частности, картриджам, содержащим одно или более бритвенных лезвий с изогнутой частью, а также к способу их изготовления.
Уровень техники
Бритвенные лезвия, как правило, изготавливают из подходящего листового металлического материала, такого как нержавеющая сталь, который распускают на полосы требуемой ширины и подвергают закалке путем термической обработки. Операцию закалки проводят в высокотемпературных печах, в которых металл подвергается воздействию температур, превышающих 1145°C, после чего производится его быстрое охлаждение. После закалки на удлиненном крае лезвия формируется режущая кромка. Режущая кромка, как правило, имеет клиновидную форму с радиусом самого острия, который составляет менее чем примерно 1000 Å, например примерно 200-300 Å.
Бритвенные лезвия, как правило, установлены на пластмассовый корпус (например, в картридж бритвенного прибора) или на изогнутый металлический опорный элемент, который прикреплен к корпусу. Бритвенное лезвие в сборе может включать плоское лезвие, прикрепленное (например, приваренное) к изогнутому металлическому опорному элементу. Лезвие может включать сужающуюся область, которая заканчивается заостренной режущей кромкой. Такого типа лезвие в сборе закрепляется в бритвенном приборе (например, в картридже для бритвенного прибора) и с помощью такого прибора режущей кромкой лезвия пользователь может брить волосы, например, на лице. Использование такого изогнутого металлического опорного элемента позволяет получить относительно деликатное лезвие, имеющее достаточную опору, позволяющую лезвию противостоять силам, воздействующим на него в процессе бритья. Примеры бритвенных картриджей с лезвиями на опорных элементах приведены в патенте США 4378634 и в патентной заявке США 10/798,525, поданной 11 марта 2004 года, упоминаемой в настоящей заявке для ссылки.
Эффективность и коммерческий успех бритвенного картриджа требуют оптимального сочетания многих факторов и характеристик, которые включают возможность хорошего ополаскивания лезвий (то есть насколько легко пользователь может вымыть обрезки волос, частички кожи и прочие загрязнения из бритвенного картриджа и, в особенности, между соседними лезвиями или иными близко расположенными структурами картриджа). Расстояния между кромками последовательных лезвий могут оказывать различное влияние на эффективность бритья. Так, например, от расстояния между режущими кромками лезвий зависит высота бугорков кожи между лезвиями. Меньшие расстояния между лезвиями приводят к образованию меньших бугорков и обеспечивают более комфортное бритье, но при этом возрастает вероятность двойного зацепления. Большие расстояния между лезвиями уменьшают вероятность двойного зацепления, но между лезвиями образуются более высокие бугорки кожи и комфортность бритья уменьшается.
Расстояния между режущими кромками (и соответственно между лезвиями в целом) могут влиять на эффективность ополаскивания картриджа, то есть удаления остатков вспомогательного средства для бритья и обрезков волос после проведения бритвенным прибором по коже. Так, большие межлезвийные расстояния облегчают и ускоряют ополаскивание, а меньшие расстояния замедляют ополаскивание и затрудняют его. Бритвенный картридж с лезвием, имеющим изогнутую часть, может обеспечить определенные преимущества, такие как меньшая себестоимость производства и лучшее ополаскивание.
В то же время экономически эффективное производство бритвенных картриджей с одним или более изогнутыми лезвиями связано с рядом проблем, одной из которых является возможное разрушение лезвия в процессе его изготовления или даже в процессе бритья. В литературе были предложены различные конструкции изогнутых лезвий, однако большинство из таких типов лезвий оказалось невозможно изготовить из определенных марок стали (в частности, в лезвиях образовывались разломы или трещины во время их изгиба). Соответственно, для предотвращения таких разломов приходилось жертвовать геометрией лезвий (например, гнуть по большему радиусу). В картриджах с несколькими лезвиями использование лезвий с большим радиусом изгиба приводит к ухудшению их ополаскивания. В качестве альтернативы для достижения требуемого радиуса изгиба может использоваться более мягкая сталь, однако это также имеет свои недостатки. Лезвия, изготовленные из более мягких марок стали, имеют недостаточно твердую кромку и не обеспечивают требуемой тщательности и комфорта бритья.
Сущность изобретения
В одном из воплощений изобретения предлагается способ изготовления бритвенного лезвия, содержащий следующие этапы. Полоску лезвийной стали нарезают на отдельные заготовки, каждая из которых имеет удлиненный край и удлиненную опорную часть, протяженную между парой торцевых граней, которые в целом являются протяженными поперек удлиненному краю. Удлиненные края затачивают для формирования из них режущей кромки. Отдельные заготовки деформируют для формирования изогнутых частей. Пару торцевых поверхностей отдельных заготовок обрабатывают для устранения трещин. Способ изготовления лезвий может дополнительно включать шлифовку торцевых граней до средней шероховатости от примерно 0,45 мкм до примерно 1,0 мкм на расстоянии от примерно 1,0 мм до примерно 2,5 мм от удлиненного края.
В другом воплощении изобретения предлагается бритвенный картридж, имеющий корпус с защитным элементом и крышкой. Изогнутое лезвие устанавливают в корпус между защитным элементом и крышкой. Изогнутое лезвие имеет режущую кромку, протяженную параллельно крышке и защитному элементу, удлиненную опорную часть, изогнутую часть между режущей кромкой и частью-основанием, и пару торцевых граней, протяженных в целом поперечно режущей кромке. Торцевые грани имеют среднюю шероховатость от примерно 0,45 мкм до примерно 1,0 мкм.
Краткое описание чертежей
Фиг.1. Аксонометрический вид воплощения бритвенного прибора в соответствии с настоящим изобретением.
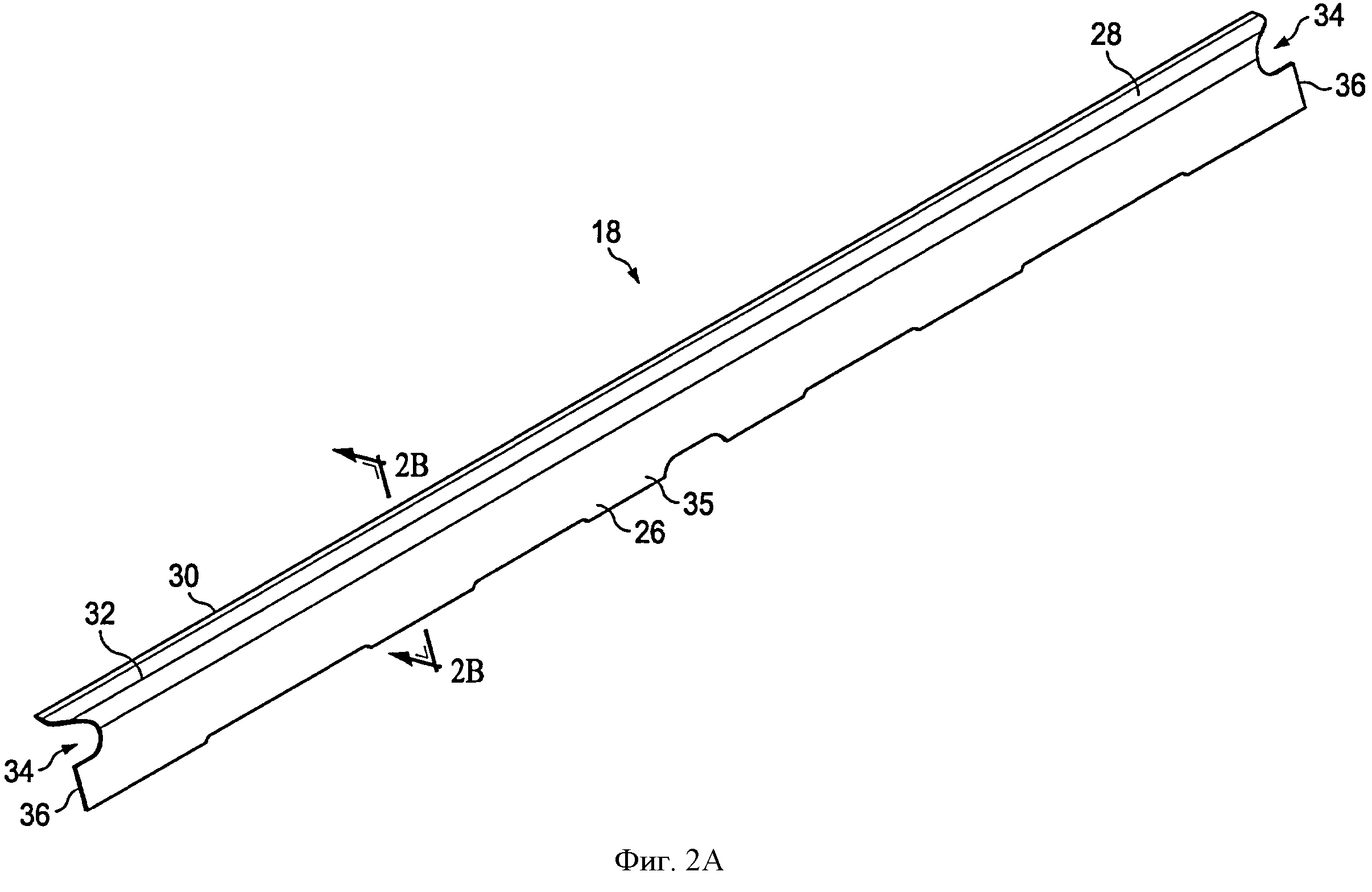
Фиг.2А. Аксонометрический вид воплощения лезвия, которое может быть использовано в бритвенном приборе, изображенном на фиг.1.
Фиг.2В. Вид сбоку лезвия, изображенного на фиг.2А.
Фиг.3. Вид сверху фрагмента изогнутого лезвия, имеющего макротрещину.
Фиг.4. Вид сверху фрагмента лезвия без макротрещины.
Фиг.5. Схема воплощения способа изготовления лезвий, изображенных на фиг.2А.
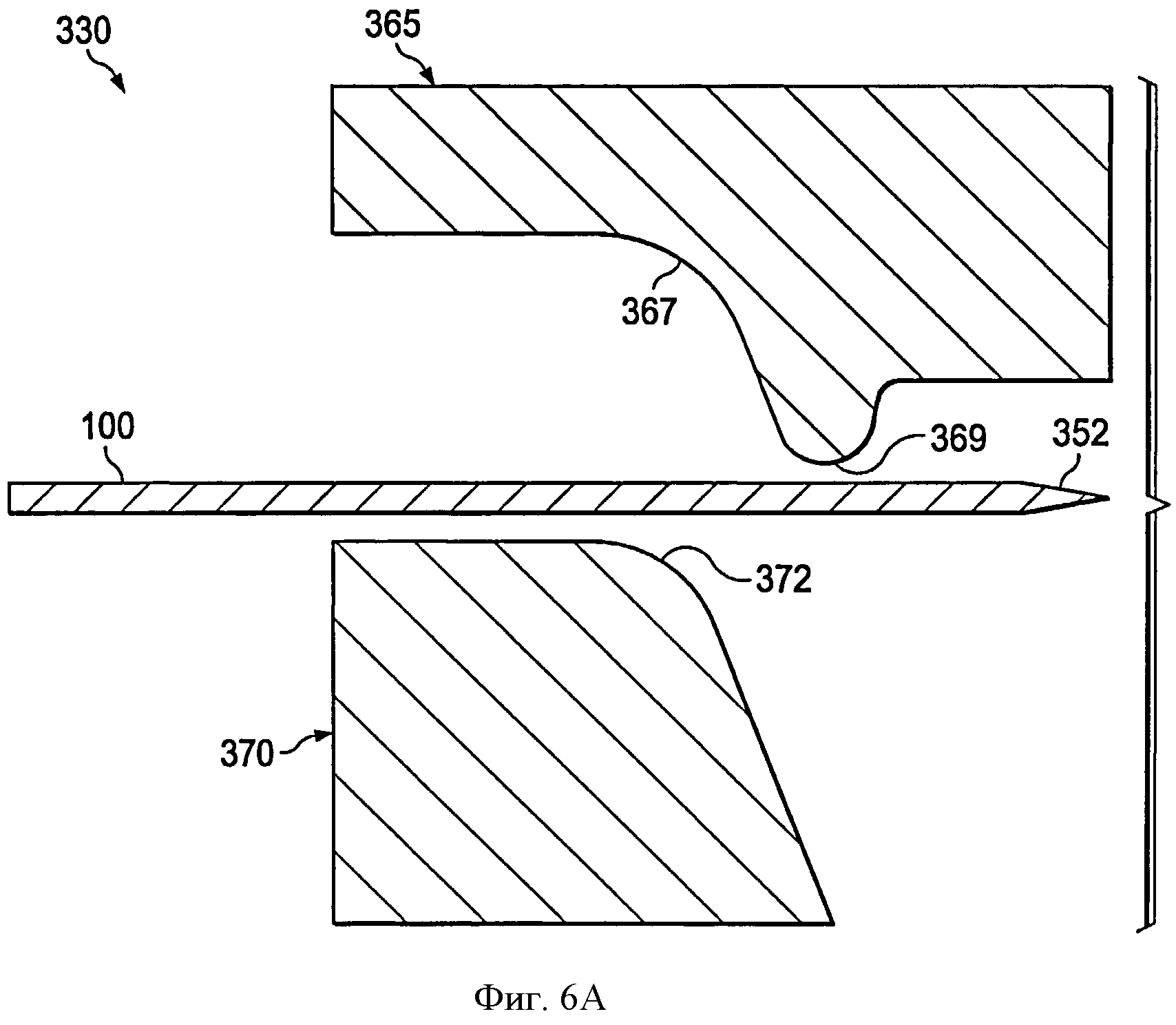
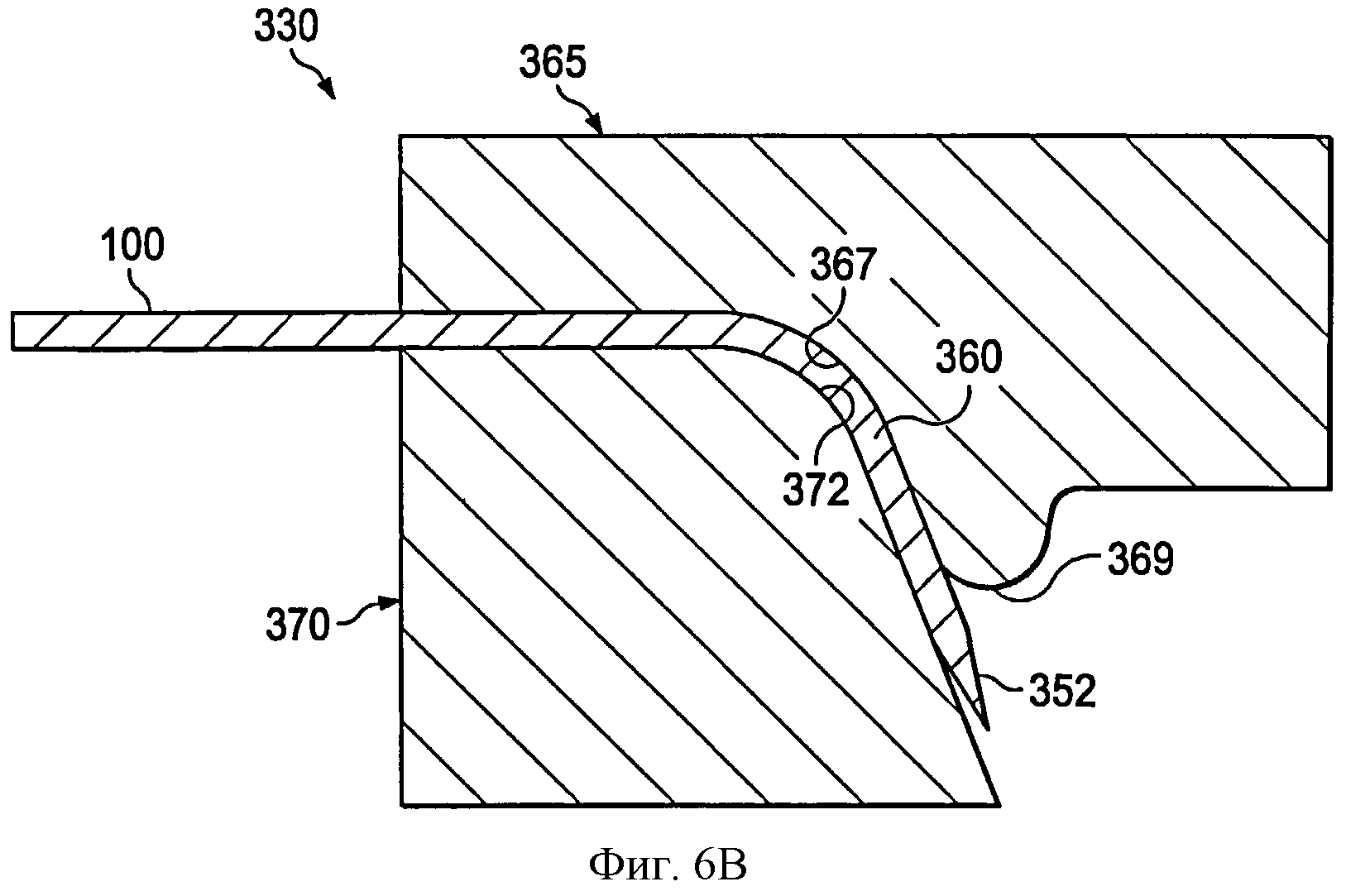
Фиг.6А и 6В. Схема способа формирования изогнутой части на полоске из стали для лезвий.
Подробное описание изобретения
Как показано на фиг.1, в одном из воплощений настоящего изобретения предлагается бритвенный прибор 10, имеющий бритвенный картридж 12, установленный на рукоятку 14 бритвенного прибора. Картридж 12 бритвенного прибора может быть установлен на рукоятку 14 бритвенного прибора с возможностью его вращения относительно рукоятки 14 бритвенного прибора вокруг некоторой оси и/или с возможностью его снятия с рукоятки. Бритвенный картридж 12 может включать корпус 16, имеющий размеры, подходящие для помещения в него по меньшей мере одного изогнутого лезвия 18. И хотя на данном чертеже показаны три лезвия 18, в корпусе 16 может находиться большее или меньшее число лезвий 18 в зависимости от требуемых характеристик эффективности и цены бритвенного прибора 10. Корпус 16 может иметь защитный элемент 20, расположенный перед лезвиями 18, и крышку 22, расположенную за лезвиями 18. Защитный элемент 20 и крышка 22 могут способствовать формированию оптимальной «бреющей» геометрии (экспозиции лезвий) для бритвенного картриджа 12.
Лезвия 18 могут быть установлены на корпус 16 и закреплены по меньшей мере в одном направлении по меньшей мере одним зажимом 24. Лезвия 18 могут быть жестко закреплены в корпусе, так чтобы во время бреющего движения лезвия 18 не могли перемещаться относительно корпуса 16. В качестве альтернативы, лезвия 18 могут быть подпружинены внутри корпуса 18, так что в нейтральном (исходном) положении лезвия будут прижиматься к зажимам 24. Во время проведения бритвенным прибором по коже лезвия 18 могут немного смещаться от зажимов 24. Как показано на фиг.1, два зажима 24 могут быть изогнуты вокруг лезвий и вокруг по меньшей мере части корпуса 16, обеспечивая крепление лезвий 18 внутри корпуса 16. И хотя зажимы 24 показаны как два раздельных компонента, закрепляющих лезвия 18 внутри корпуса 16, в альтернативных воплощениях они могут быть выполнены в виде единого компонента. Кроме того, зажимы 24 не обязательно должны быть изогнуты, или им должна быть иным образом придана форма, огибающая часть корпуса для закрепления лезвий 18 относительно корпуса 16. Так, например, зажимы 24 могут быть защелкнуты, запрессованы, приклеены или приварены ультразвуком на корпус 16 для их жесткого закрепления относительно корпуса 16. Зажимы 24 могут содержать металл, например алюминий или нержавеющую сталь, или полимерный материал, например Noryl™ (смесь полифениленоксида и полистирола, разработанная General Electric Plastics, в настоящее время SABIC Innovative Plastics), акрилонитрилбутадиенстирол (АБС), ацеталь, полипропилен, высокопрочный полистирол или любое их сочетание. Для крепления лезвий 18 к корпусу 16 могут также использоваться и прочие способы, известные сведущим в данной области техники, включая, но не ограничиваясь ими, проволочную скрутку, холодное формование, подклинивание на горячее, многоэтапное формование и адгезивное скрепление.
Корпус 16 и рукоятка 14 могут быть выполнены способом инжекционного формования из полужесткого полимерного материала. В некоторых воплощениях корпус 16 и/или рукоятка 14 могут быть выполнены формованием из материала Noryl™ (смесь полифениленоксида и полистирола, разработанная General Electric Plastics, в настоящее время SABIC Innovative Plastics). Корпус 16 и/или рукоятка 14 могут быть выполнены формованием из других полужестких полимеров, имеющих твердость по шкале Шора «А» от примерно 60 до примерно 140, включая, но не ограничиваясь ими, акрилонитрилбутадиенстирол (АБС), ацеталь, полипропилен, высокопрочный полистирол или любое их сочетание. Защитный элемент 20 может быть выполнен формованием из того же материала, что и корпус 16, или из более мягкого материала. Так, например, защитный элемент 20 может быть выполнен формованием из материалов, имеющих твердость от примерно 20 до примерно 70 по шкале Шора «А», таких как, например, термопластические эластомеры или резины. Крышка 22 также может быть выполнена формованием из того же материала, что и корпус 16. В некоторых воплощениях крышка 22 может иметь удлиненную полоску, содержащую вспомогательное средство для бритья, обеспечивающее смазку поверхности кожи во время бритья.
На фиг.2А и 2В показаны соответственно аксонометрический вид и вид сбоку одного из лезвий 18. Лезвия 18 могут быть выполнены из одного куска материала, который изгибают и затачивают (до или после изгибания). В большинстве случаев материал выбирают из группы, состоящей из нержавеющей стали, алюминия, керамики, стекла, пластмассы и из сочетаний. Материал может быть изогнут с использованием любых подходящих способов, пригодных для данного материала. Лезвия 18 могут иметь удлиненную опорную часть 26, протяженную вдоль одной из продольных сторон, сужающуюся часть 28, протяженную вдоль противоположной длинной стороны и сужающуюся к заостренной режущей кромке 30, а также изогнутую часть, расположенную между удлиненной опорной частью 26 и скошенной частью 28. В процессе изготовления могут быть выполнены вырезы 34 на противоположных концах изогнутого лезвия 18 между опорной частью 26 и скошенной частью 28. Такие вырезы 34 могут облегчать обращение с лезвиями 18 в процессе сборки изделия. При этом подразумевается, что наличие вырезов 34 является дополнительно возможным, но необязательным. Удлиненная опорная часть 26 может иметь толщину от примерно 0,075 мм, 0,085 мм или 0,095 мм до примерно 0,105 мм, 0,115 мм или 0,127 мм. Толщина изогнутой части 32 и скошенной части 28 может быть такой же, или практически такой же, как толщина удлиненной опорной части 26. Скошенная часть 28 может быть протяженной относительно удлиненной опорной части 26 под углом от примерно 90°, 95° или 100° до примерно 105°, 110° или примерно 115°. Подразумевается, что, в зависимости от ориентации изогнутого лезвия 18 внутри корпуса 16 (фиг.1) угол между удлиненной опорной частью 26 и сужающейся частью 28 может составлять менее чем 90° (например, от примерно 5° до примерно 25°). Так, например, в некоторых воплощениях удлиненная опорная часть 26 может быть ориентирована в целом параллельно линии, касательной к защитному элементу 20 и крышке 22. Режущая кромка 30 скошенной части 28 может иметь клиновидную форму с радиусом самого кончика острия, составляющим менее чем примерно 1000 Å (например, от примерно 100 Å, 200 Å или 300 Å до примерно 500 Å, 700 Å или 950 Å). Преимуществом описанных выше изогнутых бритвенных лезвий 18, имеющих изогнутую часть 32, является то, что они могут использоваться в бритвенном картридже в качестве альтернативы плоскому бритвенному лезвию, установленному на более толстую изогнутую опорную структуру. Изогнутые лезвия 18 могут обеспечивать улучшенное ополаскивание картриджа 12 (смотри фиг.1).
В некоторых воплощениях изогнутое лезвие 18 (например, его удлиненная опорная часть 26) может иметь твердость от примерно 540 HV до примерно 750 HV (например, от примерно 540 HV до примерно 620 HV). В некоторых воплощениях изогнутая часть 32 может иметь твердость, большую, чем твердость удлиненной опорной части 26. Изогнутая часть 32 может, например, иметь твердость от примерно 540 HV до примерно 620 HV. Твердость изогнутого лезвия 18 может быть измерена по стандартному методу ASTM E92-82 определения твердости металлических материалов по Викерсу. В некоторых воплощениях изогнутое лезвие 18 может иметь в сущности равномерную твердость. В других воплощениях режущая кромка 30 может быть тверже, чем остальные части изогнутого лезвия 18. Режущая кромка 30 может иметь твердость от примерно 550 HV, 600 HV или 650 HV до примерно 700 HV, 725 HV или 750 HV.
На фиг.2В показан вид сбоку изогнутого лезвия 18. Толщина опорной части 26 может обеспечивать выполнение изгиба с достаточным внутренним радиусом R. В некоторых воплощениях радиус R может составлять от примерно 0,30 мм, 0,40 мм или 0,50 мм до примерно 0,60 мм, 0,70 мм или 0,80 мм. Удлиненная опорная часть 26 может иметь тыльную поверхность 35, расположенную напротив внутренней поверхности изгиба. Удлиненная опорная часть 26 может иметь высоту h1, составляющую от примерно 1,0 мм, 1,5 мм или 2,0 мм до примерно 2,2 мм, 2,5 мм или 2,7 мм. Наличие такого радиуса изгиба позволяет использовать изогнутые лезвия 18 меньших габаритных размеров, что в свою очередь позволяет обеспечить лучшие зазоры между изогнутыми лезвиями 18 внутри картриджа 14 (смотри фиг.1). Так, например, расстояние d1 между крайней точкой и режущей кромкой 30 может составлять от примерно 0,85 мм, 0,90 мм или 0,95 мм до примерно 1,0 мм, 1,1 мм или 1,2 мм. Чем больше значение d1, тем больше свободного места внутри картриджа между соседними лезвиями для их ополаскивания.
В некоторых воплощениях сужающаяся часть 28 и/или удлиненная часть 26 имеют минимальные величины прогиба и изгиба. Под «изгибом» понимается изгиб в направлении, перпендикулярном плоскости, в которой должна лежать рассматриваемая часть режущего элемента. Под «прогибом» (иногда также именуется «развалом») понимается прогиб в плоскости, в которой лежит данная часть режущего элемента (то есть изгиб продольных краев данной части режущего элемента. В некоторых воплощениях сужающаяся часть 28 имеет изгиб от примерно +0,0004 дюйма до примерно -0,002 дюйма (от +0,01 мм до -0,05 мм) или менее вдоль длины данной части лезвия. В некоторых воплощениях скошенная часть 28 имеет прогиб, составляющий примерно +0,0027 дюйма (+0,07 мм) или даже менее вдоль длины сужающейся части 28. Удлиненная опорная часть 26 может иметь изгиб, составляющий примерно +0,0024 дюйма (+0.060 мм) или даже менее, по длине данной части. Чем меньше значения изгиба и/или прогиба сужающейся части 28 и/или удлиненной опорной части 26, тем выше комфорт для пользователя и/или эффективность изогнутого лезвия 18.
Для получения требуемой бреющей геометрии (включая межлезвийные расстояния, то есть расстояния между соседними режущими кромками 30 в составе картриджа 12) и соответственно для хорошего ополаскивания лезвий и общей эффективности бритья лезвия 18 должны иметь достаточный радиус R изгиба. Более мягкие материалы, как правило, могут быть изогнуты до достаточно малого радиуса изгиба, однако такие материалы хуже поддаются заточке и режущие кромки 30 не будут иметь достаточной жесткости и остроты для обеспечения тщательного и комфортного бритья. Более жесткие материалы могут быть заточены до получения требуемой прочности и остроты режущей кромки 30; однако из-за большей хрупкости таких материалов изготавливаемые из них лезвия 18 часто ломаются в процессе их изгиба. Поэтому во избежание поломки изогнутых лезвий 18 часто приходится увеличивать их радиус изгиба, что может ухудшать эффективность бритья.
Поверхности каждой из частей лезвия, например торцевые поверхности 36 изогнутого лезвия 18, изготавливаются имеющими текстуру и шероховатость, которые зависят от технологии ее изготовления и структуры самой части. Средняя шероховатость лезвия (Ra) может быть измерена с помощью анализатора профиля трехмерной поверхности в белом свете, например ZYGO производства NV5000 Corporation (Миддлфилд, штат Коннектикут, США). Показатель шероховатости Ra рассчитывается как среднее значение всех отклонений от средней линии на определенном участке длины. Трехмерный анализатор профиля поверхности в белом свете позволяет быстро и неразрушающим образом получить различные количественные характеристики топографии поверхности, такие как перепады высот, текстура, шероховатость и прочие параметры. В данном приборе используется технология бесконтактного трехмерного сканирования белым светом и оптической интерферометрии на основе сдвига фаз. Сканирующая интерферометрия в белом свете является традиционно используемой технологией, в которой используется контраст интерференционных полос для получения информации о поверхности. Картина из светлых и темных интерференционных полос получается вследствие разности длины оптических путей опорного пучка и пучка, отраженного от образца. Входящий в камеру пучок света расщепляется внутри интерферометра на два пучка, один из которых падает на расположенную внутри интерферометра опорную поверхность, а второй падает на образец. После отражения пучки воссоединяются внутри интерферометра и интерферируют, взаимно усиливая и ослабляя друг друга, в результате чего образуется картина из светлых и темных интерференционных полос. Сканирующий интерферометр обрабатывает огромное количество информации, которую дает интерференция в белом свете, с помощью современного быстродействующего компьютера. Сканирующая интерферометрическая система позволяет значительно более точно измерить характеристики исследуемой поверхности, чем позволяли использовавшиеся ранее методы фазовой интерферометрии. Наиболее точные системы такого типа при работе в идеальных условиях позволяют достичь точность измерений с требуемой повторяемостью результатов, составляющую 0,0000025 дюйма (0,0635 мкм).
Как показано на фиг.2А и 2В, изогнутое лезвие 18 может иметь пару торцевых поверхностей 36, перпендикулярных удлиненной опорной части 26 (на фиг.2В показана одна из них, а противоположная ей поверхность не показана), которые образуются при нарезке полосы стали. Образующиеся в процессе нарезки торцевые поверхности 36 могут иметь очень грубую поверхность. Торцевые поверхности бритвенных лезвий не вступают в контакт с кожей и, как правило, спрятаны внутри картриджа. Средняя шероховатость может быть измерена на расстоянии d2 от режущей кромки 30. Расстояние d2 может соответствовать примерному месту расположения изогнутой части 32 по отношению к режущей кромке 30 и данная область подвергается большим напряжениям при изготовлении лезвия, в частности при формировании изгиба требуемого внутреннего радиуса. В различных воплощениях расстояние d2 от режущей кромки до изогнутой части может быть от очень малого до составляющего всю длину торцевой поверхности 36 (то есть практически равного d1). Так, например, расстояние d2 может составлять от примерно 0,5 мм, 1,0 мм или 1,5 мм до примерно 1,75 мм, 2,5 мм или 3,0 мм. Торцевые поверхности обычного лезвия при крупносерийном производстве имеют среднюю шероховатость Ra, составляющую от примерно 2,10 мкм до примерно 3,30 мкм, измеренную на расстоянии от примерно 1,0 мм до примерно 2,5 мм от режущей кромки 30. Средняя шероховатость (Ra) торцевых поверхностей 36 может значительно меняться вдоль их длины от режущей кромки 30 до удлиненной опорной части 26. Дело в том, что в процессе изгиба некоторые лезвия могут трескаться или даже ломаться, а в некоторых лезвиях таких разрушений может и не происходить без явных на это причин. Соответственно, торцевые поверхности 36 могут характеризоваться высоким значением средней шероховатости (Ra) из-за наличия на данных поверхностях микротрещин и даже макротрещин, образующихся при нарезке полосы стали на отдельные заготовки лезвий (или при других производственных операциях). Для удаления микротрещин и/или макротрещин торцевые поверхности могут быть подвергнуты дополнительной обработке. Обработка торцевых поверхностей 36 может включать различные процессы механической, термической и химической обработки, включая, но не ограничиваясь ими, шлифовку, лазерную обработку, сварку и электрополировку для удаления или заполнения трещин (микро- и/или макротрещин). Так, например, средняя шероховатость (Ra) торцевых поверхностей 36 после типичного процесса шлифовки может составлять от примерно 0,40 мкм, 0,45 мкм или 0,50 мкм до примерно 0,60 мкм, 0,75 мкм или 1,0 мкм вдоль участка d2. Термин "примерно" в отношении средней шероховатости (Ra) определяется как находящийся в пределах разрешения (в вертикальном и латеральном направлениях) оборудования, используемого для измерения средней шероховатости (Ra) торцевых поверхностей 36 изогнутого лезвия 18.
На фиг.3 показана типичная трещина в изогнутом лезвии 18 в области изогнутой части 32 и, в частности, на наружной поверхности 29 изогнутой части 32. В то время как трещины микромасштаба на наружной поверхности 29 изогнутой части могут быть допустимы, макротрещины могут привести к разлому изогнутого лезвия 18 в процессе его использования или при установке его в корпус картриджа. В контексте настоящего описания макротрещина определяется как трещина, имеющая глубину, большую чем 2/3 толщины полосы, из которой изготовлено лезвие (например, толщины изогнутой части 32 изогнутого лезвия 18). Трещины могут также представлять собой места начала ускоренной коррозии, которая в конечном счете может привести к разлому лезвия. Появление трещины или разлом лезвия могут привести к выщипываниям или порезам кожи пользователя. И хотя теоретически это не обязательно, можно ожидать, что если на торцевых поверхностях 36 изогнутого лезвия 18 имеются дефекты, такие как трещины (макро- и микро-), то в процессе изгибания лезвия они могут распространяться и могут образовываться удлиненные макротрещины 200, протяженные вдоль изогнутой части 32. Наличие таких дефектов является довольно типичным в производстве лезвий, но торцевые поверхности 36 не обрабатывают, потому что они не участвуют в резании волос и/или они скрыты внутри картриджа. Макротрещина может распространяться параллельно и вдоль изогнутой части 32 и в конечном итоге может привести к полному разлому изогнутого лезвия 18. О дефектах и трещинах может свидетельствовать высокая средняя шероховатость (Ra) торцевых поверхностей 36 изогнутого лезвия. Так, например, было определено, что средняя шероховатость (Ra) торцевых поверхностей типичных серийно выпускаемых лезвий составляет от примерно 2,17 мкм до примерно 3,30 мкм, измеренная на расстоянии от примерно 1,0 мм до примерно 2,5 мм от режущей кромки 30. Изогнутая часть 32, как правило, расположена на расстоянии от примерно 1,0 мм до примерно 2,5 мм от режущей кромки 30, однако подразумевается, что данное расстояние может быть и иным.
На фиг.4 показан пример изогнутого лезвия 18, не имеющего макротрещин в изогнутой части 32 и, особенно, на наружной поверхности 29 изогнутой части 32. Как можно видеть, торцевые поверхности 36 изогнутого лезвия 18, изображенного на фиг.4, являются более гладкими и практически, или совсем, не имеют заметных трещин или дефектов по сравнению с изогнутым лезвием 18, изображенным на фиг.3. Торцевые поверхности 36 изогнутого лезвия 18, изображенного на фиг.4, перед изгибанием лезвия были подвергнуты шлифовке для устранения трещин и дефектов. Средняя шероховатость (Ra) торцевых поверхностей 36 изогнутого лезвия 18, изображенного на фиг.4, до их шлифовки была близка к средней шероховатости (Ra) торцевых поверхностей 36 изогнутого лезвия 18, изображенного на фиг.3 (от примерно 2,17 мкм до примерно 3,30 мкм, измеренная на расстоянии от примерно 1,0 мм до примерно 2,5 мм от режущей кромки 30). После шлифовки торцевые поверхности 36 изогнутого лезвия 18 имели среднюю шероховатость (Ra) от примерно 0,45 мкм до примерно 0,68 мкм (на отрезке d2). Кроме того, после шлифовки (или иных процессов обработки, упомянутых выше) не только значительно уменьшилась средняя шероховатость (Ra), но также значительно меньшими были разброс и среднеквадратичное отклонение значений средней шероховатости (Ra) вдоль длины торцевой поверхности 36. Соответственно, после шлифовки (или иного процесса обработки из упомянутых выше) торцевые поверхности 36 имеют значительно меньшую и с меньшим разбросом среднюю шероховатость (Ra), в результате чего вдоль наружной поверхности 29 изогнутой части 32 образуется меньше макротрещин. Поэтому уменьшение средней шероховатости (Ra) торцевых поверхностей 36 может позволить уменьшить радиус изогнутой части 32 без риска разлома изогнутого лезвия 18 (или без необходимости использовать более мягкую сталь). При этом подразумевается, что торцевые поверхности 36 могут быть подвергнуты обработке для уменьшения их средней шероховатости (Ra) до или после заточки режущей кромки 30.
На фиг.5 показана схема возможного способа 30 изготовления изогнутых лезвий 18. Изогнутые лезвия 18 могут быть изготовлены из сплошной полосы стали 350 для лезвий (например, нержавеющей стали). Подходящие типы нержавеющей стали включают сталь марок GIN6, GIN7 и GINB производства HITACHI METALS (Япония), а также и другие марки стали для лезвий. В некоторых воплощениях изогнутое лезвие 18 может быть изготовлено из материала, имеющего следующий состав: от примерно 0,45% до примерно 0,55% углерода, от примерно 1,20% до примерно 1,40% молибдена, от примерно 0,70% до примерно 0,90% марганца, от примерно 13% до примерно 14% хрома, не более чем примерно 0,025% фосфора, от примерно 0,45% до примерно 0,55% кремния и не более чем примерно 0,020% серы.
Изогнутое лезвие 18 может быть, например, изготовлено из стали с содержанием углерода примерно 0,4 вес.%, содержанием хрома примерно 13 вес.%, содержанием молибдена примерно 1,25 вес.% и содержанием марганца, фосфора, кремния и серы в пределах указанных выше диапазонов.
Сплошная полоска стали 350 для лезвий может подаваться (например, тянуться) с рулона в устройство 310 термической обработки (которое фактически может содержать несколько устройств для термической обработки). В данном устройстве (например, в печи) полоса 350 подвергается термической обработке для повышения твердости одних и/или тягучести других областей полосы. После этого закаленная полоса стали 350 для лезвий вновь сматывается в рулон, после чего она разматывается и подается на устройство 315 заточки, на котором удлиненная краевая область 317 (соответствующая скошенной части 28 на фиг.2А) полосы 350 затачивается для формирования на ней режущей кромки 352 (соответствующей режущей кромке 30 на фиг.2А). Полосу 350 термообработанной и заточенной стали вновь сматывают в рулон, после чего на нее на устройстве 325 наносят твердые и смазывающие покрытия. После этого полосу 350 разматывают и подают на станок штамповки и резки, который включает устройство 320 резки. Устройство 320 резки выполняет поперечные вырезы 355, переходящие в надрезы 357 в отстоящих на определенных расстояниях друг от друга областях вдоль длины полосы 350.
После этого полоса 350 может быть подана на устройство 355 сегментации. Устройством 355 сегментации может быть любое устройство, которое может отделять участки полосы 350, расположенные между вырезами 355, от остальной части полосы 350, в результате чего из нее формируются отдельные заготовки 100. В некоторых воплощениях таким сегментирующим устройством 355 может быть пробивной пресс. При этом продвижение полосы 350 может периодически прекращаться, чтобы пробивной пресс мог аккуратно отделить участок полосы 350, расположенный между соседними вырезами 355, от остальной части полосы 350 и сформировать таким образом очередную заготовку 100. В результате этапов выполнения надрезов и/или сегментации, как правило, получаются заготовки 100, имеющие пару грубых торцевых поверхностей 36. Грубые торцевые поверхности 36 могут содержать микро- и макротрещины, которые могут распространяться на последующих этапах обработки заготовки, включая ее изгибание. При существующем уровне техники торцевые поверхности лезвий, как правило, не обрабатывают, так как считается, что они не образуют часть режущей кромки, и обработка торцевых поверхностей 36 является ненужным и дорогим дополнительным этапом. Кроме того, торцевые поверхности, как правило, скрыты внутри лезвийного картриджа и не видны пользователю. В соответствии с настоящим изобретением до этапа их изгибания заготовки лезвий могут быть поданы на устройство 359 финишной обработки для удаления трещин (микротрещин и макротрещин) с пары торцевых поверхностей 36. Примеры процессов финишной обработки могут включать, но не ограничиваются ими, шлифовку и электрополировку. Устройство 359 финишной обработки позволяет получить отдельные заготовки 100, имеющие пару торцевых поверхностей 36 с шероховатостью от примерно 0,45 мм до примерно 1,0 мм.
На этапе финишной обработки отдельные заготовки 100 могут быть поданы на изгибающее устройство 330, которое формирует продольный изгиб 360 (например, изогнутую часть 32, изображенную на фиг.2А), в целом параллельный заостренной кромке 352 (например, режущей кромке 30, изображенной на фиг.2А), в результате чего получается изогнутое лезвие 18. Изгибающее устройство 330 может быть любым устройством, которое может формировать продольный изгиб в отдельных заготовках 100. В некоторых воплощениях, как это показано на фиг.6А и 6В, изгибающее устройство 330 может быть прессом в сборе, который включает пуансон 365 и матрицу 370. Пуансон 365 имеет криволинейную часть 367, форма которой обеспечивает ее сопряжение с криволинейной частью 372 матрицы 370. Криволинейная часть 367 пуансона 365, как правило, имеет радиус, несколько больший, чем радиус криволинейной части 372 матрицы 370. Криволинейная часть 367 пуансона 365 может, например, иметь радиус от примерно 0,0231″ до примерно 0,0241″, в то время как криволинейная часть 372 матрицы 370 может иметь радиус от примерно 0,010″ до примерно 0,014″. Пуансон 365 может также включать выступ 369, конфигурация которого обеспечивает его контакт с частью полосы 350, которая смещена от заостренной кромки 352 заготовки 100.
Для формирования изогнутой области 360 полосы 350 заготовку располагают между пуансоном 365 и матрицей 370, как показано на фиг.6А. После этого пуансон 365 и матрицу 370 сдвигают друг к другу до практически полного сопряжения друг с другом. Так, например, пуансон 365 может подаваться в направлении матрицы 370 со скоростью от примерно 25 футов/мин (10 м/мин) до примерно 500 футов/мин (200 м/мин). По мере сближения пуансона 365 и матрицы 370 друг с другом выступ 369 пуансона 365 вступает в контакт с областью 350 полосы, смещенной относительно заостренной кромки 352. По мере сопряжения пуансона 365 и матрицы 370 друг с другом производится деформация полоски 365 до изогнутого положения в ее области, находящейся между пуансоном 365 и матрицей 370. При такой конфигурации пуансона 365 и матрицы 367 заостренная кромка может оставаться нетронутой в течение всего процесса изгиба. После этапа изгибания изогнутые лезвия 18 могут быть сложены стопкой для их переноса, и/или для дополнительных этапов обработки, и/или непосредственно для установки в картриджи.
Использование способа в соответствии с настоящим изобретением позволяет расширить выбор материалов нержавеющей стали (а также прочих материалов), а также геометрии изогнутых лезвий. Кроме того, предлагаемый способ изгибания может позволить избежать процессов локальной вторичной термической обработки или выполнения мелких бороздок на изгибаемой части лезвия для повышения ее тягучести и сведения к минимуму вероятности образования макротрещин в изогнутой части лезвия. Так, например, в патентных заявках США описаны способы локальной термической обработки части закаленного лезвия для повышения его тягучести и за счет этого для формирования изогнутой части. Следует отметить, что процессы локальной термической обработки при необходимости могут использоваться и в сочетании с предлагаемым способом.
В дополнение к воплощениям, описанным выше, возможны и другие воплощения. Кроме того, описанные выше процессы локальной термической обработки могут применяться для обработки иных лезвий, отличных от изогнутых лезвий, описанных выше. Кроме того, для локальной закалки кромки лезвия может использоваться процесс локальной термической обработки. Кроме того, многие из этапов способа, описанных выше, могут проводиться в измененном порядке. Возможны многочисленные сочетания из этапов способа, описанных выше. Кроме того, хотя выше было описано, что устройство 310 термической обработки обеспечивает обработку только краевой области полосы 350, в качестве альтернативы, или в дополнение к этому, устройство 310 термической обработки может проводить обработку и иных областей полосы 350 (то есть областей, которые не предполагается затачивать на устройстве 315 заточки). В некоторых воплощениях, например, вся полоса 350 подвергается закалке на устройстве 310 термической обработки.
Кроме того, хотя выше было описано, что повышению тягучести подвергается область полосы 350, которая должна быть изогнута, дополнительно, или в качестве альтернативы, термической обработке для повышения тягучести могут быть подвергнуты и иные области полосы 350 (то есть области, которые не предполагается изгибать на изгибающем устройстве 330). В некоторых воплощениях, например, в сущности вся полоса 350 подвергается термической обработке для повышения тягучести. В некоторых воплощениях, как было описано выше, полоса 350 подается через устройство термической обработки для закалки в сущности всей полосы. После такой первичной закалки в сущности всей полосы 350 ее краевая область подвергается заточке, как было описано выше. После этого полосу 350 подвергают термической обработке для повышения тягучести в сущности всей полосы, что улучшает качество изгиба полосы. После этого полоса 350 может быть подвергнута последующим этапам обработки, как было описано выше.
Кроме того, хотя выше были описаны воплощения, в которых проводится термическая обработка тех или иных областей полосы 350 для повышения их тягучести, в некоторых воплощениях процесс формирования режущего элемента может проводиться без данного этапа термической обработки. В таких воплощениях полоса 350 может быть сформирована из относительно тягучего металла. Полоса 350 может пропускаться через устройство 310 термической обработки для локальной закалки краевой области полосы 350, чтобы область кромки могла быть затем заточена. После заточки полоса 350 может быть нарезана и изогнута без предварительной термической обработки области изгиба. При этом материал, из которого сформирована полоса 350, может быть достаточно тягучим, так чтобы второй этап термической обработки, используемый для предотвращения повреждения лезвия при его изгибе, не являлся обязательным. После изгибания полосы 350 могут быть проведены остальные этапы процесса в соответствии с настоящим изобретением.
Еще в некоторых воплощениях конструкция нагревательного устройства может обеспечивать подачу тепла к обоим продольным краям полосы 350. Так, например, один из продольных краев может быть подвергнут термической обработке, как было описано выше, для закалки области заточки, в то время как противоположный ему продольный край может быть подвергнут термической обработке для уменьшения (или предотвращения) прогиба полосы 350. Так, например, противоположный продольный край может быть нагрет в сущности до той же температуры, что и край 352. В некоторых воплощениях области, подвергаемые термической обработке, симметричны относительно центральной линии полосы 350. Могут быть нанесены различные покрытия, такие как аморфный алмаз, алмазоподобный углерод и их сочетания. Может быть нанесено наружное покрытие из фторсодержащего полимерного материала, предпочтительно из политетрафторэтилена.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, на которые приводятся ссылки в настоящем описании, включая ссылки на иные патенты и заявки, цитируются целиком, если явно не оговорено, что они цитируются частично или с ограничениями. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке, или что цитируемое изобретение само по себе или в сочетании с другим документом, или другими документами, объясняет, предлагает или описывает идею настоящего изобретения. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
Реферат
Группа изобретений относится к области ухода за собой, в частности к средствам для бритья. В способе изготовления бритвенного лезвия нарезают полосу стали на отдельные заготовки. Заготовки имеют удлиненный край и удлиненную опорную часть, протяженные между парой торцевых поверхностей, в целом поперечных удлиненному краю. Удлиненные края затачивают для формирования режущей кромки. Заготовки деформируют для формирования в них изогнутой части. Торцевые поверхности подвергают обработке для удаления трещин до этапа деформирования до средней шероховатости от 0,45 мкм до 1,0 мкм. Бритвенный картридж имеет корпус и изогнутое лезвие между защитным элементом и крышкой. Лезвие содержит режущую кромку, удлиненную опорную часть, изогнутую часть и пару торцевых поверхностей. Торцевые поверхности поперечны режущей кромке и имеют среднюю шероховатость от 0,45 до 1,0 мкм. Техническим результатом изобретений является предотвращение появления микротрещин на лезвии при изгибании. 2 н. и 17 з.п. ф-лы, 7 ил.
Формула
нарезают полосу стали для лезвий на отдельные заготовки, каждая из которых имеет удлиненный край и удлиненную опорную часть, протяженную между парой торцевых поверхностей, в целом поперечных по отношению к удлиненному краю;
затачивают удлиненный край для формирования режущей кромки;
деформируют отдельные заготовки для формирования в них изогнутой части; и
обрабатывают пары торцевых поверхностей для удаления трещин перед деформированием; при этом
упомянутые торцевые поверхности имеют среднюю шероховатость от примерно 0,45 мкм до примерно 1,0 мкм.
корпус, имеющий защитный элемент и крышку; и
изогнутое лезвие, установленное в корпус между защитным элементом и крышкой, и при этом изогнутое лезвие содержит:
(a) режущую кромку, протяженную параллельно крышке и защитному элементу,
(b) удлиненную опорную часть,
(c) изогнутую часть между режущей кромкой и частью-основанием, и
(d) пару торцевых поверхностей, в целом поперечных режущей кромке, и при этом упомянутые торцевые поверхности имеют среднюю шероховатость от 0,45 мкм до 1,0 мкм.
Комментарии