Способ одновременного удаления грата с нескольких ниток катанки - RU2526645C2
Код документа: RU2526645C2
Чертежи


Описание
Изобретение касается способа одновременного удаления грата с нескольких ниток катанки, предпочтительно с множества ниток катанки, расположенных параллельно друг другу и отделенных из одной полосы ниток катанки, в частности для изготовления круглой проволоки и фасонной проволоки, при котором для получения ниток катанки из полосы ниток катанки полосовой прокат сначала предварительно надрезается либо с одной стороны, либо противоположно с обеих сторон, после чего еще соединенные перемычками после надрезания нитки катанки с целью последующего преобразования этих перемычек в тонкие разделительные перемычки, легко отделяемые друг от друга и при разделении образующие гладкие и с малым количеством грата разделительные поверхности, подвергаются процессу деформации, при котором каждая перемычка испытывает многократную деформацию изгиба вокруг своей продольной оси таким образом, что в области перемычек в результате усталостного излома возникают образующие разделительную перемычку трещины, при этом разделительная перемычка также может быть локально отделена. Изготовление такого рода полосы ниток катанки описано в WO 2008/135002.
При традиционном изготовлении круглой проволоки осуществляется разливка по существу в одну нитку, профильное прессование или горячая прокатка, и после этого, например, зачистка, шабрение, травление и т.д., после чего эта нитка подвергается волочению до достижения желаемого окончательного размера.
Из одной полосы ниток катанки согласно приведенному выше описанию могут извлекаться отдельные нитки катанки, например, с очень малым размером, например, диаметром менее 1 мм, с целью дальнейшей обработки в процессе традиционного изготовления проволоки. Все предварительное изготовление осуществляется тогда путем прокатки, что, как правило, рентабельнее, но возможно также, например, с целью изготовления тонкой и тончайшей проволоки одновременное извлечение множества ниток катанки из полученной из полосового проката полосы ниток катанки, причем тогда имеется только одна находящаяся в процессе обработки заготовка, которая была получена при предварительном изготовлении исключительно путем прокатки. С точки зрения качества целесообразно, если с ниток катанки удаляются разделительные поверхности с разделительной перемычкой и остатками разделительной перемычки.
Поэтому в основу изобретения положена задача - создать способ удаления грата с ниток катанки, которые образованы путем разъединения полученной из полосового проката полосы ниток катанки.
Эта задача в соответствии с изобретением решается за счет того, что нитки катанки после прохождения через пару разделительных валков разводятся разводным валковым устройством на четные и нечетные нитки катанки таким образом, что образуются две ветви находящихся на расстоянии друг от друга ниток катанки, что далее обе ветви ниток катанки под регулируемым тяговым напряжением проходят каждая через снабженную режущими кромками (ножами) для удаления грата станцию для удаления грата, при этом тяговое напряжение выбрано так, что за счет действия угла надреза и угла установки режущих кромок для удаления грата осуществляется автоматическое, среднее центрирование, и при этом равномерное с двух сторон снятие стружки с ниток катанки, и что затем нитки катанки в состоящем из валков тянущем устройстве снова объединяются в одну общую ветвь ниток катанки для получения равномерных тяговых условий для всех ниток и подачи ниток на дальнейшую обработку.
Достигаемое с помощью изобретения преимущество заключается по существу в том, что благодаря разделению собственно сначала плотно прилегающих друг к другу ниток катанки на две ветви теперь в каждой ветви между нитками катанки создается расстояние шириной в одну нитку катанки, благодаря чему создается возможность для осуществления удаления грата сбоку в области первоначально имеющихся разделительных перегородок. Затем при последующем повторном объединении двух ветвей в тянущем устройстве нитки катанки без удаленного грата могут подаваться на дальнейшую обработку. Если иным образом обеспечивается приложение одинакового тягового усилия к обеим ветвям, например, посредством соответственно управляемых электродвигателей, то можно обойтись и без заключительного сведения двух ветвей. То есть, если это желательно для способа, две ветви могут также подаваться на отдельную дальнейшую обработку. Если расстояние между разводными валками и тянущим устройством выбирается достаточно большим, и станции для удаления грата тогда располагаются центрально между ними, то отдельные нитки катанки при согласованном тяговом напряжении автоматически ориентируются каждая центрально относительно режущих кромок для удаления грата инструмента для удаления грата, потому что за счет уклонов надрезов (для которых предпочтителен угол надреза в пределах от 45° до 90°) автоматически устанавливаются одинаковые значения ширины резания на обеих сторонах ниток катанки. Благодаря этому горизонтальное направление ниток катанки перед инструментами для удаления грата может отсутствовать. Давления резания достаточно, чтобы устанавливать нитки катанки соответственно центрально. В результате поверхности разделительных поверхностей на обеих сторонах каждой из ниток катанки надежно полностью устраняются с обеих сторон, что необходимо с точки зрения качества.
В предпочтительном варианте осуществления изобретения нитки катанки проходят при этом в станции для удаления грата через снабженный зубцами, гребенчатый инструмент для удаления грата, при этом режущие кромки для удаления заусенцев образованы зубцами.
Также важно, чтобы нитки катанки транспортировались в станции для удаления грата под тяговым напряжением, при этом снабженное направляющими канавками тянущее устройство создает также необходимое для подачи ниток катанки тяговое усилие, а пара разделительных валков, а также снабженное направляющими канавками разводное валковое устройство - тормозное усилие. Путем надлежащего согласования этих устройств друг с другом может осуществляться регулирование в каждом случае целесообразного напряжения. При этом может быть также предпочтительно, если между двумя устройствами возможно бесступенчатое регулирование тягового напряжения ниток катанки.
Кроме того, в рамках изобретения оказалось предпочтительно, если нитки катанки для равномерного, двухстороннего процесса удаления грата в области, расположенной перед и после станции для удаления грата, не подвергаются горизонтальному принудительному направлению. Благодаря этому нитки катанки могут ориентироваться двумя воздействующими слева и справа режущими кромками в горизонтальном направлении по центру таким образом, чтобы достигалось равномерное, двухстороннее удаление грата. Эффект автоматической ориентации ниток катанки в инструменте для удаления грата является наиболее действенным, когда отношение ширины к толщине несущественно превышает 1:1. Кроме того, изобретением предусматривается также, чтобы нитки катанки перед инструментами для удаления грата направлялись только с легким нажимом посредством одного направляющего ролика каждая, то есть только совсем легко прилегали к нему. Благодаря этому достигается демпфирование колебаний, а также гарантируется, что нитки катанки не будут проходить через инструмент для удаления грата в скрученном состоянии, при этом, как и прежде, существует возможность горизонтальной ориентации по центру.
Введение новой полосы ниток катанки в станцию для удаления грата является сложным постольку, поскольку начало полосы ниток катанки в предшествующих разделительных валках не разделяется, и полоса ниток катанки при отсутствии установленных разводных валков направляется к тянущему устройству и заправляется. При дальнейшей наладке разделительные валки активируются, и полоса ниток катанки разделяется, пока разделенные нитки катанки не достигнут тянущего устройства. После этого между разделительными валками и тянущим устройством образуется так много длины нитки катанки, что могут быть установлены разводные валки. При этом пучок ниток катанки разделяется, так чтобы, например, все нечетные номера ниток направлялись посредством верхнего разводного валка, а все четные номера ниток посредством нижнего разводного валка, и там в каждом случае укладывались в соответствующие направляющие канавки. После этого к ниткам прикладывается тяговое напряжение, и устанавливаются инструменты для удаления грата. Чтобы делать это приходилось как можно реже, целесообразно применение длинных полос ниток катанки, при этом, однако, их длина не может быть неограниченной. Поэтому в рамках изобретения также предлагается, чтобы полоса ниток катанки перед входом в пару разделительных валков проходила через станцию сварки, в которой при достижении конца одной полосы, состоящей из ниток катанки, новая полоса, состоящая из ниток катанки, приваривалась бы встык таким образом, чтобы отдельные нитки катанки проходили соосно друг другу. Таким образом, способ может осуществляться в принципе с «бесконечной» полосой ниток катанки, во всяком случае, пока на обработку поступают полосы ниток катанки одинаковых размеров и геометрии. Причем оказалось, что сварной шов не оказывает неблагоприятного влияния на отделение отдельных ниток катанки друг от друга в области разделительной перемычки, в частности тогда, когда в соответствии с другим предложением изобретения плоско сошлифовывается сварной валик, образующийся на сварном шве с обеих сторон полосы ниток катанки, а также практически удаляется сварной валик в области надрезов инструментом соответствующей формы путем одновременного шлифования с верхней и с нижней стороны полосы ниток катанки.
В отношении устройства задача изобретения решается с помощью станции для удаления грата для полосы ниток катанки, которая образована предварительно надрезанным с одной стороны или с обеих сторон полосовым прокатом, у которой после надрезания еще соединенные перемычками нитки катанки с целью последующего преобразования этих перемычек в тонкие разделительные перемычки, легко отделяемые друг от друга и при разделении образующие гладкие и с малым количеством грата разделительные поверхности, подвергаются процессу деформации, при котором в области перемычек после многократной деформации изгиба вокруг их продольной оси в результате усталостного излома возникают образующие разделительную перемычку трещины, при этом разделительная перемычка также может быть локально разделена, и станция для удаления грата снабжена парой разделительных валков, разъединяющей полосу ниток катанки на нитки катанки, а также с помощью разводного валкового устройства, в котором осуществляется разведение четных и нечетных ниток катанки друг от друга таким образом, что образуются две ветви находящихся на расстоянии друг от друга ниток катанки, а также с помощью одного для каждой из двух ветвей ниток катанки инструмента для удаления грата, а также состоящего из валков тянущего устройства, в котором нитки катанки снова объединяются в одну общую ветвь.
При этом инструмент для удаления грата предпочтительным образом снабжен расположенными в виде гребня зубцами, при этом зубцы выполнены с образованием режущих кромок для удаления грата.
Предпочтительно при этом также, если инструмент для удаления грата ориентирован наклонно к направлению движения ниток катанки, так что эффект автоматической ориентации ниток катанки усиливается, потому что ширина резания увеличивается и, кроме того, обеспечивается целенаправленный отвод стружки вниз.
Независимо от конкретно выбранного для данного производства или, соответственно, устанавливающегося угла между нитками катанки и инструментом для удаления грата предпочтительной для него оказалась величина, равная приблизительно 45°.
Кроме того, в рамках изобретения предусмотрено, что инструмент для удаления грата может перестанавливаться в продольном направлении зубцов. При этом существует возможность дополнительной настройки инструмента для удаления грата, когда режущая кромка в рабочей области затупилась.
Чтобы, наконец, иметь возможность подводить разъединенные нитки катанки в упорядоченном расположении и ориентации к инструменту для удаления грата, может быть предпочтительно, если валки разводного валкового устройства и тянущего устройства снабжены направляющими канавками для ниток катанки. Инструмент для удаления грата должен размещаться центрально между разводными валками и тянущим устройством; при этом расстояние от разводных валков до тянущего устройства должно выбираться достаточно большим, чтобы нитки катанки могли легко автоматически ориентироваться в горизонтальной плоскости в соответствии с давлением резания.
Ниже изобретение поясняется более подробно с помощью одного из примеров осуществления, изображенного на чертежах, на которых показано:
фиг.1: устройство для осуществления предлагаемого изобретением способа на схематичном виде сбоку;
фиг.2: вид инструмента для удаления грата в направлении производства;
фиг.3: вид сбоку предмета, показанного на фиг.2;
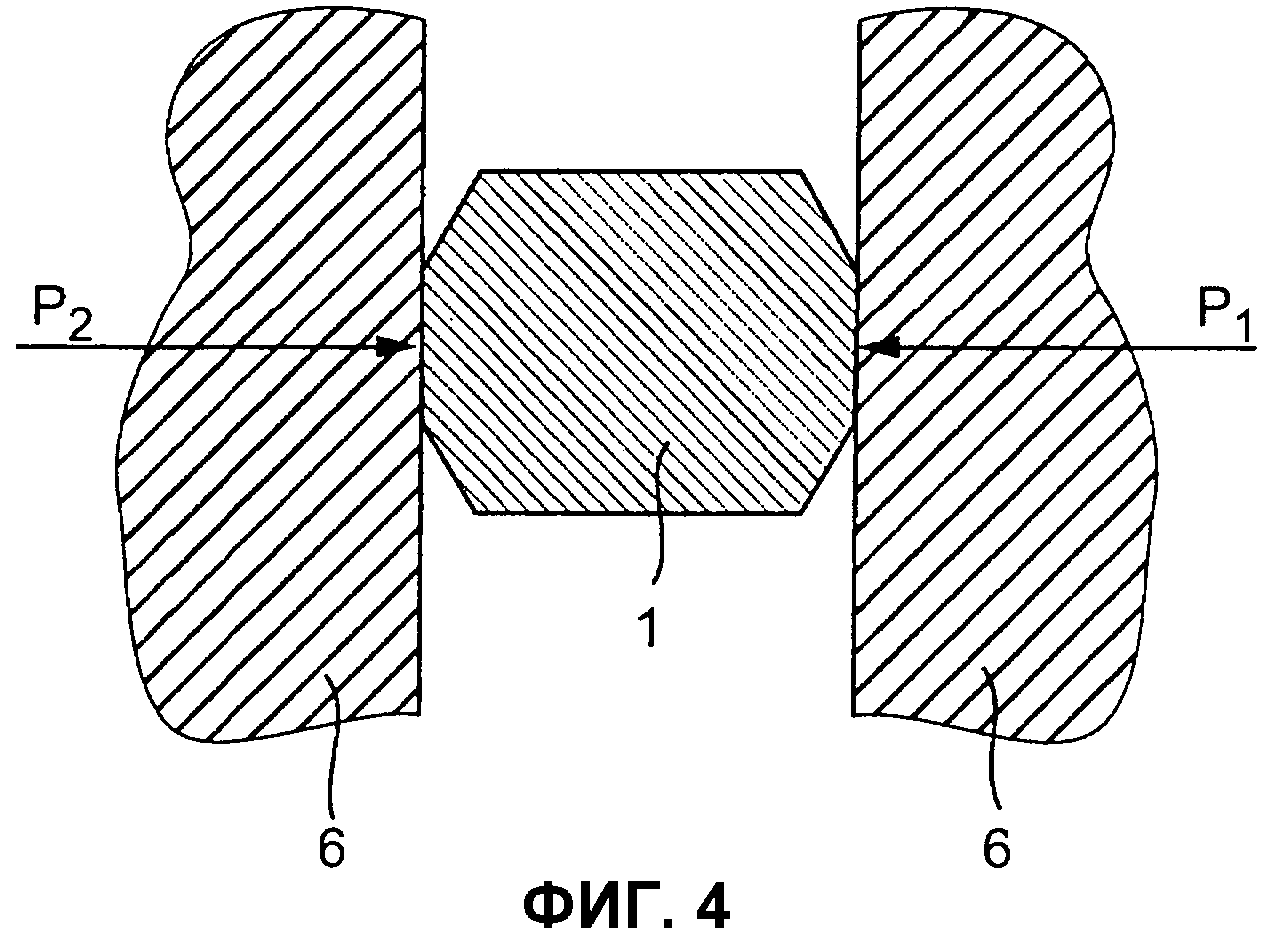
фиг.4: детальное изображение фрагмента фиг.2.
Изображенная на фиг.1 система служит для удаления грата с ниток 1 катанки, которые отделяются от полосы 2 ниток катанки, состоящей из множества расположенных параллельно друг другу ниток катанки. Этот способ удаления грата, в частности, предусмотрен для изготовления круглой и/или фасонной проволоки.
Для образования ниток 1 катанки полосы 2 ниток катанки, подаваемой к этой системе, сначала полосовой прокат предварительно надрезается с одной стороны или с обеих сторон, после чего еще соединенные перемычками после надрезания нитки 1 катанки подвергаются процессу деформации, так что перемычки преобразуются в тонкие разделительные перемычки, легко отделяемые друг от друга и при разделении образующие гладкие и с малым количеством грата разделительные поверхности. При этом процессе деформации каждая перемычка испытывает многократную деформацию изгиба вокруг своей продольной оси таким образом, что в области перемычек в результате усталостного излома возникают трещины, образующие разделительную перемычку, которая также может еще локально отделяться.
Эта выполненная таким образом полоса 2 ниток катанки в системе, показанной на фиг.1, проходит сначала через пару 3 разделительных валков, которая отделяет друг от друга еще соединенные друг с другом разделительными перемычками или соответственно остатками разделительных перемычек нитки 1 катанки. Установленное после пары 3 разделительных валков разводное валковое устройство 4 разводит теперь уже разъединенные нитки 1 катанки на четные и нечетные нитки таким образом, что образуются две ветви находящихся на расстоянии друг от друга ниток 1 катанки. Так как каждая из двух ветвей содержит соответственно только каждую вторую нитку катанки первоначальной полосы 2 ниток катанки, то благодаря этому между нитками 1 катанки образуются проемы каждый приблизительно с шириной отсутствующей, относящейся к другой ветви нитки 1 катанки.
Две эти ветви ниток 1 катанки проходят затем каждая через инструмент 5 для удаления грата и затем снова объединяются в состоящем из валков тянущем устройстве 6 в одну общую ветвь ниток 1 катанки.
Оба инструмента 5 для удаления грата, как, в частности, можно видеть из фиг.2, выполнены в виде гребня, при этом зубцы 6 образуют расположенные по краям режущие кромки для процесса удаления грата.
Нитки 1 катанки транспортируются в станции для удаления грата под напряжением, при этом тянущее устройство 6 создает также необходимое для подачи ниток 1 катанки тяговое усилие, в то время как пара 3 разделительных валков, а также разводное валковое устройство 4 создают усилие торможения, так что при взаимодействии этих устройств возникает необходимое растягивающее напряжение, под которым нитки 1 катанки перед инструментом 5 для удаления грата, слегка прилегая к горизонтально расположенному направляющему ролику 7, ориентируются вертикально. Направляющий ролик 7 предотвращает также вибрацию ниток 1 катанки.
В горизонтальном направлении нитки 1 катанки автоматически настраиваются для равномерного, двухстороннего процесса удаления грата, потому что - за счет надрезанного скоса - с обеих сторон ниток 1 катанки за счет давления резания настраивается примерно одинаковая ширина резания, и таким образом нитки катанки ориентируются центрально относительно ножей инструмента для удаления грата. Эта автоматическая ориентация является наиболее действенной при отношении ширины/толщины, равном приблизительно 1:1, то есть при не слишком большой ширине ниток катанки.
Так как закладывание новой полосы 2 ниток катанки является затратным с точки зрения необходимого разведения отдельных ниток 1 катанки, рекомендуется работать с «бесконечными» полосами 2 ниток катанки. Для достижения этой цели перед парой 3 разделительных валков может быть расположена сварочная станция, с помощью которой к концу прошедшей полосы 2 ниток катанки встык приваривается начало новой полосы 2 ниток катанки таким образом, что отдельные нитки 1 катанки располагаются соосно друг другу. Образующийся при этом на сварном шве сварочный валик может быть затем плоско сошлифован с обеих сторон полосы 2 не изображенным на чертеже подробно образом, а также сварной валик удаляется в области надрезов, так что после этого обеспечивается возможность отделения ниток 1 катанки друг от друга без затруднений даже в области сварного шва.
Зубцы 6 с режущими кромками инструмента 5 для удаления грата, как можно видеть из фиг.3, ориентированы наклонно к направлению движения ниток 1 катанки, благодаря чему ширина резания несколько увеличивается, и за счет этого давление резания, которое способствует автоматической ориентации ниток катанки, также увеличивается, а кроме того, стружка, которая образуется при удалении грата, целенаправленно отводится вниз. Одновременно инструмент 5 для удаления грата может переставляться в продольном направлении зубцов 6, так что возможна дополнительная регулировка, как только образованные зубцами режущие кромки в рабочей области затупятся.
Реферат
Изобретение относится к машиностроению и может быть использовано при изготовлении круглой и фасонной проволоки для одновременного удаления грата с нескольких ниток катанки. Нитки катанки после прохождения через пару разделительных валков разводятся разводным валковым устройством на четные и нечетные нитки катанки с образованием двух ветвей, находящихся на расстоянии друг от друга ниток катанки. Далее обе ветви ниток под регулируемым тяговым напряжением проходят каждая через снабженную режущими кромками для удаления грата станцию для удаления грата. Тяговое напряжение выбрано так, что за счет действия угла надреза и угла установки режущих кромок для удаления грата осуществляется автоматическое осевое центрирование и при этом равномерное с двух сторон снятие стружки с ниток катанки. Затем нитки катанки в состоящем из валков тянущем устройстве снова объединяются в одну общую ветвь ниток катанки. Раскрыты конструктивные особенности устройства для осуществления способа. Обеспечивается эффективное снятие грата одновременно с нескольких ниток катанки. 2 н. и 12 з.п. ф-лы, 4 ил.
Комментарии