Устройство для изготовления ленты с гофрами,расположенными в шахматном порядке - SU1022765A1
Код документа: SU1022765A1
Чертежи

Описание
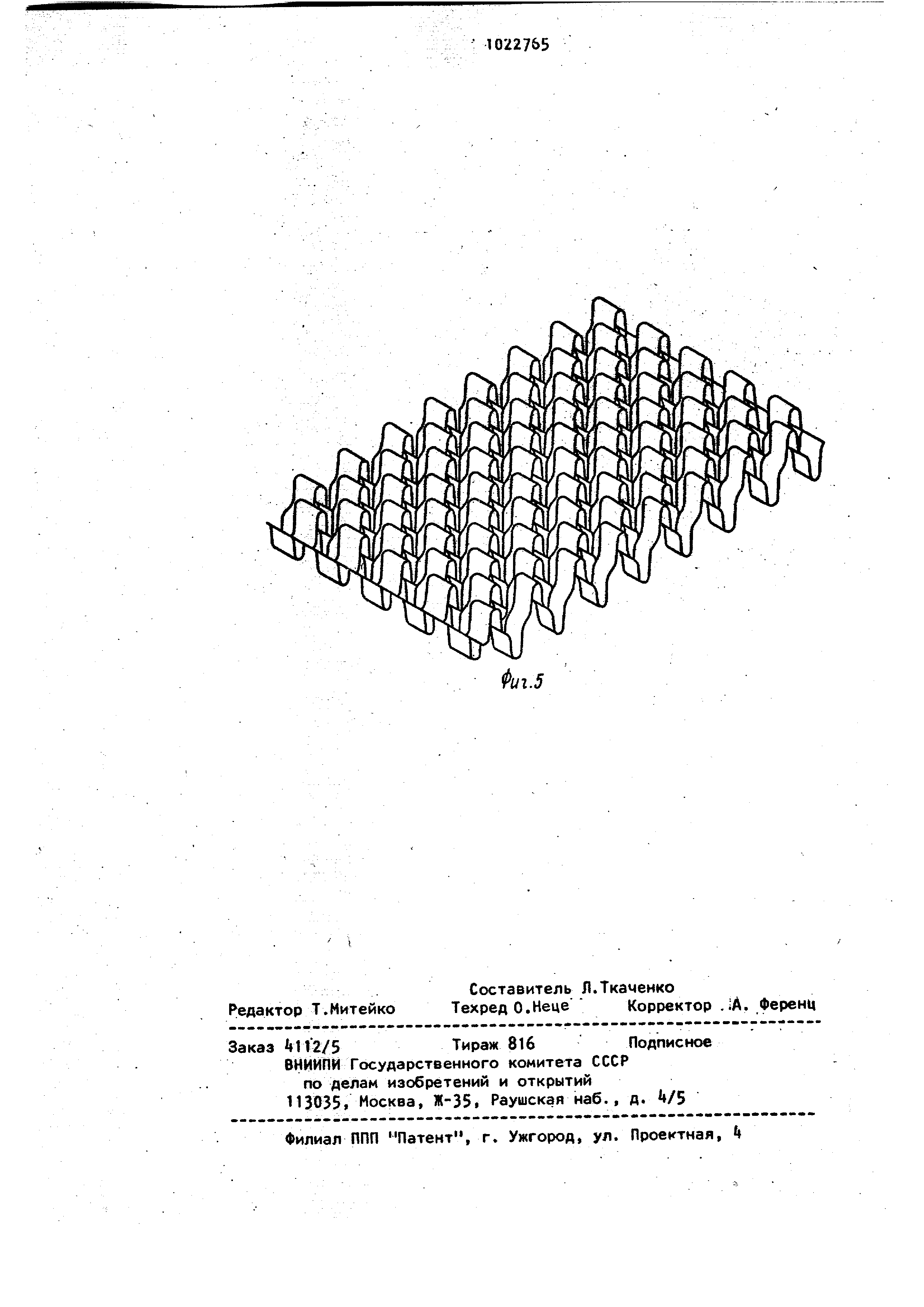
Изобретение относится к обработк металлов давлением, в частности к оснастке для гофрирования ленточног материала. Известно устройство для изготовления ленты с гофрами, расположенными в шахматном порядке, содержаще установленные на основании и связан ные с приводом механизм подами ленты , блок гофрирования с установленными на плитах пуансонами в виде гребенок, смещенных по шагу, и механизм возвратно-поступательного пе ремещения блока гофрирования РТ. Недостатками устройства являются низкая стойкость режущих кромок пуа сонов, что приводит к снижению тепл гидравлической эффективности и каче ва изделий и требуется частая замен пуансонов.. Так как профиль сечения изготавливаемого этим устройством гофра может быть только треугольный с минимальным углом при вершине гофра около ЗО, что связано с необходимостью наличия минимального угла ре зания, то возможность получения гоф ров с небольшим ша(;ом t ограничена высотой гофра h и радиусом скруглен )ия вершины гофра R, и составляет Практически при таком спо себе изготовления можно получить гофры, характеризующиеся t,t. (0,7-0,8)h. Кроме того, в устройстве невозможно изменять высоту и шаг изготав ливаемого гофра без изменения конструкции у с т ройс т ва. Цель изобретения - повышение качества и расширение номенклатуры из делий. .. Указанная цель достигается тем, что устройство для изготовления ленты с гофрами, расположенными в шахматном порядке, содержащее установленные на основании и связанные с приводом механизм подачи ленты, блок гофрирования .с установленными на плитах пуансонами в виде смещенных по шагу гребенок и механизм возвратно-поступательного перемещения блока гофрирования, снабжено ус : тановленным перед блоком гофрирования со стороны подачи ленты механиз мом нанесения рисок на поверхности ленты, а также связанным, с блоком гофрирования механизмами регулировки высоты гофров и связанным с механизмом подачи ленты механизмом регулировки шага гофров, при этом блок гофрирования снабжен матрицами, установленными на плитах с возможностью осевого перемещения относительно пуансонов одна против другой. Механизм нанесения рисок на поверх ности ленты может быть выполнен в виде установленной с возможностью свободного вращения пары валков, снабженных выступами с острыми кромками , расположенными один против другого. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - блок гофрирования; на фиг. - механизм нанесения рисок; на фиг.5 - гофрированная пластина. Устройство содержит основание 1 с расположенными на ней механизмами . Блок гофрирования состоит из верхних 2 и нижних 3 матриц, расположенных с двух сторон от верхнего i и йижнего 5 пуансонов, закрепленных соответственно на верхней 6 и нижней 7 плитах, колонок 8, пружин 9 и упоров 10. Верхний ползун 6 соединен с механизмом изменения высоты гофров, состоящим из салазок 11 клина 12 и винта 13, соединенных через кулису I с эксцентриковым валом 5, установленным а стойках 16. На плитах 6 и 7 установлены на пружинах 17 съемники 18 и упоры 19Механизмом подачи ленты включает механизм изменения шага гофров в виде установленного в ползуне 20 винта 21 и содержит связанную с ползуном 20 тягу 22, установленный в направляющей 23 толкатель взаимодействующий с кареткой 25. Механизм нанесения на поверхности ленты рисок состоит из верхнего и нижнего 27 валков, установленных в стойках 28. Механизм возвратно-поступательного перемещения состоит из установленной на оси 29 ведущей 30 звездочки, связанной цепью 31 с ведомой звездочкой 32, установленной на оси 33 кулачка 3, взаимодействующего с ним толкателя 35, ограничительной планки 36 и пружины 37 Устройство работает следующим образом . Лента 38 подается по направляющей 23 к валкам 26 и 27, которые свободно проворачиваются в стойках 28 и своими острозаточеиными кольцевыми выступами, расположенными с ддинаковым шагом J друг против друга, на носят на поверхности ленты по всей его длине неглубокие риски. Далее лента 38 поступает через каретку 25 к пуансонам 4 и 5 так, что риски на поверхности ленты совпадают с краям зубьев пуансонов 4 и 5При повороте эксцентрикового ва ла 15 кулиса через клин 12 и салазки 1Г механизма изменения высоты гофров нажимает на верхний ползун 6, закрепленный в нем пуансон k и, через пружины 9 на матрицу 2. Матрица 2 своими упорами 10 устанавливается на упоры 10 матрицы 3- Одновременно пуансон своими зубьями нажимает на ленту, прорывает ее по нанесенным рискам и входит в промеж ки между зубьями пуансона 5 на глубину , соответствующую требуемой высоте гофр. Пуансоны 4 и 5 формуют радиус при вершине гофров, а матрицы 2 и 3 - перемычки. При дальнейшем повороте эксцентрикового вала 15 пуансон Ц выходит из пуансона 5. Матрицы 2 и 3 под действием пружин 9 возвращаются в исходное положение. Под действием пружин 17 съемники 18 снимают с пуа сонов 4 и 5 и матриц 2 и 3 отформованный листовой материал. Вращающий момент от эксцентриков го вала 15 через ведущуюзвездочку 30 и цепь 31 передается на ведомую звездочку 32. Кулачок 3, установлен ный на ведомой звездочке 32, поворачивается и перемешает толкатель 35 воздействую ций на блок гофрирования , который перемещается в горизонтальной плоскости перпендикулярно направлению подачи материала на величину t. Одновременно эксцент риковый вал 16 через тяги 22 перемещает ползун 20. Винт 2 механизма измененияшага гофр, воздействуя через толкатель 2t, перемещает каретку 25, которая и подает ленту 38 на необходимую величину к блоку гофрирования . Происходит процесс формования гофров. После снятия отформованной ленты .кулачок З перестает воздействовать на толкатель 35. Пружины 36 перемещают блок гофрирования в исходное положение.Механизм подачи подает ленту на необходимую величину. Цикл повторяется. Введение в предлагаемое устройство механизмов изменения высоты и шага гофр позволяет изготавливать большое количество типоразмеров гофр без переконструирования устройства и без сложных демонтажно-монтаж ных работ, а с помощью одних лишь регулировок. Введение механизма нанесения на поверхности ленты рисок позволяет значительно расширить номенклатуру применяемых для изготовления гофров на ленте как по химическому составу, так и по состоянию материала и величине шероховатости его поверхности. Кроме того, введение в блок гофрирования матриц позволяет значительно повысить теплогидравлическую эффективность гофрированных пластин за счет исключения заусенец с кромок рассечений, уменьшения недоре зов в местах стыка рассечений и увеличения удельной компактности теплообменной поверхности при стабильном и более высоком качестве изготовления гофрированных пластин в течение длительного периода эксплуатации устройства . 31 MM 1 923 III/// I 11 5 18 18 18 WQ S 35 X 33

Реферат
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ С ГОФРАНИ, РАСПОЛОЖЬННЬМИ В ШАХМАТНОМ ПОРЯДКЕ, содержащее установленные на основании и связанные с приводом механизм подачи ленты, 6jvtK гофрирования с установленными на плитах пуансонами в виде смещенйых по шагу гребенок и механизм возвратно-поступательного перемещеТ ия блока гофрирования,отличающее с я тем, что, с целью повышения качества и расширения номенклатуры изделий, оно снабжено установ. ленным перед блоком гофрирования со стороны подачи ленты механизмом нанесения рисок на поверхности ленты, а также связанным с блоком гофрирования механизмами регулировки высоты гофров и связанным с механизмом подачи ленты механизмом регулировки шага гофров, при этом блок гофрирован я снабжен матрицами, установлен ными на плитах с возможностью осевого перемещения относительно пуансонюв одна против другой. 2. Устройство по П.1, о т л и чающееся тем, что неханиам нанесения рисок на поверхности ленты выполнен в виде Установленной с возможностью свободного вращения пары валков, снабженных выступами с острыми кромками, расположенньми один против другого. Ьд к О5 1СЛ

Комментарии