Штамп для формообразования гофрированных деталей из металлической листовой заготовки - RU186622U1
Код документа: RU186622U1
Чертежи
Описание
Предлагаемая к защите полезная модель относится к области обработки металлов давлением и может найти применение для получения гофрированных деталей из металлической заготовки.
Из патентной литературы известно «Устройство для изготовления гофрированных полос» представляющее собой штамп, содержащий закрепленные на верхней плите формующий и калибрующий (прижимной) пуансоны и механизм подачи заготовки, установленную на нижней плите разъемную матрицу. Одна из частей матрицы расположена с возможностью перемещения в направлении подачи заготовки (SU №369962, B21D 13/00).
Недостатком данной конструкции является сложность изготовления и настройки штампа и подающего механизма, а также низкая точность изготовления деталей в результате погрешности накапливающейся при деформировании заготовки.
Из патентной литературы также известен «Штамп для формообразования гофрированных деталей из листовой заготовки», который выполнен из верхней плиты с закрепленными на ней формообразующим пуансоном и подпружиненным прижимом с плоской рабочей поверхностью. На прижиме установлены регулируемые упоры. Матрица выполнена с двумя ручьями, по форме соответствующими форме готовой детали. С одного торца матрицы установлена направляющая планка. В один из ручьев матрицы, на втором и последующих переходах, поверх листовой заготовки устанавливают калибрующий пуансон. С одной стороны, его закрепляют в замок, с другой - посредством быстросъемного фиксатора (RU №2516322, B21D 13/00).
Недостаток этого штампа заключается в достаточной сложности его конструкции. Наличие в ней плоского прижима и калибрующего пуансона, несущего функцию прижима сформированного гофра, в сочетании с действием формообразующего пуансона приводит к растяжению заготовки и, как следствие, к короблению детали.
Задачей полезной модели является упрощение конструкции штампа, повышение качества изготовления гофрированной детали, расширение технологических возможностей.
Поставленная задача решается тем, что в штампе для формообразования гофрированных деталей из металлической листовой заготовки, содержащем формообразующий пуансон и установленную на нижней плите матрицу с профилем, соответствующим профилю пуансона, фиксирующие элементы, в нижней части пуансона выполнен полный профиль гофра и два отверстия под фиксирующие элементы, в матрице - в матрице - соосно отверстиям в пуансоне отверстия под основания этих элементов, один из фиксирующих элементов установлен в отверстии матрицы неподвижно, основание другого выполнено в виде каретки с двумя симметричными горизонтальными пазами, расположенными по высоте ее боковой поверхности перпендикулярно плоскости, проходящей через вертикальные оси фиксирующих элементов и горизонтальную ось полного профиля гофра, каретка и закрепленный в ней фиксирующий элемент установлены в отверстиях матрицы и пуансона с возможностью перемещения параллельно направлению полного профиля гофра, в матрице дополнительно открыты два отверстия, оснащенные штифтами, взаимодействующими с горизонтальными пазами каретки.
За счет выполнения в нижней части пуансона полного профиля гофра, и матрицы с профилем, соответствующим профилю пуансона (с учетом толщины металлического листа заготовки), а также выполнение в них отверстий, оснащенных фиксирующими элементами, один из которых неподвижен, а другой установлен с возможностью отслеживания и устранения неизбежной погрешности, возникающей в результате механообработки при открытии отверстий в заготовке, значительно упрощает конструкцию штампа, которому, в связи с такой конструкцией, не требуются дополнительные калибрующие и удерживающие пуансоны. Кроме того, предложенная конструкция штампа значительно повышает качество изготавливаемой гофрированной детали, а также появилась возможность без переналадки менять шаг между гофрами готовой детали.
Предлагаемая конструкция штампа для формообразования гофрированных деталей из металлической листовой заготовки представлена на следующих фигурах.
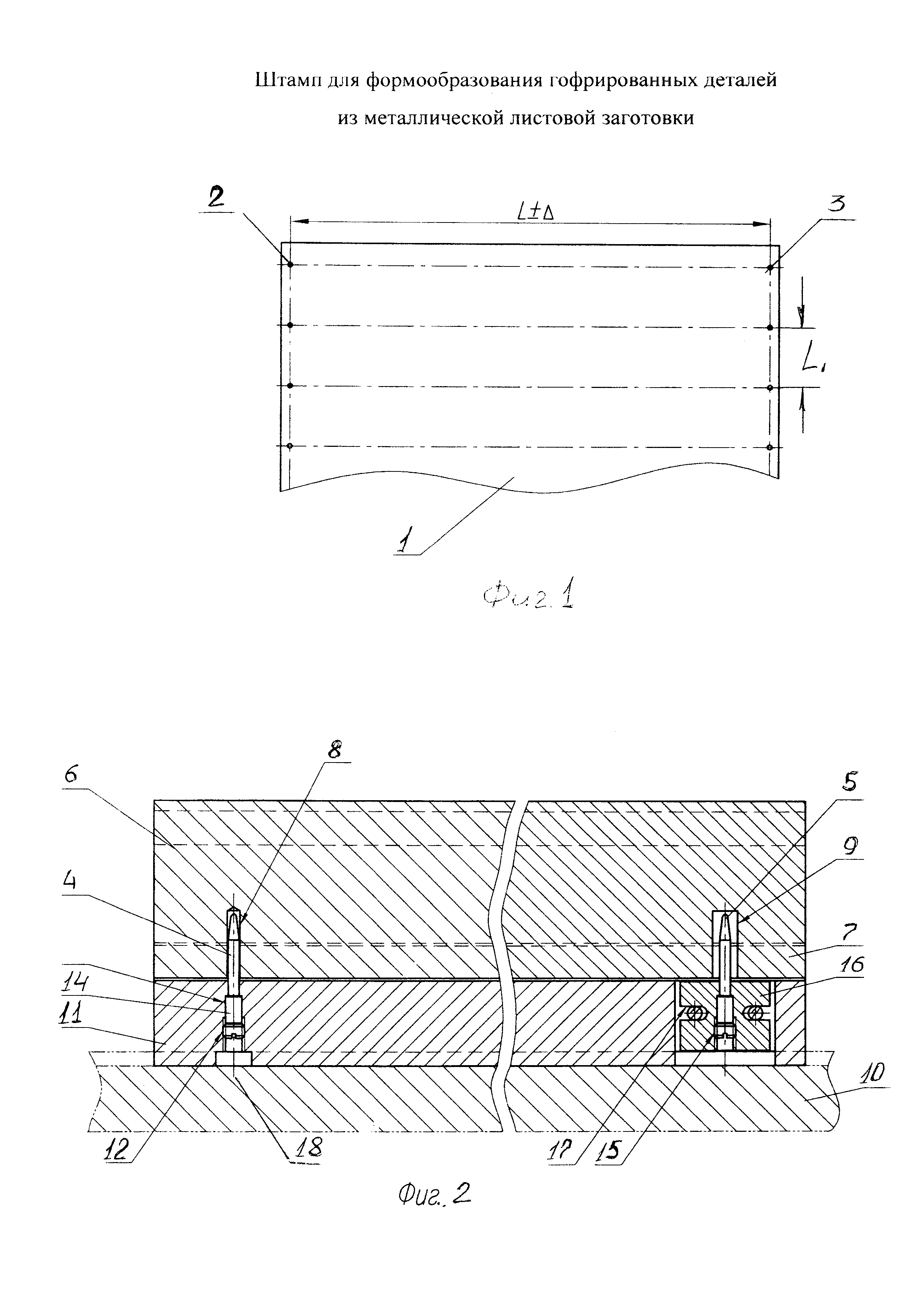
Фиг. 1 - представлена металлическая листовая заготовка, с отверстиями под фиксирующие элементы,
фиг. 2 изображен основной вид штампа,
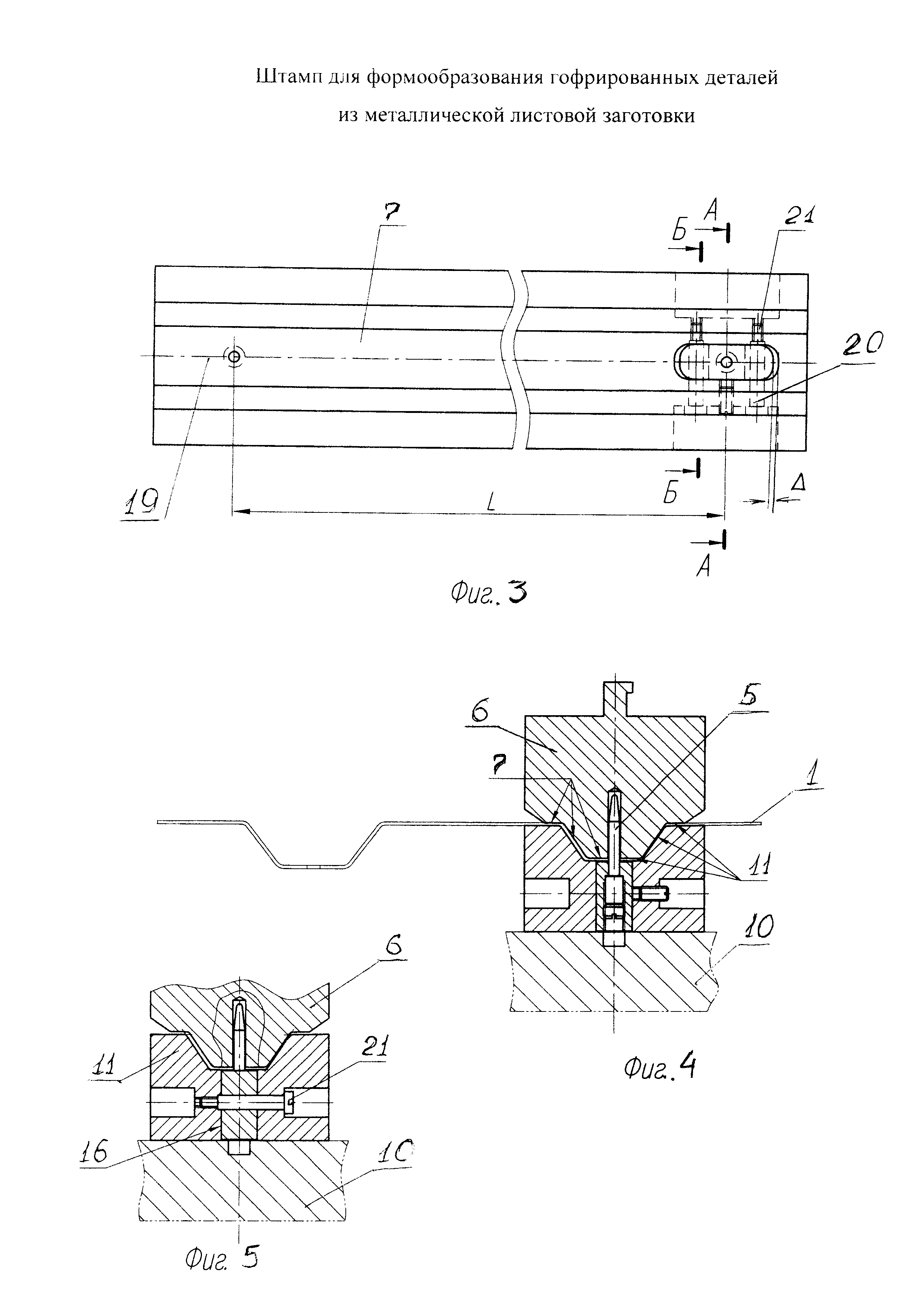
фиг. 3 - вид штампа сверху,
фиг. 4 - разрез А-А фиг. 2,
фиг. 5 - разрез Б-Б фиг. 2.
Штамп для формообразования гофрированных деталей из металлической листовой заготовки 1 с отверстиями 2 и 3, выполненными на расстоянии L±Δ, где Δ - неизбежная погрешность механообработки при открытии отверстий в заготовке, и с шагом L1 под фиксирующие элементы 4, 5 штампа содержит формообразующий пуансон 6 в нижней части которого по всей длине выполнен полный профиль гофра 7, два отверстия 8, 9 на расстоянии «L» под фиксирующие элементы 4, 5 соответственно.
Штамп также содержит установленную на нижней плите 10 матрицу 11 с профилем, соответствующим профилю гофра 7 пуансона 6, и отверстиями 12, 13 под основания фиксирующих элементов 4, 5, открытыми соосно отверстиям 8, 9 пуансона 6.
Основание 14 фиксирующего элемента, например, 4 установлено в отверстии 12 матрицы 11 неподвижно.
Основание 15 фиксирующего элемента 5 оснащено кареткой 16, по высоте которой с ее внешней стороны открыты симметричные горизонтальные пазы 17, расположенные по высоте ее боковой поверхности перпендикулярно плоскости, проходящей через вертикальные оси 18 фиксирующих элементов 4, 5 и горизонтальную ось 19 профиля гофра 7.
Фиксирующий элемент 5 с кареткой 16 размещены в отверстии 13 матрицы 11 и соосном ему отверстии 9 пуансона 6 с возможностью перемещения параллельно направлению профиля гофра 7.
В матрице 11 дополнительно открыты два отверстия 20, оснащенные штифтами 21, взаимодействующими с горизонтальными пазами 17 каретки 16.
Формообразование гофрированной детали из металлической листовой заготовки 1 происходит следующим образом:
В металлической листовой заготовке 1, предварительно, вдоль осей будущих гофр открываем отверстия 2 и 3 на расстоянии L±Δ и с шагом между гофрами L1.
Отверстием 3 листовая заготовка 1 надевается на фиксирующий элемент 5, имеющий возможность перемещения на величину «Δ» в отверстиях 9 пуансона 6 и 13 матрицы 11, а отверстием 2 - на фиксирующий элемент 4, установленный в матрице 11 неподвижно.
После того, как листовая заготовка 1 зафиксирована на матрице 11, пуансон 6 опускается и формирует гофр по полному профилю. После чего пуансон 6 поднимают, а заготовку 1 переустанавливают на другие парные отверстия с шагом L1±Δ. Пуансон 6 опускают для формообразования следующего гофра и т.д.
При этом гофры формируются по всей поверхности листа с большой точностью без фланцев и без недоформированных гофр.
Изменяя расстояние между осями будущих гофр, т.е. меняя шаг «L1» между отверстиями на металлической заготовке 1, можно менять расстояние между гофрами готовой детали без переналадки штампа.
Предлагаемая конструкция штампа для формообразования гофрированных деталей из металлической листовой заготовки обеспечивает легкость устранения погрешностей механообработки заготовки, быстроту переналадки при необходимости изменения расстояния между гофрами, а также повышает качество получаемой при этом гофрированной поверхности.
Реферат
Предлагаемая к защите полезная модель относится к области обработки металлов давлением и может найти применение для получения гофрированных деталей из металлической заготовки.Предлагаемое конструктивное выполнение штампа для формообразования гофрированных деталей из металлической листовой заготовки позволяет достичь упрощения конструкции, повышения качества изготовления гофрированной детали, расширения его технологических возможностей.Это достигается тем, что в штампе для формообразования гофрированных деталей из металлической листовой заготовки, содержащем формообразующий пуансон и установленную на нижней плите матрицу с профилем, соответствующим профилю пуансона, фиксирующие элементы, в нижней части пуансона выполнен полный профиль гофра и два отверстия под фиксирующие элементы, в матрице - соосно отверстиям в пуансоне отверстия под основания этих элементов, один из фиксирующих элементов установлен в отверстии матрицы неподвижно, основание другого выполнено в виде каретки с двумя симметричными горизонтальными пазами, расположенными по высоте ее боковой поверхности перпендикулярно плоскости, проходящей через вертикальные оси фиксирующих элементов и горизонтальную ось полного профиля гофра, каретка и закрепленный в ней фиксирующий элемент установлены в отверстиях матрицы и пуансона с возможностью перемещения параллельно направлению профиля гофра, в матрице дополнительно расточены два отверстия, оснащенные штифтами, взаимодействующими с горизонтальными пазами каретки.За счет выполнения в нижней части пуансона полного профиля гофра, и матрицы, установленной на нижней плите, с профилем, соответствующим профилю пуансона (с учетом толщины металлического листа заготовки), а также выполнение в них отверстий, оснащенных фиксирующими элементами, один из которых неподвижен, а другой установлен с возможностью отслеживания и устранения неизбежной погрешности, возникающей в результате механообработки при открытии отверстий в заготовке, значительно упрощает конструкцию штампа, которому, в связи с такой конструкцией, не требуются дополнительные калибрующие и удерживающие пуансоны. Кроме того, значительно повышается качество изготавливаемой гофрированной детали, и появилась возможность расширить технологические возможности, без переналадки штампа менять шаг между гофрами готовой детали.
Комментарии