Способ изготовления круговой арки составного сечения с тонкой поперечно-гофрированной стенкой - RU2625513C1
Код документа: RU2625513C1
Чертежи
Описание
Способ изготовления относится к обработке металлов давлением, в частности к технологии изготовления арочных двутавровых стержней с тонкой поперечно-гофрированной стенкой, и может быть использован при изготовлении несущих конструкций для зданий и сооружений.
Известен способ изготовления металлических строительных элементов составного сечения (Патент СССР №1779443 А1, кл. B21D 39/03, 1992 г.). Способ заключается в предварительной разрезке поясов элементов по линии, повторяющей профиль стенки, формовании прямолинейной стенки и сварке частей элементов с помощью сварочных головок, при этом стенка располагается между разрезанными поясами, так чтобы ее кромка выступала за наружную поверхность поясов.
Недостатками данного способа являются сложность изготовления элемента ввиду наличия дополнительных технологических операций и сложность настройки технологического оборудования для получения элемента заданных размеров.
Известен способ изготовления профилированной стенки гофрированной арки из прямоугольной полосы (Степаненко А.Н., Тишков Н.Л. «Основные параметры установки профилирования стенки гофрированной арки из прямоугольной полосы» // ВЕСТНИК ВСГТУ. - Улан-Удэ. - 2012. - С. 175-180). Способ заключается в пропуске прямоугольной заготовки между вращающимися навстречу друг другу валками, установленными под углом один к другому и снабженными лепестками переменной ширины, для формования арочной поперечно-гофрированной стенки с последующим присоединением цельных поясных листов к ней.
Недостатком данного способа является сложность изготовления технологического оборудования, его громоздкость и сложность настройки.
Технической задачей изобретения является существенное упрощение технологического процесса, снижение трудоемкости и повышение точности изготовления арки.
Поставленная задача решается тем, что способ изготовления круговой арки составного двутаврового сечения с тонкой поперечно-гофрированной стенкой, включающий в себя профилирование прямоугольной тонколистовой заготовки симметричными непрерывными вертикальными гофрами (треугольного, трапецеидального или синусоидального профиля) по всей длине, соединение ее с помощью сварки с нижним поясным листом по линии контакта, изгиб полученного тавра по заданному радиусу относительно нижнего пояса с фиксацией положения и присоединение сваркой к свободной грани гофрированной стенки верхнего поясного листа, не требует сложного высокоточного оборудования и значительно упрощает технологический процесс.
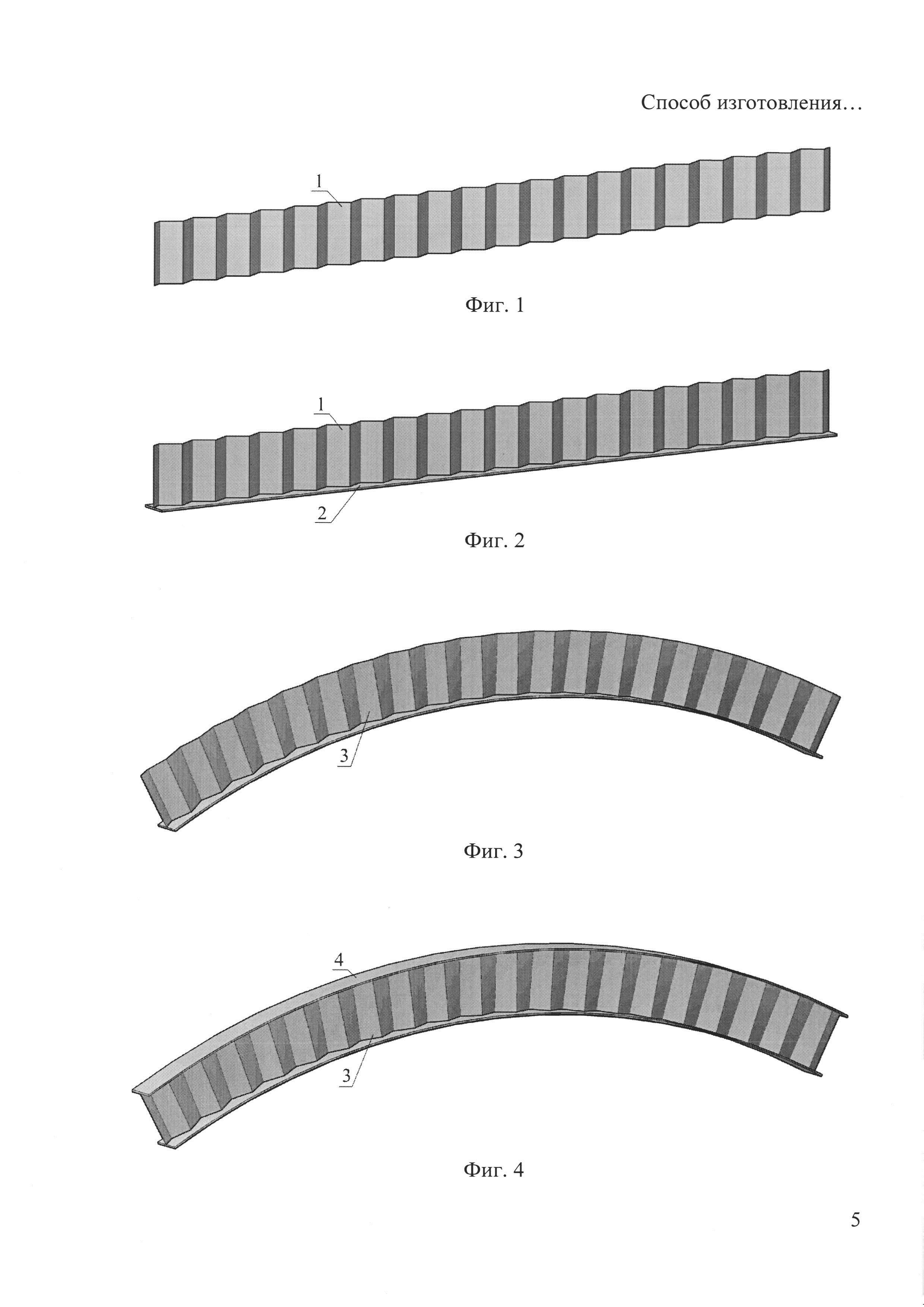
Сущность изобретения поясняется чертежами, на которых представлены:
на фиг. 1 - прямолинейная поперечно-гофрированная стенка;
на фиг. 2 - прямолинейная тавровая заготовка с тонкой поперечно-гофрированной стенкой, состоящая из тонкой поперечно-гофрированной стенки и нижнего поясного листа;
на фиг. 3 - изогнутая по дуге окружности тавровая заготовка с тонкой поперечно-гофрированной стенкой;
на фиг. 4 - круговая арка составного двутаврового сечения с тонкой поперечно-гофрированной стенкой.
Пример реализации способа
На первом этапе формуют прямолинейную поперечно-гофрированную стенку 1 из прямоугольной тонколистовой заготовки с размерами гофров, как у нижнего поясного листа, далее осуществляют соединение автоматизированной сваркой односторонним швом прямолинейной поперечно-гофрированной заготовки 1 с нижним поясным листом 2 по линии контакта, изгибают полученную тавровую заготовку 3 относительно нижнего пояса по заданному радиусу кривизны и фиксируют, далее присоединяют автоматизированной сваркой односторонним швом верхний поясной лист 4.
Таким образом применение предложенного способа повышает производительность и упрощает технологический процесс изготовления, снижает трудозатраты, затраты электроэнергии и себестоимость готового изделия, при этом повышает точность изготовления.
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления арочных двутавровых стержней с тонкой поперечно-гофрированной стенкой. Осуществляют профилирование прямоугольной тонколистовой заготовки симметричными непрерывными поперечными гофрами треугольного, трапецеидального или синусоидального профиля по всей длине. Далее соединяют полученную заготовку ее с помощью сварки с нижним поясным листом по линии контакта. Изгибают полученный тавр по заданному радиусу относительно нижнего пояса с фиксацией положения и присоединяют сваркой к свободной грани гофрированной стенки верхнего поясного листа. Повышается точность изготовления арки. 4 ил., 1 пр.
Комментарии