Автоматическая машина для гибки электросварных сеток - RU2620316C2
Код документа: RU2620316C2
Чертежи




Описание
Область применения
Изобретение имеет отношение к автоматической машине для гибки электросварных сеток, таких как используемые при изготовлении сборных железобетонных конструкций или изделий.
Уровень техники
В современной строительной промышленности все шире используют автоматическое изготовление элементов сборных строительных конструкций в заводских условиях, чтобы обеспечить возможность изготовления элементов конструкций с весьма разнообразными формами и размерами, пригодных для различных конкретных вариантов применения.
Элементы сборных железобетонных конструкций по существу изготавливают путем заливки бетонной смеси в опалубки, с заделываемыми в бетон арматурными стальными сетками соответствующих форм и размеров.
Основная сложность для производства заключается в автоматическом придании формы арматурным элементам, выполненным из предварительно изготовленных плоских электросварных стальных сеток. В применяющихся в настоящее время гибочных машинах используют пальцы или упоры, расположенные под прямым углом к оси проволоки, подлежащей гибке, и гибочные рычаги, приводятся в действие так, что изгибают проволоки вокруг этих пальцев под заранее заданным углом. Пальцы расположены на несущей направляющей, образующей ось гибки, и регулируются вручную. Единый гибочный рычаг, имеющий размер, равный максимальной ширине сетки, приводится в действие любым известным источником энергии, и описывает соответствующую траекторию, одновременно выполняя гибку всех проволок, выступающих с одной и той же стороны сетки.
Конечно, также возможна гибка проволок по отдельности, однако это техническое решение является пригодным только для изготовления сеток очень ограниченных размеров, поскольку производительность выполнения работ чрезвычайно низка.
Поэтому автоматические гибочные машины в настоящее время могут быть применены только для придания простых форм, и они непригодны для удовлетворения потребности в изготовлении элементов, имеющих сложные конфигурации, такие как скосы, вырезы, а также внутренние отверстия.
Когда проволоки электросварных сеток имеют переменный шаг, различные длины, промежутки и т.п., неизбежно использование операций, выполняемых вручную, которые являются сложными в выполнении и опасными, а также продолжительными и дорогостоящими.
На практике для регулировки расстояния между пальцами для соответствия переменному шагу проволок в сетке требуются длительные остановки оборудования.
Сущность изобретения
Основной целью изобретения является создание автоматической машины для гибки электросварных сеток, в которой недостатки известных устройств устранены предложением технического решения, которое обеспечивает высокую точность и надежность результатов, и в то же время уменьшение периодов нерабочего времени машины, необходимого для регулирования рабочих формообразующих элементов.
Далее, гибочная машина по настоящему изобретению обеспечивает достижение цели, состоящей в повышении производительности и обеспечении высокой эксплуатационной гибкости использования путем обеспечения возможности изгиба одиночных проволок или нескольких проволок одновременно без ограничений по их положению на плоскости электросварной сетки.
В частности, другой целью изобретения является изготовление в непрерывном режиме гнутых элементов, имеющих различную высоту и изготовленных из металлических проволок или металлических стержней, полностью в автоматическом режиме без необходимости переналадки машины путем замены рабочих формообразующих элементов.
Еще одной целью изобретения является обеспечение возможности изготовления в непрерывном режиме гнутых элементов, имеющих несимметричную конфигурацию, то есть имеющих перемежающиеся наклонные и вертикальные секции, а также секции, имеющие различные наклоны, и вследствие этого различные длины.
Эти и другие цели достигаются созданием машины, особенности которой охарактеризованы в формуле изобретения, приложенной к описанию изобретения.
Описание фигур
Цели и особенности настоящего изобретения станут понятны из последующего описания, данного в качестве примера, который не ограничивает объем изобретения, со ссылками на прилагаемые фигуры, на которых:
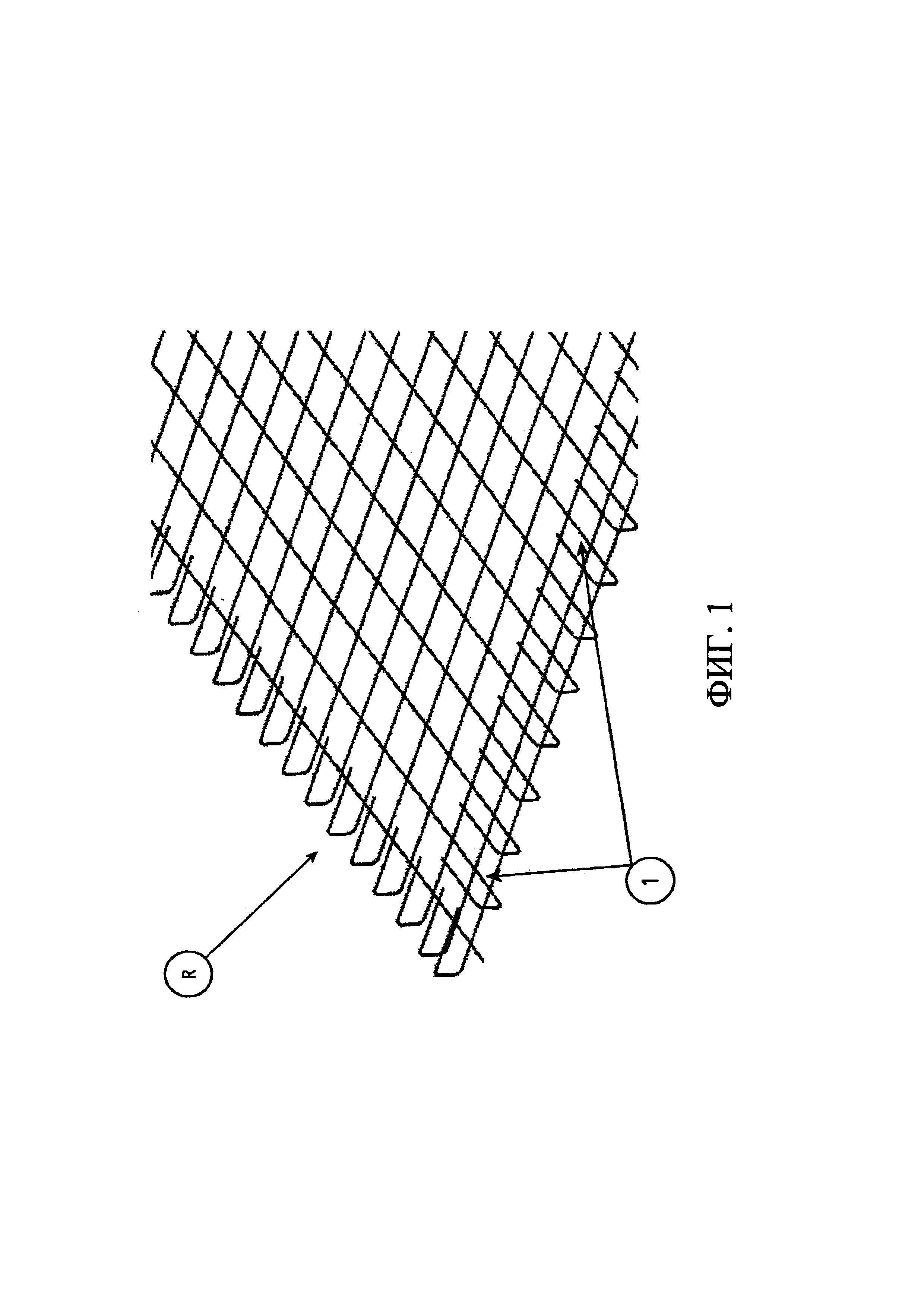
- Фиг. 1 представляет собой вид в перспективе части электросварной сетки, изогнутой в соответствии с известным техническим решением;
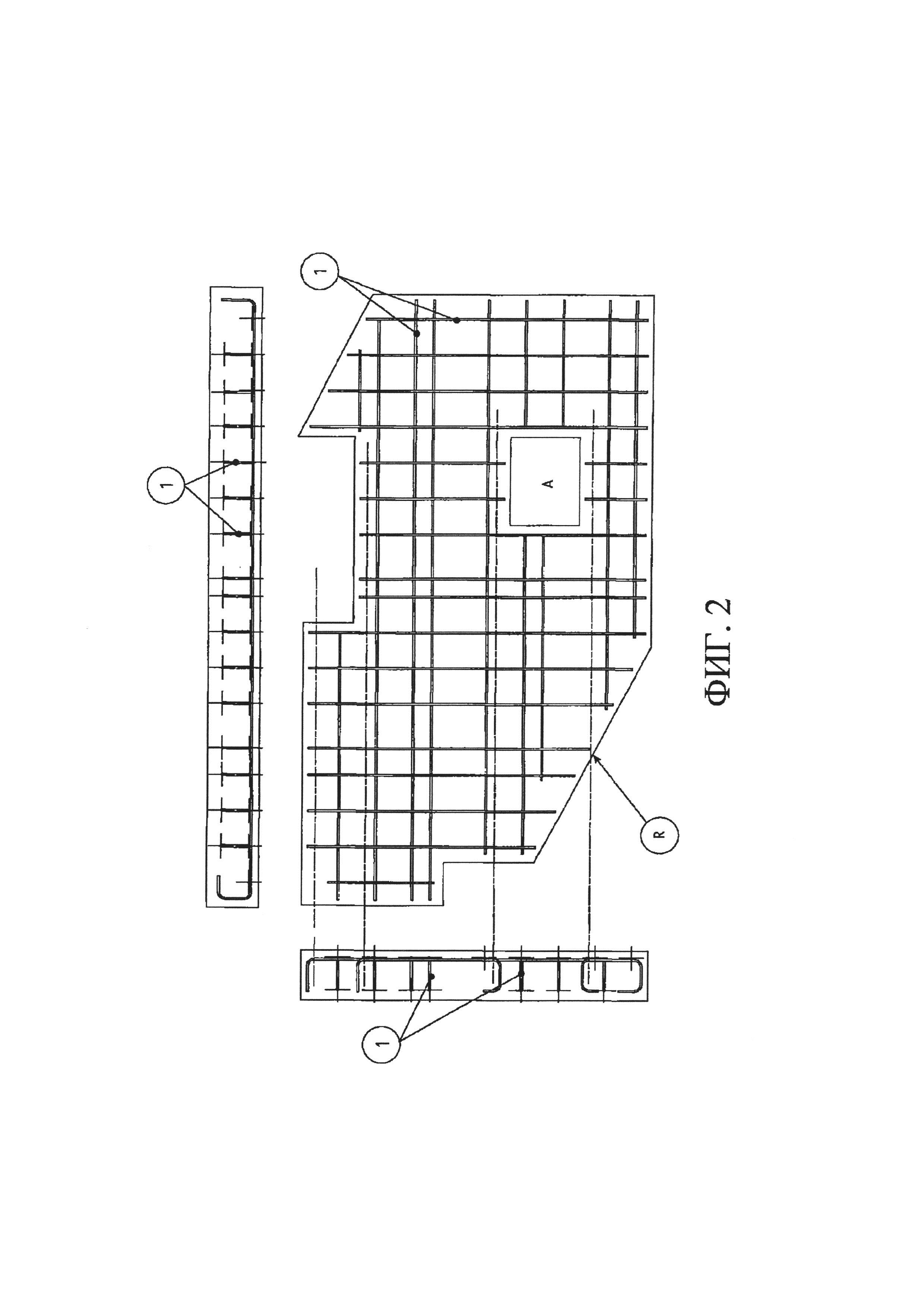
- на Фиг. 2 показан вид сверху и два вида сбоку одного из примеров электросварной сетки, изогнутой с помощью автоматической машины по настоящему изобретению;
- на Фиг. 3А схематично показан вид сверху гибочного блока в автоматической гибочной машине по настоящему изобретению;
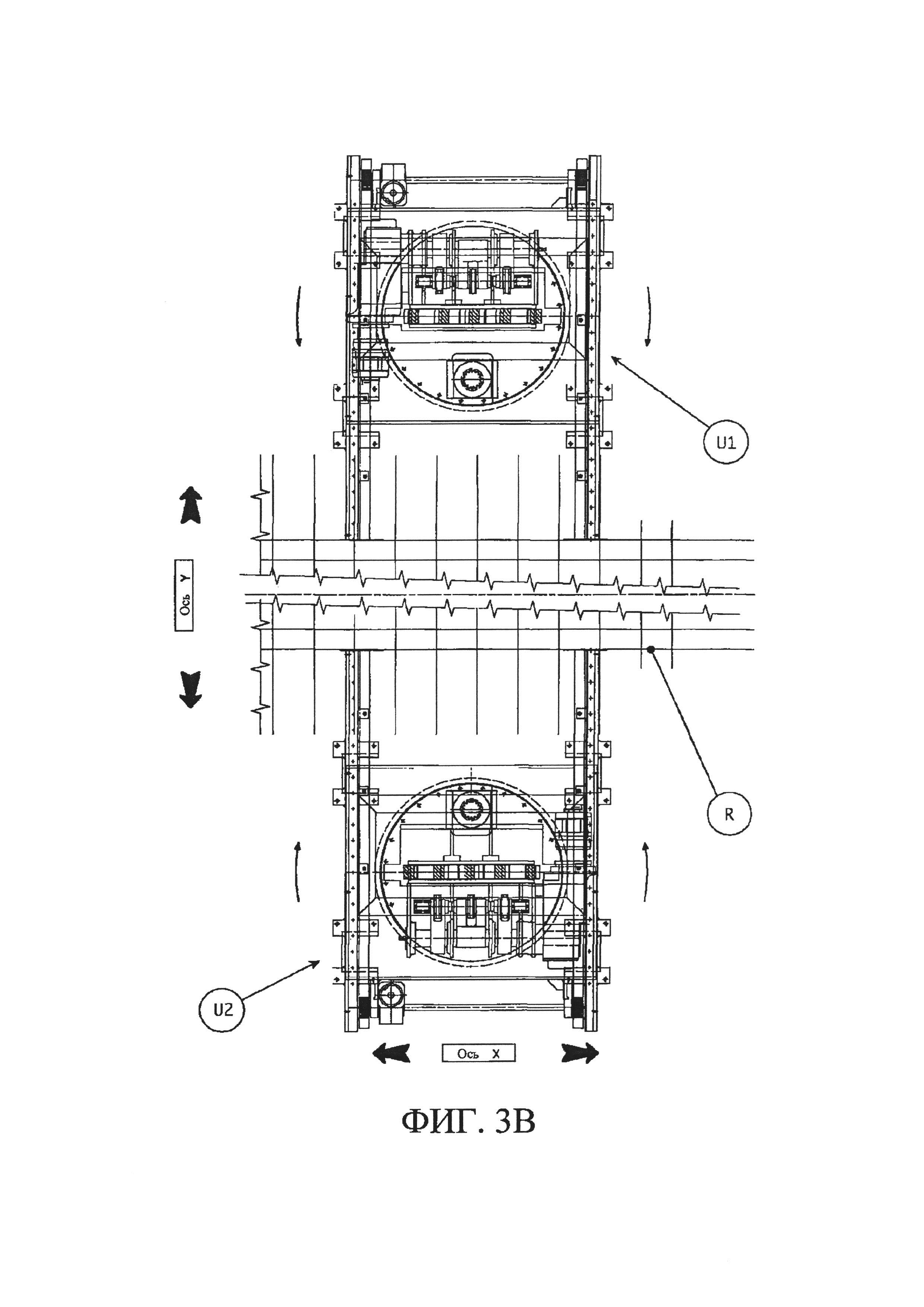
- на Фиг. 3В схематично показан вид сверху машины, снабженной двумя расположенными один напротив другого гибочными блоками, подобными блоку, показанному на Фиг. 3А;
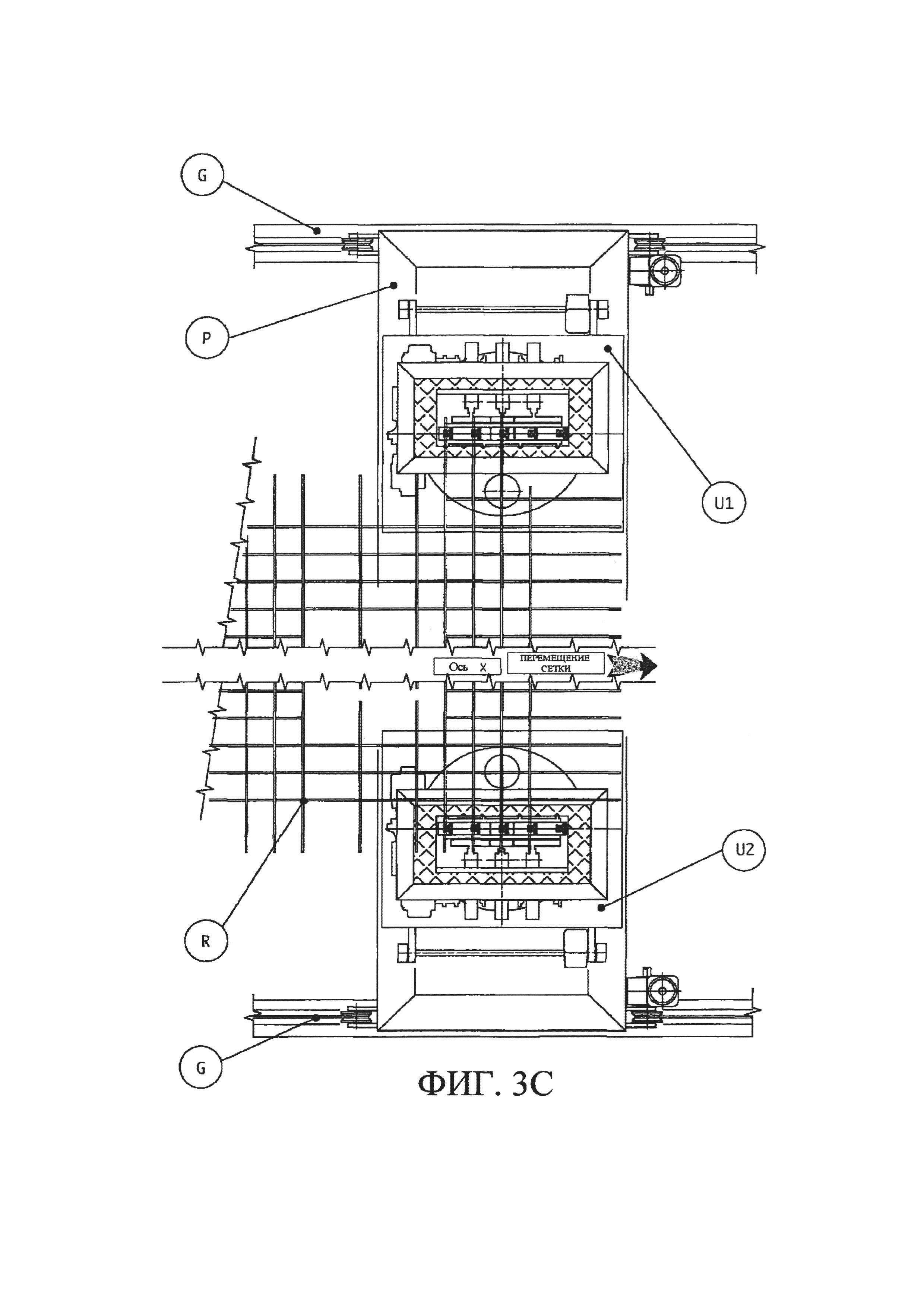
- на Фиг. 3С схематично показан вид сверху машины, снабженной двумя расположенными один напротив другого гибочными блоками, подобными блокам, показанным на Фиг. 3В, в которой гибочные блоки смонтированы на платформе, которая может перемещаться в том же направлении подачи, что и сетка;
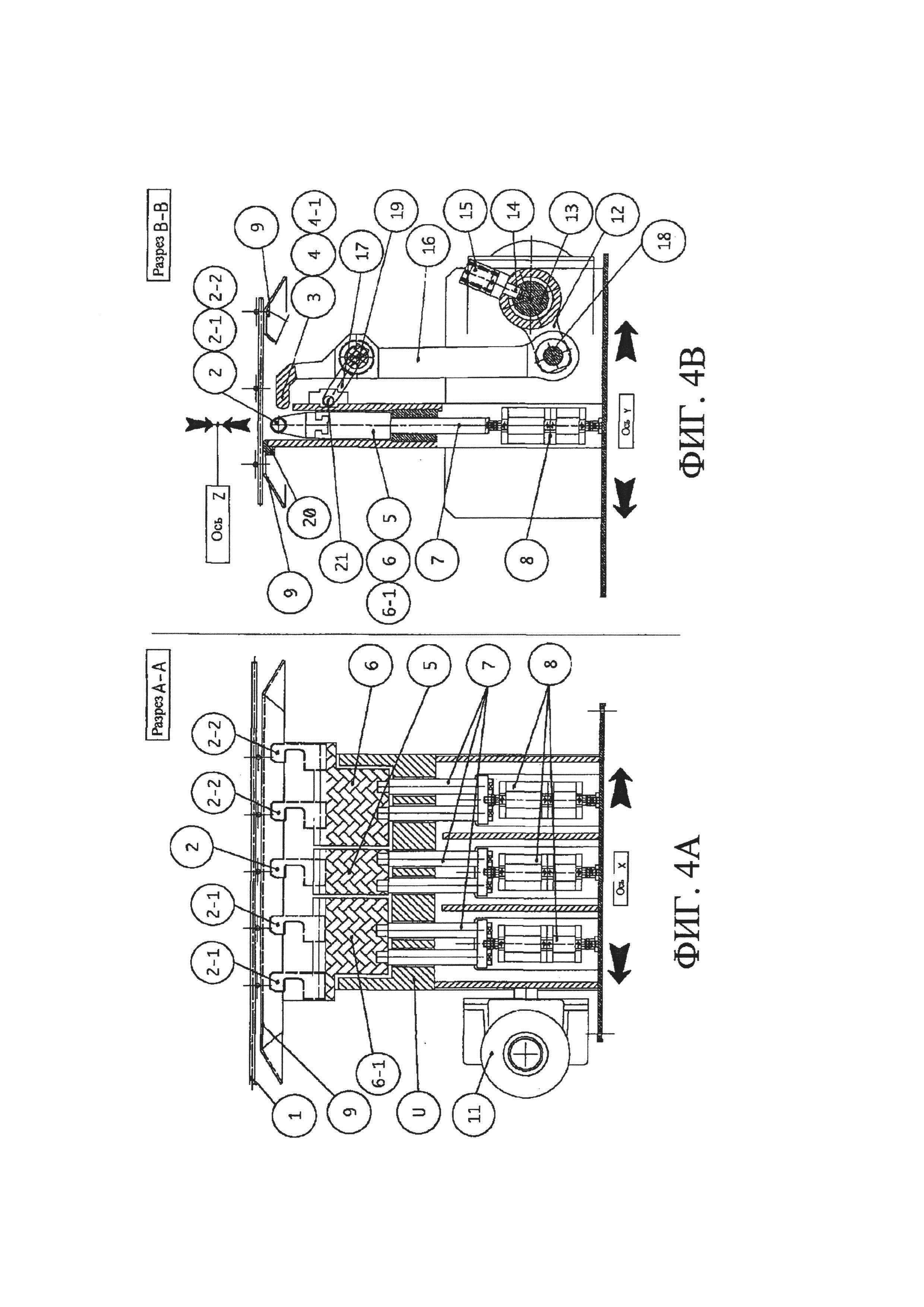
- на Фиг. 4А и Фиг. 4В показаны соответственно разрезы А-А и В-В гибочного блока, изображенного на Фиг. 3А;
- на Фиг. 5А и Фиг. 5В соответственно показаны две подробности технического решения, альтернативные подробностям технического решения, описанного со ссылкой на Фиг. 4А и Фиг. 4В;
- на Фиг. 6А показан вид спереди гибочной машины для электросварных сеток, содержащей у ее правого и левого концов два механизма для изменения положения гибочных пальцев или упоров;
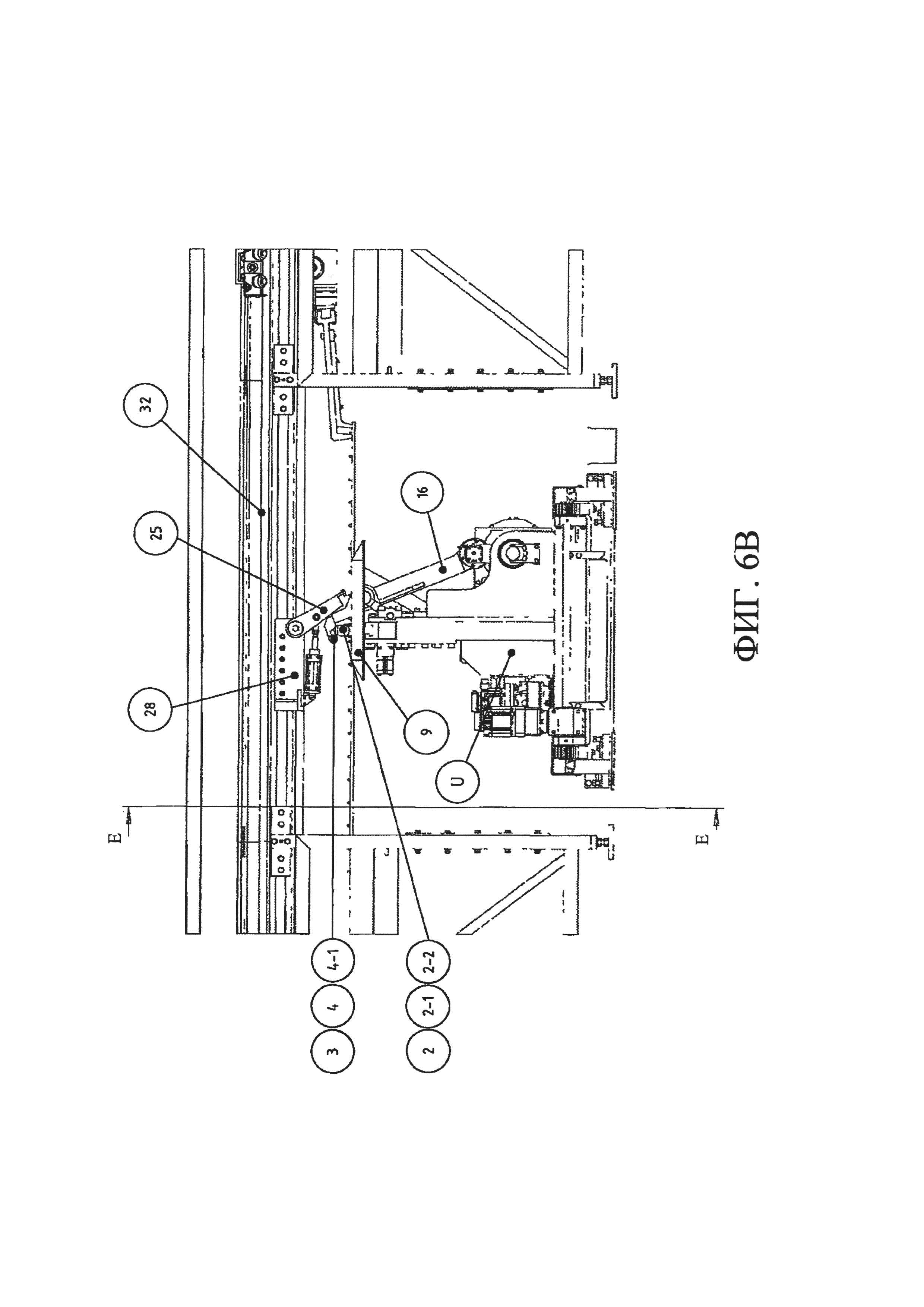
- на Фиг. 6В показан вид сбоку гибочной машины для электросварных сеток, на котором видно положение механизмов для изменения положения гибочных пальцев или упоров;
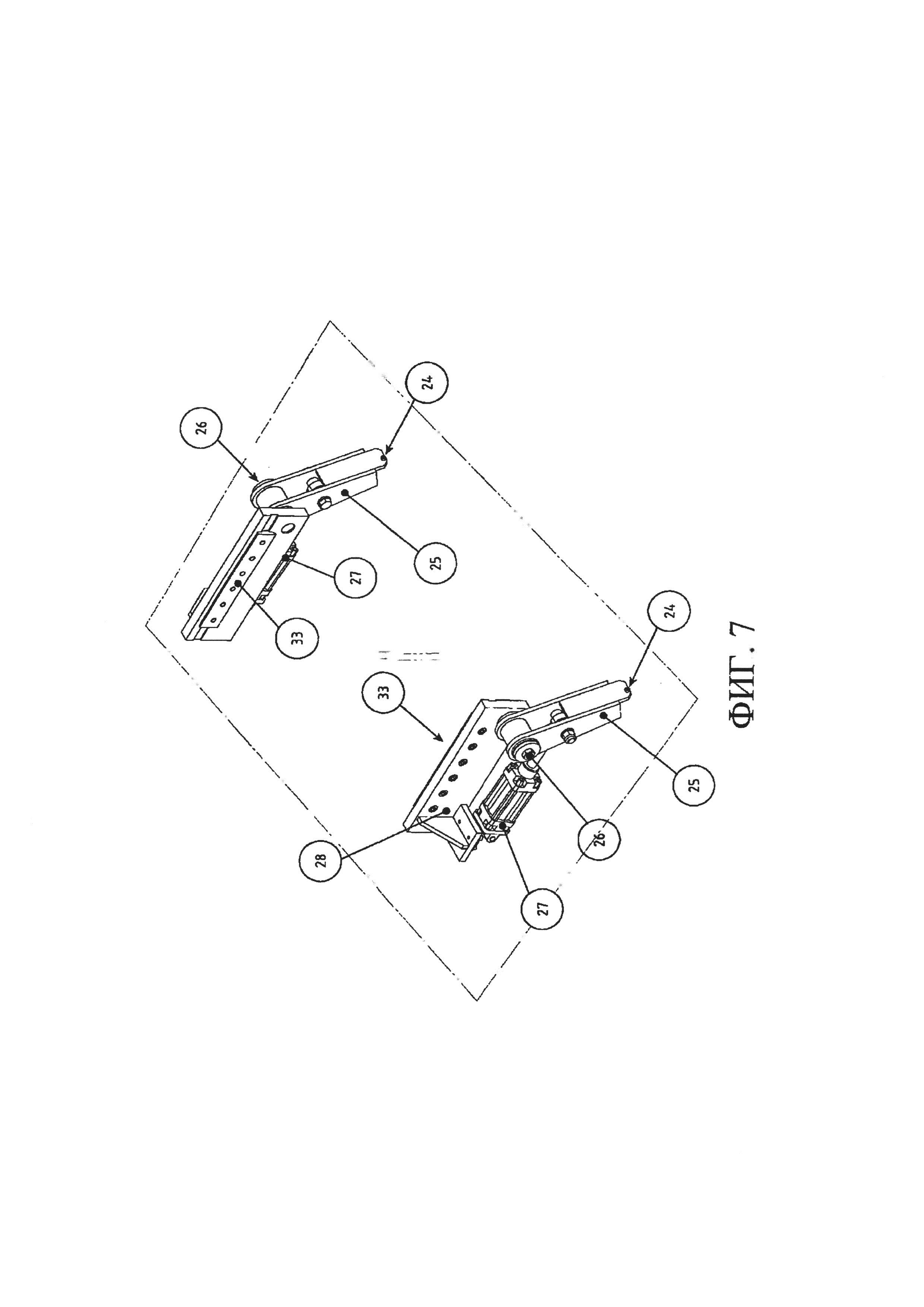
- Фиг. 7 представляет собой вид в перспективе механизмов для изменения положения гибочных пальцев или упоров;
- на Фиг. 8А показан механизм для изменения положения гибочных пальцев или упоров в нерабочем положении;
- на Фиг. 8В показан разрез Y-Y механизма, изображенного на Фиг. 8А;
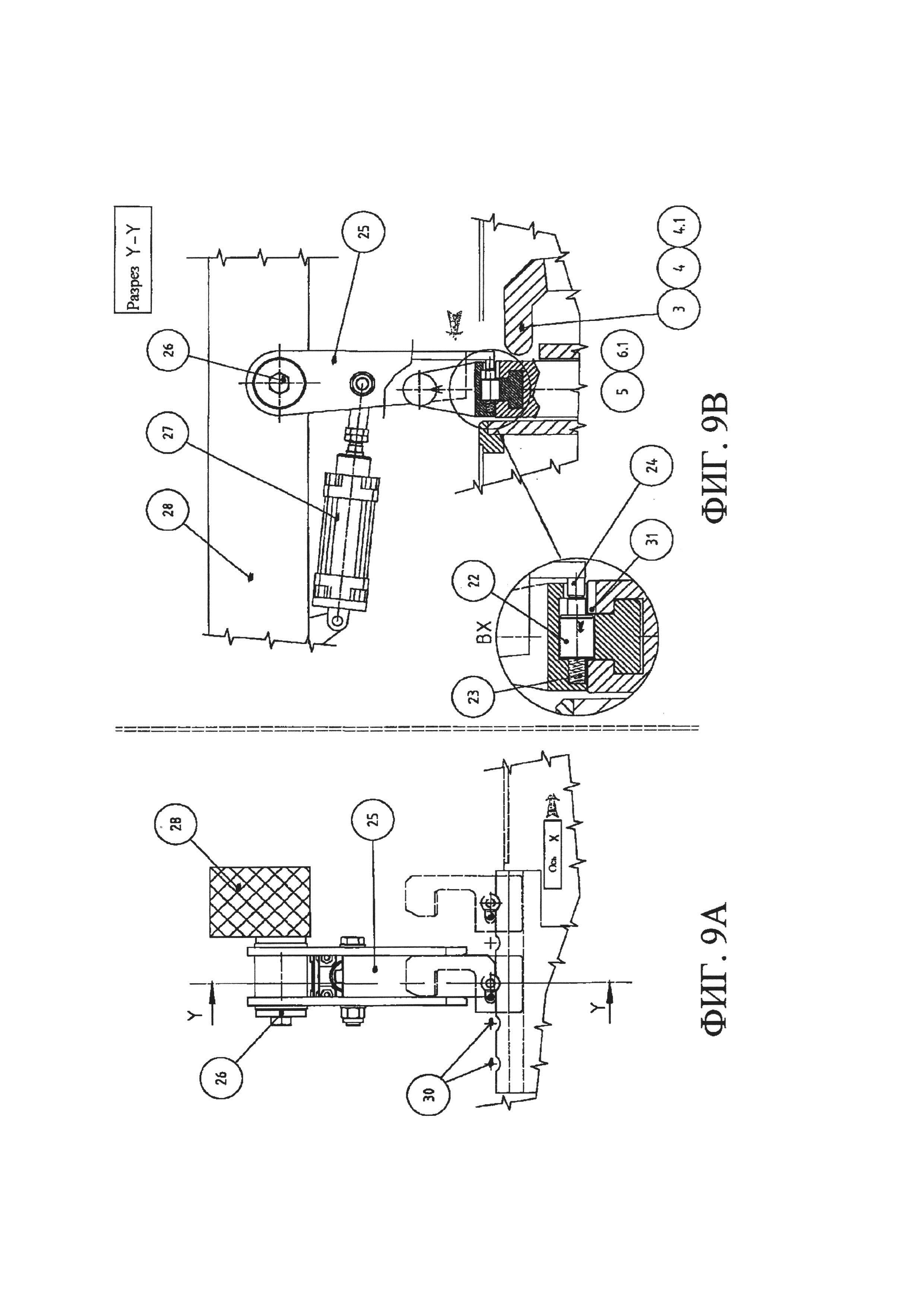
- на Фиг. 9А показан механизм для изменения положения гибочных пальцев или упоров в рабочем положении;
- на Фиг. 9В показан разрез Y-Y механизма, изображенного на Фиг. 9А;
Подробное описание изобретения
На Фиг. 1 показан вид в перспективе части электросварной сетки, изогнутой с помощью известной машины. Как можно увидеть, стальные проволоки или стержни 1 имеют по существу одинаковую длину и расположены с постоянным шагом, а края сетки выполнены прямолинейными и параллельными.
На Фиг. 2 схематично показан вид сверху и два вида сбоку одного из примеров электросварной сетки, изогнутой с использованием автоматической машины по настоящему изобретению. Как показано, эта сетка содержит стальные проволоки или стержни 1 различной длины, расположенные с различным шагом. Кроме того, края сетки являются непрямолинейными, поскольку они имеют выступающие и заглубленные части с различными наклонами, и сетка также имеет внутреннее отверстие А.
На Фиг. 3А схематично показан вид сверху гибочного блока U в автоматической гибочной машине по настоящему изобретению, который расположен ниже подвижной платформы для сетки, подлежащей сварке.
На Фиг. 3А показан центральный гибочный палец или упор 2, два гибочных пальца 2-1, расположенных слева, и два гибочных пальца 2-2, расположенных справа. Эти гибочные пальцы управляются избирательно и независимо один от другого централизованным блоком управления машиной (не показан) в соответствии с программой в зависимости от необходимой формы гнутой сетки. Разумеется, количество боковых пальцев не является ограничивающим и зависит от максимального количества проволок, подлежащих гибке.
Также на Фиг. 3А показан центральный гибочный рычаг 3, правый гибочный рычаг 4 и левый гибочный рычаг 4-1, при этом упомянутые гибочные рычаги соединены с гибочным блоком и управляются избирательно и независимо один от другого так, что они перемещаются, совершая сложное движение, согласованное с надлежащими гибочными пальцами так, как описано ниже.
На Фиг. 3А также показаны центральная подвижная опора 5 пальцев, правая боковая подвижная опора 6 пальцев и левая боковая подвижная опора 6-1 пальцев. Эти подвижные опоры пальцев также управляются независимо одна от другой.
Чтобы обеспечить возможность машине достичь своей основной цели, то есть для достижения всех точек гибки или осей сетки, необходимо, чтобы электросварная сетка, образованная пересекающимися проволоками или стержнями 1, удерживалась неподвижно, тогда как гибочный блок должен быть выполнен так, чтобы он мог перемещаться по прямой линии в двух направлениях горизонтальной плоскости вдоль двух взаимно перпендикулярных осей X и Y, а также должен быть выполнен так, чтобы он мог выполнять полный оборот в обоих направлениях вокруг оси вращения W, как показано соответствующими стрелками на Фиг. 3А. Эти перемещения обеспечиваются двигателем любого известного вида (на фигурах не показан).
На Фиг. 3В схематично показан вид сверху машины, снабженной двумя гибочными блоками U1 и U2, подобными блоку, показанному на Фиг. 3А, и расположенными один напротив другого с двух сторон сетки R. В таком техническом решении сетка является подвижной в прямолинейном направлении, как показано на фигуре стрелкой, вдоль подвижной платформы, приводимой в движение любым известным средством, пригодным для этого (на фигуре не показано).
Фиг. 3С представляет собой схематичный вид сверху машины, снабженной двумя гибочными блоками U1 и U2, как и в варианте осуществления настоящего изобретения, показанном на Фиг. 3В, в которой гибочные блоки установлены на платформе Р, которая расположена поперек продольной оси сетки R. Платформа Р приводится в движение по двум направляющим G, установленным на основании 10 упомянутой машины и проложенным сбоку сетки R параллельно продольной оси последней.
В таком варианте исполнения электросварная сетка опирается на соответствующие опоры основания 10 и удерживается ими на месте.
На Фиг. 4А и Фиг. 4В показаны соответственно разрезы А-А и В-В гибочного блока, изображенного на Фиг. 3А. На этих фигурах показаны направляющие 7 подвижных опор 5, 6 и 6-1, а также исполнительные механизмы 8, управляющие вертикальным поднятием этих опор вдоль оси Z. Управление каждым исполнительным механизмом 8 является независимым и обеспечивает возможность подводить в положение гибки, с помощью подвижных опор, только те и именно те пальцы, которые по своему положению, и/или шагу, и/или количеству установлены соответственно проволокам, подлежащим гибке. Работа каждого исполнительного механизма 8 обеспечивается, например, гидроцилиндром, оборудованным соответствующими электромагнитными клапанами (не показаны), управляемыми блоком управления машины. Обязательно, чтобы поднятие исполнительных механизмов 8 регулировалось так, чтобы гибочные пальцы 2, 2-1, 2-2 могли заходить выше рабочей поверхности. Эти особенности настоящего изобретения в сочетании с перемещениями гибочных рычагов 3, 4 и 4-1, которые рассмотрены далее, обеспечивают возможность выполнения гибки проволок 1 в сетке в режиме гибки отдельной проволоки, части проволок или всех проволок.
На Фиг. 4А и Фиг. 4В позицией 9 обозначена плоскость, по которой перемещается электросварная сетка, а литерой U обозначена конструкция, которая содержит все упомянутые выше механические элементы, которые выполняют определенные функции при гибке сетки. Вся машина может быть выполнена передвижной или неподвижной в зависимости от типа системы подачи сетки или от формы профилированной арматурной стальной сетки. Если вся машина выполнена передвижной, она может перемещаться по направлению осей X, Y и W, как указано выше.
На Фиг. 3А, Фиг. 4А и Фиг. 4В также показан исполнительный механизм 11, приводимый в действие любым известным источником энергии (не показан), таким как электрический двигатель, гидромотор или им подобные. Исполнительный механизм 11 определяет сложное движение каждого гибочного рычага 3, 4 и 4-1 и поворачивает соответствующий рычаг 12, приводимый в движение валом 13. Каждый рычаг 12 неподвижно соединен с упомянутым валом 13 с помощью соединительного штифта 14, приводимого в действие переключателем 15. Соединительные штифты 14 и их переключатели 15 могут отсутствовать, как показано далее, если для управления каждым рычагом 12 использован разъединяющийся исполнительный механизм любого типа.
Каждый переключатель 15 управляет сложным движением гибочных рычагов 3, 4 и 4-1 через шарнирный кинематический механизм, который содержит соединительную тягу 16, шарнирно соединенную с одним концом рычага 12 при помощи оси 18. Соединительная тяга 16 у ее другого конца шарнирно соединена с противодействующим рычагом 17 при помощи оси 19. Противодействующий рычаг 17 также шарнирно соединен с корпусом гибочного блока U при помощи оси 21. Тем самым противодействующий рычаг 17, соединенный с соединительной тягой 16 с помощью оси 19, противодействует усилию, образующемуся при взаимодействии гибочного пальца или упора 2, 2-1, 2-2 с соответствующим рычагом 3, 4, 4-1, и вынуждает этот рычаг совершать сложное движение, чтобы придерживаться соответствующей траектории гибки.
В положении, в котором гибочный палец или упор 2, 2-1 или 2-2 находится в надлежащем для гибки положении, а рычаг 3, 4 или 4-1 находится в сопрягающем положении ниже соответствующего пальца или упора, траектория, описываемая гибочным рычагом, вызывает изгиб проволоки 1 вокруг цилиндрической поверхности самого упора. Угол гибки может изменяться от 0° до 180°.
На Фиг. 4В также показана в разрезе неподвижная опорная плита 20, на которую опирается подвижная платформа 9 для электросварной сетки, подлежащей гибке. Опорная плита 20 воспринимает осевое усилие, прилагаемое к проволокам 1, когда они изгибаются вследствие перемещения гибочного рычага.
В описанном выше варианте осуществления настоящего изобретения гибочная машина содержит одиночный исполнительный механизм 11, который избирательно управляет перемещением различных гибочных рычагов 3, 4-1, 4-2 в соответствии с заданной программой, выполняемой блоком управления. Однако предпочтительно гибочные рычаги управляются по отдельности и независимо, как в альтернативных технических решениях, показанных на Фиг. 5А и Фиг. 5B.
В этих технических решениях соединительные штифты 14 и переключающие устройства 15, соединяющие рычаг 12 с валом 13, исключены. Каждый из кинематических механизмов, содержащий гибочные рычаги 3, 4, 4-1, соответствующие рычаги 12 и вал 13, приводится в действие соответствующим исполнительным механизмом 111. Группа исполнительных механизмов 111 заменяет и выполняет работу одиночного исполнительного механизма 11, примененного в техническом решении, описанном выше со ссылками на Фиг. 3А и Фиг. 4А-4В.
Другим отличительным элементом настоящего изобретения является устройство для автоматического позиционирования на опоре 32 (Фиг. 6В), в соответствии с упомянутой программой блока управления, кинематических гибочных механизмов, чтобы быстро, экономично и безопасно реагировать на необходимость изменения конфигурации гибочных блоков, при необходимости с различными шагами между проволоками 1, которые образуют секции электросварной сетки.
Техническое решение, описанное ниже, обеспечивает возможность изменения конфигурации машины в промежутке времени с момента, когда готовую панель из сетки снимают после гибки, до момента загрузки новой панели, без необходимости вмешательства оператора.
Фактически, как можно увидеть на виде спереди, показанном на Фиг. 6А, за пределами границ подвижной платформы S расположены две служебные зоны, доступные для гибочных блоков U1 и U2, для выполнения операций, необходимых для изменения положения гибочных упоров. В упомянутых зонах, как показано на Фиг. 6В, к опоре 32 прикреплены механизмы для изменения положения гибочных упоров, описанные ниже также со ссылками на Фиг. 7, Фиг. 8А, Фиг. 8В, Фиг. 9А и Фиг. 9В.
Упомянутые механизмы для позиционирования гибочных упоров прикреплены к опоре 32 при помощи фиксирующего держателя 33, соединенного при помощи соответствующего количества болтов с планкой 28 крепления рычага. С одним концом опоры 28 рычага с помощью оси 26 соединен конец фиксирующего рычага 25 упора, имеющего С-образное поперечное сечение. С другим концом планки 28 крепления рычага соединен один из концов исполнительного механизма, шток которого соединен при помощи пальца с фиксирующим рычагом 25 упора. Свободный конец фиксирующего рычага 25 упора заканчивается толкателем 24 освобождения упора.
Элемент, показанный на местном виде АХ, приведенном на Фиг. 8В, поясняет конструкцию, созданную в основании упоров 2-1 и 2-2, которая содержит углубление, необходимое для размещения фиксирующего пальца 22 упора. На части В Фиг. 8А подробно показано, что фиксирующие пальцы 22 упора удерживаются в нерабочем положении совместным действием осевого усилия пружины 23 и направленным в противоположную сторону действием упоров для пальца 29. В этом положении фиксирующие пальцы 22 входят в пазы 30 позиционирования, выполненные в подвижных опорах 6 и 6.1. Для смещения одного из гибочных упоров 2-1 или 2-2 гибочный блок смещают в боковом направлении в пределах границ рабочей зоны таким образом, что упор, который должен быть смещен, достигает места расположения механизма освобождения упора. В этом месте расположения исполнительный механизм 27 приводит в действие рычаг 25 таким образом, что при повороте в направлении, показанном на Фиг. 8В стрелкой, толкатель 24 освобождения упора воздействует на головку фиксирующего пальца 22 с усилием, достаточным для его перемещения назад и освобождения паза 30 позиционирования.
В этой конфигурации, показанной на Фиг. 9А и Фиг. 9В, верхняя часть гибочных пальцев 2-1 и 2-2 расположена между двумя полками фиксирующего рычага 25 упора, имеющего С-образное поперечное сечение, и, как подробно показано на местном виде ВХ, приведенном на Фиг. 9В, фиксирующий палец 22 упора находится в отведенном назад положении и более не входит в паз 30 позиционирования.
После этого гибочный блок начинает перемещаться в определенном направлении так, что приводит гибочный упор в новое положение. Когда перемещение, необходимое для переноса оси фиксирующего пальца 22 упора относительно паза 30, завершено, исполнительный механизм 27 действует по командам блока управления так, что поворачивает фиксирующий рычаг 25 упора на угол, необходимый для уменьшения усилия, действующего на фиксирующий палец 22 упора, однако в то же время достаточного для удержания верхней части гибочного пальца 2-1 или 2-2 между двумя полками фиксирующего рычага 25 упора, имеющего С-образное поперечное сечение. Таким образом, гибочный палец 2-1 или 2-2, оставаясь неподвижным, переходит в новое место расположения благодаря перемещению гибочного блока. Когда это новое место расположения достигнуто, ось гибочного пальца 2-1 или 2-2 совмещается с осью выбранного паза 30 позиционирования, а возвратная пружина 23 выталкивает фиксирующий палец 22 упора в запертое положение. При этом блок управления управляет исполнительным механизмом 27 так, что фиксирующий рычаг 25 упора переходит в нерабочее положение (Фиг. 8А и Фиг. 8В). Эта процедура повторяется для каждого из позиционируемых упоров 2-1 и 2-2.
После того как завершено последнее необходимое перепозиционирование, гибочный блок возвращается в положение ожидания следующей секции сетки, подлежащей гибке.
Разумеется, описанное выше техническое решение представляет собой только один предпочтительный вариант осуществления устройства позиционирования гибочных упоров, и следует понимать, что для достижения того же результата может быть использовано любое альтернативное техническое решение.
Из предшествующего описания понятно, что наиболее важный результат нововведения по настоящему изобретению состоит в возможности применения для придания нужной формы электросварным сеткам множества подвижных опор гибочных пальцев и соответственного множества гибочных рычагов, которые совместно образуют отдельные гибочные блоки, независимые один от другого.
Исходя из этого, машина по настоящему изобретению обеспечивает значительное уменьшение времени гибки электросварных сеток, так как возможно управление гибочными блоками способом, обеспечивающим наибольший выбор, то есть индивидуально или группами.
Реферат
Изобретение относится к гибке электросварных сеток, образованных продольными и поперечными проволоками с различной длиной и/или различным шагом. Машина снабжена множеством гибочных пальцев, управляемых в вертикальном направлении и расположенных на расстоянии, равном шагу сетки, и множеством гибочных рычагов, осуществляющих сложное перемещение для изгиба проволок вокруг гибочных пальцев. По меньшей мере один гибочный блок установлен на основании и выполнен с возможностью перемещения в направлении, поперечном направлению перемещения сетки, и вращения в двух направлениях вокруг своей вертикальной оси. Гибочные пальцы приводятся в действие соответствующими исполнительными механизмами, работающими избирательно и независимо один от другого в соответствии с предварительно созданной программой, выполняемой блоком управления машины. Гибочные рычаги связаны с гибочным блоком посредством шарнирного кинематического механизма и приводятся в действие избирательно и независимо один от другого по программе, выполняемой блоком управления, скоординированно с соответствующими гибочными пальцами. Обеспечивается непрерывное изготовление гнутых элементов с высокой точностью и надежностью. 6 з.п. ф-лы, 9 ил.
Комментарии