Сигареты с фильтром и способ их изготовления - RU2314735C2
Код документа: RU2314735C2
Чертежи




Описание
Настоящее изобретение относится к курительным изделиям с фильтром и, в частности, но не исключительно, к сигаретам и к способу их изготовления.
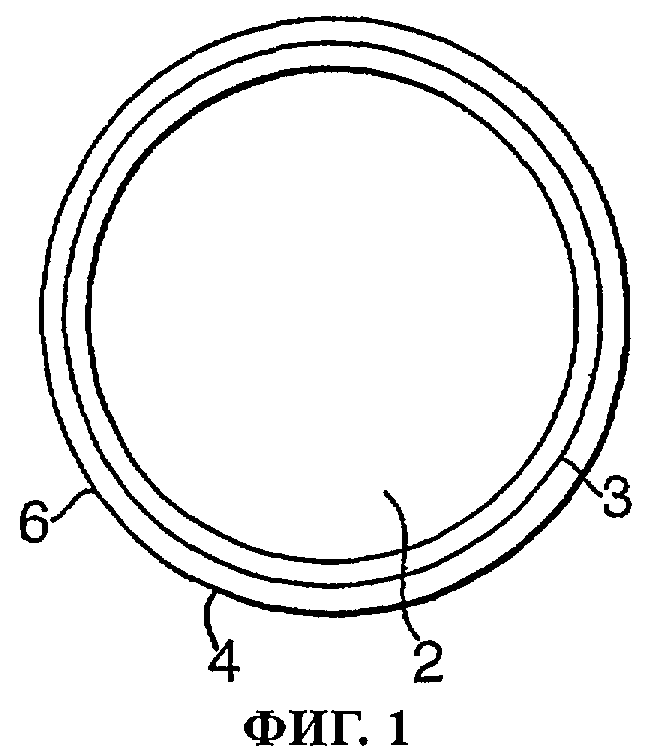
Обычные курительные изделия с фильтром, такие как показанные на фиг.1, 3 и 5, содержат обернутый в сигаретную бумагу табачный стержень 1 и фильтр 6.
Существует множество различных сигаретных фильтров и все они, как правило, содержат три компонента:
а) фильтрующий тампон 2, обычно цилиндрической формы, изготовленный, например, из ацетата целлюлозы, бумаги, табака и тому подобных материалов или смеси этих материалов, иногда с добавлением материалов, предназначенных для фильтрации твердых частиц дыма, например активированного угля,
б) оберточную бумагу 3 или обертку фильтра, предназначенную для сохранения формы фильтра, и в) мундштучную бумагу 4 фильтра (ниже называемую "мундштуком" или "мундштучной бумагой").
При изготовлении фильтра фильтрующий тампон 2 обертывают в обертку фильтра, которая после склейки обеспечивает его сохранность при перемещении на предназначенную для сборки фильтров машину, которая может быть расположена достаточно далеко от места изготовления фильтрующего тампона и обычно соединена с сигаретной машиной, на которой фильтр соединяют с табачным стержнем.
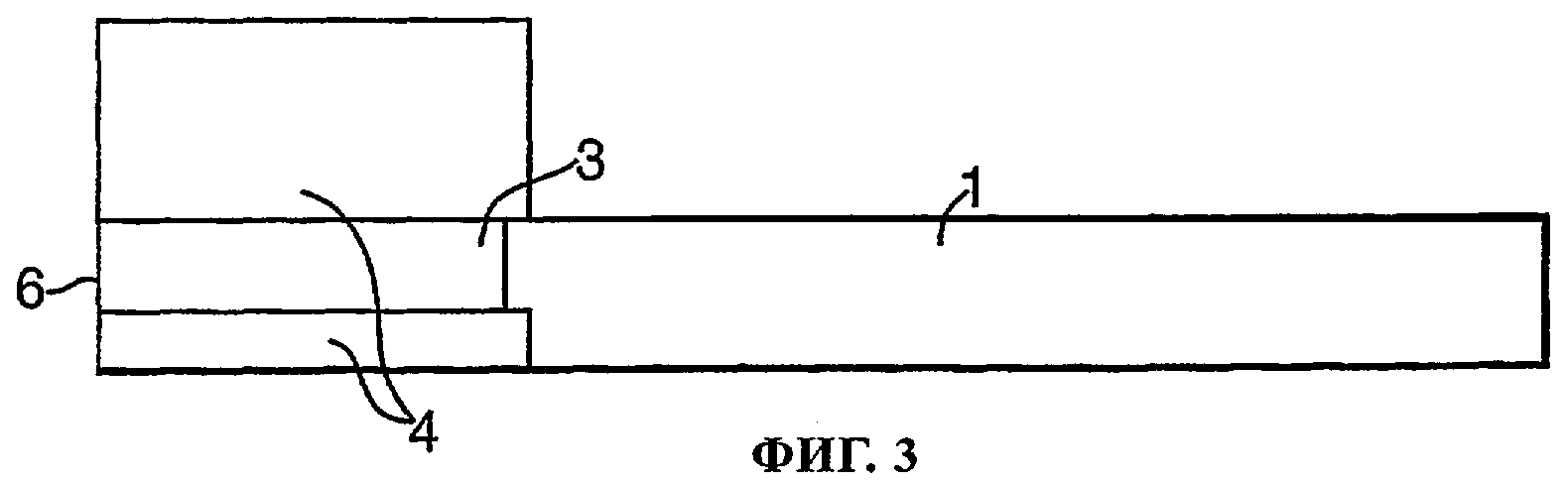
Показанный на фиг.3 мундштук обычно изготавливают примерно на 4 мм длиннее самого фильтра и при изготовлении сигарет оборачивают им фильтр на машине для сборки фильтров. Удлиненный мундштук закрывает часть табачного стержня и соединяет фильтр с обернутым сигаретной бумагой табачным стержнем.
Мундштук, которым фильтр соединяют с табачным стержнем, должен быть достаточно устойчивым к воздействию влаги, попадающей на него с губ курильщика, и должен, как правило, иметь вентиляционные отверстия, а также удовлетворять определенным требованиям, связанным с оформлением сигарет, в частности, возможностью печати на нем, например, марки сигарет.
При изготовлении фильтров на современных высокопроизводительных сборочных машинах по схеме, показанной на фиг.5, изготавливают сдвоенный фильтр, состоящий из двух соединенных между собой фильтров 6. Заключенный в обертку сдвоенный фильтр оборачивают одним куском мундштучной бумаги 4, выступающим на определенную длину за края обоих фильтров 6, и соединяют описанным выше способом два табачных стержня 1 с концами сдвоенного фильтра. После соединения сдвоенного фильтра с двумя табачными стержнями 1 его разрезают по плоскости, показанной на фиг.5 штрихпунктирной линией, на два отдельных фильтра 6, получая в результате две отдельные сигареты с фильтром.
Недостатком таких широко распространенных сигарет с фильтром является их сравнительно высокая стоимость, связанная с двойным оборачиванием фильтрующего тампона 2 - сначала оберткой 3 фильтра, а затем мундштучной бумагой 4.
В основу настоящего изобретения была положена задача разработать конструкцию сигарет указанного в начале описания типа, лишенную указанного выше недостатка, и способ ее изготовления.
В изобретении, в частности, предлагается сигарета с фильтром, при изготовлении которой благодаря внесению усовершенствований в ее конструкцию обеспечивается существенная экономия материалов без всяких серьезных изменений технологии ее изготовления и используемых для ее изготовления материалов.
Еще одна задача изобретения состояла в разработке конструкции сигареты с фильтром, при изготовлении которой не требовалось бы использовать два или несколько различных оберточных материалов.
В настоящем изобретении предлагается сигарета с фильтром, содержащая обернутый в оберточную бумагу табачный стержень и соединенный с ним фильтр, обернутый по всей длине в мундштучную или другую оберточную бумагу, отличную от обертки фильтрующего тампона, и узкую полоску материала (ниже называемую соединительной полоской), закрывающую стык между табачным стержнем и фильтром и соединяющую фильтр с табачным стержнем.
Преимущество предлагаемого в изобретении решения заключается в том, что изготовление фильтра не требует использования специальной обертки фильтрующего тампона, а фильтр обертывают мундштучной или другой оберточной бумагой непосредственно на машине для изготовления фильтров. Изготовленные таким способом фильтрующие тампоны обладают достаточной механической прочностью и их можно транспортировать к машине для сборки фильтров обычным при изготовлении сигарет способом, например пневматическим транспортом. Под встречающимся ниже термином "мундштучная обертка" или "мундштук" подразумевается мундштучная обертка или другая обертка, обычно отличная от применяемой в настоящее время обертки фильтрующего тампона.
В предлагаемой в изобретении сигарете фильтр соединяется с табачным стержнем не мундштуком, а отдельной узкой соединительной полоской, которой закрывают стыки между фильтром и табачным стержнем на несколько миллиметров по обе стороны стыка.
Такую соединительную полоску, которую целесообразно изготавливать из обычной мундштучной бумаги, можно изготовить и из мундштучной бумаги, отличающейся от обычной по внешнему виду, или из другого материала, например из бумаги, не отвечающей требованиям, предъявляемым к мундштучной бумаге, или даже из фольги.
При изготовлении сигарет, предлагаемых в настоящем изобретении, экономия материалов достигается, несмотря на необходимость дополнительной соединительной полоски за счет отсутствия в сигарете обертки фильтрующего тампона и меньшей ширины относительно дорогой мундштучной бумаги, которой не требуется закрывать часть табачного стержня и ширина которой точно соответствует длине фильтра.
Предлагаемую в изобретении сигарету с фильтром можно изготавливать на существующих сигаретных машинах и на существующих машинах для сборки фильтров, на которых мундштучную бумагу двойной ширины (см. фиг.5) можно заменить двумя соединительными полосками, расположенными на определенном расстоянии друг от друга у стыков между сдвоенным фильтром и табачными стержнями (см. фиг.6). Похожая технология предложена в патенте UK 1019092. Однако в этом патенте нет никаких упоминаний об отсутствии в сигарете обертки фильтрующего тампона.
Для надежного соединения фильтра с табачным стержнем при минимальном расходе материалов, из которых изготавливают сигарету, соединительная полоска, соединяющая фильтр и табачный стержень, предпочтительно должна иметь ширину от 4 до 12 мм, более предпочтительно от 6 до 10 мм.
Опыт показывает, что для надежного соединения фильтра с табачным стержнем вполне достаточно, чтобы ширина полоски составляла не более 20% или даже 15% от длины фильтра и чтобы полоска была расположена симметрично по отношению к стыку между фильтром и табачным стержнем, т.е. закрывала фильтр и табачный стержень на одну и ту же длину по обе стороны стыка.
Вентилируемые сигареты с фильтром, в которых мундштучная или другая оберточная бумага имеет вентиляционные отверстия, можно изготавливать по существующей в настоящее время технологии. Для этого можно либо использовать пористую мундштучную или другую оберточную бумагу, либо выполнять вентиляционные отверстия непосредственно в процессе или после изготовления сигарет. Такие сигареты можно также изготавливать широко распространенным в настоящее время способом с использованием мундштучной или другой оберточной бумаги с вентиляционными отверстиями, выполненными механическим или лазерным перфорированием, т.е. с использованием предварительно перфорированной мундштучной бумаги.
Для вентиляции сигареты целесообразно использовать мундштучную или другую оберточную бумагу с естественной пористостью. В предлагаемой в изобретении конструкции сигареты для крепления мундштучной бумаги клеевое покрытие наносят только на перекрытый полоской участок бумаги, в которую обернут фильтр. Снижение количества клея снижает до минимума его отрицательное воздействие на возможность проникновения воздуха через бумагу и существенно повышает вентиляцию сигареты.
В качестве оберточного материала можно также использовать защитный материал с порами, размер которых составляют около 5 мкм или меньше. Предпочтительно, чтобы размер пор не превышал 1 мкм, более предпочтительно не превышал 0,1 мкм. Такой материал обладает необходимой проницаемостью и высоким коэффициентом диффузии (измеряемой в молях/с/м2) парогазовой фазы.
Преимущество элемента, изготовленного из такого защитного материала, заключается в том, что для его изготовления можно использовать и упругий, и жесткий материалы. Еще одним преимуществом такого элемента является то, что его можно изготовить из пористого проницаемого для пара или газа полимерного материала. Такой полимерный материал целесообразно выбирать из группы, включающей поливинилиденфторид, поливинилхлорид, поликарбонат, найлон, Teflon™ (политетрафторэтилен), ацетат целлюлозы и нитроцеллюлозу. Специалистам в области изготовления сигарет хорошо известны и другие полимерные материалы, которые можно использовать в этих целях.
Изобретение предполагает возможность множества различных вариантов его практического осуществления. Так, в частности, для снижения содержания паровых/газовых компонентов дыма в настоящее время при изготовлении фильтрующего тампона сигаретных фильтров широко используют различные порошковые материалы. Сравнительно недавно порошковый материал стали наносить на обертку фильтра (см., например, заявку UK 03100334.4). Чаще всего порошковый материал предлагается наносить на обертку фильтрующего тампона, а в некоторых случаях - и на другую обертку. Настоящее изобретение предпочтительно использовать для изготовления курительных изделий с пористой оберткой фильтрующего тампона, в частности оберткой, проницаемость которой превышает 1500 единиц Кореста (CU), предпочтительно превышает 3000 CU, более предпочтительно превышает 10000 CU или даже достигает 20000 CU. Нанесенный на пористую обертку фильтрующего тампона клей проступает через поры, приводит к поломке оборудования, затрудняет процесс изготовления сигарет и ухудшает их качество и внешний вид. В настоящем изобретении предлагается оптимальное решение этой проблемы.
Порошковый материал предпочтительно наклеивать в заранее определенных местах мундштучной или другой оберточной бумаги, которой обертывают фильтр по всей его длине. Предпочтительно, чтобы ширина бумаги была равна длине фильтра.
Еще более предпочтительно, чтобы заранее определенные места, на которые будет нанесен порошковый материал, были расположены с учетом расположения предварительно выполненной на обертке перфорации. Перфорация может быть расположена по окружности или по длине фильтра. Перфорация предпочтительно должна быть расположена за порошковым материалом. Предпочтительно, чтобы перфорация была расположена и за узкой полоской, соединяющей фильтр и табачный стержень.
В качестве порошкового материала предпочтительно использовать один или несколько материалов, выбранных из группы, включающей активированный уголь, активированный углерод, молекулярные сита (ультрафильтры) и другие абсорбенты парогазовой фазы дыма.
В качестве мундштучной или другой оберточной бумаги предпочтительно использовать бумагу, естественная проницаемость которой составляет от 50 до 500 CU, предпочтительно превышает 150 CU. Плотность мундштучной или другой оберточной бумаги должна составлять от 25 до 45 г/м2, предпочтительно должна превышать 30 г/м2. При наличии в мундштучной бумаге перфорации степень ее вентиляции должна составлять от 50 до 5000 CU на каждый сантиметр длины зоны перфорации.
Плотность материала узкой соединительной полоски должна составлять от 20 до 50 г/м2.
Еще одним преимуществом настоящего изобретения является предлагаемое в нем решение проблемы соединения элементов курительного изделия, отличающегося от обычных курительных изделий. Так, например, в обертке, описанной в заявке WO 01/41590, используется порошковый керамический наполнитель с частицами определенной формы и связующее (неорганическое или органическое) с улучшающим характеристики пепла материалом и/или горючей добавкой. Масса керамического наполнителя составляет от 50 до 95% от массы обертки, предпочтительный размер его частиц лежит в пределах от 2 до 90 мкм, а предпочтительный средний размер частиц составляет приблизительно 50 мкм. Предпочтительным материалом для наполнителя является окись алюминия или другие столь же термостойкие оксиды или соли металлов. Такая обертка обладает повышенной по сравнению с обычной оберткой хрупкостью и поэтому обернутый в такую обертку табачный стержень можно соединять с фильтром без обычной прокатки всего обернутого табачного стержня на прокатной плите. В настоящем изобретении предлагается способ, который можно успешно использовать при изготовлении сигарет с фильтром с отличающейся от обычной обертки оберткой табачного стержня, поскольку при изготовлении сигарет предлагаемым в изобретении способом обернутый в такую обертку табачный стержень соединяют с не имеющим своей обычной обертки фильтром узкой соединительной полоской.
В настоящем изобретении предлагается способ изготовления сигарет с фильтром, содержащих фильтр, обернутый в мундштучную или другую оберточную бумагу, отличную от обычной обертки фильтра и содержащую нанесенный на нее порошковый материал, и обернутый в оберточную бумагу табачный стержень, заключающийся в том, что в машину для изготовления фильтров подают фильтрующий тампон, в соединенную с машиной для изготовления фильтров машину, предназначенную для нанесения порошкового материала, подают мундштучную или другую оберточную бумагу, на которую наносят порошковый материал, обертывают фильтрующий тампон обработанной оберткой, разрезают обернутый фильтрующий тампон на части, длина которых соответствует длине фильтра, и подают их в машину для сборки фильтров, в которой фильтры собирают с табачными стержнями, получая сигареты с фильтром.
В предпочтительном варианте в машину для изготовления фильтров подают мундштучную или другую оберточную бумагу с естественной пористостью или перфорированную.
Настоящее изобретение может успешно использоваться при изготовлении небольших количеств сигарет с фильтрами. Часто возникает необходимость в изготовлении сигарет с разной степенью вентиляции. Настоящее изобретение предоставляет возможность изготавливать фильтры с оберткой, отличной от обычной обертки фильтров (см. выше). Перфорацию в обертке можно выполнить предварительно или на обернутом фильтре в процессе его изготовления. Таким образом появляется возможность изготавливать отдельные партии фильтров с разной степенью вентиляции и использовать их в разных сигаретных машинах, в которых табачный стержень соединяют с фильтром узкой соединительной полоской. Такая технология изготовления сигарет позволяет отказаться от использования специальной обертки фильтров, повышает производительность машин и обеспечивает существенную экономию средств.
В настоящем изобретении предлагается способ снижения стоимости изготовления сигарет с фильтром, согласно которому на соответствующих машинах изготавливают партии фильтров, которые обернуты по всей длине в мундштучную или другую отличную от обычной обертки фильтров оберточную бумагу и имеют определенную для каждой партии степень вентиляции, и подают партии обернутых в вентилируемую обертку фильтров в соответствующие машины для изготовления сдвоенных сигарет с расположенным между двумя обернутыми табачными стержнями сдвоенным фильтром, который соединяют с обоими обернутыми табачными стержнями двумя узкими соединительными полосками, разрезают сдвоенный фильтр, получая две сигареты с фильтром, и изготавливают таким путем разные партии собранных на разных машинах сигарет с разной степенью вентиляции фильтров.
В предлагаемой в изобретении сигарете при ее выкуривании до фильтра и мундштучной бумаги не происходит выпадения горячих обуглившихся остатков сгораемого вещества (табака). Для этого соединительную полоску обрабатывают веществом, препятствующим выпадению горячих остатков при полном сгорании табачного стержня, например веществом, прекращающим горение сигареты, либо согласно другому варианту осуществления изобретения используют соединительную полоску, изготовленную из более плотной и менее проницаемой оберточной бумаги, снижающей интенсивность горения и гасящей сигарету. Естественная пористость такой оберточной бумаги не должна превышать 3 CU, предпочтительно 2 CU, преимущественно 1 CU, а ее плотность должна составлять от 40 до 45 г/м2. Изготовленную из такой бумаги соединительную полоску можно обработать каким-либо замедлителем горения, многие из которых хорошо известны специалистам, например моноаммонийфосфатом.
Соединительную полоску можно также обработать термохромным веществом, которое меняет свой цвет при повышении температуры с обнаружением определенной видимой информации. Помимо этого, на полоске можно напечатать или наклеить на нее соответствующее предупреждение.
Во избежание проблем, связанных с возможным попаданием клея на детали сигаретной машины, соединительную полоску целесообразно изготовить из самоклеющегося материала.
Ниже изобретение более подробно рассмотрено на примере нескольких возможных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - поперечное сечение фильтра обычной сигареты,
на фиг.2 - поперечное сечение фильтра сигареты, предлагаемой в настоящем изобретении,
на фиг.3 - схематическое изображение обычной сигареты с частично развернутой мундштучной оберткой и с фильтром, показанным на фиг.1,
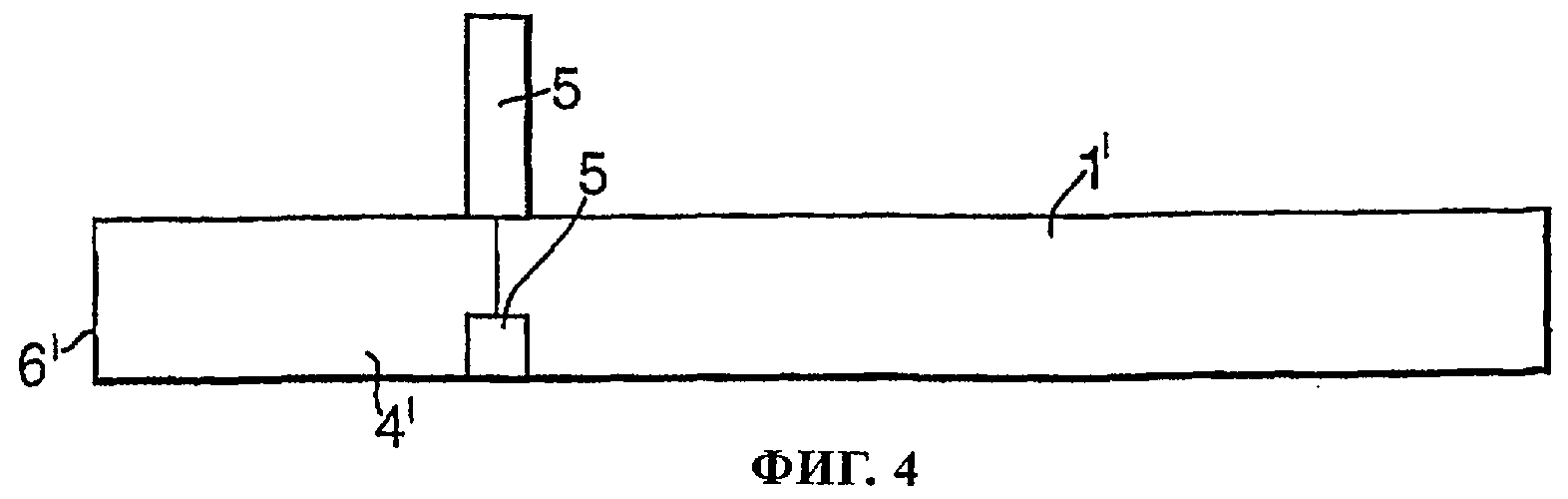
на фиг.4 - схематическое изображение предлагаемой в изобретении сигареты с частично развернутой соединительной полоской,
на фиг.5 - схематическое изображение обычной "сдвоенной сигареты" со сдвоенным фильтром,
на фиг.6 - схематическое изображение предлагаемой в изобретении "сдвоенной сигареты" и
на фиг.7 - другой вариант выполнения схематично изображенной сигареты, предлагаемой в изобретении.
На фиг.1, 3 и 5 показана обычная подробно описанная выше сигарета. По этим чертежам можно легко заметить разницу между обычной и предлагаемой в изобретении сигаретой, показанной на фиг.2, 4 и 6.
Показанная на фиг.2 и 4 сигарета с фильтром, предлагаемая в настоящем изобретении, имеет обернутый в сигаретную бумагу табачный стержень 1' и фильтр 6' с фильтрующим тампоном 2' и оберткой 4', изготовленной из мундштучной бумаги. Мундштучная бумага 4', ширина которой соответствует всей длине фильтра 6', закрывает всю поверхность фильтрующего тампона 2'. Показанная на фиг.4 узкая соединительная полоска 5 закрывает стык между табачным стержнем 1' и фильтром 6' и небольшую часть поверхности табачного стержня 1' и фильтра 6' и соединяет обернутый в сигаретную бумагу табачный стержень 1' с обернутым в мундштучную бумагу 4' фильтрующим тампоном 2', а тем самым и с фильтром 6'. Ширина соединительной полоски 5 составляет от 4 до 12 мм, предпочтительно от 6 до 10 мм. Оптимально использовать соединительную полоску шириной около 8 мм.
При таких размерах полоска 5 закрывает максимально 20%, в частности меньше 15%, длины фильтра 6'. Как показано на фиг.4, соединительная полоска 5 расположена симметрично по отношению к стыку между фильтром 6' и табачным стержнем 1', т.е. закрывает одинаковую площадь на фильтре 6' и табачном стержне 1'.
Для вентиляции сигареты можно использовать пористую мундштучную бумагу 4' или бумагу с не показанными на фиг.2, 4 и 6 вентиляционными отверстиями.
Вентиляционные отверстия можно также выполнить на готовых сигаретах с фильтрами, например, механическим или лазерным перфорированием.
В качестве материала соединительной полоски 5 можно использовать все обычно применяемые при изготовлении сигарет материалы, например мундштучную бумагу, сигаретную бумагу, другие виды бумаги, фольгу и т.д. Соединительная полоска 5 может содержать напечатанную или нанесенную штемпелем информацию. Соединительную полоску можно также обработать веществом, препятствующим выпадению горячих остатков горючего вещества (табака) после полного сгорания сигареты.
При изготовлении сигарет предлагаемым в изобретении способом можно использовать все обычно применяемые в сигаретах фильтрующие материалы, такие как ацетат целлюлозы, бумага или табак, без добавок или с добавками, такими как активированный уголь и другие вещества.
Как показано на фиг.6, предлагаемые в изобретении сигареты с фильтром можно изготавливать по существу по той же технологии, по которой изготавливают обычные сигареты (см. фиг.5), т.е. с использованием сдвоенного фильтра 6', концы которого соединяют с двумя табачными стержнями 1' двумя соединительными полосками 5. Сдвоенный фильтр затем разрезают по середине, получая две сигареты с фильтрами 6' и табачными стержнями 1.
На фиг.7 показан другой вариант выполнения предлагаемой в изобретении сигареты, при изготовлении которой мундштук 4' в определенных местах 7 смазывают клеем и наносят на них порошковый материал до обертки фильтрующего тампона фильтра 6'. За каждым местом 7 расположения порошкового материала имеется вентиляционная перфорация 8, выполненная в данном случае на мундштучной бумаге до обертки фильтрующего тампона. Оберточную бумагу можно перфорировать после нанесения порошкового материала, однако более предпочтительно выполнять эту операцию до нанесения порошкового материала. Расположение порошкового материала должно соответствовать расположению перфорации и соединительной полоски 5. Полоски 5 соединяют табачные стержни с соответствующими концами сдвоенного фильтра.
Реферат
Изобретение относится к курительным изделиям с фильтром, к сигаретам и к способу их изготовления. Сигарета с фильтром содержит обернутый в оберточную бумагу табачный стержень, соединенный с ним фильтр, обернутый по всей его длине в мундштучную или другую оберточную бумагу фильтра, отличную от обычной обертки фильтрующего тампона, и соединительную полоску, закрывающую стык между табачным стержнем и фильтром и соединяющую таким образом фильтр и табачный стержень. При этом естественная проницаемость мундштучной или другой оберточной бумаги фильтра составляет от 50 до 500 единиц Кореста. Также предложен способ изготовления сигарет с фильтром, в соответствии с которым на одной и той же машине изготавливают партии фильтров, которые обернуты по всей длине в мундштучную или другую отличную от обычной обертки фильтров оберточную бумагу фильтров с естественной проницаемостью от 50 до 500 единиц Кореста и имеют определенную в каждой партии степень вентиляции. Партии обернутых в вентилируемую обертку фильтров подают в соответствующие машины, на которых изготавливают сдвоенные сигареты с расположенным между двумя обернутыми табачными стержнями сдвоенным фильтром, который соединяют с обоими обернутыми табачными стержнями двумя узкими соединительными полосками, разрезают сдвоенный фильтр, получая две сигареты с фильтром, и изготавливают таким путем на разных машинах разные партии сигарет с разной степенью вентиляции фильтров. Другой способ изготовления сигарет с фильтром, содержащих фильтр, обернутый в мундштучную или другую оберточную бумагу фильтра с естественной проницаемостью от 50 до 500 единиц Кореста, отличную от обычной обертки фильтра и содержащую нанесенный на нее порошковый материал, и обернутый в оберточную бумагу табачный стержень, заключается в том, что в машину для изготовления фильтров подают фильтрующий тампон, в соединенную с машиной для изготовления фильтров машину, предназначенную для нанесения порошкового материала, подают мундштучную или другую оберточную бумагу фильтра, на которую наносят порошковый материал, обертывают фильтрующий тампон обработанной оберткой, разрезают обернутый фильтрующий тампон на части, длина которых соответствует длине фильтра, и подают их в машину для изготовления сигарет с фильтром, в которой используют узкую соединительную полоску для соединения фильтра и табачного стержня с получением сигарет с фильтром. При изготовлении сигареты обеспечивается существенная экономия материалов без серьезных изменений технологии ее изготовления и используемых для изготовления сигареты материалов. Конструкция сигареты не требует использования двух или нескольких различных оберточных материалов. 3 н. и 25 з.п. ф-лы, 4 ил.
Комментарии