Способ изготовления изогнутых металлических труб - SU1360576A3
Код документа: SU1360576A3
Чертежи

Описание
13
Изобретение относится к обработке металлов давлением, в частности к технологии горячей гибки труб.
Целью изобретения является сниже-- ние затрат и повышение качества труб за счет выравнивания механических свойств на изогнутом и прямых участ как.
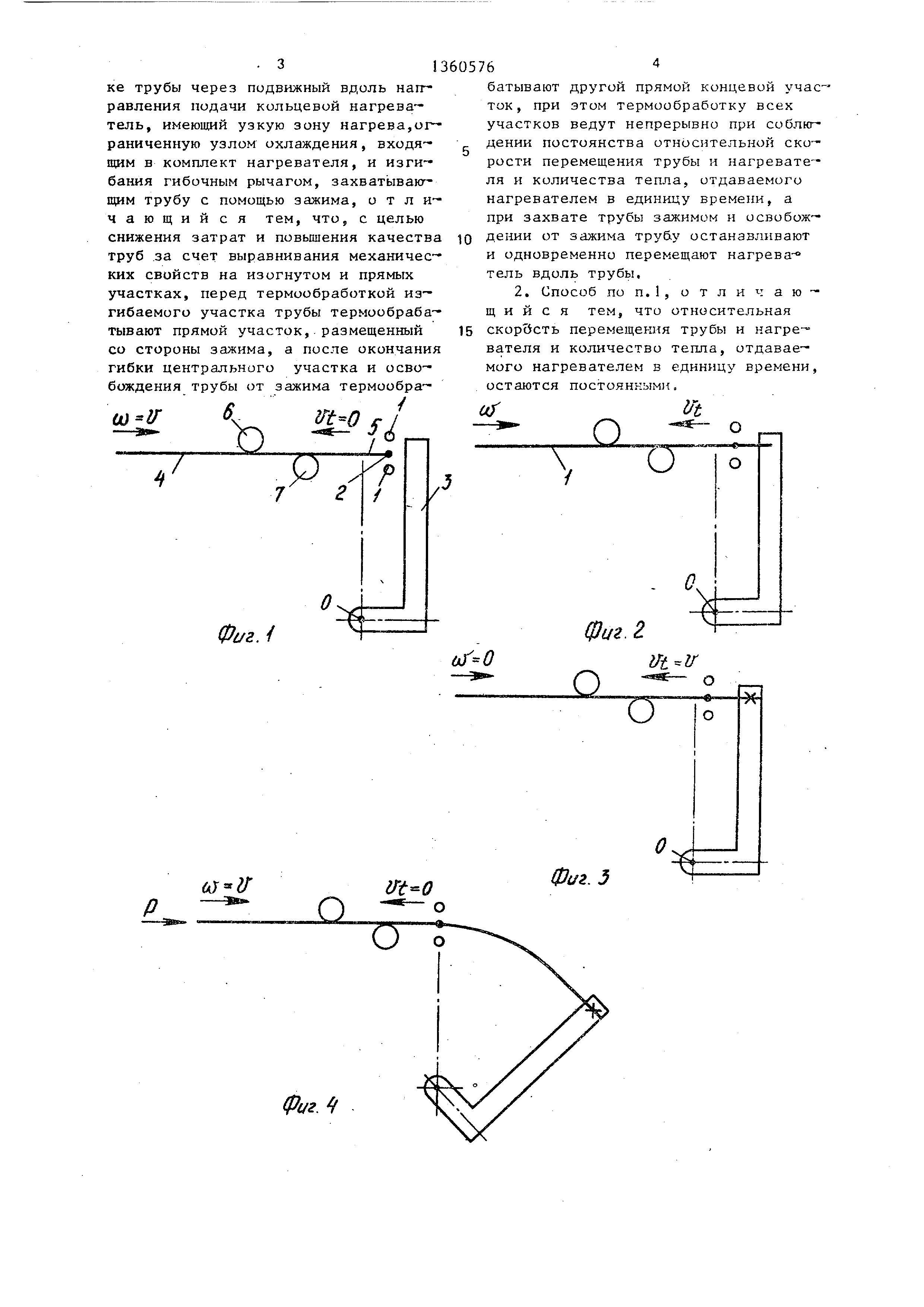
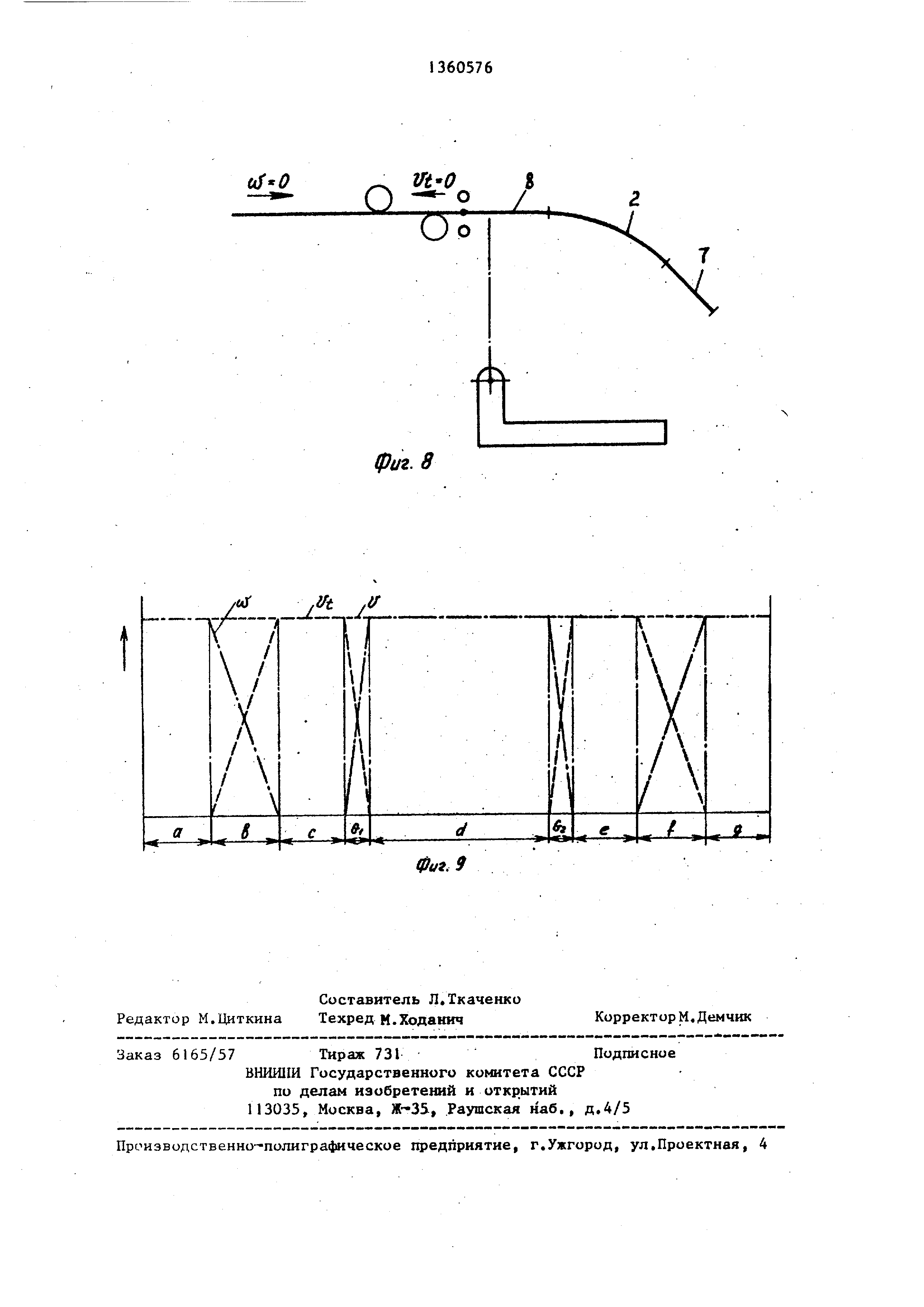
На фиг, I 8 показана последова- тельность деформирования и термооб - работки трубы; на фиг, 9 распределение скоростей пеБемещения трубы и нагревателя, а также их относительных скоростей.
Способ осуществляют следующим образом .
Кольцевой нагреватель 1 с центром нагревательной зоны 2 устанавливают правей плоскости 5 проходящей через ось поворота гибочного рычага 3 перпендикулярно направлению подачи трубы А. Передний конец 5 трубы со скоростью W вводят в неподвижный нагреватель ij который, перемещаясь,. начи- нает термообрабатывать его (фиг.9). Раньше чек передний конец 5 дойдет до зажима рычага 3, тормозят трубу 4 и отводят нагреватель назад со cKOpxJCTbjo V, J обеспечивая постоянст- во относительной скорости v (фиг,2, участок Ъ на фиг.9), В момент остановки трубы гибочным рычагом скорост перемещения нагревателя v v (фиг.З, участок с на фиг,9). Проис- ходит захват переднего конца, качина ется гибка трубы за счет Р при повороте гибочного рычага и при поддер кй.нии трубы роликами 6 и 7.При этом скорость перемещения нагревате- ля уменьв1ается и по достижении жения близ плоскости 5 проходящей через ось О перпендикулярно направле- W:K подэлШг нагреватель останавлива-
ется 5 а скорость перемещения трубы
W достигает величины v (фиг«4, участ ки G }i d на фи г, 9 ).
После получения гнутого трубчато- го участка на предыдущем этапе труба приостанавливается (участок G на ,. 9) для освобождения от захвата, а магре.вательное устройство отводится назад со скоростью v v (фиг,5, участок е на фиг.9), Освобожденную от захвата трубу подают вперед с уве ,1етчявающайся скоростью w, а нагреватель rl:ape.eщaют навстречу с уменьшающейся скоростью Г (фиг.6, участок f на Лчго 9)., После останова наг5
0 5 0 0
5
Q g
ревателя (участок g на фиг,9) труба перемещается вперед со скоростью w V до тех пор, пок не будет провидена термообработка на участке 8 (фиг,8). После этого при о стан ав ли ваг- ют трубу и приостанавливают работу нагревателя (фиг,8),
При термообработке прямых участков скорость V может быть увеличена, при одновременном пропорциональном увеличении количества т.епла в единицу времени за изменением температуры целесообразно установить контроль. Для.проведения способа целесообраз- но применять программное управление. Пример, Способ опробован на трубе из материала АР 1X52 диаметром 24 дюйма, толщина стенки 1/2 дюйма, длина 330 м. Нагрев начинают,когда труба выдвинута на 50 мм относительно плоскости, проходящей через ось вращения гибочного рычага перпендикулярно направлению подачи с относительной скоростью перемещения нагревателя и трубы 0,7 мм/с. При переме- ш,ении трубы на 600 мм ее приостанавливают и закрепляют в гибочном рычаге ,
При перемещении вперед трубы на 2870 мм и достиже1а1и гибочным рычагом положе1шя, при котором рычаг совершил поворот под углом 90 °i подачу трубы приостанавливают. При этом, освободив трубу из зажима гибочного рычага, чтобы не было препятствия передвижению трубы, начинают подачу трубы со скоростью 0,7 мм/с при отводе назад нагревательного устройства на 100 мм.
При перемещении вперед трубы на 550 мм нагрев и подачу трубы прекращают и осуществляют отпуск при 580 С в течение часа.
Изобретение позволяет непрерывно изготовлять гнутую металлическую трубу,, проходящую целиком однородную тепловую обработку, при низких затратах и с высокой точностью,
Формула изобретения
1. Способ изготовления изогнутых металлических труб преимущественно с прямыми концевыми участками, размещенными по обе стороны изогнутого центрального участка, включающий термообработку изгибаемого участка путем перемещения подвергаемой обработке трубы через подвижный вдоль нагг- равления подачи кольцевой нагрева - тель, имеющий узкую зону нагрева, раниченную узлом охлаждения, входящим в комплект нагревателя, и изгибания гибочным рычагом, захватываю щим трубу с помощью зажима, о т л и- чающий ся тем, что, с целью снижения затрат и повьшения качества труб за счет выравнивания механических свойств на изогнутом и прямых участках, перед термообработкой изгибаемого участка трубы термообраба- тывают прямой участок, размещенный со стороны зажима, а после окончания гибки центрального участка и освобождения трубы от зажима термообра-
л«им .
батывают другой прямой концевой участок , при этом термообработку всех участков ведут непрерывно при соблюдении постоянства относительной ско
рости перемещения трубы и нагревателя и количества тепла, отдаваемого нагревателем в единицу времени, а при захвате трубы зажимом и освобож-
дении от зажима Tpy6iy останавливают и одновременно перемещают нагрева-° тель вдоль трубы,
2. Способ ПОП.1, отличающийся тем, что относительная
скорость перемещения трубы и нагре- вателя и количество тепла, отдаваемого нагревателем в единицу времени, остаются постоянными,
ЛГVt
х-ч ,«3t О
.
о
о
Реферат
Изобретение относится к обра- ботке металлов давлением, в частное ти к технологии гибки труб (Т).Целью изобретения является снижение затрат и повышение качества Т за счет выравнивания механических свойств на изог нутом и прямых участках. Для этого сначала производят термообработку переднего прямого конца Т, а затем - изгибаемого участка в процессе его изгиба и, наконец, заднего конца.Процесс ведут при соблюдении постоянства соотношения относительной скорости перемещения трубы и нагревателя и количества тепла, отдаваемого наг-- ревателем в единицу времени. Изменение температуры контролируется.1 з.п, ijr-лы, 9 ил. со О5 о ел 05 о
Формула
Комментарии