Изобретение относится к обработке металлов давлением, в частности к технологии гибки труб.
Целью изобретения является повышение качества изделий за счет обеспечения
плавного изменения толщины стенки.
На фиг. 1 схематически представлено
устройство для осуществления .предлагаемого способа; на фиг. 2 кривая изменения радиуса гибки в
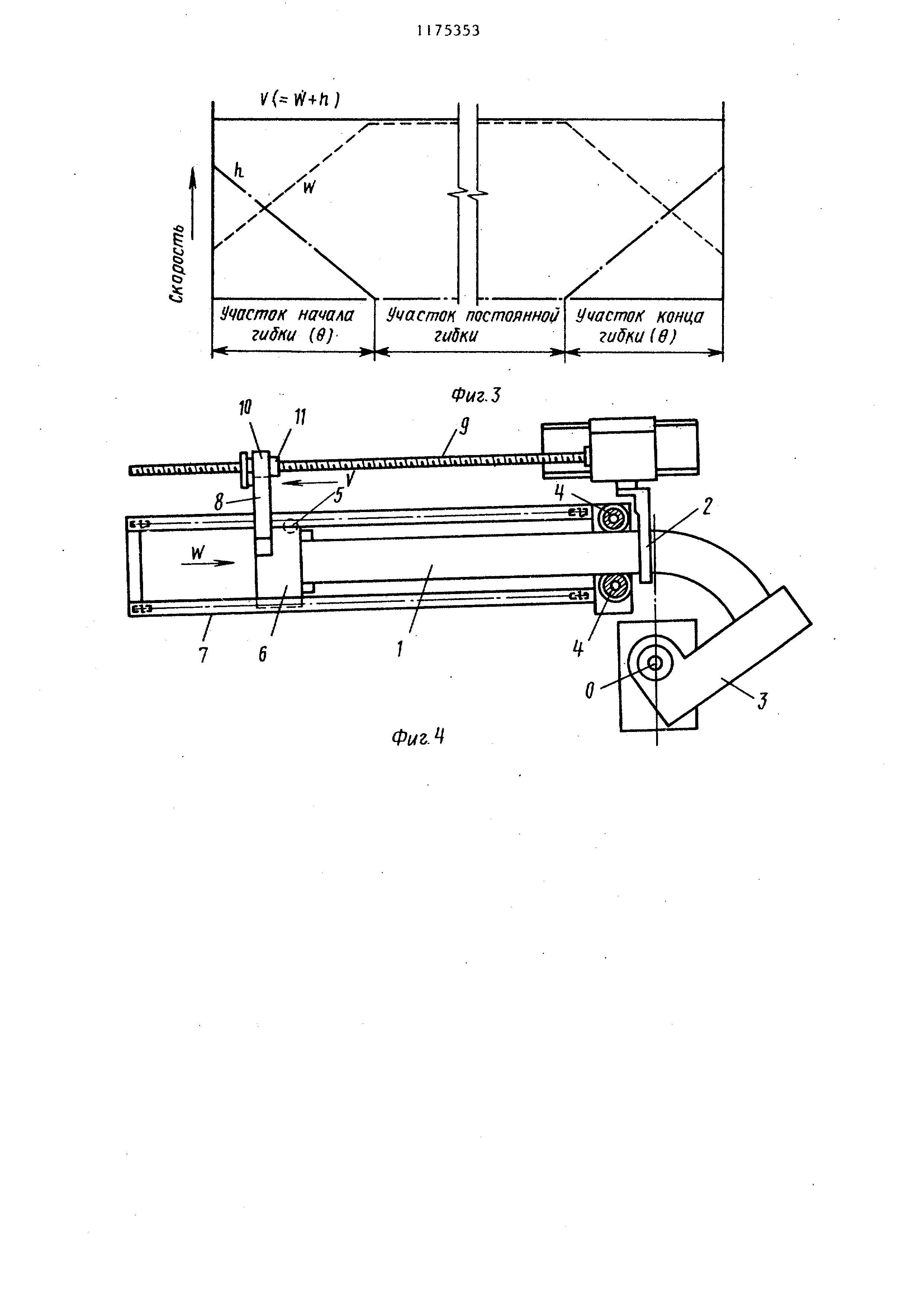
ходе деформирования (вариант 1) на фиг. 3 - кривые изменения скоростей
перемещения нагревателя и трубы; на фиг. 4 - механизм создания постоянной скорости нагрева, на фиг. 5
кривая изменения радиуса гибки в ход деформирования (вариант II).
Способ осуществляется следующим образом.
Трубу 1 вставляют в кольцевой
нагреватель 2, например индукционный и в зажим гибочного рычага 3, проведя
ее между направляющими роликами 4 и 5, при этом нагреватель помещают
в центр зоны деформирования, смещенный относительно вертикальной плоскости
, проходящей через центр поворта рычага 3.
Поворотом рьиага 3 осуществляют
перемещение трубы 1 со скоростью W вправо и ее гибку, нагреватель 2 перемещают
со скоростью h влево, при этом на протяжении всего процесса гики
, в том числе и на начальном и конечном этапах (О - Q 8 ), поддерживается
постоянной температура нагретой зоны пууем сохранения постоянным соотношения эффективной тепловой
мощности нагревателя и относительной скорости перемещения нагретой зоны
V W + h, регулируя их по программе
Наиболее целесообразным является
поддержание мощности нагревателя постоянной, но возможно ведение процесса
гибки и при переменной мощнос ,ти, если запас мощности подогревате
.ля достаточно; большой.
В первом случае- изменение скороетей
и эффективной мощности осуществляется следующим образом.
R
Для труб с отношением - 1,5
(Rg - требуемой радиус изгиба, D диаметр
трубы в начале гибки) скорость нагревателя h W изменяется до О в диапазоне угла 8 б о
при этом W const, суммарная (относительная ) скорость h + W V уменьшается
от 2W до W, а радиус кривизны от R 3D до. RP 1,5D.
В конце гибки скорость нагревате:ля h изменяется в обратном порядке:
скорость V увеличивается от W до 2W.
Соответственно изменяется эффективная
мощность нагревателя, что достигается регулированием по програ ме с обратной связью.
Во втором случае изменяются по заданной программе обе скорости h и
W при V const, а также при изменении радиуса гибки согласно заданной программе.
; Если принять, что радиус гибки из|;меняется на начальном и конечном этапах
гибки по гиперболе, то скорости на начальном этапе гибки должны изменяться по закону
Ч
h V
9 + а
где (f - текущий угол гибки,
а ( наибольший ра
1 RO
3
радиус в начале гибки, равный 31, RO 1,50) - эффективная длина ги-.
бочного рычага.
Для поддержания относительной скорости V постоянной может быть
применен механизм (фиг. 4), содержащий торцевой зажим 6, установленный в направляющих 7 и связанный через
кронштейн 8 с приводным винтом 9, закрепленным на нагревателе 2 и приводимым в движение от двигателя
с изменяемым числом оборотов (не показан) через редуктор 10 и гайку 11 (нагреватель 2 показан в положении
, соответствующем концу гибки).
Относительная скорость V поддерживается
постоянной пока скорость вращения гайки 11 поддерживается постоянной, а значение скорости V
выбирается равной обычной скорости гибки. Для управления гибкой в ее
начале медленно изменяют скорость W трубы 1 от малого значения (обычн
равного V/2) до большего значения
534
(равного V). Сначала, когда W меньше V, подогреватель перемещается влево , а когда W становится равной
V, подогреватель останавливается относительно точки О, после чего гибка осуществляется с постоянным
радиусом RQ в течение определенного времени, а в конце гибки скорость W становится меньше V постепенно
до тех пор, пока она примет значение наименьшей скорости, равной начальной
скорости (обычно V/2), и после этого гибка заканчивается.
Способ может быть усовершенствован , если в качестве кривой R f(op) взять кривую S (фиг. 5),
отличающуюся от гиперболы (кривая о) более крутым изменением в начальной стадии гибки и более пологим
в конечной. Такая усовершенствованная кривая более естественно соединяется
с кривой постоянного радиуса и облегчается гибкой при малом относительном радиусе.
Фиг.г
5
7 6 Фыг-Ц




Комментарии