Устройство и способ для гибки металлического удлиненного элемента - RU2234993C2
Код документа: RU2234993C2
Чертежи





Описание
Настоящее изобретение относится к устройству и способу гибки металлического удлиненного элемента, в частности стальной трубы.
Из патента США 4195506 известно устройство для гибки металлического удлиненного элемента, в частности металлической трубы, содержащее нагревательное средство для нагрева периферийного участка металлического удлиненного элемента, имеющего центральную ось, и средство для гибки удлиненного металлического элемента на нагретом периферийном участке для образования изогнутого участка, включающее средство для приложения растягивающей силы, предназначенное для приложения растягивающего усилия в двух точках, расположенных в противоположных направлениях от нагретого участка металлического удлиненного элемента для приложения к нему растягивающей силы, действующей вдоль центральной оси, первое регулировочное средство для регулирования растягивающей силы, перемещающее средство для перемещения металлического удлиненного элемента и нагревательного средства друг относительно друга в направлении центральной оси металлического удлиненного элемента, второе регулировочное средство для регулирования скорости относительного перемещения.
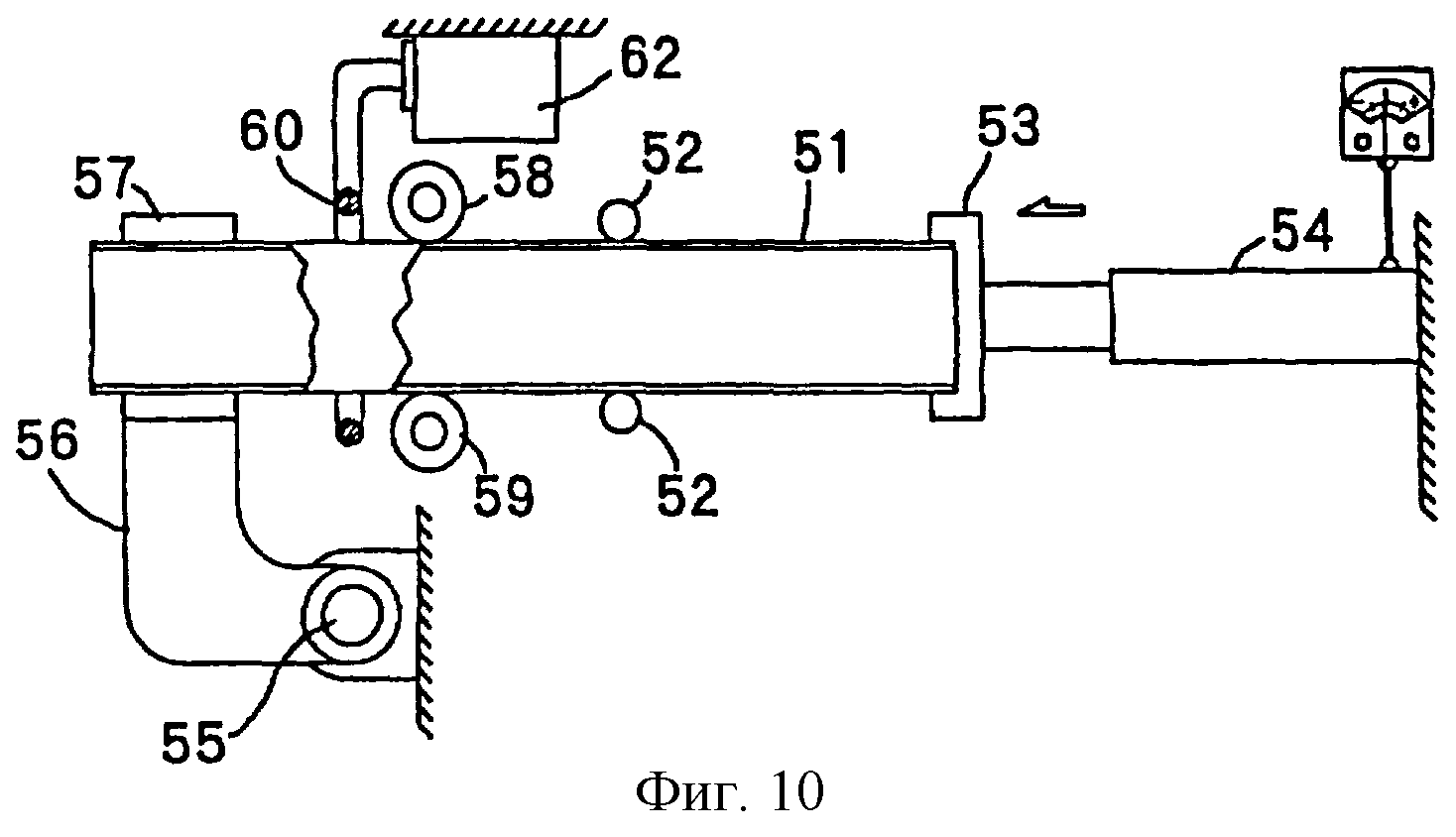
На фиг.10 показано известное устройство для гибки стальной трубы. При использовании этого устройства операцию гибки выполняют следующим образом.
(1) Как показано на фиг.10, стальную трубу 51, подлежащую гибке, устанавливают между парой опорных роликов 52, и задний конец трубы, обращенный к толкателю 54, удерживается с помощью упора 53. Передний конец трубы удерживается с помощью рычажного зажима 57, прикрепленного к поворотной консоли 56, которая обеспечивает поворот переднего конца стальной трубы 51 вокруг оси 55 поворота.
(2) Энергия подается к нагревательному элементу 60 посредством нагревательного устройства 62. Затем, как показано на фиг.11, стальную трубу 51 проталкивают через пару направляющих роликов 58 и 59, расположенных с правой и левой стороны трубы, с помощью толкателя 54 в направлении оси стальной трубы, перемещают в сторону нагревательного элемента 60 и пропускают через нагревательный элемент 60.
Таким образом, поданную с усилием стальную трубу 51 последовательно нагревают с помощью индуцированного тока от нагревательного элемента 60. Поскольку нагревательный элемент имеет круглую форму, периферия стальной трубы 51 нагревается по кругу вокруг оси трубы.
Как показано на фиг.12, поскольку переднюю сторону нагретого участка трубы последовательно охлаждают водой 62, льющейся из множества отверстий h, образованных по кругу на кругообразном канале 60а нагревательного элемента 60 так, чтобы получить охлажденный цилиндрический участок с стальной трубы 51, только участок t стальной трубы 51, имеющий ширину W, фактически остается в нагретом состоянии. Локально нагретый участок t последовательно “перемещается” в сторону заднего конца трубы по мере того, как стальная труба 51 перемещается вперед.
Температуру локального нагретого участка t поддерживают на уровне выше температуры кристаллизации трубы. Например, в случае трубы из углеродистой стали температуру нагретой зоны, имеющей заранее заданную ширину W в направлении оси стальной трубы, поддерживают в интервале от приблизительно 760°С до 900°С. Передний конец стальной трубы 51 перемещают вперед посредством толкающего усилия, действующего последовательно со стороны толкателя 54. Однако, поскольку стальная труба зафиксирована с помощью рычажного зажима 57, прикрепленного к поворотной консоли 56, она принудительно изгибается последовательно на локально нагретом участке t.
Однако с известным устройством для гибки стальных труб связаны следующие проблемы.
(1) Поскольку требуется достаточная жесткость для того, чтобы “справиться” с изгибающим моментом стальной трубы и с удерживающей силой, приложенной к стальной трубе через поворотную консоль, существует необходимость в массивном и громоздком устройстве для гибки труб. Таким образом, из-за громоздкости устройства, большое количество труб приходится сгибать на предприятиях, выполняющих гибку, которые расположены далеко от строительных площадок, что неизбежно сопряжено со следующими недостатками:
1. Во-первых, прямые трубы транспортируют на предприятие по гибке труб, и изогнутые трубы перевозят на строительные площадки с помощью грузовых автомобилей или судов. Изогнутые трубы занимают больше места по объему, следовательно, неизбежны более высокие затраты на транспортировку.
2. Трудно гибко регулировать траекторию гибки труб в соответствии с модифицированными схемами или проектами, или дополнительными заказами, которые часто имеют место на таких строительных площадках, как места строительства заводов и трубопроводов, и т.д.
(2) Поскольку при обычном способе сжимающая сила вследствие наличия удерживающей силы действует в направлении оси стальной трубы на стальную трубу, перемещающуюся вперед через поворотную консоль, уменьшение толщины трубы в некоторой степени предотвращается, но этого недостаточно. Чтобы компенсировать такое уменьшение толщины трубы, в качестве трубы для гибки используют трубу с толщиной на один размер больше по сравнению с прямой трубой, подлежащей соединению с изогнутой трубой.
Технической задачей настоящего изобретения стало создание устройства и способа для гибки металлического удлиненного элемента, решающего перечисленные проблемы.
Техническим результатом настоящего изобретения является создание устройства и способа для гибки металлических удлиненных элементов, таких как трубы или стержни, изготовленные, например, из стали, которые можно использовать непосредственно на строительных площадках в соответствии с ходом строительства, поскольку согласно настоящему изобретению устройство для гибки стальных труб имеет малые размеры, малый вес и является транспортабельным.
Техническим результатом настоящего изобретения также является создание устройства и способа для гибки металлических удлиненных элементов, обеспечивающих незначительное уменьшение толщины стенки стальной трубы во время операции гибки за счет приложения сжимающей силы с помощью устройства для приложения растягивающей силы в продольном направлении стальной трубы.
Дополнительным техническим результатом настоящего изобретения является повышение точности гибки стальной трубы, поскольку величину изгиба стальной трубы регулируют последовательно и постепенно.
Указанные технические результаты достигаются за счет создания устройства для гибки металлического удлиненного элемента, содержащего нагревательное средство для нагрева периферийного участка металлического удлиненного элемента, имеющего центральную ось, и средство для гибки удлиненного металлического элемента на нагретом периферийном участке для образования изогнутого участка, включающее средство для приложения растягивающей силы, предназначенное для приложения растягивающего усилия в двух точках, расположенных в противоположных направлениях от нагретого участка металлического удлиненного элемента для приложения к нему растягивающей силы, действующей вдоль центральной оси, первое регулировочное средство для регулирования растягивающей силы, перемещающее средство для перемещения металлического удлиненного элемента и нагревательного средства друг относительно друга в направлении центральной оси металлического удлиненного элемента, второе регулировочное средство для регулирования скорости относительного перемещения, в котором согласно изобретению средство для приложения растягивающей силы содержит цепь, размещенную параллельно центральной оси металлического удлиненного элемента с возможностью обеспечения сжатия изгибаемого участка и имеющую две точки, расположенные в противоположных направлениях от нагретого участка металлического удлиненного элемента для приложения к ним растягивающей силы.
Предпочтительно устройство содержит охлаждающее средство для охлаждения нагретого периферийного участка металлического удлиненного элемента, а перемещающее средство служит для перемещения этого охлаждающего средства относительно металлического удлиненного элемента.
Предпочтительно первое регулировочное средство содержит средство для измерения растягивающей силы, приложенной в двух точках металлического удлиненного элемента, и для индикации измеренной растягивающей силы в реальном времени.
Предпочтительно второе регулировочное средство содержит средство для измерения скорости относительного перемещения металлического удлиненного элемента и нагревательного средства и для индикации измеренной скорости относительного перемещения в реальном времени.
Предпочтительно средство для приложения растягивающей силы содержит первое приспособление, присоединенное к одному концу металлического удлиненного элемента, второе приспособление, присоединенное к другому концу удлиненного элемента, натяжной механизм, служащий для перемещения металлического удлиненного элемента в направлении центральной оси и прикрепленный ко второму приспособлению, при этом один конец цепи присоединен к первому приспособлению, другой конец которой присоединен к натяжному механизму, при этом оба конца цепи служат в качестве точек приложения растягивающей силы.
Предпочтительно устройство дополнительно содержит третье регулировочное средство для регулирования скорости натяжения.
Предпочтительно устройство дополнительно содержит измерительное средство для измерения радиуса изгиба изогнутого участка металлического удлиненного элемента непрерывно или периодически в реальном времени и служит для управления по меньшей мере одним из первого и третьего регулировочных средств в соответствии с измеренным радиусом изгиба во время гибки.
Предпочтительно измерительное средство содержит телескопический узел со стержнем, обеспечивающий измерение фактических величин изгиба изгибаемого участка металлического удлиненного элемента за счет расширения или сужения в соответствии с фактическим радиусом изгиба изгибаемого участка.
Предпочтительно устройство выполнено с возможностью сравнения измеренных фактических величин изгиба с заданными величинами изгиба, и осуществления управления по меньшей мере одним из указанных первым и третьим регулировочных средств в соответствии со значениями разности фактических и заданных величин изгиба.
Предпочтительно металлическим удлиненным элементом является стальная труба.
Технические результаты также достигаются за счет создания способа гибки металлического удлиненного элемента, включающего локальный нагрев цилиндрического участка на металлическом удлиненном элементе, перемещение локально нагретого участка металлического удлиненного элемента по направлению его центральной оси, гибку нагретого участка металлического удлиненного элемента посредством приложения растягивающего усилия и/или тягового усилия вдоль центральной оси металлического удлиненного элемента между двумя точками, расположенными в противоположных направлениях от нагретого участка, регулировку по меньшей мере одного из группы параметров, состоящей из растягивающего усилия, тягового усилия и скорости перемещения нагретого участка, в котором согласно изобретению используют растягивающее средство, содержащее цепь, проходящую параллельно центральной оси металлического удлиненного элемента, а растягивающее усилие и/или тяговое усилие обеспечивают приложением растягивающей силы между двумя точками цепи, расположенными в противоположных направлениях от нагретого участка с возможностью обеспечения сжатия изгибаемого участка металлического удлиненного элемента.
Предпочтительно дополнительно измеряют радиусы изгиба изогнутого участка металлического удлиненного элемента, а регулирование осуществляют на базе измеренных радиусов изгиба непрерывно или периодически во время выполнения гибки.
Далее изобретение будет пояснено более подробно со ссылкой на прилагаемые чертежи, на которых
Фиг.1 - выполненный с частичным разрезом вид в плане устройства для гибки труб в соответствии с первым вариантом осуществления настоящего изобретения;
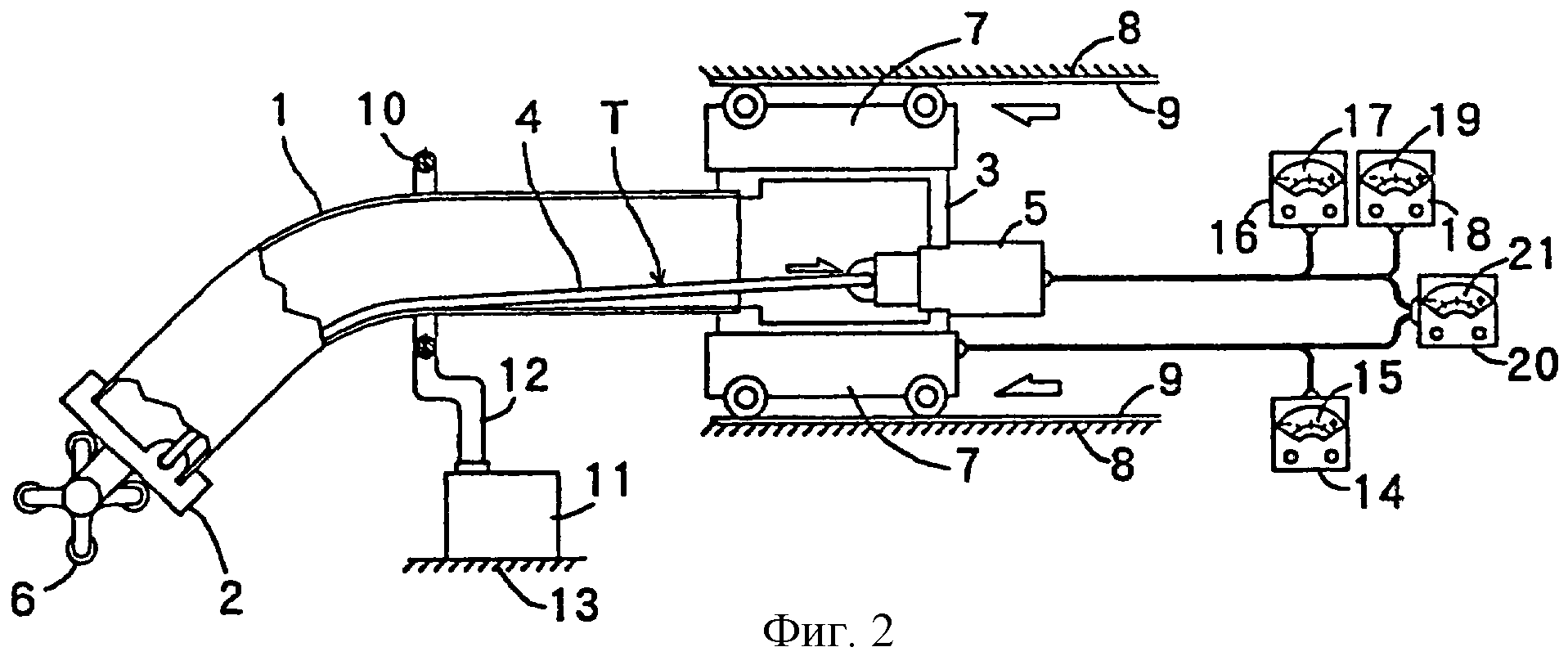
фиг.2 - вид, показывающий вызывающее гибку трубы перемещение устройства для гибки труб в соответствии с первым вариантом выполнения;
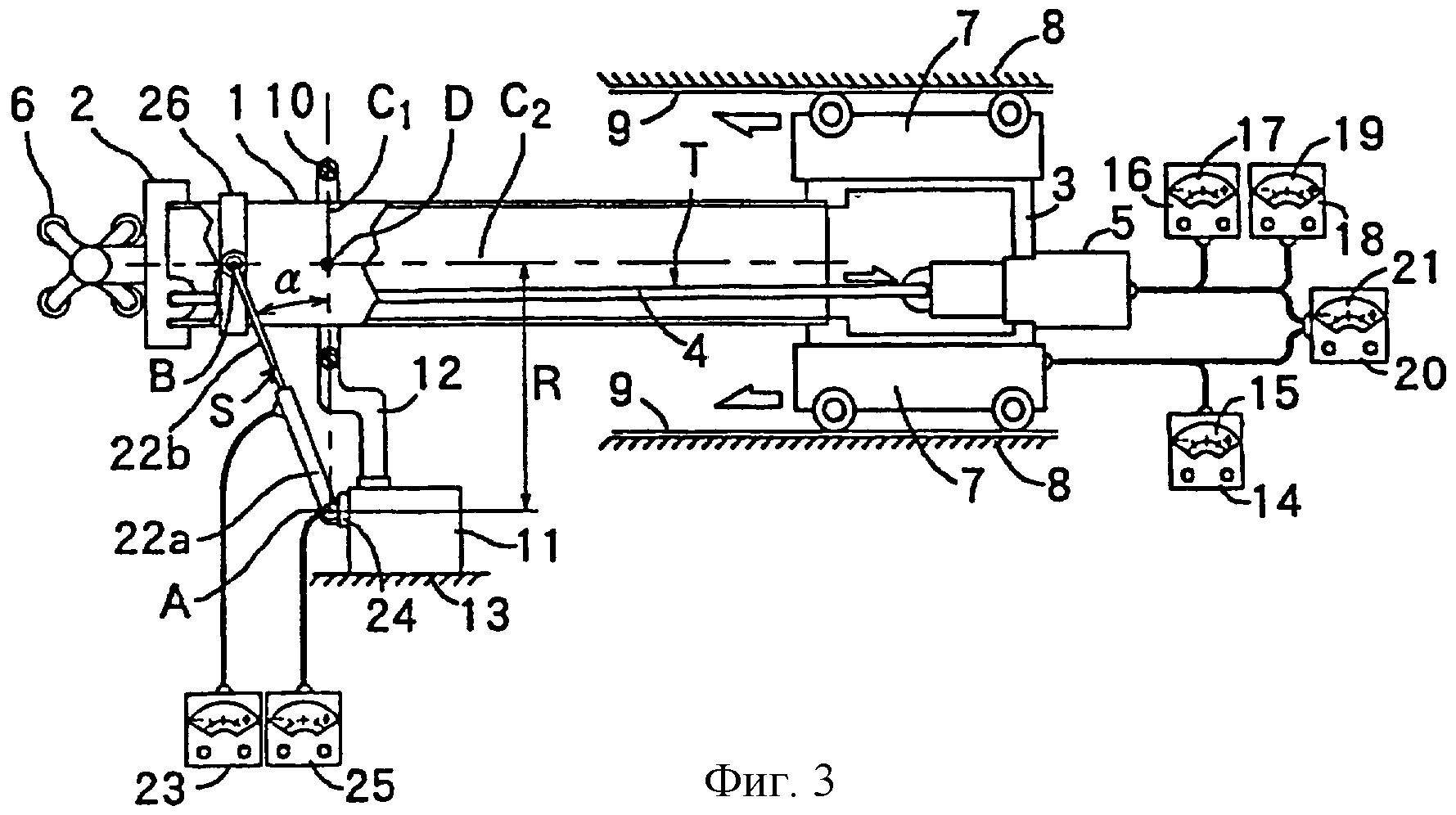
фиг.3 - выполненный с частичным разрезом вид в плане устройства для гибки труб в соответствии со вторым вариантом выполнения настоящего изобретения;
фиг.4 - вид, предназначенный для изображения вызывающего гибку трубы перемещения устройства для гибки труб в соответствии со вторым вариантом осуществления;
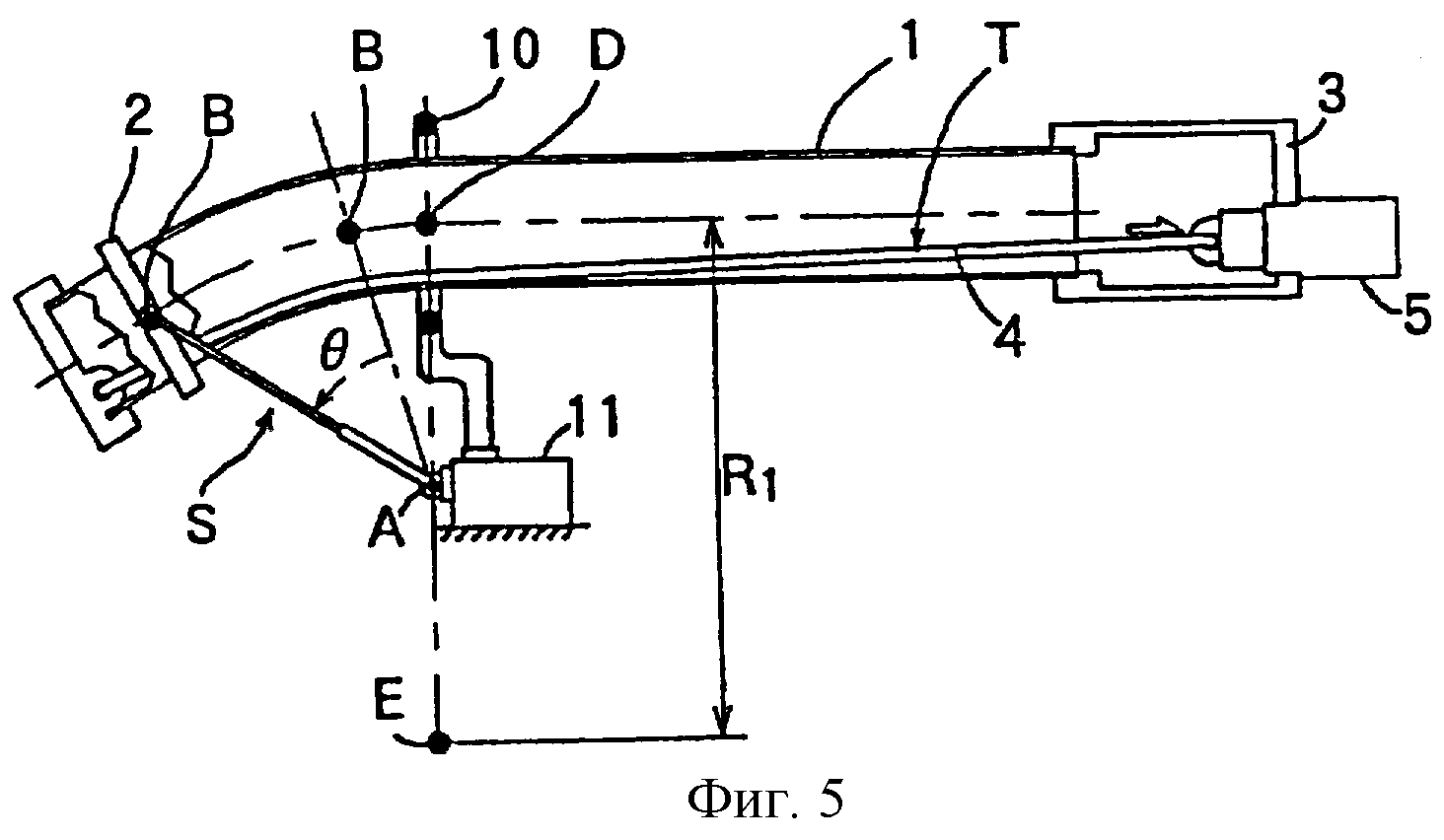
фиг.5 - вид в плане существенной части устройства для гибки труб в соответствии со вторым вариантом выполнения;
фиг.6 - выполненный с частичным разрезом вид в плане устройства для гибки труб в соответствии с третьим вариантом выполнения настоящего изобретения;
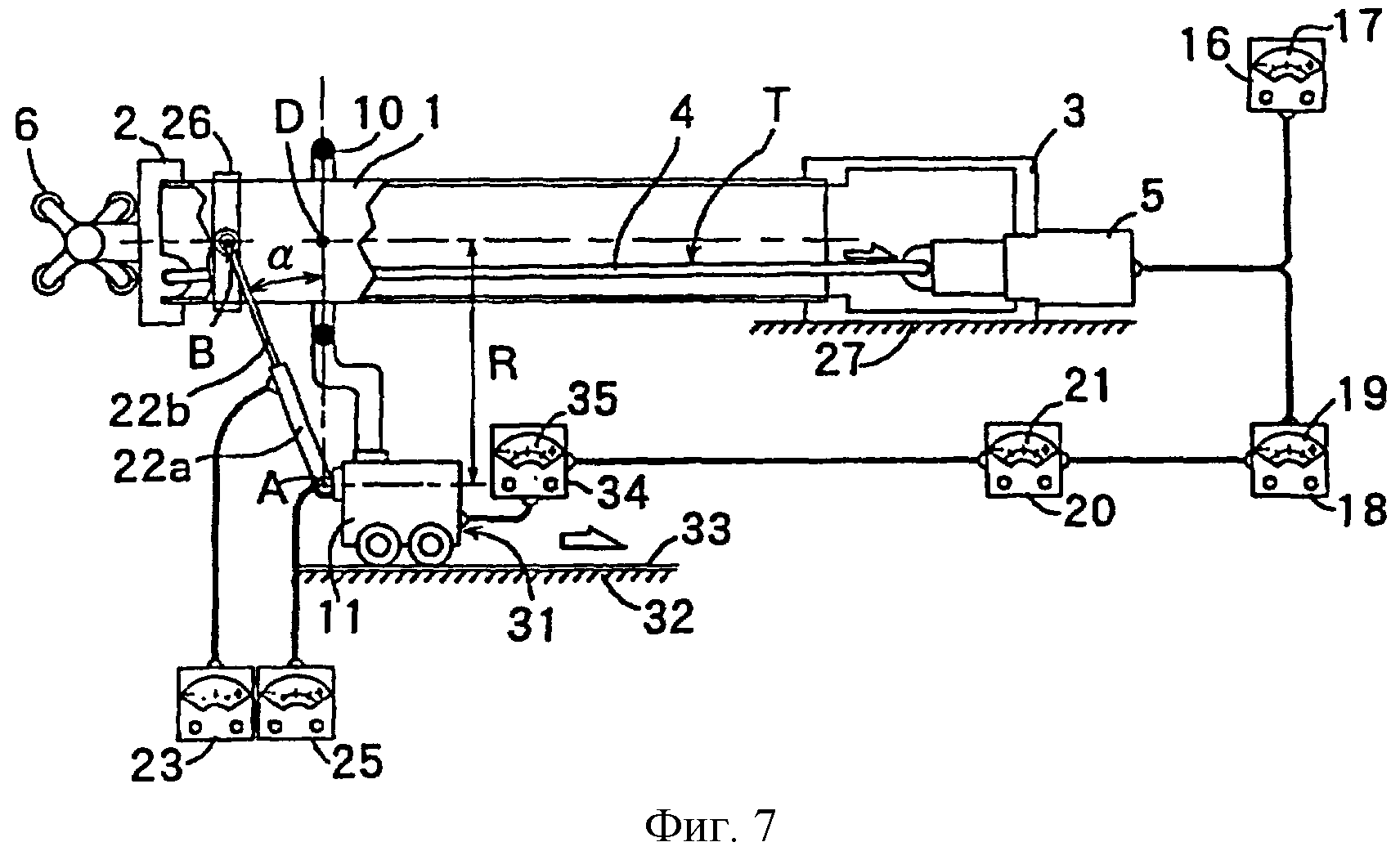
фиг.7 - выполненное с частичным разрезом изображение модификации устройства для гибки труб, показанного на фиг.6;
фиг.8 - выполненный с частичным разрезом вид в плане устройства для гибки труб в соответствии с четвертым вариантом выполнения настоящего изобретения;
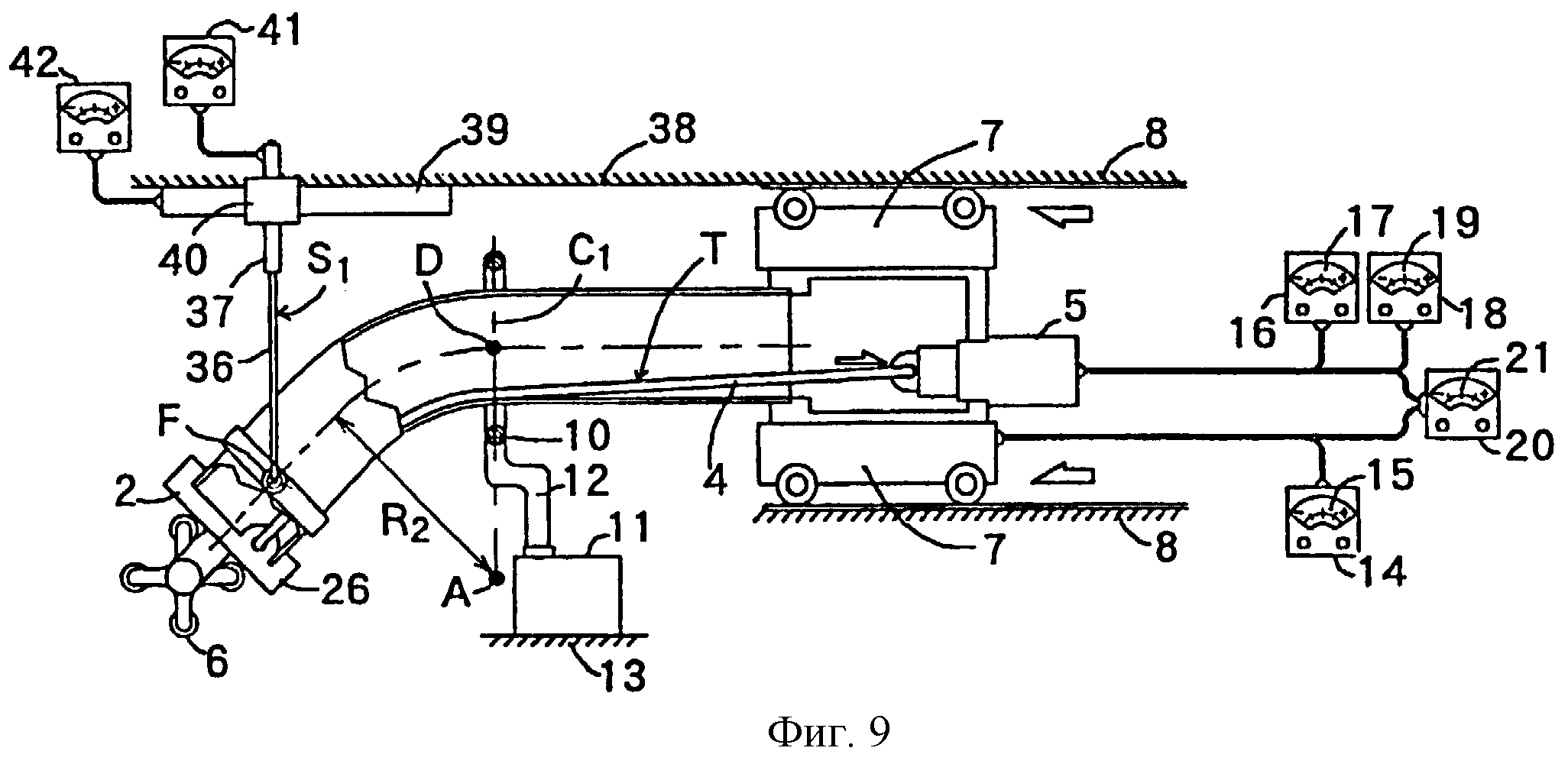
фиг.9 - вид, показывающий вызывающее гибку трубы перемещение устройства для гибки труб в соответствии с четвертым вариантом выполнения;
фиг.10 - выполненный с частичным разрезом вид в плане известного устройства для гибки труб;
фиг.11 - вид, показывающий вызывающее гибку трубы перемещение известного устройства для гибки труб; и
фиг.12 - увеличенное сечение нагревательного элемента с фиг.10, на котором показана кривая распределения температур вблизи нагретого участка вдоль оси стальной трубы.
Первый вариант осуществления
Фиг.1 представляет собой выполненный с частичным разрезом вид в плане устройства для гибки труб в соответствии с первым вариантом осуществления, а фиг.2 показывает вызывающее гибку трубы перемещение устройства для гибки труб. Вариант осуществления первого способа реализован путем использования устройства для гибки труб, показанного на фиг.1 и 2.
На этих фигурах позиция 1 обозначает стальную трубу, передний и задний конец которой зажаты соответственно передней зажимной скобой 2 и задней зажимной скобой 3. Ссылочная позиция Т обозначает устройство для приложения растягивающей силы, которое обеспечивает приложение растягивающей силы между зажимной скобой 2 и зажимной скобой 3. Устройство Т содержит цепь 4 и гидроцилиндр 5, который обеспечивает приложение растягивающей силы к цепи. Передний конец цепи 4 прикреплен к передней зажимной скобе 2 с возможностью поворота, а задний конец цепи прикреплен с возможностью поворота к гидроцилиндру 5, который жестко прикреплен к задней зажимной скобе 3.
Передний и задний концы цепи 4 выровнены вдоль эксцентрической осевой линии, параллельной центральной оси присоединенной стальной трубы 1. Оба конца цепи служат в качестве точек приложения растягивающей силы, приложенной к цепи 4 со стороны гидроцилиндра 5.
Регулируемое колесное устройство, имеющее множество колес, которое прикреплено к передней зажимной скобе 2 для создания опоры для веса стальной трубы, может свободно перемещаться по горизонтальному полу. В альтернативном варианте передний конец трубы может быть прямо или непрямо уложен на колесное устройство. Устройство 7 для перемещения стальной трубы, к которому жестко прикреплена задняя зажимная скоба 3, может перемещаться вдоль направляющих 9, уложенных на противолежащие опоры 8 и проходящих в направлении оси стальной трубы 1. Позиция 10 обозначает нагревательный элемент, который расположен соосно вокруг стальной трубы 1 для нагрева периферии стальной трубы 1, а ссылочный номер 11 обозначает нагревательное устройство. Корпус нагревательного устройства 11, который прикреплен к опоре 13, служит опорой нагревательному элементу 10, удерживаемому посредством держателя 12 нагревательного элемента. Детализированная конструкция и функции нагревательного элемента аналогичны конструкции и функциям обычного нагревательного элемента, показанного на фиг.12.
Устройство 7 для перемещения стальной трубы может быть приведено в движение по направляющим с помощью электропривода, и скорость его перемещения можно регулировать вручную с помощью регулятора 14 скорости, управлять которым может оператор, используя измеренное значение скорости перемещения, видимое на имеющем шкалу приборе 15 для измерения скорости, для перемещения стальной трубы. Растягивающее усилие или степень растяжения, действующую со стороны гидроцилиндра 5 или обеспечиваемую гидроцилиндром 5 для того, чтобы тянуть цепь 4, можно регулировать вручную с помощью регулятора 16 растягивающего усилия, используя величину растягивающей силы, измеренную имеющим шкалу прибором 17 для измерения растягивающей силы.
Растягивающую силу, действующую со стороны гидроцилиндра, можно регулировать путем регулирования скорости натяжения цепи, поскольку растягивающее усилие и скорость натяжения цепи взаимосвязаны друг с другом.
В данном варианте осуществления скорость натяжения цепи, вызванного гидроцилиндром 5, можно регулировать вручную с помощью регулятора 18 скорости натяжения, используя величину скорости натяжения, измеренную имеющим шкалу прибором 19 для измерения скорости натяжения.
Отношение скорости натяжения цепи 4 к скорости перемещения локально нагретого участка t (см. фиг.12) относительно стальной трубы 1 регулируют с помощью регулятора 20 отношения скоростей, и измеренное значение этого соотношения видно на указателе 21 соотношения скоростей. Температуру нагрева стальной трубы 1 с помощью нагревательного элемента 10 и температуру охлаждающей воды 62, предназначенной для охлаждения нагретой зоны трубы 1, можно регулировать с помощью регулировочных средств (не показаны)
Ниже будет описана операция гибки стальной трубы при использовании устройства с описанной выше конструкцией.
Стальную трубу 1 перемещают вперед путем приведения в движение устройства 7 для перемещения стальной трубы, и гидроцилиндр 5 обеспечивает приложение заранее заданной растягивающей силы к цепи 4. Таким образом, осуществляется непрерывная гибка стальной трубы 1 на локально нагретом участке t (см. фиг.12), который совершает относительное перемещение назад при последовательном действии на него сжимающей силы в направлении эксцентрической оси стальной трубы, поскольку оба конца цепи 4 выставлены по эксцентрической оси.
Если скорость натяжения цепи 4 увеличивается (то есть растягивающая сила увеличивается), радиус изгиба стальной трубы может быть уменьшен вследствие возрастающей величины изгиба в единицу времени. С другой стороны, если скорость натяжения цепи 4 уменьшается (то есть растягивающая сила уменьшается), радиус изгиба трубы может быть увеличен вследствие уменьшающейся величины изгиба в единицу времени. В альтернативном случае, если скорость перемещения устройства 7 для перемещения стальной трубы уменьшается, радиус изгиба трубы может быть уменьшен вследствие тех же причин, которые были указаны выше.
Следовательно, если отношение V1/V2, где V1 представляет собой скорость натяжения цепи 4, а V2 представляет собой скорость перемещения устройства 7 для перемещения стальной трубы, увеличивается, радиус изгиба уменьшается, и наоборот.
Как описано для данного варианта осуществления, при выполнении операции гибки стальной трубы путем приложения растягивающей силы в двух точках приложения, выставленных по эксцентрической оси стальной трубы 1, радиус изгиба стальной трубы 1 можно регулировать так, чтобы получать заранее заданную величину радиуса, например, в соответствии с кривой изгиба, изображенной на полу, поскольку можно регулировать упомянутую выше скорость натяжения (то есть растягивающую силу) и относительную скорость вышеупомянутого локально нагретого участка и трубы. Такая операция гибки может быть выполнена в реальном времени непрерывно или с перерывами путем настройки вручную, по меньшей мере, одного из регуляторов 14, 16, 18, 20 в соответствии с измеренной величиной или величинами, воспроизводимыми на шкале соответствующего измерительного прибора или приборов 15, 17, 19, 21.
В первом варианте осуществления подавляется уменьшение толщины трубы во время выполнения операции гибки, поскольку обеспечивается сжатие стальной трубы в продольном направлении путем приложения растягивающей силы между двумя точками приложения вдоль эксцентрической оси стальной трубы.
Кроме того, поскольку в первом варианте осуществления стальная труба может быть изогнута путем использования устройства для приложения растягивающей силы, можно выполнить устройство для гибки труб с меньшими размерами и весом. Таким образом, отсутствует необходимость в подготовке массивного и тяжелого устройства для того, чтобы “справляться” с очень большим изгибающим моментом, как можно видеть у обычных толкателей (предназначенных для приложения толкающего усилия) и поворотных рычагов. Следовательно, настоящее изобретение позволяет выполнить устройство для гибки труб транспортабельным и более легко устанавливаемым на строительных площадках.
Второй вариант осуществления
На фиг.3 и 4 показано устройство в соответствии со вторым вариантом осуществления. Вариант осуществления второго способа реализован с помощью устройства для гибки стальных труб по второму варианту осуществления.
Устройство для гибки стальных труб по второму варианту осуществления представляет собой устройство, аналогичное устройству по первому варианту осуществления за исключением того, что во втором варианте осуществления устройство имеет дополнительный измерительный прибор (далее называемый измерительным прибором) S, указатели 23, 25 и измерительный прибор 24. Измерительный прибор S поворачивается в соответствии с операцией гибки стальной трубы 1 и измеряет величину удлинения или укорачивания телескопического узла со стержнем или плеча измерительного прибора S в соответствии с углом θ поворота с целью измерения величины изгиба (далее “фактическая величина изгиба”) стальной трубы 1 в реальном времени непрерывно или с перерывами. Указатель 23 обеспечивает индикацию величины изгиба, измерительный прибор 24 определяет угол поворота измерительного прибора S, а указатель 25 обеспечивает индикацию угла поворота измерительного прибора S.
За исключением приборов и указателей, связанных с измерительным прибором S, устройство для гибки труб имеет ту же конструкцию, что и в первом варианте осуществления. Поскольку на фиг.3 и 4 те же ссылочные номера используются для обозначения тех же или аналогичных элементов и устройств, что и на фиг.1, подробное описание устройства опущено.
Вышеупомянутый измерительный прибор S содержит цилиндр 22а и подвижный стержень 22b, встроенный в цилиндр 22а так, чтобы обеспечить возможность выдвижения стержня. Дальний конец стержня 22b прикреплен с возможностью поворота к круглому металлическому приспособлению 26, прикрепляемому к наружной периферии переднего конца стальной трубы 1 с помощью оси В, прикрепленной к приспособлению с возможностью поворота относительно приспособления 26. Ближний конец цилиндра 22а прикреплен с возможностью поворота к корпусу нагревательного устройства 11 посредством оси А, прикрепленной к корпусу с возможностью поворота относительно корпуса.
Измерительный прибор S поворачивается вокруг оси А в соответствии с операцией гибки стальной трубы 1 при сохранении его длины постоянной или при изменении его длины, и ось В играет роль самой наружной поворачивающейся точки измерительного прибора S.
Ссылочный номер C1 обозначает осевую линию в направлении диаметра нагревательного элемента 10, которая перпендикулярна осевой линии или центральной оси С2 стальной трубы 1 в плоскости, параллельной полу. Центр А поворота находится на продолжении осевой линии C1. На фиг.3 точка D пересечения, в которой осевая линия C2 и центральная ось C1 пересекаются друг с другом, представляет собой точку начала [зарождения] изгиба стальной трубы 1.
Как показано на фиг.3, перед гибкой измерительный прибор S расположен так, что он находится под углом α поворота (это положение далее называется “исходным положением”) от центральной оси C1, и на этой стадии поворачивающаяся точка В расположена впереди по отношению к вышеуказанной точке D пересечения на осевой линии С2. В данном варианте осуществления начальный угол α устанавливают на уровне заранее заданной величины, например, 20°.
Вышеупомянутая “фактическая величина изгиба” выражается в виде величины удлинения или укорочения измерительного прибора S при угле θ поворота измерительного прибора S, когда длина измерительного прибора S в исходном положении задается нулевой.
Указатель 23 обеспечивает индикацию величины удлинения или укорочения. Угол θ поворота измерительного прибора S определяется измерительным прибором 24, и затем индикатор 25 обеспечивает индикацию измеренной величины θ.
При использовании устройства для гибки стальных труб с описанной выше конструкцией в соответствии со вторым вариантом осуществления, например, операция гибки на 90°, при которой ось А определяют как точку поворота измерительного прибора S и радиус R изгиба задан в виде расстояния между точкой D пересечения и точкой А поворота измерительного прибора S (то есть осью А), выполняется следующим образом:
(1) Заранее составляют таблицу, отражающую порядок гибки и показанную в виде таблицы 1, в которой длина измерительного прибора S показана по отношению к углу θ поворота измерительного прибора S. Длина измерительного прибора S при угле θ (от 1 до 90°) в таблице 1 означает заданную величину, выраженную в мм, при этом в исходном положении данная величина задается нулевой.

(2) Так же, как и в первом варианте осуществления, стальную трубу 1 последовательно изгибают путем приведения в движение устройства 7 для перемещения стальной трубы с тем, чтобы переместить стальную трубу вперед, и путем приложения растягивающей силы к цепи 4 со стороны гидроцилиндра 5, используя данные из таблицы 1. Как показано на фиг.4, стальную трубу 1 непрерывно изгибают на нагретом участке t (фиг.12), который последовательно перемещается назад за счет того, что на него действует сжимающая сила, действующая в направлении эксцентрической осевой линии трубы.
(3) Если во время операции гибки фактические величины изгиба, которые показывает указатель 23, представляют собой, например, величины из таблицы 2, то вышеуказанную скорость V1 натяжения, вызываемого гидроцилиндром 5, и скорость V2 перемещения устройства 7 для перемещения стальной трубы регулируют таким образом, что фактические величины изгиба достигают значений заданных величин. Это регулирование может быть выполнено вручную при наблюдении за показаниями указателя 23 или автоматически путем использования центрального процессора, имеющего память, и/или средства для ввода данных для заданной фигуры изгиба (не показаны), которые встроены между измерительным прибором S и регуляторами 14, 16, 18, 20 для приведения в действие регулятора в соответствии с сигналом, отображающим измеренный угол изгиба и представляющим собой выходной сигнал измерительного прибора.

Поскольку фактическая величина изгиба, например, +1 означает, что фактическая величина изгиба меньше заданной, регулировку выполняют путем увеличения вышеуказанной скорости V1 натяжения, уменьшения скорости V2 перемещения или увеличения отношения (V1/V2). Когда фактическая величина изгиба равна -1, предпринимают противоположные меры регулирования.
При операции гибки, изображенной на фиг.3 и 4, центр радиуса R изгиба задан в центре А поворота измерительного прибора S. Однако радиус изгиба стальной трубы 1 может быть увеличен путем установки центра радиуса в точке Е, расположенной на продолжении центральной оси C1 нагревательного элемента 5 в стороне от центра А поворота измерительного прибора S, с целью получения изогнутой трубы с большей величиной радиуса R1 , как показано на фиг.5.
Чтобы получить изогнутую стальную трубу 1 с радиусом R1, заданные величины изгиба определяют заранее и указывают, например, как показано в таблице 3. Заданные величины изгиба приведены в таблице для случая, когда расстояние между центром А поворота и точкой D начала изгиба задано равным 200 мм, а радиус R1 изгиба задан равным 500 мм. Заданные величины изгиба увеличиваются по мере постепенного увеличения углов θ поворота до 90°.

Хотя это и не показано на фигурах, центр радиуса изгиба стальной трубы 1 может быть задан на продолжении осевой линии C1 с той же стороны от нагревательного элемента на некотором расстоянии от центра А поворота. Если радиус изгиба постепенно увеличивать или уменьшать в точке начала изгиба и в конечной точке изогнутого участка, можно уменьшить изменение толщины изогнутой трубы вблизи этих точек. В этом случае операцию гибки выполняют так же, как описано выше.
Третий вариант осуществления
На фиг.6 проиллюстрировано устройство согласно третьему варианту осуществления изобретения. Вариант осуществления второго способа реализован с помощью устройства для гибки стальных труб по третьему варианту осуществления.
Вышеуказанное устройство для гибки стальных труб по второму варианту осуществления имеет такую конструкцию, что нагревательный элемент 10 зафиксирован, а стальную трубу 1 перемещают. В третьем варианте осуществления, напротив, устройство для гибки стальных труб имеет такую конструкцию, что стальная труба 1 неподвижна, а нагревательный элемент перемещают вдоль стальной трубы.
А именно, устройство для гибки имеет такую конструкцию, что задняя зажимная скоба 3 неподвижно прикреплена к опоре 27, а нагревательный элемент 10 прикреплен к устройству 28 для перемещения нагревательного элемента и перемещается вдоль стальной трубы 1. Скорость перемещения устройства 28 для перемещения нагревательного элемента регулируют с помощью регулятора 29 скорости устройства, при этом указатель 30 скорости перемещения показывает величину скорости перемещения. В остальном конструкция фактически такая же, как во втором варианте осуществления. Операцию гибки выполняют так же, как во втором варианте осуществления.
Вышеуказанное устройство 28 для перемещения нагревательного элемента перемещается по стальной трубе 1, но перемещение нагревательного элемента может быть выполнено с помощью устройства 31 другого типа для перемещения нагревательного элемента, которое имеет колеса, перемещающиеся по рельсу 33, прикрепленному к опоре 32, как показано на фиг.7. В данном случае скорость перемещения устройства 31 для перемещения нагревательного элемента регулируют с помощью регулятора 34 скорости, используя измеренную величину, которую показывает указатель 35 скорости перемещения нагревательного элемента. В этом случае операцию гибки также выполняют таким же образом, как во втором варианте осуществления.
Четвертый вариант осуществления
На фиг.8 и 9 проиллюстрировано устройство согласно четвертому варианту осуществления настоящего изобретения. Вариант осуществления второго способа реализован с помощью устройства для гибки стальных труб по четвертому варианту осуществления.
В устройстве для гибки труб по четвертому варианту осуществления используется удлиняемый измерительный прибор S1вместо измерительного прибора S по фиг.3. В остальном конструкция такая же, как во втором варианте осуществления, показанном на фиг.3.
Один конец стержня 36, образующий шкалу S1, присоединен с возможностью поворота к круглому приспособлению 26 посредством оси F с тем, чтобы обеспечить возможность его поворота вокруг данной оси, при этом другой конец стержня вставлен в цилиндр 37. Один конец цилиндра присоединен к направляющей 39, смонтированной на опоре 38, посредством ползуна 40 с тем, чтобы обеспечить возможность скольжения цилиндра вдоль направляющей.
Направляющая 39 жестко прикреплена к опоре 38, проходящей параллельно центральной оси С2 стальной трубы 1, и измерительный прибор S1 присоединен к направляющей 39 так, что измерительный прибор проходит параллельно центральной оси C1 нагревательного элемента.
Направляющая 39 в данном варианте осуществления служит в качестве направляющей штанги для измерительного прибора S1 во время выполнения операции гибки, как показано на фиг.9, а также в качестве измерительного прибора для определения расстояния, на которое был перемещен измерительный прибор S1, путем использования обычного датчика положения.
“Фактическая величина изгиба” в четвертом варианте осуществления выражена в виде удлинения измерительного прибора S1в соответствии с расстоянием L, на которое был перемещен измерительный прибор S1 вдоль направляющей 39, при этом длину измерительного прибора S1 перед операцией изгиба задают нулевой, как показано на фиг.8.
Указатель 41 показывает удлинение измерительного прибора S1. Указатель 42, предназначенный для индикации пройденного расстояния, показывает расстояние L, на которое был перемещен измерительный прибор S1 и которое определено измерительным прибором (направляющей) 39.
При использовании устройства для гибки стальных труб с описанной выше конструкцией в том случае, когда радиус R2 изгиба задан как расстояние между центральной точкой А на продолжении осевой линии C1 и точкой D начала изгиба на стальной трубе 1, гибку стальной трубы 1 на 90° выполняют следующим образом.
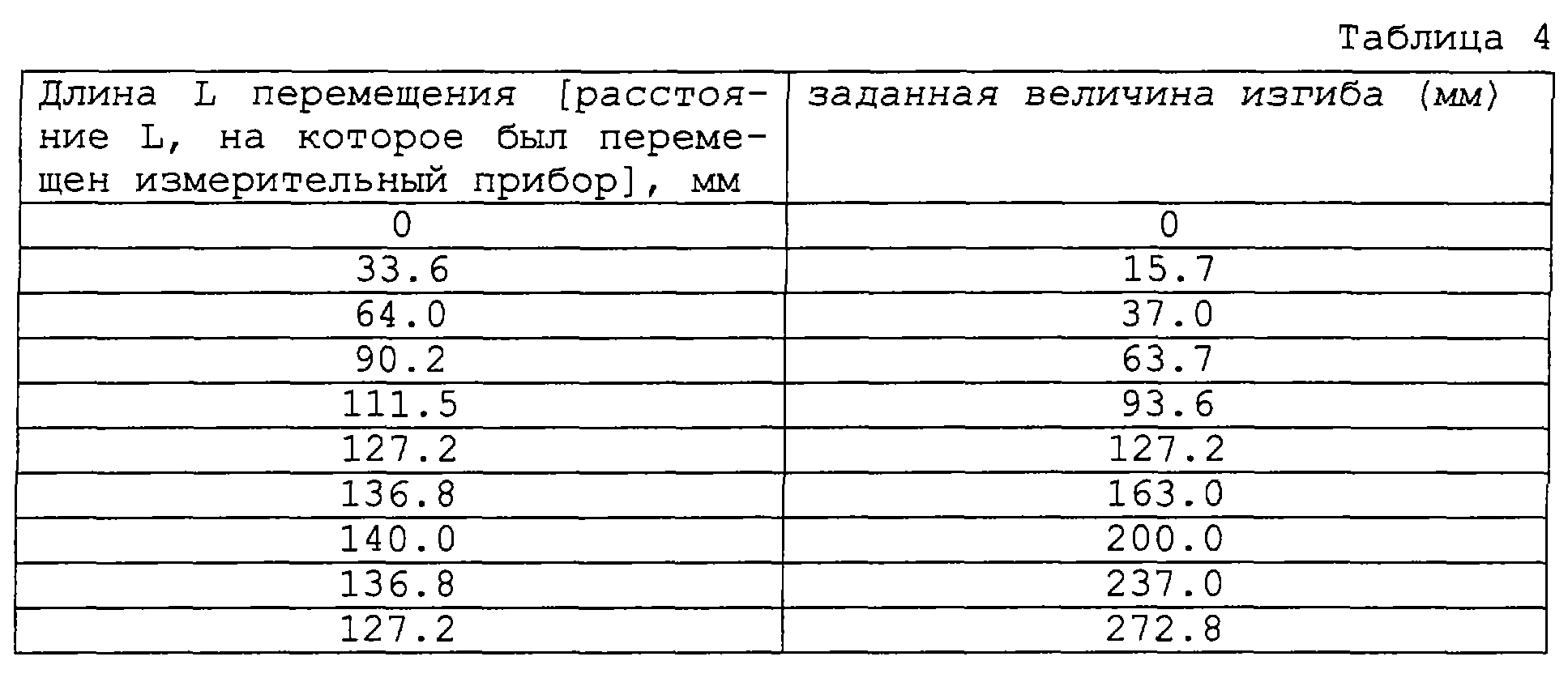
(1) Заранее составляют таблицу, отражающую порядок гибки и показанную в виде таблицы 4, в которой длина шкалы S1 показана по отношению к расстоянию L, на которое была перемещена шкала S1. В данной таблице приведены заданные величины изгиба, когда радиус изгиба задан равным 500 мм. Длина измерительного прибора S1 по отношению к расстоянию L, на которое перемещен измерительный прибор, означает “заданную величину изгиба” стальной трубы 1, выраженную в мм, при этом длина измерительного прибора S1 перед операцией гибки задается нулевой.
(2) Стальную трубу 1 последовательно изгибают путем приведения в движения устройства 7 для перемещения стальной трубы с тем, чтобы переместить стальную трубу вперед, и путем приложения растягивающей силы к цепи 4 со стороны гидроцилиндра 5, используя данные таблицы, так же, как в первом варианте осуществления. Стальную трубу 1 непрерывно изгибают на нагретом участке t, который последовательно перемещается назад за счет того, что на него действует сжимающая сила, действующая в направлении эксцентрической осевой линии трубы.
(3) Если во время операции гибки “фактические величины изгиба”, которые показывает указатель 41, представляют собой, например, величины из таблицы 5, то вышеуказанную скорость V1 натяжения, вызываемого гидроцилиндром 5, и скорость V2 перемещения устройства 7 для перемещения стальной трубы регулируют вручную таким образом, чтобы “фактические величины изгиба” достигли значений заданных величин.
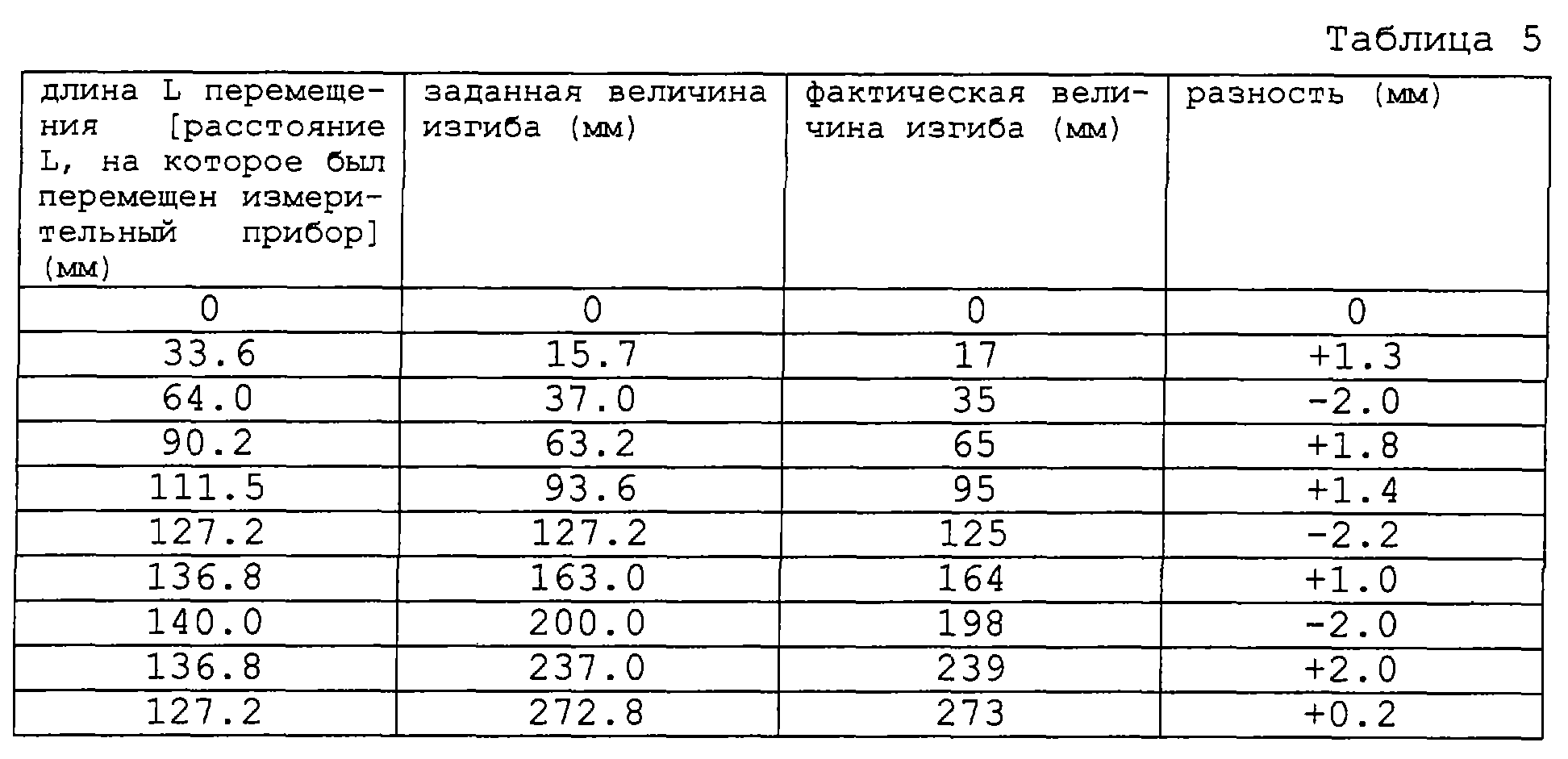
Например, если разность составляет +1,3, то есть это означает, что фактическая величина изгиба меньше заданной величины, или предпринимаются меры по увеличению скорости V1 натяжения, меры по уменьшению скорости V2 перемещения, или меры по увеличению отношения (V1/V2). Если разность составляет -2,0, то есть это означает, что фактическая величина изгиба превышает заданную, предпринимаются противоположные меры регулирования.
Порядок выполнения гибки в вышеприведенных вариантах осуществления 2-4 может быть записан на носителях записи в виде компьютерных программ с тем, чтобы обеспечить выполнение операций гибки под управлением от компьютера, как в первом варианте осуществления.
Реферат
Изобретение относится к области обработки металлов давлением и может быть использовано для гибки стальных труб. Устройство содержит нагревательное средство для нагрева удлиненного элемента, имеющего центральную ось, средство для гибки, включающее средство для приложения растягивающей силы в двух точках, расположенных в противоположных направлениях от нагретого участка. Устройство включает также первое регулировочное средство для регулирования растягивающей силы, перемещающее средство для перемещения металлического удлиненного элемента и нагревательного средства друг относительно друга в направлении центральной оси металлического удлиненного элемента, второе регулировочное средство для регулирования скорости относительного перемещения. Средство для приложения растягивающей силы содержит цепь, размещенную параллельно центральной оси металлического удлиненного элемента с возможностью обеспечения сжатия изгибаемого участка и имеющую две точки, расположенные в противоположных направлениях от нагретого участка металлического удлиненного элемента для приложения к ним растягивающей силы. С помощью данного устройства реализуется способ для гибки металлического удлиненного элемента. Повышается качество изогнутых металлических удлиненных элементов за счет незначительного уменьшения толщины стенки. 2 н. и 10 з.п. ф-лы, 5 табл., 12 ил.

Комментарии