Гибочная машина для листового металла - RU2663018C2
Код документа: RU2663018C2
Чертежи









Описание
Изобретение относится к гибочным машинам, предназначенным для гибки и деформации металлических полос, листов и стержней с целью получения полуфабрикатов и/или готовых изделий. В частности, изобретение относится к гибочной машине, оснащенной модульным и секционным пуансоном, который образован набором гибочных инструментов, прикрепленных с возможностью скольжения и регулирования к инструментальной траверсе, предусмотренной в машине. Изобретение относится также к гибочной машине, оснащенной системой автоматической замены и/или позиционирования гибочных инструментов.
Известны гибочные машины, называемые также гибочными прессами и содержащие пресс с механическим или гидравлическим приводом, способный перемещать верхний инструмент, так называемый, пуансон, чтобы он упирался в нижний инструмент, так называемую, матрицу, на которой расположена обрабатываемая деталь. Пуансон прикладывает к обрабатываемой детали силу, способную деформировать и изгибать обрабатываемую деталь под углом, который определяется конфигурацией применяемых инструментов.
Один тип гибочных машин содержит пуансон или гибочный узел, который включает в себя гибочную балку или нож с закругленными кромками и способен деформировать металлическую обрабатываемую деталь вдоль заданной линии сгиба. Обрабатываемая деталь закрепляется на рабочем столе машины при помощи соответствующего зажимного устройства, так называемого, прижима. Как правило, пуансон или гибочная балка состоит из набора гибочных инструментов или сегментов, которые прикрепляются к подвижной инструментальной траверсе, чтобы получить модульный и секционный пуансон. Количество и размер (ширину) инструментов выбирают в соответствии с длиной выполняемой гибки и/или с размерами обрабатываемой детали, в то время как тип инструментов выбирают в зависимости от параметров гибки (угол, форма).
Обычно для проведения гибки заданной длины на обрабатываемой детали необходимо выбрать из набора инструментов, установленных на траверсе, ближайшие инструменты, имеющие такие размеры (ширину), которые позволяют точно получить требуемую длину. Поскольку размеры инструментов стандартизированы и изменяются дискретно (обычно с шагом 10 мм) в соответствии с заданными форматами (шириной), получение требуемой гибки с набором инструментов, установленных на траверсе в текущий момент, является не всегда возможным. Поэтому для последовательного выполнения различных рабочих циклов, часто требуется по меньшей мере частичная замена гибочных инструментов, установленных на инструментальной траверсе.
В том случае, если необходимо выполнить множество операций или рабочих переходов для получения требуемого изделия из исходной заготовки (типичный пример - изготовление панели из плоского листового металла), ее приходится последовательно передавать на множество гибочных машин, например, установленных в линию.
Если заготовка имеет небольшие размеры, то возможно выполнение всех операций на одной гибочной машине путем перемещения вышеуказанной заготовки через последовательные станции или рабочие зоны машины, в которых гибочные инструменты, установленные на одной инструментальной траверсе, выполняют необходимые гибочные операции. В этом случае гибочные инструменты должны быть выбраны надлежащим образом и установлены на траверсе в соответствии с требуемыми составами на соответствующих различных станциях, чтобы обеспечить последовательное выполнение гибочных операций. Кроме того, в этом случае для получения различных групп инструментов, необходимых для выполнения рабочего цикла, приходится часто производить по меньшей мере частичную замену гибочных инструментов, установленных на траверсе.
Системы автоматической замены и установки гибочных инструментов предусмотрены для инструментов известных гибочных машин с целью монтажа/демонтажа и позиционирования на траверсе гибочных инструментов, необходимых для выполнения различных операций. Вышеуказанные системы содержат средства захвата и передачи, которые установлены в требуемых положениях на траверсе инструментов, удаленных от инструментального магазина, обычно расположенного в машине позади траверсы или над ней. Кроме того, вышеуказанные средства захвата снимают с траверсы инструменты, подлежащие замене, и устанавливают их в магазин.
Средства захвата и передачи содержат внешние манипуляторы, в частности, роботы, или шарнирные механизмы, которые путем вращательного и/или поступательного движения устанавливают или удаляют необходимые инструменты, чтобы получать на инструментальной траверсе составы инструментов с требуемой длиной. В некоторых гибочных машинах, заменяются только некоторые инструменты, так называемые, размерные инструменты, обычно расположенные в центральной части траверсы,
Недостаток инструментов известных гибочных машин заключается в том, что для выполнения гибок различной длины требуется замена инструментов, чтобы получить составы инструментов, имеющие необходимую длину. Для того чтобы выполнить операции установки и/или съема инструментов (которые требуется удалить и/или поместить в магазин), необходим значительный интервал времени, в течение которого машину приходится останавливать, что прерывает производственный процесс и, следовательно, уменьшает производительность машины.
Кроме того, замену и/или позиционирование инструмента можно осуществлять только в начале цикла обработки детали, а не во время выполнения указанного цикла. Фактически, в этом случае длительность цикла обработки будет слишком большой, что, соответственно, уменьшает производительность машины. Другой недостаток известных гибочных машин заключается в том, что автоматические системы для замены и установки инструментов являются дорогостоящими и сложными из-за средств захвата и перемещения, необходимых для установки и съема гибочных инструментов, а также для того, чтобы вынимать и вставлять их в соответствующие магазины.
В JP 2006346707 раскрыта гибочная машина, которая содержит верхний стол, установленный с возможностью перемещения в вертикальном направлении и содержащий держатель пуансона, а также стационарный нижний стол, содержащий держатель матрицы. Держатели пуансона и матрицы установлены на столах с возможностью скольжения относительно набора пуансонов и матриц, которые можно позиционировать при помощи средств перемещения вдоль вышеуказанных держателей пуансона/матрицы, чтобы получать определенные группы пуансонов и матриц.
В ЕР 1658908 раскрыта гибочная машина, которая содержит верхний стол и нижний стол, на который опираются инструменты для гибки обрабатываемой детали, а также устройство для замены инструментов, которое служит для замены групп инструментов, установленных на указанных верхнем и нижнем столах. Устройство для замены инструментов состоит из множества полок, установленных с перекрытием на задних стенках верхнего и нижнего столов, при этом каждая полка предназначена для опоры и размещения держателя инструментов с соответствующей группой инструментов. Перемещающее устройство, перемещаемое в вертикальном и горизонтальном направлении, расположено рядом с указанными задними стенками, чтобы захватывать с полки заданный держатель инструмента и устанавливать его на стол или захватывать держатель инструмента со стола и перемещать его на свободную полку.
В WO 2014002569 раскрыта гибочная машина, снабженная инструментальным магазином для размещения пуансонов и матриц, которые могут быть установлены в держателях пуансонов и матриц машины. Магазин содержит множество линейных опор, предназначенных для размещения соответствующего множества расположенных в ряд пуансонов или матриц. Каждая линейная опора соединяется противоположными концами с парой бесконечных ремней, которые приводятся в движение таким образом, чтобы линейная опора могла перемещаться по замкнутой траектории, по меньшей мере, в положении замены, в которой робот может перемещать пуансоны или матрицы с указанной линейной опоры в один из держателей инструментов машины, и обратно.
В JPS 5818021 раскрыта система автоматической смены гибочного инструмента в гибочной машине, содержащая устройство для съема подвижной концевой оправки, чтобы обеспечить удаление или добавление секционных инструментов из держателя инструмента машины, изменяя при этом ширину состава инструментов. Указанное устройство содержит двигатель для вращения подвижной концевой оправки и для обеспечения установки секционных инструментов в держатель инструмента или снятия с него при помощи исполнительного устройства. Разделительный элемент обеспечивает линейное перемещение неиспользуемых инструментов в положение хранения. Подвижная концевая оправка поворачивается в исходное положение и линейно перемещается, чтобы обеспечить прижатие выбранных секционных инструментов к неподвижной концевой оправке.
Целью настоящего изобретения является усовершенствование известных гибочных машин, предназначенных для гибки и деформации металлических полос, листов и стержней и, в частности, гибочных машин, снабженных модульными и секционными пуансонами, образованными набором гибочных инструментов, прикрепленных с возможностью скольжения к инструментальной траверсе.
Другая цель заключается в том, чтобы усовершенствовать известные гибочные машины, снабженные автоматическими системами для позиционирования и/или установки/съема гибочных инструментов.
Следующая цель заключается в том, чтобы обеспечить гибочную машину, которая позволяет при использовании одного набора гибочных инструментов, установленных на инструментальной траверсе, получать все требуемые составы в широком диапазоне длин, соответствующим образом отделяя и группируя соседние инструменты.
Еще одна цель состоит в том, чтобы обеспечить гибочную машину, которая позволяет быстро и точно получать составы инструментов, минимизируя простои машины, и, в частности, позволяет конфигурировать и устанавливать инструменты даже во время рабочего цикла, чтобы производить дальнейшую последовательную обработку заготовки.
Еще одна цель состоит в том, чтобы обеспечить гибочную машину, которая позволяет быстро и точно производить установку/съем и/или позиционирование гибочных инструментов, необходимых для выполнения обработки, минимизируя простои машины.
Следующей целью является обеспечение гибочной машины, снабженной системой автоматической смены и/или позиционирования гибочных инструментов, имеющей простую и экономичную конструкцию и эффективное и надежное функционирование.
В первом аспекте изобретения обеспечена гибочная машина согласно пункту 1 формулы изобретения.
Во втором аспекте обеспечена гибочная машина согласно пункту 11 формулы изобретения.
В третьем аспекте изобретения обеспечена гибочная машина согласно пункту 21 формулы изобретения.
Гибочная машина согласно первому аспекту изобретения содержит гибочный узел, снабженный инструментальной траверсой, которая является подвижной и несет на себе набор гибочных инструментов, которые расположены в ряд с возможностью взаимного позиционирования в продольном первом направлении так, чтобы образовывать заданные составы расположенных рядом друг с другом инструментов для гибки обрабатываемой детали по соответствующим определенным линиям сгиба. Гибочный узел содержит перемещающее устройство для перемещения гибочных инструментов вдоль траверсы. Набор инструментов включает в себя определенную группу и расположение гибочных инструментов, которые установлены рядом друг с другом в определенной последовательности, начиная от конца траверсы. Более конкретно, указанный набор содержит:
- четыре первых гибочных инструмента, имеющих ширину, равную Х+р;
- один второй гибочный инструмент, имеющий ширину, равную Х+2⋅p;
- один третий гибочный инструмент, имеющий ширину, равную Х+3⋅p;
- один базовый гибочный инструмент, имеющий ширину, равную X;
- три третьих гибочных инструмента;
- один четвертый гибочный инструмент, имеющий ширину, равную X+4⋅p;
- два базовых гибочных инструмента;
- один первый гибочный инструмент;
- один второй гибочный инструмент;
- дополнительный набор базовых гибочных инструментов.
X представляет собой базовую ширину в миллиметрах, равную ширине базового гибочного инструмента и составляющую от 30 до 70 мм, в частности, равную 50 мм, в то время как p представляет собой шаг между двумя длинами последовательных составов инструментов, лежащий в пределах от 5 до 20 мм, и, в частности, равный 10 мм. Дополнительный набор инструментов содержит ряд базовых инструментов в количестве от 1 до 46, в частности - 36.
Комбинация из одного или более расположенных рядом друг с другом инструментов из набора инструментов, установленных на траверсе гибочной машины, позволяет выполнять все операции гибки с шагом p, начиная с минимальной длины гибки, равной базовой ширине X. Иными словами, набор гибочных инструментов позволяет выполнять гибку длиной в пределах от X до X+n-p, где n - целое число, большее 1.
Таким образом, гибочная машина согласно изобретению посредством одного набора гибочных инструментов, установленных на траверсе, позволяет выполнять гибку длиной, которая непрерывно изменяется с шагом, равным p (10 мм), начиная с минимального значения, равного X (50 мм), без необходимости смены инструментов. Фактически, можно получать все необходимые составы инструментов для выполнения гибок различной длины путем соответствующего отделения и группирования соседних инструментов, используя перемещающее устройство.
Поскольку набор инструментов, установленных на траверсе с возможностью скольжения, и их взаимное позиционирование не изменяется во время работы машины, установка инструментов на траверсу или их снятие с траверсы не требуются. Размеры базовых инструментов и мерных инструментов, а также их количество и взаимное расположение позволяют получать все необходимые составы с шагом 10 мм.
Различные составы формируются путем простого отделения выбранных инструментов (всегда расположенных рядом друг с другом) от остальной части инструментов, без необходимости установки на траверсу или снятия с траверсы инструментов, которые отбираются из инструментального магазина. Таким образом, можно быстро и точно располагать гибочные инструменты, необходимые для выполнения соответствующих операций, минимизируя простои машины, т.е. уменьшая время обработки заготовки.
Гибочная машина согласно изобретению позволяет быстро и точно получать все требуемые составы инструментов даже во время цикла обработки детали без ненужного увеличения длительности цикла, что дает возможность производить множество различных гибок детали, которые обычно приходится выполнять в цикле обработки с приемлемой длительностью только с использованием двух или более гибочных машин, установленных в линию.
Набор инструментов и перемещающее устройство позволяют также производить позиционирование и крепление различных составов инструментов вдоль траверсы даже во время одного цикла обработки заготовки и на одной гибочной машине при последовательном выполнении множества различных операций.
Таким образом, гибочная машина согласно изобретению обеспечивает высокую производственную гибкость и оптимизацию циклов обработки детали.
Гибочная машина во втором аспекте изобретения содержит гибочный узел, включающий инструментальную траверсу, которая является подвижной и несет на себе набор гибочных инструментов, которые расположены в ряд с возможностью взаимного позиционирования в первом продольном направлении так, чтобы образовывать заданные составы инструментов, пригодные для гибки обрабатываемой детали в соответствии с определенными линиями сгиба. Гибочный узел содержит перемещающее устройство для перемещения гибочных инструментов, по меньшей мере, вдоль траверсы.
Машина содержит инструментальный магазин, установленный рядом с гибочным узлом сбоку от него для удерживания и приема наборов гибочных инструментов и содержащий по меньшей мере одну опорную направляющую, которая установлена с возможностью перемещения и позиционирования в передаточном положении, в котором указанная опорная направляющая выровнена с траверсой гибочного узла в первом направлении для приема с траверсы или возвращения на траверсу набора гибочных инструментов. Инструментальный магазин содержит тянущее устройство, соединенное с опорной направляющей и выполненное с возможностью зацеплять гибочные инструменты, которые находятся на указанной опорной направляющей. Перемещающее устройство снабжено соединительным устройством, пригодным для вхождения в зацепления с гибочными инструментами с целью перемещения этих инструментов вдоль траверсы и передачи набора гибочных инструментов с траверсы на опорную направляющую и в магазин, а также пригодное для соединения с тянущим устройством с целью перемещения с его помощью набора инструментов, выходящего из магазина, с опорной направляющей на траверсу.
Таким образом, благодаря гибочной машине согласно изобретению, можно просто, быстро и эффективно производить смену гибочных инструментов; в частности, можно заменять один набор гибочных инструментов другим набором инструментов, чтобы выполнять различные циклы обработки. Смена инструментов осуществляется при помощи того же самого перемещающего устройства, которое позволяет позиционировать гибочные инструменты вдоль траверсы в зависимости от операций, выполняемых на обрабатываемой детали, в частности, путем позиционирования и получения различных составов или компоновок инструментов, даже во время цикла обработки детали.
Таким образом, гибочная машина согласно изобретению не требует вспомогательного или отдельного перемещающего устройства для захвата набора инструментов из магазина или установки в магазин, что позволяет упростить конструкцию машины и уменьшить ее стоимость. Фактически, система смены и замены гибочных инструментов гибочной машины согласно изобретению, которая содержит перемещающее устройство гибочного узла и опорные направляющие инструментального магазина, снабженные тянущим устройством, имеет простую экономичную конструкцию и отличается эффективным и надежным функционированием.
Гибочная машина в третьем аспекте изобретения содержит гибочный узел, снабженный инструментальной траверсой, которая является подвижной и несет на себе набор гибочных инструментов, которые расположены в ряд с возможностью взаимного позиционирования в первом продольном направлении так, чтобы получать заданные составы инструментов, пригодные для гибки обрабатываемой детали согласно соответствующим линиям сгиба. Гибочный узел содержит перемещающее устройство для перемещения гибочных инструментов, по меньшей мере, вдоль траверсы.
Машина содержит инструментальный магазин, расположенный рядом с гибочным узлом сбоку от него, для удерживания и приема наборов гибочных инструментов и содержащий, по меньшей мере, опорную направляющую, которая выполнена с возможностью перемещения и позиционирования в передаточном положении, в котором указанная опорная направляющая выровнена с траверсой гибочного узла в первом направлении, чтобы принимать с траверсы или возвращать на траверсу набор гибочных инструментов.
Перемещающее устройство гибочного узла предназначено для перемещения и передачи набора гибочных инструментов с траверсы на опорную направляющую в инструментальном магазине. Последний содержит тянущее устройство, соединенное с опорной направляющей и предназначенное для зацепления и передачи набора инструментов, выходящих из инструментального магазина, с опорной направляющей на траверсу. Тянущее устройство содержит, по меньшей мере, управляемую каретку, которая соединена с возможностью скольжения с опорной направляющей и перемещается вдоль нее, чтобы зацеплять и толкать набор гибочных инструментов с опорной направляющей на траверсу. Управляемая каретка действует на гибочный инструмент из набора гибочных инструментов, который является крайним и наиболее удаленным от траверсы.
Таким образом, благодаря гибочной машине согласно изобретению, можно просто быстро и эффективно производить смену гибочных инструментов, в частности можно заменять один набор гибочных инструментов другим набором инструментов для выполнения различных циклов обработки. Смена инструментов осуществляется посредством одного перемещающего устройства, которое позволяет позиционировать гибочные инструменты вдоль инструментальной траверсы, и тянущего устройства, которое соединяется с опорной направляющей.
Изобретение можно лучше понять и реализовать при помощи приведенного ниже описания со ссылками на прилагаемые чертежи, которые иллюстрируют неограничительный пример осуществления и на которых показаны:
фиг. 1 - схематический вид спереди гибочной машины согласно изобретению;
фиг. 2 - вид сзади в аксонометрии верхнего гибочного узла машины с фиг. 1;
фиг. 3 - вид сзади гибочного узла с фиг. 2, показывающий набор инструментов, установленных на инструментальной траверсе машины в начальной конфигурации;
фиг. 4 и 5 - виды сзади гибочного узла с фиг. 2, показывающие различные составы инструментов на траверсе, предназначенные для гибки обрабатываемой детали по соответствующим определенным линиям сгиба;
фиг. 6 - частичный вид в увеличенном масштабе гибочного узла с фиг. 2, показывающий перемещающее устройство для гибочных инструментов;
фиг. 7 - вид сзади гибочного узла с фиг. 2, показывающий два состава инструментов, пригодных для выполнения двух последовательных гибок обрабатываемой детали;
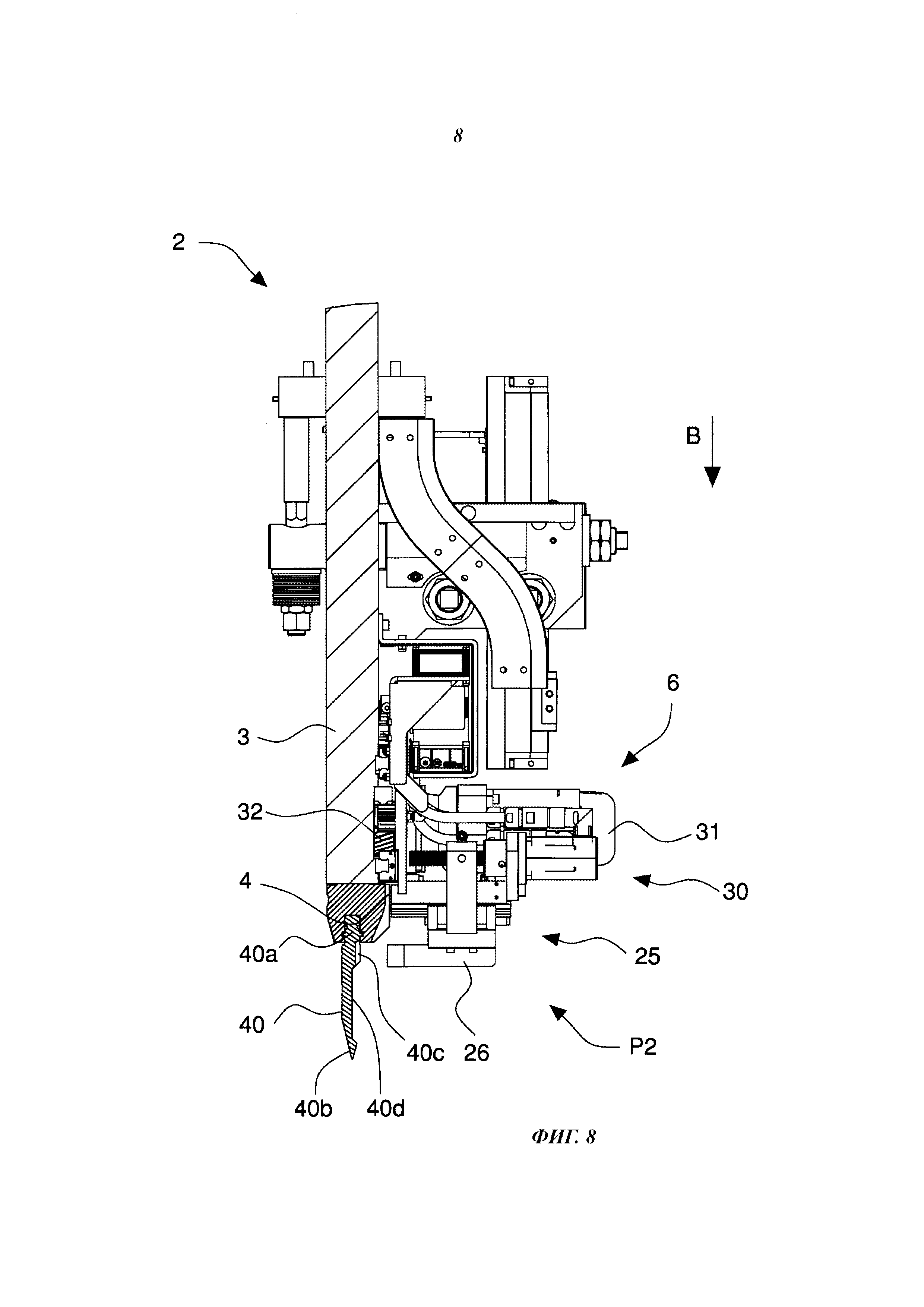
фиг. 8 - вид в разрезе по оси VIII-VIII с фиг. 4;
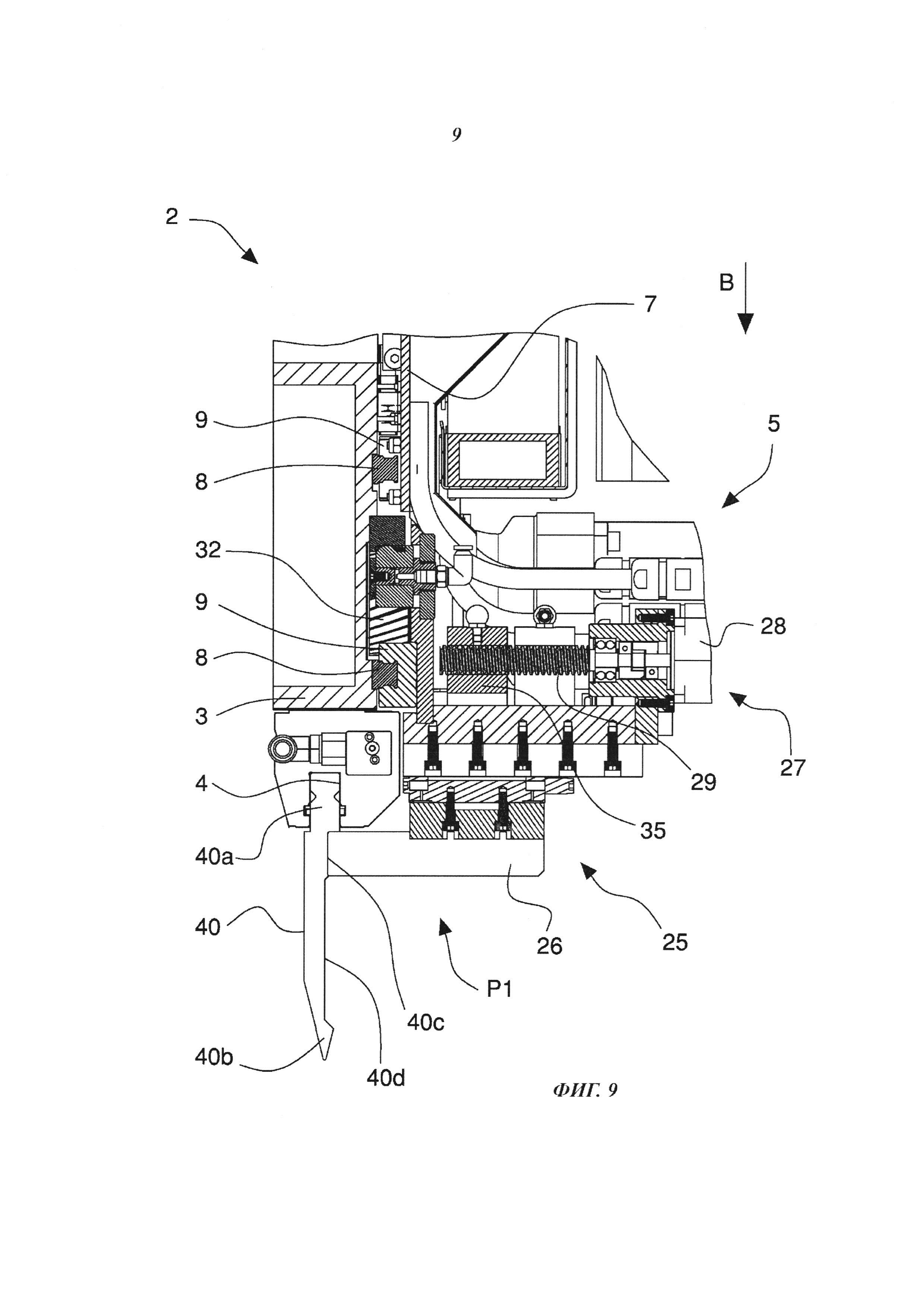
фиг. 9 - вид в разрезе по оси IX-IX с фиг. 7;
фиг. 10 - вид сбоку в аксонометрии машины с фиг. 1;
фиг. 11 - частичный вид сзади в аксонометрии машины с фиг. 1;
фиг. 12 - фрагмент с фиг. 1 в увеличенном масштабе.
На фиг. 1-12 показана листогибочная машина 1 согласно изобретению, которая содержит гибочный узел 2, снабженный инструментальной траверсой 3, которая является перемещаемой и несет на себе набор 20 гибочных инструментов 40, 41, 42, 43, 44, так называемых, гибочных балок или сегментов, установленных в ряд с возможностью взаимного позиционирования в продольном первом направлении А и образующих заданные составы С1, С2, С3, С4 инструментов для гибки обрабатываемой детали 50 по соответствующим определенным линиям сгиба. Первое направление А является параллельным линии сгиба, выполняемого на обрабатываемой детали 50.
Набор 20 гибочных инструментов образует модульный и секционный пуансон, который установлен с возможностью скольжения и регулирования положения вдоль машинной инструментальной траверсы 3.
Гибочный узел 2 содержит перемещающее устройство 5, 6 для соответствующего перемещения и позиционирования гибочных инструментов 40, 41, 42, 43, 44 вдоль траверсы 3. Управление перемещающим устройством 5, 6 осуществляет узел управления гибочной машины 1.
Гибочная машина 1, которая содержит раму 45, обеспечивающую поддержку гибочного узла 2, и основание 46, может быть снабжена матрицей стационарного или подвижного типа, соединенной с основанием 46 и взаимодействующей с гибочными инструментами 40, 41, 42, 43, 44 для выполнения технологических операций на обрабатываемой детали 50. Манипуляторы и/или фиксаторы известного типа, не показанные на чертежах, могут быть предусмотрены для перемещения, позиционирования и закрепления обрабатываемой детали 50 на рабочем столе гибочной машины 1. В частности, перемещающее устройство может перемещать обрабатываемую деталь 50 в первом направлении А через последовательно расположенные станции или рабочие зоны гибочной машины 1, где могут последовательно выполняться соответствующие гибочные операции.
Траверса 3, которая содержит балку, параллельную первому направлению А, перемещается посредством механического и/или гидравлического привода известного типа, не показанного на чертежах, в частности, во втором поперечном и, по существу, вертикальном направлении В.
Альтернативно, траверса 3 может перемещаться по криволинейной траектории, например, может поворачиваться к оси, которая является горизонтальной и параллельной первому направлению А.
В показанном варианте осуществления траверса 3 установлена над рабочим столом и может перемещаться сверху вниз для взаимодействия с обрабатываемой деталью 50 и ее гибки. В одном варианте гибочной машины 1, не показанном на чертежах, траверса 3 может быть установлена под рабочим столом и может перемещаться снизу вверх для взаимодействия с обрабатываемой деталью 50 и ее гибки.
Как показано, в частности, на фиг. 3-5, набор 20 гибочных инструментов, установленный на траверсе 3, содержит следующие инструменты, расположенные рядом друг с другом в определенной последовательности, начиная с конца, например, с левого конца 3а траверсы 3, если смотреть на машину со стороны задней части (фиг. 3-5):
- четыре первых гибочных инструмента 41, имеющих ширину, равную Х+p;
- один второй гибочный инструмент 42, имеющий ширину, равную X+2⋅p;
- один третий гибочный инструмент 43, имеющий ширину, равную Х+3⋅р;
- один базовый гибочный инструмент 40, имеющий ширину, равную X;
- три третьих гибочных инструмента 43;
- один четвертый гибочный инструмент 44, имеющий ширину, равную X+4⋅p;
- два базовых гибочных инструмента 40;
- один первый гибочный инструмент 41;
- один второй гибочный инструмент 42;
- дополнительный набор 21 базовых гибочных инструментов 40;
где
X - базовая ширина в миллиметрах, равная ширине базового гибочного инструмента 40 и составляющая от 30 до 70 мм, а p - шаг, или разность, длины последовательных составов инструментов, составляющий от 5 до 20 мм.
Комбинация одного или более расположенных в ряд инструментов 40, 41, 42, 43, 44 из набора 20 инструментов предпочтительно позволяет реализовать все гибочные размеры с шагом p, начиная с минимальной длины гибки, равной X. Иными словами, набор 20 гибочных инструментов позволяет выполнять гибки длиной от X до X+n⋅p, где n - целое число больше 1.
Дополнительный набор 21 инструментов содержит ряд базовых инструментов 40 в количестве от 1 до 46.
В варианте осуществления, показанном на чертежах, базовая ширина X равна 50 мм, а шаг p равен 10 мм. Таким образом, базовый инструмент 40 имеет ширину, равную 50 мм, в то время как первый инструмент 41, второй инструмент 42, третий инструмент 43 и четвертый инструмент 44 имеют длину, равную 60, 70, 80 и 90 мм, соответственно. В показанном варианте осуществления дополнительный набор 21 инструментов содержит тридцать шесть базовых инструментов 40 при общем количестве инструментов в наборе 20, равном пятидесяти одному.
Как показано на фиг. 3, гибочные инструменты 40, 41, 42, 43, 44, которые занимают соответствующие позиции от 1 до 51, установлены на траверсе 3 последовательно, начиная с левого конца 3а указанной траверсы 3 (если смотреть на машину со стороны задней части). Набор 20 обеспечивает первые инструменты 41 в позициях 1-4, второй инструмент 42 - в позиции 5, третий инструмент 43 - в позиции 6, базовый инструмент 40 - в позиции 7, третьи инструменты 43 - в позициях 8-10, четвертый инструмент 44 - в позиции 11, базовые инструменты 40 - в позициях 12 и 13, первый инструмент 41 - в позиции 14, второй инструмент 42 - в позиции 15 и базовые инструменты 40 - в позициях 16-51.
Путем соответствующего комбинирования различных расположенных рядом гибочных инструментов 40, 41, 42, 43, 44 набора 20, установленных на траверсе 3, можно производить гибки любой длины, необходимые для выполнения технологических операций на обрабатываемой детали 50.
В качестве примера, как показано на фиг. 4, для выполнения на обрабатываемой детали 50 гибки длиной 400 мм необходимо установить первый состав С1 инструментов, в котором инструменты 10-15 набора расположены последовательно и рядом друг с другом, а более конкретно - один третий инструмент 43 (80 мм), один четвертый инструмент 44 (90 мм), два базовых инструмента 40 (50 мм × 2), один первый инструмент 41 (60 мм) и один второй инструмент 42 (70 мм). Гибочные инструменты первого состава С1 устанавливаются перемещающим устройством 5, 6 вдоль траверсы 3 в рабочие положения, где они могут взаимодействовать с обрабатываемой деталью 50, в то время как инструменты 1-9 и 16-51 перемещаются к противоположных концам траверсы 3, чтобы они не взаимодействовали с обрабатываемой деталью 50.
При этом следует отметить, что для получения гибки длиной 390 мм необходимо выбрать инструменты 1-6 набора 20, чтобы сформировать соответствующий состав. Также в качестве примера, как показано на фиг. 5, для выполнения гибки длиной 1190 мм необходимо установить второй состав С2 инструментов, в котором инструменты 2-20 набора 20 расположены последовательно и рядом друг с другом, а более конкретно - три первых инструмента 41 (60 мм × 3), один второй инструмент 42 (70 мм), один третий инструмент 43 (80 мм), один базовый инструмент 40 (50 мм), три третьих инструмента 43 (80 мм × 3), один четвертый инструмент 44 (90 мм), два базовых инструмента 40 (50 мм × 2), один первый инструмент 41 (60 мм), один второй инструмент 42 (70 мм) и пять базовых инструментов 40 (50 мм × 5).
Инструменты второго состава С2 устанавливаются перемещающим устройством 5, 6 вдоль траверсы 3 в рабочие положения, где они могут взаимодействовать с обрабатываемой деталью 50, в то время как инструмент в позиции 1 и инструменты в позициях 21-51 перемещаются к противоположным концам траверсы 3.
Инструментальная траверса 3 содержит продольную направляющую 4, на которую могут опираться гибочные инструменты 40, 41, 42, 43, 44 с возможностью скольжения в первом направлении А. Направляющая 4 представляет собой, в частности, продольный направляющий желоб 4, который выполнен в траверсе 3, и в который вставляются с возможностью скольжения соединительные концы гибочных инструментов. Соединительные концы являются противоположными рабочим концам, взаимодействующим с обрабатываемой деталью. Как показано на фиг. 8 и 9, в продольный направляющий желоб 4 с некоторым зазором входит соединительный конец 40а базового инструмента 40, который имеет также соответствующий рабочий конец 40b, взаимодействующий с обрабатываемой деталью 50.
Гибочный узел 2 содержит фиксаторы, которые соединены с траверсой 3 и, в частности, с ее направляющей 4, и которые могут быть выборочно активизированы, чтобы фиксировать набор 20 гибочных инструментов 40, 41, 42, 43, 44 в указанной траверсе 3 так, чтобы предотвратить их смещение в первом направлении А в рабочей конфигурации, когда вышеуказанные гибочные инструменты действуют на обрабатываемую деталь 50.
Указанные фиксаторы являются фиксаторами известного типа и не показаны на чертежах. Они представляют собой, например, множество заклинивающих элементов с пневматическим приводом, установленных в продольном желобе 4 для надежного закрепления всех гибочных инструментов в рабочей конфигурации в соответствующих продольных положениях.
Перемещающее устройство 5, 6 гибочного узла 2 в варианте осуществления, показанном на чертежах, содержит первую каретку 5 и вторую каретку 6, которые установлены с возможностью перемещения вдоль траверсы 3 параллельно первому направлению А и содержат соответствующее соединительное устройство 25, которое может соединяться с определенным гибочным инструментом 40, 41, 42, 43, 44 в режиме Р1 захвата, чтобы перемещать указанный гибочный инструмент 40, 41, 42, 43, 44 и множество гибочных инструментов, соседних с ним, в первом направлении А.
Перемещающее устройство 5, 6 позволяет устанавливать гибочные инструменты 40, 41, 42, 43, 44 набора 20 вдоль траверсы 3 в соответствии с длиной гибки, которую требуется обеспечить. Иными словами, перемещающее устройство 5, 6 позволяет выбрать количество и тип инструментов 40, 41, 42, 43, 44, а также позиционировать указанные инструменты в первом направлении А, чтобы сформировать состав инструментов, необходимый для выполнения гибки требуемой длины. Перемещающее устройство позволяет также формировать и позиционировать множество составов гибочных инструментов вдоль траверсы 3 для последовательного выполнения соответствующих гибочных операций на обрабатываемой детали 50,с целью получения готового изделия (фиг. 7).
В примере, показанном на фиг. 7, два состава С3, С4, содержащих, соответственно, двадцать и двадцать два гибочных инструмента, установлены на траверсе 3 для получения на обрабатываемой детали 50 двух отдельных и последовательно образуемых линий сгиба.
Как показано на фиг. 8 и 9, каждая каретка 5, 6 содержит соответствующую опорную пластину 7, снабженную опорами 8, которые установлены с возможностью скольжения по линейным направляющим 9, прикрепленным к траверсе 3, параллельно первому направлению А.
Первое приводное устройство 30 прикреплено к опорной пластине 7 и содержит первый электрический поворотный двигатель 31, который непосредственно или при помощи редуктора приводит в действие зубчатое колесо 32, входящее в зацепление с рейкой 33, прикрепленной к траверсе 3. При повороте зубчатого колеса 32 каретка 5, 6 линейно перемещается. При этом предусмотрен датчик, который соединяется с узлом управления и служит для точного определения положения кареток 5, 6 вдоль траверсы 3, чтобы узел управления мог обеспечивать точное перемещение и позиционирование указанных кареток 5, 6.
Каждая каретка 5, 6 содержит соответствующее тянущее устройство, включающее в себя стопорный штифт 26, выполненный с возможностью перемещения в поперечном направлении, в частности, в направлении, перпендикулярном первому направлению А, чтобы в соединительном положении Р1 входить в паз, предусмотренный на передней стороне гибочного инструмента, например, соответствующий паз 40с, выполненный на передней стороне 40d базового инструмента 40 (фиг. 8 и 9).
Стопорный штифт 26 линейно перемещается вторым приводным устройством 27 между соединительным положением Р1 и освобождающим положением Р2. В показанном варианте осуществления это устройство содержит, например, второй электрический поворотный двигатель 28, который вращает винт 29, обеспечивающий линейное перемещение винтовой гайки 35, соединенной со стопорным штифтом 26.
Альтернативно, второе приводное устройство может содержать линейный электрический двигатель, соединенный со стопорным штифтом 26, или пневматический привод линейного перемещения.
Работа гибочной машины 1 согласно изобретению обеспечивает конфигурирование шага гибочных инструментов набора 20, который требуется для расположения на траверсе 3 состава инструментов, необходимого для обеспечения требуемой длины гибки обрабатываемой детали 50. С этой целью фиксатор, который зажимает инструменты в продольном направляющем желобе 4, предусмотренном в траверсе 3, переводится в нерабочее положение, чтобы не препятствовать свободному скольжению инструментов вдоль указанной траверсы 3. При этом первая каретка 5 и/или вторая каретка 6 перемещаются к выбранным инструментам, которые соединяются соединительным устройством 25 (приводимым в действие таким образом, чтобы стопорный штифт 26 входил в паз гибочного инструмента в соединительном положении Р1). Таким образом, один или более расположенных рядом друг с другом инструментов выбираются и позиционируются вдоль траверсы 3 для получения требуемого состава инструментов. Неиспользуемые инструменты передвигаются перемещающим устройством 5, 6 к противоположным концам траверсы 3. Два или более составов инструментов С3, С4 могут быть подготовлены на траверсе 3 для последовательного выполнения соответствующих гибочных операций на одной обрабатываемой детали с целью получения готового изделия (фиг. 7).
Таким образом, благодаря гибочной машине 1 согласно изобретению можно при помощи одного набора 20 гибочных инструментов, установленных на инструментальной траверсе 3, непрерывно выполнять операции гибки разной длины с шагом, равным p (10 мм), начиная от минимальной величины, равной базовой ширине X (50 мм), до величины X+n⋅p, где n - целое число больше 1, без необходимости смены инструментов. Фактически, путем соответствующего отделения и группирования инструментов можно получать все необходимые составы инструментов для выполнения гибок различной длины при помощи простого отделения выбранных инструментов (всегда расположенных рядом друг с другом) от остальной части инструментов без необходимости установки на траверсу 3 или снятия с траверсы 3 инструментов, захваченных из инструментального магазина. Следует отметить, что выбор инструментов 40, 41, 42, 43, 44, установленных в направляющую 4 траверсы 3, и их взаимное позиционирование (1-51) не изменяются во время работы: иными словами, не требуется никакой установки инструментов на траверсу или их снятия с траверсы. Размеры базовых инструментов 40 и мерных инструментов 41, 42, 43, 44, а также их количество и взаимное расположение позволяют получать все необходимые составы с шагом 10 мм.
Таким образом, можно быстро и точно устанавливать гибочные инструменты 40, 41, 42, 43, 44, необходимые для выполнения требуемых технологических операций, что минимизирует простои машины, т.е., ускоряет время обработки детали.
При этом следует отметить, что гибочная машина 1 согласно изобретению позволяет быстро и просто получать все необходимые составы инструментов даже во время цикла обработки детали без ненужного увеличения длительности цикла, что дает возможность производить множество различных гибок детали 50, которые обычно приходится выполнять в цикле обработки с приемлемой длительностью только с использованием двух или более гибочных машин, установленных в линию.
Набор 20 инструментов и перемещающее устройство 5, 6 позволяют также производить позиционирование и крепление различных составов инструментов вдоль траверсы 3 (фиг. 7) даже во время одного цикла обработки детали 50 на одной гибочной машине при выполнении множества различных последовательных операций.
Таким образом, гибочная машина 1 согласно изобретению обеспечивает высокую производственную гибкость и оптимизацию циклов обработки детали.
Гибочная машина 1 содержит также инструментальный магазин 10, выполненный с возможностью удерживания и приема набора 20 гибочных инструментов 40, 41, 42, 43, 44, а точнее, как более подробно раскрыто далее в описании, для множества различных наборов 20 гибочных инструментов, подлежащих установке в гибочном узле 2 для выполнения определенных технологических операций на обрабатываемых деталях, в частности, гибок различной формы и геометрии.
Инструментальный магазин 10 расположен рядом с гибочным узлом 2 сбоку от него и содержит по меньшей мере одну опорную направляющую 11, которая выполнена с возможностью перемещения и позиционирования в передаточном положении Т, в котором она выровнена с инструментальной траверсой 3 в первом направлении А с целью приема с траверсы 3 или возвращения на траверсу 3 набора 20 гибочных инструментов, что позволяет выполнять замену инструментов для нового, отличающегося цикла обработки. Для смены набора 20 инструментов траверса 3 устанавливается в нерабочее положение, в котором она поднята и в большей степени удалена от обрабатываемой детали 50.
Перемещающее устройство 5, 6 гибочного узла 2 перемещает гибочные инструменты 40, 41, 42, 25 43, 44 по направляющему желобу 4 траверсы 3 и/или вдоль опор 11, чтобы снять набор 20 инструментов с траверсы 3 и установить набор на опорную направляющую 11 или принять набор 20 гибочных инструментов с опорной направляющей 11, как более подробно поясняется далее в описании.
Инструментальный магазин 10 содержит тянущее устройство 13, соединенное с каждой опорной направляющей 11 и предназначенное зацеплять гибочные инструменты, когда они находятся на соответствующих опорных направляющих 11 и перемещать указанные гибочные инструменты, когда они покидают инструментальный магазин 10, к траверсе 3. Тянущее устройство 13 приводится в действие перемещающим устройством 5, 6 гибочного узла 2. Более конкретно, соединительное устройство 25 перемещающего устройства 4, 5 кроме соединения с гибочными инструментами для перемещения набора 20 гибочных инструментов с траверсы 3 на опорную направляющую 11 может присоединять тянущее устройство 13, чтобы с его помощью перемещать набор 20 инструментов с опорной направляющей 11 на траверсу 3.
В показанном варианте осуществления тянущее устройство содержит тягу 13, прикрепленную к соответствующей опорной направляющей 11 с возможностью скольжения параллельно первому направлению А и имеющую длину, равную или большую, чем длина опорной направляющей 11. Тяга 13 имеет первый конец 13а, противоположный и дальний относительно траверсы 3, снабженный упорным элементом 37, который может упираться в гибочный инструмент 40, крайний и наиболее удаленный от траверсы 3. Тяга 13 имеет также второй конец 13b, расположенный ближе к траверсе 3 и снабженный соединительным элементом 38, который предназначен для его зацепления соединительным устройством 25 перемещающего устройства 4, 5. Более конкретно, соединительный элемент 38 может входить в зацепление со стопорным штифтом 26 соединительного устройства 25 первой каретки 5 в соединительном положении Р1. При этом перемещающее устройство гибочного узла 2, в частности, первая каретка 5, перемещаясь вдоль траверсы 3 в первом направлении А, может тянуть и перемещать тягу 13 и, следовательно, набор 20 гибочных инструментов, выходящих из инструментального магазина 10, с опорной направляющей 11 на траверсу 3.
Как показано на фиг. 1, 10, 11 и 12, инструментальный магазин 10 содержит опорную раму 15, на которую опирается с возможностью скольжения множество опорных направляющих 11, пригодных для размещения соответствующих сменных наборов 20 гибочных инструментов 40, 41, 42, 43, 44, устанавливаемых в гибочном узле 2. Опорные направляющие 11 могут быть установлены, например, на расстоянии друг от друга параллельно первому направлению А.
Каждая опорная направляющая 11 инструментального магазина 10 содержит продольный паз 12, предназначенный для приема и удерживания с возможностью скольжения соответствующего набора 20 гибочных инструментов. Продольный паз 12 в передаточном положении Т выровнен с направляющей 4 траверсы 3 и примыкает к ней, чтобы обеспечить передачу набора 20 гибочных инструментов.
Позиционирующее устройство 14 предусмотрено для перемещения опорных направляющих 11 таким образом, чтобы позиционировать определенную опорную направляющую 11 на одной линии с направляющей 4 траверсы 3 и рядом с ней для приема или передачи на нее соответствующего набора гибочных инструментов. В показанном варианте осуществления позиционирующее устройство 14 перемещает опорные направляющие 11 в третьем направлении С, поперечном и, в частности, перпендикулярном первому направлению А, и, по существу, горизонтально, чтобы выровнять определенную опорную направляющую 11 с траверсой 3.
Позиционирующее устройство 14 содержит, например, бесконечный ремень 16, прикрепленный соединительной пластиной 17 к опорным направляющим 11 и приводимый в действие третьим электрическим поворотным двигателем 18.
Опорное устройство 35, 36 предусмотрено для крепления с возможностью скольжения опорных направляющих 11 к опорной раме 15. Опорное устройство 35, 36 содержит, например, пару дополнительных соединительных пластин 35, прикрепленных к опорным направляющим 11 и соединенных с соответствующими направляющими 36, которые прикреплены к опорной раме 15 параллельно друг другу и третьему направлению С.
В одном не показанном варианте осуществления гибочной машины позиционирующее устройство может содержать систему «револьверного» типа, в которой опорные направляющие 11 выполнены с возможностью поворота вокруг горизонтальной оси, параллельной первому направлению А.
Функционирование гибочной машины 1 изобретения предусматривает шаг замены гибочных инструментов, при этом набор 20 гибочных инструментов, установленных на инструментальной траверсе 3, может быть легко и быстро снят и заменен другим, отличающимся набором 20 гибочных инструментов, предусмотренным в инструментальном магазине 10 машины 1. Когда траверса 3 находится в нерабочем поднятом положении, фиксаторы (которые прижимают инструменты 40, 41, 42, 43, 44 к продольному направляющему желобу 4 траверсы 3), освобождены и не препятствуют свободному скольжению инструментов 40, 41, 42, 43, 44 в первом направлении А. При этом первая каретка 5 перемещается к крайнему инструменту на противоположной стороне относительно инструментального магазина 10 (первый инструмент 41 в позиции 1 на фиг. 3), и соответствующее соединительное устройство 25 срабатывает таким образом, чтобы стопорный штифт 26 в соединительном положении Р1 входил в паз, предусмотренный на передней стороне указанного крайнего инструмента.
Вторая каретка 5, перемещенная в первом направлении А к инструментальному магазину 10, действуя на крайний инструмент, может толкать весь набор 20 инструментов вдоль траверсы 3 к соответствующей опорной направляющей 11 инструментального магазина 10, которая является свободной и предназначена для приема указанных инструментов. Для этой цели опорная направляющая 11 устанавливается позиционирующим устройством 14 в передаточное положение Т, в котором продольный паз 12 указанной опорной направляющей 11 выровнен и установлен рядом с продольным направляющим желобом 4 траверсы 3.
После того как набор 20 инструментов будет установлен в соответствующую опорную направляющую 11, стопорный штифт 26 соединительного устройства 25 первой каретки 5 выходит из зацепления с крайним инструментом (первым инструментом 41), и первая каретка 5 перемещается вдоль траверсы 3 к внутренней части машины 1, чтобы позиционирующее устройство 14 могло перемещать в третьем направлении С опорную направляющую 11, на которую только что с гибочного узла 2 был установлен набор 20 инструментов, и чтобы расположить в передаточном положении Т другую опорную направляющую 11, содержащую набор гибочных инструментов, который требуется установить на гибочный узел 2 для выполнения соответствующего цикла обработки.
Для загрузки нового набора гибочных инструментов на траверсу 3 первая каретка 5 перемещается таким образом, чтобы соответствующее соединительное устройство 25 могло войти в зацепление с тянущим устройством 13 опорной направляющей 11. В частности, первая каретка 5 перемещается в положение, в котором стопорный штифт 26 может войти в зацепление с соединительным элементом 38 второго конца 13b тяги 13 тянущего устройства. На этом этапе при перемещении первой каретки 5 в первом направлении А к внутренней части машины 1 тяга 13 при помощи упорного элемента 37, прикрепленного к первому концу 13а и упирающегося в гибочный инструмент набора 20, который является крайним и наиболее удаленным от траверсы 3 (базовый инструмент 40 в позиции 51, как показано на фиг. 3), может выталкивать набор инструментов из опорной направляющей 11 в продольный направляющий желоб 4 инструментальной траверсы 3.
После того как новый набор гибочных инструментов будет перемещен на траверсу 3, первая каретка 5 перемещается в противоположном направлении относительно первого направления А, чтобы возвратить тягу 13 в инструментальный магазин 10 в начальное положение хода. Таким образом, благодаря гибочной машине 1 согласно изобретению, можно просто, быстро и эффективно заменять гибочные инструменты, установленные на инструментальной траверсе 3, в частности, заменять набор 20 гибочных инструментов другим набором инструментов для выполнения отличающегося цикла обработки.
Перемещающее устройство 5, 6 кроме быстрого и точного позиционирования гибочных инструментов 40, 41, 42, 43, 44 на траверсе 3 в первом направлении А в соответствии с требуемыми технологическими операциями во взаимодействии с тянущим устройством 13 позволяет также быстро и просто производить смену набора 20 инструментов, т.е., установку или забор из магазина наборов 20 инструментов, минимизируя при этом простои гибочной машины.
Таким образом, инструменты заменяются посредством одного перемещающего устройства 5, 6, которое позволяет позиционировать гибочные инструменты вдоль траверсы 3 без специального приводного устройства, предназначенного для приема из инструментального магазина или установки в него набора инструментов, что позволяет упростить конструкцию машины и уменьшить ее стоимость. И, наконец, следует отметить, что система перемещения и смены инструментов, содержащая перемещающее устройство 5, 6 и опорные направляющие 11, снабженные тянущим устройством 13 инструментального магазина 10, имеет простую, экономичную конструкцию и обеспечивает эффективное и надежное функционирование.
В одном варианте осуществления гибочной машины, не показанном на чертежах, тянущее устройство содержит управляемые каретки, каждая из которых соединяется с возможностью скольжения с соответствующей опорной направляющей 11 и перемещается вдоль нее, чтобы взаимодействовать с набором 20 гибочных инструментов и сталкивать его с указанной опорной направляющей 11 на траверсу 3. Управляемая каретка действует на гибочный инструмент указанного набора 20 гибочных инструментов, который является крайним и наиболее удаленным от траверсы 3, и толкает весь набор 20 гибочных инструментов по опорной направляющей 11 на траверсу 3.
В этом варианте осуществления гибочной машины 1 перемещающее устройство 5, 6 используется только для передачи набора 20 гибочных инструментов с траверсы 3 на соответствующую опорную направляющую 11, в инструментальный магазин.
Управляемые каретки являются экономичными надежными компонентами, которые позволяют точно перемещать гибочные инструменты по опорным направляющим 11.
Другой вариант осуществления гибочной машины 1 согласно изобретению, не показанный на чертежах, использует дополнительную инструментальную траверсу, противоположную первой инструментальной траверсе 3, расположенную, например, под ней и под рабочим столом с возможностью перемещения снизу вверх для взаимодействия с обрабатываемой деталью 50 и ее гибки.
Указанная дополнительная траверса несет на себе соответствующий набор гибочных инструментов, которые установлены рядом друг с другом с возможностью относительного взаимного позиционирования в первом направлении А для получения заданных составов инструментов. Гибочные инструменты дополнительной траверсы могут взаимодействовать с гибочными инструментами траверсы 3 для выполнения гибки обрабатываемой детали 50, или они могут действовать независимо и отдельно для получения соответствующей гибки обрабатываемой детали 50.
В этом варианте осуществления гибочной машины, инструментальный магазин 10 содержит одну или более дополнительных опорных направляющих, каждая из которых выполнена с возможностью перемещения и позиционирования в соответствующем дополнительном передаточном положении, в котором указанная дополнительная опорная направляющая выровнена в первом направлении А с дополнительной инструментальной траверсой, чтобы принимать с этой дополнительной траверсы или возвращать на нее набор гибочных инструментов. Для смены набора инструментов дополнительная инструментальная траверса устанавливается в соответствующее нерабочее положение, в котором она находится ниже и в большей степени удалена от обрабатываемой детали 50.
Дополнительные опорные направляющие перемещаются посредством перемещающего устройства 14 и могут быть расположены, например, на расстоянии друг от друга параллельно друг другу и опорным направляющим 11. Каждая дополнительная опорная направляющая снабжена соответствующим дополнительным продольным пазом для приема и удерживания с возможностью скольжения соответствующего набора гибочных инструментов.
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано для гибки листового металла. Гибочный узел (2) гибочной машины содержит подвижную инструментальную траверсу, которая несет на себе набор гибочных инструментов, расположенных в ряд с возможностью взаимного позиционирования в первом продольном направлении для образования заданных составов гибочных инструментов для гибки обрабатываемой детали по линиям сгиба. Гибочный узел содержит также перемещающее устройство для перемещения гибочных инструментов вдоль траверсы. При этом набор гибочных инструментов содержит расположенные в ряд последовательно, начиная от конца указанной траверсы гибочные инструменты различной ширины. Имеется также дополнительный набор базовых гибочных инструментов, шириной, составляющей от 30 до 70 мм, а шаг между двумя длинами последовательных составов инструментов составляет от 5 до 20 мм. Расширяются технологические возможности гибочной машины за счет возможности получения гибки всех длин. 9 з.п. ф-лы, 12 ил.
Комментарии