Способ изготовления штампованного изделия - RU2693402C1
Код документа: RU2693402C1
Чертежи








Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления штампованного изделия, образованного из стального листа.
УРОВЕНЬ ТЕХНИКИ
Компонент каркаса автомобиля во многих случаях представляет собой штампованное изделие, имеющее корытообразное или шляпообразное поперечное сечение. Штампованное изделие включает в себя участок верхней пластины и два участка вертикальной стенки. В частности, штампованное изделие, имеющее корытообразное поперечное сечение, дополнительно включает в себя два участка фланца. Штампованные изделия имеют множество различных форм. Примером штампованного изделия, имеющего сложную форму, является штампованное изделие, включающее в себя участок верхней пластины, который поднимается и опускается вдоль его продольного направления. Штампованное изделие имеет такую конфигурацию, что участок верхней пластины имеет вогнутую область, изогнутую внутрь на виде сбоку, и выпуклую область, изогнутую наружу на виде сбоку, при этом вогнутая и выпуклая области продолжают одна другую в продольном направлении штампованного изделия.
Для изготовления штампованного изделия, имеющего эту сложную форму, в качестве листовой заготовки в основном используются лист из мягкой стали или лист из стали с высоким пределом прочности при растяжении класса 440 МПа (которые в дальнейшем обобщенно называются как «лист из стали низкой прочности»). Предел прочности при растяжении (TS) для листа из стали с высоким пределом прочности при растяжении класса 440 МПа составляет 440 МПа или больше, и его предел текучести (YP) составляет около 350 МПа или больше. Когда листовую заготовку в виде листа из стали низкой прочности формуют путем штамповки в штампованное изделие, имеющее сложную форму, существует проблема возникновения складок. Поэтому обычная штамповка представляет собой в основном вытяжку (см., например, WO 2014/042067 (Патентный документ 1)), так как при вытяжке может быть предотвращено возникновение складок благодаря тому, что формование протекает с растяжением, прилагаемым к листовой заготовке. Гибка для фиксации формы выполняется как конечный процесс.
В последнее время для автомобиля требуется иметь улучшенные характеристики потребления топлива с точки зрения защиты окружающей среды. Для этой цели рекомендуется, чтобы каждый компонент каркаса автомобиля имел уменьшенный вес. Исходя из описанных выше обстоятельств, имеется тенденция в качестве листовой заготовки для штампованного изделия, применяемого в качестве компонента каркаса, использовать лист из стали с высоким пределом прочности при растяжении класса 590 МПа (в дальнейшем также называемый «лист из стали средней прочности»), имеющий небольшую толщину листа. Далее, имеется тенденция использовать в качестве листовой заготовки лист из стали с высоким пределом прочности при растяжении класса 980 МПа (в дальнейшем также называемый «лист из стали высокой прочности»), имеющий толщину листа еще меньше. Предел прочности при растяжении (TS) для листа из стали с высоким пределом прочности при растяжении класса 590 МПа составляет 590 МПа или больше, и его предел текучести (YP) составляет около 400 МПа или больше. Предел прочности при растяжении (TS) для листа из стали с высоким пределом прочности при растяжении класса 980 МПа составляет 980 МПа или больше, и его предел текучести (YP) составляет около 600 МПа или больше.
Однако, когда штампованное изделие, имеющее сложную форму, изготавливают путем штамповки из листовой заготовки в виде листа из стали средней прочности, и штамповка представляет собой в основном вытяжку, как было описано выше, избыточное растяжение возникает в некоторых случаях в окрестности линии ребра, расположенной между выпуклой областью участка верхней пластины и каждым из участков вертикальной стенки. Толщина листа листовой заготовки поэтому уменьшается в окрестности линий ребра, что ведет в некоторых случаях к разрушению штампованного изделия. Далее, напряжение сжатия в продольном направлении создается в вогнутой области участка верхней пластины. Материал в окрестности вогнутой области участка верхней пластины поэтому стягивается, что ведет к возникновению складок.
Если основная часть штамповки заменяется на гибку с использованием опорного элемента, предотвращается избыточное уменьшение толщины листа в окрестности линий ребра, смежных с выпуклой областью участка верхней пластины. Однако складки возникают в связанных с выпуклостью областях вертикальной стенки (являющихся частью участков вертикальной стенки), продолжающихся от выпуклой области участка верхней пластины, и в вогнутой области участка верхней пластины. В случае корытообразного штампованного изделия складки возникают также в связанных с выпуклостью областях фланца (являющихся частью участков фланца), продолжающихся от связанных с выпуклостью областей вертикальной стенки. Причины этого заключаются в следующем. При штамповке материал участков вертикальной стенки и участков фланца, который не удерживается посредством инструментальной оснастки пресса, перемещается в направлении выпуклой области.
Таким образом, с использованием типичных вытяжки и гибки формование штампованного изделия, имеющего сложную форму, является трудным. Эта проблема становится еще более значимой в случае, когда в качестве листовой заготовки используется лист из стали высокой прочности, так как пластичность листа из стали высокой прочности еще меньше, чем пластичность листа из стали средней прочности.
СПИСОК ЦИТИРУЕМЫХ ДОКУМЕНТОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: WO 2014/042067.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Настоящее изобретение было сделано с учетом описанной выше проблемы. Целью настоящего изобретения является создание способа изготовления штампованного изделия, способного предотвращать возникновение складок при изготовлении штампованного изделия, включающего в себя участок верхней пластины, который поднимается и опускается вдоль его продольного направления.
РЕШЕНИЕ ПРОБЛЕМЫ
Способ изготовления штампованного изделия в соответствии с вариантом осуществления настоящего изобретения используется для изготовления штампованного изделия, включающего в себя две линии ребра, участок верхней пластины и два участка вертикальной стенки. Участок верхней пластины располагается между двумя линиями ребра. Два участка вертикальной стенки продолжаются от участка верхней пластины через линии ребер. Две линии ребра имеют вогнутую линию ребра, выпукло изогнутую в направлении внутренней стороны соответствующего участка вертикальной стенки, и выпуклую линию ребра, выпукло изогнутую в направлении наружной стороны соответствующего участка вертикальной стенки. Линейное расстояние между центром каждой из вогнутых линий ребра и центром соответствующей выпуклой линии ребра превышает расстояние между двумя линиями ребра в пятнадцать раз или меньше. Участок верхней пластины имеет вогнутую область, расположенную между вогнутыми линиями ребра, и выпуклую область, расположенную между выпуклыми линиями ребра. Участки вертикальной стенки имеют связанные с вогнутостью области вертикальной стенки, смежные с вогнутыми линиями ребра, и связанные с выпуклостью области вертикальной стенки, смежные с выпуклыми линиями ребра. Способ изготовления включает в себя этап размещения, первый этап штамповки и второй этап штамповки. Этап размещения представляет собой этап, на котором размещают металлическую листовую заготовку таким образом, что металлическая листовая заготовка выступает за пределы противоположных сторон участка вершины первого пуансона. Первый этап штамповки представляет собой этап, на котором выполняют формование путем гибки листовой заготовки с использованием первого пуансона, опорного элемента и первой матрицы таким образом, что вогнутые линии ребра, вогнутая область и области связанных с вогнутостью областей вертикальной стенки, которые являются смежными вогнутым линиям ребра, формируются в листовой заготовке, чтобы получить промежуточное формованное изделие. Второй этап штамповки представляет собой этап, на котором выполняют формование путем вытяжки промежуточного формованного изделия с использованием второго пуансона, второй матрицы и держателя для заготовки таким образом, что выпуклые линии ребра, выпуклая область и области связанных с выпуклостью областей вертикальной стенки, которые являются смежными выпуклым линиям ребра, формируются в промежуточном формованном изделии.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
Способ изготовления штампованного изделия в соответствии с вариантом осуществления настоящего изобретения способен предотвращать возникновение складок при изготовлении штампованного изделия, включающего в себя участок верхней пластины, который поднимается и опускается вдоль его продольного направления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
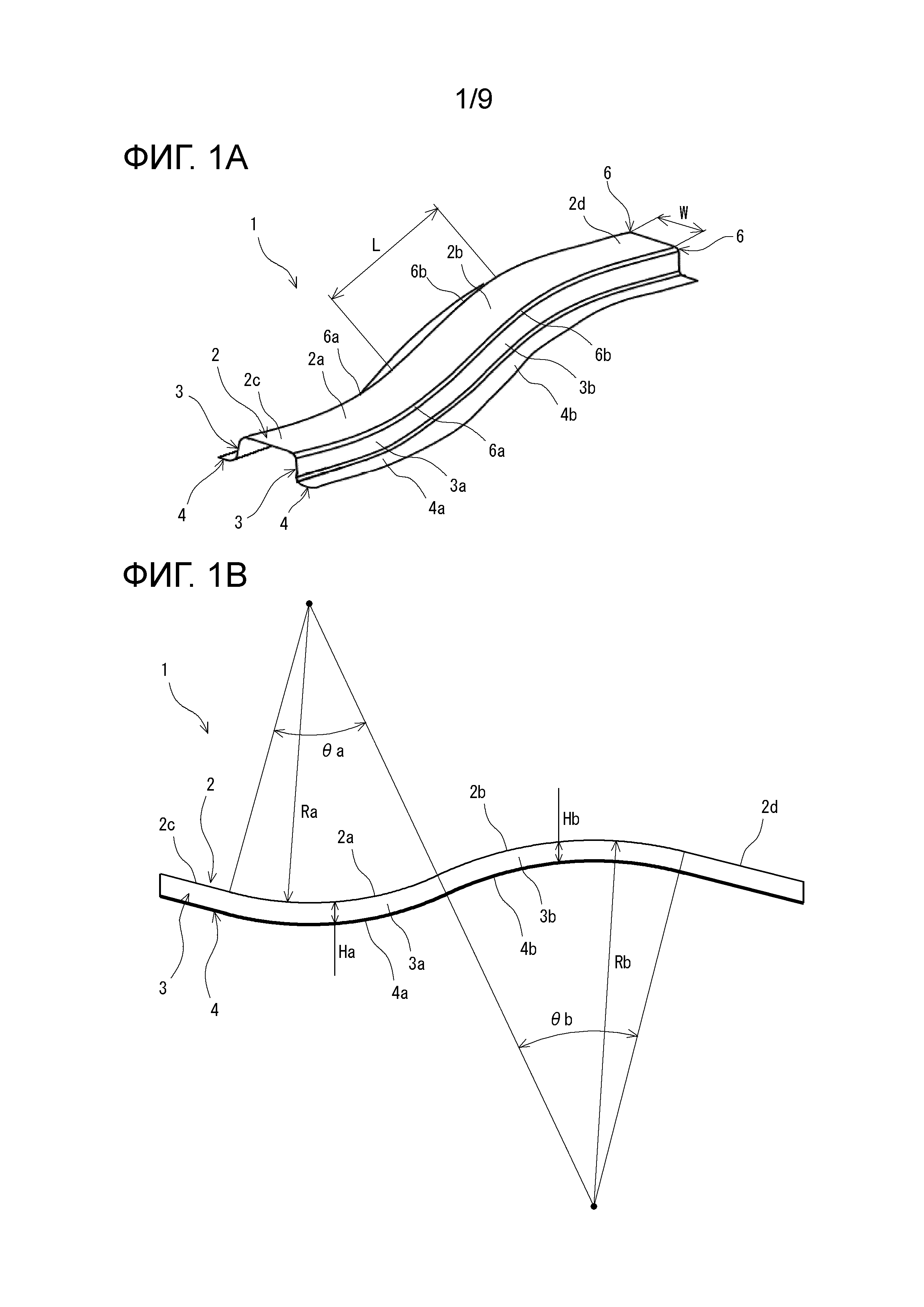
Фиг. 1A - вид в перспективе, иллюстрирующий пример штампованного изделия, изготовленного с использованием способа изготовления в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 1B - вид сбоку штампованного изделия, показанного на фиг. 1A.
Фиг. 2A - вид в перспективе для пояснения первого этапа штамповки в способе изготовления в соответствии с рассматриваемым вариантом осуществления.
Фиг. 2B - вид в перспективе для пояснения ситуации второго этапа штамповки после первого этапа штамповки.
Фиг. 2C - вид в перспективе для пояснения ситуации третьего этапа штамповки после второго этапа штамповки.
Фиг. 3A - вид в перспективе, иллюстрирующий внешний вид промежуточного формованного изделия после первого этапа штамповки.
Фиг. 3B - вид в перспективе, иллюстрирующий внешний вид промежуточного формованного изделия после второго этапа штамповки.
Фиг. 3C - вид в перспективе, иллюстрирующий внешний вид штампованного изделия после третьего этапа штамповки.
Фиг. 4A - вид в перспективе, иллюстрирующий внешний вид промежуточного формованного изделия после первого этапа штамповки.
Фиг. 4B - вид в разрезе по линии IVB-IVB на фиг. 4A.
Фиг. 4C - вид в разрезе по линии IVC-IVC на фиг. 4A.
Фиг. 4D - вид в разрезе по линии IVD-IVD на фиг. 4A.
Фиг. 5 - вид в перспективе, иллюстрирующий внешний вид промежуточного формованного изделия после второго этапа штамповки.
Фиг. 6A - вид в перспективе, иллюстрирующий внешний вид штампованного изделия в случае, когда связанные с выпуклостью области первыми формируются путем вытяжки.
Фиг. 6B - вид в разрезе по линии VIB-VIB на фиг. 6A.
Фиг. 6C - вид в разрезе по линии VIC-VIC на фиг. 6A.
Фиг. 6D - вид в разрезе по линии VID-VID на фиг. 6A.
Фиг. 7 - вид в перспективе, иллюстрирующий внешний вид штампованного изделия в случае, когда связанные с выпуклостью области формируются путем вытяжки, и связанные с вогнутостью области затем формируются путем гибки.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Способ изготовления штампованного изделия в соответствии с вариантом осуществления настоящего изобретения используется для изготовления штампованного изделия, включающего в себя две линии ребра, участок верхней пластины и два участка вертикальной стенки. Участок верхней пластины располагается между двумя линиями ребра. Два участка вертикальной стенки продолжаются от участка верхней пластины через линии ребер. Две линии ребра имеют вогнутую линию ребра, выпукло изогнутую в направлении внутренней стороны соответствующего участка вертикальной стенки, и выпуклую линию ребра, выпукло изогнутую в направлении наружной стороны соответствующего участка вертикальной стенки. То есть штампованное изделие, изготавливаемое с использованием способа изготовления в соответствии с рассматриваемым вариантом осуществления, имеет корытообразное или шляпообразное поперечное сечение и включает в себя участок верхней пластины, который поднимается и опускается вдоль его продольного направления. Продольное направление означает направление по прямой линии, которая соединяет друг с другом центры краев участка верхней пластины на противоположных концах, на которых отсутствует линия ребра. В частности, штампованное изделие, имеющее корытообразное поперечное сечение, дополнительно включает в себя два участка фланца, продолжающиеся от участков вертикальной стенки. Штампованное изделие, имеющее такую сложную форму, используется, например, в качестве компонента каркаса автомобиля (например, задняя часть переднего лонжерона, задний лонжерон, поперечный элемент, верхний элемент и средняя стойка).
Участок верхней пластины имеет вогнутую область, расположенную между вогнутыми линиями ребра, и выпуклую область, расположенную между выпуклыми линиями ребра. В типичном примере участка верхней пластины штампованного изделия в рассматриваемом варианте осуществления обеспечены одна вогнутая область и одна выпуклая область. Вогнутая область и выпуклая область могут не являться смежными друг другу, при условии, что вогнутая область и выпуклая область гладко продолжают одна другую. Например, плоская область, имеющая небольшую длину в продольном направлении, может располагаться между вогнутой областью и выпуклой областью. Однако следует отметить, что линейное расстояние между каждой из вогнутых линий ребра и центром соответствующей выпуклой линии ребра превышает расстояние между двумя линиями ребра в пятнадцать раз или меньше. Плоская область может быть обеспечена на каждом конце участка верхней пластины. Участок верхней пластины может не иметь постоянную ширину. Например, ширина участка верхней пластины может немного постепенно изменяться.
Участки вертикальной стенки имеют связанные с вогнутостью области вертикальной стенки, смежные с вогнутыми линиями ребра, и связанные с выпуклостью области вертикальной стенки, смежные с выпуклыми линиями ребра. В типичном примере участков вертикальной стенки штампованного изделия в рассматриваемом варианте осуществления высота участков вертикальной стенки (размер участков вертикальной стенки в направлении, перпендикулярном участку верхней пластины) является постоянной на всем протяжении участков вертикальной стенки. Однако участки вертикальной стенки могут не иметь постоянную высоту. Например, высота участков вертикальной стенки может немного постепенно изменяться. В типичном примере участков фланца штампованного изделия в рассматриваемом варианте осуществления ширина участков фланца является постоянной на всем протяжении участков фланца. Однако участки фланца могут не иметь постоянную ширину. Например, ширина участков фланца может немного постепенно изменяться.
Способ изготовления в соответствии с рассматриваемым вариантом осуществления включает в себя этап размещения, первый этап штамповки и второй этап штамповки. На этапе размещения металлическую листовую заготовку размещают таким образом, что она выступает за пределы противоположных сторон участка вершины первого пуансона.
На первом этапе штамповки выполняют формование путем гибки листовой заготовки с использованием первого пуансона, опорного элемента и первой матрицы. Путем гибки получают промежуточное формованное изделие, имеющее по меньшей мере вогнутые линии ребра, вогнутую область и области связанных с вогнутостью областей вертикальной стенки, которые являются смежными вогнутым линиям ребра. Также в промежуточном формованном изделии формируется выпукло/вогнутую форма участка верхней пластины от выпуклой области к вогнутой области. Для изготовления штампованного изделия, имеющего корытообразное поперечное сечение, дополнительно формируются те области участков фланца, которые представляют собой связанные с вогнутостью области фланца, продолжающиеся от связанных с вогнутостью областей вертикальной стенки. На втором этапе штамповки выполняют формование путем вытяжки промежуточного формованного изделия, полученного на первом этапе штамповки, с использованием второго пуансона, второй матрицы и держателя для заготовки. Таким образом в промежуточном формованном изделии формируются выпуклые линии ребра, выпуклая область и области связанных с выпуклостью областей вертикальной стенки, которые являются смежными выпуклым линиям ребра. Для изготовления штампованного изделия, имеющего корытообразное поперечное сечение, дополнительно формируются те области участков фланца, которые представляют собой связанные с выпуклостью области фланца, продолжающиеся от связанных с выпуклостью областей вертикальной стенки.
В способе изготовления в соответствии с рассматриваемым вариантом осуществления вертикальные стенки штампованного изделия подразделены на связанные с вогнутостью вертикальные стенки и связанные с выпуклостью вертикальной стенки. В случае, когда штампованное изделие включает в себя фланцы, связанные с вогнутостью вертикальные стенки и связанные с вогнутостью области фланца обобщенно называются «связанные с вогнутостью области», и связанные с выпуклостью вертикальные стенки и связанные с выпуклостью области фланца обобщенно называются «связанные с выпуклостью области». Область участка верхней пластины от выпуклой области к вогнутой области и связанные с вогнутостью вертикальные стенки или связанные с вогнутостью области первыми формируются на первом этапе штамповки, и затем на втором этапе штамповки формируются выпуклая область участка верхней пластины и связанные с выпуклостью вертикальные стенки или связанные с выпуклостью области.
В соответствии с этим способом изготовления, так как первый этап штамповки, который выполняется первым, представляет собой гибку с использованием опорного элемента, складки не возникают в вогнутой области участка верхней пластины или связанных с вогнутостью областях. В этом процессе область, соответствующая связанным с выпуклостью областям, гладко продолжает выпуклую область. Поэтому складки не возникают в области, соответствующей связанным с выпуклостью областям. Так как второй этап штамповки, который выполняется затем, представляет собой вытяжку, осуществляемую с растяжением, прилагаемым к листовой заготовке, в связанных с выпуклостью областях не возникают складки. В это время связанные с вогнутостью области уже были сформированы на выполняемом перед этим первом этапе штамповки. Поэтому складки не возникают в связанных с вогнутостью областях. Поэтому в способе изготовления в соответствии с рассматриваемым вариантом осуществления может быть предотвращено возникновение складок при изготовлении штампованного изделия, имеющего корытообразное или шляпообразное поперечное сечение и включающего в себя участок верхней пластины, который поднимается и опускается вдоль его продольного направления. Причины, по которым складки возникают в случае, когда порядок выполнения первого и второго этапов штамповки изменяется на обратный, будут описаны позднее.
В описанном выше способе изготовления предпочтительно удовлетворяются условия, выраженные следующими Формулами (1)-(5):





где:
YP (МПа) - предел текучести листовой заготовки;
t (мм) - толщина листа листовой заготовки;
Ra (мм) - радиус кривизны вогнутых линий ребра в плоскости, содержащей направление, перпендикулярное участку верхней пластины, и продольное направление участка верхней пластины;
θa (°) - центральный угол вогнутых линий ребра в плоскости, содержащей направление, перпендикулярное участку верхней пластины, и продольное направление участка верхней пластины;
Ha (мм) - высота связанных с вогнутостью областей вертикальной стенки в центре вогнутых линий ребра, в направлении, перпендикулярном участку верхней пластины;
Rb (мм) - радиус кривизны выпуклых линий ребра в плоскости, содержащей направление, перпендикулярное участку верхней пластины, и продольное направление участка верхней пластины;
θb (°) - центральный угол выпуклых линий ребра в плоскости, содержащей направление, перпендикулярное участку верхней пластины, и продольное направление участка верхней пластины;
Hb (мм) - высота связанных с выпуклостью областей вертикальной стенки в центре выпуклых линий ребра, в направлении, перпендикулярном участку верхней пластины;
L (мм) - линейное расстояние от центра каждой из вогнутых линий ребра до центра соответствующей выпуклой линии ребра.
В случае, когда удовлетворяются условия описанных выше Формул (1) и (2) и используется обычная штамповка, представляющая собой в основном вытяжку, складки возникают в выпуклой области участка верхней пластины. В случае, когда удовлетворяются условия описанных выше Формул (3) и (4) и используется обычная штамповка, представляющая собой в основном гибку с использованием опорного элемента, складки возникают в связанных с выпуклостью областях вертикальной стенки и связанных с выпуклостью областях фланца. Далее, складки возникают в случае, когда удовлетворяется условие описанной выше Формулы (5). Способ изготовления в соответствии с рассматриваемым вариантом осуществления может предотвращать возникновение складок.
В описанном выше способе изготовления в случае, когда высота связанных с вогнутостью областей вертикальной стенки или связанных с выпуклостью областей вертикальной стенки штампованного изделия, полученного на втором этапе штамповки, меньше, чем высота требуемых областей вертикальной стенки штампованного изделия, способ изготовления может включать в себя третий этап штамповки. На третьем этапе штамповки выполняют формование путем гибки после второго этапа штамповки, чтобы переместить вторые линии ребра участков вертикальной стенки в направлении наружной стороны участков вертикальной стенки, причем вторые линии ребра располагаются в положениях, противоположных линиям ребра. На третьем этапе штамповки инструментальная оснастка пресса, включающая в себя пуансон и матрицу, может быть дополнительно снабжена опорным элементом.
В описанном выше способе изготовления для формования может использоваться листовая заготовка, образованная из стального листа, имеющего предел текучести 400 МПа или больше. В типичном примере стальной лист, имеющий предел текучести (YP) 400 МПа или больше, представляет собой лист из стали с высоким пределом прочности при растяжении класса 590 МПа (лист из стали средней прочности, имеющий предел прочности при растяжении (TS) 590 МПа или больше). Более предпочтительно листовая заготовка может иметь предел текучести 600 МПа или больше. В типичном примере стальной лист, имеющий предел текучести (YP) 600 МПа или больше, представляет собой лист из стали с высоким пределом прочности при растяжении класса 980 МПа (лист из стали высокой прочности, имеющий предел прочности при растяжении (TS) 980 МПа или больше). Когда предел текучести листовой заготовки составляет 400 МПа или больше, величина внеплоскостной деформации увеличивается при штамповке, и поэтому имеется тенденция к стягиванию материала. То есть имеется тенденция к возникновению складок. Способ изготовления в соответствии с рассматриваемым вариантом осуществления особенно эффективен при формовании листовой заготовки, которая имеет тенденцию к возникновению складок, в штампованное изделие, имеющее сложную форму. Далее, когда предел текучести листовой заготовки составляет 400 МПа или больше, рабочие характеристики штампованного изделия в качестве компонента каркаса улучшаются.
В описанном выше способе изготовления может выполняться формование даже листовой заготовки, имеющей толщину листа в диапазоне от 0,8 мм до 1,6 мм. Когда толщина листа листовой заготовки составляет 1,6 мм или меньше, величина внеплоскостной деформации увеличивается при штамповке, и поэтому имеется тенденция к стягиванию материала. То есть имеется тенденция к возникновению складок. Когда толщина листа листовой заготовки составляет меньше 0,8 мм, будет маловероятным удовлетворить требованиям к ударным характеристикам (ударной прочности) и жесткости, которые должно иметь штампованное изделие в качестве компонента каркаса, так как листовая заготовка слишком тонкая. С другой стороны, когда толщина листа листовой заготовки составляет больше 1,6 мм, будет маловероятным существенно уменьшить вес штампованного изделия, так как листовая заготовка слишком толстая.
В описанном выше способе изготовления предпочтительно удовлетворяются условия, выраженные следующей формулой (6):
0,011 где: W (мм) - расстояние между двумя линиями ребра. В случае, когда удовлетворяется условие Формулы (6), имеется особенная тенденция к возникновению складок. Способ изготовления в соответствии с рассматриваемым вариантом осуществления особенно подходит для изготовления такого штампованного изделия. Способ изготовления штампованного изделия в соответствии с вариантом осуществления настоящего изобретения будет подробно описан ниже. Штампованное изделие На фиг. 1A и фиг. 1B иллюстрируется пример штампованного изделия, изготовленного с использованием способа изготовления в соответствии с вариантом осуществления настоящего изобретения. На фиг. 1A представлен вид в перспективе, и на фиг. 1B представлен вид сбоку. На фиг. 1A и фиг. 1B показано, в качестве примера, штампованное изделие 1, используемое в качестве задней части переднего лонжерона, представляющей собой один из компонентов каркаса автомобиля. Штампованное изделие 1 имеет корытообразное поперечное сечение на всем его протяжении в продольном направлении. Штампованное изделие 1 включает в себя две линии 6 ребра, участок 2 верхней пластины, два участка 3 вертикальной стенки и два участка 4 фланца. Участок 2 верхней пластины располагается между двумя линиями 6 ребра. Участки 3 вертикальной стенки продолжаются от участка 2 верхней пластины через линии 6 ребер. А именно, участки 3 вертикальной стенки продолжаются от противоположных сторон участка 2 верхней пластины. Участки 4 фланца продолжаются от соответствующих участков 3 вертикальной стенки. Две линии 6 ребра каждая имеет вогнутую линию 6a ребра и выпуклую линию 6b ребра. Вогнутая линия 6a ребра изогнута выпуклостью в направлении внутренней стороны соответствующего участка 3 вертикальной стенки. Выпуклая линия 6b ребра изогнута выпуклостью в направлении наружной стороны соответствующего участка 3 вертикальной стенки. Линейное расстояние L между центром вогнутой линии 6a ребра и центром выпуклой линии 6b ребра превышает расстояние W между двумя линиями 6 ребра (ширина участка 2 верхней пластины) в пятнадцать раз или меньше. Иными словами, вогнутая линия 6a ребра не чрезмерно удалена от выпуклой линии 6b ребра. Если вогнутая линия 6a ребра и выпуклая линия 6b ребра будут удалены друг от друга на чрезмерно большое расстояние, штампованное изделие может быть сформировано без складок даже с использованием обычной штамповки. Участок 2 верхней пластины имеет одну вогнутую область 2a и одну выпуклую область 2b. Вогнутая область 2a располагается между двумя вогнутыми линиями 6a ребра. Выпуклая область 2b располагается между двумя выпуклыми линиями 6b ребра. Вогнутая область 2a изогнута выпуклостью в направлении внутренней стороны участков 3 вертикальной стенки, как показано на фиг. 1B, представляющем собой вид сбоку. Вид сбоку означает, что на штампованное изделие смотрят в направлении, параллельном участку 2 верхней пластины, и перпендикулярно его продольному направлению. Участок 2 верхней пластины может иметь плоскую область 2c, продолжающую вогнутую область 2a. Аналогичным образом участок 2 верхней пластины может иметь плоскую область 2d, продолжающую выпуклую область 2b. Плоские области 2c и 2d могут продолжаться до продольных концов участка 2 верхней пластины. То есть штампованное изделие 1 в рассматриваемом варианте осуществления включает в себя участок 2 верхней пластины, который поднимается и опускается вдоль его продольного направления. Участки 3 вертикальной стенки каждый имеет связанную с вогнутостью область 3a вертикальной стенки и связанную с выпуклостью область 3b вертикальной стенки. Участки 4 фланца каждый имеет связанную с вогнутостью область 4a фланца и связанную с выпуклостью область 4b фланца. Связанные с вогнутостью области 3a вертикальной стенки продолжаются от вогнутой области 2a участка 2 верхней пластины через линии 6 ребер. Связанные с вогнутостью области 3a вертикальной стенки являются смежными с вогнутыми линиями 6a ребра. Связанные с вогнутостью области 4a фланца продолжаются от связанных с вогнутостью областей 3a вертикальной стенки. Связанные с выпуклостью области 3b вертикальной стенки продолжаются от выпуклой области 2b участка 2 верхней пластины через линии 6 ребер. Связанные с выпуклостью области 3b вертикальной стенки являются смежными с выпуклыми линиями 6b ребра. Связанные с выпуклостью области 4b фланца продолжаются от связанных с выпуклостью областей 3b вертикальной стенки. Таким образом, штампованное изделие 1 в рассматриваемом варианте осуществления имеет такие параметры формы, что складки будут возникать при использовании обычной штамповки, которая представляет собой в основном вытяжку или в основном гибку с использованием опорного элемента. Изготовление штампованного изделия На фиг. 2A-2C представлены виды в перспективе для пояснения этапов способа изготовления в соответствии с рассматриваемым вариантом осуществления. На фиг. 2A иллюстрируется ситуация первого этапа штамповки. На фиг. 2B иллюстрируется ситуация второго этапа штамповки. На фиг. 2C иллюстрируется ситуация третьего этапа штамповки. На каждом из фиг. 2A-2C листовая заготовка 11 и промежуточное формованное изделие 21 каждое имеет состояние перед штамповкой на соответствующих этапах. На фиг. 3A представлен вид в перспективе, иллюстрирующий внешний вид промежуточного формованного изделия 21 после первого этапа штамповки. На фиг. 3B представлен вид в перспективе, иллюстрирующий внешний вид промежуточного формованного изделия 31 после второго этапа штамповки. На фиг. 3C представлен вид в перспективе, иллюстрирующий внешней вид штампованного изделия 1 после третьего этапа штамповки. На каждом из фиг. 2A-2C формовочная оснастка пресса изображена таким образом, что только форма поверхности, которая вступает в контакт со штампованным изделием, показана для облегчения понимания конфигурации формовочной инструментальной оснастки пресса. Способ изготовления в соответствии с рассматриваемым вариантом осуществления включает в себя этап размещения, первый этап штамповки, второй этап штамповки и третий этап штамповки. На этапе размещения выполняют подготовку листовой заготовки 11, представляющей собой плоский лист, как показано на фиг. 2A. Листовая заготовка 11 представляет собой лист, отрезанный, например, от листа из стали с высоким пределом прочности при растяжении класса 590 МПа. Форма листовой заготовки 11 определяется в соответствии с формой штампованного изделия 1 (см. фиг. 3C). Далее, на первом этапе штамповки используется первый пресс, как показано на фиг. 2A. Первый пресс включает в себя первый пуансон 12, в качестве нижней части штампа, и первую матрицу 13 и первый опорный элемент 14, в качестве верхней части штампа. Первый пуансон 12 отражает выпукло/вогнутую форму области участка 2 верхней пластины от выпуклой области к вогнутой области. Первый пуансон 12 далее отражает форму тех областей участков 3 вертикальной стенки, которые представляют собой связанные с вогнутостью области 3a вертикальной стенки. В случае, когда штампованное изделие включает в себя участки 4 фланца, первый пуансон 12 отражает форму тех областей участков 4 фланца, которые представляют собой связанные с вогнутостью области 4a фланца. Далее, первый пуансон 12 выполнен таким образом, что участок, соответствующий связанным с выпуклостью областям 3b вертикальной стенки и связанным с выпуклостью областям 4b фланца, гладко продолжает участок, соответствующий выпуклой области 2b. Первый опорный элемент 14 отражает выпукло/вогнутую форму области участка 2 верхней пластины от выпуклой области к вогнутой области. Первая матрица 13 располагается напротив части первого пуансона 12. Первая матрица 13 отражает форму тех областей участков 3 вертикальной стенки, которые представляют собой связанные с вогнутостью области 3a вертикальной стенки, и дополнительно отражает форму тех областей участков 4 фланца, которые представляют собой связанные с вогнутостью области 4a фланца. Первая матрица 13 далее отражает форму тех областей участков 3 вертикальной стенки и участков 4 фланца, которые представляют собой область, связанную с плоской областью 2c. В рассматриваемом варианте осуществления высота формы связанных с вогнутостью областей 3a вертикальной стенки, которую отражают первый пуансон 12 и первая матрица 13, задается меньше, чем высота связанных с вогнутостью областей 3a вертикальной стенки штампованного изделия 1, являющегося конечным изделием, с учетом третьего этапа штамповки, который будет описан позднее. Этап размещения выполняется первым. На этапе размещения листовую заготовку 11, образованную из металлического листа, размещают между верхней частью штампа (первая матрица) и нижней частью штампа (первый пуансон). Более конкретно, листовую заготовку 11 размещают таким образом, что она выступает за пределы противоположных сторон участка вершины первого пуансона 12. Участки, которые выступают за пределы, представляют собой участки, формуемые в вертикальные стенки или фланцы. Листовую заготовку 11 получают, например, путем вырубки из металлического листа. Металлический лист представляет собой, например, стальной лист, лист из алюминия, алюминиевого сплава или любого другого материала. Следующим выполняется первый этап штамповки. На первом этапе штамповки используется первый пресс для формования путем гибки листовой заготовки 11. Первая матрица 13 опускается, чтобы прижать первый опорный элемент 14 к листовой заготовке 11 на первом пунсоне 12. Таким образом формируется выпукло/вогнутая форма области участка 2 верхней пластины от выпуклой области к вогнутой области. Первая матрица 13 затем опускается вместе с первым опорным элементом 14, прижатым к листовой заготовке 11 на первом пуансоне 12. Таким образом формируются вогнутые линии 6a ребра, вогнутая область 2a участка 2 верхней пластины, области связанных с вогнутостью областей 3a вертикальной стенки, которые являются смежными вогнутым линиям 6a ребра, и связанные с вогнутостью области 4a фланца. Одновременно формируются те области участков 3 вертикальной стенки и участков 4 фланца, которые представляют собой область, связанную с плоской областью 2c. На описанном выше первом этапе штамповки получают промежуточное формованное изделие 21 первой стадии, показанное на фиг. 3A. Промежуточное формованное изделие 21 после первого этапа штамповки имеет следующие сформированные области: все области участка 2 верхней пластины; те области участков 3 вертикальной стенки, которые представляют собой связанные с вогнутостью области 3a вертикальной стенки; те области участков 4 фланца, которые представляют собой связанные с вогнутостью области 4a фланца; и те области участков 3 вертикальной стенки и участков 4 фланца, которые представляют собой область, связанную с плоской областью 2c. В рассматриваемом варианте осуществления высота связанных с вогнутостью областей 3a вертикальной стенки в промежуточном формованном изделии 21 после первого этапа штамповки немного меньше, чем высота связанных с вогнутостью областей 3a вертикальной стенки в штампованном изделии 1, являющемся конечным изделием. Тем самым на первом этапе штамповки формируются области связанных с вогнутостью областей 3a вертикальной стенки, которые являются смежными вогнутым линиям 6a ребра, то есть часть связанных с вогнутостью областей 3a вертикальной стенки. Затем выполняется второй этап штамповки. На втором этапе штамповки используется второй пресс, как показано на фиг. 2B. Второй пресс включает в себя второй пуансон 22 и держатель 24 для заготовки, в качестве нижней части штампа, и вторую матрицу 23, в качестве верхней части штампа. Второй пуансон 22 отражает форму области участка 2 верхней пластины от выпуклой области к вогнутой области и далее отражает форму областей участков 3 вертикальной стенки, которые являются смежными выпуклым линиям ребра и вогнутым линиям ребра. Второй пуансон 22 дополнительно отражает форму тех областей участков фланца 4, которые представляют собой связанные с вогнутостью области 4a фланца, и форму области, связанной с плоской областью 2c. Держатель 24 для заготовки отражает форму тех областей участков 4 фланца, которые представляют собой связанные с выпуклостью области 4b фланца, и форму области, связанной с плоской областью 2d. Вторая матрица 23 отражает формы области участка 2 верхней пластины от выпуклой области к вогнутой области, областей участков 3 вертикальной стенки, которые являются смежными выпуклым линиям ребра и вогнутым линиям ребра, и участков 4 фланца. В рассматриваемом варианте осуществления высота формы связанных с вогнутостью областей 3a вертикальной стенки, которую отражают второй пуансон 22 и вторая матрица 23, задается меньше, чем высота связанных с вогнутостью областей 3a вертикальной стенки штампованного изделия 1, которое является конечным изделием. На втором этапе штамповки используется второй пресс для формования путем вытяжки промежуточного формованного изделия 21. Перед вторым этапом штамповки промежуточное формованное изделие 21 размещают между верхней и нижней частями штампа таким образом, что выпукло/вогнутая форма участка 2 вертикальной стенки согласуется с формой нижней части штампа. Далее на втором этапе штамповки вторая матрица 23 опускается, и вторая матрица 23 и держатель 24 для заготовки зажимают между ними промежуточное формованное изделие 21. В этом состоянии вторая матрица 23 опускается дальше. Тем самым формование путем вытяжки протекает с растяжением, прилагаемым к промежуточному формованному изделию 21. Таким образом формируются следующие области: выпуклые линии 6b ребра; выпуклая область 2b участка 2 верхней пластины; области связанных с выпуклостью областей 3b вертикальной стенки, которые являются смежными выпуклым линиям 6b ребра; и связанные с выпуклостью области 4b фланца. Одновременно формируются те области участков 3 вертикальной стенки и участков 4 фланца, которые представляют собой область, связанную с плоской областью 2d. Обращаясь к фиг. 2B, часть выпуклой области 2b участка 2 верхней пластины вместо этого может быть сформирована на первом этапе штамповки. Участок 2 верхней пластины промежуточного формованного изделия 21 тем самым может иметь выпукло/вогнутую форму. Однако полностью выпуклая область 2b участка 2 верхней пластины формируется на втором этапе штамповки. На описанном выше втором этапе штамповки получают промежуточное формованное изделие 31, которое представляет собой промежуточное формованное изделие второй стадии, показанное на фиг. 3B. Промежуточное формованное изделие 31 после второго этапа штамповки имеет следующие сформированные области: область участка 2 верхней пластины от выпуклой области к вогнутой области; области участков 3 вертикальной стенки, которые являются смежными линиям 6 ребра; и все области участков 4 фланца. В рассматриваемом варианте осуществления высота связанных с выпуклостью областей 3b вертикальной стенки в промежуточном формованном изделии 31 после второго этапа штамповки немного меньше, чем высота связанных с выпуклостью областей 3b вертикальной стенки в штампованном изделии 1, которое является конечным изделием. Тем самым на втором этапе штамповки формируются области связанных с выпуклостью областей 3b вертикальной стенки, которые являются смежными выпуклым ребрам 6b, то есть часть связанных с выпуклостью областей 3b вертикальной стенки. Затем выполняется третий этап штамповки. На третьем этапе штамповки используется третий пресс, как показано на фиг. 2C. Третий пресс включает в себя третий пуансон 32, в качестве нижней части штампа, и третью матрицу 33 и третий опорный элемент 34, в качестве верхней части штампа. Третий пуансон 32 отражает форму, полностью совпадающую с формой штампованного изделия 1, которое является конечным изделием. Третий опорный элемент 34 отражает форму всего участка 2 верхней пластины. Третья матрица 33 отражает полностью форму участков 3 вертикальной стенки и участков 4 фланца. На третьем этапе штамповки используется третий пресс для формования путем гибки промежуточного формованного изделия 31 для фиксации формы. В этом процессе промежуточное формованное изделие 31 сначала размещают между верхней и нижней частями штампа. Далее третий опорный элемент 34 опускается, чтобы прижать третий опорный элемент 34 к промежуточному формованному изделию 31 на третьем пуансоне 32. В этом состоянии третья матрица 33 опускается. Более конкретно, формование путем гибки осуществляется таким образом, что вторые линии 7 ребра участков 3 вертикальной стенки, которые представляют собой линии ребра, противоположные линиям 6 ребра, перемещаются в направлении наружной стороны участков 3 вертикальной стенки. Вторые линии 7 ребра означают линии ребра между участками 3 вертикальной стенки и участками 4 фланца. Таким образом формируется штампованное изделие 1, которое представляет собой конечное изделие, как показано на фиг. 3C. В способе изготовления в соответствии с рассматриваемым вариантом осуществления, так как первый этап штамповки, который выполняется первым, представляет собой гибку с использованием первого опорного элемента 14, складки не возникают в вогнутой области 2a или в связанных с вогнутостью областях участка 2 верхней пластины. В этом процессе, область, соответствующая связанным с выпуклостью областям, формируется таким образом, что она гладко продолжает выпуклую область 2b. Поэтому складки не возникают в области, соответствующей связанным с выпуклостью областям. Так как на втором этапе штамповки, который выполняется затем, осуществляется вытяжка с растяжением, прилагаемым к промежуточному формованному изделию 21, которое является промежуточным формованным изделием первой стадии, складки не возникают в связанных с выпуклостью областях (связанных с выпуклостью областях 3b вертикальной стенки и связанных с выпуклостью областях 4b фланца в окрестности границы между связанными с вогнутостью областями и связанными с выпуклостью областями, в частности). В это время связанные с вогнутостью области уже были сформированы на выполняемом перед этим первом этапе штамповки. Поэтому складки не возникают в связанных с вогнутостью областях. Таким образом, в способе изготовления в соответствии с рассматриваемым вариантом осуществления может быть предотвращено возникновение складок при изготовлении штампованного изделия 1, имеющего корытообразное или шляпообразное поперечное сечение и включающего в себя участок 2 верхней пластины, который поднимается и опускается вдоль его продольного направления. Следует отметить, что для предотвращения возникновения складок является важным первым осуществлять формирование связанных с вогнутостью областей путем гибки и затем формирование связанных с выпуклостью областей путем вытяжки, как в способе изготовления в соответствии с рассматриваемым вариантом осуществления. Если описанный выше порядок изменяется на обратный, складки возникают на участках вертикальной стенки и участках фланца в окрестности границы между связанными с вогнутостью областями и связанными с выпуклостью областями. Причины этого будут описаны ниже. На фиг. 4A-4D иллюстрируется пример после первого этапа штамповки способа изготовления в соответствии с рассматриваемым вариантом осуществления. На фиг. 4A представлен вид в перспективе, иллюстрирующий внешний вид промежуточного формованного изделия. На фиг. 4B представлен вид в разрезе по линии IVB-IVB на фиг. 4A. На фиг. 4C представлен вид в разрезе по линии IVC-IVC на фиг. 4A. На фиг. 4D представлен вид в разрезе по линии IVD-IVD на фиг. 4A. На фиг. 5 представлен вид в перспективе, иллюстрирующий внешний вид промежуточного формованного изделия после второго этапа штамповки способа изготовления в соответствии с рассматриваемым вариантом осуществления. На фиг. 4A-5 также показаны нижние части 40 и 41 штампа для облегчения понимания конфигурации инструментальной оснастки пресса. На фиг. 6A-6D иллюстрируется пример в случае, когда связанные с выпуклостью области первыми формируются путем вытяжки. На фиг. 6A представлен вид в перспективе, иллюстрирующий внешний вид штампованного изделия. На фиг. 6B представлен вид в разрезе по линии VIB-VIB на фиг. 6A. На фиг. 6C представлен вид в разрезе по линии VIC-VIC на фиг. 6A. На фиг. 6D представлен вид в разрезе по линии VID-VID на фиг. 6A. На фиг. 7 представлен вид в перспективе, иллюстрирующий внешний вид штампованного изделия в случае, когда связанные с выпуклостью области формируются путем вытяжки, и связанные с вогнутостью области затем формируются путем гибки. На фиг. 6A-7 также показаны нижние части 50 и 51 штампа для облегчения понимания конфигурации инструментальной оснастки пресса. В случае, когда связанные с выпуклостью области первыми формируются путем гибки, как в способе изготовления в соответствии с рассматриваемым вариантом осуществления, участки 43 вертикальной стенки выдаются в окрестности границы между связанными с вогнутостью областями 43a и связанными с выпуклостью областями 43b, как показано на фиг. 4A-4D. Величина, на которую они выдаются, является относительно небольшой. Поэтому, когда связанные с выпуклостью области затем формируются путем вытяжки, формование областей, где участки 43 вертикальной стенки выдаются, осуществляется с соответствующим растяжением, прикладываемым к ним. Поэтому складки не возникают в окрестности границы между связанными с вогнутостью областями 43a и связанными с выпуклостью областями 43b, как показано на фиг. 5. В отличие от этого, в случае, когда связанные с выпуклостью области первыми формируются путем вытяжки, участки 53 вертикальной стенки выдаются в окрестности границы между связанными с вогнутостью областями 53a и связанными с выпуклостью областями 53b, как показано на фиг. 6A-6D. Величина, на которую они выдаются, является относительно большой, так как формование осуществляется с растяжением, прилагаемым к листовой заготовке. Если связанные с вогнутостью области затем формируются путем гибки, области, где участки 53 вертикальной стенки выдаются, удерживаются в этом положении. Поэтому складки возникают в окрестности границы между связанными с вогнутостью областями 53a и связанными с выпуклостью областями 53b, как показано на фиг. 7. Поэтому для предотвращения возникновения складок является важным первым осуществлять формирование связанных с вогнутостью областей путем гибки и затем формирование связанных с выпуклостью областей путем вытяжки, как в способе изготовления в соответствии с рассматриваемым вариантом осуществления. Материалом штампованного изделия 1 в рассматриваемом варианте осуществления может быть стальной лист, имеющий предел текучести (YP) 400 МПа или больше. Штампованное изделие 1 более предпочтительно образовано из стального листа, имеющего предел текучести (YP) 600 МПа или больше. Причины этого заключаются в следующем. Материал с низким пределом текучести имеет тенденцию к пластической деформации с низким напряжением. Поэтому область, где возникают складки при штамповке с использованием инструментальной оснастки пресса, пластически деформируется и следует за инструментальной оснасткой пресса, и поэтому будет маловероятным возникновение складок. С другой стороны, для материала, имеющего высокий предел текучести, будет маловероятной его пластическая деформация, и поэтому имеется тенденция к возникновению складок. Листовая заготовка, формуемая в штампованное изделие 1 в рассматриваемом варианте осуществления, может представлять собой стальной лист, имеющий толщину листа в диапазоне от 0,8 мм до 1,6 мм. Далее, штампованное изделие 1 в рассматриваемом варианте осуществления может удовлетворять условиям, выраженным описанными выше Формулами (1)-(6), представляющими собой условия, при которых имеется тенденция к возникновению складок. Далее, очевидно, что настоящее изобретение не ограничивается описанным выше вариантом осуществления и возможны множество изменений при условии, что эти изменения не выходят за пределы сущности настоящего изобретения. Например, в описанном выше варианте осуществления размеры пуансонов и матриц, используемых на первом и втором этапах штамповки, задаются таким образом, что высота связанных с вогнутостью областей вертикальной стенки промежуточного формованного изделия после второго этапа штамповки меньше, чем высота связанных с вогнутостью областей вертикальной стенки штампованного изделия, которое является конечным изделием. В отличие от этого, размеры пуансонов и матриц, используемых на первом и втором этапах штамповки, могут быть заданы таким образом, что высота связанных с выпуклостью областей вертикальной стенки промежуточного формованного изделия после второго этапа штамповки будет меньше, чем высота связанных с выпуклостью областей вертикальной стенки штампованного изделия, которое является конечным изделием. В обоих случаях требуется третий этап штамповки. Размеры пуансонов и матриц, используемых на первом и втором этапах штамповки, вместо этого могут быть заданы таким образом, что высота участков вертикальной стенки промежуточного формованного изделия на всем их протяжении после второго этапа штамповки совпадает с высотой участков вертикальной стенки штампованного изделия, которое является конечным изделием, на всем их протяжении. В этом случае третий этап штамповки может отсутствовать. В описанном выше варианте осуществления штампованное изделие имеет корытообразное поперечное сечение на всем его протяжении в продольном направлении. Вместо этого штампованное изделие может полностью или частично иметь шляпообразное поперечное сечение без фланца. В настоящем изобретении, так как для связанных с вогнутостью областей или плоской области не требуется формование путем вытяжки с использованием держателя для заготовки, даже штампованное изделие, имеющее шляпообразное поперечное сечение, не имеет такую проблему, как складки. Далее, связанные с выпуклостью области формуют путем вытяжки с использованием держателя для заготовки. Вытяжка может выполняться полностью до такой степени, что фланец будет отсутствовать в окрестности нижней мертвой точки формования, или шляпообразное поперечное сечение может быть получено уже после выполнения этапов в соответствии с рассматриваемым вариантом осуществления путем резки штампованного изделия с использованием обрезной инструментальной оснастки пресса или лазерной резки. В описанном выше варианте осуществления третий пресс, используемый для третьего этапа штамповки, включает в себя пуансон, матрицу и опорный элемент. Вместо этого опорный элемент в третьем прессе может быть объединен с матрицей. В прессах с первого по третий взаимное расположение верхней и нижней частей штампа может быть изменено на обратное. Пример Для подтверждения эффектов способа изготовления в соответствии с рассматриваемым вариантом осуществления было проведено компьютерное моделирование, предполагающее изготовление штампованного изделия, показанного на фиг. 1A. В Примере по изобретению в соответствии с настоящим изобретением связанные с вогнутостью области первыми формировались путем гибки, и связанные с выпуклостью области затем формировались путем вытяжки (см. фиг. 2A-2C). В Сравнительном примере 1 штампованное изделие изготавливалось за один этап штамповки. В Сравнительном примере 2 связанные с выпуклостью области первыми формировались путем вытяжки, и связанные с вогнутостью области затем формировались путем гибки (см. фиг. 6A-7). Для каждой модели анализировалась деформация в штампованном изделии для оценки того, возникают или нет складки. Для каждой модели задавались следующие параметры: предел текучести (YP) листовой заготовки составлял 843 МПа; толщина листа листовой заготовки составляла 1,8 мм; радиус Ra кривизны вогнутых линий ребра составлял 500 мм; центральный угол θa вогнутых линий ребра составлял 38°; высота Ha связанных с вогнутостью областей вертикальной стенки составляла 30 мм; радиус Rb кривизны выпуклых линий ребра составлял 500 мм; центральный угол θb выпуклых линий ребра составлял 38°; высота Hb связанных с выпуклостью областей вертикальной стенки составляла 30 мм; линейное расстояние L от центра каждой из вогнутых линий ребра до центра соответствующей выпуклой линии ребра составляло 300 мм. Для каждой модели, если результаты показывали, что величина уменьшения толщины листа составляла -0,18 или меньше (увеличение толщины листа), считалось, что возникают складки. В Таблице 1 представлены результаты моделирования. В Таблице 1 буква «E» («excellent», т.е. «отлично») означает, что складки не возникают. В Таблице 1 буквы «NA» («not acceptable», т.е. «неприемлемо») означают, что возникают складки.
Обращаясь к фиг. 1, складки не возникают в Примере по изобретению в соответствии с настоящим изобретением. Складки возникают в Сравнительных примерах 1 и 2.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Способ изготовления штампованного изделия в соответствии с настоящим изобретением может эффективным образом использоваться для изготовления штампованного изделия для автомобиля, которое должно иметь высокую прочность.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1: штампованное изделие
2: участок верхней пластины
2a: вогнутая область
2b: выпуклая область
2c: плоская область
2d: плоская область
3: участок вертикальной стенки
3a: связанная с вогнутостью область вертикальной стенки
3b: связанная с выпуклостью область вертикальной стенки
4: участок фланца
4a: связанная с вогнутостью область фланца
4b: связанная с выпуклостью область фланца
6: линия ребра
6a: вогнутая линия ребра
6b: выпуклая линия ребра
11: листовая заготовка
12: первый пуансон
13: первая матрица
14: первый опорный элемент
21: промежуточное формованное изделие
22: второй пуансон
23: вторая матрица
24: держатель для заготовки
31: промежуточное формованное изделие
32: третий пуансон
33: третья матрица
34: третий опорный элемент
Реферат
Изобретение относится к области обработки металлов давлением и может быть использовано при штамповке листовой заготовки. Листовую заготовку размещают в инструментальной оснастке пресса. На первом этапе штамповки выполняют формование вогнутых линий ребра, вогнутой области и областей, связанных с вогнутостью областей вертикальной стенки, которые являются смежными вогнутым линиям ребра. На втором этапе штамповки выполняют формование путем вытяжки полученного в результате первого этапа штамповки изделия выпуклых линий ребра, выпуклой области и областей, связанных с выпуклостью областей вертикальной стенки, которые являются смежными выпуклым линиям ребра. Предотвращается возникновение складок при изготовлении штампованного изделия. 5 з.п. ф-лы, 7 ил., 1 табл.
Комментарии