Фильтрующее средство для табачного дыма, фильтрующий стержень, сигарета и способ изготовления фильтрующего средства для табачного дыма (варианты) - RU2127986C1
Код документа: RU2127986C1
Чертежи

Описание
Изобретение относится к производству недорогих фильтров табачного дыма из двухкомпонентных волокон, содержащих сердцевину из недорогого, высокопрочного, термопластичного полимера, предпочтительно полимера, и способную прикрепляться к ней оболочку из материала, предпочтительно выбранного из пластифицированного ацетата целлюлозы, сополимера этилена и винилацетата, поливинилового спирта или сополимера этилена и винилового спирта.
Хотя двухкомпонентные волокна, содержащие оболочку из каждого из этих полимерных материалов, обладают уникальными свойствами и преимуществами, особенно при использовании в фильтрах для табачного дыма, они наделены некоторыми общими особенностями, которые имеют важное значение для практического применения данной изобретательской идеи. Может быть, в первую очередь для курильщиков важно то, что каждый из этих материалов оболочки при использовании для фильтрации табачного дыма, как определено, оказывает приятное вкусовое воздействие. Кроме того, для улучшения фильтрации такие двухкомпонентные волокна могут быть изготовлены выдуванием из расплава с получением очень тонких волокон диаметром порядка 10 микрон или менее. Другой важной практической особенностью этих двухкомпонентных волокон является то, что их можно непрерывно изготавливать и одновременно при одностадийном способе превращать в фильтры для табачного дыма. Таким образом, фильтры для табачного дыма, образованные из двухкомпонентных волокон согласно этому изобретению, могут обеспечить лучшую фильтрующую способность и приятное вкусовое воздействие при существенно меньшей стоимости, когда их используют в сигаретах или других курительных изделиях.
В фильтрующих элементах фильтров для табачного дыма применяют самые различные волокнистые материалы. Однако выбор материалов для использования в производстве таких фильтров ограничен ввиду необходимости сбалансировать различные практические требования. Очень важным свойством фильтра для табачного дыма, очевидно, является его фильтрующая способность, т.е. его способность удалять определенные компоненты из табачного дыма. Однако должен быть найден компромисс между пределами фильтрующей способности и удовлетворением других практически важных факторов, как, например, сопротивления втягиванию, твердости, вкусового воздействия и производственных расходов.
Ацетат целлюлозы давно считается лучшим
материалом
для
производства фильтров для табачного дыма, главным образом, ввиду его возможности обеспечивать практически приемлемую фильтрующую способность (порядка около 50%), не влияя при этом
значительно на
привкус табака, низкое сопротивление втягиванию и твердость фильтра, желаемые большинством курильщиков. Значительная часть практически желательного "привкуса" обеспечивается
стандартными
пластификаторами, используемыми при производстве фильтрующих элементов с применением волокон из ацетата целлюлозы, обычно из триэтиленгликольацетата или глицеролтриацетата
("триацетина"). При обычном
производстве фильтров для сигарет пластификатор обыкновенно наносят на волокна из ацетата целлюлозы распылением или смачиванием с использованием способов, признанных в
технике. Склонность
пластификатора мигрировать в направлении к центру обычных волокон из ацетата целлюлозы снижает количество пластификатора на поверхности волокон, уменьшает до минимума его
способность усиливать
привкус
и ограничивает срок годности пластифицированных, скрученных в жгут волокон перед их переработкой в фильтрующие стержни. Поэтому пластификатор обычно добавляют в жгут во
время изготовления
фильтрующих
стержней. (US 4270962 A, 02.06.81)
Волокнам из ацетата целлюлозы, пластифицированным этим способом и обернутым бумагой с образованием наподобия стержня,
придают способность к
сцеплению в
точках соприкосновения волокон, что позволяет за два - три часа образовывать сравнительно самонесущие, удлиненные фильтрующие стержни. Этот процесс может быть
ускорен применением газов
при повышенных
температурах одновременно с образованием фильтрующего стержня. Фильтрующие стержни, изготовленные этим способом, обеспечивают извилистый путь для прохождения
табачного дыма, когда
раздельные отрезки
такого материала используются в качестве фильтрующих элементов для табачного дыма.
Фильтрующую способность можно значительно увеличить, используя тонкие волокна, которые обеспечивают увеличенную площадь поверхности волокон при таком же весе волокон. Волокно из ацетата целлюлозы, формованное из растворителя, имеется на рынке лишь при диаметре волокон 13 мкм. Для получения более тонких волокон из ацетата целлюлозы, т.е. диаметром 10 мкм или менее потребовалось бы формование из расплава пластифицированной смолы на основе ацетата целлюлозы; однако, использование пластификатора в количестве, необходимом для прямого формования таких тонких волокон из ацетата целлюлозы, имело бы результатом получение очень слабых и практически бесполезных волокон. Чтобы производить такие тонкие волокна с целью их использования в фильтрах для табачного дыма, пришлось бы вытягивать и придавать извилистость волокнам большего диаметра, формируемым из расплава ацетата целлюлозы и требующим меньше пластификатора. К сожалению, волокна из ацетата целлюлозы, формируемые из расплава, технически можно вытягивать лишь при относительно небольших степенях вытяжки до того, как волокна разорвутся во время обработки. Невозможность формовать и обрабатывать очень тонкие волокна из ацетата целлюлозы накладывают практические пределы на фильтрующие способности этого материала при производстве фильтров для табачного дыма.
Кроме того, практически очень важно то, что по сравнению с другими полимерными материалами, как, например, полиолефинами, ацетат целлюлозы является относительно дорогостоящим материалом, который в виде смолы стоит, например, приблизительно в три с лишним раза больше, чем рыночный полипропилен. Хотя и предпринимались попытки использовать другие менее дорогостоящие и легче перерабатываемые полимерные материалы, как, например, полипропилен, вместо ацетата целлюлозы при производстве фильтров для табачного дыма, эти попытки почти всегда отклонялись на промышленном уровне, главным образом, ввиду нежелательного воздействия таких материалов на вкусовые свойства табачного дыма. Кроме того, также использование обычно ограничивалось невозможностью легкого сцепления волокон, чтобы получить желаемую твердость фильтра при необходимом сопротивлении втягиванию.
Другой проблемой, связанной с твердыми фильтрами для табачного дыма, особенно сигаретными фильтрами, имеющимися в настоящее время на рынке, является трудность ликвидации таких материалов после их использования. Посредством сцепления сильно извилистых волокон из ацетата целлюлозы в точках их соприкосновения обычные сигаретные фильтры предназначены обеспечивать значительный объем промежуточного пространства для прохождения дыма. Такие фильтрующие элементы со сцеплением волокон в точках их соприкосновения очень медленно разрушаются при нормальных условиях окружающей среды, что приводит к образованию большого по объему, долго сохраняющегося, экологически нежелательного мусора.
Основной задачей изобретения является создание уникальных материалов из полимерных двухкомпонентных волокон, которые обладают преимуществами ацетата целлюлозы, особенно при использовании в производстве фильтров табачного дыма, при этом лишены многих вышеупомянутых практически признанных недостатков такого материала.
Дальнейшей важной задачей настоящего изобретения является создание фильтра табачного дыма, который обладает преимуществами обычных фильтров с волокнами из ацетата целлюлозы при значительно меньшей стоимости.
Другой задачей этого изобретения является создание двухкомпонентного волокнистого материала с сердцевиной и оболочкой, особенно для использования в производстве фильтрующих элементов для табачного дыма, который сочетает в себе практически желательный привкус, твердость и сопротивление втягиванию у фильтров с волокнами из ацетата целлюлозы с низкой стоимостью и высокой прочностью используемого полимерного материала, как, например, полипропилена.
Дальнейшей задачей данной изобретательской идеи является создание фильтра для табачного дыма, образованного из двухкомпонентных волокон с оболочкой и сердцевиной, в котором оболочка будет быстро разрушаться под действием условий окружающей среды, оставляя только несцепленные тонкие волокна, которые имеют очень небольшой объем по сравнению с фильтрующим элементом, из которого они произошли, и являются фактически незаметными.
Кроме того, задачей изобретения является создание двухкомпонентных волокон, которые вытянуты с использованием способа выдувания волокон из расплава с получением в результате очень тонких волокон, имеющих средний диаметр порядка около 10 мкм или менее.
Еще одной задачей настоящего изобретения является создание очень тонких двухкомпонентных волокон, которые могут быть использованы для образования фильтрующего стержня для табачного дыма с высокой фильтрующей способностью, при сохранении структурной целостности фильтрующего стержня, посредством чего обеспечивается дальнейшее уменьшение стоимости.
Кроме того, задачей изобретения является создание фильтрующих стержней, фильтрующих элементов, сигарет с фильтром и т.п., содержащих в себе фильтрующие элементы из двухкомпонентных волокон, формованных выдуванием из расплава, которые обладают практически желательными вкусовыми свойствами, фильтрующей способностью, сопротивлением втягиванию и твердостью, а также способы изготовления таких материалов высокоэффективным и промышленно приемлемым образом.
Из дальнейшего описания и прилагаемой формулы изобретения специалистам станут ясны другие задачи и преимущества этого изобретения.
Эти и другие задачи изобретения достигаются благодаря созданию двухкомпонентных волокон, которые предпочтительно изготовлены выдуванием из расплава и имеют сердцевину из недорогого, высокопрочного полимерного материала, предпочтительно полипропилена, и оболочку из способного к сцеплению полимерного материала, предпочтительно выбранного из пластифицированного ацетата целлюлозы (АЦ), сополимера этилена и винилацетата (СЭВ), поливинилового спирта (ПВС) и сополимера этилена и винилового спирта (ПВС) и сополимера этилена и винилового спирта (СЭВС), и переработки таких волокон для образования сравнительно самонесущих, удлиненных фильтрующих стержней, которые могут быть подразделены для производства множества фильтрующих элементов, вставляемых в сигареты с фильтром и т.п.
Термином "двухкомпонентный", как он используется здесь, обозначается применение двух полимеров различной химической природы, находящихся в раздельных частях структуры волокон. Хотя возможны и другие виды двухкомпонентных волокон, более распространенным является расположение двух полимеров "бок о бок" или в виде "оболочка-сердцевины". Настоящее изобретение касается, главным образом, двухкомпонентных волокон типа "оболочка-сердевина", когда из способного к сцеплению полимера формуют оболочку для полного покрытия и окружения сердцевины из сравнительно недорогого, высокопрочного полимерного материала, как, например, полипропилена, предпочтительно используя способ вытягивания волокон "выдуванием из расплава". При такой структуре волокна материал сердцевины может составлять 90 вес.% всего волокна, что обеспечивает высокую прочность волокна при существенно меньшей стоимости материала, чем у волокна, состоящего целиком из ацетата целлюлозы. При использовании более плотных материалов оболочки могут оказаться желательными более высокие весовые проценты содержания материала оболочки, например, 40/60 для оболочка/сердцевина, чтобы обеспечить надлежащее покрытие для успешного сцепления волокон и для вкусового воздействия при сохранении по-прежнему преобладания материала сердцевины. Даже при меньших количествах материала сердцевины в двухкомпонентных волокнах коммерчески значительным образом снижается стоимость волокон и фильтров для табачного дыма, изготовленных из них.
При использовании волокон в производстве фильтра для табачного дыма оболочки волокон, наложенных друг на друга в жгуте, которые образованы из АЦ, СЭВ, ПВС и СЭВС, могут быть сцеплены в их точках соприкосновения с образованием самонесущих фильтрующих стержней с помощью описанных здесь способов, чтобы обеспечить фильтрующую способность, твердость и сопротивление втягиванию, сходные с теми, которыми обладают обычные фильтры из ацетата целлюлозы. Кроме того, так как с дымом соприкасается только поверхностная оболочка, то реализуются весьма желательные вкусовые свойства полимера оболочки и устраняется нежелательное воздействие на вкусовые свойства материала сердцевины.
Хотя двухкомпонентные волокна хорошо известны, определенные двухкомпонентные волокна с оболочкой и сердцевинной согласно этому изобретению, кажется, являются уникальными и обладающими характерными признаками, которые и не предполагались бы. Например, из-за трудности формования из расплава АЦ и обеспечения совместимости и вытяжки композиции, образованной из термопласта, как, например, полипропилена, двухкомпонентные волокна из таких материалов, формованные выдуванием из расплава в соответствии с этим изобретением, по-видимому, являются неизвестными. Более того, хотя и были предложены двухкомпонентные волокна с расположением СЭВА и полиолефина бок о бок для использования, главным образом, в качестве связующего материала при производстве фильтров для табачного дыма, состоящих в основном из ацетатных штапельных волокон, не были осознаны преимущества использования непрерывных, имеющих оболочку и сердцевину волокон из СЭВА для изготовления главной части (или полностью) таких фильтрующих изделий. Более того, неожиданной является способность двухкомпонентных волокон, имеющих высокопрочную, недорогую сердцевину, например, из полиэтилена и оболочку из ПВС или СЭВС, образовывать сравнительно устойчивые и самонесущие воздухопроницаемые стержни со сцепленными волокнами, которые будут эффективно действовать как фильтры для дыма и к тому же легко разрушаться под воздействием условий окружающей среды.
Двухкомпонентные волокна подобного рода, произведенные с помощью обычного способа формования волокон "выдуванием из расплава", могут быть вытянуты во время экструзии с целью получения сверхтонких волокон. Как указывалось выше, хотя известны волокна из ацетата целлюлозы диаметром порядка около 11 мкм, наименьшие имеющиеся в настоящее время технические волокна из ацетата целлюлозы обычно имеют диаметр около 13 мкм или более. Согласно данной изобретательской идее могут быть изготовлены и введены в фильтрующий стержень для табачного дыма двухкомпонентные волокна диаметром 10 микрон и менее, вплоть до 5 и даже до около 1 микрона.
Оболочки из АЦ, СЭВА, ПВС или СЭВС не только позволяют получить фильтр для табачного дыма, который обладает коммерчески желательными вкусовыми свойствами, требуемыми курильщиками, но жгут или прядь, содержащая такие волокна, обладают отличными свойствами сцепления, ожидаемыми от таких материалов, а также волокна могут быть переработаны на соответственно приспособленном технологическом высокоскоростном оборудовании для изготовления фильтрующих стержней, обычно используемом в промышленности. Кроме того, при процессе сцепления волокон, ускоренном нагревом, полипропиленовая сердцевина в таких двухкомпонентных волокнах сохраняет свою прочность во время термообработки жгута, что уменьшает до минимума сглаживание и обеспечивает высокую рыхлость волокон. К тому же при использовании полипропиленовой сердцевины устраняется склонность волокон, изготовленных целиком из ацетата целлюлозы, к сплющиванию под воздействием горячего, влажного табачного дыма ("горячее сплющивание"), приводящему к перепуску дыма.
Двухкомпонентные волокна по изобретению могут быть сформованы с цилиндрическими сердцевиной и окружающей оболочкой, но такие материалы могут быть также экструдированы через головку для выдувания из расплава, производящую волокна с некруглым поперечным сечением. например, могут быть использованы известные способы и оборудование для производства волокон с трехлепестковым или У-образным поперечным сечением. Более того, могут быть изготовлены волокна с расширенным поперечным сечением, имеющим Х-образную форму или форму с многими ножками. Во всех таких волокнах полимер оболочки должен по-прежнему полностью закрывать полипропиленовую сердцевину, чтобы обеспечивать ранее упоминавшиеся преимущества. Однако, чтобы обеспечить увеличенную площадь поверхности для целей фильтрования в готовом изделии, особенно полезными являются волокна с некруглым поперечным сечением.
Кроме того, при производстве волокон, имеющих некруглое поперечное сечение и, следовательно, увеличенную площадь поверхности, улучшается также эффективность использования воздуха для вытяжки волокон в процессе выдувания из расплава и достигается более высокая рыхлость получаемой пряди. Важным фактором является то, что в продукте выдувания из расплава не образуется извитость. При некруглых поперечных сечениях волокон обычно уменьшается количество воздуха, необходимое для производства двухкомпонентных волокон, что еще более снижает производственные расходы, причем не только снижением расходов на снабжение сжатым воздухом, но также и уменьшением до минимума расходов на удаление воздуха, когда он отслужил свое назначение.
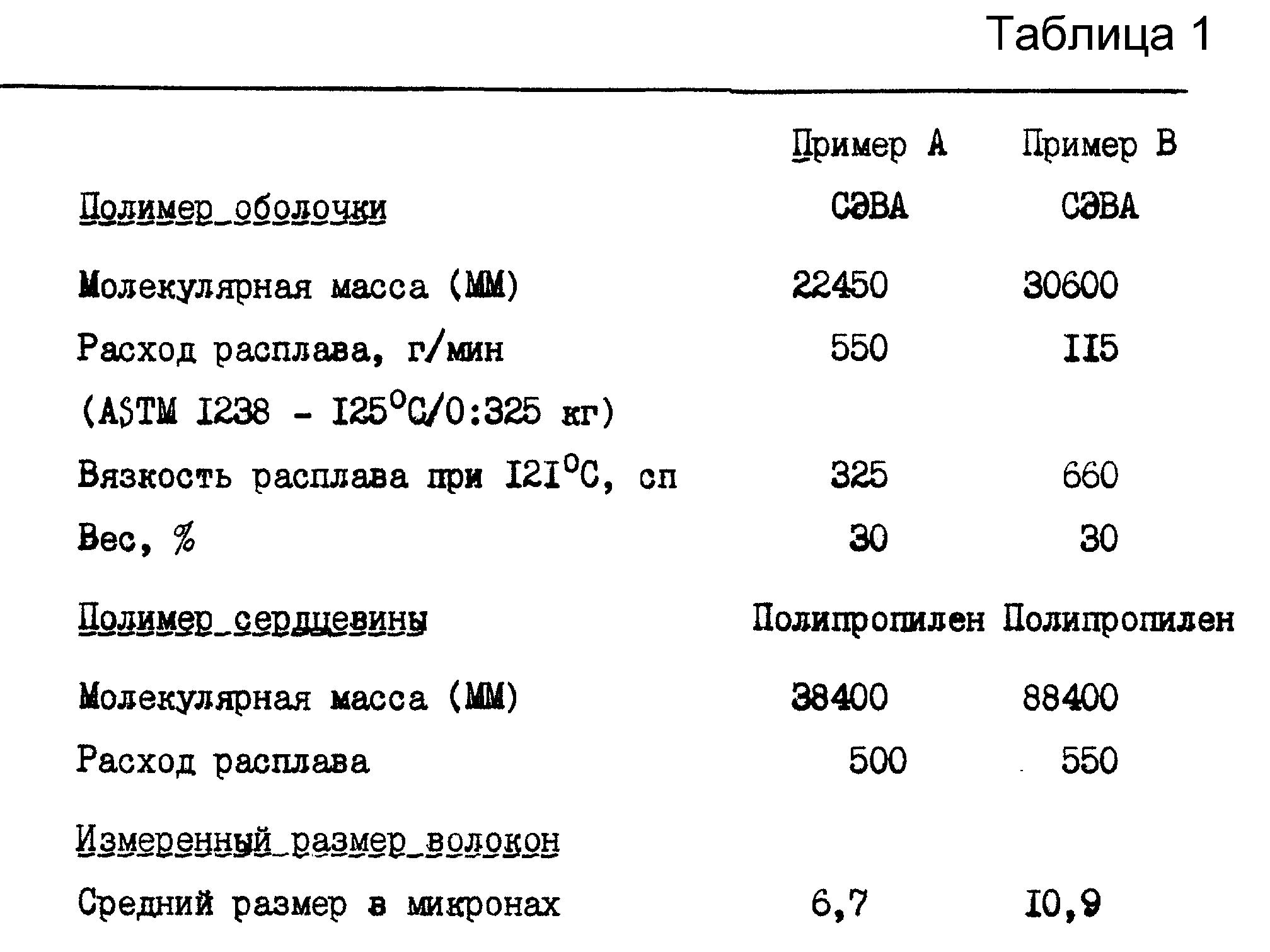
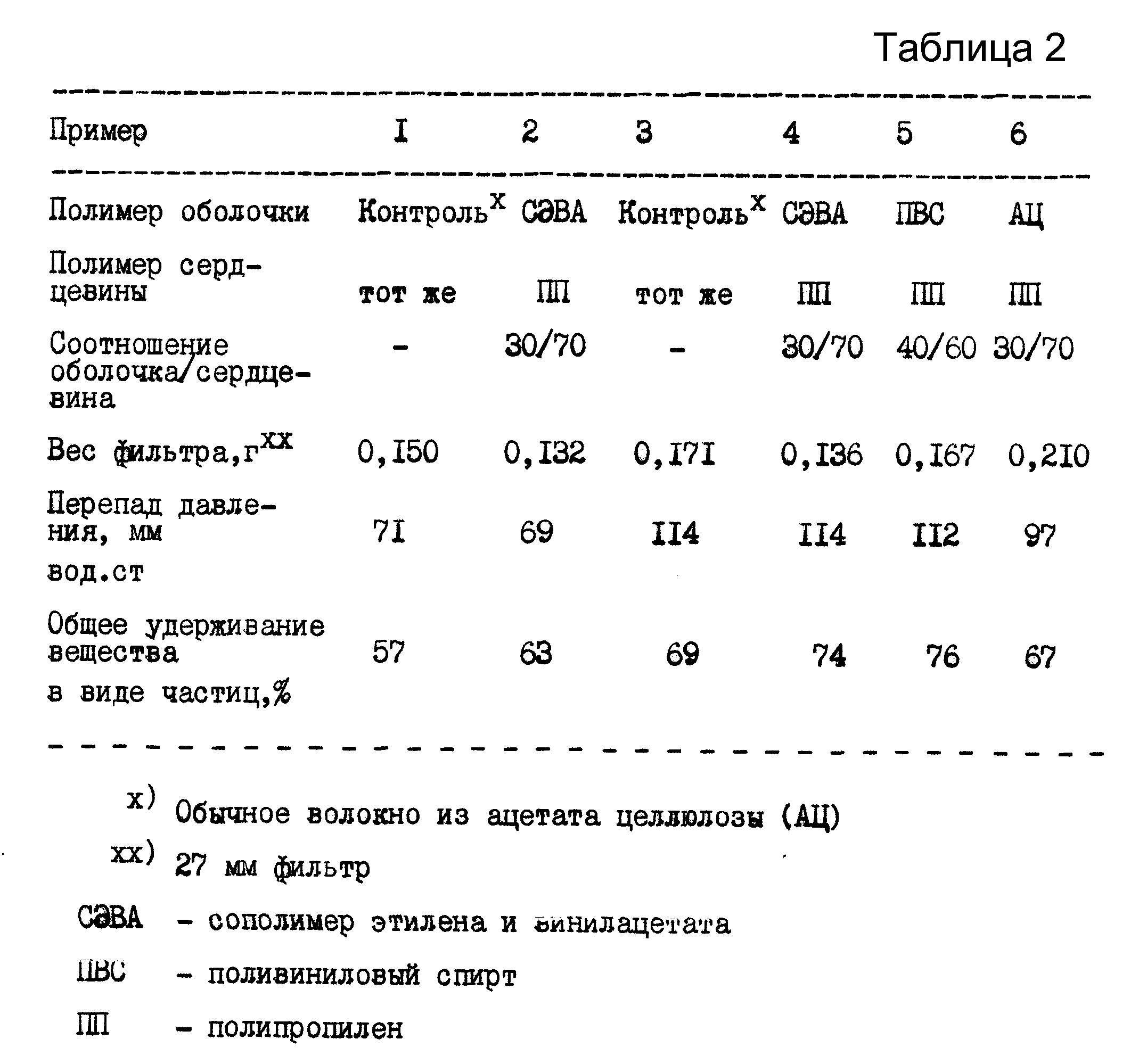
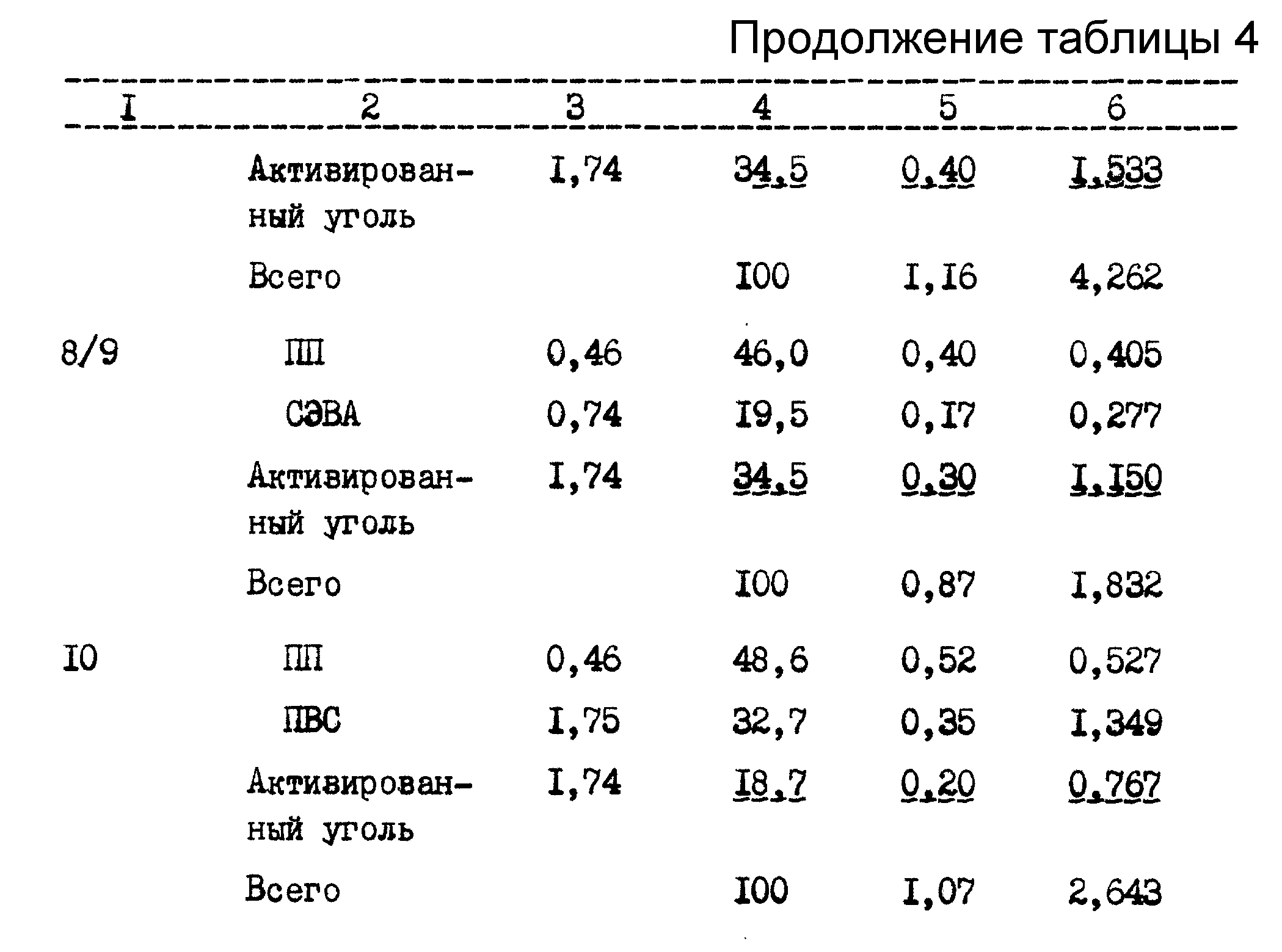
При использовании двухкомпонентных волокон согласно этому изобретению, особенно волокон из АЦ, СЭВА, ПВС или СЭВС в оболочке и полипропилена в сердцевине, фильтры для табачного дыма можно изготавливать на обычном промышленном оборудовании при значительной экономии в затратах на материалы, вплоть до 70%. Кроме того, при изготовлении очень тонких волокон выдуванием из расплава можно в результате получать фильтры с очень высокой фильтрующей способностью, вплоть до 80 - 95% или более при практически приемлемом перепаде давления и при существенно меньшей стоимости, чем у известных фильтров с высокой фильтрующей способностью. Действительно, фильтрующая способность фильтров табачного дыма, изготовленных по изобретению, по меньшей мере, сравнима с фильтрующей способностью известных фильтров при значительном снижении стоимости фильтров в результате замены большей части волокна менее дорогим материалом сердцевины. В таблицах 1, 2 и 3, обсуждаемых ниже, даны примеры фильтров, изготовленных из различных по составу волокон по этому изобретению, и суммированы соответствующие данные о рабочей характеристике фильтров и их стоимости.
Другим преимуществом использования двухкомпонентных волокон с оболочкой из ПВС или СЭВС при производстве фильтров табачного дыма по изобретению является улучшенное биологическое разложение. Кроме обычного фильтрующего элемента, остальные составные части сигареты с фильтрующим мундштуком сравнительно быстро разлагаются в нормальных условиях окружающей среды, оставляя слишком небольшой остаток, чтобы нанести вред окружающей среде или занимать ценное пространство на мусорных свалках. Однако, фильтрующие элементы из сильноизвитых, сцепленных ацетатных волокон, обычно используемые в имеющихся на рынке сигаретах с фильтрующим мундштуком, трудно разлагаются, образуя в результате неприглядный и долгосохраняющийся, экологически нежелательный мусор. Полимерные материалы ПВС и СЭВС легко размягчаются или растворяются в присутствии воды. Поэтому фильтры табачного дыма по изобретению, когда сравнительно самонесущий, дымопроницаемый фильтрующий элемент образован путем сцепления в точках их соприкосновения двухкомпонентных волокон с оболочкой и сердцевиной, имеющих оболочку из ПВС или СЭВС, будут разрушаться при нормальных условиях окружающей среды, оставляя после себя лишь множество почти незаметных, очень тонких волокон. Таким образом, хотя фильтрующие элементы, образованные из таких материалов, устойчивы к сравнительно небольшим количествам влаги, которым они подвергаются в течение короткого времени во время курения, соединения в местах соприкосновения волокон будут быстро разрушаться вместе с остальными частями использованной сигареты с фильтрующим мундштуком с образованием небольшого, экологически нежелательного остатка. Продукт с лучшей биологической разрушаемостью будет получен даже тогда, когда при производстве фильтров для табачного дыма используют большее относительное содержание таких двухкомпонентных волокон в сочетании с другими волокнистыми материалами.
Хотя фильтры табачного дыма, образованные целиком из двухкомпонентных волокон, как, например, описанных здесь, являются уникальными и коммерчески желательными, для особых случаев применения такие двухкомпонентные волокна могут быть объединены с незначительными относительными количествами других полимерных волокон, включая волокна из гомополимера ацетата целлюлозы. Однако, максимальные стоимостные преимущества, проистекающие из этого изобретения, реализуются путем производства фильтров для табачного дыма полностью из описанных здесь двухкомпонентных волокон, полученных выдуванием из расплава.
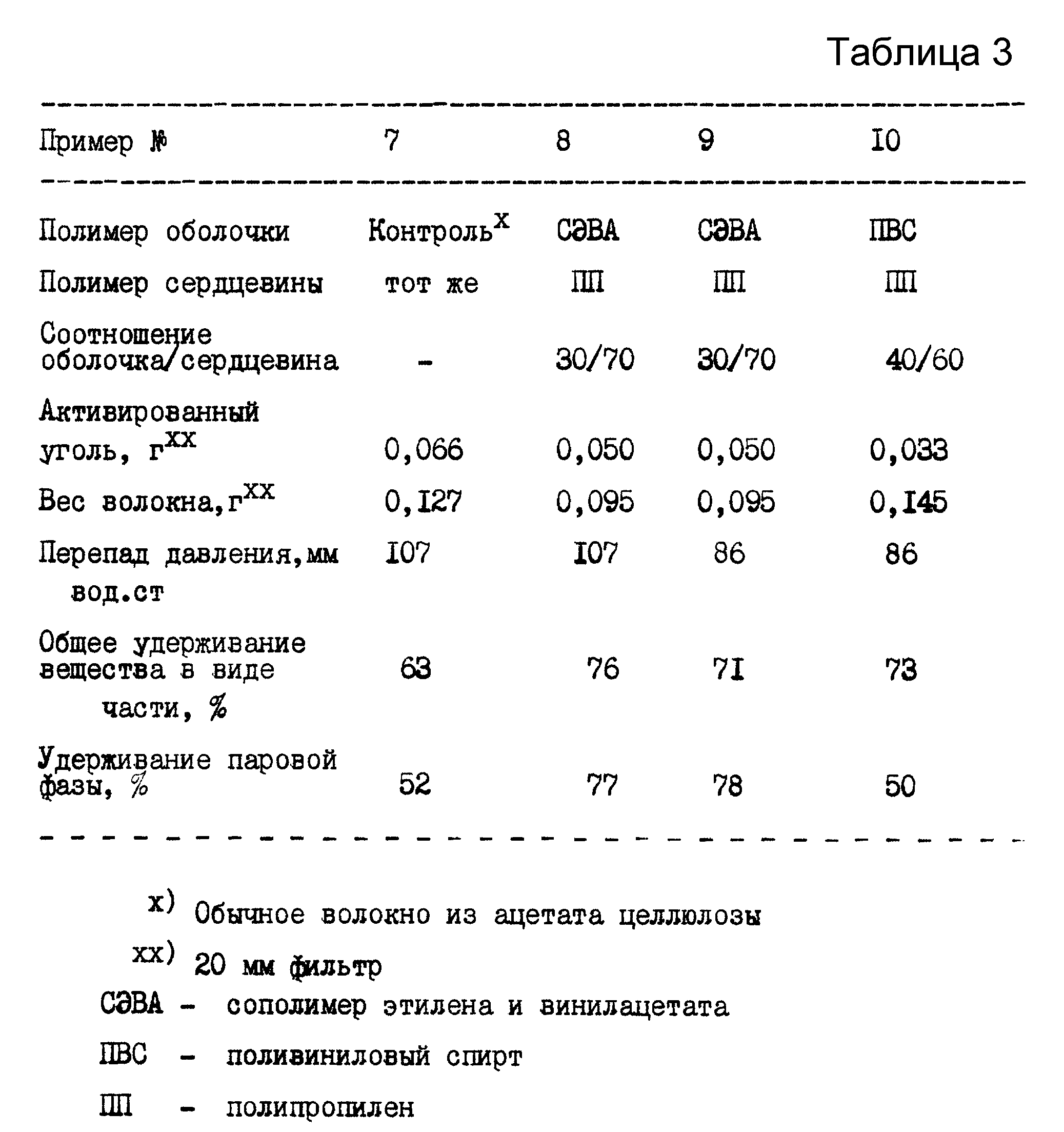
Различные свойства таких фильтров могут быть усилены введением гранулированных твердых или жидких добавок. Например, как обычно известно специалистам, в пучок или прядь таких двухкомпонентных волокон перед их собиранием в фильтрующий стержень можно добавить мелкие частицы активированного угля, чтобы обеспечить необходимую фильтрацию газовой фазы в получающемся в результате фильтрующем элементе. Так как обычные пластификаторы для ацетата целлюлозы проявляют тенденцию к "забиванию" или деактивации активированного угля, то данные двухкомпонентные волокна обеспечивают повышенную фильтрующую способность по отношению к газовой фазе ввиду отсутствия пластификатора или его меньшего требующегося количества. Следовательно, более эффективный фильтр может быть создан при добавлении того же самого количества угля или менее дорогой фильтр будет иметь ту же самую эффективность.
Более того, для изменения или улучшения аромата дыма, проходящего через фильтрующий элемент из таких материалов, на волокна могут быть распылены жидкие, изменяющие аромат вещества или ароматизаторы. Например, для производства ментоловых сигарет в табак и/или фильтрующие материалы обычно добавляют ментол. Однако, такие вещества обычно абсорбируются волокном из ацетата целлюлозы, что снижает их эффективность. Так как полипропиленовая сердцевина является неабсорбирующей, а полимеры оболочки обладают незначительной абсорбцией или вообще не имеют ее, то при использовании данных двухкомпонентных волокон возможно уменьшение количества добавляемого ароматизатора, необходимого для достижения желательного вкусового эффекта.
Хотя данные изобретательские идеи полезны при производстве двухкомпонентных волокон, содержащих полимерную оболочку из АЦ, СЭВА, ПВС или СЭВС и полимерную сердцевину из термопласта и способных быть полезным в любой области применения, где прежде использовали волокна, целиком формованные из ацетата целлюлозы, главным применением, предполагаемым в настоящее время для таких волокон, является производство фильтров для табачного дыма. Более того, хотя фильтры табачного дыма по изобретению могут быть использованы с сигаретами, сигарами или трубками, главным практическим применением таких фильтров является их использование в сигаретах. Поэтому эти изделия будут подробно описаны здесь в качестве иллюстрации более широкого применения этого изобретения.
Лучшее
понимание настоящего изобретения, а также его задач, особенностей и преимуществ обнаружится при рассмотрении
подробного описания, сопровождаемого чертежами, на которых:
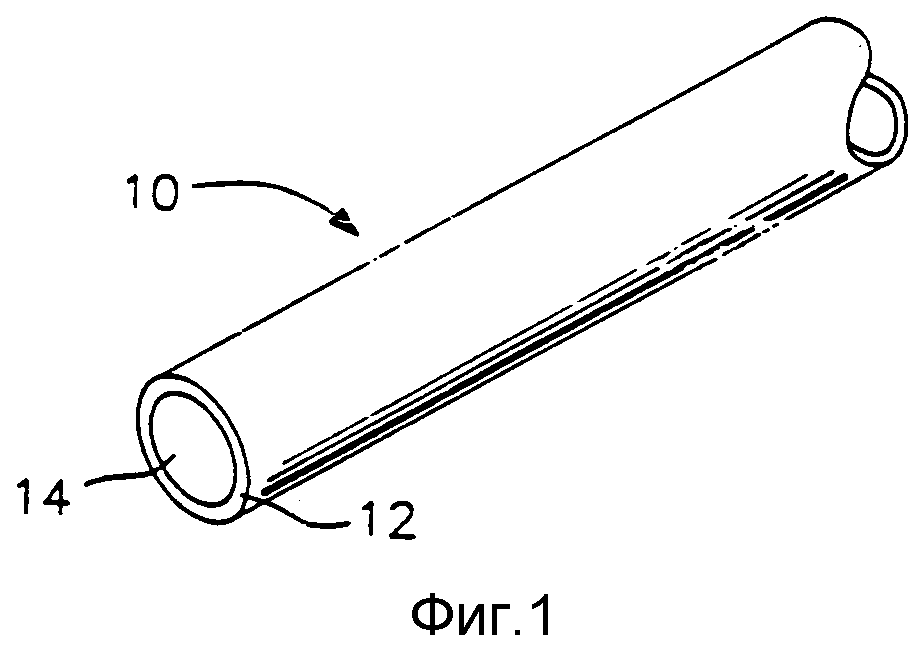
фиг. 1 - увеличенное
перспективное изображение одного варианта двухкомпонентного волокна с оболочкой и сердцевиной согласно
настоящему изобретению;
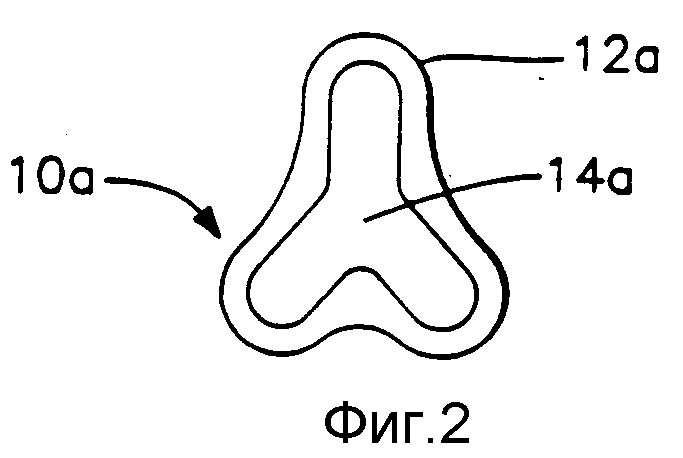
фиг. 2 - увеличенный вертикальный разрез при виде с торца
трехлепесткового или У-образного двухкомпонентного волокна по изобретению;
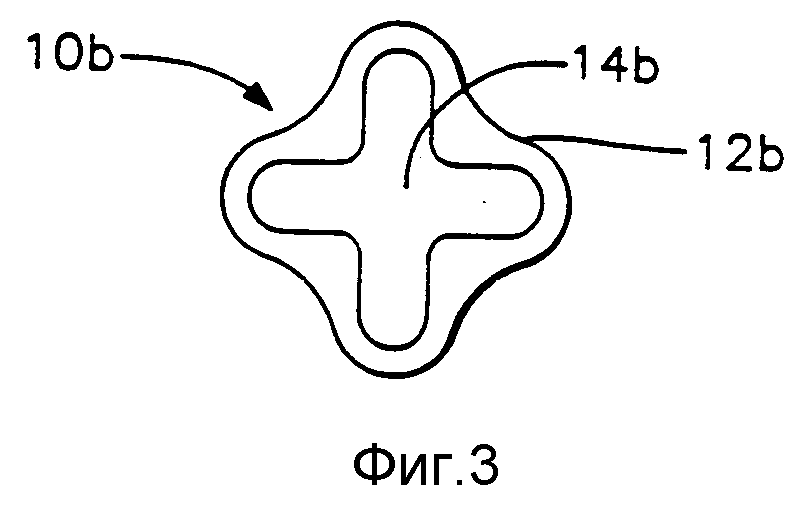
фиг. 3 - аналогичный
вид
Х-образного или крестообразного варианта двухкомпонентного волокна по изобретению;
фиг. 4 - схематическое изображение одного варианта технологической линии для производства фильтрующих
стержней из двухкомпонентных волокон по изобретению;
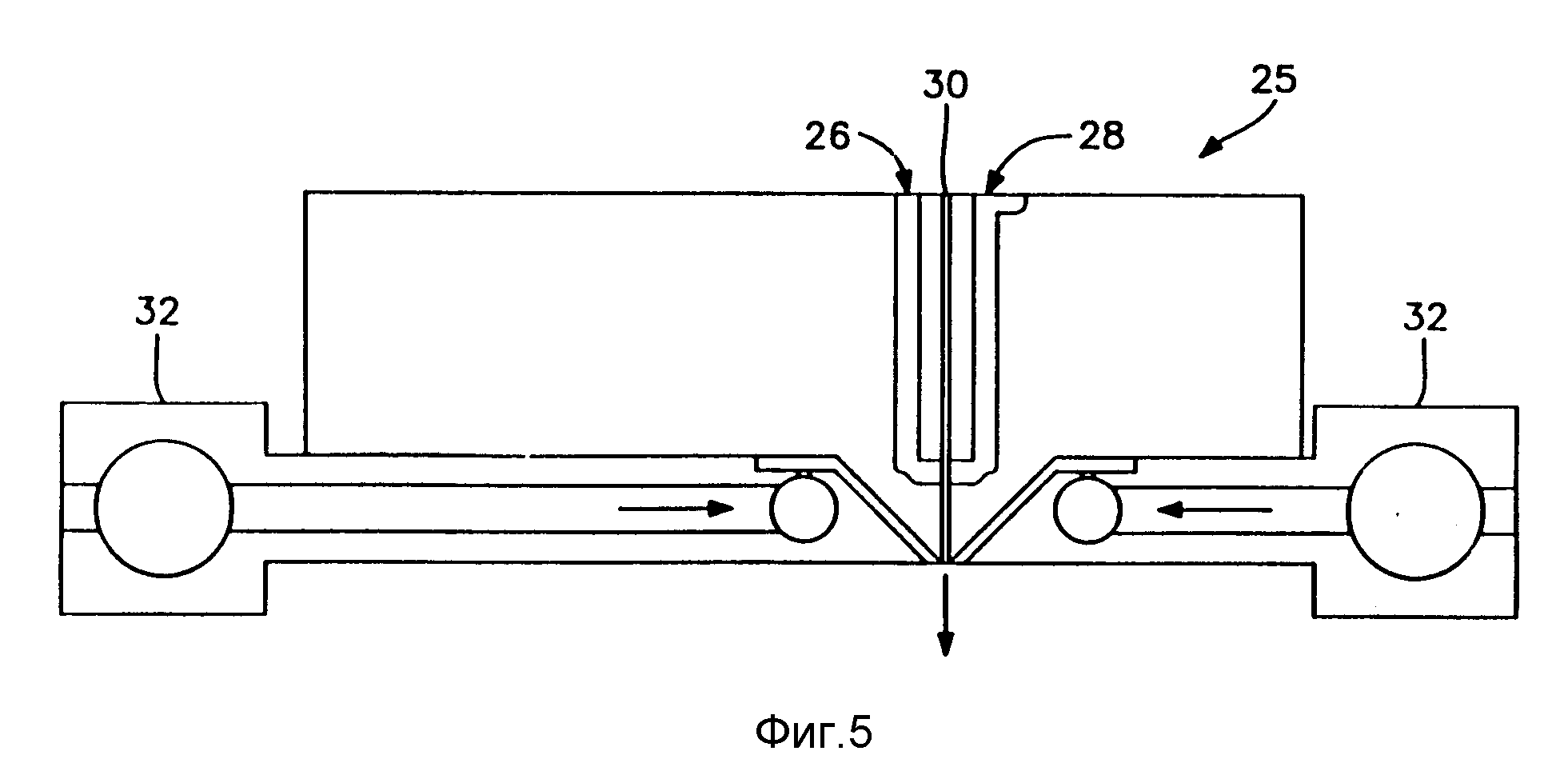
фиг. 5 - увеличенное схематическое
изображение головки для выдувания из расплава оболочки и сердцевины на технологической линии на фиг.
4;
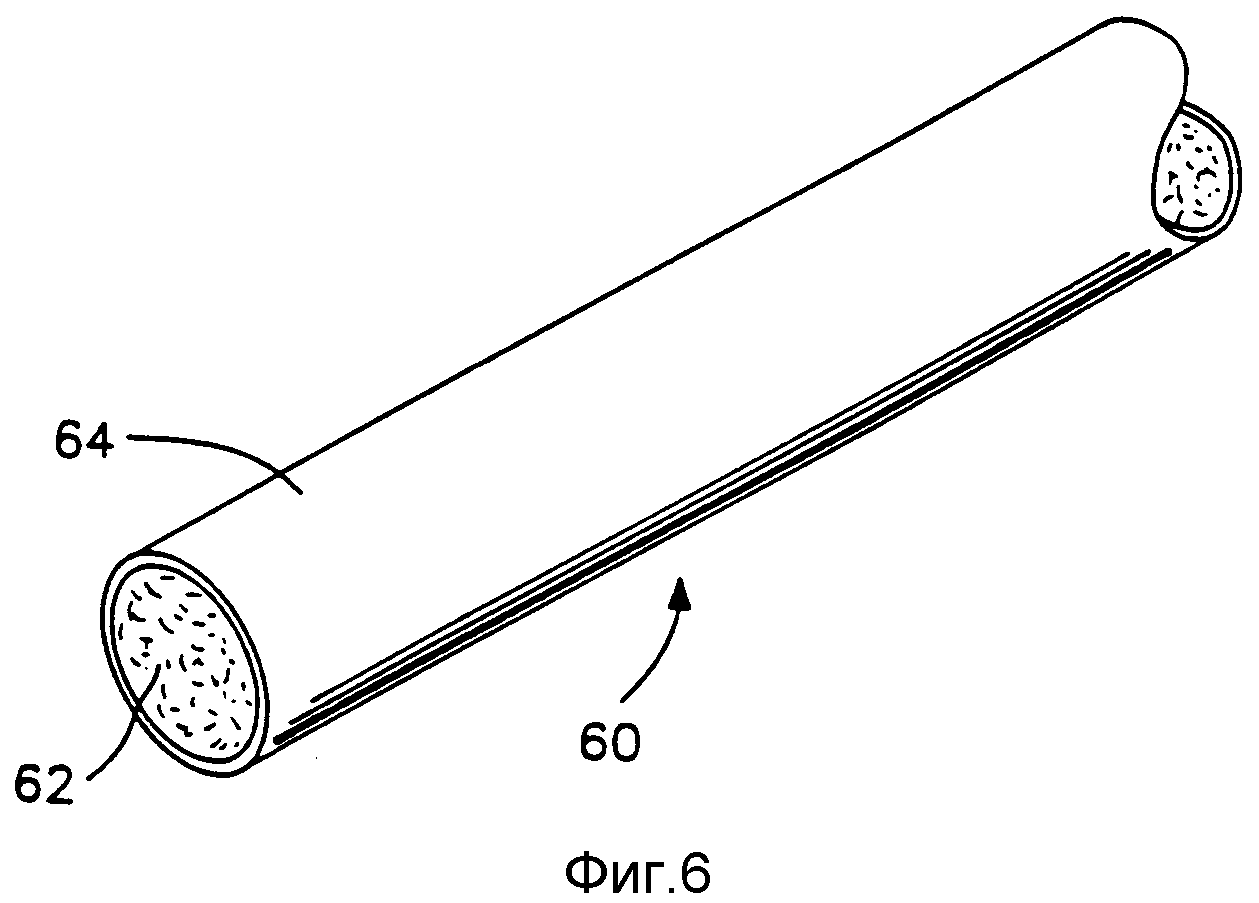
фиг. 6 - увеличенное перспективное изображение фильтрующего стержня для табачного дыма,
изготовленного из двухкомпонентных волокон по изобретению;
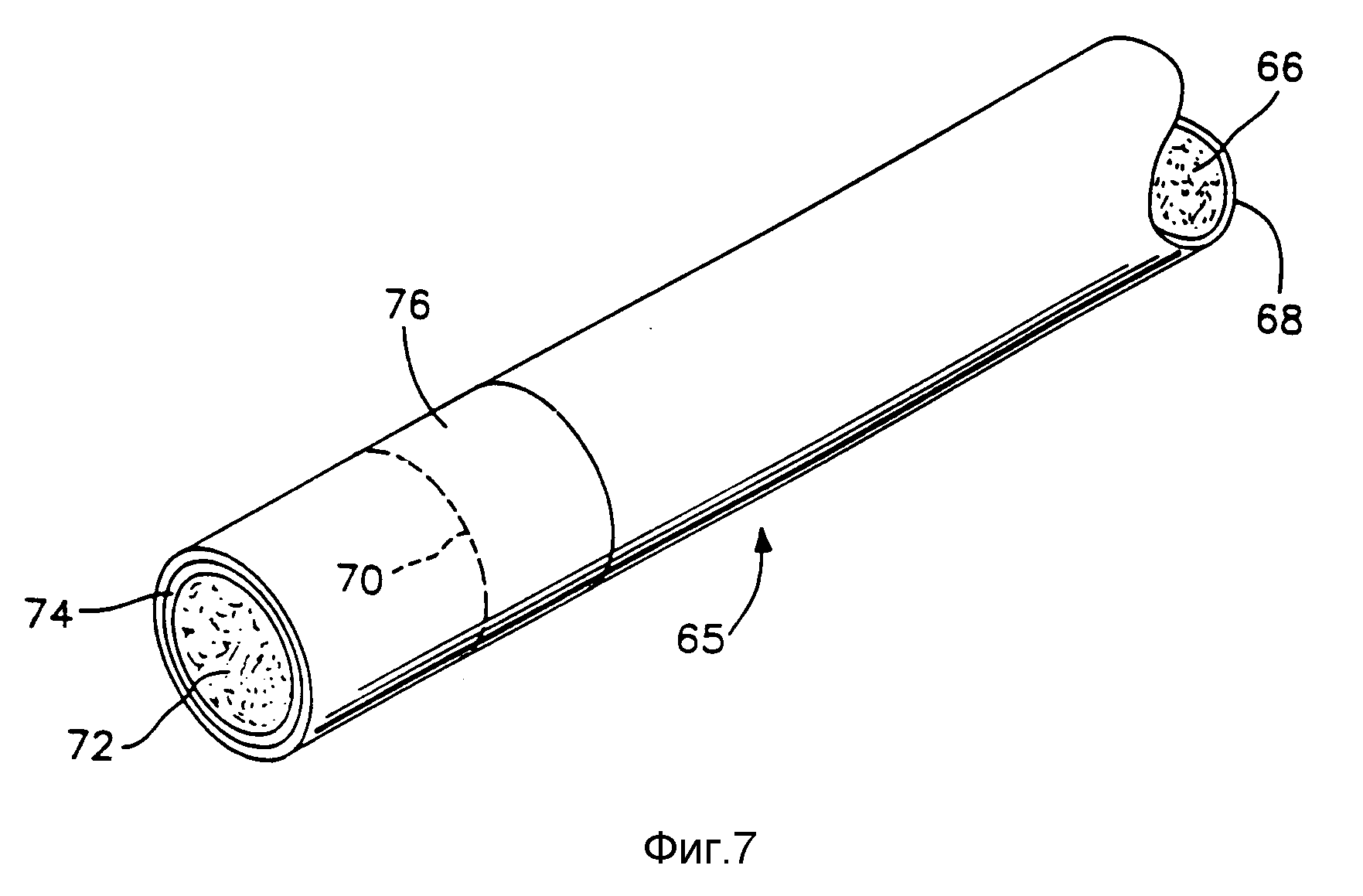
фиг. 7 - увеличенное
перспективное изображение сигареты, содержащей в себе фильтрующий элемент по изобретению; и
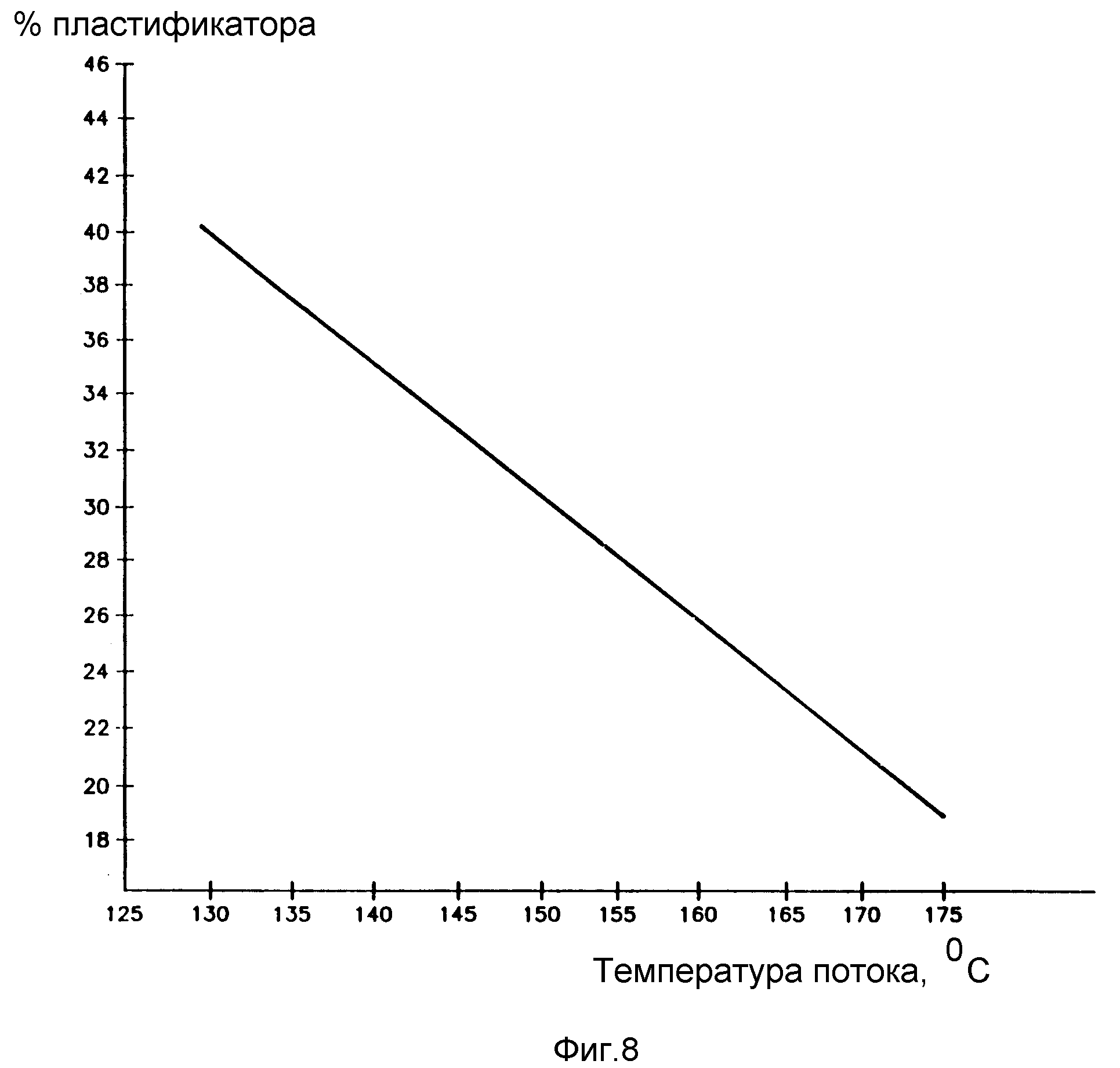
фиг. 8
- график, показывающий влияние пластификатора на реологические свойства смол на основе
ацетата целлюлозы.
Сущность изобретения заключается в двухкомпонентном волокне с оболочкой и сердцевиной, которое формовано выдуванием из расплава и в котором сердцевиной является недорогой, высокопрочный термопластичный полимер, предпочтительно полипропилен, а оболочкой - предпочтительно ацетат целлюлозы, сополимер этилена и винилацетата, поливиниловый спирт или сополимер этилена и винилового спирта, а также в фильтрах для табачного дыма, изготовленных из него.
Предпочтительным ацетатом целлюлозы является смола на основе ацетата целлюлозы в виде крошки, которая смешана со стандартным пластификатором, как, например, триацетином. Чтобы выдуванием из расплава получать все более тонкие двухкомпонентные волокна, смолу на основе ацетата целлюлозы необходимо больше пластифицировать для понижения ее вязкости, как это показано на фиг. 8. Однако полипропиленовая сердцевина обеспечивает структурную прочность тонким волокнам и их способность к переработке в фильтры для табачного дыма. Кроме того, при использовании смолы на основе ацетата целлюлозы, правильно смешанной с пластификатором, не требуется дополнительно вводить пластификатор во время производства двухкомпонентного волокна или в процессе изготовления фильтров для табачного дыма, когда применяются методы термосоединения. Предпочитается, чтобы смола на основе ацетата целлюлозы имела бы почти такую же степень ацетилирования, как и у ацетатного волокна с формованием из растворителя, используемого в настоящее время для промышленного производства фильтров для табачного дыма, хотя и возможно значительное изменение без большого влияния на конечный продукт.
При использовании ацетата целлюлозы в качестве материала оболочки предпочтительным пластификатором является сложный эфир уксусной кислоты, как, например, глицеролтриацетат ("триацетин") или триэтиленгликольдиацетат; однако, может быть применен любой пластификатор ацетата целлюлозы. Так как полипропиленовая сердцевина не абсорбирует пластификатор, то на поверхности двухкомпонентных полимерных волокон удерживаются большие количества пластификатора, что позволяет соединять волокна лишь подводом тепла во время процесса формования стержня. Пластификатор на поверхности волокон также способствует благоприятному вкусовому воздействию волокон на табачный дым. Отсутствие абсорбции пластификатора полипропиленовой сердцевиной позволяет также хранить волокна в виде жгута, пучка или пряди в течение длительного периода времени и в последующем перерабатывать их в фильтрующий стержень, используя методы термосоединения.
В число материалов оболочки, альтернативных ацетату целлюлозы и, как установлено, обладающих хорошими свойствами в отношении способности к переработке и соединению при приемлемом воздействии на вкус табачного дыма, входят те полимеры, которые содержат сложные эфиры уксусной кислоты и/или множество гидроксильных групп. К полимерам этой категории относятся все полимеры, полученные сополимеризацией винилацетата и одного или большего числа других мономеров, например, этилена или пропилена, предпочтительно сополимеры этилена и винилацетата (СЭВА), а также продукты их полного или частичного гидролиза, предпочтительно поливиниловый спирт (ПВС), обычно содержащий остаточные ацетатные группы, и сополимер этилена и винилового спирта (СЭВС).
Для производства двухкомпонентных волокон небольшого диаметра требуются низкомолекулярные полимеры, причем в некоторых случаях может быть добавлен пластификатор для уменьшения вязкости до величины, сходной с показанной на фиг. 8 для пластифицированного ацетата целлюлозы. Примеры A и B (см. табл. 1) иллюстрируют влияние молекулярной массы полимера на размер двухкомпонентного волокна из СЭВА и полипропилена, формованного выдуванием из расплава и молекулярной массы полимера СЭВА и вязкости его расплава на размер получаемого волокна.
Вязкость расплава можно варьировать изменением молекулярных масс посредством процесса полимеризации. Кроме того, можно изменять состав смеси для получения сополимеров. Например, хотя СЭВА, указанный в приведенных здесь примерах, получен при использовании смеси винилацетата и этилена в соотношении 20/80 вес. % это соотношение может быть независимо изменено. Кроме того, как упоминалось, использование в разных количествах пластификатора, специфического для полимера оболочки, также будет приводить к изменению вязкости расплава. В пределах данной изобретательской идеи специалисты могут легко выбирать соответствующие параметры для производства волокна желаемых размеров и свойств.
Способ изготовления конкретных полимеров, используемых при производстве двухкомпонентных волокон, не является частью настоящего изобретения. В технике хорошо известны способы изготовления этих полимеров, причем могут быть использованы наиболее распространенные на рынке материалы АЦ, СЭВА, ПВС или СЭВС. Хотя и не обязательно использовать материалы оболочки и сердцевины, имеющие одинаковую вязкость расплава, поскольку каждый полимер приготавливают отдельно в процессе формования двухкомпонентного волокна выдуванием из расплава, может оказаться желательным выбор материала сердцевины, например, полипропилена с индексом расплава, сходным с индексом расплава полимера оболочки, или изменение при необходимости, вязкости полимера оболочки, чтобы она была сходной с вязкостью материала сердцевины для обеспечения их совместимости при процессе экструзии расплавов через экструзионную головку для двухкомпонентного волокна. При использовании имеющихся на рынке термопластичных полимеров и добавок для специалистов не будет значительной проблемой обеспечение компонентами оболочки и сердцевины, имеющими совместимые индексы расплава.
Хотя полипропилен и является предпочтительным материалом сердцевины, могут быть использованы другие термопластичные полимерные материалы, включая полиамиды, как, например, найлон 6 и найлон 66, и полиэфиры, как, например, полиэтилентерефталат. Однако, по стоимостным причинам предпочитаются полиолефины, включая полиэтилен как высокого давления, так и низкого давления, причем полипропилен, как установлено, особенно полезен для обеспечения прочности, необходимой при производстве очень тонких волокон с использованием методов выдувания из расплава.
Хотя в самых широких пределах настоящего изобретения, как они определены здесь и в приложенной формуле изобретения, можно использовать и другие материалы оболочки или сердцевины, оболочку предпочитается формовать из любого пластифицированного АЦ, СЭВА, ПВС или СЭВС, а сердцевину - из полипропилена. Поэтому в дальнейшем ссылки будут делаться, главным образом, на эти материалы.
Двухкомпонентное волокно согласно данной изобретательской идее схематически показано на фиг. 1 и обозначено позицией 10. Конечно, в иллюстративных целях значительно преувеличены размер волокна и относительная пропорция его частей - оболочки и сердцевины. Волокно 10 предпочтительно содержит в себе оболочку 12 из АЦ, СЭВА, ПВС или СЭВС и полипропиленовую сердцевину 14. Материал сердцевины по весу составляет по меньшей мере 50%, предпочтительно 80% или более общего содержания волокон.
Двухкомпонентное волокно, показанное на фиг. 1, является круглым в поперечном сечении. Однако путем выбора отверстий соответствующей формы в экструзионной головке для формования оболочки и сердцевины можно получить волокно с некруглым поперечным сечением, чтобы увеличить площадь его поверхности в целях лучшей фильтрации в готовом фильтре для табачного дыма и улучшить использование воздуха при применении способа выдувания из расплава для вытяжки волокна. На фиг. 2 показано волокно 10a трехлепестковой или У-образной формы, содержащее оболочку 12a и сердцевину 14a. Подобным же образом на фиг. 3 показано двухкомпонентное волокно 10b крестообразной или Х-образной формы, содержащее оболочку 12b и сердцевину 14b и представляющее собой иллюстрацию многих возможных поперечных сечений волокна, имеющих многоножечную форму. Как видно, в каждом случае оболочка полностью закрывает материал сердцевины. Если не закрыта какая-либо важная часть материала сердцевины, то это сводит к минимуму или ликвидирует многие из описанных здесь преимуществ настоящего изобретения.
На фиг. 4 и 5 схематически показано предпочтительное оборудование, используемое для изготовления двухкомпонентного волокна согласно данной изобретательской идеи и переработки его в фильтрующие стержни, которые в дальнейшем могут быть подразделены с образованием фильтрующих элементов, используемых в производстве сигарет с фильтрующим мундштуком и т.п. На фиг. 4 вся технологическая линия в целом обозначена позицией 20. В показанном варианте сами двухкомпонентные волокна изготавливают на линии с оборудованием, используемым для переработки волокон в фильтрующие стержни для табачного дыма. Такая компоновка целесообразна при использовании способа выдувания из расплава по этому изобретению, так как при этом способе требуется небольшое количество оборудования. Хотя эта поточная технология является уникальной и обладает очевидными техническими преимуществами, следует учесть, что в ее самом широком смысле данная изобретательская идея не является столь ограниченной и что двухкомпонентные волокна согласно этому изобретению могут быть изготовлены отдельно и храниться длительные периоды времени.
На линии или отдельно сами двухкомпонентные волокна можно изготовить, используя стандартные способы формования двухкомпонентных волокон, описанные, например, в патентах NN 3176345 или 3192562 на имя Пауэлла или патенте N 4406850 на имя Хиллса. Предмет каждого из вышеуказанных патентов упомянут здесь во всей его полноте в качестве ссылки на иллюстративную информацию, касающуюся обычных способов производства двухкомпонентных волокон, включая волокна с оболочкой и сердцевиной. Более того, общеизвестны способы и устройство для выдувания из расплава волокнистых материалов, которые являются двухкомпонентными или нет. Например, можно сослаться на патенты NN 3615995 и 3595245 на имя Бантина, патенты NN 4380570 и 4731215 на имя Шварца и патенте N 3825379 на имя Локэмпа и др., причем весь предмет каждого из них упомянут здесь для сведения о других предпосылках по этой технологии. Вышеупомянутые источники следует рассматривать как иллюстрацию общеизвестных способов и устройств для формования двухкомпонентных волокон и вытяжки выдуванием из расплава, которые могут быть использованы согласно данной изобретательской идеи, а не следует истолковывать как ограничение ими.
На фиг. 5 показан в увеличенном виде один из вариантов головки 25 для выдувания оболочки и сердцевины из расплава. Расплавленный полимер 26 для формования оболочки и расплавленный полимер 28 для формования сердцевины подают в головку 25 и экструдируют из нее через пакет пластин 30 для распределения полимера, и которые могут быть типа, описанного в вышеупомянутом патенте N 4406850 на имя Хиллса.
Как обсуждалось ранее, в соответствии с широким смыслом идеи изобретения, не обязательно выдувать двухкомпонентные волокна из расплава. Альтернативно волокна могли быть собраны в виде пряди с использованием способов, обычно называемых как получение "спряденно соединенных" или "спряденно переплетенных" волокон (не показаны). Однако использование способа выдувания из расплава, при котором расплавленные волокна экструдируют в высокоскоростную воздушную струю, подаваемую через воздухораспределительную плиту 32 для уточнения и отверждения волокон, позволяет производить сверхтонкие двухкомпонентные волокна диаметром порядка 10 мкм или менее. При такой обработке образуется прядь или пучок 34 (см. фиг. 4) с беспорядочным расположением переплетенных двухкомпонентных волокон, который пригоден для непосредственной обработки без последующего вытягивания или придания извитости.
На жгут 34 волокон может быть нанесен слой добавки в виде частиц, например, активированного угля, как это схематически показано с обозначением позицией 36. Альтернативно на жгут может быть распылена жидкая добавка, как, например, ароматизатор и т.п. (не показано). Чтобы отделить волокнистую прядь или пучок 34 от унесенного воздуха с целью способствования дальнейшей обработке, используют покрытый сеткой отсасывающий барабан 38 или сходное устройство.
Остальная часть технологической линии на фиг. 4 - обычная, как она показана и более подробно описана в патентах на имя изобретателя Ричарда М.Бергера, хотя могут потребоваться изменения ее отдельных элементов для облегчения термосоединения волокон. К приводимым в качестве примеров патентам на имя Бергера относятся патенты NN 4869275, 4355995 и 3637447, предмет каждого из которых упомянут здесь во всей полноте для сведения. Такой способ термосоединения показан на фиг. 4, на которой прядь или пучок 34 двухкомпонентных волокон изготавливают, используя способ выдувания из расплава, непрерывно пропускают через обычное воздушное сопло 40, раздувают, как это показано позицией 42, и собирают в форме стержня в обогреваемой воздухом или паром головке 44, где оболочку из пластифицированного ацетата целлюлозы или другого подходящего материала оболочки активируют для придания ему способности сцепляться. Для других выбранных материалов оболочки могут оказаться полезными или желательными другие способы нагрева, как, например, диэлектрический нагрев. В любом случае получаемый в результате материал охлаждают воздухом или нечто подобным в головке 46 для производства сравнительно устойчивой и самонесущей стержнеобразной волокнистой структуры 48. Волокнистый стержень 48 можно обычным образом обернуть бумагой или нечто подобным (обертка фильтрующего элемента) для изготовления непрерывного обернутого волокнистого стержня 52. Непрерывно производимый волокнистый стержень 52, обернутый или нет, может быть пропущен через стандартную режущую головку 54, в которой он разрезается на заранее определенные отрезки фильтрующих стержней для табачного дыма, направляемые в автоматическую упаковочную машину.
При дополнительном разделении получаемых в результате фильтрующих стержней каким-либо общеизвестным способом образуется большое количество отдельных фильтрующих элементов 60 или вставок согласно этому изобретению. Каждый фильтрующий элемент 60 содержит удлиненное воздухопроницаемое тело из фильтрующего материала 62 для табачного дыма, заключенного в обертку 64. Фильтрующий материал 62 согласно этому изобретению представляет собой множество двухкомпонентных волокон 10 (фиг. 1), сцепленных в своих точках соприкосновения, чтобы при использования образовывать в промежутках извилистый путь для прохождения табачного дыма.
Следует учесть, что фильтрующие стержни, изготовленные в соответствии с этим изобретением, не обязательно должны быть точно такими, как они показаны здесь. Без отступления от данной изобретательской идеи они могли бы иметь внутренние полости, наружные пазы, гофрированные части или другие изменения, как это показано в вышеупомянутых предшествующих патентах Бергера или других.
На фиг. 7 схематически показаны части обычной сигареты 65 с фильтром, содержащей стержень 66 из табака, покрытый обычной сигаретной бумагой 68 и прикрепленный к фильтрующему средству с таким отдельным фильтрующим элементом 70, каким он был бы в результате дальнейшего разделения фильтрующего стержня на обычной сигаретной машине (не показана). Фильтрующий элемент 70 содержит тело из фильтрующего материала 72, имеющего обертку 74 и прикрепленного к табачному стержню обычным образом, например, оберткой 76 мундштука. Примеры, изложенные в табл. 1, 2 и 3, предоставляют дополнительную информацию, касающуюся данной изобретательской идеи. Однако следует учесть, что эти примеры являются иллюстративными и что на практике можно изменять технологические параметры, не отступая от данной изобретательской идеи.
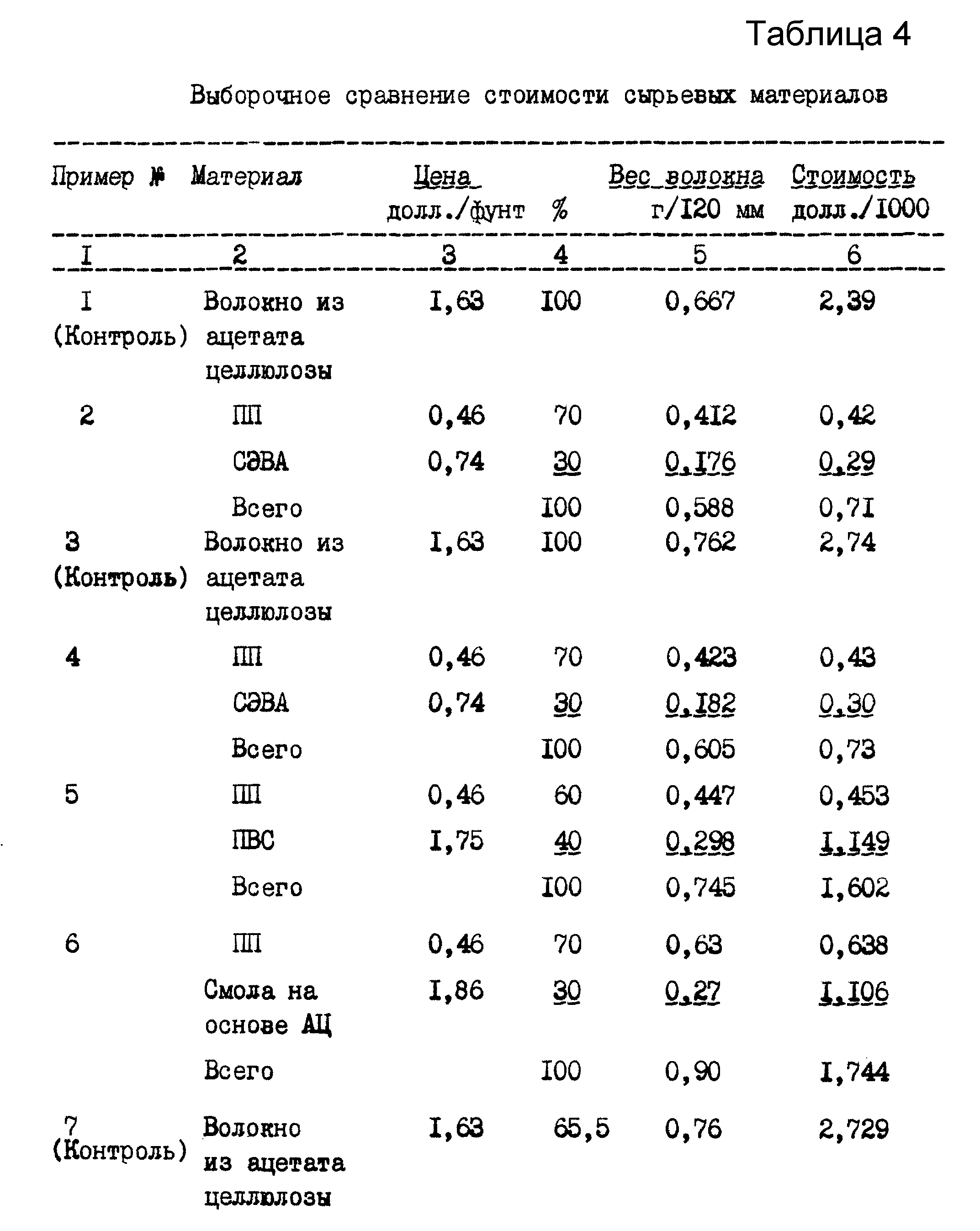
Сравнивая контрольный образец в табл. 2 с фильтрующими элементами согласно этому изобретению, видно, что возможна лучшая фильтрация при практически приемлемых перепадах давления и меньшем весе фильтра. Важнее то, что, как видно из табл. 4, резко снижается стоимость сырьевых материалов до 70%. Кроме того, как показано в табл. 3, при введении активированного угля в фильтрующий элемент улучшается фильтрация как твердой, так и паровой фазы, несмотря на значительное уменьшение стоимости сырьевых материалов, подтверждаемое в табл. 4. При использовании оболочки из СЭВС предполагаются стоимостные и функциональные преимущества, сравниваемые с преимуществами, показанными для оболочки из ПВС.
Хотя показаны и описаны предпочтительные варианты осуществления изобретения и технологические параметры, следует учесть, что эти примеры являются иллюстративными и могут быть изменены специалистами без отступления от данной изобретательской идеи.
Реферат
Двухкомпонентные волокна с оболочкой и сердцевиной, содержащие сердцевину из недорогого, высокопрочного, термопластичного материала, предпочтительно полипропилена, полностью покрытую оболочкой, образованной предпочтительно из пластифицированного ацетата целлюлозы, сополимера этилена и винилацетата, поливинилового спирта или сополимера этилена и винилового спирта. Изготавливают предпочтительно выдуванием из расплава до среднего диаметра 10 мкм или менее и используют для образования фильтров для табачного дыма. Получающиеся в результате фильтры и сигареты сохраняют желательные вкусовые и технологические свойства обычных фильтрующих элементов из ацетата целлюлозы, но являются значительно менее дорогими. Так как материал сердцевины является неабсорбирующим, то для обеспечения сравнимых свойств требуется меньше пластификатора или добавки, а прядь, пучок или фильтр, изготовленный из таких материалов, имеют более длительный срок годности при хранении. Очень тонкие волокна могут быть формованы с различными поперечными сечениями, обеспечивающими большую площадь поверхности и требующими меньше воздуха в процессах выдувания из расплава и обработки. При изготовлении оболочек из поливинилового спирта или сополимера этилена и винилового спирта фильтрующие элементы легко разрушаются под воздействием условий окружающей среды, оставляя после себя лишь множество очень тонких, по существу незаметных волокон. 7 с. и 38 з.п. ф-лы, 4 табл., 8 ил.
Комментарии