Устройство и способ изготовления сварного стального профиля - RU2671036C1
Код документа: RU2671036C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к устройству и способу изготовления сварного стального профиля, посредством которых исправляют по форме термическую деформацию, вызванную подведением тепла во время сварки.
УРОВЕНЬ ТЕХНИКИ
[0002] Патентные документы 1-4 описывают способы изготовления сварного двутаврового (H-shaped) профиля посредством лазерной сварки стеночного элемента и полочных элементов для обеспечения сварного соединения.
В описанных способах, раскрытых в патентных документах 1-4, стеночный элемент и два полочных элемента, поданные таким образом, что они расположены в форме двутавра, сваривают лазером в заранее заданных местах сварки для обеспечения сварного соединения.
Два полочных элемента одинаковы друг с другом по толщине пластины, ширине пластины и материалу.
Обеспечивают соединение встык стеночного элемента в центральные части соответствующих полочных элементов в направлении ширины, и для обеспечения сварного соединения сваривают лазером полученные стыковые части.
[0003] После лазерной сварки, из-за большого количества подведенного тепла к соединенным сваркой частям, термически искривленные стеночный элемент и полочные элементы не всегда соединяются сваркой друг с другом таким образом, что сохраняется их перпендикулярное положение.
Например, если стыковые части между стеночным элементом и двумя полочными элементами облучают лазером с одной стороны стеночной поверхности стеночного элемента (см. фиг. 7(a) в патентном документе 2), два полочных элемента, расположенные с обоих концов стеночного элемента, подвергаются термической деформации таким образом, что они изгибаются по направлению к стороне стеночного элемента.
Следует отметить, что степень термической деформации одинакова для двух полочных элементов вследствие того, что два полочных элемента одинаковы друг с другом по толщине пластины, ширине пластины и материалу, а также того, что стеночный элемент приварен к центральным частям соответствующих полочных элементов в направлении ширины.
В этом случае, как показано на фиг. 8(a) в патентном документе 2, фиг. 2 в патентном документе 4 и т.п., термическая деформация двух полочных элементов может быть исправлена путем надавливания выправляющими роликами внутрь между двумя полочными элементами, как с верхней, так и с нижней стороны стеночной поверхности стеночного элемента.
[0004] (Документы уровня техники)
(Патентные документы)
Патентный документ 1 Публикация нерассмотренной патентной заявки Японии №2009-119485
Патентный документ 2 Публикация нерассмотренной патентной заявки Японии №2011-83781
Патентный документ 3 Патент Японии №5662546
Патентный документ 4 Публикация нерассмотренной патентной заявки Японии №2012-135792
[0005] (Поставленная задача)
Существуют различные типы сварного стального профиля.
В частности, существует пример двух полочных элементов, соединенных по обоим концам стеночного элемента, которые отличаются друг от друга по материалу, толщине пластины и/или ширине пластины.
Кроме того, существует другой пример двух полочных элементов, которые одинаковы друг с другом по материалу, толщине пластины и ширине пластины, но отличаются друг от друга по положению присоединения, в котором присоединен конец стеночного элемента (далее, такие типы сварного стального профиля будут называться «ассиметричный сварной стальной профиль»).
Более того, сварной стальной профиль, имеющий стеночный элемент и полочный элемент, присоединенный сваркой только к одному концу стеночного элемента, например J-образный профиль и Т-образный профиль, также попадает под определение «ассиметричный сварной стальной профиль».
[0006] При рассмотрении с положения стеночного, размещенной горизонтально, вышеупомянутый тип «ассиметричный сварной стальной профиль» имеет правый и левый полочный элементы, проходящие выше и ниже стороны стеночной поверхности сварного элемента, при этом левый и правый полочный элементы по отдельности подвергаются различной степени термической деформации.
Таким образом, путем использования роликов для выправления, описанных в патентных документах 2, 4, сложно исправить такую термическую деформацию правого и левого полочного элементов.
Более конкретно, чтобы исправить термическую деформацию для восстановления заданной формы поперечного сечения правого и левого полочных элементов, необходимо, чтобы подходящие выправляющие усилия по отдельности прикладывались к правому и левому полочным элементам в соответствии с различными степенями термической деформации; однако такие требования в подходящих выправляющих усилиях конструктивно не могут быть удовлетворены выправляющими роликами, описанными в патентных документах 2, 4.
Кроме того, последний тип «ассиметричного сварного стального профиля» имеет только один полочный элемент, что логически не позволяет использовать выправляющие ролики патентных документов 2, 4, которые могут применяться при предварительном условии, что существует два полочного элемента.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0007] С учетом вышеописанных проблем предложено настоящее изобретение, целью которого является обеспечение устройства и способа изготовления сварного стального профиля, которые обеспечивают возможность удобного выполнения выправления для возвращения заданной формы поперечного сечения «ассиметричного сварного стального профиля», даже если части полочных элементов соответственно подвергнуты различным степеням термической деформации во время сварки.
[0008] (Средства решения проблемы)
Устройство для изготовления сварного стального профиля согласно настоящему изобретению для сварного соединения стыковой части стеночного элемента, имеющего конец, упирающийся перпендикулярно в полочный элемент, и последующего выправления формы полочного элемента, термически деформированного вследствие подвода тепла во время сварки, содержит:
выправляющее устройство, содержащее
ролики для выправления полочного элемента, которые обеспечены для соответствующих концов полочных элементов и каждый из которых выполнен с возможностью нажатия на каждый конец полочного элемента со стороны стеночного элемента так, чтобы исправить термическую деформацию на участке полочного элемента от каждого его конца до его стыковой части, упирающейся в стеночный элементом, и
опорные ролики для стеночного элемента, выполненные с возможностью поддерживания стеночной поверхности стеночного элемента.
Ролики для выправления полочного элемента, обеспеченные для соответствующих концов полочного элемента, дополнительно выполнены с возможностью прикладывания независимых давлений к соответствующим концам так, чтобы исправить термическую деформацию.
[0009] Согласно вышеописанному устройству для изготовления сварного стального профиля, в состоянии поддерживания опорными роликами для стеночного элемента стеночной поверхности стеночного элемента, ролики для выправления полочного элемента независимо нажимают на концы полочного элемента со стороны стеночного элемента, соответственно, с их соответствующими давлениями так, что каждый изгибающий момент действует на участок полочного элемента от каждого его конца до его стыковой части, состыкованной со стеночным элементом, таким образом исправляя термическую деформацию, образованную на каждом участке полочного элемента.
Другими словами, давления могут быть приложены независимо к соответствующим концам полочного элемента, тем самым обеспечивая возможность выправления каждого конца полочного элемента в соответствии со степенью термической деформации, образованной на каждом участке полочного элемента.
[0010] Выправляющее устройство может дополнительно содержать опорный ролик для полочного элемента, выполненный с возможностью поддерживания стыковой части конца стеночного элемента и полочного элемента, состыкованных друг с другом, со стороны поверхности полочного элемента, противоположной стыковой части.
[0011] Согласно вышеописанному устройству для изготовления сварного стального профиля в указанном устройстве выполнен опорный ролик для полочного элемента, расположенный таким образом, что он поддерживает стыковую часть конца стеночного элемента и полочный элемент, состыкованные друг с другом, со стороны поверхности, противоположной стыковой части, и таким образом, изгибающий момент, действующий на стеночный элемент, из изгибающих моментов, действующих между роликами для выправления полочного элемента и опорными роликами для стеночного элемента, может быть подавлен до нуля или незначительной величины.
В результате, деформацию от изгиба стеночного элемента можно предотвратить или устранить при исправлении термической деформации полочного элемента.
[0012] Каждый ролик из роликов для выправления полочного элемента может иметь коническую поверхность для нажатия на каждый конец полочного элемента, а выправляющее устройство может дополнительно содержать установочные механизмы роликов для выправления полочного элемента для соответствующих роликов для выправления полочного элемента, выполненные с возможностью перемещения соответствующих роликов для выправления полочного элемента в направлении ширины полочного элемента.
[0013] Согласно вышеописанному устройству для изготовления сварного стального профиля ролики для выправления полочного элемента перемещают в направлении ширины полочного элемента посредством установочных механизмов роликов для выправления полочного элемента так, что ролики для выправления полочного элемента могут быть обеспечены для соответствующих концов полочного элемента.
Кроме того, посредством установочных механизмов роликов для выправления полочного элемента соответственно регулируют положения по высоте роликов для выправления полочного элемента так, что также можно регулировать давления, прикладываемые роликами для выправления полочного элемента к соответствующим концам полочного элемента.
[0014] Способ изготовления сварного стального профиля согласно настоящему изобретению, включающий этапы, на которых:
упирают конец стеночного элемента перпендикулярно полочному элементу,
соединяют сваркой стыковую часть и затем
выправляют форму полочного элемента, термически деформированного вследствие подвода тепла во время сварки,
при этом способ включает этапы, на которых: посредством роликов для выправления полочного элемента, обеспеченных для соответствующих концов полочного элемента, прикладывают независимые давления к соответствующим концам полочного элемента со стороны стеночного элемента при поддерживании стеночной поверхности стеночного элемента посредством опорных роликов для стеночного элемента с исправлением, таким образом, термической деформации на участке полочного элемента от каждого его конца до его стыковой части, упирающейся в стеночный элемент.
[0015] Согласно вышеописанному способу изготовления сварного стального профиля во время поддерживания стеночной поверхности стеночного элемента посредством опорных роликов для стеночного элемента, на концы полочного элемента со стороны стеночного элемента независимо нажимают роликами для выправления полочного элемента с их соответствующими давлениями так, что каждый изгибающий момент действует на участок полочного элемента от каждого его конца до его стыковой части, стыкованной со стеночным элементом, таким образом исправляя термическую деформацию, образованную на каждом участке полочного элемента.
Другими словами, давления могут быть приложены независимо к соответствующим концам полочного элемента, тем самым обеспечивая возможность выправления каждого конца полочного элемента в соответствии со степенью термической деформации, образованной на каждом участке полочного элемента.
[0016] В способе изготовления сварного стального профиля, включающем вышеописанные этапы, указанная термическая деформация может быть исправлена при поддерживании стыковой части конца стеночного элемента и полочного элемента, стыкованных друг с другом, посредством опорного ролика для полочного элемента со стороны поверхности полочного элемента, противоположной стыковой части.
[0017] Согласно вышеописанному способу изготовления сварного стального профиля указанную термическую деформацию исправляют при поддерживании стыковой части конца стеночного элемента и полочного элемента, стыкованных друг с другом, посредством опорного ролика для полочного элемента со стороны поверхности, противоположной стыковой части.
Таким образом, изгибающий момент, действующий на стеночный элемент, может быть подавлен до нуля или незначительной величины, где изгибающий момент является моментом из изгибающих моментов, действующих между роликами для выправления полочного элемента и опорными роликами для стеночного элемента.
В результате, деформацию от изгиба стеночного элемента можно предотвратить или подавить при исправлении термической деформации полочного элемента.
[0018] В способе изготовления сварного стального профиля, включающем вышеописанные этапы, каждый ролик из роликов для выправления полочного элемента может иметь коническую поверхность для нажатия на каждый конец полочного элемента, и перед исправлением указанной термической деформации ролики для выправления полочного элемента могут перемещаться в направлении ширины полочного элемента посредством установочных механизмов роликов для выправления полочного элемента так, что ролики для выправления полочного элемента размещены для соответствующих концов полочного элемента.
[0019] Согласно вышеописанному способу изготовления сварного стального профиля ролики для выправления полочного элемента перемещают в направлении ширины полочного элемента посредством установочных механизмов роликов для выправления полочного элемента так, что ролики для выправления полочного элемента могут быть обеспечены для соответствующих концов полочного элемента, что обеспечивает возможность выправления полочного элемента сварного стального профиля различных форм и размеров.
Кроме того, посредством установочных механизмов роликов для выправления полочного элемента соответственно регулируют положения по высоте роликов для выправления полочного элемента так, что также можно регулировать давления, прикладываемые роликами для выправления полочного элемента к соответствующим концам полочного элемента.
[0020] (Преимущественные эффекты изобретения)
Согласно настоящему изобретению для возвращения своей заданной формы поперечного сечения можно легко выполнить исправление «ассиметричного сварного стального профиля», даже если части его полочных элементов соответственно подвергнуты различным степеням термической деформации, образованной после сварки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0021] Для более полного понимания настоящего изобретения и его преимуществ, следующее описание следует рассматривать в сочетании с прилагаемыми чертежами, на которых:
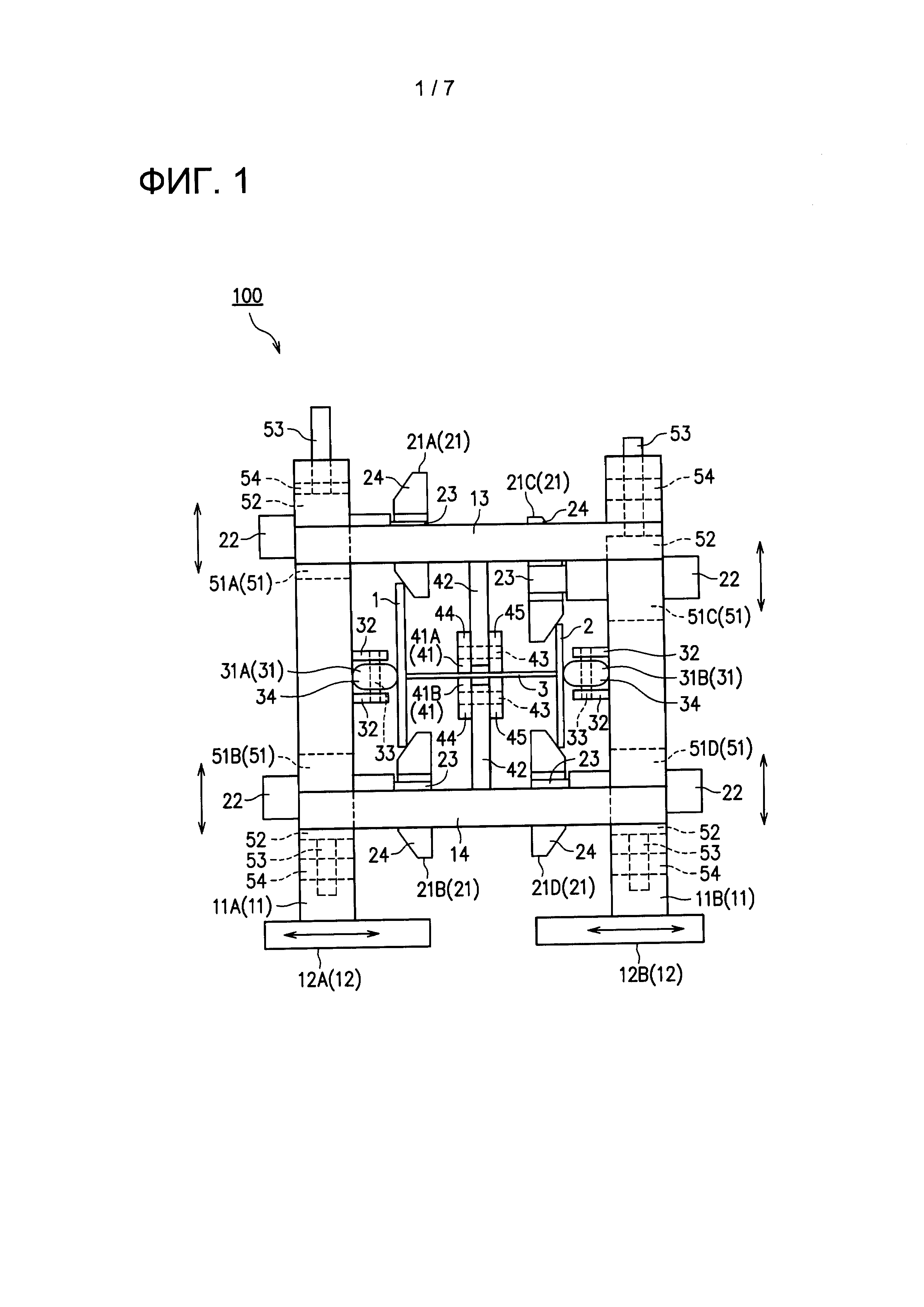
Фиг. 1 показывает схематичный поперечный разрез схематичной конфигурации выправляющего устройства в устройстве для изготовления сварного стального профиля.
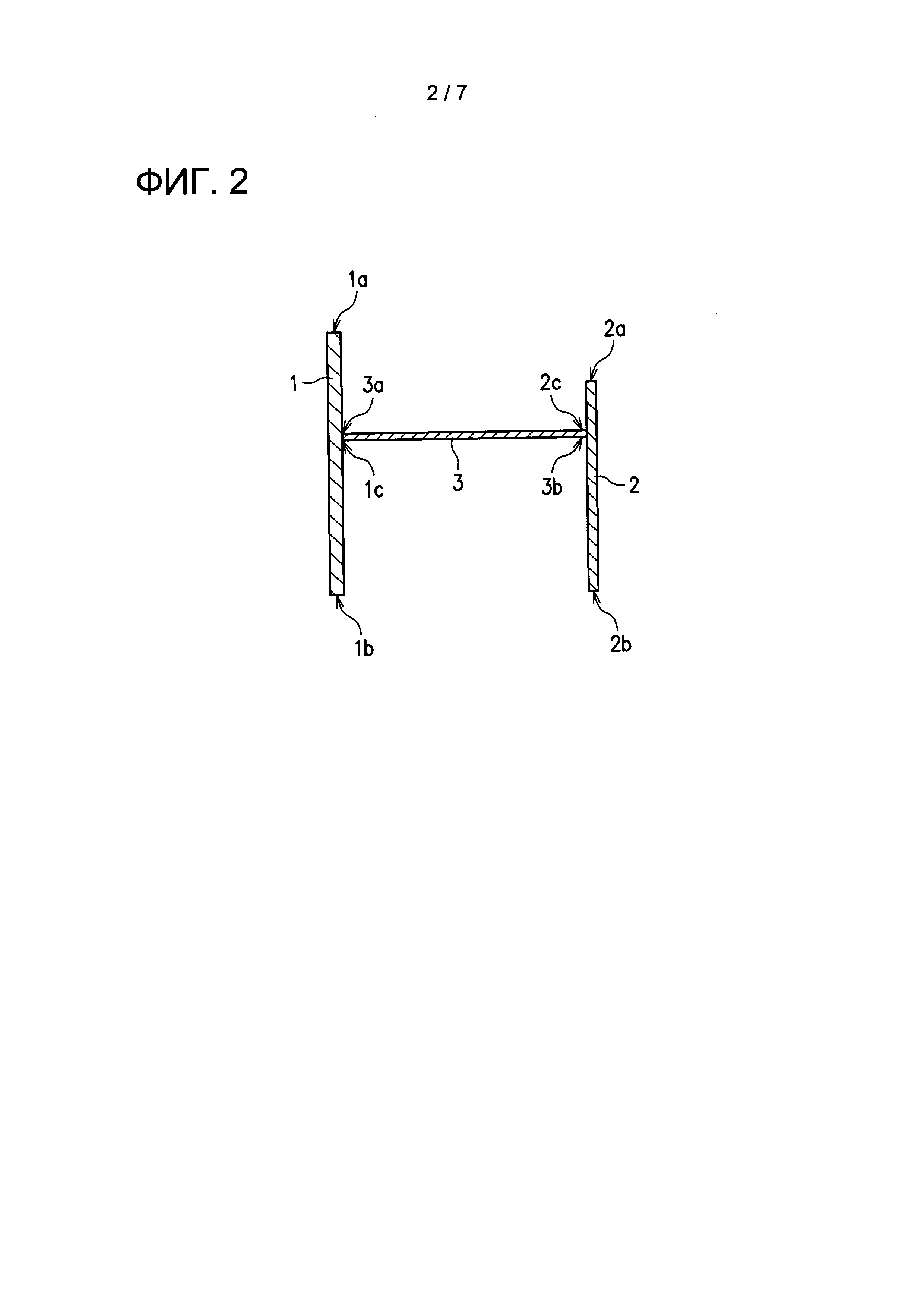
Фиг. 2 показывает поперечный разрез примера ассиметричной сварного двутаврового профиля.
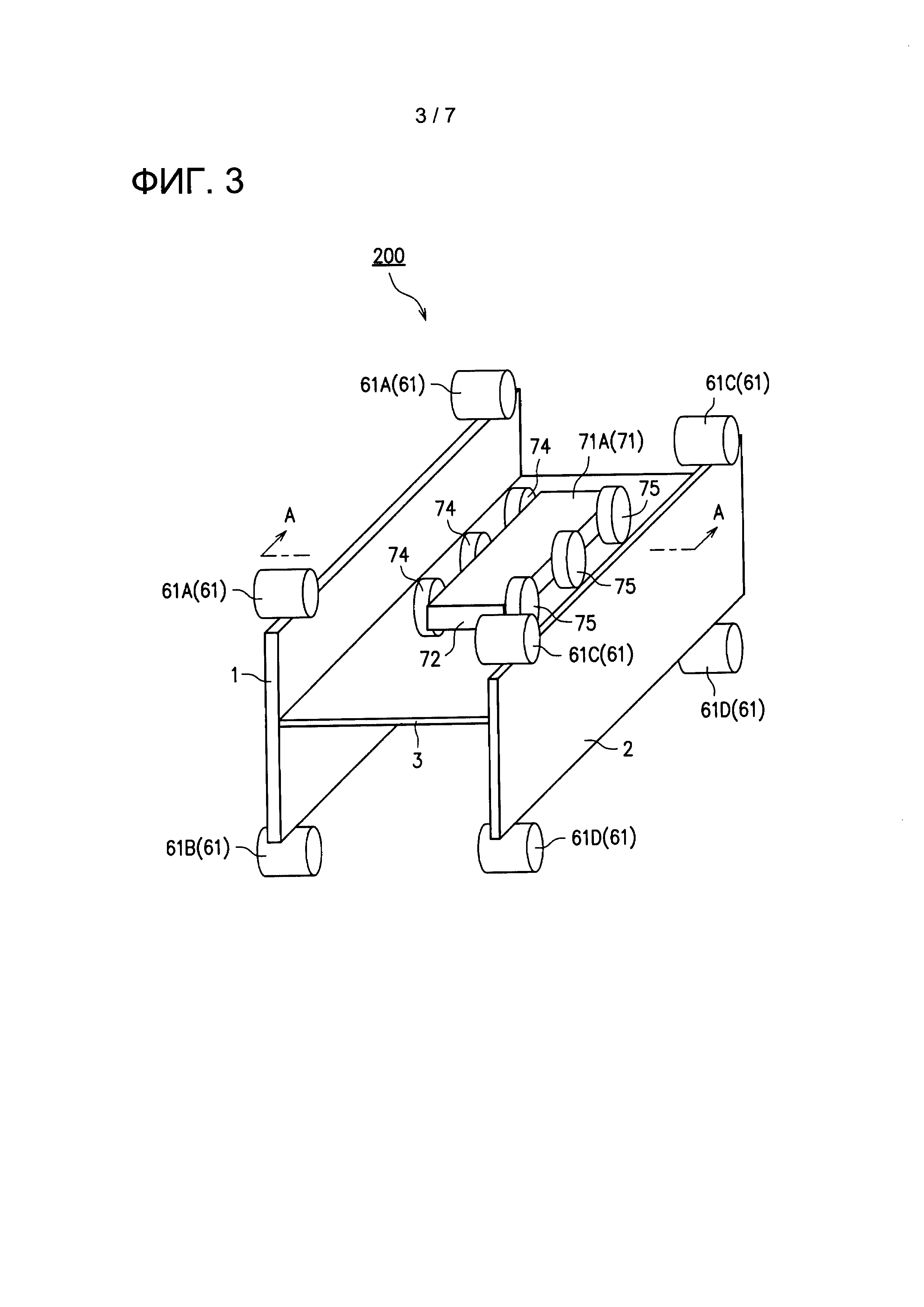
Фиг. 3 показывает схематичный вид в перспективе опорного устройства для сварной части, полученной лазерной сваркой, в устройстве для изготовления сварного стального профиля.
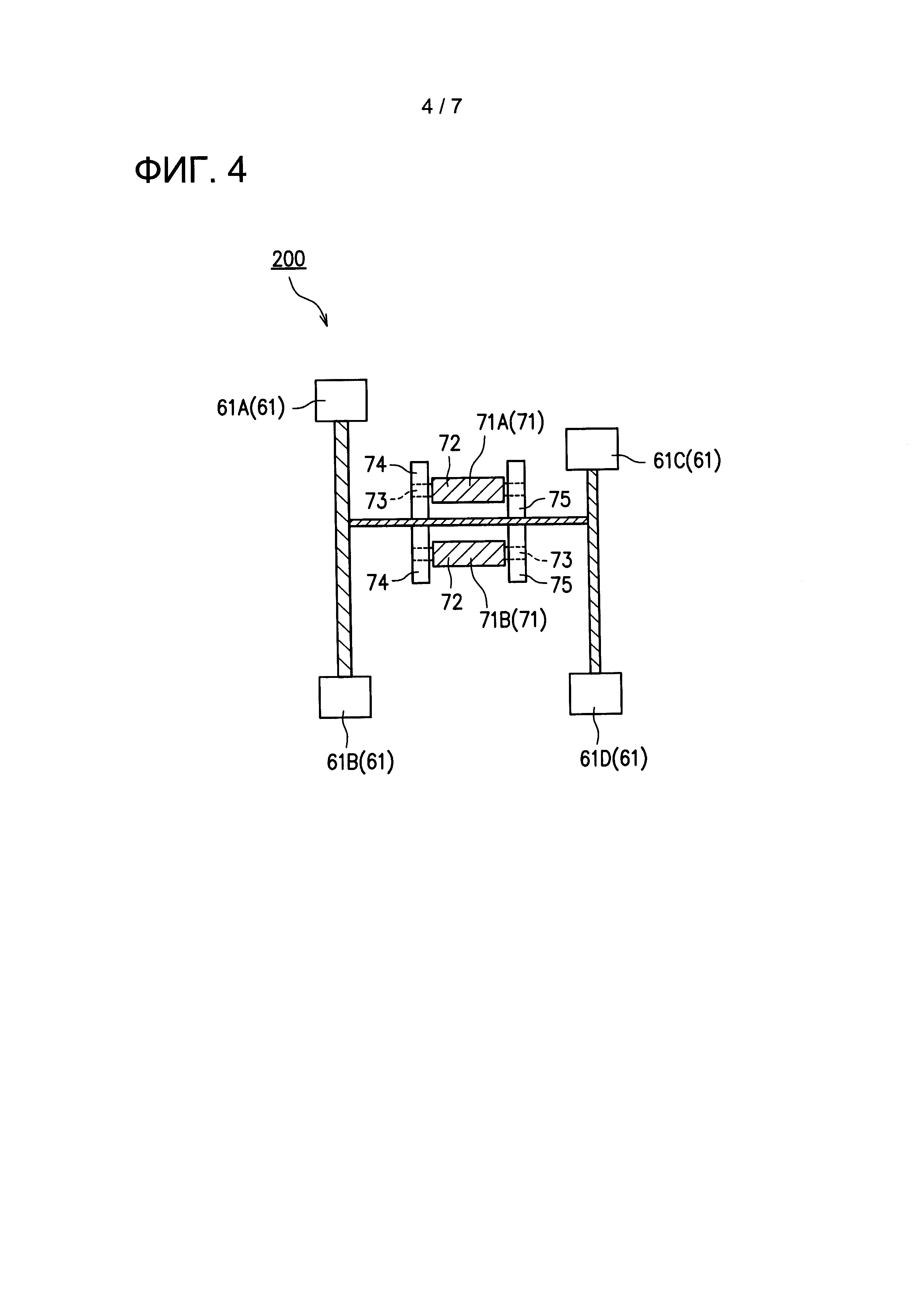
Фиг. 4 показывает поперечный разрез по линии А-А, показанной на фиг. 3.
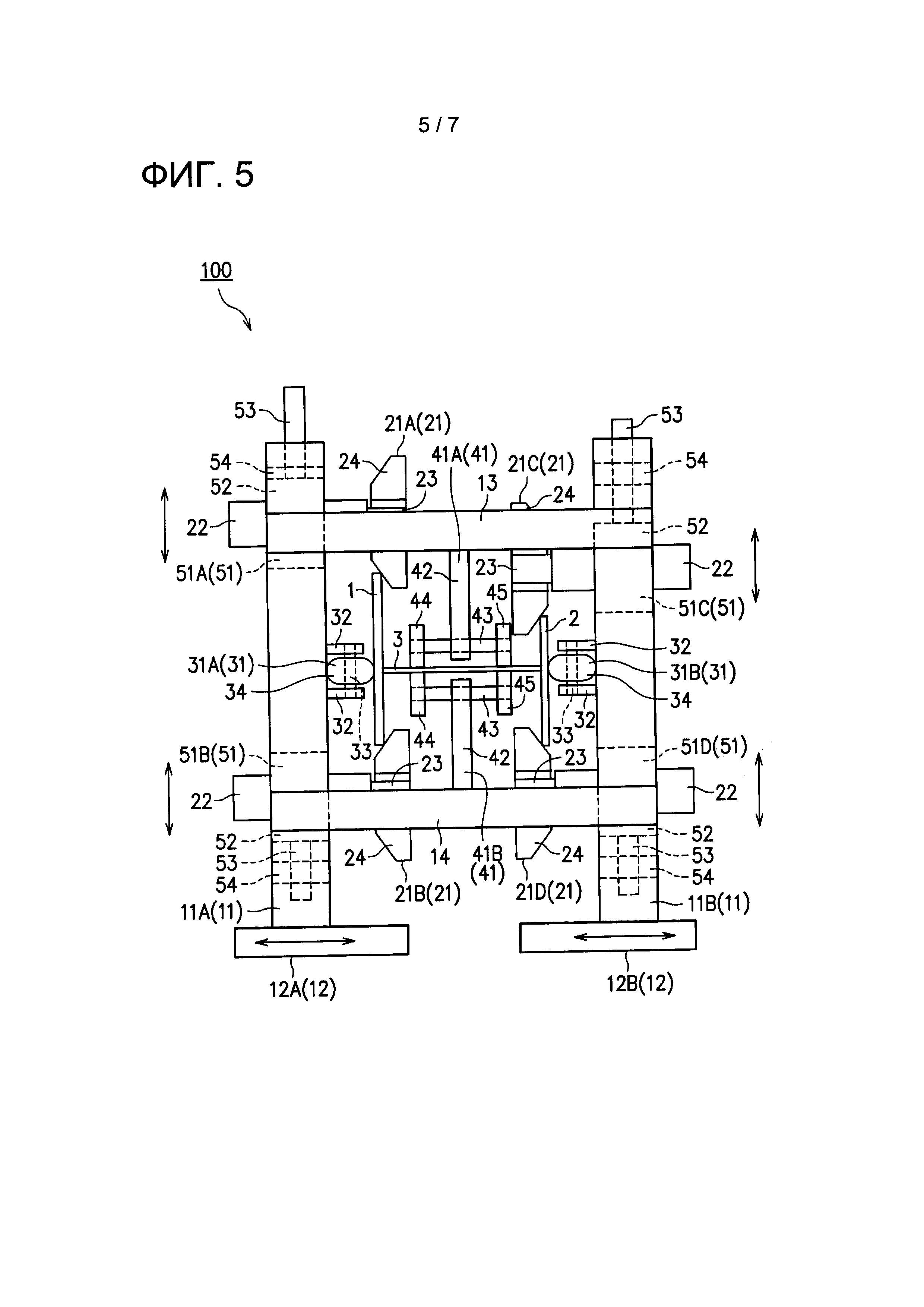
Фиг. 5 показывает схематичный поперечный разрез схематичной конфигурации выправляющего устройства в устройстве для изготовления сварного стального профиля другого варианта осуществления.
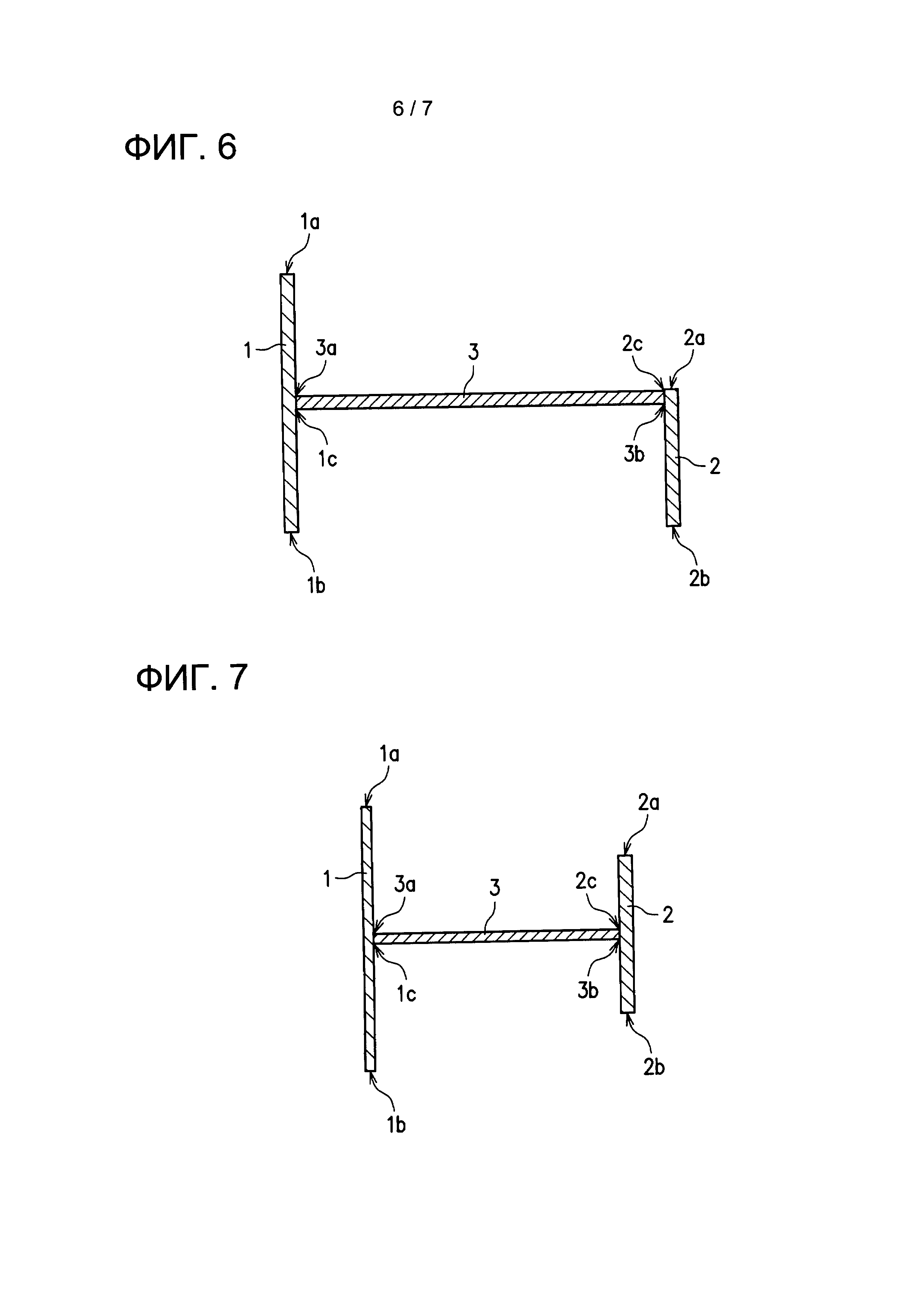
Фиг. 6 показывает поперечный разрез примера ассиметричного сварного стального профиля другого варианта осуществления.
Фиг. 7 показывает поперечный разрез примера ассиметричного сварного двутаврового профиля другого варианта осуществления.
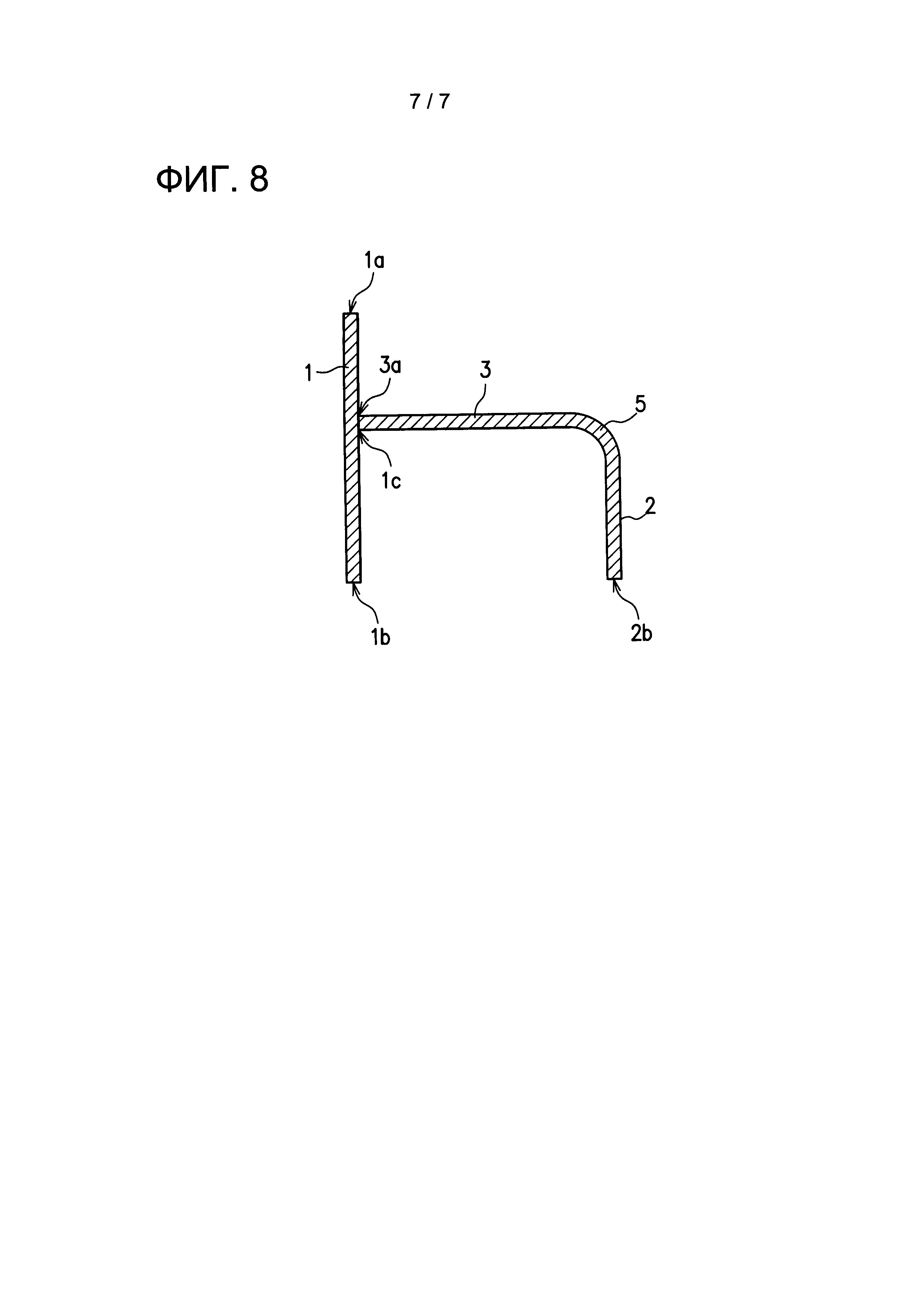
Фиг. 8 показывает поперечный разрез примера ассиметричного сварного стального профиля (J-образного профиля) другого варианта осуществления.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0022] Далее в качестве варианта осуществления настоящего изобретения будут описаны со ссылкой на чертежи устройство для изготовления сварного стального профиля и способ изготовления сварного стального профиля посредством использования устройства.
В варианте осуществления будут приведены и представлены пояснения для изготовления двутаврового профиля из трех стальных пластин, уже сформованных в заданных размерах путем резки или т.п.и расположенных так, чтобы иметь двутавровый поперечный разрез.
Далее следует отметить, что направление подачи двух полочных элементов вместе со стеночным элементом для образования двутаврового профиля будет названо просто как «направление подачи».
[0023] Во-первых, в варианте осуществления будут приведены пояснения для сварного стального профиля, подлежащего изготовлению устройством для изготовления сварного стального профиля.
Как показано на фиг. 2, в этом варианте осуществления сварной стальной профиль, подлежащий изготовлению устройством для изготовления сварного стального профиля, представляет собой «ассиметричный сварной стальной профиль», имеющий первый полочный элемент (1) и второй полочный элемент (2), отличающиеся друг от друга по толщине пластины и ширине пластины, а также отличающиеся друг от друга по положению стыкования стеночного элемента (3), стыкованных с первым и вторым полочными элементами (1, 2).
Первый полочный элемент (1) представляет собой, например, пластину, имеющую ширину 100 мм, длину 8 м и толщину 3,2 мм, и положение (1с) присоединения пластины, присоединенной к стеночному элементу (3), задано на расстоянии 40 мм от верхнего конца (1a), а также на расстоянии 60 мм от нижнего конца (1b).
Второй полочный элемент (2) представляет собой, например, пластину, имеющую ширину 80 мм, длину 8 м и толщину 2,3 мм, и положение (2с) присоединения пластины, присоединенной к стеночному элементу (3), задано на расстоянии 20 мм от верхнего конца (2а), а также на расстоянии 60 мм от нижнего конца (2b).
Стеночный элемент (3) представляет собой, например, пластину, имеющую ширину приблизительно 100 мм, длину 8 м и толщину 1,6 мм, и концы (3а, 3b) пластины присоединены к первому и второму полочным элементам (1, 2), соответственно.
Первый полочный элемент (1), второй полочный элемент (2) и стеночный элемент (3) выполнены, например, из оцинкованной стали, алитированной стали, нержавеющей стали, специальной стали и/или обычной стали.
[0024] Устройство для изготовления сварного стального профиля содержит устройство подачи пластины (не показано), опорное устройство (200) для сварной части (см. фиг. 3, 4), выправляющее устройство (100) (см. фиг. 1) и т.п.
Эти устройства расположены в линию от верхней по ходу течения стороны вдоль направления подачи в следующем порядке: устройство подачи пластины; опорное устройство (200) для сварной части; выправляющее устройство (100).
[0025] Устройство подачи пластины подает два полочных элемента (1, 2) и стеночных элемента (3) в состоянии, когда два полочных элемента (1, 2) расположены вертикально так, чтобы быть параллельными друг другу, а стеночный элемент (3) расположен горизонтально между двумя полочными элементами (1, 2), по направлению к опорному устройству (200) для сварной части при удерживании двух полочных элементов (1, 2) с обеих сторон наружной поверхности.
[0026] Опорное устройство (200) для сварной части поддерживает полочные элементы (1, 2) и стеночный элемент (3), подаваемые устройством подачи пластины при одновременной дополнительной подаче полочных элементов (1, 2) и стеночного элемента (3) так, чтобы обеспечить возможность прохождения подаваемых полочных элементов (1, 2) и стеночного элемента (3) через сварочные точки, подлежащие облучению лазером для лазерной сварки, и их окружающие области.
Как показано на фиг. 3, 4, опорное устройство (200) для сварной части содержит роликовое устройство (71) удерживания стеночного элемента, выполненное с возможностью удерживания стеночного элемента (3) в направлении толщины так, чтобы обеспечить возможность перемещения стеночного элемента (3), и ролики (61) удерживания полочных элементов, выполненные с возможностью удерживания полочных элементов (1, 2) в направлении ширины так, чтобы обеспечить перемещение полочных элементов (1, 2).
[0027] Роликовое устройство (71) удерживания стеночного элемента содержит первое роликовое устройство (71А) удерживания стеночного элемента, расположенное на стороне верхней стеночной поверхности (одна поверхность) стеночного элемента (3), и второе роликовое устройство (71В) удерживания стеночного элемента, расположенное на стороне нижней стеночной поверхности (другая поверхность) стеночного элемента (3).
[0028] Первое роликовое устройство (71А) удерживания стеночного элемента содержит множество роликов (74, 75), имеющих возможность вращения вдоль верхней стеночной поверхности стеночного элемента (3) в направлении подачи, и опорный несущий элемент (72), выполненный с возможностью поддерживания с возможностью вращения множества роликов (74, 75) посредством валов (73).
Аналогично, второе роликовое устройство (71В) удерживания стеночного элемента содержит множество роликов (74, 75), имеющих возможность вращения вдоль нижней стеночной поверхности стеночного элемента (3) в направлении подачи, и опорный несущий элемент (72), выполненный с возможностью поддерживания с возможностью вращения множества роликов (74, 75) посредством валов (73).
Верхний и нижний опорные несущие элементы (72), имеющие заранее заданную длину вдоль центральной линии стеночного элемента (3) и проходящие в направлении подачи, дополнительно выполнены с возможностью поддерживания множества роликов (74, 75), расположенных с промежутками в направлении подачи на обеих сторонах опорных несущих элементов (72).
Множество роликов (74, 75) удерживают стеночный элемент (3) в направлении толщины на заранее заданном участке в направлении подачи, охватывающем по меньшей мере положения в направлении подачи сварочных точек.
Роликовое устройство (71А) стеночного элемента расположено в таком положении, чтобы не блокировать лазерное облучение сверху по направлению к сварочным точкам.
[0029] Ролики (61) удерживания полочных элементов расположены на концах полочных элементов (1, 2), соответственно.
Положения по высоте таких роликов (61) в вертикальном направлении (т.е. их положения по высоте) можно регулировать по отдельности посредством устройств регулирования вертикального положения (не показаны) в соответствии с изготовлением сварного стального профиля различных форм и размеров для соответствующих роликов (61).
Множество роликов (61) удерживания полочных элементов (два ролика на фиг. 3) расположены с заранее заданными промежутками, соответственно, в направлении подачи на одном и том же конце одного и того же полочного элемента.
[0030] Выправляющее устройство (100) выполнено с возможностью исправления термической деформации, вызванной подведением тепла во время сварки полочных элементов (1, 2) сварного стального профиля, подаваемых опорным устройством (200) для сварной части.
Как показано на фиг. 1, выправляющее устройство (100) содержит две станины (11А, 11В), механизмы (21A-21D) для выправления полочного элемента, расположенные в верхней и нижней частях станин (11А, 11В), опорные механизмы (31А, 31В) для полочного элемента, расположенные на станинах (11А, 11В), и опорные механизмы (41А, 41В) для стеночного элемента, прикрепленные к поперечно-осевым элементам (13, 14), подвешенным между станинами (11А, 11В).
[0031] Две станины (11А, 11В) расположены так, чтобы находиться с обеих сторон пути подачи сварного стального профиля.
Поперечно-осевые элементы (13, 14) подвешены в верхней и нижней частях между двумя станинами (11А, 11В).
Две станины (11А, 11В) расположены так, чтобы находиться на основаниях (12А, 12В) станин, выполненных с возможностью перемещения по отдельности в направлениях, перпендикулярных направлению подачи.
Таким образом, в таких направлениях можно регулировать положения станин (11А, 11В).
Перемещение оснований (12А, 12В) станин в таких направлениях может быть выполнено посредством использования хорошо известных технологий, таких как механизм подающего винта.
[0032] Механизмы (21A-21D) для выправления полочного элемента расположены на станинах (11А, 11В) для соответствующих концов полочных элементов (1, 2) подаваемого сварного стального профиля.
Каждый из механизмов (21A-21D) содержит боковой элемент (22), ролик (24) для выправления полочного элемента, прикрепленный с возможностью вращения к валу (23), присоединенному к концу бокового элемента (22) (конец на стороне пути подачи), и установочный механизм (51) роликов для выправления полочного элемента, выполненный с возможностью регулирования положения по высоте ролика (24) для выправления полочного элемента.
[0033] Каждый ролик из роликов (24) для выправления полочного элемента, имеющих коническую поверхность, выполнен с возможностью нажатия, посредством конической поверхности, на конец каждого полочного элемента (1, 2) со стороны стеночного элемента (3) для исправления термической деформации каждого полочного элемента (1, 2) на участке от каждого конца каждого полочного элемента (1, 2) до стыковой части каждого полочного элемента (1, 2), упирающейся в стеночного элемента (3).
Ролики (24) для выправления полочного элемента выполнены таким образом, что они имеют возможность перемещения вместе со станинами (11) в направлениях, перпендикулярных направлению подачи, и возможность закрепления в необходимом положении в таких направлениях, а также таким образом, что они имеют возможность перемещения, посредством установочных механизмов (51) роликов для выправления полочного элемента, в вертикальных направлениях и возможность закрепления в необходимом положении по высоте в таких направлениях.
Положения по высоте четырех роликов (24) для выправления полочного элемента можно регулировать независимо, и таким образом, эти ролики (24) могут прикладывать независимые давления к концам полочных элементов (1, 2), соответственно.
[0034] Каждый из установочных механизмов (51) роликов для выправления полочного элемента содержит подвижный элемент (52), имеющий боковой элемент (22), установленный и закрепленный в нем, стержень (53), имеющий конец, соединенный с возможностью поворота с подвижным элементом (52), и элемент (54) с внутренней резьбой, прикрепленный к станине (11) и имеющий внутреннюю резьбу, находящуюся в зацеплении со стержнем (53).
В соответствии с такими механизмами (51), путем поворота стержня (53), подвижный элемент (52) вместе с роликом (24) для выправления полочного элемента может перемещаться в вертикальном направлении, что обеспечивает возможность регулирования положения этого ролика (24) по высоте.
[0035] Опорные механизмы (31А, 31В) для полочного элемента прикреплены к станинам (11А, 11В), соответственно.
Каждый из механизмов (31А, 31В) содержит пару закрепленных несущих элементов (32), надежно прикрепленных к станинам (11А, 11В), и опорный ролик (34) для полочного элемента, расположенный с возможностью вращения на валу (33), проходящем между парой закрепленных несущих элементов (32).
Каждый ролик из опорных роликов (34) для полочного элемента, являясь вращающимся, выполнен с возможностью поддерживания стыковой части стеночного элемента (3) и полочного элемента (1, 2), стыкованных друг с другом, со стороны поверхности полочного элемента (1, 2), противоположной стыковой части.
[0036] Опорные механизмы (41А, 41В) для стеночного элемента расположены, соответственно, на поперечно-осевых элементах (13, 14), подвешенных, соответственно, в верхней и нижней частях между станинами (11А, 11В).
Механизмы (41А, 41В) содержат опорные несущие элементы (42), проходящие от поперечно-осевых элементов (13, 14) в направлении стеночного элемента (3), соответственно, и каждый из механизмов (41А, 41В) содержит опорные ролики (44, 45) для стеночного элемента, расположенные на обеих сторонах каждого опорного несущего элемента (42) и расположенные с возможностью вращения на каждом валу (43), надежно прикрепленному к опорному несущему элементу (42).
Опорные механизмы (41А, 41В) для стеночного элемента расположены выше и ниже стеночного элемента (3), и опорные ролики (44, 45) для стеночного элемента, расположенные выше и ниже стеночного элемента (3), поддерживают стеночный элемент (3) так, чтобы ограничить его перемещение вниз или вверх в вертикальном направлении, соответственно.
[0037] Во-вторых, в варианте осуществления будут приведены пояснения для способа изготовления сварного стального профиля.
[0038] В выправляющем устройстве (100) положения бокового направления опорных роликов (34) для полочного элемента регулируют путем перемещения оснований (12А, 12В) станин в соответствии с формами и размерами сварного стального профиля, подлежащего изготовлению.
В тоже время, положения по высоте четырех роликов (24) для выправления полочного элемента регулируют по отдельности посредством использования их соответствующих установочных механизмов (51) роликов для выправления полочного элемента для соответствующих положений верхних и нижних концов (1a, 1b, 2а, 2b) в соответствии со степенью термической деформации, образованной на полочном элементе (1, 2) сварного стального профиля.
В частности, посредством установочных механизмов (51) роликов для выправления полочного элемента, ролики (24) для выправления полочного элемента для нажатия на относительно более термически деформированные части полочных элементов (1, 2) расположены так, чтобы быть ближе к стеночному элементу (3) по сравнению с роликами (24) для выправления полочного элемента для нажатия на относительно менее термически деформированные части полочных элементов (1, 2).
В результате, к соответствующим концам полочных элементов (1, 2) можно приложить различные степени выправляющих усилий в соответствии со степенью термической деформации, образованной на их соответствующих частях.
В опорном устройстве (200) для сварной части положения по высоте четырех роликов (61) удерживания полочного элемента регулируют по отдельности посредством вышеописанных устройств регулирования вертикального положения для соответствующих положений верхних и нижних концов (1a, 1b, 2а, 2b) полочных элементов (1, 2) сварного стального профиля.
[0039] После завершения размещения роликов (24) для выправления полочного элемента и т.п., два полочных элемента (1, 2) вместе со стеночным элементом (3), расположенной заранее так, чтобы иметь двутавровое поперечное сечение, подаются устройством подачи пластины (не показано) к опорному устройству (200) для сварной части.
[0040] Что касается опорного устройства (200) для сварной части, как показано на фиг. 3, 4, первый полочный элемент (1) и второй полочный элемент (2) вместе со стеночным элементом (3) подаются посредством указанного устройства (200), в то время как первый полочный элемент (1) удерживается роликами (61А, 61В) удерживания полочного элемента, второй полочный элемент (2) удерживается роликами (61С, 61D) удерживания полочного элемента, стеночный элемент (3) удерживается роликами (74, 75) роликового устройства (71) удерживания стеночного элемента.
Затем, на указанном устройстве (200) концы стеночного элемента (3) сваривают лазером в заранее заданных местах сварки для обеспечения сварного соединения с полочными элементами (1, 2).
На этом этапе полочные элементы (1, 2) подвергаются термической деформации, которая вызвана подведением тепла во время сварки, таким образом, что они изгибаются в направлении стороны стеночного элемента (3).
[0041] В выправляющем устройстве (100), как показано на фиг. 1, в состоянии, когда стеночный элемент (3) сварного стального профиля, подаваемого от опорного устройства (200) для сварной части, поддерживается сверху и снизу опорными роликами (44, 45) для стеночного элемента, а также в состоянии, когда полочные элемент (1, 2) поддерживается справа и слева опорными роликами (34) для полочного элемента, на концы полочных элементов (1, 2) со стороны стеночного элемента (3) независимо нажимают четырьмя роликами (24) для выправления полочного элемента с их соответствующими давлениями.
Благодаря этому этапу каждый изгибающий момент действует на участок полочного элемента (1, 2) от каждого его конца до его стыковой части, стыкованной со стеночным элементом (3), таким образом, исправляя термическую деформацию для каждой степени.
В этот момент, стыковая часть полочного элемента (1, 2), упирающаяся в конец стеночного элемента (3), поддерживается опорным роликом (34) для полочного элемента, и таким образом, отсутствует воздействие изгибающего момента или незначительного количества изгибающего момента на стеночный элемент (3).
[0042] Согласно вышеописанному устройству для изготовления сварного стального профиля и способу в качестве вариантов осуществления настоящего изобретения, на концы полочных элементов (1, 2) независимо нажимают четырьмя роликами (24) для выправления полочного элемента с их соответствующими давлениями в состоянии поддерживания стеночного элемента (3) для опорными роликами (44, 45) стеночного элемента, а также поддерживания полочных элементов (1, 2) опорными роликами (34) для полочного элемента, что обеспечивает возможность исправления в соответствии со степенью термической деформации, образованной на их соответствующих частях.
Далее, стыковые части полочных элементов (1, 2), стыкованные с концами стеночного элемента (3), поддерживаются опорными роликами (34) для полочного элемента со стороны поверхностей, противоположных стыковым частям, что обеспечивает подавление по величине изгибающего момента, действующего на стеночный элемент (3), из изгибающих моментов, действующих между роликами (24) для выправления полочного элемента и опорными роликами (44, 45) для стеночного элемента, до нуля или незначительной величины.
В результате, деформацию от изгиба стеночного элемента (3) можно предотвратить или подавить при исправлении термической деформации полочных элементов (1, 2).
[0043] Более того, в соответствии с устройством для изготовления сварного стального профиля и способом в качестве вариантов осуществления настоящего изобретения, положения по высоте роликов (24) для выправления полочного элемента можно регулировать по отдельности посредством установочных механизмов (51) роликов для выправления полочного элемента для соответствующих механизмов (21) для выправления полочного элемента, которые обеспечивают возможность регулирования давлений, приложенных к соответствующим концам полочных элементов (1, 2), а также удобное размещение роликов (24) для выправления полочного элемента на соответствующих концах полочных элементов сварного стального профиля различных форм и размеров.
[0044] (Другие варианты осуществления)
Расстояние между опорными роликами (44) с для теночного элемента и опорными роликами (45) для стеночного элемента, расположенных, соответственно, с обеих сторон опорных механизмов (41) для стеночного элемента, не следует ограничивать одним вариантом осуществления, показанным на фиг. 1, но может отличаться от такого варианта осуществления.
Расстояние может быть таким широким, как максимальное расстояние, полученное посредством использования наиболее длинного вала (43), как показано на фиг. 5, до такой степени, что расположенные с обеих сторон опорные ролики (44, 45) стеночного элемента не сталкиваются с роликами (24) для выправления полочного элемента.
Альтернативно, каждый из опорных роликов (44, 45) для стеночного элемента, расположенный, соответственно, с обеих сторон, может иметь ширину настолько большую, насколько возможно до такой степени, что расположенные с обеих сторон опорные ролики (44, 45) для стеночного элемента не сталкиваются с роликами (24) для выправления полочного элемента.
Такие конфигурации обеспечивают возможность дополнительного подавления изгибающих моментов, действующих на стеночный элемент (3), и в результате дополнительного подавления деформации от изгиба стеночного элемента (3) при исправлении термической деформации, образованной на полочных элементах (1, 2).
[0045] В варианте осуществления, описанном выше, в качестве способа сварки выбрана лазерная сварка; однако, она может быть заменена, например, электроннолучевой сваркой, дуговой сваркой, высокочастотной сваркой и т.п.
[0046] В варианте осуществления, описанном выше, выправляющее устройство (100) содержит одноэтапный механизм выправляющих механизмов (21) для выправления полочного элемента, одноэтапный механизм опорных механизмов (31) для полочного элемента и одноэтапный механизм опорных механизмов (41) для стеночного элемента.
Однако предпочтительно, что выправляющее устройство (100) содержит: механизмы (21) для выправления полочного элемента в качестве множества многоэтапных механизмов; опорные механизмы (31) для полочного элемента в качестве множества многоэтапных механизмов; и опорные механизмы (41) для стеночного элемента в качестве множества многоэтапных механизмов, каждый из которых расположен в направлении подачи.
Чем больше количество этапов, тем выше точность исправления термической деформации полочных элементов (1, 2).
[0047] Устройство для изготовления сварного стального профиля и способ в варианте осуществления, описанном выше, могут быть подходящим образом применены не только в изготовлении ассиметричного сварного двутаврового профиля, как тот, что показана на фиг. 2, но также в изготовлении других типов «ассиметричного сварного стального профиля», включающих например: два полочных элемента, присоединенные к концам стеночного элемента, которые отличаются друг от друга по материалу, толщине пластины и/или ширине пластины; два полочных элемента, которые одинаковы друг с другом, по материалу, толщине пластины и ширине пластины, но отличаются друг от друга в положении присоединения к концу стеночного элемента; или полочный элемент, приваренный только к одному концу стеночного элемента, такую как J-образный профиль и Т-образный профиль.
Устройство для изготовления сварного стального профиля и способ также могут быть подходящим образом применены в изготовлении рассмотренных примеров «ассиметричного сварного стального профиля», как показано на фиг. 6-8.
[0048] В «ассиметричном сварном стальном профиле», показанном на фиг. 6, первый и второй полочные элементы (1, 2) одинаковы друг с другом по толщине пластины, но отличаются друг от друга по ширине пластины и положению присоединения к стеночному элементу (3).
Например, первый полочный элемент (1) представляет собой пластину, имеющую ширину 100 мм, длину 8 м и толщину 3,2 мм, и положение (1с) присоединения пластины, подлежащей присоединению к стеночному элементу (3), задано на расстоянии 50 мм от верхнего конца (1а) и на расстоянии 50 мм от нижнего конца (1b).
Второй полочный элемент (2) представляет собой пластину, имеющую ширину 52 мм, длину 8 м и толщину 3,2 мм, и положение (2с) присоединения пластины, подлежащей присоединению к стеночному элементу (3), задано на расстоянии 2 мм от верхнего конца (2а) и на расстоянии 50 мм от нижнего конца (2b).
Стеночный элемент (3) представляет собой пластину, имеющую ширину приблизительно 150 мм, длину 8 м и толщину 3,2 мм, и ее концы (3а, 3b) присоединены к первому и второму полочным элементам (1, 2), соответственно.
[0049] Для изготовления «ассиметричного сварного стального профиля» такой, как показана на фиг. 6, устройство для изготовления сварного стального профиля и способ в качестве варианта осуществления согласно настоящему изобретению применяют таким образом, что: в опорном устройстве (200) для сварной части положения по высоте четырех роликов (61) удерживания полочного элемента регулируют по отдельности посредством использования вышеописанных устройств регулирования вертикального положения для верхних и нижних концов (1a, 1b, 2а, 2b), соответственно, полочных элементов (1, 2) сварного стального профиля; а в выправляющем устройстве (100), положения бокового направления опорных роликов (34) полочного элемента регулируют по отдельности путем перемещения оснований (12А, 12В) станин в соответствии с положениями поверхностей полочных элементов (1, 2), противоположных стороне стеночного элемента (3) сварного стального профиля, и положения по высоте трех роликов (24) для выправления полочного элемента регулируют по отдельности посредством использования установочных механизмов (51) роликов полочного элемента в соответствии с положениями верхнего и нижнего концов (1a, 1b) первого полочного элемента (1) и нижнего конца (2b) второго полочного элемента (2), соответственно, сварного стального профиля (см. фиг. 6).
Следует отметить, что для такого типа «ассиметричного сварного стального профиля», показанного на фиг. 6, второй полочный элемент (2) имеет небольшую часть, расположенную выше стеночного элемента (3), и таким образом, отсутствует необходимость стыкования верхнего конца (2а) второго полочного элемента (2) с роликом (24) для выправления полочного элемента.
Следовательно, из механизмов (21A-21D) для выправления полочного элемента, показанных на фиг. 1, механизм (21С) для выправления полочного элемента сверху справа может оставаться вне работы.
[0050] В «ассиметричном сварном стальном профиле», показанном на фиг. 7, и первый, и второй полочные элементы (1, 2) имеют центральные части в направлении ширины в качестве положений присоединения к стеночному элементу (3), но отличаются друг от друга по толщине пластины и ширине пластины.
Например, первый полочный элемент (1) представляет собой пластину, имеющую ширину 100 мм, длину 8 м и толщину 2,3 мм, и положение (1с) присоединения пластины, подлежащей присоединению к стеночному элементу (3), задано на расстоянии 50 мм от верхнего конца (1а) и на расстоянии 50 мм от нижнего конца (1b).
Второй полочный элемент (2) представляет собой пластину, имеющую ширину 60 мм, длину 8 м и толщину 3,2 мм, и положение (2с) присоединения пластины, подлежащей присоединению к стеночному элементу (3), задано на расстоянии 30 мм от верхнего конца (2а) и на расстоянии 30 мм от нижнего конца (2b).
Стеночный элемент (3) представляет собой пластину, имеющую ширину приблизительно 100 мм, длину 8 м и толщину 2,3 мм, и ее концы (3а, 3b) присоединены к первому и второму полочным элементам (1, 2), соответственно.
[0051] Сварной стальной профиль, показанный на фиг. 7 отличается от другого «ассиметричного сварного стального профиля», показанного на фиг. 2, 6, 8, тем, что положения по высоте нижних концов (1b, 2b) полочных элементов (1, 2) последних не одинаковы друг с другом, если смотреть с положения стеночного элемента (3), расположенной горизонтально.
Однако этот тип сварного стального профиля также может быть изготовлен путем удобного применения устройства для изготовления в качестве варианта осуществления согласно настоящему изобретению, поскольку устройство выполнено с возможностью выполнения сварки и исправления термической деформации на основании положения стеночного элемента (3).
Устройство для изготовления сварного стального профиля и способ в качестве варианта осуществления согласно настоящему изобретению можно применить к сварному стальному профилю, показанному на фиг. 7, также, как и к сварному стальному профилю, показанному на фиг. 2.
[0052] Для «ассиметричного сварного стального профиля», показанной на фиг. 8, использован элемент L-образного поперечного сечения, образованный путем изгибания пластины так, чтобы выполнить изогнутую часть (5) и две секции поперек изогнутой части (5), из которых одна секция служит в качестве второго полочного элемента (2), а другая секция служит в качестве стеночного элемента (3), имеющего L-образное поперечное сечение.
Это представляет собой J-образный профиль, полученную присоединением сваркой одного конца (3а) стеночного элемента (3), который представляет собой другую секцию элемента L-образного поперечного сечения, к первому полочному элементу (1) таким образом, что стеночный элемент (3) и первый полочный элемент (1) перпендикулярны друг другу, и что положение (1с) присоединения для первого полочного элемента (1) и стеночного элемента (3) немного удалено от центральной части полочного элемента (1) в направлении ширины.
Например, первый полочный элемент (1) представляет собой пластину, имеющую ширину 100 мм, длину 8 м и толщину 3,2 мм.
Второй полочный элемент (2) представляет собой пластину, имеющую ширину приблизительно 55 мм, длину 8 м и толщину 3,2 мм, и пластина выполнена таким образом, что второй полочный элемент (2) продолжается через изогнутую часть (5) к стеночному элементу (3).
Положение (1с) присоединения для первого полочного элемента (1), подлежащей присоединению к стеночному элементу (3), задано на расстоянии 45 мм от верхнего конца (1а) первого полочного элемента (1) и на расстоянии 55 мм от нижнего конца (lb) на первом полочном элементе (1).
[0053] Для изготовления «ассиметричного сварного стального профиля» такого, как показана на фиг. 8, устройство для изготовления сварного стального профиля и способ в качестве варианта осуществления согласно настоящему изобретению применяют таким образом, что: в опорном устройстве (200) для сварной части положения по высоте трех роликов (61А, 61В, 61С) удерживания полочного элемента регулируют по отдельности посредством использования вышеописанных устройств регулирования вертикального положения для верхнего и нижнего концов (1a, 1b), соответственно, первого полочного элемента (1) и нижнего конца (2b) второго полочного элемента (2) сварного стального профиля; а в выправляющем устройстве (100) положения бокового направления опорного ролика (34) полочного элемента регулируют путем перемещения оснований (12А, 12В) станин в соответствии с положением поверхности первого полочного элемента (1), противоположной стороне стеночного элемента (3) сварного стального профиля, и положения по высоте двух верхних и нижних роликов (24) для выправления полочного элемента, присоединенных к одной станине (11А), регулируют по отдельности посредством использования установочных механизмов (51) роликов для выправления полочного элемента в соответствии с положениями верхнего и нижнего концов (1a, 1b) первого полочного элемента (1), соответственно, сварного стального профиля (см. фиг. 8).
Следует отметить, что для такого типа «ассиметричного сварного стального профиля», показанного на фиг. 8, второй полочный элемент (2) не имеет части выше стеночного элемента (3), и таким образом, из механизмов (21A-21D) для выправления полочного элемента, показанных на фиг. 1, механизм (21С) для выправления полочного элемента сверху справа может оставить свой ролик (24) для выправления полочного элемента вне работы.
Поскольку второй полочный элемент (2) расположен на достаточном расстоянии от положения сварки, механизм (21D) для выправления полочного элемента снизу справа может также оставить свой ролик (24) для выправления полочного элемента вне работы.
Нижний конец (2b) второго полочного элемента (2) может остаться не поджатым.
[0054] (Промышленная применимость)
Настоящее изобретение может быть использовано в устройстве и способе изготовления сварного стального профиля для исправления термической деформации, вызванной подведением тепла во время сварки.
[0055] (Ссылочные обозначения)
1 Первый полочный элемент
1а Верхний конец
1b Нижний конец
1с Положение
2 Второй полочный элемент
2а Верхний конец
2b Нижний конец
2с Положение
3 Стеночный элемент
3а Конец
3b Конец
24 Ролики для выправления полочного элемента
34 Опорные ролики для полочного элемента
44, 45 Опорные ролики для стеночного элемента
51 Установочные механизмы роликов для выправления полочного элемента
100 Выправляющее устройство
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано для правки стального сварного профиля из пластины полочного элемента и перпендикулярно состыкованной с ним своим концом пластины стеночного элемента, в котором его участки имеют различные степени термической деформации после сварки. Исправляют форму полочных элементов, термически деформированных подведением тепла во время сварки, посредством выправляющего устройства, ролики которого установлены по концам полочного элемента и надавливают на концы полочных элементов со стороны стеночного элемента с использованием надавливающего усилия независимо на каждом конце полочных элементов. При этом опорные ролики для стеночного элемента поддерживают их стеночные поверхности. Повышается точность формы профиля за счет устранения термической деформации. 2 н. и 4 з.п. ф-лы, 8 ил.
Комментарии