Способ правки горячего фасонного проката - RU2366526C2
Код документа: RU2366526C2
Чертежи





Описание
Настоящее изобретение относится к способу правки фасонного проката, который содержит стенку и, по меньшей мере, одну полку, в частности двутавровых балок или швеллеров, с помощью правильного инструмента.
После горячей прокатки фасонный стальной прокат во время охлаждения часто подвергается деформации и/или искривлению. Для устранения возникших отклонений от требуемой формы проката и для придания балке требуемой прямолинейности прокат после горячей прокатки и охлаждения правят. Поскольку деформации возникают во время охлаждения, до настоящего времени попытки выправлять еще горячий профиль к удовлетворительным результатам не приводили. Хотя операцией правки горячего проката можно получить результаты, которые удовлетворяют соответствующим стандартам, после окончательного охлаждения прокат частично возвращается к искривленной форме, которая не соответствует стандартам.
Следовательно, согласно предшествующему уровню техники прокат должен остыть до низкой температуры (см., например, DE 2456782 и US 5060498). Для этого прокат охлаждают на холодильных стеллажах или в холодильных ямах. Эта операция приводит к нежелательному удлинению производственного цикла, который иногда влечет временную остановку производства.
Если же согласно предшествующему уровню техники прокат правят при более высокой температуре, то прокат подвергают дифференцированному охлаждению или нагреву, для того чтобы вызвать сжимающие напряжения в стенке (см. DE 3501522 C1, DE 3638816 C1). После операции правки температура стенки приближается к температуре полок, с тем чтобы уменьшить продольные растягивающие напряжения. Однако эти способы требуют много времени и энергии, поскольку в профиле необходимо формировать точные градиенты температуры. Кроме того, прокат может деформироваться в результате усадки стенки во время окончательного охлаждения, а это значит, что рельсы, которые остыли до комнатной температуры, не удовлетворяют требованиям соответствующих стандартов. Следовательно, эти способы также являются неудовлетворительными.
Настоящее изобретение имеет целью создание улучшенного способа, который позволит править фасонный прокат в горячем состоянии.
Эта цель достигается способом, определенным в независимых пунктах формулы. В зависимых пунктах формулы приведены преимущественные варианты.
Способ правки согласно настоящему изобретению основан на фундаментальной концепции правки проката при температуре >70°C, более конкретно, таким образом, чтобы усилие правки прилагалось непосредственно к полке проката. Это позволяет избежать внутренних напряжений в прокате, возникновение которых вызывает деформацию во время остывания проката.
Усилие правки предпочтительно прилагают к узкой стороне полки, т.е. в случае вертикально ориентированной полки - сверху или снизу. Согласно настоящему изобретению, однако, не обязательно прилагать усилие правки только в одном направлении и только в одном месте. В рамках настоящего изобретения усилия правки можно прилагать, например, посредством гребенчатых валков и к поперечной, «главной грани» полки, и к узкой стороне полки, а также только к поперечной «главной грани».
Настоящее изобретение основано на открытии, заключающемся в том, что изменение формы выправленного в горячем состоянии проката, наблюдавшееся после остывания в предшествующем уровне техники, обусловлено дифференциальным содержанием количества тепла во все еще горячем прокате. В переходных участках от стенки к полке (в корне стенки) имеется высокая концентрация массы с малой площадью поверхности, которая остывает медленнее, чем примыкающие массы. Следовательно, этот участок имеет более высокую температуру, чем остальная часть проката. Деформирующие воздействия в процессе дальнейшего остывания приводят к изменению температуры и могут генерировать зависящее от температуры распределение напряжений. При обычной правке, когда правильные диски покрывают стенку в области корней стенки, эти правильные диски выполняют чередующиеся операции гибки, заранее определенные подачей правильных дисков к стенке и возвратно-поступательные перемещения, создаваемые этими операциями гибки, передаются на полку и в итоге создается требуемая выправленная деталь при уменьшенных параметрах подачи.
Во время горячей правки повышенная температура участка корня стенки означает специфичное для материала напряжение пластического течения, которое учитывается в модифицированном подходе к операции горячей правки (используя обычную технологию правки). При обычной правке возникает такое распределение внутренних напряжений, которое отличается от распределения внутренних напряжений в начальном состоянии прокатанной детали. Пики внутренних напряжений возникают, в частности, в области корня стенки на уровнях, которые лежат в области напряжения пластического течения или выше.
Если обычные способы правки использовать для правки проката в горячем состоянии, всегда будут в определенной степени генерироваться внутренние напряжения. Последующее охлаждение меняет распределение и уровни напряжений, что ведет к известному и наблюдаемому в предшествующем уровне техники короблению выплавленного проката.
Для правки фасонного проката при повышенных температурах и для сохранения прямизны проката даже после охлаждения согласно настоящему изобретению во время операции правки приложение усилия правки к полке не приводит к генерированию каких-либо внутренних напряжений, которые неблагоприятно влияют на свойства изделия и на прямизну проката в переходном участке между стенкой и полкой и в самой стенке. Вместо этого приложение усилия к полке сохраняет не имеющее проблем состояние напряжений в стенке и в корнях стенки, и состояние внутренних напряжений в полке меняется лишь в незначительной степени. Следовательно, отсутствует вероятность вредного, связанного с охлаждением изменения состояния напряжений в остывшей фасонной детали.
Способ по настоящему изобретению преимущественно позволяет обрабатывать фасонный прокат после процесса горячей прокатки, пока он еще находится в горячем состоянии. Это дает существенную экономию времени и позволяет избежать остановок производства. Кроме того, появляется возможность обрабатывать все еще горячую сталь с меньшими усилиями, что дает экономию энергии.
Способ по настоящему изобретению используется для правки проката со стенкой и, по меньшей мере, одной полкой. К прокату такого типа относятся, в частности, тавровые балки, двутавровые балки, швеллеры, уголки, при этом полки проката всех этих типов предпочтительно проходят под углом 90° относительно стенки, хотя вполне возможны и другие варианты их расположения.
Прокат правят при температуре проката более 70°C, особенно предпочтительно при температуре более 100°C. Однако способ по настоящему изобретению также позволяет проводить правку и при более высоких температурах, например приблизительно 200°C и выше. Имеются различные способы нахождения и определения температуры проката. Поэтому этот термин следует понимать в самом широком смысле. Термин «температура проката» может, например, включать температуру поверхности корня стенки и температуру внутри корня стенки. Кроме того, он также может охватывать температуру поверхности стенки и кромок балки и/или температуру внутри этих элементов. Кроме того, температуру проката можно определять, измеряя температурный профиль на всей длине детали или измеряя температуру в некоторых из элементов детали. Для определения температуры проката часто используется, например, сканирование температуры. В этом случае используют подвижное устройство для измерения температуры для регистрации температуры вдоль кромки балки, корня стенки, стенки и другой кромки балки. Полученный профиль температур затем используют для определения температуры детали проката; это позволяет учитывать температуры внутри корней стенки. Следовательно, согласно настоящему изобретению результат сканирования температуры такого типа можно также понимать как представляющий температуру фасонной катаной детали.
Согласно предпочтительному варианту способа по настоящему изобретению усилия правки прилагаются к полкам через боковую поверхность правильного инструмента, которая расположена под углом к той поверхности полки, на которую воздействует этот инструмент. Устройство такого типа описано, например, в DE 19525513 A1, все содержимое которого, относящееся к описанию устройства, на котором, например, можно осуществлять способ по настоящему изобретению, а также относящееся к способу, которым усилие правки может прилагаться к полке, настоящим включается в настоящее описание.
Например, правильный инструмент, в частности правильные диски, имеют форму, по меньшей мере, частично усеченного конуса и передают усилие правки на полку своей конической боковой поверхностью. Правильные инструменты могут размещаться над и/или под материалом, подвергаемым правке.
Угол наклона активной боковой поверхности предпочтительно имеет величину одного порядка с углом трения между этой боковой поверхностью и поверхностью, на которую воздействует правильный инструмент. Он выводится из следующего уравнения:
μR-диск/деталь проката = tanρ,
и обеспечивает минимизацию обжатия кромки полки. Если угол трения боковых полок подобран правильно, в полке генерируются поперечные напряжения, противодействующие напряжению фрикционного сдвига, действующему на поверхности контакта и тем самым предотвращают обжатие кромки полки. Угол наклона предпочтительно составляет 5°.
Предпочтительно, чтобы точка пересечения линий поверхности правильного диска удаленного от привода, была удалена от привода, а точка пересечения этих линий на диске, ближайшем к приводу, являлась ближайшей к приводу.
Во избежание изгиба полки в горизонтальной плоскости относительно положения правки как функции усилия правки правильные диски предпочтительно имеют поддерживающие полку поверхности, которые расположены на стороне стенки относительно полки и/или на той стороне полки, которая удалена от стенки. Соответственно правильный инструмент, выполненный как правильные диски, предпочтительно имеет U-образное или T-образное продольное сечение. Поверхности для поддержки полок в каждом случае взаимодействуют попеременно с внешней и с внутренней стороной полки.
Для того чтобы иметь возможность одновременно править полки или отогнутые участки разных размеров парой правильных валков без замены правильных дисков, можно использовать правильные диски с гребенчатым продольным сечением.
В этом случае правильный диск такого типа содержит отдельные диски, предпочтительно выполненные за одно, между которыми расположены активные боковые поверхности, наклоненные согласно настоящему изобретению относительно горизонтальной плоскости, и боковые поверхности которых поддерживают полку или стенку с одной или с обеих сторон от положения правки.
Не все правильные инструменты требуют оснащения активной боковой поверхностью. Например, активной боковой поверхностью, которая проходит под углом к оси правки, можно оснащать только те правильные инструменты, которые расположены на входной стороне. В экстремальных обстоятельствах в каждом случае достаточно разместить один соответственно сконфигурированный правильный инструмент или пару инструментов над и под материалом, подвергающимся правке. Можно также установить правильные инструменты, сконфигурированные таким образом, только под материалом, подвергающимся правке на выходном участке.
Боковые или наклонные поверхности, которые используются в способе по настоящему изобретению, обеспечивают исключительно высокую степень точности правки при правке горячего проката. В частности, они не допускают образования обжатий полок и направленных наружу вздутий в области кромок полок и защищают благоприятное состояние внутренних напряжений не прошедшей правку детали, которая возникла при горячей прокатке этой детали.
Ниже следует более подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, где
фиг.1 схематически представляет правильное устройство, которое предпочтительно используется в способе по настоящему изобретению, с верхней парой правильных дисков, частично в продольном осевом сечении;
фиг.2 - увеличенная иллюстрация части двух правильных дисков;
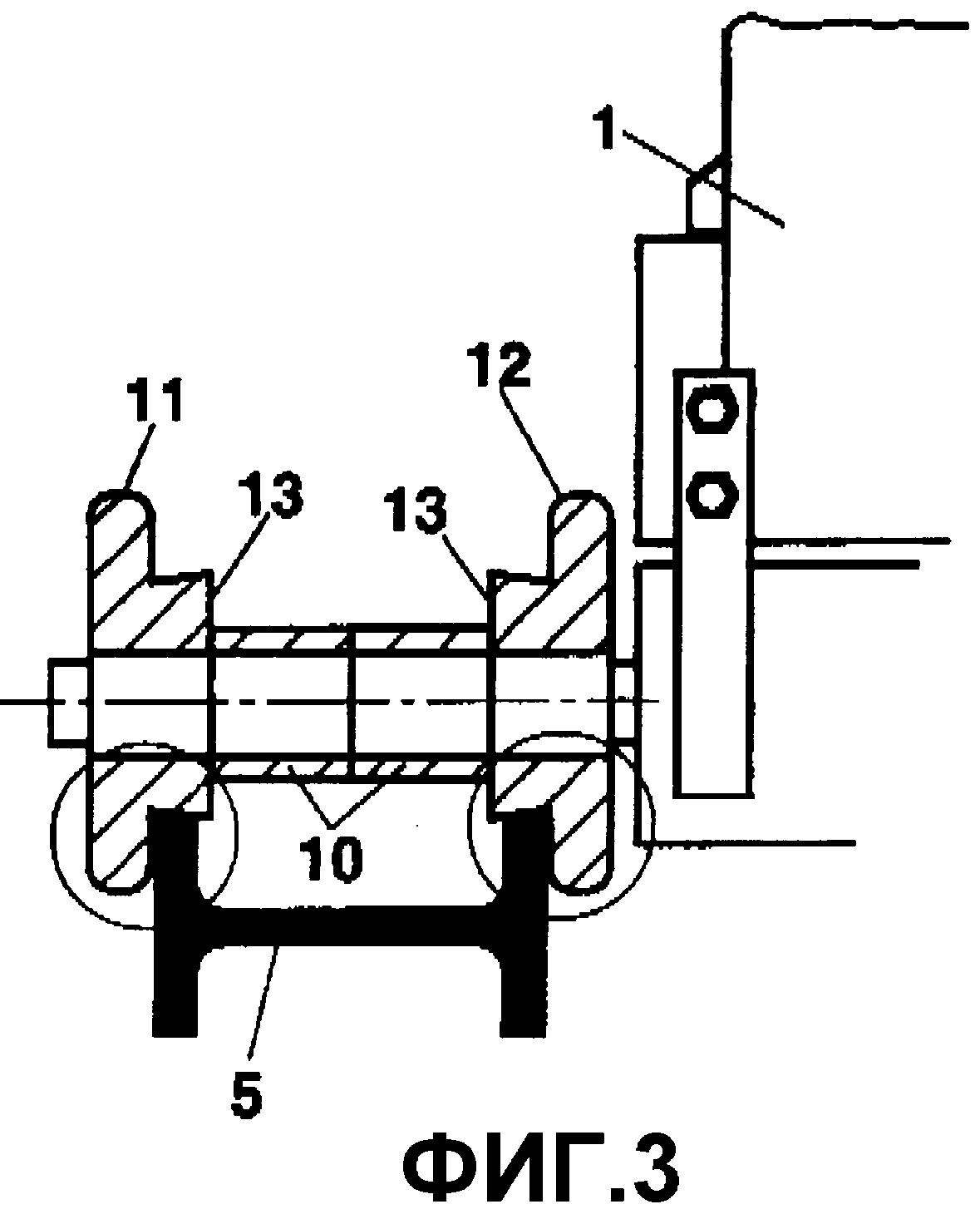
фиг.3 - правильное устройство с внешним направлением полки;
фиг.4 - увеличенная иллюстрация части двух правильных дисков;
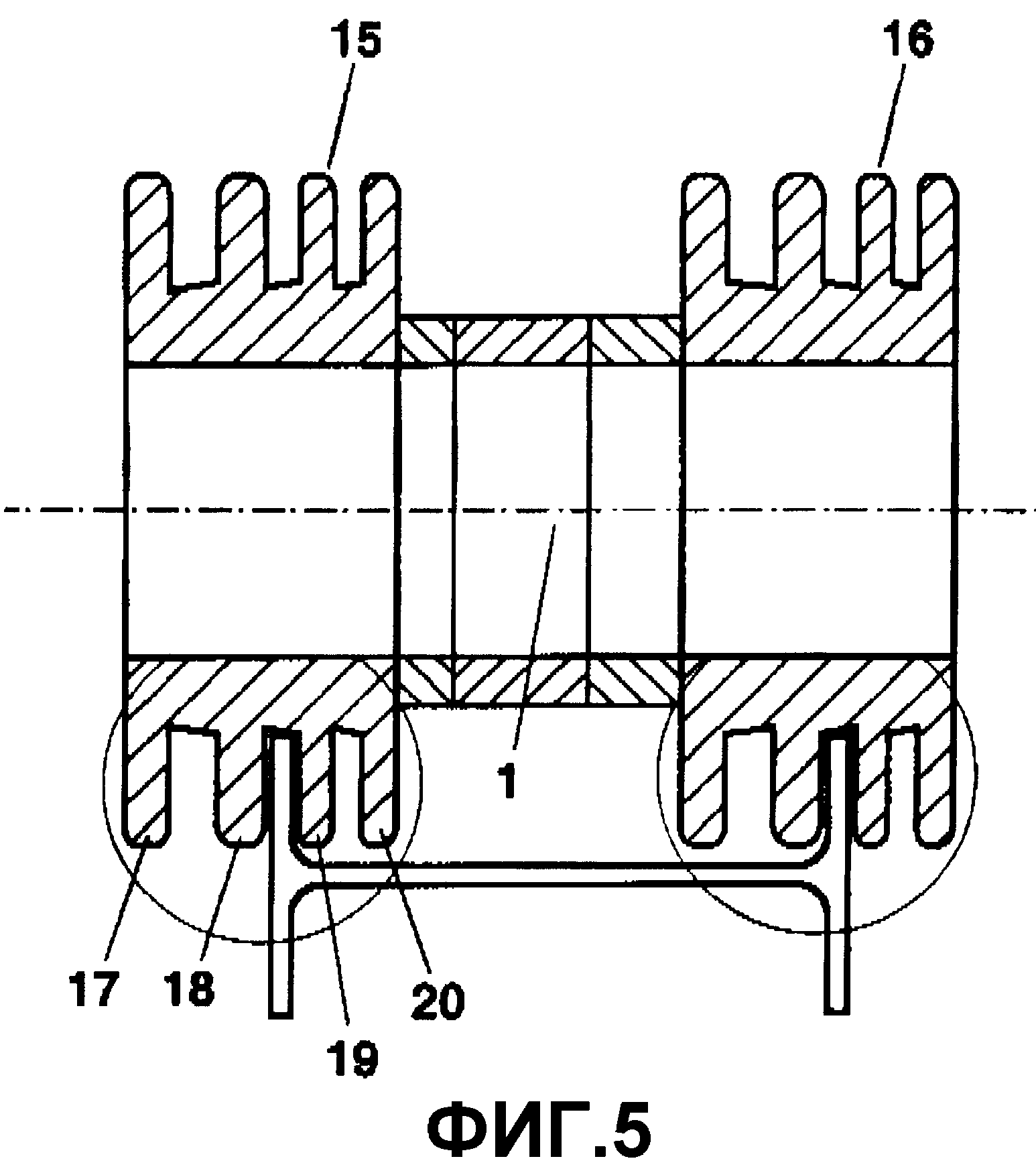
фиг.5 - осевое продольное сечение правильного валка для правки с поддержкой полок балок разного размера;
фиг.6 - часть правильного валка по фиг. 5;
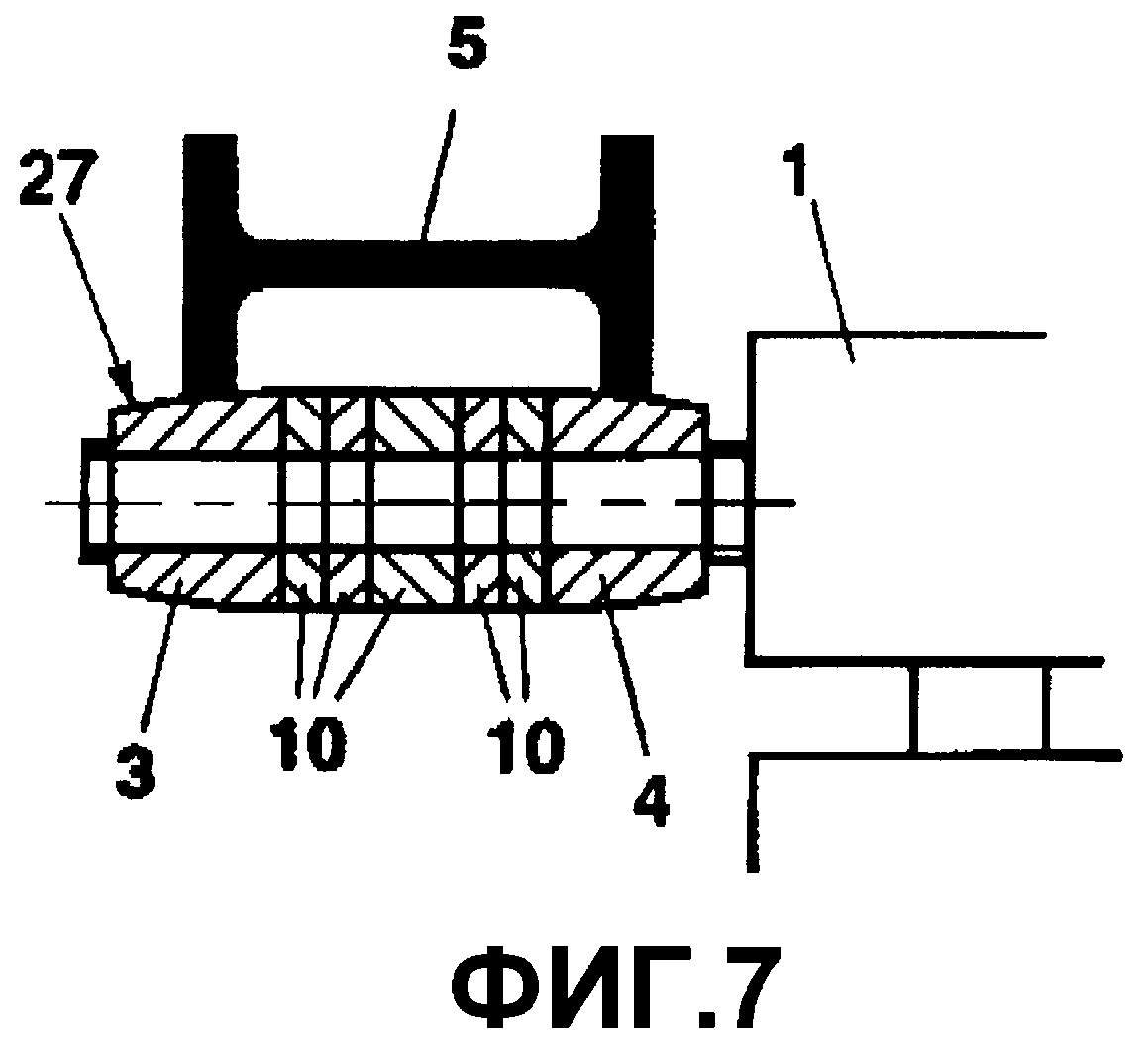
фиг.7 - правильная гильза с цилиндрической средней частью в продольном осевом сечении;
фиг.8 - часть правильной гильзы по фиг. 7 в увеличенном масштабе;
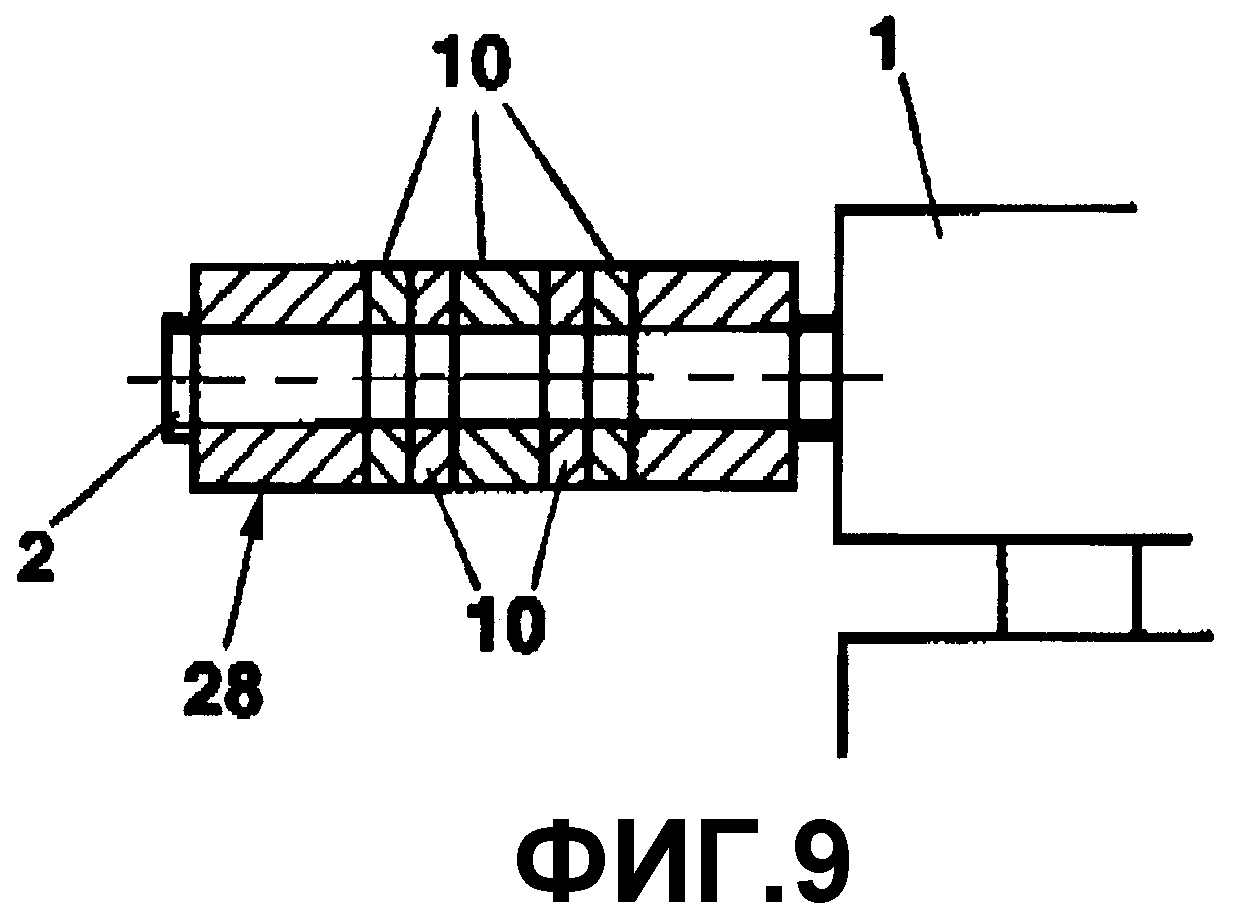
фиг.9 - цилиндрическая правильная гильза.
Правильное устройство содержит привод 1, отдельные детали которого более подробно не показаны, к которому присоединен вал 2, на котором расположены два правильных диска 3 и 4, размещенных над двутавровой балкой 5. Последняя имеет стенку 5а и две полки 5b и 5с. В осевом направлении правильные диски 3 и 4 имеют T-образное сечение и содержат часть 6, которая имеет форму круглого диска, в каждом случае воздействующую на внутреннюю сторону двух полок, но не касающуюся стенки и сливающуюся с выступом 7, имеющим форму усеченного конуса. Поверхность 8 малого диаметра конических выступов 7 в каждом случае направлена наружу, а их боковые поверхности находятся в неположительном взаимодействии с кромками полки. Боковая поверхность или линия поверхности 9 проходит под углом ρ относительно поверхности узкой стороны полки, или к горизонтали, или к распорным втулкам 10. Распорные втулки 10 используются для задания размера между правильными дисками и высотой (разнос полок) балки, которую следует выправить. Соответственно между линией поверхности 9 и узкой гранью полок возникает прилежащий угол ρ. Высота Z конических выступов такова, что узкие стороны полок поддерживаются на всей их высоте.
Правильные диски 11, 12, показанные на фиг.3 и 4, в своей основе расположены и сконструированы так же, как и диски по фиг.1 и 2. Однако они поддерживают полки с внешней стороны и имеют конические поверхности выступов 7, поверхности 13 большого диаметра которых обращены внутрь или друг к другу. Таким образом, в каждом случае возникает одинаковый приложенный угол между боковыми поверхностями или линиями поверхностей 9 и горизонтальными или узкими сторонами полок балки, как и в случае правильных дисков 3, 4 на фиг.1 и 2.
Правильные валки 15, 16, показанные на фиг.5, 6, содержат множество поддерживающих полки индивидуальных дисков 17, 18, 19, 20, которые предпочтительно выполнены заодно друг с другом и между каждыми из которых имеется конический переход 21, 22, 23. Таким образом, образованы канавки 25, 26 для приема полок балок разных размеров между дисками 16-20. Линии поверхности конических переходов 21, 22, 23 в свою очередь вместе с противоположными узкими сторонами полок образуют приложенный угол ρ по настоящему изобретению, как описано выше.
Правильное устройство, которое пригодно для осуществления способа горячей правки по настоящему изобретению не требует оснащения только угловыми правильными инструментами (правильными дисками или правильными гильзами); достаточно расположить такие инструменты в области наибольших амплитуд изгиба, т.е. на входной стороне, что без применения правильного инструмента по настоящему изобретению привело бы также к наибольшему сжатию и отклонению. С другой стороны, все верхние правильные инструменты можно выполнить как диски или многодисковые валки, если при правке с большим шагом (расстояние между соседними осями правки) и соответственно малыми усилиями правки под материалом, подвергающимся правке, разместить цилиндрические правильные гильзы 28, которые проходят от полки к полке.
На фиг.7-9 показаны другие варианты устройства, которые могут использоваться для осуществления способа по настоящему изобретению. Одинаковые элементы обозначены в каждом случае одинаковыми позициями.
Показанные устройства позволяют осуществлять прямое приложение усилия к полке фасонного проката, в результате чего появляется возможность править фасонный прокат при температуре выше 70оС.
Реферат
Группа изобретений относится к правке фасонного проката. При осуществлении правки горячего фасонного проката усилие правки прилагают непосредственно к полке при определенной температуре. При изготовлении фасонного проката горячей прокаткой осуществляют его правку в горячем состоянии при определенной температуре после прокатки посредством правильного инструмента, который прикладывают непосредственно к полке фасонного проката. Устраняется коробление за счет предотвращения возникновения вредных внутренних напряжений. 3 н. и 11 з.п. ф-лы, 9 ил.
Комментарии