Способ управления и/или регулирования движения проскальзывания ролика относительно полосы, устройство управления и/или регулирования, машиночитаемый программный код, носитель для хранения данных и промышленная установка - RU2477188C2
Код документа: RU2477188C2
Чертежи

Описание
Изобретение относится к способу управления и/или регулирования движения проскальзывания ролика относительно полосы. Кроме того, изобретение относится к устройству управления и/или регулирования, машиночитаемому программному коду, носителю для хранения данных и промышленной установке для осуществления способа.
Проблема движения проскальзывания ролика относительно полосы обсуждается, например, в US 2764050.
Системы роликов, также называемые комплектами натяжных роликов, как они находят применение для изобретения, используются, например, при прокатке полосы металла, в особенности при холодной прокатке, и в линиях обработки, как, например, при нанесении покрытия, травлении, нагреве или подобных процессах с полосами металла. Эти комплекты роликов применяются для того, чтобы устанавливать натяжение полосы для подлежащей обработки полосы металла. Натяжение полосы влияет, например, существенным образом на процесс обработки, например на обжатие по толщине полосы при прокатке прокатываемого материала.
Однако такие комплекты роликов также могут применяться в текстильной промышленности, например для полос текстиля или в производстве пластмассы, или иных отраслях, в которых обрабатывается материал в форме полосы и тем самым также может применяться раскрытый в настоящей заявке способ.
Из-за загрязнения поверхностей роликов комплекта роликов, из-за перегрузки или из-за неблагоприятных распределений нагрузки приводов комплекта роликов, могут, например, отдельные ролики или несколько роликов такого комплекта роликов проскальзывать под полосой. Это приводит к нежелательному относительному движению между поверхностью одного или нескольких роликов и полосой, направляемой комплектом роликов или роликами комплекта роликов.
В случае проскальзывания полосы в установках, обрабатывающих полосы металла, например прокатном стане или линии обработки, операторы прокатного стана и обслуживающий персонал не в состоянии опытным путем распознать проскальзывание полосы на основе соответствующих сообщений со стороны установки и выявить соответствующие возникающие эффекты, такие как обратный ход установки, обрыв полосы металла или высокий перетяг в полосе металла, в прокатном стане. Также оптически на месте комплекта роликов для персонала очень трудно распознать проскальзывающий ролик.
Однако проскальзывание полосы металла при ее обработке приводит, наряду с возникающими погрешностями обработки при прокатке, к другим недостаткам. Если полоса металла проскальзывает, что не обнаруживается в течение продолжительного интервала времени, над роликом, то это может привести к истиранию имеющегося, как правило, специального покрытия ролика. За счет этого коэффициент трения боковой поверхности ролика снижается, и возникающая проблема в процессе прокатки еще более усиливается. Кроме того, поврежденный ролик после обнаружения должен заменяться. Это приводит к дополнительным затратам, так как при случае для смены поврежденного ролика установка должна быть остановлена.
Также проскальзывающие ролики могут привести к слишком сильному снижению качества изготовленной, или обработанной, или подлежащей обработке полосы металла. Из-за проскальзывания полосы металла над роликом может, например, повреждаться ее поверхность, что при случае приводит к производственному браку.
Все эти эффекты являются нежелательными для экономичного режима работы установки для обработки полосы, в частности полосы металла.
Поэтому в основе изобретения лежит задача распознавать проскальзывание полосы относительно ролика в установке и снижать или устранять его, особенно во время работы установки.
Эта задача решается посредством способа для управления и/или регулирования движения проскальзывания ролика относительно полосы, особенно обрабатываемой холодной полосы, в устройстве обработки металла, которая направляется с устанавливаемой скоростью полосы через комплект роликов, содержащий упомянутый ролик и по меньшей мере один дополнительный ролик, причем возникновение движения проскальзывания контролируется посредством регистрации по меньшей мере одного технического рабочего параметра ролика, и при возникающем движении проскальзывания ролика фактическая окружная скорость ролика и/или по меньшей мере одного из по меньшей мере одного дополнительного ролика и/или скорость полосы изменяются таким образом, что фактическая окружная скорость проскальзывающего ролика и скорость полосы сближаются друг с другом, причем по меньшей мере один из роликов комплекта роликов выполнен как ведущий ролик для задания рабочего параметра, и по меньшей мере один из роликов выполнен как последующий ролик, применяющий заданный рабочий параметр, причем регулирование окружной скорости по меньшей мере одного ведущего ролика осуществляется посредством PI-регулирования, причем регулирование окружной скорости по меньшей мере одного из последующих роликов осуществляется посредством Р-регулирования, причем при возникающем движении проскальзывания одного из роликов регулирование по меньшей мере одного последующего ролика переключается с Р-регулирования на PI-регулирование.
Посредством этого способа возникающее проскальзывание полосы может уменьшаться или устраняться.
В особенности, для контроля возникновения проскальзывания полосы может использоваться способ для определения движения проскальзывания ролика относительно полосы, в частности полосы металла. Контроль осуществляется предпочтительным образом постоянно при работе комплекта роликов, также во время требуемых, при необходимости управляющих воздействий для устранения определенного проскальзывания полосы.
Для контроля возникновения проскальзывания полосы определяется, например, по меньшей мере один первый рабочий параметр первого ролика комплекта роликов. Кроме того, определяется по меньшей мере один второй рабочий параметр по меньшей мере одного другого ролика комплекта роликов. На основе определенного отклонения первого рабочего параметра от второго рабочего параметра можно своевременно и надежно распознать движение проскальзывания. В качестве рабочего параметра предпочтительно может применяться момент двигателя, обеспечивающего привод контролируемых роликов, и/или окружная скорость ролика.
Если, в частности, применяется регулирование по принципу «ведущий-ведомый» для роликов комплекта роликов, то регистрация движения проскальзывания может, например, осуществляться следующим образом:
Для ведомого ролика комплекта роликов движение проскальзывания относительно полосы металла распознается, например, в том случае, если ведомый ролик при моторном или генераторном вращающем моменте двигателя, приводящего ведущий ролик, в течение заданного временного интервала имеет окружную скорость, которая выше или ниже, чем окружная скорость ролика сравнения, который также входит в комплект роликов.
В качестве конкретного, не ограничивающего примера, ведомый ролик рассматривается как проскальзывающий, если он при моторном моменте двигателя, приводящего ведущий ролик, имеет окружную скорость, которая более чем на 0,015 м/с на временном интервале более двух секунд выше, чем окружная скорость ведущего ролика, или при генераторном моменте двигателя, приводящего ведущий ролик, имеет окружную скорость, которая более чем на 0,015 м/с на временном интервале более двух секунд медленнее, чем окружная скорость ведущего ролика.
Для ведущего ролика комплекта роликов движение проскальзывания относительно полосы металла распознается, например, в том случае, если ведомые ролики при моторном или генераторном вращающем моменте двигателя, приводящего ведущий ролик, в течение заданного временного интервала имеют, соответственно, окружную скорость, которая ниже или выше, чем окружная скорость ведущего ролика.
В качестве конкретного, не ограничивающего примера ведущий ролик рассматривается как проскальзывающий, если, например, при моторном вращающем моменте двигателя, приводящего ведущий ролик, все последующие ролики имеют окружную скорость, которая более чем на 0,015 м/с на временном интервале более двух секунд соразмерно ниже, чем окружная скорость ведущего ролика, или при генераторном вращающем моменте двигателя, приводящего ведущий ролик, окружная скорость всех последующих роликов более чем на 0,015 м/с на временном интервале более двух секунд соразмерно выше, чем окружная скорость ведущего ролика.
Под моторным вращающим моментом понимается вращающий момент, при котором двигатель, приводящий ролик, приводит в движение полосу. Под генераторным моментом понимается вращающий момент, при котором полоса приводит двигатель, приводящий ролик.
В качестве ведущего ролика обозначается ролик комплекта роликов, если он в нормальном режиме работы, то есть без возникновения проскальзывания полосы в комплекте роликов, является ведущим (направляющим) роликом, который, в частности, является PI (пропорционально-интегрально)-регулируемым. В качестве ведомого ролика обозначается ролик комплекта роликов, если он в нормальном режиме работы является последующим (направляемым) роликом, который, в частности, является P (пропорционально)-регулируемым. Как правило, тот ролик является ведущим роликом в комплекте роликов, на котором возникает наибольший передаточный коэффициент натяжения или на который действует наибольшее усилие в комплекте роликов, обусловленное изменениями растягивающего напряжения.
Однако специалист может использовать любой другой способ определения движения проскальзывания и применять его для контроля возникновения движения проскальзывания в соответствии с изобретением.
Под системами роликов понимаются комплекты роликов, которые выполнены с возможностью целенаправленной установки натяжения полосы, в особенности растягивающего напряжения полосы, и которые содержат по меньшей мере два ролика.
За счет изменения фактической окружной скорости ролика, и/или по меньшей мере одного из по меньшей мере одного другого ролика, и/или скорости полосы достигается то, что относительная скорость полосы и окружной поверхности ролика сближаются друг с другом. За счет снижения относительной скорости повышается вероятность того, что распознанный как проскальзывающий ролик вновь войдет в сцепление с полосой, и тем самым проскальзывание устраняется или по меньшей мере снижается. Это сцепление происходит во время работы установки. Тем самым можно избежать отключения установки.
Этот способ имеет, в особенности, преимущество, состоящее в том, что он может выполняться в течение работы установки автоматически, то есть без вмешательства обслуживающего персонала, за счет чего, с одной стороны, экономятся ресурсы, повышается надежность работы установки за счет быстрого сцепления, и улучшается режим работы установки как таковой, например, что касается производительности. Отключение установки для устранения проскальзывания полосы не требуется.
Часто последующие ролики, то есть ведомые ролики, эксплуатируются в режиме P-регулирования, причем они заимствуют I-компонент от PI-регулятора ведущего ролика, то есть задающего ролика. В этом случае рабочим параметром был бы I-компонент PI-регулятора ведущего ролика. Под рабочими параметрами могут пониматься любые параметры управления/регулирования, которые оказывают влияние на работу ролика. Например, это могут быть компоненты регулирования, например I-компонент PI-регулируемой окружной скорости ведущего ролика, который используется для P-регулирования окружной скорости последующего ролика. Также в качестве рабочих параметров могут применяться такие рабочие параметры, как окружная скорость, момент, число оборотов и т.д. Кроме того, в распоряжении специалиста имеются другие рабочие параметры в форме различных заданных и фактических значений.
При этом ведущий ролик и последующий ролик находятся во взаимозаменяемом соотношении друг с другом, причем рабочие параметры ведущего ролика оказывают влияние на рабочие параметры последующего ролика. За счет изменения регулирования для определенного ролика с режима P-регулирования на режим PI-регулирования достигается то, что, в особенности, время нечувствительности регулирования для этого ролика снижается. Тем самым можно особенно быстро после распознанного возникновения проскальзывания полосы реагировать на ситуацию. В особенности, тем самым фактическая окружная скорость по меньшей мере одного из по меньшей мере последующего ролика настраивается, так что проскальзывание одного из роликов в комплекте роликов устраняется. В особенности, за счет перехода от режима P-регулирования к режиму PI-регулирования или за счет перестройки регулятора окружной скорости, относящегося к определенному ролику, можно избежать значительного ухудшения производительности установки, так как скорость полосы в комплекте роликов предпочтительным образом может поддерживаться. P-регулятор и PI-регулятор в достаточной степени известны из техники регулирования, так что здесь не поясняются более подробно.
Предпочтительным образом, при возникающем движении проскальзывания по меньшей мере одного из по меньшей мере одного последующего ролика регулирование по меньшей мере одного последующего ролика переключается или изменяется с P-регулирования на PI-регулирование. Тем самым обеспечивается то, что проскальзывающий(е) последующий(е) ролик(и), то есть ведомый(е) ролик(и) вновь следует(ют) скорости полосы. Пока ведущий ролик сцеплен с полосой, не возникает никакого или возникает пренебрежимо малый эффект истирания на по меньшей мере одном проскальзывающем последующем ролике, то есть ведомом ролике.
В другом предпочтительном варианте осуществления изобретения при возникающем движении проскальзывания ведущего ролика регулирование всех последующих роликов переключается или изменяется с P-регулирования на PI-регулирование. Иными словами, это означает, что в нормальном режиме работы, то есть свободном от проскальзывания режиме работы для всех роликов комплекта роликов, предпочтительно все ролики, эксплуатируемые как ведомые ролики, комплекта роликов при проскальзывающем ведущем ролике эксплуатируются как ведущие ролики. Тем самым может гарантироваться, что при проскальзывающем ведущем ролике не требуется останавливать установку, чтобы устранить имеющееся движение проскальзывания. Переключение режима регулирования осуществляется предпочтительно во временном интервале после наступления движения проскальзывания, в котором последующие ролики еще имеют постоянный контакт с полосой, то есть момент двигателя, приводящего последующие ролики, еще не снизился ниже заданного порогового значения, так что натяжение полосы для направляемой полосы продолжает поддерживаться.
В другой предпочтительной форме выполнения изобретения осуществляется обратное переключение регулирования от PI-регулирования к P-регулированию по меньшей мере одного из по меньшей мере одного последующего ролика в зависимости от меры для величины момента двигателя, приводящего этот ролик, и/или в зависимости от заданной окружной скорости ведущего ролика, и/или в зависимости от скорости полосы. Обратное переключение регулятора осуществляется тогда, когда распознанный как проскальзывающий ролик вновь сцепляется с полосой. Затем регулятор соответствующего ролика вновь переключается с режима PI-регулирования на режим P-регулирования. В качестве критерия того, при каких обстоятельствах осуществляется подобное переключение или обратное переключение режима регулирования регулятора, может использоваться, например, пороговое значение для величины относительного фактического моторного момента, достигнутого двигателем, приводящим распознанный как проскальзывающий ролик. Он определяется из требуемого момента для ролика, на котором действует определенная сила ввиду падения растягивающего напряжения через ролик. При случае здесь дополнительно следует учитывать передаточный коэффициент. Этот требуемый момент ставится в отношение, например, в форме частного, с нормированным моментом, который, например, представляет собой максимально допустимый на валу двигателя вращающий момент. Отсюда образуется относительный заданный момент двигателя. Если относительный фактический момент превышает определенную частичную величину относительного заданного момента, например 50%, то ролик вновь распознается как сцепленный, и осуществляется обратное переключение регулятора с режима PI-регулирования на режим P-регулирования.
В качестве альтернативы, может предусматриваться предельная заданная окружная скорость ведущего ролика, то есть задающего ролика, и/или предельная скорость полосы, при спадании ниже которых осуществляется переключение или обратное переключение регулятора. При более низкой скорости полосы и тем самым при более низкой заданной окружной скорости задающего ролика или ведущего ролика, и тем самым также при более низкой заданной окружной скорости по меньшей мере одного ведомого ролика или последующего ролика вероятность возникновения проскальзывания полосы значительно снижается, так что, как правило, не имеется потребности в изменении режима регулирования регулятора с режима P-регулирования на режим PI-регулирования, и тем самым также отсутствует потребность в переходе с режима PI-регулирования в режим P-регулирования. Однако это имеет недостаток, заключающийся в том, что производительность установки, обрабатывающей полосу, ввиду снизившейся скорости полосы, уменьшается.
В другом предпочтительном выполнении изобретения при переключении и/или обратном переключении регулирования момент двигателя, приводящего ролик, изменяется, по существу, без скачков. Тем самым достигается то, что окружная скорость ролика, переведенного из состояния проскальзывания в состояние зацепления, не изменяется резко. Резкое изменение окружной скорости ролика может привести к тому, что повторно возникнет обусловленное этим проскальзывание полосы. Это предотвращается за счет того, что момент двигателя, приводящего ролик, изменяется, по существу, без скачков.
Указанная задача также решается посредством устройства управления и/или регулирования для комплекта роликов установки для обработки полосы металла, в особенности прокатного стана холодной прокатки и/или линии обработки, с машиночитаемым программным кодом, который содержит управляющие команды, которые при их выполнении побуждают устройство управления и/или регулирования выполнять способ по любому из пунктов 1-6 формулы изобретения.
Указанная задача также решается посредством машиночитаемого программного кода для устройства управления и/или регулирования для комплекта роликов установки для обработки полосы металла, в особенности прокатного стана холодной прокатки и/или линии обработки, причем программный код содержит управляющие команды, которые побуждают устройство управления и/или регулирования выполнять способ по любому из пунктов 1-6 формулы изобретения.
Указанная задача также решается посредством носителя для хранения данных с сохраненным на нем машиночитаемым программным кодом согласно пункту 8 формулы изобретения.
Наконец, указанная задача также решается посредством промышленной установки, в особенности прокатного стана холодной прокатки и/или линии обработки, для обработки полосы, в особенности полосы металла, с по меньшей мере одним содержащим по меньшей мере два ролика комплектом роликов для установки натяжения полосы для полосы металла и с устройством управления и/или регулирования по пункту 7 формулы изобретения, которое оперативно соединено с по меньшей мере одним устройством для приведения в действие роликов.
Другие преимущества изобретения следуют из примеров выполнения, которые ниже пояснены более подробно со ссылками на последующие схематичные чертежи, на которых показано следующее:
фиг.1 - схематичное представление участка промышленной установки, содержащей комплект роликов,
фиг.2 - схематичная диаграмма процесса для представления примерного выполнения соответствующего изобретению способа,
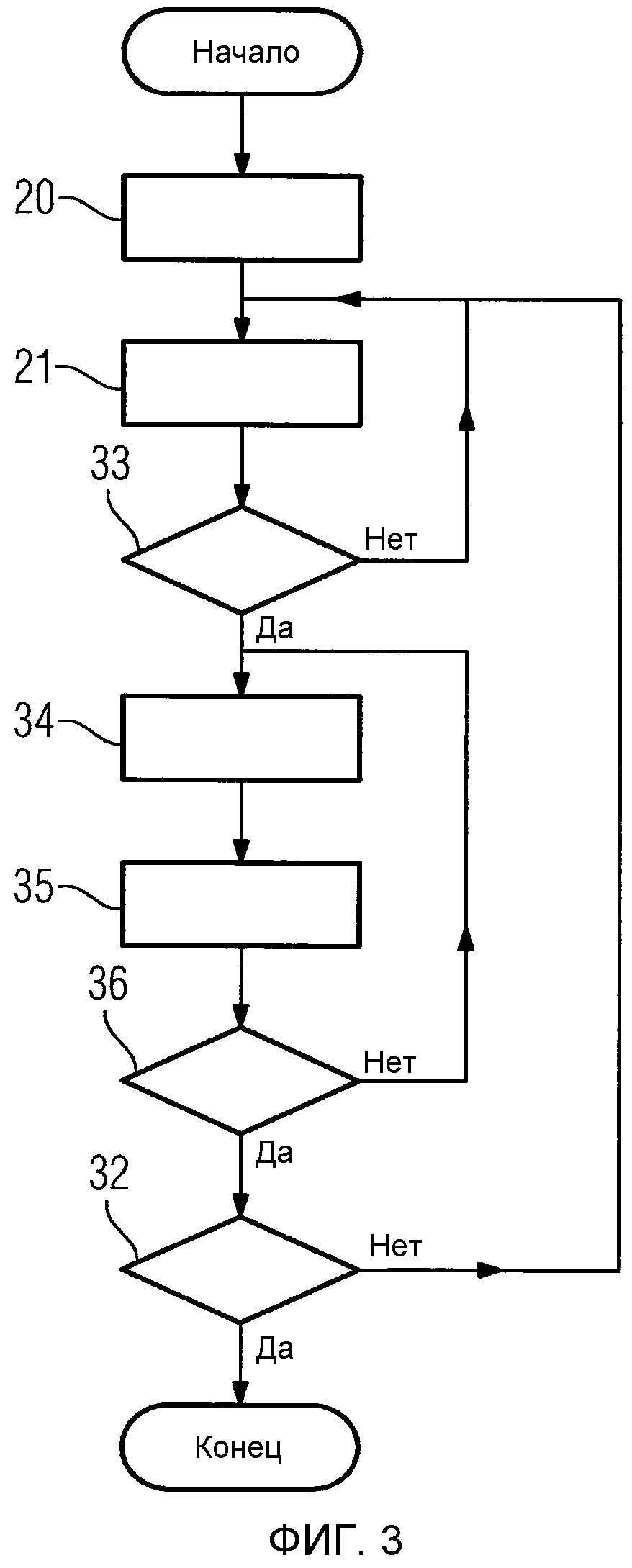
фиг.3 - схематичная диаграмма процесса для представления альтернативной формы выполнения соответствующего изобретению способа.
Показанная на фиг.1 промышленная установка выполнена как линия 1 обработки для обработки полос В металла, в частности, холодной полосы. Линия 1 обработки может содержать несколько участков для обработки полосы В металла, например, участок прокатки, участок для нанесения покрытия на полосу металла, участок для очистки полосы металла, участок для термической обработки холодной полосы и т.д. Эти участки не показаны на фиг.1.
В особенности, линия 1 обработки содержит по меньшей мере один комплект 2 роликов. Комплект 2 роликов в данном примере выполнения содержит четыре ролика 3, которые направляют холодную полосу. Комплект 2 роликов служит для установки натяжения полосы для полосы В металла в линии 1 обработки. В особенности, комплект 2 роликов расположен между участками линии 1 обработки, в которых должны устанавливаться различные натяжения полосы с целью обработки полосы В металла.
Также могут применяться комплекты роликов с числом роликов большим или меньшим четырех в промышленной установке, в особенности для вышеописанной линии 1 обработки. Однако комплект 2 роликов имеет по меньшей мере два ролика.
Комплект 2 роликов в данном примере выполнения содержит ведущий ролик 3-1, который имеет предопределенную заданную окружную скорость. Кроме того, комплект 2 роликов имеет три последующих ролика 3-2. Последующие ролики 3-2 и ведущий ролик 3-1 имеют одинаковую заданную окружную скорость. Однако последующие ролики 3-2 приводятся в действие с P-регулированием, в то время как ведущий ролик 3-1 приводится в действие с PI-регулированием. Не требуется, чтобы постоянно приводились все ролики 3-1 или 3-2, однако должен приводиться по меньшей мере ведущий ролик 3-1.
Как правило, тот ролик является ведущим роликом 3-1, у которого возникает наибольший абсолютный передаточный коэффициент натяжения в комплекте 2 роликов. Под абсолютным передаточным коэффициентом натяжения понимается частное более высокого приложенного к ролику фактического или заданного растягивающего напряжения и более низкого приложенного к ролику фактического или заданного растягивающего напряжения. При случае функция ведущего для одного ролика во время нормального режима работы без проскальзывания может переноситься от одного ролика к другому ролику.
Таким образом, в комплекте 2 роликов для промышленной установки 1 по меньшей мере один ролик 3 комплекта 2 роликов выполнен как ведущий ролик 3-1.
Соответствующим роликам 3 комплекта 2 роликов сопоставлены соответствующие приводы 4, которые приводят соответствующий ролик 3. Соответствующий блок привода 4 содержит по меньшей мере один двигатель, а также, при необходимости, передаточный механизм для передачи механической энергии на соответствующий ролик 3 комплекта 2 роликов. В особенности, с помощью блока привода 4 устанавливается окружная скорость роликов 3.
Блоки приводов 4, а также, при необходимости, ролики 3, приводимые блоками приводов 4, связаны с возможностью регулирования с соответствующим устройством 5 управления и/или регулирования.
За счет сохранения машиночитаемого программного кода 7, который посредством носителя 6 для хранения данных, на котором сохранен этот машиночитаемый программный код 7, подается на устройство 5 управления и/или регулирования, устройство 5 управления и/или регулирования выполнено таким образом, что оно при выполнении сохраненного программного кода 7 может побуждать осуществление некоторой формы выполнения соответствующего изобретению способа. Предпочтительным образом программный код 7 сохранен с возможностью программирования в устройстве 5 управления и/или регулирования.
На устройство 5 управления и/или регулирования подаются рабочие параметры роликов 3 комплекта 2 роликов, на основе которых устройство 5 управления и/или регулирования контролирует появление проскальзывания полосы в комплекте 2 роликов для соответствующего ролика 3. Если для ролика 3 возникает проскальзывание полосы, то за счет выполнения сохраненного в устройстве 5 управления и/или регулирования программного кода 7 проскальзывание полосы для соответствующего ролика 3, распознанного как проскальзывающий, снижается или устраняется.
Фиг.2 показывает схематичную примерную диаграмму процесса для выполнения способа управления и/или регулирования движения проскальзывания ролика, который в форме машиночитаемого программного кода 7 может быть сохранен, например, в устройстве 5 управления и/или регулирования по фиг.1.
Диаграмма процесса по фиг.2 исходит из того, что при начале способа полоса уже заправлена в комплект 2 роликов.
На первом этапе 20 способа полоса направляется через комплект роликов, как это обычно имеет место при работе линии 1 обработки по фиг.1.
На этапе 21 способа осуществляется непрерывное наблюдение роликов комплекта роликов на наличие движения проскальзывания. Контроль предпочтительно производится постоянно, пока комплект роликов приводится в действие. С целью контроля появления движений проскальзывания, рабочие параметры роликов, предпочтительно всех роликов, например их окружная скорость и/или их фактические вращающие моменты, подаются на устройство 5 управления и/или регулирования. Кроме того, может также определяться скорость полосы для полосы металла и подаваться на устройство 5 управления и/или регулирования.
Путем соответствующей обработки подобных рабочих параметров роликов комплекта роликов может надежно распознаваться движение проскальзывания ролика относительно полосы в комплекте роликов.
Так, например, для последующего ролика комплекта роликов проскальзывание ролика относительно полосы металла распознается, например, тогда, когда ролик при моторном или генераторном вращающем моменте двигателя, приводящего ведущий ролик, в течение заданного временного интервала имеет окружную скорость, которая выше или ниже, чем окружная скорость ролика сравнения, который также входит в комплект роликов.
Последующий ролик 3-2 по фиг.1 рассматривается, например, как проскальзывающий, если он при моторном моменте двигателя, приводящего последующий ролик, имеет окружную скорость, которая более чем на 0,015 м/с на временном интервале более двух секунд выше, чем окружная скорость ведущего ролика, или при генераторном моменте двигателя, приводящего ведущий ролик, имеет окружную скорость, которая более чем на 0,015 м/с на временном интервале более двух секунд медленнее, чем окружная скорость ведущего ролика.
Например, ведущий ролик 3-1 по фиг.1 распознается как проскальзывающий, если, например, при моторном вращающем моменте двигателя, приводящего ведущий ролик, все последующие ролики имеют окружную скорость, которая более чем на 0,015 м/с на временном интервале более двух секунд соразмерно ниже, чем окружная скорость ведущего ролика, или при генераторном вращающем моменте двигателя, приводящего ведущий ролик, окружная скорость всех последующих роликов более чем на 0,015 м/с на временном интервале более двух секунд соразмерно выше, чем окружная скорость ведущего ролика.
Под моторным вращающим моментом понимается вращающий момент, при котором двигатель, приводящий ролик, приводит в движение полосу. Под генераторным моментом понимается вращающий момент, при котором полоса приводит двигатель, приводящий ролик.
Если возникает относительное движение полосы по отношению к окружной поверхности ролика комплекта роликов, то согласно фиг.2 на этапе 22 способа опрашивается, имеет ли место движение проскальзывания для ведущего ролика.
Под ведущим роликом в рамках этого примера выполнения понимается ролик, для которого регулирование окружной скорости осуществляется посредством PI-регулирования, и его заданная окружная скорость может задаваться любой. Часто подобный ведущий ролик также называется задающим роликом или задатчиком скорости.
Независимо от того, распознан ли ведущий ролик в качестве проскальзывающего, согласно фиг.2 на этапе 23 способа опрашивается, не является ли проскальзывающим дополнительно последующий ролик комплекта роликов.
Под последующим роликом в рамках данного примера выполнения понимается ролик, для которого регулирование окружной скорости в нормальном режиме, то есть в состоянии с зацеплением полосы металла, осуществляется посредством P-регулирования, причем I-компонент PI-регулятора ведущего ролика заимствуется для Р-регулятора последующего ролика. Этот заимствованный для последующего ролика I-компонент может, при необходимости, нагружаться весовым коэффициентом. Заданная окружная скорость последующего ролика и заданная окружная скорость ведущего ролика, как правило, идентичны.
Если не возникает проскальзывание ни ведущего, ни последующего ролика, то контроль возникновения проскальзывания полосы продолжается. Вмешательство в режим работы по меньшей мере одного ролика, ввиду движения проскальзывания, не требуется.
Если ведущий ролик на этапе 22 способа распознается как проскальзывающий, то на этапе 25 способа осуществляется переключение режима регулирования регулятора окружной скорости всех последующих роликов с режима P-регулирования на режим PI-регулирования. Тем самым гарантируется по возможности быстрое согласование окружных скоростей последующих роликов со скоростью полосы, за счет чего можно избежать отключения установки, в данном случае линии обработки, при проскальзывающем ведущем ролике. Также можно избежать потери контроля над натяжением полосы.
На этапе 26 способа для контроля проскальзывания полосы ведущего ролика вновь регистрируются его соответствующие рабочие параметры. Из них определяется, имеет ли место проскальзывание и далее, то есть после перехода режима регулирования с P-регулирования на PI-регулирование, для всех последующих роликов.
На этапе 27 способа опрашивается, устранено ли проскальзывание ведущего ролика. Если нет, то соответствующий режим PI-регулирования сохраняется для всех последующих роликов. Эти выполненные изменения сохраняются так долго, пока проскальзывание ведущего ролика не будет устранено.
Если в результате опроса на этапе 27 способа устанавливается, что проскальзывание ведущего ролика устранено, то на этапе 30 способа режим регулирования для всех последующих роликов переключается обратно с режима PI-регулирования на режим P-регулирования.
Обратное переключение режима работы регулятора окружной скорости с режима PI-регулирования на режим P-регулирования осуществляется в данном примере выполнения в зависимости от меры для величины момента двигателя, приводящего в движение ведущий ролик.
Для этого, например, задано предельное значение момента, которое должно достигаться или превышаться двигателем, приводящим ролик, чтобы ролик снова распознавался как сцепленный и тем самым больше не проскальзывающий. Это, например, имеет место при 50% относительного моторного момента. Относительный моторный момент формируется, например, из заданного момента, образованного из приложенного к ролику усилия и радиуса ролика, а также, при необходимости, передаточного коэффициента и максимального допустимого вращающего момента вала двигателя. Для этого также может применяться варьируемый процент, если это рассматривается как пригодный для соответствующей установки.
Не обязательно требуется применение описанного здесь относительного моторного момента. В качестве альтернативы, также может использоваться другая мера для предельного момента, который должен превышаться или для которого должно устанавливаться спадание ниже него, на основании которой ролик может распознаваться как проскальзывающий или как сцепленный.
Также наличие движения проскальзывания может распознаваться или считаться устраненным, если, например, отклонение скорости полосы от фактической окружной скорости ролика превышает или спадает ниже определяемого, при необходимости, испытаниями, специфического для установки предельного значения.
Обратное переключение режима регулирования регулятора окружной скорости с режима PI-регулирования на режим P-регулирования осуществляется при этом таким образом, что моменты двигателей, приводящих последующие ролики, изменяются без скачков. Тем самым предотвращается то, что из-за обусловленного этим резкого изменения окружной скорости последующих роликов повторно возникнет проскальзывание полосы для роликов комплекта роликов.
На этапе 32 способа опрашивается, должен ли способ завершиться. Если нет, то контроль всех роликов комплекта роликов на наличие движения проскальзывания для ролика относительно полосы продолжается.
Если на этапе 23 способа по меньшей мере один последующий ролик распознается как проскальзывающий, то осуществляются подобные меры для снижения или устранения проскальзывания по меньшей мере одного последующего ролика, как при ведущем ролике.
На этапе 25 способа осуществляется переключение режима регулирования регулятора окружной скорости проскальзывающего последующего ролика с режима P-регулирования на режим PI-регулирования. Тем самым достигается то, что окружная скорость последующего ролика снова по возможности быстро приближается к скорости полосы.
На этапе 28 способа регистрируются рабочие параметры последующего ролика, распознанного на этапе 23 способа как проскальзывающего. Из этих рабочих параметров определяется, проскальзывает ли соответствующий последующий ролик и после переключения режима регулирования регулятора окружной скорости. Это осуществляется, например, согласно приведенному выше описанию со ссылкой на чертежи способа для определения проскальзывания полосы для последующих роликов.
Определенные на этапе 28 способа рабочие параметры предпочтительно сравниваются с заданными, при необходимости, специфическими для установки пороговыми значениями, превышение которых или спадание ниже которых позволяет заключить, имеет ли место движение проскальзывания или нет.
На этапе 29 способа опрашивается, устранено ли проскальзывание ролика. Если нет, то вновь осуществляется регистрация рабочих параметров соответствующего ролика для контроля движения проскальзывания. Кроме того, последующий ролик затем приводится в действие с измененным режимом регулирования регулятора окружной скорости.
Если на этапе 29 способа опрашивается, устранено ли проскальзывание ролика, и оно распознается как устраненное, то, с одной стороны, режим регулирования последующего ролика изменяется с режима PI-регулирования на режим P-регулирования.
Для этого, как и в случае ведущего ролика, например, задано предельное значение момента, которое должно достигаться или превышаться двигателем, приводящим в действие последующий ролик, чтобы последующий ролик вновь распознавался как сцепленный и тем самым больше не проскальзывающий.
Это, например, имеет место при 50% относительного моторного момента. Относительный моторный момент формируется, например, из заданного момента, образованного из приложенного к ролику усилия и радиуса ролика, а также, при необходимости, передаточного коэффициента и максимального допустимого вращающего момента вала двигателя. Для этого может также применяться варьируемый процент, если он рассматривается как пригодный для соответствующей установки. Также не обязательно требуется применение описанного здесь относительного моторного момента для двигателя, приводящего в действие последующий ролик.
При этом обратное переключение регулятора окружной скорости для последующего ролика с режима PI-регулирования на режим P-регулирования осуществляется на этапе 31 способа таким образом, что момент двигателя, приводящего последующий ролик, изменяется без скачков. Тем самым предотвращается то, что из-за обусловленного этим резкого изменения окружной скорости последующего ролика повторно возникнет проскальзывание полосы.
Затем на этапе 32 способа опрашивается, должен ли способ завершиться. Если нет, то способ продолжает выполняться, чтобы идентифицировать и устранить проскальзывание полосы в комплекте роликов.
Фиг.3 показывает схематичную диаграмму процесса для альтернативной формы выполнения соответствующего изобретению способа. В этом способе также на этапе 20 способа полоса сначала направляется через комплект роликов.
На этапе 21 способа осуществляется регистрация рабочих параметров соответствующих роликов комплекта роликов, чтобы контролировать их на предмет обнаружения движения проскальзывания полосы относительно ролика комплекта роликов.
На этапе 33 способа опрашивается, распознается ли ролик как проскальзывающий. Если это не имеет места, то проскальзывание продолжает контролироваться, пока движение проскальзывания не будет обнаружено.
Если на этапе 33 способа наличие движения проскальзывания подтверждено, то на этапе 34 способа осуществляется обусловленное устройством управления и/или регулирования снижение скорости полосы для полосы, направляемой с помощью комплекта роликов. За счет снижения скорости полосы снижается вероятность появления движения проскальзывания, так что исходят из того, что начиная с некоторой предельной скорости полосы, проскальзывающий ролик вновь входит в зацепление. Снижение скорости полосы осуществляется предпочтительно в зависимости от интенсивности определенного движения проскальзывания, например величины разности моментов между заданным моментом и фактическим моментом, имеющей место при существующем движении проскальзывания.
При этом соответствующим образом заданная окружная скорость проскальзывающего ролика или также не проскальзывающих роликов комплекта роликов должна подстраиваться на изменившуюся скорость полосы.
На этапе 35 способа снова регистрируются один или более рабочих параметров роликов комплекта роликов, чтобы обнаружить наличие проскальзывания полосы в комплекте роликов.
На этапе 36 способа опрашивается, устранено ли проскальзывание ролика. Если нет, то на этапе 34 способа скорость полосы дополнительно уменьшается.
Уменьшение скорости полосы и проверка, устранено ли проскальзывание, повторяется до тех пор, пока на этапе 36 способа не будет получено, что больше не имеется движения проскальзывания полосы относительно ролика.
Затем, при необходимости, на не показанном этапе способа скорость полосы, проходящей через комплект роликов, снова повышается, чтобы повысить производительность линии обработки. Однако это связано с риском того, что вновь возникнет проскальзывание полосы в комплекте роликов.
На этапе 32 способа опрашивается, должен ли способ завершиться. Если нет, то продолжает выполняться непрерывный контроль процесса направления полосы через комплект роликов.
Способ выполняется до тех пор, пока полоса не перестанет направляться через комплект роликов. В подобном случае на вопрос на этапе 32 способа, должен ли способ завершиться, получают утвердительный ответ. Тем самым способ завершается.
Недостатком способа, выполняемого согласно фиг.3, является то, что установка для устранения проскальзывания полосы испытывает большие колебания производительности. Однако несмотря на это и в этом варианте изобретения существенно улучшается режим работы промышленных установок, обрабатывающих полосу, особенно прокатных станов или линий обработки для холодной полосы.
Реферат
Группа изобретений относится к области обработки металлов и включает способ управления движением проскальзывания ролика (3, 3-1, 3-2) относительно обрабатываемой холодной полосы, промышленную установку, устройство управления, машиночитаемый программный код (7) и носитель (6) для хранения данных. Полоса направляется с устанавливаемой скоростью через комплект (2) роликов, содержащий ролик (3, 3-1, 3-2) и по меньшей мере один другой ролик (3, 3-1, 3-2). Возникновение движения проскальзывания контролируется посредством регистрации по меньшей мере одного технического рабочего параметра ролика (3, 3-1, 3-2) и при возникающем движении проскальзывания ролика (3, 3-1, 3-2) фактическая окружная скорость ролика (3, 3-1, 3-2) и/или по меньшей мере одного из по меньшей мере одного другого ролика (3, 3-1, 3-2) и/или скорость полосы изменяются (24, 25, 26, 27, 34) таким образом, что фактическая окружная скорость проскальзывающего ролика (3, 3-1, 3-2) и скорость полосы сближаются друг с другом. Обеспечивается возможность распознавания проскальзывания полосы относительно ролика в установке и его уменьшения или устранения, в особенности в процессе работы установки. 4 н. и 8 з.п. ф-лы, 3 ил.
Комментарии