Многовалковая правильная машина - RU2518828C2
Код документа: RU2518828C2
Чертежи



Описание
Настоящее изобретение касается машины для правки толстых металлических полос или пластин, которые в дальнейшем будут называться общим термином «полосы».
Правильные устройства, называемые правильными станами, предназначены для применения с целью устранения дефектов плоскостности полос после горячей или холодной прокатки. Действительно, например, после фаз горячей прокатки, охлаждения и упаковки прокатные изделия могут иметь не развивающиеся дефекты плоскостности, такие как дефекты, называемые удлиненными кромками или удлиненным центром, или развивающиеся дефекты плоскостности, такие как волнообразные дефекты. Эти геометрические дефекты явным образом ухудшают качество прокатных изделий.
Для правки такого металлического полосового проката используют правильные станы с множеством валков, расположенных в шахматном порядке, определяя волнообразный путь полосы, которая поочередно подвергается, таким образом, действию знакопеременного изгиба.
Установка для правки металлической полосы или пластины обычно содержит нижнюю правильную клеть и верхнюю правильную клеть, каждая из которых оснащена множеством правильных валков, входящих в прямой контакт с полосой. Как правило, эти правильные валки опираются на опорные ролики.
Эти две правильные клети входят в конструкцию правильного стана, которая содержит вертикальные балки, соединенные в своей нижней части обычно неподвижной опорой и в своей верхней части - горизонтальными верхними балками.
Нижняя клеть установлена на нижней опоре, а верхняя клеть - на нажимной раме, на которой она закреплена при помощи замков.
Чаще всего нижняя клеть является неподвижной, а верхняя клеть может перемещаться в вертикальном направлении, чтобы регулировать зазор между правильными валками и определять, таким образом, волнообразный путь полосы. Этот зазор и восприятие усилий разделения кассет, возникающих в результате сопротивления полосы, обеспечиваются зажимными гидравлическими домкратами, опирающимися, с одной стороны, на верхние балки и, с другой стороны, на нажимную раму.
Механизированная приводная система позволяет приводить во вращение валки и перемещать за счет трения полосу с определенной скоростью. Она содержит, по меньшей мере, один двигатель, вращающий, по меньшей мере, один редуктор, который приводит в действие с необходимой скоростью блок шестерен, распределяющий крутящие моменты между различными нижними и верхними правильными валками через удлинители, соединенные, с одной стороны, с выходами блока шестерен и, с другой стороны, с концевыми цапфами роликов.
На фиг. 1 схематично показана известная правильная машина, верхняя клеть 5а которой установлена на нажимной раме 4, выполненной с возможностью перемещения в вертикальном направлении при помощи гидравлических домкратов, опирающихся на горизонтальные верхние поперечины 3а, 3b, неподвижно соединенные с вертикальными балками. Машина содержит неподвижную нижнюю опору 1, на которой установлена нижняя правильная клеть 5b и которая неподвижно соединена с двумя парами вертикальных балок 2а, 2b. Верхняя часть каждой балки 2а, 2b соединена с горизонтальной поперечиной 3а, 3b. Нажимная рама 4, направляемая в вертикальном поступательном движении между балками 2, прижимается к верхней клети 5а четырьмя зажимными домкратами 6. Каждая клеть 5а, 5b содержит несколько правильных валков 51а, 51b, установленных в опорных подшипниках 52а, 52b и опирающихся на опорные ролики 53а, 53b, которые, в свою очередь, установлены в опорных подшипниках 54а, 54b. Кроме того, правильная машина содержит возвратные домкраты 8, обеспечивающие перемещение нажимной рамы 4 и, следовательно, верхней клети 5а вверх.
Чтобы компенсировать прогиб клетей, нижней опоры и нажимной рамы под действием раздвигающего усилия, возникающего при прохождении полосы, были разработаны различные системы, такие как применение домкратов коррекции прогиба, по меньшей мере, между верхней клетью и ее нажимной рамой. Так, правильная машина, показанная на фиг. 1, оборудована регулировочными домкратами 7, установленными между нажимной рамой 4 и верхней правильной клетью 5а. Крепежные устройства 9 обеспечивают крепление верхней правильной клети 5а на нажимной раме и одновременно позволяют верхней правильной клети 5а перемещаться под действием регулировочных домкратов 7.
Были разработаны также другие решения для коррекции прогиба клетей, нижней опоры и верхней нажимной рамы под действием раздвигающего усилия при прохождении полосы. Так, в документе ЕР 0570770 предложено использовать домкраты, расположенные между верхними правильными валками и верхней нажимной рамой правильной машины. Эти домкраты позволяют компенсировать прогиб правильных валков во время прохождения полосы материала между валками. Эти компенсирующие домкраты работают согласованно с домкратами, позволяющими перемещать верхнюю раму, с которой неподвижно соединена верхняя правильная клеть. Правильная машина оснащена также множеством датчиков, измеряющих деформацию валков и передающих данные в вычислительное устройство, управляющее компенсирующими домкратами и домкратами, перемещающими раму.
В документе JP А 2000326012 тоже раскрыта правильная машина, содержащая множество компенсирующих домкратов, установленных между верхней рамой и верхними валками правильной машины. Другие домкраты, опирающиеся на горизонтальные поперечины, изменяют положение верхних правильных валков, действуя на верхнюю опору правильной машины.
В документе US 5461895 раскрыта правильная машина, которая для компенсации продольного прогиба правильных валков содержит комбинацию нажимных домкратов, действующих на середину верхней клети, и растягивающих домкратов, действующих на ее концы.
Использование все большего числа зажимных и регулирующих домкратов усложняет правильные машины и увеличивает высоту упомянутых машин с учетом расположения друг над другом нескольких каскадов этих домкратов. Так, известные правильные машины содержат набор расположенных друг над другом уровней, образованных верхней клетью, домкратами коррекции прогиба, нажимной рамой, главными зажимными домкратами, горизонтальными верхними поперечинами. При этом машина для правки толстых полос большой ширины может достигать массы в шестьсот тонн при высоте более десяти метров. Только одна нажимная рама может иметь массу более семидесяти тонн. Поэтому очень важно максимально ограничивать массу и габариты правильных машин.
Настоящее изобретение призвано решить вышеупомянутые проблемы и, в частности, ограничить наслоения конструктивных элементов и домкратов, чтобы ограничить высоту машины и, в частности, длину вертикальных балок. Изобретение призвано также предложить правильную машину, имеющую ограниченные объем и массу по сравнению с известными правильными машинами и одновременно обеспечивающую такие же функции и, в частности, позволяющую компенсировать прогиб правильных клетей, возникающий при прохождении предназначенного для правки материала.
Для достижения этого результата первым объектом настоящего изобретения является правильная машина для правки полосового проката, содержащая:
- неподвижную нижнюю опору, от которой отходят множество вертикальных балок, при этом балки расположены по обе стороны от продольной оси движения полосового проката,
- верхнюю правильную клеть и нижнюю правильную клеть, неподвижную во время работы правильной машины, при этом неподвижная нижняя правильная клеть опирается на неподвижную опору, при этом каждая клеть содержит множество валков, отстоящих друг от друга и установленных с возможностью вращения в опорных подшипниках с осями, перпендикулярными к продольной оси движения проката,
отличающаяся тем, что дополнительно содержит:
- неподвижную верхнюю опору, неподвижно соединенную с вертикальными балками и жестко закрепленную на верхнем конце каждой балки,
- подвижные средства крепления верхней правильной клети на верхней опоре, обеспечивающие возможность перемещения верхней правильной клети,
- средства перемещения поступательным вертикальным движением верхней правильной клети по отношению к неподвижной верхней опоре между положением покоя, в котором валки верхней правильной клети удалены от валков нижней правильной клети, и положением правки, в котором валки верхней правильной клети приближаются к валкам нижней правильной плети, чтобы заставлять полосу следовать по волнообразному пути.
Согласно предпочтительным отличительным признакам:
- подвижные средства крепления содержат:
• первый набор домкратов, расположенных с одной стороны от воображаемой вертикальной плоскости, проходящей через продольную ось движения полосового проката, при этом каждый домкрат первого набора закреплен, с одной стороны, на фланце неподвижной верхней опоры и, с другой стороны, на крепежном крюке верхней правильной клети,
• второй набор домкратов, расположенных с другой стороны от воображаемой вертикальной плоскости, при этом каждый домкрат второго набора закреплен, с одной стороны, на детали, подвижной относительно неподвижной верхней опоры, и, с другой стороны, на крепежном крюке (56b) верхней правильной клети,
- каждая подвижная деталь закреплена на фланце неподвижной верхней опоры, и, по меньшей мере, одна из подвижных деталей приводится во вращение приводным средством,
- средство приведения во вращение содержит, по меньшей мере, один домкрат, при этом каждый домкрат соединен, с одной стороны, по меньшей мере, с одной подвижной деталью и, с другой стороны, с фланцем верхней опоры правильной машины,
- во время приведения в действие приводного домкрата, по меньшей мере, один узел, образованный подвижной деталью и домкратом второго набора, перемещается вращением из вертикального положения в откинутое положение, при этом откинутое положение позволяет извлечь верхнюю правильную клеть из правильной машины,
- нижняя правильная клеть содержит множество стоек, проходящих вверх от основания правильной клети,
- каждая вертикальная балка содержит внутреннюю вертикальную контактную поверхность, предназначенную для взаимодействия с другой контактной поверхностью для направления поступательного движения, по меньшей мере, одной правильной клети правильной машины,
- нижняя правильная клеть содержит, по меньшей мере, одну наружную вертикальную контактную поверхность, предназначенную для взаимодействия с внутренней вертикальной контактной поверхностью вертикальной балки таким образом, чтобы направлять поступательное движение нижней правильной клети,
- по меньшей мере, одна внутренняя вертикальная контактная поверхность нижней правильной клети принадлежит к стойке нижней правильной клети, проходящей вверх от основания правильной клети,
- нижняя правильная клеть содержит внутреннюю контактную поверхность, предназначенную для направления поступательного движения верхней правильной клети,
- верхняя правильная клеть содержит для направления своего поступательного движения, по меньшей мере, одну наружную контактную поверхность, предназначенную для взаимодействия с другой контактной поверхностью элемента правильной машины,
- каждая наружная контактная поверхность верхней правильной клети является выпуклой,
- каждая наружная контактная поверхность верхней правильной клети взаимодействует с внутренней вертикальной контактной поверхностью балки,
- каждая наружная контактная поверхность верхней правильной клети взаимодействует с внутренней вертикальной контактной поверхностью нижней правильной клети,
- средства перемещения вертикальным поступательным движением верхней правильной клети содержат множество зажимных домкратов (10), неподвижно соединенных с неподвижной верхней опорой и с верхней правильной клетью.
Объектом изобретения является также гибкая правильная клеть, имеющая толщину, меняющуюся между максимальным значением и минимальным значением, и предназначенная для взаимодействия с описанной выше правильной машиной.
Предпочтительно правильная клеть содержит множество зон максимальной толщины, предназначенных для взаимодействия с зажимными домкратами правильной машины, при этом зоны максимальной толщины отделены друг от друга зоной минимальной толщины.
Кроме того, значение максимальной толщины может составлять от 1,5 до 4-кратного значения минимальной толщины и предпочтительно от 2 до 2,5-кратного этого значения.
Таким образом, правильная машина в соответствии с настоящим изобретением имеет ограниченную общую высоту по сравнению с известными машинами, кроме того, в отличие от известных правильных машин она не содержит обычной нажимной рамы и горизонтальных поперечин, что дает выигрыш в массе конструкции в десятки тонн, то есть позволяет облегчить правильную машину в соответствии с настоящим изобретением.
Кроме того, по сравнению с известными правильными машинами изобретение позволяет отказаться от домкратов, поднимающих нажимную раму и верхнюю клеть, что является очевидным преимуществом, так как эти домкраты, как правило в количестве четырех, должны быть достаточно мощными, чтобы поднимать массу, которая может достигать почти ста тонн. С другой стороны, как правило, их ход является большим, чтобы можно было снимать зажимные домкраты. Таким образом, они являются очень тяжелыми домкратами, требующими наличия гидравлических контуров высокого давления и большого количества масла. Исключение всех этих устройств позволяет дополнительно облегчить массу правильной машины еще на несколько десятков тонн.
Другие отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего подробного описания не ограничительного варианта выполнения со ссылками на прилагаемые чертежи, на которых:
Фиг. 1 (уже описана) - схематичный фронтальный вид известной правильной машины.
Фиг. 2 - схематичный фронтальный вид правильной машины в соответствии с настоящим изобретением.
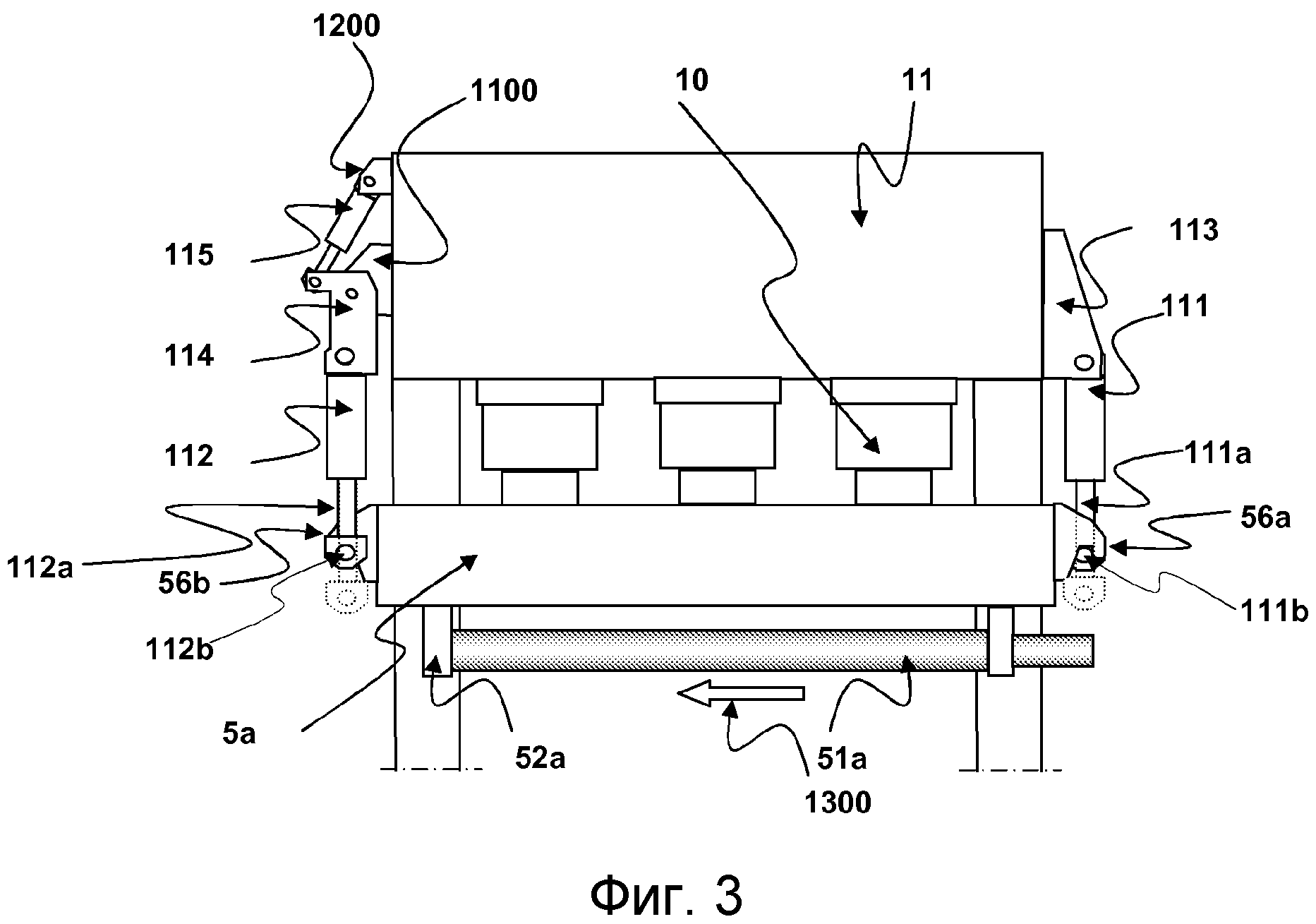
Фиг. 3 - детальный вид правильной клети, соединенной с верхней опорой правильной машины в соответствии с настоящим изобретением.
Фиг. 4 - вид в разрезе машины, показанной на фиг. 1.
Фиг. 5 - вид в разрезе гибкой верхней правильной клети, используемой в правильной машине в соответствии с настоящим изобретением.
Необходимо отметить, что на фигурах показаны только элементы, необходимые для понимания изобретения, при этом подразумевается, что правильная машина содержит все элементы (не показанные), необходимые для приведения во вращение правильных валков.
Правильная машина в соответствии с настоящим изобретением, показанная на фиг. 2, содержит нижнюю опору 1, неподвижную во время использования правильной машины и поддерживающую нижнюю правильную клеть 5b. Две пары вертикальных балок 2а, 2b отходят вверх от нижней опоры 1, будучи жестко закрепленными на этой опоре. Кроме того, каждая пара вертикальных балок 2а, 2b находится с одной стороны от воображаемой вертикальной плоскости, проходящей через продольную ось движения Р (показана на фиг. 4) полосового проката. Неподвижная верхняя опора 11 жестко соединена с верхним концом каждой из вертикальных балок 2а, 2b.
Правильная машина дополнительно содержит зажимные домкраты 10, закрепленные, с одной стороны, на неподвижной верхней опоре 11 и входящие в контакт, с другой стороны, с верхней стороной верхней правильной клети 5а. Раздвигаясь, зажимные домкраты 10 опираются на опору 11 и прижимают валки 51а верхней правильной клети 5а к предназначенному для правки материалу. Таким образом, зажимные домкраты обеспечивают, с одной стороны, сближение валков 51а верхней правильной клети 5а с валками 51b нижней правильной клети 5b и, с другой стороны, в зависимости от своего относительного вертикального перемещения компенсируют прогиб верхней правильной клети 5а, появляющийся под действием раздвигающего усилия при прохождении подвергаемой правке полосы.
Крепежные средства 9 обеспечивают крепление верхней правильной клети 5а на опоре 11 и одновременно допускают вертикальные перемещения верхней правильной клети 5а под действием зажимных домкратов 10.
На фиг. 3 показан вариант выполнения крепежных средств. Верхняя правильная клеть 5а, содержащая правильные валки 51а и их опорные подшипники 52а, закреплена на верхней опоре 11 через два домкрата 111, установленные со стороны привода валков на фланцах 113 верхней опоры 11. Каждая головка домкрата 111 заходит в крепежный крюк 56а верхней правильной клети 5а. Для этого каждая головка домкрата 111 может содержать цилиндрический крепежный участок 111b с осью, перпендикулярной к оси штока 111а домкрата 111. Верхняя правильная клеть 5а закреплена также на верхней опоре 11 через два других домкрата 112, установленных со стороны, противоположной приводу валков, на L-образных деталях 114, выполненных с возможностью поворота относительно неподвижной верхней опоры 11. Каждая головка домкрата 112 заходит в крепежный крюк 56b верхней правильной клети 5а. Для этого каждая головка домкрата 112 может содержать цилиндрический крепежный участок 112b с осью, перпендикулярной к оси штока 112а домкрата 112. Кроме того, каждый цилиндрический крепежный участок 111b, 112b может содержать два вертикальных упора, расположенных по обе стороны от каждого крепежного крюка 56а и предназначенных для блокировки горизонтального поступательного движения верхней правильной клети 5а. Таким образом, домкраты 111, 112 поддерживают верхнюю правильную клеть 5а и одновременно сопровождают относительные перемещения между верхней правильной клетью 5а и верхней опорой 11 под действием домкратов 10.
Каждая подвижная деталь 114 закреплена на оси опоры 11 и может вращаться вокруг этой оси, при этом каждая ось установлена в фланце 1100 опоры 11. Между концом подвижной детали 114 и другим фланцем 1200 опоры 11 проходит, по меньшей мере, один дополнительный домкрат 115, выполненный с возможностью поворачивать, по меньшей мере, одну подвижную деталь 114.
Для извлечения правильных клетей 5а и 5b выдвигают штоки зажимных домкратов 10, пока верхняя правильная клеть 5а не окажется на нижней правильной клети 5b. Штоки 111а и 112а крепежных домкратов 111, 112 следуют за движением верхней правильной клети 5а вниз. Когда верхняя правильная клеть 5а опирается на нижнюю правильную клеть 5b, штоки 111а и 112а крепежных домкратов 111, 112 продолжают свой ход вниз до отсоединения каждого крепежного крюка 56а. Дополнительный домкрат 115 сокращается и поворачивает кронштейн 114, который откидывает вверх домкрат 112, и верхнюю правильную клеть можно извлечь в направлении стрелки 1300 со стороны, противоположной приводу правильных валков 51а.
Как было указано выше, в известных правильных машинах нажимная рама направляется между вертикальными балками, и верхняя правильная клеть закреплена на ней при помощи устройств, выполненных с возможностью сопровождения перемещений домкратов коррекции прогиба. Чтобы избежать двойного вертикального направления нажимной рамы и клети, которое могло бы стать источником заклинивания, верхняя клеть не направляется между вертикальными балками или между стойками нижней клети. В заявленной машине отсутствие нажимной рамы позволяет направлять клеть между вертикальными балками или между стойками нижней клети, что значительно повышает точность ее движений.
На фиг. 4 показан вариант выполнения системы направления правильных клетей между балками 2а и 2b. Следует отметить, что фиг. 4 представляет собой схематичный вид в разрезе правильной машины на уровне опорных подшипников 52а и 52b по плоскости, параллельной воображаемой вертикальной плоскости, проходящей через продольную ось движения полосового проката.
Как правило, каждая балка 2а, 2b содержит внутреннюю вертикальную контактную поверхность 21а, предназначенную для взаимодействия с другой контактной поверхностью для направления поступательного движения, по меньшей мере, одной правильной клети 5а, 5b правильной машины.
В частности, для своего направления за пределами правильной машины во время операций монтажа и демонтажа нижняя правильная клеть 5b содержит вертикальные стойки 55b, проходящие вверх от основания нижней клети 5b. Каждая стойка 55b содержит наружную вертикальную поверхность 59, входящую в контакт с внутренней вертикальной поверхностью 21а одной из балок 2а, 2b таким образом, чтобы обеспечивать точное позиционирование и направлять поступательное движение нижней правильной клети 5b. Таким образом, стойки 55b и нижняя правильная клеть 5b связаны между собой соединением типа кулисы. Обе контактные поверхности 59 и 21а расположены, по меньшей мере, частично друг против друга.
С другой стороны, каждую стойку 55b нижней правильной клети 5b располагают таким образом, чтобы она служила направляющей для поступательного движения верхней правильной клети 5а. Таким образом, каждая стойка нижней правильной клети 5b содержит также внутреннюю вертикальную поверхность 57b, входящую в контакт с наружной поверхностью 55а верхней правильной клети. Поскольку контактные поверхности 55а и 57b расположены, по меньшей мере, частично друг против друга, когда правильная машина полностью собрана, они взаимодействуют, направляя поступательное движение верхней правильной клети 5а относительно нижней правильной клети 5b. Учитывая наличие стоек 55b по бокам от верхней правильной клети 5а, нижняя и верхняя правильные клети связаны, таким образом, между собой соединением типа кулисы, которое обеспечивает их относительное позиционирование с высокой степенью точности. Кроме того, каждая наружная контактная поверхность 55а верхней правильной клети может быть выполнена слегка выпуклой. Это позволяет располагать верхнюю клеть 5а с наклоном относительно нижней клети 5b между стороной входа полосы между правильными валками и стороной выхода.
Кроме того, каждая из стоек 55b нижней правильной клети 5b содержит на своем верхнем конце монтажный выступ 58b, на который должен садиться опорный кронштейн 57а верхней правильной клети 5а. Во время фаз извлечения и повторного введения клетей в правильную машину кронштейн 57а садится на каждый монтажный выступ 58b, что обеспечивает соединение двух клетей.
В другом варианте выполнения, не показанном на фигурах, нижняя правильная клеть 5b не содержит стоек 55b, и верхняя правильная клеть направляется в поступательном движении непосредственно балками 2а, 2b правильной машины. Таким образом, каждая наружная контактная поверхность 55а верхней правильной клети 5а взаимодействует с внутренней вертикальной контактной поверхностью 21а одной из балок 2а, 2b. Таким образом, нижняя правильная клеть 5b связана со стойками 2а, 2b правильной машины соединением типы кулисы.
Чтобы ограничить износ от трения во время направления поступательного движения каждого из элементов правильной машины, на контактные поверхности 21а, 56b, 57b и 55а можно нанести покрытие из материала, способствующего относительному скольжению между деталями, например, такого как стальные пластины, прошедшие поверхностную обработку с целью повышения твердости.
Чтобы зажимные домкраты могли правильно выполнять свою функцию коррекции прогиба правильных валков, предпочтительно их устанавливают в количестве не менее шести для работы между верхней опорой 11 и верхней клетью 5а. Как показано на фиг. 2-5, зажимные домкраты 10 расположены в линию в направлении продольной оси валков. В варианте выполнения, показанном на фигурах, правильная машина содержит два ряда по три зажимных домкрата 10 в каждом. Первый ряд из трех зажимных домкратов 10 действует со стороны входа полосы в верхнюю правильную клеть 5а, тогда как другой ряд зажимных домкратов действует со стороны выхода из правильной клети, как схематично показано на фиг. 4.
Дополнительным условием нормальной работы с коррекцией прогиба валков является способность верхней правильной клети деформироваться в направлении продольной оси валков. Это условие без труда соблюдается при правке толстых полос, при которой создаются очень большие усилия, раздвигающие верхнюю и нижнюю клети. В случае более тонких полос сначала может понадобиться адаптировать форму верхней правильной клети, чтобы уменьшить ее инерцию при прогибе.
На фиг. 5 представлен пример верхней правильной клети, обладающей повышенной способностью к деформации при прогибе по сравнению с известными верхними правильными клетями. Можно также сказать, что нижняя правильная клеть 5а, показанная на фиг. 5, имеет меньшую инерцию при деформации по сравнению с известными верхними правильными клетями. На этой фигуре, представляющей собой вид в разрезе части правильной машины в соответствии с настоящим изобретением, толщина е верхней правильной клети 5а меняется между максимальным значением е1 и минимальным значением е2. Каждая опорная поверхность зажимных домкратов 10 находится в зоне z1, где толщина е верхней правильной клети 5а является максимальной, чтобы обеспечивать максимальное сопротивление верхней правильной клети 5а усилиям зажима и коррекции прогиба, передаваемым зажимными домкратами 10. Предпочтительно длина l1 каждой зоны z1 максимальной толщины, по меньшей мере, равна диаметру конца 10а домкрата 10, с которым она входит в контакт. Кроме того, зоны z2 минимальной толщины е2, находящиеся между зонами z1 максимальной толщины, позволяют уменьшить инерцию при деформации верхней клети 5а и получить, таким образом, быструю и эффективную коррекцию при прогибе. Эти зоны z2 имеют длину l2 меньше длины l1.
В варианте выполнения, показанном на фиг. 5, предусмотрены пять зон z1 максимальной толщины: две на концах верхней правильной клети 5а и три в опорных участках верхней правильной клети 5а, взаимодействующих с зажимными домкратами 10. Эти зоны z1 постоянной максимальной толщины е1 разделены тремя зонами z2 постоянной минимальной толщины е2, способствующими прогибу всей верхней правильной клети 5а. Таким образом, в плоскости разреза верхняя правильная клеть имеет сечение в виде зубьев пилы, усеченных в их верхних и нижних частях.
Например, максимальная толщина может составлять от 1,5- до 4-кратного значения минимальной толщины и предпочтительно может составлять от 2- до 2,5-кратного этого значения.
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано для правки полосового проката. От неподвижной нижней опоры отходят множество вертикальных балок, которые соединены с неподвижной верхней опорой. Балки расположены по обе стороны от продольной оси движения полосового проката. Нижняя правильная клеть неподвижна во время работы и опирается на неподвижную опору. Верхняя правильная клеть закреплена наверхней опоре с возможностью перемещения с помощью средств перемещения по отношению к неподвижной верхней опоре между положением покоя и положением правки, в котором полосе сообщается волнообразный путь движения. При этом каждая клеть содержит множество валков, отстоящих друг от друга и установленных с возможностью вращения в опорных подшипниках с осями, перпендикулярными к продольной оси движения проката. Компенсируется прогиб правильных клетей. 2 н. и 17 з.п. ф-лы, 5 ил.
Формула
- неподвижную нижнюю опору (1), от которой отходят множество вертикальных балок (2а, 2b), при этом балки расположены по обе стороны от продольной оси движения полосового проката,
- нижнюю правильную клеть (5b), неподвижную во время работы правильной машины, при этом неподвижная нижняя правильная клеть (5b) опирается на неподвижную опору (1),
- верхнюю правильную клеть (5а),
при этом каждая клеть содержит множество валков (51а, 51b), отстоящих друг от друга и установленных с возможностью вращения в опорных подшипниках (52) с осями, перпендикулярными к продольной оси (Р) движения проката,
отличающаяся тем, что она дополнительно содержит:
- неподвижную верхнюю опору (11), неподвижно соединенную с вертикальными балками (2а, 2b) и жестко закрепленную на верхнем конце каждой балки (2а, 2b),
- подвижные средства (9) крепления верхней правильной клети (5а) на верхней опоре (11), обеспечивающие возможность перемещения верхней правильной клети,
- средства (10) перемещения поступательным вертикальным движением верхней правильной клети (5а) по отношению к неподвижной верхней опоре (11) между положением покоя, в котором валки (51а) верхней правильной клети (5а) удалены от валков (51b) нижней правильной клети (5b), и положением правки, в котором валки верхней правильной клети приближаются к валкам нижней правильной плети, чтобы сообщать полосе волнообразный путь движения, при этом средства перемещения выполнены с возможностью компенсации прогиба верхней правильной клети (5а), появляющегося в результате раздвигающего усилия, связанного с прохождением предназначенной для правки полосы.
- первый набор домкратов (111), расположенных с одной стороны от воображаемой вертикальной плоскости, проходящей через продольную ось (Р) движения полосового проката, при этом каждый домкрат первого набора закреплен, с одной стороны, на фланце (113) неподвижной верхней опоры (11) и, с другой стороны, на крепежном крюке (56а) верхней правильной клети (5а),
- второй набор домкратов (112), расположенных с другой стороны от воображаемой вертикальной плоскости, при этом каждый домкрат (112) второго набора закреплен, с одной стороны, на детали (114), подвижной относительно неподвижной верхней опоры (11) и, с другой стороны, на крепежном крюке (56b) верхней правильной клети (5а).
Комментарии