Устройство и способ центровки колец катанки на ленточном конвейере прокатного стана - RU2177384C2
Код документа: RU2177384C2
Чертежи




Описание
Настоящее изобретение относится главным образом к прокатным станам, производящим горячекатаный стальной пруток (катанку), и касается, в частности, устройства и способа, используемых для формирования колец катанки и укладки их внахлестку на ленточном конвейере для охлаждения катанки.
В типичном прокатном стане для производства проволоки конечный продукт направляется по линии выпуска продукта к образователю витков, где он формируется в виде непрерывной серии колец. Эти кольца укладываются внахлестку на конвейер для последующей их транспортировки по линии выпуска к пункту дальнейшей обработки. Во время нахождения колец на конвейере их подвергают охлаждению с контролируемой скоростью, чтобы получить заданные характеристики металлов.
Охлаждение осуществляется посредством направления газообразного хладоносителя, обычно нагнетаемого воздуха, вверх сквозь уложенные внахлестку кольца через расположенные под ними прорези или сопла. Эти прорези или сопла имеют такую конфигурацию и расположены так, чтобы они подавали больший объем хладоносителя вдоль боковых сторон конвейера, где плотность расположения уложенных внахлестку колец относительно более высокая по сравнению с их плотностью в центре конвейера.
При этом наилучшие результаты достигают в том случае, если кольца на конвейере располагают в центре ленты конвейера. Однако опыт показывает, что различные диаметры катанки оказывают влияние на укладку колец на конвейере. Например, кольца большего диаметра имеют тенденцию смещаться к одной стороне конвейера (а именно к правой его стороне, если смотреть со стороны виткообразователя в сторону пункта дальнейшей обработки). Если позволить, чтобы кольца располагались не в центре конвейера, то равномерность охлаждения при этом ухудшится, поскольку при этом предназначенные для охлаждения прорези и сопла не работают так, как следует.
Для регулирования расположения укладываемых внахлестку колец катанки предложено множество решений. Эти решения включают в себя отражатели для сдвигания в боковом направлении укладываемых колец по мере их транспортировки по конвейеру (патент США N 5052124 - ближайший аналог. Данное устройство для центрирования колец катанки на ленточном конвейере прокатного стана содержит виткообразователь, средства для направления горячекатаной стальной катанки по линии выпуска продукта к виткообразователю для формирования катанки в виде непрерывной серии колец, средства для укладывания колец внахлестку на конвейер для их транспортировки по продолжению указанной линии выпуска продукта к пункту дальнейшей обработки, средство для регулирования горизонтального смещения направления укладки колец на конвейер.) и механизмы для шарнирной регулировки приемного конца конвейера (патент США N 5079937). Однако попытки осуществления предложенных решений либо окончились тем, что не удалось достигнуть желаемой центровки расположения колец на конвейере, либо повлекли за собой другие проблемы, например, образование царапин на поверхности колец.
В соответствии с настоящим изобретением устройство для центрирования колец катанки на ленточном конвейере прокатного стана содержит виткообразователь, средства для направления горячекатаной стальной катанки по линии выпуска продукта к виткообразователю для формирования катанки в виде непрерывной серии колец, средства для укладывания колец внахлестку на конвейер для их транспортировки по продолжению указанной линии выпуска продукта к пункту дальнейшей обработки, средство для регулирования горизонтального смещения направления укладки колец на конвейер, при этом устройство снабжено опорной конструкцией, размещенной под виткоообразователем, зажимными средствами для крепления виткообразователя к опорной конструкции, а средство для регулирования горизонтального смещения направления укладки колец катанки на конвейер выполнено в виде устройства для регулирования положения виткообразователя на опорной конструкции, зажимные средства выполнены с возможностью размыкания в любом выбранном положении регулировки.
Устройство может быть выполнено с возможностью регулирования поворота виткообразователя относительно опорной конструкции, а также с возможностью поворота виткообразователя вокруг поворотной оси, пересекающей линию выпуска продукта.
Устройство может включать приводные прижимные ролики для винтобразного продвижения катанки через виткообразователь, выполненные с возможностью фрикционного взаимодействия с поверхностью катанки в месте пересечения поворотной оси с линией выпуска продукта.
Возможно выполнение устройства таким образом, что прижимные ролики находятся в фиксированном положении относительно виткообразователя.
Целесообразно виткообразователь выполнять с частично искривленным основанием, радиус искривления которого проходит от поворотной оси, при этом зажимное устройство выполнено с возможностью контактирования с частично искривленным основанием.
Устройство может быть выполнено с возможностью регулирования положения виткообразователя в боковых направлениях относительно опорной конструкции.
В одном из вариантов выполнения устройство снабжают детекторными устройствами для слежения за положением колец на конвейере и для подачи управляющего сигнала в зависимости от любых отклонений укладки внахлестку колец от центра линии выпуска продукта, устройствами для приведения в действие регулирующих устройств на основе управляющего сигнала и зажимными устройствами для корректирования любых упомянутых отклонений укладки внахлестку колец от центра линии выпуска продукта.
Согласно изобретению, способ центрирования колец катанки на ленточном конвейере прокатного стана включает направление горячекатаной стальной катанки к виткообразователю для формирования катанки в виде непрерывной серии колец, укладку колец внахлестку на конвейер для их дальнейшей транспортировки по линии выпуска продукта к пункту дальнейшей обработки и регулирование отклонения укладки колец внахлестку от центра линии выпуска продукта, при этом для корректирования любых отклонений укладки колец внахлестку от центра линии выпуска продукта регулирование отклонения укладки колец от центра линии выпуска продукта осуществляют путем горизонтального смещения виткообразователя относительно линии выпуска продукта.
В соответствии с настоящим изобретением виткообразователь монтируют так, чтобы можно было осуществлять горизонтальную регулировку направления укладки колец катанки на конвейере. Таким образом, если при укладке колец проявится тенденция к смещению их от центра конвейера, то можно выполнить компенсационную регулировку направления укладки колец, чтобы возвратить укладку колец к оптимальному положению по центру конвейера. Предпочтительно, чтобы характер укладки колец на конвейере постоянно отслеживался с помощью камер, детекторов металла или тому подобных устройств, представляющих собой часть системы управления с замкнутым контуром, которая управляет регулированием виткообразователя. Размыкающиеся зажимы удерживают виткообразователь в выбранном положении регулировки.
Эти и другие задачи, отличительные особенности
и преимущества настоящего изобретения станут более
понятны из нижеследующего описания, сопровождаемого ссылками на прилагаемые чертежи, в которых:
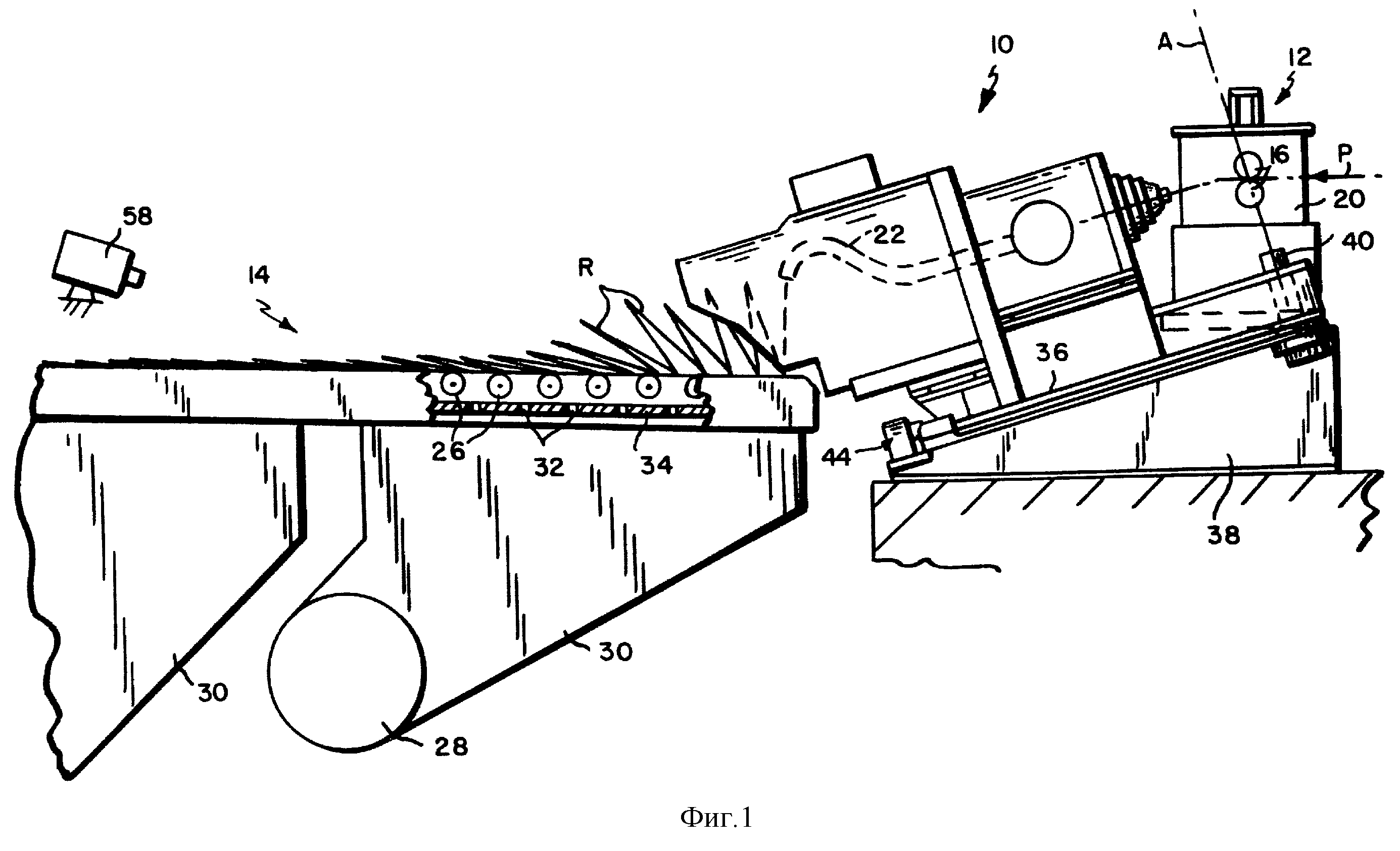
фиг. 1 - вид приемного конца,
предназначенного для охлаждения катанки конвейера, с
виткообразователем в соответствии с настоящим изобретением;
фиг. 2 - вид сверху оборудования, показанного на фиг.1;
фиг. 3 - вид
сверху показанной в увеличенном масштабе части
конвейера для охлаждения катанки;
фиг. 4 - сечение по линии 4-4 фиг. 2 в увеличенном масштабе; и
фиг. 5 - схематическое изображение
характера расположения внахлестку колец,
транспортируемых со смещением их от центра конвейера для охлаждения катанки.
Как видно на чертежах, виткообразователь 10 показан между прижимным роликовым устройством 12 и приемным концом конвейера для охлаждения катанки 14. Прижимное роликовое устройство имеет пару прижимных роликов 16, расположенных на линии выпуска "Р" горячекатаного стального прутка (катанки), поступающей из прокатного стана (на фиг. не показан). Прижимные ролики приводятся в движение обычным способом с помощью приводного двигателя 18 и передаточного механизма (на фиг. не показан), которые находятся в стационарном кожухе 20.
Виткообразователь 10 включает изогнутую в трех измерениях укладочную трубу 22, которая приводится во вращательное движение обычным способом с помощью приводного двигателя 24 и связанного с ним внутреннего передаточного механизма (на фиг. не показан). Прижимные ролики продвигают катанку через укладочную трубу, а поворот укладочной трубы приводит к тому, что катанка формируется в виде серии колец "R". Когда эти кольца выходят из виткообразователя, они поступают на приводные ролики 26 конвейера 14 уложенными внахлестку для дальнейшей их транспортировки по продолжающейся части линии выпуска продукта Р в направлении к расположенному на некотором расстоянии пункту дальнейшей обработки (на фиг. не показан). Во время транспортировки их по конвейеру кольца подвергают охлаждению с помощью нагнетаемого воздуха, который подается вентиляторами 28 и направляется через сборные ресиверы 30 для дальнейшей подачи его вверх через сопла или прорези 32 в деке 34, которая расположена под роликами конвейера.
Как видно на фиг. 3, сопла или прорези 32 имеют такую конфигурацию и расположены так, чтобы они подавали больший объем воздуха вдоль боковых сторон конвейера, где плотность расположения укладываемых внахлестку колец катанки относительно велика по сравнению с плотностью их расположения в центре конвейера. В идеальных условиях, когда кольца транспортируются уложенными по центру конвейера, как показано на фиг. 3, такое заданное расположение прорезей или сопел обеспечивает достижение оптимальных металлургических качеств, за счет того что охлаждение колец осуществляется практически равномерно.
Однако, как показано на фиг. 5, когда прокатный стан выпускает катанку различных диаметров, то получающаяся в результате конфигурация укладки колец для какого-то диаметра катанки может проявлять тенденцию к смещению от центра конвейера. Это в свою очередь мешает эффективному применению хладоносителя, поскольку более плотная концентрация катаного материала на одной из сторон конвейера подвергается воздействию охлаждающего воздуха в объеме ниже оптимального, в результате чего охлаждение осуществляется неравномерно.
Настоящее изобретение решает эту проблему с помощью установки виткообразователя 10 на платформе 36, которая в свою очередь опирается на стационарную опорную конструкцию 38. Поворотный вал 40 соединяет платформу 36 с лежащей под ней опорной конструкцией, что позволяет осуществлять поворотное (шарнирное) движение вокруг оси "А", которая пересекает линию выпуска продукта Р в том месте, где происходит прижимание прижимными роликами 16.
Кроме того, на фиг. 4 можно видеть, что платформа 36 имеет скошенную переднюю кромку 42, которая описывает дугу, имеющую радиус, простирающийся от оси А поворота. На опорной конструкции 38 вокруг передней кромки платформы на расстоянии друг от друга установлено множество зажимных устройств 44. Каждое зажимное устройство включает в себя цилиндр 46, содержащий поршень 48 с расположенным с его тыльной стороны скошенным торцом 50, который входит во фрикционное взаимодействие со скошенной передней кромкой 42 платформы 36, тем самым прочно удерживая платформу на предназначенном ей месте на расположенной под ней опорной конструкцией 38.
Поршень 48 упруго закреплен на предназначенном ему месте с помощью винтовой пружины 52. В цилиндр подаются масло или воздух под давлением выше атмосферного через отверстие 54, чтобы преодолеть напряжение смещения пружины 52 и тем самым сдвинуть поршень 48 и его скошенный торец 50 в обратном направлении, что в свою очередь высвобождает платформу 36, позволяя ей совершать поворотное (шарнирное) движение вокруг оси А. Линейный исполнительный механизм 56 (фиг. 2) соединен противоположными концами с платформой 36 и опорной конструкцией 38, обеспечивая тем самым возможность шарнирной регулировки платформы 36 и виткообразователя 10 вокруг оси А.
С помощью этого устройства, если характер укладки внахлестку колец R на конвейере проявляет тенденцию к смещению от центра конвейера, зажимные устройства 44 могут быть моментально разомкнуты, что дает возможность проведения корректирующей шарнирной регулировки платформы 36 и виткообразователя 10. В результате этого происходит горизонтальный сдвиг направления укладки колец на конвейере, и укладываемые кольца снова начинают располагаться по центру конвейера.
Детектор горячего металла или камера 58 могут применяться вместе с соответствующей системой контроля 60, чтобы отслеживать положение колец на конвейере и автоматически управлять зажимными устройствами 44 и линейным исполнительным механизмом 56.
В свете вышеизложенного специалисты в данной области техники могут понять, что могут быть произведены различные изменения и модификации в варианте осуществления изобретения, выбранном для данного описания. Например, зажимные устройства 44 и линейный исполнительный механизм 56 можно модифицировать или заменить другими эквивалентными им компонентами, сконструированными так, что с помощью них можно получить практически такие же результаты. Вместо шарнирной регулировки виткообразователь можно сдвигать в боковых направлениях вместе с прижимным роликовым устройством с использованием подходящих направляющих устройств, расположенных выше по движению конвейера, для обеспечения надлежащей доставки продукта.
Эти и любые другие изменения и модификации, не выходящие за пределы существа и объема настоящего изобретения, входят в объем настоящего изобретения, как определено прилагаемой формулой изобретения.
Реферат
Использование: изобретение относится к способу и устройству для формирования колец катанки и укладки их внахлестку на ленточном конвейере прокатного стана для их охлаждения. Сущность: устройство и способ центровки колец катанки на ленточном конвейере в прокатном стане, при котором горячекатаный стальной пруток (катанку) направляют по линии выпуска продукта к виткообразователю, который формирует эту катанку в виде непрерывной серии колец, кольца укладывают внахлестку на конвейер для их дальнейшей транспортировки по продолжению линии выпуска продукта к пункту дальнейшей обработки, дополнительно обеспечивают установку виткообразователя на расположенной под ним опорной конструкции таким образом, чтобы можно было осуществлять горизонтальное смещение направления укладки колец на конвейер. Размыкающиеся зажимы крепят виткообразователь к опорной конструкции в любом выбранном направлении регулировки. Изобретение обеспечивает возможность центровки расположения колец на конвейере и равномерного охлаждения колец катанки на конвейере, что обеспечивает достижение оптимальных металлургических качеств. 2 с. и 7 з.п.ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для горизонтального распределения витков катанки в установке для формирования кольцеобразной бухты
Комментарии