Способ и устройство для соединения металлических полос - RU2621089C2
Код документа: RU2621089C2
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для соединения конца первой металлической полосы с началом второй металлической полосы, в частности в установке для обработки полос или в технологической линии для изготовления полос, причем конец и начало полос позиционируются друг над другом с образованием нахлеста и в зоне нахлеста соединяются между собой в нескольких точках соединения.
Уровень техники
В установках для обработки полос, называемых также технологическими линиями для изготовления полос, намотанные, как правило, в рулоны полосы разматываются во входной части, проходят затем через одну или несколько станций их обработки и в выходной части, при необходимости, снова наматываются или в качестве альтернативы разрезаются на листы. Чтобы полосы не приходилось постоянно заново заправлять, начало нового рулона соединяется с концом последнего рулона.
Из практики известно соединение металлических полос между собой посредством сварных соединений за счет того, что конец и начало полос свариваются между собой в нескольких сварных точках. В случае разных типов металлических полос и, в частности, металлических полос из алюминиевых сплавов сварные соединения создают на практике нередко трудности. Так, например, точечная контактная сварка алюминиевых сплавов создает проблему образования брызг. Кроме того, возникает опасность приклеивания электрода к полосе, а из-за шунтирования требуются минимальные промежутки между двумя соседними сварными точками. Некоторые сплавы вообще не свариваются точечной контактной сваркой. То же относится к шовной контактной сварке, которая в случае алюминиевых сплавов также создает проблему образования брызг, а в остальном обеспечивает низкое качество шва. Также в случае вибрационной сварки трением качество шва плохое, в частности при небольших толщинах полос.
По этой причине уже предлагалось выполнять точки соединения в виде сварных точек посредством точечной сварки трением. Такой способ находит универсальное применение для различных металлических сплавов, а именно, в частности, без мешающего образования грата (см. ЕР 2202025 А1). Точечная сварка трением может создавать проблемы при сварке лакированных полос. Кроме того, невысока стойкость инструментов, например при сварке алюминия со сталью.
В качестве альтернативы сварке на практике нередко прибегают к вырубным соединениям, используемым, как правило, вплоть до толщины полос около 6 мм. При этом проблему представляет нередко тот факт, что в процессе вырубки образуются обусловленные зазорами между вырубными инструментами заусенцы или отделенные или легко соединенные с полосами чешуйчатые частицы. В то время как полосы проходят через технологическую линию, огибая при этом ее ролики, заусенцы или чешуйчатые частицы могут отломиться и пристать к этим роликам, в частности тогда, когда речь идет о роликах с полимерным покрытием. Во избежание этого предлагалось также заклеивать вырубные соединения клейкой лентой (DE 102005037182 А1).
На практике используются также клеевые соединения, однако, как правило, лишь до толщины полос максимум 1 мм. При больших толщинах полос возникает опасность того, что при прохождении по роликам клеевой шов на линии обработки полос будет содран вследствие их изгибной жесткости.
В целом, существует потребность создания альтернативного или улучшенного способа соединения металлических полос.
Осуществление изобретения
В основе изобретения лежит задача создания способа описанного выше типа для соединения металлических полос или их начала/конца, в частности в установке для обработки полос, который мог бы найти универсальное применение для различных металлических сплавов и реализован также без мешающего образования заусенцев.
Эта задача решается, согласно изобретению в способе соединения конца первой металлической полосы с началом второй металлической полосы, при котором точки соединения выполняют посредством пуклевки. Пуклевка, называемая также клинчеванием, является способом соединения металлических полос/листов без применения дополнительного материала. Пуклевочный инструмент (клинч-инструмент) состоит, как правило, из пуансона и матрицы. Соединяемые полосы вдавливаются в матрицу или прижимаются к ней пуансоном с пластической деформацией, как при глубокой вытяжке. При этом полосы соединяются между собой без использования заклепок с геометрическим замыканием (и с силовым замыканием). За счет выполнения пуансона и матрицы на или в ней происходит течение материалов по ширине, в результате чего аналогично заклепочному соединению возникает соединение с геометрическим замыканием без использования, однако, (отдельных) заклепок. Такой способ пуклевки, или клинчевания известен, например, из DE 102008025074 А1.
Изобретение исходит из того факта, что металлические полосы надежно соединяются между собой посредством пуклевки, или клинчевания. Таким образом, надежно соединяются между собой металлические полосы из самых разных сплавов и, в частности, также алюминиевые полосы. Соединяться между собой могут металлические полосы разных толщины и прочности. При этом предпочтителен тот факт, что обе полосы соединяются между собой только в процессе деформации, а не резания, так что не образуются заусенцы или чешуйки. Следовательно, применению известной сама по себе пуклевки в процессе соединения концов металлических полос, в частности на технологических линиях для изготовления полос, в рамках изобретения придается особое значение. Возникают соединения полос высоких качества и прочности, которые отвечают также высоким требованиям в установках для обработки полос или на технологических линиях для изготовления полос. С помощью клинчевания без проблем соединяются также лакированные или покрытые металлические полосы.
Предпочтительно одновременно выполняются несколько отстоящих друг от друга поперек направления движения полос точек соединения с образованием, по меньшей мере, одного проходящего по ширине или почти по ширине полос ряда точек соединения. Так, целесообразно выполнить, по меньшей мере, один ряд более чем из 10, преимущественно более чем из 20 (например, 30 и более) распределенных по ширине полос точек соединения. При этом изобретение исходит из того факта, что с помощью традиционных соединительных прессов, используемых, например, также для вырубных соединений, можно прикладывать высокие усилия прессования, так что возникает возможность выполнения одновременно большого числа точек соединения. При этом может быть достаточным соединить начало и конец полос только одним рядом точек соединения. В качестве альтернативы, согласно изобретению, предложено выполнить одновременно несколько расположенных друг за другом в направлении движения полос точек соединения с образованием нескольких расположенных друг за другом в направлении движения полос рядов точек соединения. Правда, в принципе, в рамках изобретения возможно также выполнение отдельных точек соединения по ширине и/или в направлении движения полос последовательно по отдельности или группами. Однако предпочтительно одновременно выполняется, по меньшей мере, один ряд точек соединения. Особенно предпочтительно одновременно выполняются все ряды точек соединения.
Точки соединения выполняются на соединительном прессе. При этом, согласно изобретению, предложено выполнить все соединение полос, т.е. все точки соединения, максимум за три-хода пресса, предпочтительно за один ход пресса. Если выполняются, например, два или три ряда точек соединения, то возникает возможность их выполнения последовательно по времени соответственно за один ход пресса. Однако предпочтительно за один ход пресса выполняются все ряды точек соединения (например, два или три).
Предложенным способом можно соединять металлические полосы разной толщины. Способ находит применение, в целом, в диапазоне толщин 0,15-5 мм. При этом в рамках изобретения возможно соединение полос разной толщины одним и тем же клинч-инструментом. Однако предпочтительно для соединения полос разной толщины используются разные клинч-инструменты. В случае тонких полос можно соединять их точками малых диаметров, причем тогда выполняются преимущественно много точек. В случае толстых полос выполняются предпочтительно точки больших диаметров, причем тогда выполняется меньше точек соединения.
С учетом того факта, что целесообразно привести способ в соответствие со свойствами полос и, в частности, с их материалом и толщиной, в одном предпочтительном варианте осуществления изобретения предложено, что из нескольких имеющихся в распоряжении клинч-инструментов выбирается подходящий для данной полосы клинч-инструмент, который с помощью устройство для смены инструмента переводится из положения ожидания вне соединительного пресса в рабочее положение внутри него. При этом существует возможность перемещения клинч-инструментов во время их смены поперек направления движения полос. При этом изобретение исходит из того факта, что клинч-инструмент состоит, как правило, из верхнего и нижнего инструментов, так что оба могут перемещаться вне плоскости полос параллельно ей. Поэтому существует возможность перемещения в процессе смены инструмента верхнего и нижнего инструментов вдоль направления движения полос над и под плоскостью полос, так что смену инструмента можно осуществлять также при находящейся на линии металлической полосе, а именно даже тогда, когда верхний и нижний инструменты посредством боковых направляющих соединены в рамный инструментальный комплект, поскольку направляющие лежат тогда вне ширины полосы.
В устройстве смены могут быть в распоряжении, например, несколько клинч-инструментов. Также существует возможность использовать в дополнение к одному или нескольким клинч-инструментам традиционный вырубной инструмент для вырубного соединения, так что станок, при необходимости, можно переоборудовать также для вырубки. Это решение подходит, например, в случае хрупких материалов, которые нельзя оптимально соединить клинчеванием. В целом, предложенный способ отличается, следовательно, высокой гибкостью.
В качестве опции предложено дополнительно к клинчеванию соединять между собой начало и конец полос адгезивно, например склеивать.
Объектом изобретения является также устройство для соединения металлических полос способом описанного рода. Такое устройство отличается тем, что содержит соединительный пресс со станиной, верхней и нижней частями, причем в верхней части пресса закреплен верхний инструмент, по меньшей мере, с одним пуансоном (или матрицей), а в нижней части - нижний инструмент, по меньшей мере, с одной матрицей (или пуансоном) для пуклевки, причем верхняя и/или нижняя часть пресса выполнена с возможностью перемещения (друг к другу) с помощью одного или нескольких приводов для приложения усилия прессования. Таким образом, существует возможность перемещения верхней части пресса с верхним инструментом с помощью приводов к неподвижному нижнему инструменту, или наоборот. Приводы могут представлять собой, например, гадроцилиндры пресса. При этом могут использоваться, в частности, также существующие конструкции прессов для вырубных соединений. Могут прикладываться большие усилия, так что могут быть выполнены не только отдельные точки соединения, но и одновременно их большое число, в частности один или несколько полных рядов точек соединения.
Так, согласно изобретению, предусмотрено, что верхний инструмент выполнен в виде многоместного инструмента с несколькими распределенными по ширине полос пуансонами (или матрицами), а нижний инструмент - в виде многопозиционного инструмента с несколькими распределенными по ширине полос матрицами (или пуансонами). Верхний и нижний инструменты могут содержать соответственно более 10 пуансонов и матриц, предпочтительно распределенных по ширине полос, преимущественно более 20 (например, 30 и более) пуансонов или матриц. Если же, как это поясняется ниже, работа производится без матриц, т.е. с одной бесконтурной плоской матрицей, то для большого числа пуансонов, при необходимости, может быть реализована также общая ответная поверхность.
Следовательно, верхний и нижний инструменты образуют клинч-инструмент или инструментальный комплект, причем верхний и нижний инструменты могут быть соединены между собой предпочтительно направляющими, например направляющими колонками. Эти направляющие, например направляющие колонки, в состоянии монтажа инструмента в соединительном прессе расположены вне ширины полос.
С учетом того факта, что способ должен простым образом приводиться в соответствие с разными полосами и, в частности, толщинами полос, особенно предпочтительно предусмотрено устройство смены инструментов с несколькими верхними и несколькими нижними инструментами (а, следовательно, с несколькими инструментальными комплектами), которые на выбор переводятся из рабочего положения внутри пресса в положение ожидания вне него и наоборот.
В первом предпочтительном варианте верхние и нижние инструменты переводятся с помощью устройства их смены параллельно направлению движения полосы из рабочего положения в положение ожидания и наоборот. Для этого на инструменты могут воздействовать приводы, например гидроприводы смены или гидроцилиндры смены. Этот вариант с параллельным устройством смены имеет то преимущество, что инструменты могут заменяться даже тогда, когда металлическая полоса находится в станке и, следовательно, в соединительном прессе, поскольку верхний инструмент находится над плоскостью полосы, а нижний инструмент - под ней, так что инструменты заменяются также тогда, когда они соединены между собой по типу рамы направляющими колонками. В качестве альтернативы верхние и нижние инструменты могут переводиться с помощью устройства их смены также поперек направления движения полосы из рабочего положения в положение ожидания и наоборот. Тогда устройство для смены инструментов содержит преимущественно, по меньшей мере, один расположенный рядом с прессом стол смены с инструментами. На нем несколько инструментов расположены друг за другом в направлении движения полосы. Стол перемещается тогда (параллельно направлению движения полосы), например, на одну позицию, и новый инструмент вставляется в раму пресса (поперек направления движения полосы). Если верхний и нижний инструменты соединены между собой направляющими колонками, то требуется производить замену тогда, когда металлическая полоса в станке отсутствует.
Благодаря устройству смены инструментов возникает возможность получения нескольких клинч-инструментов или инструментальных комплектов, так что может происходить простая подгонка станка к данным условиям, в частности к разным толщинам полос. Дополнительно возникает возможность оборудовать устройство смены инструментов дополнительным (традиционным) вырубным инструментом, так что, при необходимости, станок может быть переоборудован также в вырубное устройство.
Как уже сказано, инструменты для клинчевания содержат, как правило, пуансон, с одной стороны, и матрицу, с другой стороны. Матрица может представлять собой, например, фигурную или профилированную матрицу, которая может приспосабливаться к форме пуансона. В рамках изобретения матрица может быть также нефигурной плоской и, следовательно, плоским ответным инструментом, так что возможны также как бы «безматричные» методы клинчевания.
В одном варианте осуществления изобретения полосы соединяются между собой темперированным клинчеванием. В этом случае предусмотрено, что соединяемые металлические полосы до и/или во время соединения нагреваются. Для этого существует возможность подогрева самих полос подходящими темперирующими устройствами, а затем клинчевания. В качестве альтернативы или дополнительно темперирование может осуществляться также самими клинч-инструментами. Для этого существует возможность нагрева верхнего и/или нижнего инструмента, в результате чего полоса нагревается затем под контактным давлением, после чего деформируется. Для этого может быть целесообразным использовать нефигурную матрицу или нефигурный ответный инструмент, причем ответный инструмент и/или пуансон выполнены обогреваемыми. При нагреве полос одним или обоими инструментами может быть целесообразным прижать полосы друг к другу перед клинчеванием или прессованием с помощью подходящих средств, например зажимного устройства и т.п. Так, существует возможность прижатия полос прижимом к (обогреваемой) ответной поверхности, в результате чего происходит нагрев зоны соединения. После этого происходит клинчевание с помощью пуансона. Однако контактное давление во время нагрева может осуществляться также самими инструментами и/или пуансонами. На (первом) этапе нагрева происходят тогда лишь фиксация полос и при этом нагрев, а на (втором) этапе клинчевания происходит соединение.
При темперированном клинчевании целесообразно, если подвижный инструмент, например верхний, устанавливается с регулированием положения, а именно, в частности, тогда, когда пуансон на этапе нагрева должен быть позиционирован на полосе для контактного подогрева. В случае контактного подогрева с помощью инструмента, кроме того, целесообразно, если контактное давление (во время нагрева) регулируется в зависимости от полос.
За счет темперирования (нагрева) металлических полос повышается их деформируемость или способность к деформации, так что можно оптимизировать процесс соединения. Это предпочтительно, в частности, при соединении хрупких материалов, поскольку их деформируемость улучшается в результате темперирования. В целом, темперирование может быть предпочтительным в случае определенных материалов или их комбинаций. Трещинообразования можно избежать.
Краткое описание чертежей
Ниже изобретение поясняется со ссылкой на чертежи, на которых изображены лишь примеры его осуществления. На чертежах представляют:
- фиг. 1: первый вариант осуществления изобретения в вертикальном разрезе;
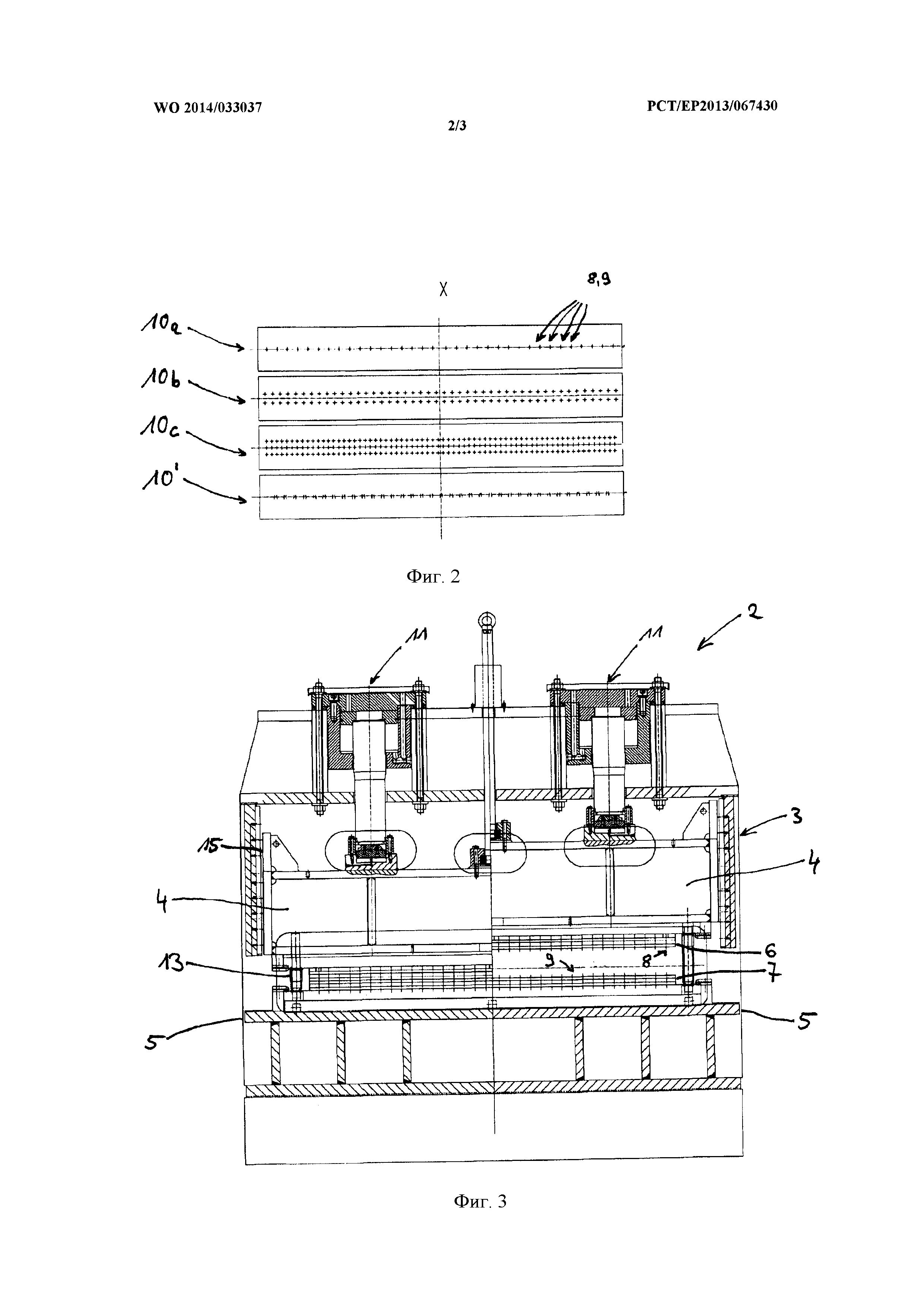
- фиг. 2: упрощенный вид объекта из фиг. 1 в направлении X;
- фиг. 3: второй вариант осуществления изобретения в вертикальном разрезе;
- фиг. 4: объект из фиг. 3 при виде сбоку;
- фиг. 5: упрощенный вид объекта из фиг. 4 в направлении Y.
Осуществление изобретения
На чертежах изображено устройство для соединения металлических лент, а именно для соединения конца первой металлической полосы с началом второй металлической полосы. Такое устройство встраивается преимущественно в установку для обработки полос (технологическую линию для изготовления полос), например во входную зону такой линии. Там намотанные металлические полосы во входной части разматываются, проходят затем через различные станции обработки и в выходной части снова наматываются или подвергаются дальнейшей обработке иным образом. Для того чтобы металлические полосы не приходилось постоянно заправлять заново, начало полосы нового рулона соединяется с концом полосы последнего рулона. Для этого начало и конец полос позиционируются друг над другом с образованием нахлеста и в зоне нахлеста соединяются между собой в нескольких точках соединения. Такие способы соединения, в принципе, известны. Металлические полосы на чертежах не показаны, а обозначена лишь их плоскость Е.
Согласно изобретению, точки соединения выполняются посредством пуклевки (клинчевания). Для этого устройство содержит соединительный пресс 2 со станиной 3, верхней 4 и нижней 5 частями. Направление В движения полос обозначено на фиг. 4, а на фиг. 1-3 оно перпендикулярно плоскости чертежа. В верхней части 4 пресса закреплен верхний инструмент 6 с несколькими пуансонами 8 для клинчевания. В нижней части 5 пресса закреплен нижний инструмент 7 с несколькими матрицами 9 для клинчевания. Верхний инструмент 6 с пуансонами 8 и нижний инструмент 7 с матрицами 9 образуют инструментальный комплект 10a, b, с. Верхний 6 и нижний 7 инструменты выполнены соответственно в виде многоместных инструментов соответственно с несколькими распределенными по ширине полос пуансонами 8 и матрицами 9. В изображенных примерах верхняя часть 4 пресса для приложения усилия прессования может перемещаться с помощью приводов 11 к его неподвижной нижней части 5. Приводы 11 выполнены в виде гидроцилиндров 11, которые своими поршнями присоединены к перемещающейся верхней части 4 пресса и опираются на неподвижную верхнюю поперечину станины 3. На фиг. 1 и 3 пресс 2 изображен раздельно сомкнутым на одной половине и разомкнутым на другой половине. Верхняя часть 4 пресса перемещается на станине 3 по направляющим 15.
В изображенных вариантах устройство оборудовано устройством 12 смены инструментов, содержащим несколько инструментальных комплектов 10a, b, с, состоящих каждый из верхнего 6 и нижнего 7 инструментов. С помощью этого устройства 12 отдельные инструментальные комплекты 10a, b, с можно на выбор переводить из рабочего положения внутри пресса в положение ожидания вне него и наоборот. Таким образом, существует возможность замены инструментов и приспосабливания устройства к нужным условиям, например к данной толщине полос, поскольку для соединения определенных толщин полос предпочтительно используются разные инструменты.
На фиг. 1 и 2, с одной стороны, и на фиг. 3-5, с другой стороны, изображены два варианта с выполненными по-разному устройствами 12 смены инструментов.
На фиг. 1 и 2 изображен первый вариант, в котором инструменты 6, 7 с помощью устройства 12 переводятся поперек направления В движения полос из рабочего положения в положение ожидания. Для этого устройство 12 расположено в этом варианте рядом с прессом 2. Оно содержит стол 14 для смены с несколькими инструментальными комплектами 10a, b, с, расположенными друг за другом в направлении В движения полос. Если находящийся в прессе инструмент должен быть заменен, то он вытягивается (или выдвигается) поперек направления В движения полос из пресса на стол 14. Последний перемещается затем параллельно направлению В движения полос, т.е. на одну позицию, так что затем другой инструмент поперек направления В движения полос может быть вдвинут (или втянут) в пресс 2. На фиг. 2 в упрощенном виде сверху показано, что в устройстве 12 расположены четыре разных инструмента или инструментальных комплекта 10a, b, с, 10'. Для клинчевания предусмотрены три инструментальных комплекта 10a, b, с, с помощью которых могу быть выполнены один, два или три ряда точек соединения. Первый инструментальный комплект 10а имеет, следовательно, один ряд пуансонов и матриц, тогда как второй инструментальный комплект 10b имеет два расположенных друг за другом в направлении В движения полос ряда пуансонов и матриц, а третий 10с - три ряда, так что на выбор за один ход пресса могут быть выполнены один, два или три ряда точек соединения в зависимости от того, какой инструментальный комплект 10a, b, с расположен в прессе 2. Дополнительно предусмотрен еще один инструментальный комплект 10', выполненный в виде вырубного инструмента, так что пресс может быть легко переоборудован для вырубного соединения. Ясно, что, например, для разных толщин или диапазонов толщин полос могут использоваться разные инструментальные комплекты, причем отдельные инструментальные комплекты 10a, b, с имеют, как правило, разные диаметры точек или пуансонов. Для тонких полос используются, как правило, небольшие диаметры точек, причем тогда выполняется относительно много точек соединения. Для толстых полос используются большие диаметры точек, причем тогда, как правило, выполняется меньше точек.
При этом видно, что инструменты 6, 7 соединены между собой направляющими колонками 13 с образованием инструментального комплекта 10a, b, с. В данном примере речь идет о направляющих колонках 13, которые обеспечивают безупречное схождение в нужном положении инструментов 6, 7 с пуансонами и матрицами. При этом каждый инструментальный комплект содержит, в общей сложности, четыре расположенные по углам направляющие колонки 13. Это относится в равной степени к варианту на фиг. 3 и 4.
В то время как инструментальные комплекты 10a, b, с, 10' в варианте на фиг. 1, 2 заменяются поперек направления В движения полос, на фиг. 3-5 изображен второй вариант, в котором они для замены перемещаются вдоль направления В движения полос. В свою очередь, отдельные инструментальные комплекты расположены друг за другом в направлении В движения полос, однако на этот раз не с боковым смещением относительно пресса 2, а вдоль направления движения полос со смещением относительно пресса 2. Тем не менее, прохождению металлических полос ничто не мешает, поскольку верхние инструменты 6 расположены всегда над ними или в их плоскости Е, а нижние инструменты 7 - всегда под металлическими полосами и поскольку направляющие колонки 13 расположены всегда вне зоны полос. В этом варианте инструментальный комплект может заменяться также тогда, когда полоса находится в станке. На фиг. 4 в станке расположен, например, вырубной инструмент 10'.
Чтобы можно было заменить инструментальные комплекты 10a, b, с, 10', как правило, предусмотрены сменные приводы, например гидроприводы, которые на чертежах подробно не показаны.
Изображенные на фиг. 2 и 5 инструменты показывают, что с помощью предложенного устройства можно выполнить одновременно большое число отстоящих друг от друга в направлении В движения полос точек соединения с образованием, по меньшей мере, одного ряда точек соединения, проходящего по ширине или почти по ширине полос. В зависимости от того, какой из инструментов используется, можно выполнить одновременно также несколько расположенных друг за другом направлении движения полос рядов точек соединения. Таким образом, существует возможность выполнения всего соединения полос также при более близко расположенных рядом друг с другом рядах точек соединения за один ход пресса. Последний создает своими гидроцилиндрами 11 достаточные усилия прессования.
В варианте на фиг. 1 с одной стороны пресса изображен только один стол для смены. Дополнительно на противоположной стороне может быть предусмотрен второй стол.
Полосы могут нагреваться до и/или во время клинчевания. Для этого могут быть предусмотрены подходящие темперирующие устройства. Подробности не показаны.
Реферат
Изобретение относится к области соединения полос при их обработке в технологических линиях. Способ включает соединение конца первой металлической полосы с началом второй металлической полосы в установках для обработки полос, причем конец и начало полос позиционируют друг над другом с образованием нахлеста и в зоне нахлеста соединяют между собой в нескольких точках соединения. Повышение прочности соединения полос без опасения повреждения заусенцами роликов, по которым полосы перемещают, обеспечивается за счет того, что соединения выполняют посредством клинчевания без резания, причем одновременно выполняют несколько отстоящих друг от друга поперек направления движения полос точек соединения с образованием по меньшей мере одного проходящего по ширине или почти по ширине полос ряда точек соединения, при этом такой ряд точек соединения содержит по меньшей мере 20 точек соединения. 2 н. и 16 з.п. ф-лы, 5 ил.
Комментарии