Способ альтернативной работы моталок и устройство для намотки лент - RU2181312C2
Код документа: RU2181312C2
Чертежи




Описание
Изобретение относится к способу альтернативной работы одной из нескольких моталок, расположенных за линией для непрерывного изготовления лент, причем непрерывно поступающий прокатанный продукт на выходе с линии прокатки может резаться летучими ножницами на длину, соответствующую весу рулона, а также к устройству для осуществления работы моталок по этому способу.
Известны линии непрерывного изготовления, на которые непрерывно поступает прокатываемый материал от установок для непрерывной разливки или полотно из первой клети линии для предварительного изготовления проката. В конце к линии непрерывного изготовления обычно присоединяется ведущий элемент, с помощью которого может регулироваться вытягивание ленты на выходе с линии непрерывного изготовления. За этим ведущим элементом установлены летучие ножницы или дополнительный ведущий элемент. Непрерывно поступающий прокатанный продукт разрезается летучими ножницами на такие отрезки, чтобы при последующей намотке получались рулоны определенного веса. Для того чтобы после непрерывной резки можно было в сравнительно короткий промежуток времени после намотки конца ленты, наматываемой на первую моталку, начать наматывать новый рулон, предусмотрена вторая моталка, так как удерживание начала ленты и снятие с первой моталки ранее намотанного рулона, а также следующая за этим новая намотка на первую моталку, как правило, является невозможной.
Известны поворотные моталки, с помощью которых начало ленты наматывается на позиции моталки. Как только лента без скольжения войдет в контакт с моталкой, последняя при своем угловом перемещении поступает на позицию выгрузки рулона, а вторая моталка этой поворотной моталки поворачивается из этой позиции в позицию намотки. Однако из-за больших расходов на эксплуатацию поворотные моталки являются очень дорогими и не всегда могут экономично применяться после линий для непрерывного изготовления.
Предлагались моталки, расположенные отдельно друг от друга, подвод прокатанного материала к которым осуществляется с помощью стрелок. Для того чтобы стрелки постоянно не контактировали с прокатанным материалом, они должны очень быстро переключаться, точно в тот момент времени, когда конец прокатанной ленты прошел стрелку, и до того, как в нее поступило начало следующего отрезка ленты. Учитывая высокие скорости прокатки, на линиях непрерывного изготовления должны применяться очень скоростные дорогостоящие стрелки. При современных очень высоких скоростях прокатки тонких лент и очень малом времени для поступления начала следующей ленты к концу предыдущей ленты такие стрелки все же являются ненадежными в работе.
Кроме того, известен способ альтернативной работы моталок, расположенных за линией для непрерывного изготовления лент прокаткой, включающий разделение проката на длины, соответствующие весу рулонов и последовательную намотку на моталки с подачей проката к моталкам посредством его пропуска через по меньшей мере один ведущий элемент, выполненный в виде двух роликов (В.Г. Макагон и др. Непрерывные широкополосные станы горячей прокатки. М., 1963).
Задачей изобретения является выполнение способа альтернативного привода в действие моталок, установленных за линией непрерывной прокатки, а также устройства для осуществления способа таким образом, что и при очень коротком времени смены прокатываемого изделия и очень большой скорости прокатки становится возможной, несмотря на применение дорогостоящих моталок, надежная передача отдельных свободно подаваемых прокатанных изделий к соответствующим моталкам.
Эта задача решается за счет того, что каждый из роликов выполнен с возможностью смещения в направлении или противоположно направлению перемещения ленты таким образом, чтобы перпендикуляр к плоскости, проходящей через оси роликов, был направлен к ближайшей моталке, а для подачи ленты в другие моталки ролики располагают таким образом, что плоскость, проходящая через их оси, принимает вертикальное положение, при этом смещение роликов для подачи ленты в моталку производят во время работы другой моталки.
Кроме того, вышеуказанная задача решается в устройстве для намотки лент после непрерывной прокатки, содержащем летучие ножницы, моталки и установленный перед моталками по меньшей мере один ведущий элемент, выполненный в виде двух роликов, отличительной особенностью которого является то, что каждый из роликов имеет механизм его смещения в направлении или противоположно направлению перемещения ленты, выполненный в виде коромысла на качающемся рычаге с поворотной опорой, имеющей возможность перемещения в направлении перемещения ленты.
Согласно предпочтительной форме выполнения устройство имеет управляющий механизм для переключения привода смещения одного из роликов ведущего элемента после фиксирования начала ленты в одной из моталок во время работы этой моталки.
Согласно еще одной предпочтительной форме выполнения на каждом свободном конце качающегося рычага имеются поворотные опоры коромысла. При этом ход поворотного рычага ограничен упорами; установочный привод взаимодействует с коромыслом, а привод поворота - с поворотным рычагом; ход поворотного рычага регулируется с помощью механизма регулирования положения, действующего на привод поворота; после каждого ведущего элемента и перед моталками имеются направляющие полотна; направляющие полотна выполнены в виде бесконечно перемещающихся со скоростью движения проката попарно расположенных транспортирующих лент, а пары направляющих полотен образуют воронку для входа ленточного полотна между ними.
Таким образом, в устройстве согласно изобретению за летучими ножницами расположен по меньшей мере один ведущий элемент, роль которого заключается в том, чтобы повернуть плоскость, образованную обеими осями роликов, преимущественно, вертикального положения таким образом, чтобы перпендикуляр, проведенный к этой плоскости, повернулся в направлении к первой из расположенных друг за другом моталок.
Если ролики ведущего элемента расположены вертикально или приблизительно вертикально друг над другом, то начало ленты, входящее в ведущий элемент, не отклоняется. Лента движется по прямой линии к следующим ведущим элементам. При этом направляющие полотна берут на себя надежное, без задержек перемещение прокатанной ленты. Если же один из ведущих роликов расположен перемещающимся относительно другого в горизонтальном направлении, вследствие чего перпендикуляр к плоскости, проведенной через оси валиков, имеет моталка, относящаяся к ведущему элементу, то начало ленты, входящей в ведущий элемент, отрегулированный таким образом, отклоняется к этой моталке. При этом за счет различного положения ведущих роликов друг относительно друга несколько разных моталок или дополнительных ведущих элементов могут также срабатываться от соответствующего начала прокатанной ленты.
Особое значение имеет положение заправки одной моталки во время работы второй моталки. Как только моталка, следующая за ведущим элементом, образует без проскальзывания первые витки свободно идущего полотна, ведущий элемент может быть еще во время работы моталки повернут таким образом, что следующее полотно прокатанной ленты наматывается на другую моталку. Благодаря этому нет необходимости выполнять быстрые движения поворота в тот период времени, когда конец намотки прокатанной ленты выходит из ведущего элемента, вплоть до ввода в ведущий элемент начала следующего полотна прокатанной ленты.
Поставленная задача решается в устройстве согласно изобретению за счет того, что ведущий элемент, ролики которого имеют расположение, действующее на один из них, для их горизонтального перемещения в направлении прохождения ленты или противоположно ему, расположен за летучими ножницами, расположенными за линией для изготовления ленты.
С помощью горизонтально перемещающегося устройства по меньшей мере один из ведущих роликов может перемещаться относительно другого ролика так, что входящее начало ленты может поворачиваться в направлении к моталке, расположенной за ведущим элементом в различных четко определенных положениях. Хотя посредством горизонтального перемещения можно отрегулировать много разных положений ведущих роликов друг относительно друга и вследствие этого можно установить много различных углов отклонения начала ленты, устанавливается, преимущественно, два, максимально - три различных положения одного из ведущих роликов относительно другого ведущего ролика. Если необходимо установить несколько различных положений поворота, то целесообразно предусмотреть регулирование позиции, которая посредством привода поворота может привести ведущий ролик в точное положение поворота. Одно из положений является таким, в котором валки расположены вертикально друг над другом таким образом, что начало ленты проходит как раз через ведущий элемент. Другое положение задается поворотом одного из ведущих роликов в направлении перемещения ленты относительно упора. Третье положение получается, когда ведущий ролик поворачивается противоположно направлению перемещения ленты относительно другого упора.
Особое значение имеет управляющее устройство, от которого управляется привод горизонтального перемещения и которое осуществляет после захвата без проскальзывания начала ленты одной из моталок еще во время ее работы перестановку ведущего ролика, имеющего возможность горизонтального перемещения таким образом, что следующее начало ленты, входящее в ведущий элемент, поворачивается к другой моталке или другому ведущему элементу. Для горизонтального перемещения ведущего ролика в его распоряжении во время процесса намотки имеется достаточно времени, поэтому нет необходимости в особенно скоростном, срабатывающем с сильным импульсом приводе горизонтального перемещения. Во всяком случае, времени вполне хватает на то, чтобы надежно переставить ведущий элемент и обеспечить тем самым надежный отвод начала следующей ленты.
Горизонтально перемещающийся ведущий ролик, установленный в качающейся паре и имеющий возможность вертикальной перестановки, может быть установлен в горизонтально-прямолинейных направляющих. Является, однако, целесообразным расположить поворотную опору качающейся пары для вертикальной перестановки приводного ролика на качающемся рычаге, плечи которого, удерживающие поворотную опору качающейся пары, могут перемещаться, преимущественно, горизонтально в направлении перемещения ленты или противоположно ей.
Существенным является то, что с помощью упоров ограничивается путь поворота качающегося рычага. Если поворотный рычаг прижимается плотно к упорам и удерживается во время отклонения начала ленты или фиксируется в этом положении, предотвращаются вибрации ведущих роликов и вместе с тем неточное отклонение начала ленты.
Ниже изобретение поясняется более подробно на основе примера выполнения, показанного на чертеже.
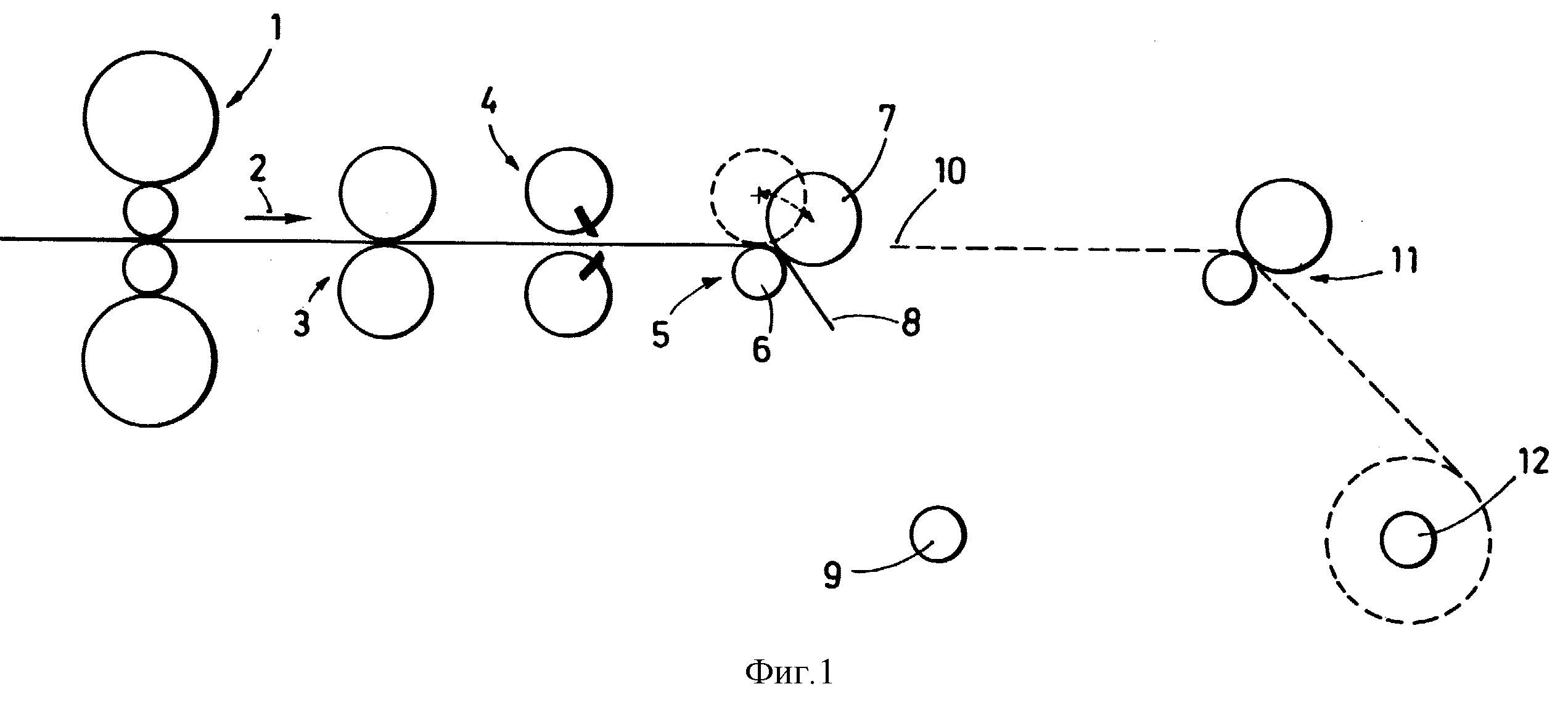
На фиг. 1 схематично показан пример устройства для намотки, расположенного на выходе с линии для непрерывного изготовления ленты.
Фиг.1a - устройство для намотки согласно фиг.1 с направляющими полотнами для прокатанной ленты.
Фиг.1b - устройство для намотки согласно фиг.1 с дополнительной возможностью расположения направляющих полотен для прокатанной ленты.
Фиг. 2 - еще один схематично показанный пример устройства для намотки, расположенного на выходе линии для непрерывного изготовления ленты.
Фиг.2а - устройство для намотки согласно фиг.2 с направляющими полотнами для прокатанной ленты.
Фиг. 3 - механизм для перестановки и горизонтального смещения одного из ведущих роликов.
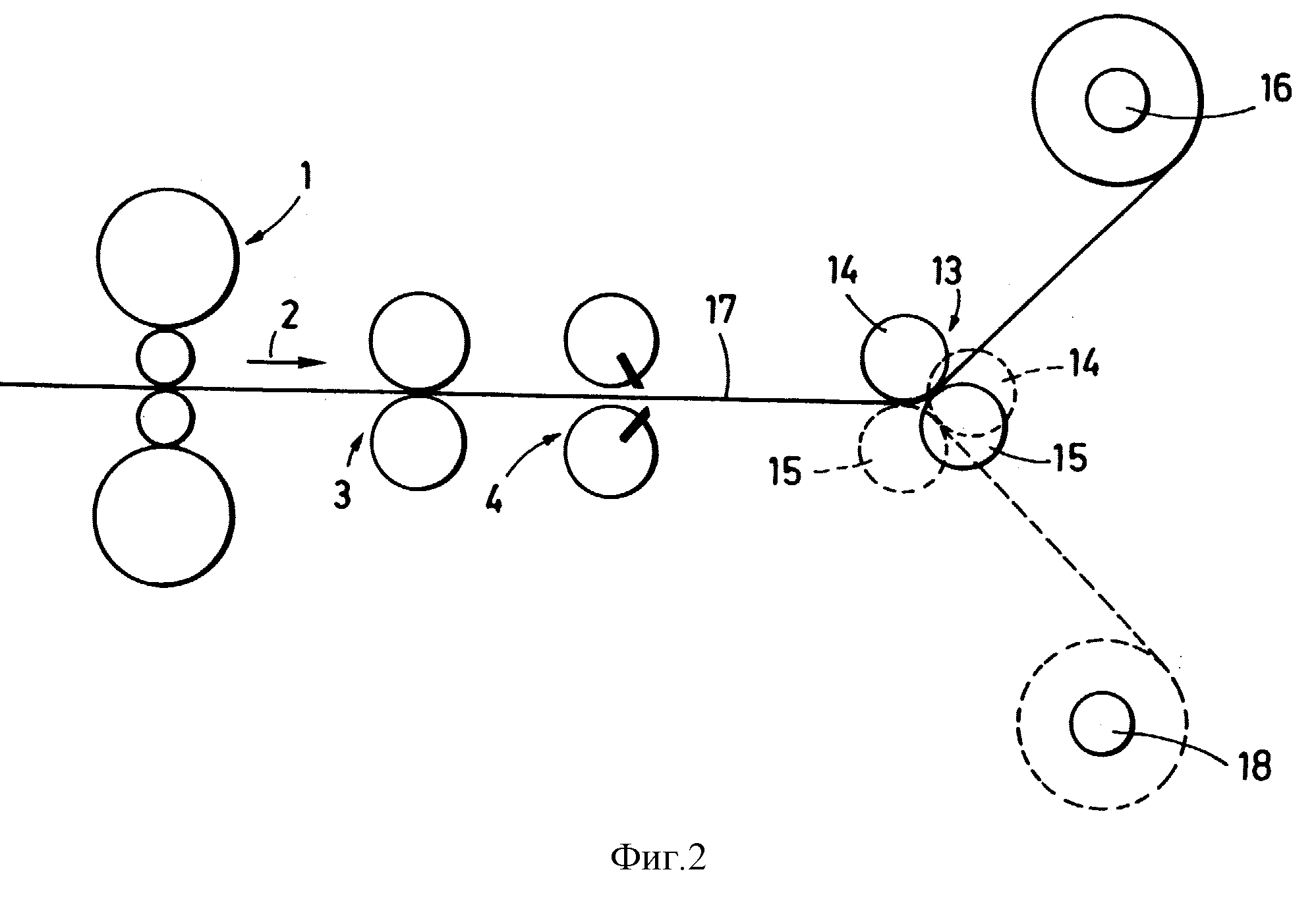
На фиг. 1 схематично показана последняя клеть 1 линии для непрерывного изготовления ленты. За клетью 1 в направлении 2 прохождения ленты расположен ведущий элемент 3 и летучие ножницы 4, которые режут очень тонкую ленту, входящую непрерывно с очень большой скоростью на отрезки желаемой длины. Вслед за летучими ножницами 4 расположен ведущий элемент 5. Ведущий элемент 5 имеет неподвижный ролик 6, а также ролик 7, переставляемый и поворачивающийся в горизонтальном направлении. Ведущий элемент 5 направляет начало 8 ленты в показанном положении на моталку 9, в то время как конец 10 ленты предыдущего полотна поступает через ведущий элемент 11 к моталке 12.
Уже во время работы моталки 12 ролик 7 поворачивается таким образом, что начало следующего полотна прокатываемой ленты, следующее за концом 10 ленты, отклоняется к моталке 9.
На фиг.1а и 1b, показаны направляющие полотна 26, 26'; 27, 27'; 28, 28'; 29, 29', между которыми направляется прокатываемая лента. Бесконечные ленты проходят по направляющим роликам, установленным таким образом, что пары направляющих полотен образуют между собой входную воронку для прокатанной ленты.
На фиг.2 показана также клеть 1, ведущий элемент 3, летучие ножницы 4 и ведущий элемент 13. Ведущие ролики 14 смещены относительно ролика 15 против направления прохождения ленты, благодаря чему начало ленты отклоняется к моталке 16. Во время процесса намотки на моталку 16 ролик 14 может таким образом поворачиваться в направлении прохождения ленты, чтобы после того, как ножницы 4 разрежут ленту 17, на моталку 18 поступило начало новой ленты. На фиг. 2 видно, что ролик 14 может переставляться горизонтально, так же как и ролик 15 ведущего элемента 13 для обеспечения оптимального отклонения ленты к моталкам 16, 18.
На фиг. 2а, аналогично фиг.1а и 1b, показаны направляющие полотна 26, 26'; 30, 30', служащие для того, чтобы перемещать прокатанную ленту, в частности, начало ленты без задержки к моталкам 16, 18.
На фиг. 3 показан ведущий элемент 5, ролик 6 которого установлен неподвижно, но с возможностью вращения. Ролик 7 показан в качающейся паре, у которой показано лишь коромысло 19, которое может переставляться с помощью установочного привода 20 в вертикальном направлении. Опора 21 коромысла 19 установлена на поворотном рычаге 22, который может поворачиваться от привода 23 поворота, перемещая ролик 7 в направлении 2 перемещения ленты или противоположно ей. Поворотный рычаг 22 с помощью привода 23 согласно фиг.3 оттягивается к упору 24, вследствие чего коромысло 19 фиксируется в этом положении. В этом положении ролики 6, 7 проводят ленту как paз через ведущий элемент 5. Привод 23 поворота прижимает поворотный рычаг 22 к упору 25 таким образом, что ролик 7 устанавливается в положении, показанном штриховой линией. В положении ролика 7, показанном штриховой линией, лента, также показанная штриховой линией, отклоняется и не может более направляться прямо через ведущий элемент 5.
Реферат
Изобретение относится к области непрерывной прокатки лент. Задача изобретения - надежная подача отдельных полотен прокатанной продукции к соответствующим моталкам при очень коротком времени передачи прокатанного продукта и высокой скорости прокатки. Для этого предлагается расположить вслед за летучими ножницами по меньшей мере один ведущий элемент, ролики которого могут перемещаться таким образом, что плоскости, проведенные через обе оси роликов, могут таким образом поворачиваться из преимущественно вертикального положения, что перпендикуляр, проведенный к этой плоскости, поворачивается в направлении к первой из подключенных моталок. Изобретение обеспечивает мобильную передачу ленты на одну из моталок во время наматывания предыдущей ленты на другую моталку. 2 с. и 8 з.п. ф-лы, 3 ил.
Комментарии