Съемная режущая головка для устройства для подачи наборов сегментов фильтра, приводное устройство для съемной режущей головки и способ замены съемной режущей головки - RU2586466C2
Код документа: RU2586466C2
Чертежи


Описание
Объектом данной заявки является съемная режущая головка для устройства для подачи наборов сегментов фильтра в табачной промышленности, приводное устройство для съемной режущей головки и способ замены съемной режущей головки.
В станках, изготавливающих мультисегментные фильтры, существует потребность подачи множества различных сегментов фильтра из многих подающих устройств. Среди известных сегменто-подающих устройств имеются устройства для подачи наборов сегментов фильтра, в которых один набор сегментов образуют путем разрезания стержня фильтра, транспортируемого на барабане, с использованием режущей головки, снабженной циркулярными ножами. Из патента GB 1043706 известна съемная режущая головка, снабженная группой циркулярных ножей, установленных на ножевых валах, причем передача мощности и соединение ножевых валов осуществлены посредством зубчатого колеса, расположенного в корпусе режущей головки. Для замены циркулярных ножей требуется съем ножевого вала, на котором установлен нож, причем во время выталкивания вала из корпуса ножи поочередно соскальзывают вниз вала и остаются внутри корпуса. Для того чтобы установить новый циркулярный нож, ножевой вал проталкивают в корпус, и затем ножи поочередно надевают на вал, который частично вставлен в корпус.
Объектом изобретения является съемная режущая головка для устройства для подачи сегментов фильтра, снабженного барабанным конвейером, имеющим желобки для поперечного перемещения стержней фильтра, снабженная циркулярными ножами, расположенными в ножевых блоках, закрепленных в корпусе головки, отличающаяся тем, что данная головка содержит корпус головки, снабженный опорной поверхностью для позиционирования в устройстве для подачи сегментов фильтра, гнездами для позиционирования ножевых блоков и выводных каналов, а также ножевыми блоками с циркулярными ножами. Позиционирующие гнезда расположены таким образом, что циркулярные ножи не перекрывают друг друга.
Головка, предлагаемая согласно данному изобретению, также отличается тем, что содержит вторую опорную поверхность для позиционирования ножевых блоков.
Кроме этого, головка, предлагаемая согласно данному изобретению, отличается тем, что валы для ножей имеют различные длины.
Альтернативно, головка, предлагаемая согласно данному изобретению, отличается тем, что валы для ножей имеют равные длины. Объектом изобретения также является приводное устройство для съемной режущей головки в устройстве для подачи сегментов фильтра, снабженном барабанным конвейером, имеющим желобки для поперечного перемещения стержней фильтра, отличающееся тем, что приводное устройство установлено, с возможностью перемещения, в устройстве для подачи сегментов фильтра, и, кроме того, данное устройство содержит средство для позиционирования приводного устройства и набор приводных валов, выполненных с возможностью взаимодействия с валами для ножей режущей головки.
Приводное устройство, предлагаемое согласно данному изобретению, отличается тем, что приводные валы имеют различные длины.
Как вариант, приводное устройство, предлагаемое согласно данному изобретению, отличается тем, что приводные валы имеют равные длины.
Объектом изобретения является также способ соединения съемной режущей головки с приводным устройством, отличающийся тем, что режущую головку устанавливают в устройство для подачи сегментов фильтра, снабженное барабанным конвейером, имеющим желобки для поперечного перемещения стержней фильтра, таким образом, что опорная поверхность входит в контакт с опорной поверхностью устройства, определяют угловое позиционирование валов для ножей относительно приводных валов, смещают приводной блок при помощи позиционирующего устройства по направлению к режущей головке и затем соединяют валы для ножей с приводными валами.
Предлагаемый согласно изобретению отличается тем, что в случае, когда приводные валы или валы для ножей имеют различные длины, или указанные валы смещают относительно друг друга, угловое позиционирование валов для ножей и смещение приводного блока выполняют последовательно для валов для ножей.
Привод валов для ножей в съемной режущей головке, предлагаемой согласно данному изобретению, расположен снаружи корпуса головки, что приводит к тому, что сама режущая головка имеет упрощенную конструкцию по сравнению с известными головками, и элементы приводных системы, для которых может потребоваться смазка, отодвинуты от зоны потока сегментов фильтра. Кроме этого для замены циркулярных ножей не требуется вмешательство в приводную систему. После съема режущей головки каждый блок вала для ножей может быть снят как единое целое независимо от других блоков, что значительно ускоряет и упрощает замену изношенных или поврежденных ножей.
Объект изобретения показан в предпочтительном варианте осуществления на чертеже, на котором:
На фиг.1 изображен вид устройства для подачи наборов сегментов фильтра;
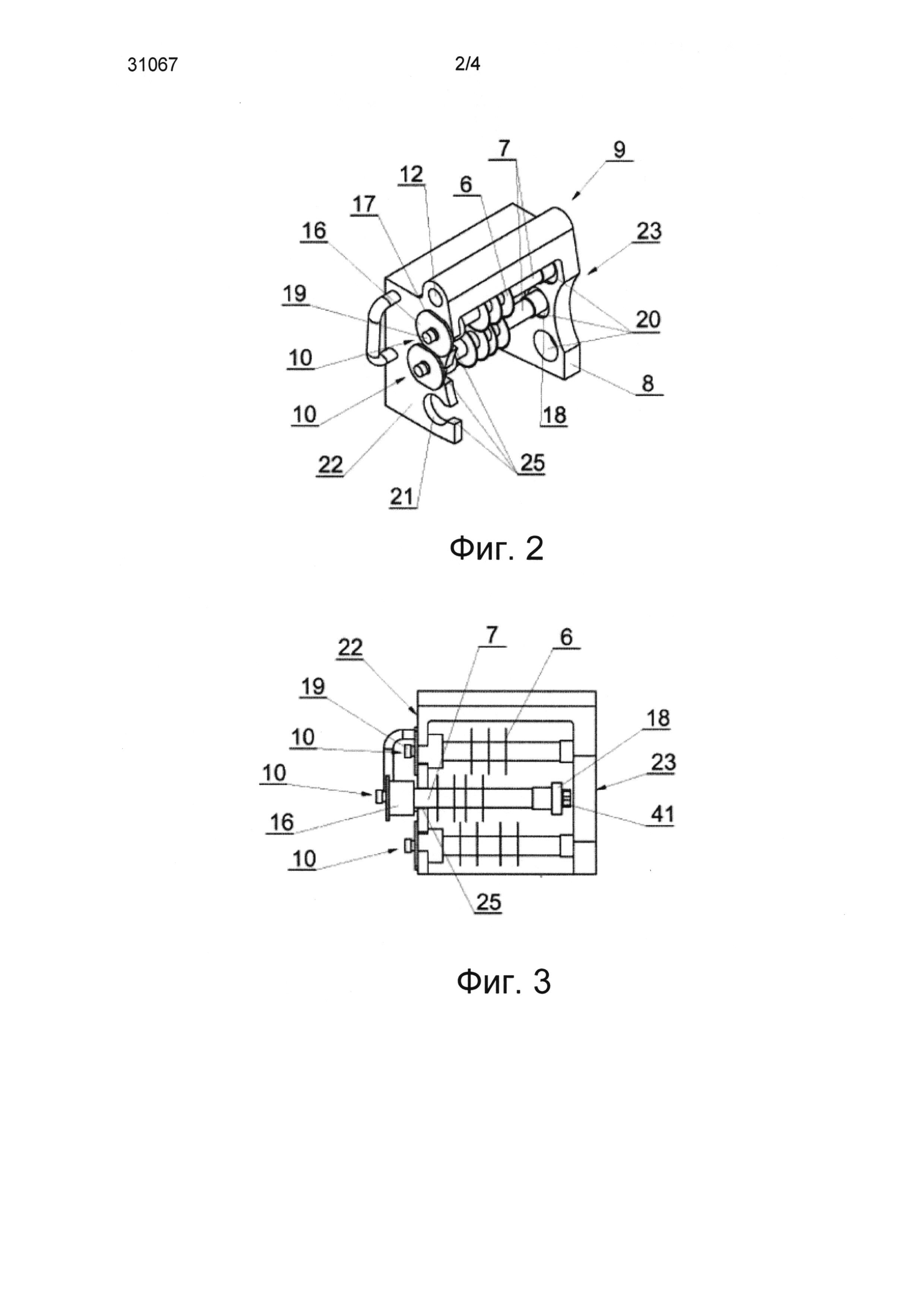
На фиг.2 изображен вид в перспективе режущей головки с двумя валами для ножей;
На фиг.3 изображена режущая головка с тремя валами для ножей;
На фиг.4 изображено, в не соединенном положении, приводное устройство режущей головки, снабженное ручной тяговой штангой для изменения положения;
На фиг.5 изображено устройство с фиг.4 в соединенном положении;
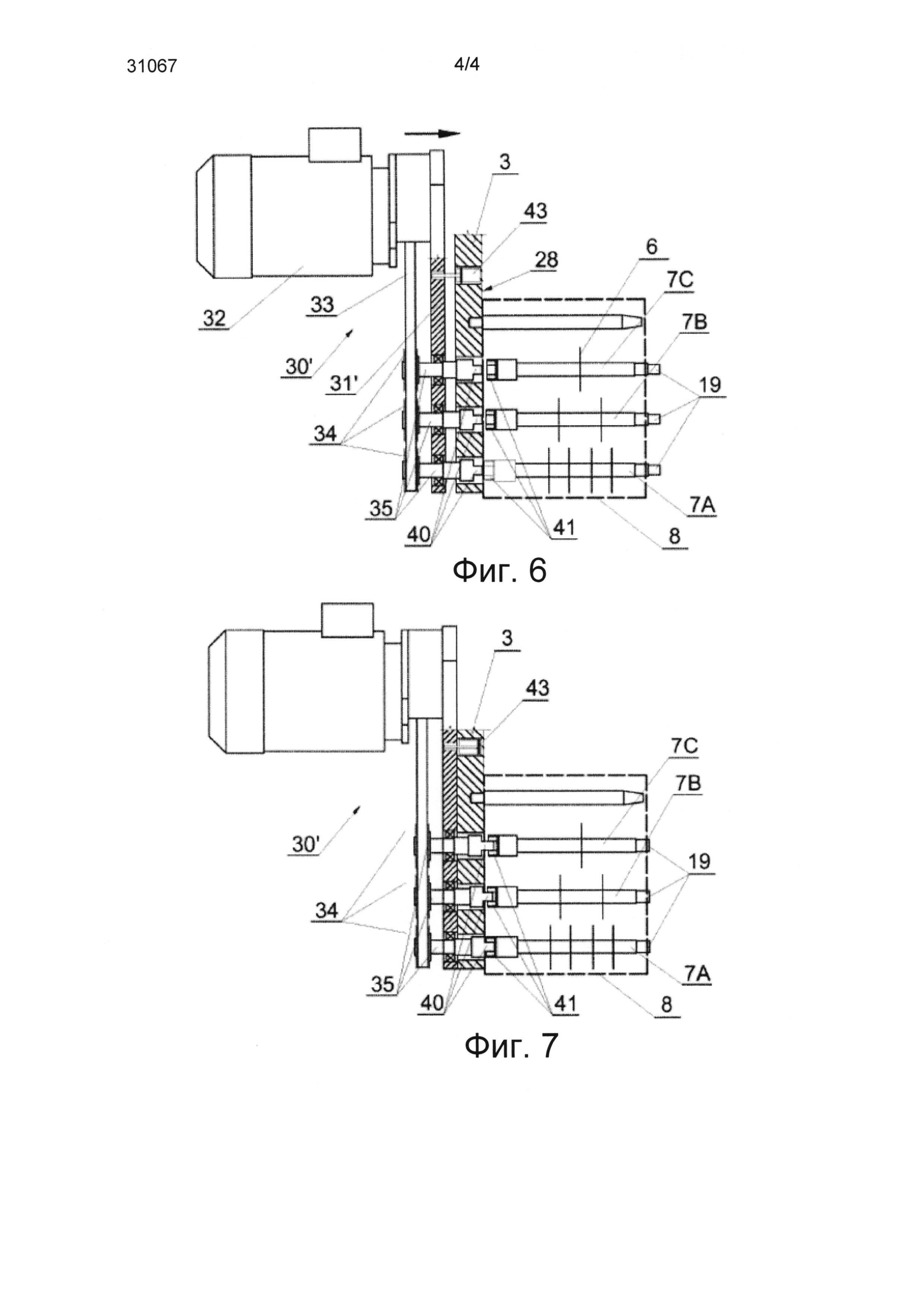
На фиг.6 изображено, в не соединенном положении, приводное устройство режущей головки, снабженное исполнительным механизмом для изменения положения;
На фиг.7 изображено устройство с фиг.6 в соединенном положении.
На фиг.1 изображено устройство для подачи наборов сегментов фильтра, снабженное бункером 1 для стержней 2 фильтра, установленных на основной плите 3. Снизу бункера 1 находится режущий барабан 4, снабженный по окружности группой желобков 5, в которых размещают стержни 2 фильтра из бункера 1 и в которых транспортируют указанные стержни. Стержни 2 фильтра транспортируют поперечно их осям, в направлении вращения барабана, обозначенном стрелкой, и разрезают на сегменты циркулярными ножами 6, установленными на валах 7 для ножей, причем данные валы установлены в корпусе 8 режущей головки 9, причем во время функционирования режущие кромки циркулярных ножей 6 вставляют в выполненные по окружности желобки, образованные в барабане 4. В зависимости от количества сегментов фильтра, на которые разрезают стержни фильтра, режущая головка 9 снабжено одним или более набором циркулярных ножей 6, установленных на валах 7 для ножей. Далее в данном документе вал 7 для ножей, снабженный ножами 6, распорные рукава, разделители, подшипники и другие нижеупомянутые элементы называются блоком 10 вала для ножей или ножевым блоком 10. Набор сегментов 11 фильтра, образованных путем разрезания стержня 2 фильтра, подбирают обычно в самом нижнем положении желобка 5. Для позиционирования головки 9 используют отверстие 12, образованное в корпусе 8. После того как сдвигают корпус 8 по оправке 13, закрепленной на основной плите 3, корпус 8 наклоняют с упором в основную плиту 3 или в другой опорный элемент. В эксплуатационном положении корпус также наклонен с упором в опорный элемент 14, закрепленный на основной плите 3. С целью упрощения на чертеже не показаны болты, крепящие режущую головку 9. На фиг.2 изображена режущая головка 9, снабженная двумя валами 7, принадлежащими ножевым блокам 10, причем ножевой блок 10 содержит также ножи 6, распорные рукава и разделители между ножами, рукав 16, подшипники соединяющий элемент и наконечник 19 для вращения вала вручную. Блок 10 расположен в корпусе 8 в позиционирующих гнездах 20 и 21, причем рукав 16, снабженный подшипником, протолкнут в отверстие 21, а фланец 17 указанного рукава опирается на поверхность 22, причем подшипник 18 протолкнут в отверстие 20. С целью упрощения на чертеже не показаны соединительные элементы, крепящие рукав 16 на корпусе 8. Наконечник 19 установлен на вале 7 для ножей, причем посредством указанного наконечника вал 7 с ножами 6 может быть повернут вручную.
На отверстиях 21 выполнены выводные каналы 25, облегчающие снятие ножевых блоков 10. На фиг.3 изображен вид режущей головки 9 с тремя блоками 10, причем центральный блок 10 вытолкнут по оси из своего рабочего положения и может быть снят из корпуса 8 независимо от других блоков 10 в направлении, по существу перпендикулярном оси вращения вала 7, через выводной канал 25, ширина которого превышает диаметр вала 7. Может быть выполнено осевое смещение каждого из центральных блоков 10 независимо от других блоков, поскольку внешние кромки ножей 6 на виде, перпендикулярном плоскости ножей 6, не перекрывают друг друга.
Корпус 8 режущей головки снабжен двумя поверхностями 22 и 23, которые параллельны друг другу. Опорная поверхность 23 выполнена с возможностью упора в основную плиту 3, что обеспечивает возможность позиционирования корпуса 8 относительно основной плиты 3. Поверхность 22, противоположная поверхности 23, представляется собой опорную поверхность для позиционирования ножевых блоков 10. Кроме этого ножи 7 точно расположены посредством распорных рукавов, относительно фланца 18, опирающегося на поверхность 22. Как можно видеть из описания, конструкция режущей головки обеспечивает возможность легкой замены поврежденных или изношенных ножей и гарантирует сохранение точного положения ножей 7 относительно плиты 3, относительно которой позиционируют режущий барабан. В случае повреждения одного из ножей режущую головку 9 откручивают от опорной плиты 3 или от других поддерживающих элементов. Головка 9 выполнена с возможностью отклонения от режущего барабана и последующего проталкивания вниз от оправки 13. После выталкивания ножевого блока 10 поврежденные или изношенные ножи 6 заменяют, при этом положение распорных элементов и прокладок сохраняется, и выверено их положение относительно фланца 17 рукава 16. Блок 10 с замененными ножами проталкивают поперек оси блока в корпус режущей головки и затем - вдоль оси, и закрепляют с использованием соединительных элементов. Подготовленную таким образом режущую головку устанавливают на направляющую оправку, наклоняют с упором в опорную плиту, вращают в направлении режущего барабана 4 и прикручивают вниз к главной плите. Далее представлен способ соединения валов для ножей режущего барабана с приводным устройством.
На фиг.4 изображен приводное устройство 30 режущего барабана, снабженного опорной плитой 31, на которой установлен двигатель 32. Устройство 30 снабжено приводными валами, причем каждый из приводных валов 35A, 35B, 35C приводного устройства 30, приводимого в действие лентой 33, установлен на опорной плите 31 и имеет ведущее колесо 34 на одном конце и соединительный элемент 40 - на другом конце, причем приводные валы 35A, 35B и 35C имеют разные длины. В варианте осуществления изобретения, показанном на чертеже, вал 35A является наиболее длинным, а вал 35C является наиболее коротким. Приводные валы также выполнены с возможностью приведения в движение зубчатым колесом или другим колесом любого типа. Приводное устройство 30 установлено на типовых линейных направляющих (не показаны), что обеспечивает возможность горизонтального перемещения устройства в направлении, соответствующим оси приводных валов 35, причем на фиг.4 устройство 30 показано в не соединенном положении, когда соединительные элементы 40 не входят в контакт с соединительными элементами 41, и приводное усилие не передается на валы 7 для ножей режущей головки 9. На чертеже показана только граничная форма корпуса 8 режущей головки 9 пунктирной линией, причем корпус наклонен с упором в опорную поверхность 28. Изменение положения приводного устройства 30 выполняют средством, позиционирующим устройство, выполненным в виде тяговой штанги 38 ручного действия. Для того чтобы соединить валы 7 для ножей головки 9, оператор сдвигает приводное устройство 30 в направлении, показанном стрелкой, с использованием тяговой штанги 38, до того момента, когда соединительный элемент 40, установленный на валу 35A, не войдет в контакт с соответствующим соединительным элементом 41, установленным на валу 7 для ножей. В этот момент вал 7 и элемент 41 должны вращаться вручную посредством наконечника 19 для того, чтобы регулировать угловое положение соединительного элемента 41 на элементе 40 так, чтобы обеспечить возможность сопряжения элементов 40 и 41 и, таким образом, вала 35A и вала 7. Элементы 40 и 41 могут представлять собой любые элементы для любого известного соединения, выполненного с возможностью разъединения. После того как вал 35A сопряжен с валом 7, оператор сдвигает приводное устройство посредством тяговой штанги 38, до того момента, когда соединительный элемент 40, установленный на валу 35B, не войдет в контакт с соответствующим соединительным элементом 41, установленным на соответствующем валу 7 для ножей. Аналогично валу 35A, вал 7, относительно вала 35B, должен вращаться для того чтобы обеспечить возможность их сопряжения. В случае вала 35C процедура аналогична той процедуре для валов 35A и 35B. На фиг.5 показано положение устройства 30 после того, как валы 7 для ножей соединены с приводными валами 35A, 35B и 35C.
В варианте осуществления изобретения, представленном на фиг.6, показано приводное устройство 30′, состоящее из тех же аналогичных элементов, что и приводное устройство 30. Однако плита 31′ расположена с возможностью взаимодействия с пневматическим исполнительным механизмом 43, заменяющим ручной сдвиг приводного устройства оператором. В этом варианте осуществления изобретения приводные валы 35 имеют равную длину, причем валы 7A, 7B и 7C для ножей имеют различные длины - вал 7A является наиболее длинным, а вал 7C - наиболее коротким. Аналогично предыдущему варианту осуществления изобретения, приводные валы 35 снабжены соединительными элементами 40, и валы 7A, 7B и 7C для ножей снабжены соединительными элементами 41. Изменение положения приводного устройства 30 выполняют средством, позиционирующим устройство, выполненным в виде пневматического исполнительного механизма 43. Для того чтобы соединить валы 7A, 7B и 7C для ножей головки 9, пневматический исполнительный механизм 43 сдвигает приводное устройство 30′ в направлении, показанном стрелкой, до того момента, когда соединительный элемент 40, установленный на валу 35A, не войдет в контакт с соответствующим соединительным элементом 41, установленным на валу 7A для ножей. В этот момент вал 7 должен вращаться вручную посредством наконечника 19 для того, чтобы регулировать угловое положение соединительного элемента 41 на элементе 40 так, чтобы обеспечить возможность сопряжения элементов 40 и 41 и, таким образом, вала 35A и вала 7A. После того, как вал 35 сопряжен с валом 7A, пневматический исполнительный механизм 43 сдвигает приводное устройство до того момента, когда соединительный элемент 40, установленный на валу 35, не войдет в контакт с соответствующим соединительным элементом 41, установленным на соответствующем валу 7B для ножей. Аналогично валу 7A, вал 7B должен вращаться для того, чтобы обеспечить возможность сопряжения вала 35 и вала 7B. В случае вала 7C процедура аналогична той процедуре для валов 7A и 7B. На фиг.7 изображено положение устройства 30′ после того, как валы 7A, 7B и 7C соединены с приводными валами 35. Оба вышеописанные варианты осуществления изобретения относятся к последовательному соединению отдельных валов для ножей с приводными валами. Последовательное соединение валов также требуется, если приводные валы имеют равную длину, и валы для ножей, имеющие равную длину, сдвигают по оси относительно друг друга. Если используются все приводные валы равной длины и все валы для ножей, имеющие равную длину, не сдвинутые по оси, то необходимо одновременное угловое позиционирование всех соединительных элементов для того, чтобы обеспечить возможность одновременного соединения всех пар валов во время сдвига приводного устройства. Для изменения положения приводного устройства могут использоваться другие известные исполнительные элементы с пневматическим, электрическим или электромагнитным приводом.
Реферат
Изобретение относится к съемной режущей головке для устройства для подачи сегментов фильтра, снабженного барабанным конвейером, имеющим желобки для поперечного перемещения стержней фильтра, снабженной циркулярными ножами, расположенными в ножевых блоках, закрепленных в корпусе головки, причем данная головка содержит корпус (8) головки, снабженный опорной поверхностью (23) для позиционирования в устройстве для подачи сегментов фильтра, гнездами (20, 21) для позиционирования ножевых блоков (10) и выводными каналами (25), ножевыми блоками (10) с циркулярными ножами (6), причем позиционирующие гнезда (20, 21) расположены таким образом, что циркулярные ножи (6) не перекрывают друг друга. Технический результат заключается в обеспечении ускорения и упрощения замены изношенных или поврежденных ножей. 3 н. и 6 з.п. ф-лы, 7 ил.
Формула
снабженная циркулярными ножами, расположенными в ножевых блоках, закрепленных в корпусе головки, отличающаяся тем, что данная головка содержит
корпус (8) головки, снабженный
опорной поверхностью (23) для позиционирования в устройстве для подачи сегментов фильтра,
гнездами (20, 21) для позиционирования ножевых блоков (10) и выводными каналами (25),
ножевыми блоками (10) с циркулярными ножами (6), причем
позиционирующие гнезда (20, 21) расположены таким образом, что циркулярные ножи (6) не перекрывают друг друга.
отличающееся тем, что приводное устройство установлено, с возможностью перемещения, в устройстве для подачи сегментов фильтра, и, кроме того, данное устройство содержит
средство (38, 43) для позиционирования приводного устройства (30, 30′) и
набор приводных валов (35, 35А, 35В, 35С), выполненных с возможностью взаимодействия с валами (7, 7А, 7В, 7С) для ножей режущей головки (9).
режущую головку устанавливают в устройстве для подачи сегментов фильтра, снабженном барабанным конвейером, имеющим желобки для поперечного перемещения стержней фильтра, таким образом, что опорная поверхность (23) входит в контакт с опорной поверхностью устройства (28),
определяют угловое положение валов (7, 7А, 7В, 7С) для ножей относительно приводных валов (35, 35А, 35В, 35С),
смещают приводное устройство (30, 30′) при помощи позиционирующего средства (38, 43) по направлению к режущей головке (9) и соединяют валы (7, 7А, 7В, 7С) для ножей с приводными валами (35, 35А, 35В, 35С).
Комментарии