Способы и оборудование для формования трубок из волокнистого материала - RU2740134C1
Код документа: RU2740134C1
Чертежи






Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам и оборудованию для формования трубок из волокнистого материала, в частности, трубчатых фильтрующих стержней для использования в сигаретах.
Уровень техники
Трубчатый стержень из волокнистого материала может быть образован посредством собирания волокон в удлиненный пучок, формования волокон пучка вокруг оправки в трубчатой форме и отделения готовых волокон от оправки в виде трубчатого стержня с центральным осевым каналом. Однако в случае формования пучка волокон вокруг оправки в ходе непрерывного процесса пучок время от времени может смещаться по отношению к оправке из-за изменений плотности волокон внутри пучка, в результате чего ось центрального канала становится смещенной относительно центральной оси трубки, так что толщина стенки трубки становится неравномерной или трубчатая форма полностью сжимается. В таком случае выполнение процесса и работа оборудования должны быть остановлены, что ведет к простоям и дополнительным производственным расходам. Это, в частности, происходит, если пучок волокон собирается из исходного материала волокон низкой плотности или если трубки формуются с высокими скоростями.
Раскрытие изобретения
Настоящее изобретение раскрывает способ формования трубчатого стержня из волокнистого материала, включающий собирание волокон в удлиненный пучок, охватывание волокон пучка вокруг оправки в трубчатой форме и отделение волокон от оправки в виде трубчатого стержня, причем обрабатывающая среда поступает в пучок через оправку.
Введение обрабатывающей среды в пучок через оправку, например, для придания волокнам пластичности, их отверждения или иного улучшения трубчатой структуры, может способствовать формованию трубки вокруг оправки и уменьшить риск смещения или смятия трубчатой структуры.
Формованию волокон в стрежень или трубку вокруг оправки также может способствовать введение обрабатывающей среды в направлении, которое не является противоположным направлению движения пучка по оправке. Например, канал в оправке может быть расположен таким образом, чтобы выпускать среду, в общем, в радиальном направлении или, в общем, под прямыми углами к направлению движения волокон по оправке, или под острым углом к нему, например, под углом, который незначительно больше 90°, к направлению движения пучка волокон, возможно 10, 20, 30, 40, 50, 60, 70 или 80 градусов к направлению движения. В этих компоновках среда направляется в пучок волокон, в общем, в направлении ниже по ходу движения. Даже будучи направленной под углами незначительно больше 90° (например, до 95° к направлению движения), течение среды не может значительно противодействовать движению пучка среды по оправке, и кинетическая энергия струи среды все же может способствовать сжатию и формованию пучка волокон вокруг оправки и по ней. В направлениях под углами значительно бóльшими 90°, например, 100 - 180°C, составляющая силы, прикладываемой к волокнам средой, значительно противодействует движению пучка волокон по оправке и становится менее эффективной в отношении сжатия и формования пучка волокон.
Формование трубчатой структуры может включать в себя последующую обработку пучка посредством движения пучка вперед через ограничивающую конструкцию, которая определяет требуемый окружной профиль пучка волокон, и введения обрабатывающей среды для отверждения волокон пучка, когда пучок входит в ограничивающую конструкцию.
Настоящее описание также раскрывает оборудование для формования трубчатого стержня из волокнистого материала, содержащее оправку, выполненную с возможностью формования пространства внутри пучка волокон, когда пучок волокон движется вперед по оправке, причем оправка имеет канал для подачи обрабатывающей жидкости к пучку волокон, когда пучок волокон проходит по оправке.
Канал в оправке может быть расположен любым пригодным образом. Например, он может соединять впуск для подачи обрабатывающей среды с выпуском, сообщающимся с поверхностью оправки. Канал может быть выполнен с возможностью подачи обрабатывающей среды в одну или несколько точек на поверхности оправки. Канал также может быть выполнен с возможностью выпуска обрабатывающей среды в пучок волокон, в общем, в направлении движения пучка волокон, тем самым, способствуя, а не противодействуя движению волокон. Например, выпуск канала может быть ориентирован под острым углом к оси канала.
В варианте выполнения оправка имеет верхнюю по ходу концевую секцию и нижнюю по ходу концевую секцию с меньшей площадью сечения, чем площадь сечения верхней по ходу концевой секции, и указанный канал спроектирован и расположен с возможностью подачи обрабатывающей среды в пучок волокон между верхним и нижним по ходу концами. В частности, соединение между верхней и нижней по ходу концевыми секциями может быть образовано с помощью промежуточной области оправки, которая сужается в направлении нижнего по ходу конца оправки.
Оборудование для формования стержней может содержать оборудование для собирания волокон, выполненное с возможностью приема непрерывно подаваемых волокон в пучок, когда волокна движутся вперед через оборудование.
Формованию волокон вокруг оправки может способствовать разделение волокон для формования щели по длине пучка, введение оправки в щель, охватывание волокон пучка вокруг оправки в трубчатой форме и отделение волокон от оправки в виде трубчатого стержня. Соответственно, в варианте выполнения оборудование может содержать разделитель, расположенный на пути движения волокон и выполненный с возможностью образования щели по длине пучка, когда он движется вперед через оборудование. Оправка может быть расположена на пути движения пучка волокон, выровнена с разделителем и выполнена с возможностью образования щели в проходе через пучок волокон, когда пучок волокон движется вперед по оправке.
Образование щели в волокнистом пучке перед введением оправки облегчает формование трубки и может снизить риск нарушения в работе в результате несоосности оправки и пучка волокон.
Щель может разделять пучок на отдельные части, например, две отличающиеся части, или, как вариант, щель может быть в форме углубления, продолжающегося частично через пучок, например, радиально от периферии к центру пучка, например, на 20%, 30%, 40%, 50%, 60%, 70% или 80% по толщине пучка.
В варианте выполнения участок собирания или оборудование для собирания волокон могут иметь конструкцию, обычно используемую в оборудовании в этой области, и известны как формующий конус. Формующий конус, к примеру, может содержать конструкцию, которая ограничивает продольно продолжающийся проход, имеющий сужающуюся форму между впуском для приема волокон и выпуском, из которого полотно из волокон может выходить в виде пучка.
Разделитель может содержать стенку, штифт, нож, скребок или другой элемент, установленный на пути движения волокон через оборудование выше оправки по ходу. Разделитель может иметь профиль у его верхнего по ходу конца, способствующий формованию щели в волокнах пучка. Например, разделитель может иметь криволинейную или v-образную поверхность или край для контакта с пучком волокон. Например, в варианте выполнения разделитель содержит стенку в проходе формующего конуса, продолжающуюся между впуском и выпуском.
В варианте выполнения оправка может быть расположена соосно с выпуском формующего конуса для приема пучка волокон из выпуска формующего конуса, и вокруг нее может быть образован центральный канал в пучке волокон.
В другом варианте выполнения оправка может быть установлена в трубчатом кожухе, расположенном вокруг пути движения пучка волокон через оборудование. Оправка может, к примеру, содержать штангу, которая удлинена в направлении движения пучка волокон и установлена в трубке вдоль оси, совпадающей с осью трубчатого кожуха или параллельной этой оси. В варианте выполнения с такой конструкцией разделитель может содержать опору, соединяющую оправку с трубчатым кожухом.
Оборудование для формования стержня, раскрытое в настоящей заявке, может содержать матрицу, выполненную с возможностью взаимодействия с оправкой для формования волокон в трубчатой форме вокруг оправки. В варианте выполнения матрица имеет центральный канал, и оправка содержит штангу, установленную внутри центрального канала для ограничения кольцевого пространства между матрицей и оправкой.
Оборудование также может содержать обрабатывающее оборудование, спроектированное и расположенное с возможностью отверждения или крепления волокон в трубчатой форме. Конструкция обрабатывающего оборудования варьируется в зависимости от природы волокнистого материала и способа, используемого для крепления готовой формы пучка волокон. Например, волокна могут быть образованы из термопластичного материала, который может быть смягчен посредством нагрева, что вызывает плавление волокон в точках контакта. С учетом таких волокон участок обработки выполнен с возможностью нагрева волокон, поддерживаемых на оправке. С этой целью участок обработки может содержать паровую камеру, выполненную с возможностью обеспечения прохода через нее волокон.
В варианте выполнения участок обработки содержит корпус, ограничивающий камеру, в которую может поступать обрабатывающая среда, и матрица расположена внутри корпуса и имеет один или несколько каналов для подачи обрабатывающей среды из камеры в волокна.
Способ и оборудование, раскрытые в настоящей заявке, могут использоваться для обработки волокон из исходного волокнистого материала, например, из кипы волоконного жгута или из волокон, подаваемых непосредственно из непрерывного процесса производства или оборудования, например, с помощью процессов продувки расплава, формования из расплава или электроформования и оборудования, или с помощью других процессов или оборудования для производства волокон, известных специалистам в этой области. Полотно из спутанных волокон, изготовленное любым из этих способов или с помощью другого процесса, может быть собрано в удлиненный пучок, используя способ или оборудование, раскрытые в настоящем описании.
Волоконный жгут образован из извитых волокон, например, из ацетилцеллюлозы. Извитость волокон увеличивает упругость волокнистого пучка (т.е. степень, до которой волокно может растягиваться без разрушения). Это, в свою очередь, влияет на упругость изготавливаемых из них трубок или стержней. В кипе жгута волокна сильно извиты. Перед использованием жгут обычно «расплющивают» или обрабатывают для уменьшения извилистости и освобождения волокон друг от друга. Извитость волокон устраняется не полностью. Степень извитости волокон обеспечивает упругость материалу жгута, что способствует формованию пучка волокон до требуемой формы, а именно, стрежня или трубки.
Способ и оборудование, раскрытые в настоящем описании, поясняются на примере производства волокон посредством продувки расплава. В обычном процессе продувки расплава полимер для формования волокон экструдируется из одного или нескольких отверстий в сходящиеся струи горячего газа (например, воздуха или, возможно, инертного газа). Струи газа продувают полимер, выходящий из отверстий, с образованием тонких струй расплавленного полимера, которые затем затвердевают с образованием волокон небольшого диаметра из нитей. Волокна захватываются в струю газа и могут собираться, например, посредством направления струи газа и волокон на сборную поверхность. В отличие от волокон жгута волокна, полученные продувкой расплава, по существу, прямолинейные и неизвитые. Следовательно, пучок волокон, полученных продувкой расплава, имеет относительно низкую упругость, и отдельные волокна больше предрасположены к поломке. Упругость пучка волокон, полученных продувкой расплава, возникает, в первую очередь, из спутанной структуры полотна пучка, которая образуется посредством накопления волокон в полотне, мате или пучке.
Нагрев волокон, например, с помощью нагретой обрабатывающей среды, такой как пар в воздухе или инертном газе, смазывает волокна и способствует распутыванию и образованию полотна из более упорядоченных волокон для их формования с получением требуемой линейной структуры, такой как стержень или трубка.
Когда волокна пучка проходят через матрицу, нагрев вызывает растяжение пучка волокон. Чем дольше волокна остаются в формующей секции матрицы, тем больше растягивается пучок волокон. Степень, до которой растягивается пучок волокон в матрице, оказывает влияние на окончательную плотность, форму, размер и структуру готового продукта.
Для способствования отверждению пучка волокон в полученном формованном профиле можно использовать пластификатор для связывания волокон в точках контакта. Пластификатор можно наносить на пучок волокон, например, посредством распыления. Что касается, волокон, полученных продувкой расплава, пластификатор обычно внедряется в полимерный материал, из которого образуются волокна, и высвобождается из них при таком нагреве волокон, который является достаточным для размягчения или плавления полимера.
Краткое описание чертежей
Варианты выполнения оборудования и способы описаны ниже только в качестве примера со ссылкой на приложенные чертежи, на которых:
фиг. 1 - схематический вертикальный вид сбоку, частично в вертикальном разрезе, с линиями обрыва варианта выполнения оборудования для формования трубчатого стержня из волокнистого материала;
фиг. 2 - схематический вид сверху оборудования из фиг. 1;
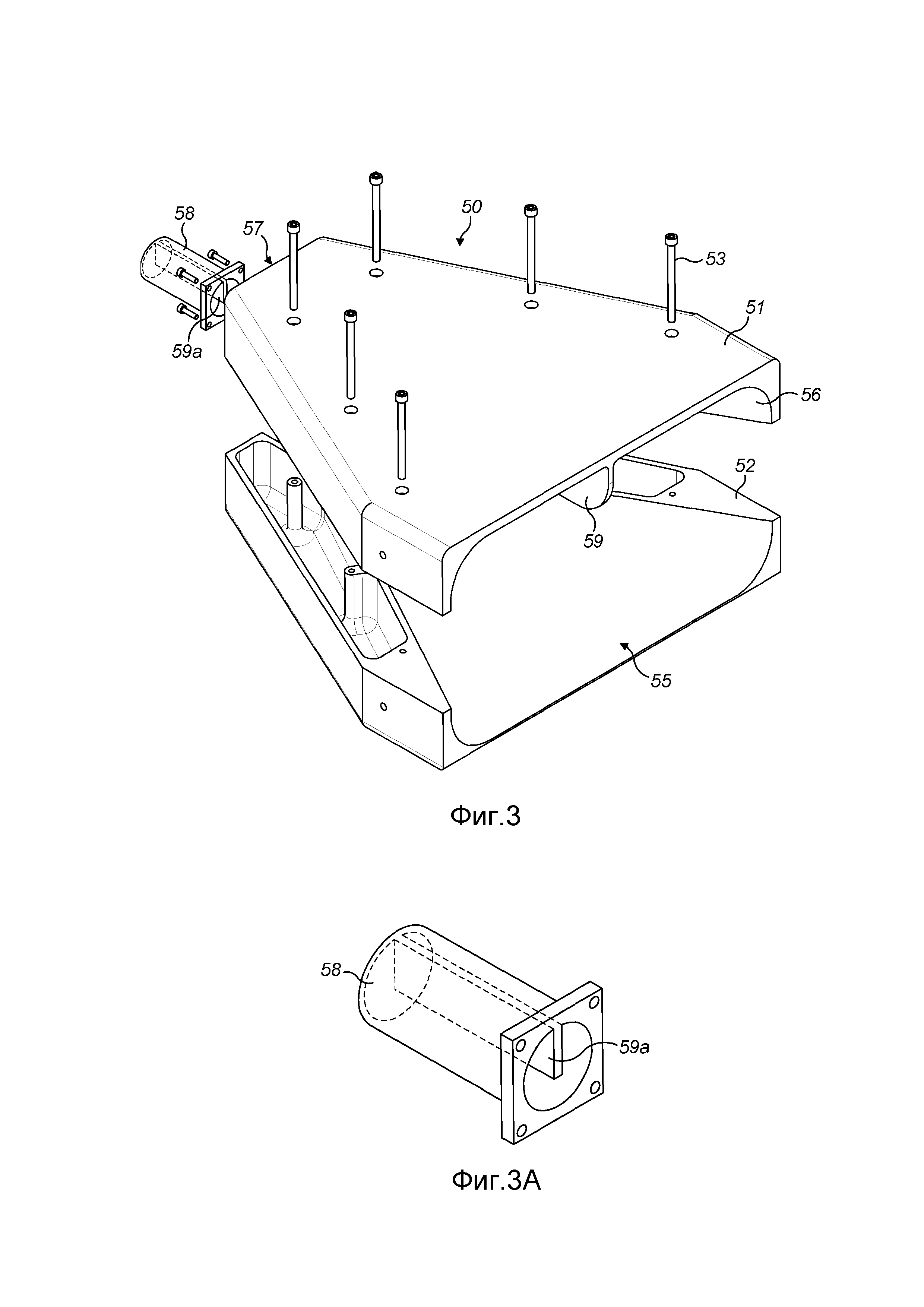
фиг. 3 - вид в разобранном состоянии варианта выполнения формующего конуса, который может использоваться в оборудовании из фиг. 1 и 2;
фиг. 3A - перспективный вид в увеличенном масштабе компонента из формующего конуса на фиг. 3;
фиг. 4A - вертикальный вид сбоку верхней части формующего конуса из фиг. 3 с одного конца;
фиг. 4B - вид снизу части, показанной на фиг 4A;
фиг. 4C - вертикальный вид сбоку части, показанной на фиг. 4A, с противоположного конца;
фиг. 5A - перспективный вид сверху в увеличенном масштабе вариантов выполнения оправки в сборе и узла обработки, которые могут использоваться в оборудовании из фиг. 1 и 2;
фиг. 5B - продольный вертикальный разрез узлов из фиг. 5A;
фиг. 5C -вертикальный вид сбоку оборудования, показанного на фиг. 5A и 5B, с узлами, отделенными друг от друга;
фиг. 5D - продольный разрез, сходный с разрезом на фиг. 5B, оборудования из фиг. 1, соответствующий другому варианту выполнения оправки в сборе;
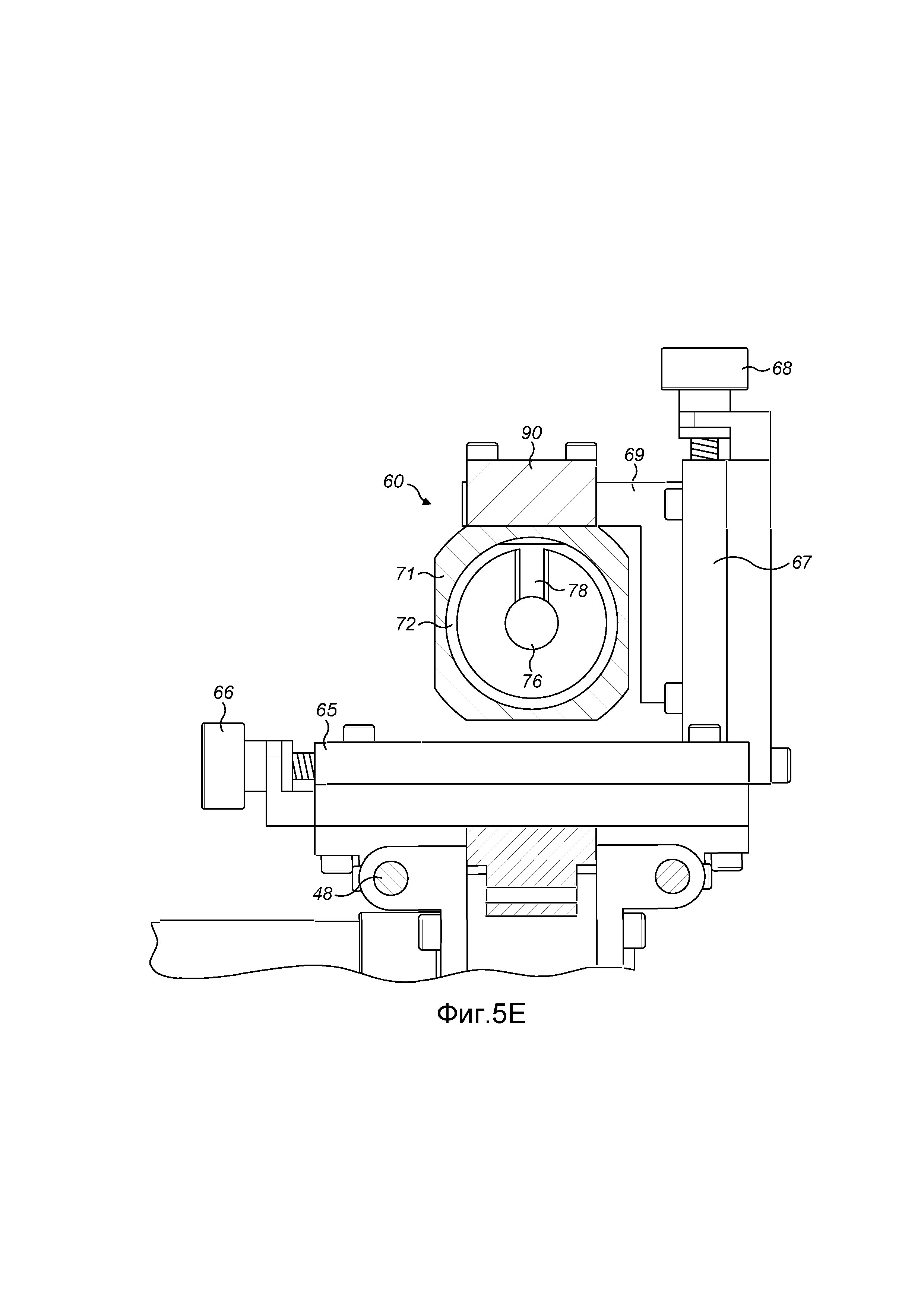
фиг. 5E - вид с торца оправки в сборе из фиг 5D, установленной на оборудовании, если смотреть с верхней стороны по ходу;
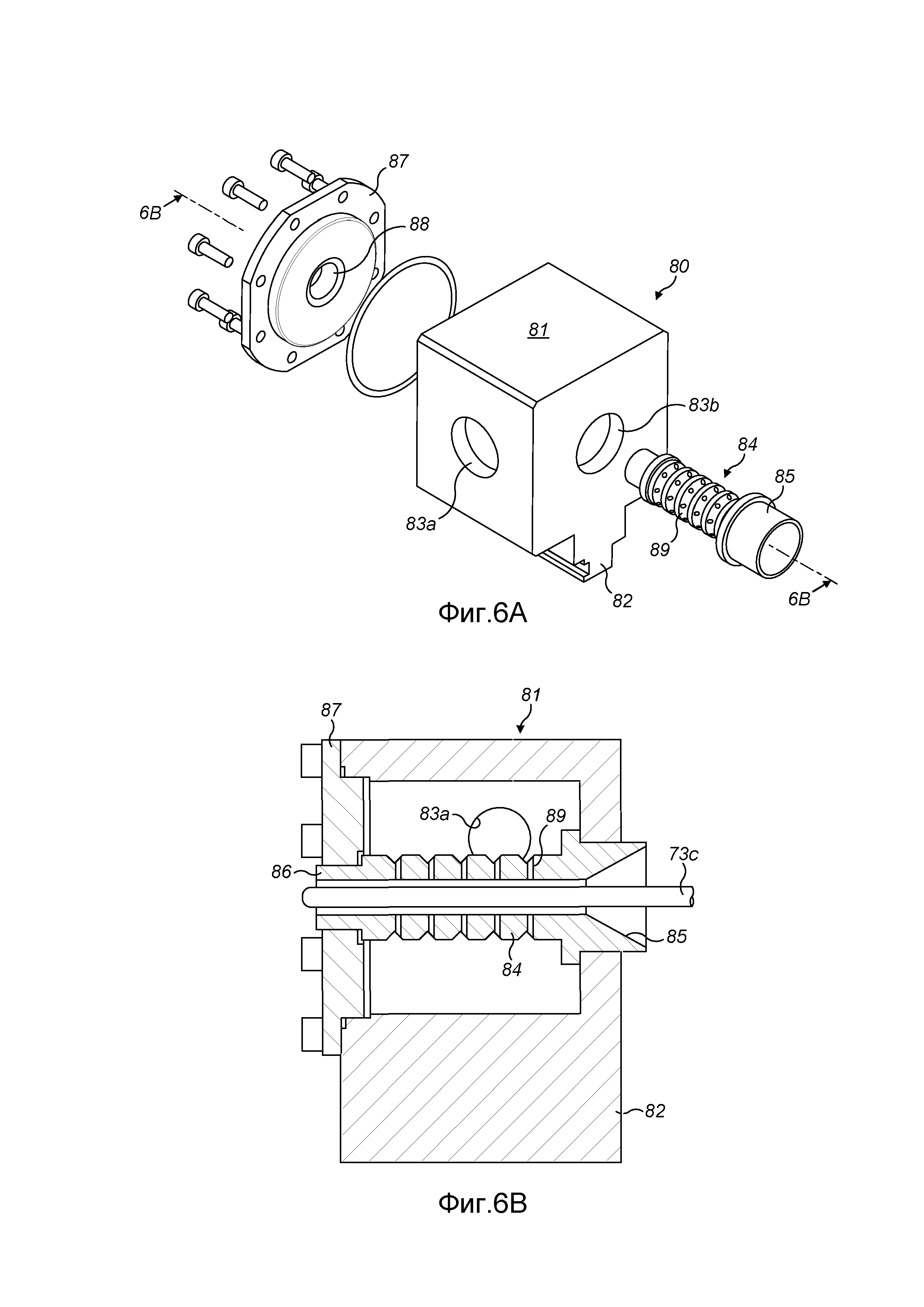
фиг. 6A - перспективный вид сверху в разобранном состоянии узла обработки из фиг. 5A, отделенного от оправки в сборе;
фиг. 6B - вертикальный разрез узла из фиг. 6A в направлении стрелок 6B-6B;
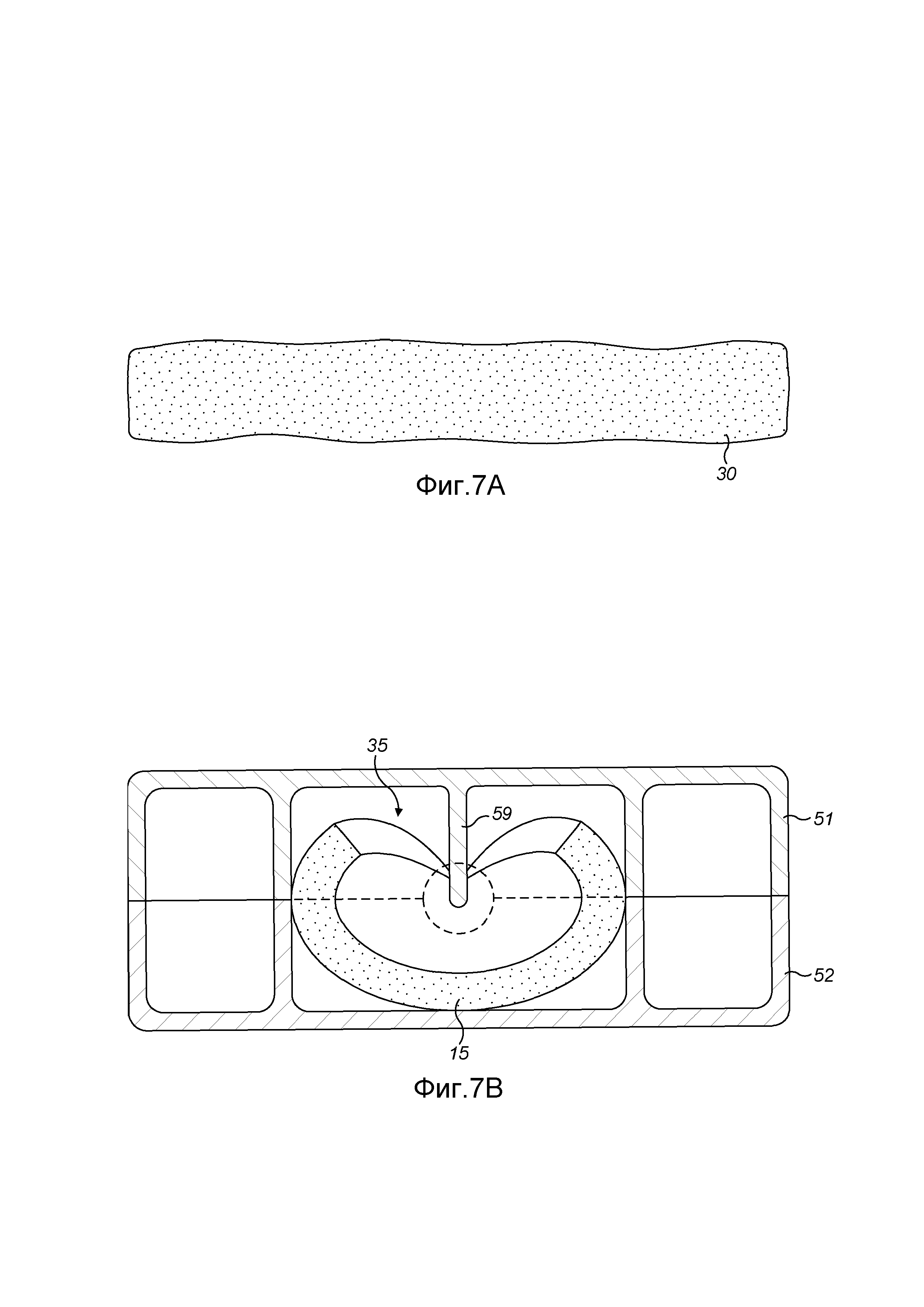
фиг. 7A-7G - виды в разрезе и перспективные виды огибающей кривой пучка из волокнистого материала на последовательных этапах его движения вперед через оборудование из фиг 1 - 6B по линиям 7A, 7B, 7C, 7D, 7E, 7F и 7G из фиг. 1 в направлениях с верхней и нижней сторон по ходу, как показано стрелками, причем на фиг. 7A и 7B показан пучок волокон и формующий конус в большем масштабе, чем на фиг. 4A - 4C, и на фиг. 7C - 7G показан пучок приблизительно в одном и том же масштабе, но уменьшенном по отношению к фиг. 7A и 7B.
Осуществление изобретения
На фиг. 1 и 2 показано оборудование, имеющее модульную конструкцию и содержащее модуль 1 подачи волокон непрерывного действия, модуль 2 собирания волокон, в котором волокна собираются в пучок в форме непрерывного полотна, и формующий модуль 3, в котором пучок волокон непрерывно формуется в стержень в форме полой трубки 5. В этом примере изготавливаемая волокнистая трубка пригодна для использования в производстве фильтров для сигарет.
Модуль подачи волокон
Модуль 1 подачи волокон содержит головку 10 для продувки расплава, которая не описывается подробно, поскольку ее конструкция и функционирование известны специалистам в этой области. В других вариантах выполнения модуль подачи волокон, к примеру, может содержать узел формования из расплава или электроформования или систему загрузки для подачи экспандированного полотна из волокон из кипы материала фильтрующего жгута.
В показанном оборудовании для продувки расплава расплавленный полимерный материал поступает в головку 10 для продувки расплава через впускной коллектор 12 для впуска полимера и выходит из головки через множество сопел 13. Горячий сжатый газ, обычно воздух, может поступать в головку 10 для продувки расплава через впускные коллекторы 14, 14 для впуска воздуха с обеих сторон впускного коллектора 12 для впуска полимера и выходит из множества сопел в виде двух сходящихся высокоскоростных струй газа. Струи горячего газа продувают полимер, выходящий из множества сопел 13, с образованием тонких струй расплавленного полимера, которые затвердевают в пределах нескольких сантиметров по длине сопел и образуют множество непрерывных волокон 15 небольшого диаметра. Таким образом, спутанные волокна, захватываемые в быстротекущей струе газа, приобретают сложную структуру.
Модуль 2 собирания волокон расположен вертикально под головкой 10 для продувки расплава для приема волокон 15, захватываемых струей воздуха из головки. Вертикальное расстояние между головкой для продувки расплава и модулем собирания волокон на фиг. 1 увеличено для ясности.
Модуль собирания волокон
Модуль 2 собирания волокон содержит жесткую раму 20, поддерживающую полый кожух 22, образованный из металлических листов, сваренных или собранных на болтах и прикрепленных к опорной раме 20. Кожух 22, в общем, прямоугольный в плане, и его основная ось продолжается горизонтально в продольном направлении от переднего по ходу конца с правой стороны на фиг. 1 до заднего по ходу конца с левой стороны на фиг. 1.
На кожухе 22 смонтирован транспортер 24, который образует систему транспортировки для перемещения волокон 15 от головки 10 для продувки расплава на пути по траектории 25 (границы которой обозначены пунктирными линиями на фиг. 1 и частично на фиг. 2) через модуль 2 собирания волокон к модулю 3 формования стержня. Транспортер 24 содержит натяжной ролик 26 относительно большого диаметра, установленный в подшипниках, прикрепленных к верхнему по ходу концу кожуха 22, для вращения вокруг горизонтальной оси, которая продолжается поперек кожуха. У заднего по ходу конца кожуха 22 в подшипниках, прикрепленных к кожуху 22, установлены направляющий ролик 27 и приводной ролик 28, каждый из которых имеет меньший диаметр, чем диаметр натяжного ролика, для вращения вокруг горизонтальной оси, параллельной оси натяжного ролика 26, причем направляющий ролик 27 установлен выше и с верхней по ходу стороны по отношению к приводному ролику 28. У нижнего по ходу конца кожуха 22 смонтирован приводной электродвигатель (не показан) для вращения приводного ролика 28 вокруг его оси в направлении против часовой стрелки, как видно на фиг. 1.
Три ролика 26, 27, 28 поддерживают ленту 29 транспортера бесконечной конструкции, имеющую верхнюю ветвь, которая продолжается в продольном направлении транспортера 24 от натяжного ролика 26 по верхней поверхности кожуха 22 к направляющему ролику 27, вниз и вокруг приводного ролика 28 и затем переходит в нижнюю ветвь, которая продолжается обратно к натяжному ролику 26 параллельно верхней ветви. Направляющий ролик и натяжной ролик могут регулироваться в их подшипниках для выравнивания верхней ветви точно с верхней поверхностью кожуха и обеспечения достаточного натяжения ленты транспортера.
Лента 29 транспортера выполнена с возможностью обеспечения прохождения газа через ленту, в то время как волокнистый материал, захватываемый газом, осаждается и удерживается на ее поверхности в виде полотна из спутанных волокон. Например, лента 29 транспортера или, по меньшей мере, ее часть, в частности, центральная область, продолжающаяся по длине ленты, может иметь перфорацию, пазы или отверстия или может быть сделана пористой иным образом, так чтобы через нее мог проходить газ, в то время как волокна 15 будет оставаться на поверхности ленты. С этой целью лента транспортера может быть, например, тканым материалом, плотность которого является достаточной для направления по ленте требуемого потока газа под давлением.
Верхняя поверхность кожуха 22 имеет отверстия или пазы, которые расположены ниже верхней ветви ленты 29 транспортера, позволяя газу проходить через ленту транспортера внутрь кожуха 22, откуда воздух может откачиваться вакуумным насосом (не показан) и выпускаться из оборудования. Участки верхней поверхности кожуха, непосредственно окружающие отверстия или пазы, обеспечивают опору для верхней ветви ленты 29 транспортера.
Модуль формования волокон
Модуль 3 формования содержит жесткую раму 40, поддерживающую ряд компонентов оборудования для формования стержня, для превращения пучка волокон 15 в полую трубку 5 и панель 42 управления. Оборудование для формования стержня содержит формующий конус 50, оправку 60 в сборе и узел 80 обработки. Формующий конус 50 прикреплен к раме 40 и выровнен с транспортером 24 модуля 2 собирания волокон. Оправка 60 в сборе и узел 80 обработки установлены с возможностью регулирования на направляющей 43 в форме открытого вверх профиля, который прикреплен к раме 40 и выровнен с прямолинейной траекторией движения волокон, проходящих через модуль 2 собирания волокон. Продольные положения оправки 60 в сборе и узла 80 обработки вдоль направляющей можно регулировать относительно друг друга и формующего конуса по необходимости для обеспечения соответствия действующим условиям эксплуатации оборудования.
Формующий конус
Со ссылкой на фиг. 3, 3A, 4A, 4B и 4C формующий конус содержит верхний и нижний полуконусы 51, 52, каждый из которых имеет, в общем, треугольную форму в плане и имеет плоскую наружную поверхность и углубленную внутреннюю поверхность. Полуконусы соединены друг с другом болтами 53. Внутренние поверхности полуконусов совместно ограничивают плавно сужающийся центральный проход 55, продолжающийся от, в общем, прямоугольного верхнего по ходу впуска 56 до нижнего по ходу выпуска 57, который образован в форме цилиндрической трубы круглого сечения. Трубчатый удлинитель 58 выпуска (фиг. 3 и 3A) прикреплен болтами к полуконусам 51, 52 и выровнен в осевом направлении с выпуском 57.
Впуск 56 выполнен с возможностью приема собранных волокон 15 в форме сплющенного мата или полотна непосредственно с транспортера 24 модуля собирания волокон. Сужающийся центральный проход имеет такую форму и расположение, чтобы сжимать волокна и придавать полотну цилиндрическую форму, когда волокна движутся вперед через формующий конус в направлении выпуска 57.
Внутренняя поверхность верхнего полуконуса 51 оснащена разделителем в форме ребра 59, которое выступает радиально внутрь в направлении оси центрального прохода 55 к траектории движения волокон через формующий конус и продолжается в продольном направлении от впуска 56 и через цилиндрическую трубку выпуска 57. Разделительное ребро 59 является узким по сравнению с диаметром выпуска формующего конуса, так что когда пучок волокон проходит через формующий конус, разделитель формирует зазор или щель по длине пучка. Для способствования движению пучка волокон по разделителю верхний по ходу конец 59a ребра является криволинейным, так что степень выступания ребра 59 радиально в направлении оси прохода увеличивается плавно и постепенно вдоль ребра к точке A, расположенной внутри впуска 56 на расстоянии приблизительно 10 - 20% общей длины разделителя. От этой точки A и ниже ее по ходу ребро продолжается через формующий конус незначительно за центром прохода. Ребро может, к примеру, иметь радиальный выступ незначительно больше 50% диаметра выпуска, например, до 55%, 60% или 65% диаметра выпуска, в зависимости от требуемого внутреннего диаметра готовой трубки, образованной из волокон.
Удлинитель 58 выпуска также образован с осевым внутренним ребром 59a, которое имеет такую же радиальную длину и лежит в той же плоскости, что и ребро 59 внутри верхнего полуконуса, тем самым, формируя продолжение разделителя в верхнем полуконусе 51.
Оправка в сборе
Со ссылкой на фиг. 5A - 5E оправка 60 в сборе содержит каретку 61, которая установлена с возможностью перемещения со скольжением вдоль верхней по ходу части направляющей 43 и поддерживается параллельными направляющими 48, 48, прикрепленными к каждой стороне направляющей 43. Каретка содержит рейку 62, которая помещена внутри канала, образованного направляющей 43, и входит в зацепление с зубчатым колесом 63, установленным на направляющей 43 с возможностью вращения вокруг поперечной оси с помощью маховичка 54 с ручным управлением, позволяя оправке в сборе перемещаться в продольном направлении назад и вперед вдоль направляющей 43 в требуемое положение относительно узла 80 обработки и формующего конуса 50.
Каретка 61 также содержит горизонтальную направляющую 65 для первого ползуна 65a, который установлен в направляющей с возможностью поперечного перемещения относительно каретки 61. Поперечное положение первого ползуна внутри горизонтальной направляющей можно регулировать и фиксировать стопорным болтом 66. Первый ползун 65a поддерживает вертикальную направляющую 67 для второго ползуна 67a, который установлен в ней с возможностью вертикального перемещения относительно каретки 61. Вертикальное положение второго ползуна 67a внутри вертикальной направляющей 67 можно регулировать и фиксировать стопорным болтом 68. Второй ползун 67a поддерживает кронштейн 69, который, в свою очередь, поддерживает ориентированный в осевом направлении трубчатый кожух 71, открытый с каждого конца. В кожухе помещена оправка, в общем обозначенная как поз. 73, в форме удлиненной штанги, продолжающейся вдоль центральной оси кожуха 71. Следовательно, продольное, вертикальное и горизонтальное положение оправки можно точно настраивать относительно формующего конуса и узла 80 обработки посредством перемещения каретки в продольном направлении и посредством регулирования первого и второго ползунов 65a и 67.
Трубчатый кожух 71 для оправки 73, в общем, имеет квадратное наружное сечение со скошенными краями по длине и, в общем, имеет цилиндрическое внутреннее сечение с расточенным отверстием 75 в переднем по ходу конце большего внутреннего диаметра, чем диаметр нижнего по ходу конца кожуха. Кожух 71 прикреплен к кронштейну 69 двумя болтами и выровнен в продольном направлении, т.е. с центральной осью, расположенной в направлении перемещения пучка волокон через оборудование.
Внутри расточенного отверстия 75 кожуха 71 установлена трубчатая опора 72 оправки. Опора оправки имеет наружный диаметр, соответствующий внутреннему диаметру расточенного отверстия 75 и оснащена изнутри кронштейном или держателем для оправки 73. В этом варианте выполнения кронштейн имеет форму разделительной пластины 78, которая выступает радиально внутрь от внутренней поверхности опоры 72 оправки и продолжается в осевом направлении внутри опоры от ее верхнего по ходу конца. Угловое положение опоры 72 оправки внутри кожуха 71 регулируют таким образом, чтобы пластина 78 лежала в требуемой радиальной ориентации, в рассматриваемом случае вертикально. Радиальный край разделительной пластины 78 соединен с оправкой 73 и может быть, например, образован с ней как единое целое, например, посредством формования.
Оправка 73 содержит удлиненную цилиндрическую штангу, которая для удобства сборки выполнена из двух частей, расположенных соосно, а именно, верхней штанги 73a оправки и нижней штанги 73b оправки. Верхняя штанга 73a имеет постоянное сечение диаметром больше толщины разделительной пластины, с которой она соединена, и расположена с помощью пластины вдоль центральной оси опоры 72 оправки и выступает ниже по ходу в опору 72. Верхний по ходу конец верхней штанги оправки оканчивается куполообразным участком или бобышкой 76, которая выступает с верхней по ходу стороны за опору оправки в направлении траектории движения пучка волокон. Нижний по ходу конец верхней штанги 73a оправки имеет отверстие с внутренней резьбой, которое продолжается параллельно центральной оси стержня.
Нижняя штанга 72b оправки имеет цилиндрический сегмент у ее верхнего по ходу конца, диаметр которого соответствует диаметру верхней штанги 73a оправки и у ее нижнего по ходу конца, цилиндрический сегмент 73c уменьшенного диаметра, который соответствует требуемому внутреннему диаметру готового трубчатого фильтрующего стержня 5. Два цилиндрических сегмента нижней штанги оправки плавно соединены друг с другом с помощью сужающегося промежуточного сегмента, как показано на фигурах. Верхний по ходу конец нижней штанги 73b оправки имеет резьбовой элемент, ввернутый в резьбовое отверстие в нижнем по ходу конце верхней штанги 73a оправки, тем самым, обеспечивая крепление двух частей оправки, выровненных по оси внутри опоры 72 оправки и кожуха 71. Нижняя штанга 73b оправки может быть удалена и заменена сходным компонентом, имеющим нижний по ходу конец другого диаметра в зависимости от требуемых размеров готового фильтрующего стержня 5.
Оправка 60 в сборе выполнена с возможностью приема пучка волокон, выходящих из выпуска формующего конуса 50. Разделительная пластина 78 опоры 72 оправки выровнена радиально с разделительными ребрами 59, 59a в формующем конусе 50 и удлинителе 58 выпуска, так что когда пучок волокон проходит через кожух, разделительная пластина 78 поддерживает образование щели по длине пучка, когда куполообразный участок 76 на верхнем по ходу крае пластины оправки 73 вставляется в щель в центре пучка волокон. Следовательно, разделительная пластина 78 имеет двойную функцию, а именно, кронштейна, который поддерживает оправку, и разделителя для удерживания щели в открытом состоянии в волокнах, образующихся выше по ходу.
Как показано на фиг. 5D и 5E, оправка 73 выполнена с возможностью обеспечения подачи газообразной или жидкой обрабатывающей среды, например, пара, в пучок волокон, когда пучок прошел в оправку. С этой целью верхний по ходу конец кожуха 71 имеет на его верхней поверхности впуск для линии подачи пара (не показана). Впуск содержит газонепроницаемый штуцер 90, имеющий центральный канал, который сообщается с радиальным отверстием 92 в разделительной пластине 78. Отверстие 92 продолжается радиально вниз к центру оправки, где указанное отверстие сообщается с центральным осевым каналом 94 в верхней штанге 73a оправки. Осевой канал 94 продолжается до резьбового отверстия в нижнем по ходу конце верхней штанги оправки. Нижняя штанга 73b оправки сходным образом имеет центральный осевой канал 95, который выровнен с каналом 94 в верхней штанге 73a оправки. Осевой канал 95 продолжается через резьбовой элемент 77 на верхнем по ходу конце нижней штанги оправки и оканчивается в центре сужающегося промежуточного сегмента 74 оправки. Промежуточный сегмент 74 имеет четыре выпускных отверстия 79, которые соединяют канал 95 с наружной поверхностью нижней штанги оправки для выпуска обрабатывающей среды в волокно, поддерживаемое на оправке 73. Указанные отверстия расположены с равными интервалами (90°) вокруг оси оправки и наклонены в направлении ниже по ходу под углом 20 - 70° к центральной оси оправки в направлении движения пучка волокон по оправке.
В этом варианте выполнения пар или другая обрабатывающая среда может поступать в оправку 73 через патрубок 90. Далее пар может проходить к выпускным отверстиям 79, где он контактирует с пучком волокон, когда он движется вперед через оборудование и проходит по поверхности оправки. Обработка волокон паром на этой стадии увеличивает гибкость и пластичность волокон и, тем самым, является предварительной обработкой волокон перед последующей их обработкой в узле 80 обработки.
Узел обработки
Узел 80 обработки, расположенный ниже узла 60 по ходу, имеет форму парового узла, известного специалистам в этой области, который детально показан на фиг. 6A и 6B. Узел обработки является матрицей в сборе, которая содержит матрицу 84, в которой пучок волокон формуется в его окончательную форму, и конструкционные компоненты для нагрева матрицы и нагрева волокон паром для отверждения профилированного пучка волокон.
Этот узел содержит корпус 81, ограничивающий полую кубовидную камеру, и имеет установочный кронштейн 82, с помощью которого корпус может быть установлен для скользящего перемещения назад и вперед вдоль части направляющей 43 ниже по ходу. Узел обработки может быть зафиксирован в любом из нескольких отдельных мест вдоль направляющей, определяемых рядом установочных отверстий 44. Стопорный штифт в установочном кронштейне 82 может входить в зацепление с установочными отверстиями в выбранном положении на направляющей 43.
Каждая из боковых сторон корпуса 81 имеет отверстие 83a для размещения паровых патрубков (не показаны), через которые пар может поступать в корпус. Каждая из верхней и нижней сторон корпуса по ходу имеет отверстие 83b для поддержки цилиндрической матрицы 84. Матрица 84 является трубчатой с центральным осевым каналом, диаметр которого является достаточным для размещения нижнего по ходу сегмента 73c оправки 73 и ограничения кольцевого зазора между оправкой 73 и цилиндрической стенкой канала, равного требуемой кольцевой толщине трубки из волокон.
Цилиндрическая стенка матрицы 84 имеет каналы 89, обеспечивающие сообщение центрального осевого канала матрицы с внешней средой. Верхний по ходу конец матрицы имеет гнездо с внутренней поверхностью 85 в форме конуса, который сужается в направлении ниже по ходу и образует диаметр, равный или меньше диаметра выпуска ниже по ходу от опоры 72 оправки (например, на 70%, 60%, 50% или 40% меньше) до диаметра, равного требуемому наружному диаметру готовых трубчатых фильтрующих стержней. Матрица 84 может быть установлена в корпусе 81 таким образом, чтобы нижний по ходу конец 86 выступал из отверстия на стороне корпуса ниже по ходу, и гнездо 85 плотно входило в зацепление с отверстием 83 в передней по ходу стороне корпуса. Уплотнительная пластина 87, имеющая центральное отверстие 88 для размещения нижнего по ходу конца матрицы, может быть прикреплена к корпусу болтами и уплотнена уплотнительными кольцами.
Узел обработки выполнен и расположен таким образом, что перегретый пар может проходить из линии подачи пара через камеру корпуса 81 с помощью отверстий 83 посредством использования клапана (не показан), управляемого с панели 42 управления. Пар может проходить из камеры через каналы 89 в матрицу 84 и входить в контакт с волокнами на конце оправки 75 ниже по ходу, нагревая волокна до температуры, при которой они плавятся в точках контакта, тем самым фиксируя волокна в трубчатой форме.
Пучок волокон протягивается через оборудование с помощью приемных роликов (не показаны) обычной конструкции, распложенных ниже узла обработки по ходу. Перемещению волокон через оборудование также может способствовать набивочное сопло (не показано), расположенное, например, между формующим конусом 50 и оправкой 60 в сборе.
Применение и работа оборудования и процесс изготовления
Ниже приведено описание применения оборудования в непрерывном процессе производства для изготовления трубчатых стержней из волокнистого материала. Этот процесс, описанный в упрощенном виде, включает в себя собирание волокон в пучок, разделение волокон по длине пучка, который движется вперед, для образования радиальной щели, перемещение пучка вперед по оправке, расположенной в углублении, охватывание волокнами оправки по ее окружности, обработку пучка для фиксации пучка в трубчатой форме и удаление пучка с оправки.
В модуле 1 подачи волокон в головку 10 для продувки расплава подают расплавленный полимер и горячий газ. Расплавленный полимер выходит в виде жидкости через множество сопел 13 и продувается горячим воздухом с образованием тонких струй, которые затвердевают и образуют волокна 15 малого диаметра и захватываются струей газа.
Головка для продувки расплава может быть выполнена с возможностью изготовления монокомпонентных волокон из одного полимерного материала или двухкомпонентных волокон, имеющих сердцевину, образованную из первого полимера, заключенную в оболочку, образованную из другого полимера. Для производства трубчатых фильтрующих стержней монокомпонентные волокна могут быть, к примеру, образованы из полиэфира, полиамида, этилвинилацетата, поливинилового спирта или ацетилцеллюлозы, по усмотрению включая сюда другие материалы для модификации свойств полимера, например, пластификатор, такой как триацетин. Двухкомпонентные волокна могут быть образованы из любой комбинации совместимых полимеров, имеющих, к примеру, сердцевину из полипропилена и оболочку из ацетилцеллюлозы, по усмотрению включая сюда пластификатор триацетин.
В качестве продувочного газа используют воздух, причем головку устанавливают на высоте 25 - 65 см над верхней ветвью ленты 29 транспортера, и она функционирует при температуре воздуха 250 - 350°C, например, 300 - 320°C, расходе воздуха 500 - 600 кубических футов или 14000 - 17000 литров в минуту и расходе полимера 0,3 - 0,5 граммов на отверстие сопла в минуту. Полученные волокна имеют диаметр 5 - 10 микронов, например, приблизительно 7 микронов, и могут быть собраны для формования трубчатого фильтрующего стержня 5, имеющего наружный диаметр 5 - 10 мм, например, 7 - 9 мм, например, приблизительно 8 мм (в частности, 7,7 мм), внутренний диаметр 1 - 6 мм, например, 2 - 5 мм, и вес от 5 мг на миллиметр длины стержня, преимущественно, 8 - 12 мг/мм, например, приблизительно 10 мг/мм.
Струя газа и захваченные волокна 15 направляются на транспортер 24, волокна собираются в спутанный мат на верхней ветви ленты 29 транспортера. Транспортер 24 работает для перемещения ленты в направлении против часовой стрелки, как видно на фиг. 2, тем самым перемещая волокна из струи газа и ниже по ходу в направлении формующего модуля.
Полученное полотно 30 из собранных волокон непрерывно перемещают в формующий конус 50 и через него. На фиг. 7A показана, в общем, прямоугольная форма сечения полотна из волокон 15 непосредственно после его входа в формующий конус 50. Например, полотно может иметь ширину 150 мм и толщину 20 мм. Когда полотно движется через формующий конус, волокна 15 направляются и сжимаются в пучок 32, в возрастающей степени приближающийся к цилиндрической форме. Форма сечения полотна в точке приблизительно на середине пути через конус 50, обозначенная линией 7B разреза на фиг. 1, схематично показана на фиг. 7B. В этой точке, когда полотно движется вперед через формующий конус, продольные края полотна сжимаются к центральной оси формующего конуса, и волокна движутся друг к другу и друг по другу как в боковом направлении, так и вертикально в ходе сложной операции гибки, и располагаются с обеих сторон и ниже разделительного ребра 59, когда они приближаются к трубчатому выпуску 57, который имеет круглое радиальное сечение.
Внутри формующего конуса плотность волокон внутри пучка постепенно увеличивается вдоль оси конуса от относительно низкой плотности на впуске до более высокой плотности на выпуске 57. Плотность сечения пучка неравномерная. В каждой точке по длине пучка плотность волокон увеличивается в радиальном направлении от области плотности пустот или низкой плотности в центре пучка до области более высокой плотности на периферии пучка.
Когда полотно из волокон движется вперед через формующий конус, разделительное ребро 59 разделяет волокна в верхней части пучка с образованием щели 35 по длине пучка. В показанном варианте выполнения разделительное ребро образует щель, которая проникает немного за центр пучка, причем глубина щели составляет 50 - 60% диаметра пучка, например, приблизительно 55%.
Как показано на фиг. 7C, когда пучок волокон 15 выходит из удлинителя 58 выпуска формующего конуса, его огибающая кривая имеет цилиндрическую форму диаметром приблизительно 15 - 25%, например, приблизительно 20% ширины полотна, когда оно входит в формующий конус и формуется с образованием щели 35 по его длине.
Далее пучок проходит ниже по ходу от формующей зоны оправки в сборе. На фиг. 7D схематично показана, если смотреть ниже по ходу, форма пучка волокон 15, когда он входит в оправку в сборе, причем огибающая кривая пучка показана пунктирными линиями. Разделительная пластина 78 выровнена с щелью 35, которая была образована в пучке волокон выше по ходу посредством разделения в формующем конусе, и поддерживает щель в открытом состоянии, кода волокна проходят с каждой стороны и ниже разделительной пластины. Бобышка на вершине верхней штанги 73a оправки инициирует движение раскрывания волокон в центре пучка для создания прохода для верхней штанги 73a оправки, которая вставляется в центр пучка и расширяет волокна для образования центрального осевого канала 36 в пучке волокон.
Когда пучок движется вперед по верхней штанге оправки ниже по ходу от разделительной пластины 78 и далее к нижней штанге 73b оправки, щель в пучке волокон начинает охватывать оправку, и волокна образуют непрерывный периферийный слой вокруг сегмента большего диаметра нижней штанги 73b оправки, как показано на фиг. 7E. В этом месте центральный канал 36 имеет диаметр больше требуемого внутреннего диаметра готовой трубки, например, на 10%, 15%, 20% или 30% больше.
Когда пучок движется вперед ниже по ходу от опоры 72 оправки и корпуса 71 к узлу 80 обработки, он проходит от сегмента 73b большего диаметра верхней штанги оправки к сегменту 73c меньшего диаметра нижней штанги оправки, который имеет диаметр, соответствующий требуемому внутреннему диаметру готового трубчатого стержня. Когда пучок приближается к матрице 84 и входит в нее, сужающееся гнездо 85 матрицы 84 сжимает пучок волокон вокруг сегмента 73c оправки ниже по ходу, завершая закрывание щели и изготавливая структуру вокруг оправки с наружным диаметром, который соответствует требуемому наружному диаметру готовой трубки.
Пар может проходить в оправку 73 и воздействовать на пучок волокон, когда они проходят по оправке, тем самым, улучшая состояние волокон и облегчая их сжатие вокруг нижней штанги 73b оправки, когда она входит в матрицу 84.
На фиг. 7F показана форма пучка волокон в месте его входа в гнездо 85 матрицы, и на фиг. 7G показана форма трубчатого стержня непосредственно ниже по ходу матрицы 84 после прохождения пучка волокон по концу оправки ниже по ходу. Наружный диаметр стержня будет составлять 10 - 20%, например, 15% диаметра пучка волокон на конце оправки в сборе ниже по ходу, как показано на фиг. 7E. Трубчатая структура, выходящая из матрицы, имеет требуемые внутренний и наружный диаметры готового изделия. Посредством использования матриц с различными внутренними диаметрами совместно с оправками различных диаметров можно изготавливать трубки разных размеров с различными комбинациями внутреннего и наружного диаметров.
Когда пучок движется через паровой узел, поддерживаемый оправкой, он уплотняется под давлением, например, под давлением 1 - 3 бар, приблизительно 1,5 бара, перегретым паром, генерируемым, например, паром, нагреваемым до температуры 150 - 200°C. Эта обработка обусловливает соединение волокон в местах их контакта, тем самым, формируя связанную самоподдерживающуюся структуру в форме трубчатого стержня 5, как показано на фиг. 7G.
Стержень 5 в дальнейшем снимают с оправки и подвергают дальнейшей обработке на технологическом оборудовании, например, в пневматическом блоке, для удаления излишков воды со стержня, и резательной машине, которая разделяет стержень на следующие друг за другом сегменты требуемой длины, как показано на фиг. 7G.
В вариантах выполнения, показанных в настоящей заявке, решающим моментом процесса является формование пучка волокон в трубку вокруг оправки, образующей центральную опору, вокруг которой может формоваться трубчатая структура из пучка волокон. При использовании оправки возрастает риск, в частности, когда процесс осуществляют с высокой скоростью, поскольку волокна не могут сами равномерно распределяться вокруг оправки и сжимаются в нетрубчатую нецилиндрическую структуру. В вариантах выполнения, описанных в настоящей заявке, подача пара или другой обрабатывающей среды в пучок изнутри оправки, когда пучок проходит по оправке, облегчает движение волокон с целью придания им трубчатой формы и формования трубчатой структуры и, тем самым, снижает риск сжатия трубчатой структуры. Формованию волокон в трубчатую структуру может дополнительно способствовать образование щели в пучке волокон перед его прохождением по оправке.
Реферат
Заявленная группа изобретений относится к способам и оборудованию для формования трубок из волокнистого материала, в частности трубчатых фильтрующих стержней для использования в сигаретах. Оборудование для формования трубчатого стержня из пучка волокнистого материала, содержащее оправку (73), имеющую верхнюю по ходу концевую секцию и нижнюю по ходу концевую секцию с меньшей площадью сечения, при этом оправка выполнена с возможностью образования пространства внутри пучка волокон, когда пучок волокон движется вперед по оправке (73), причем оправка (73) содержит канал (94, 95) с продольной осью и выпуск (79) между верхней по ходу и нижней по ходу концевыми секциями оправки (73) для подачи обрабатывающей среды из канала (94, 95) в пучок из волокнистого материала, находящегося в оправке (73), в направлении, которое не является противоположным направлению движения пучка по оправке (73), при этом выпуск (79) канала ориентирован под острым углом к продольной оси канала (94, 95). Техническим результатом заявленной групп изобретений является повышение качества получаемых изделий. 2 н. и 13 з.п. ф-лы, 21 ил.
Комментарии