Установка для обработки проволоки - SU473336A3
Код документа: SU473336A3
Чертежи

Описание
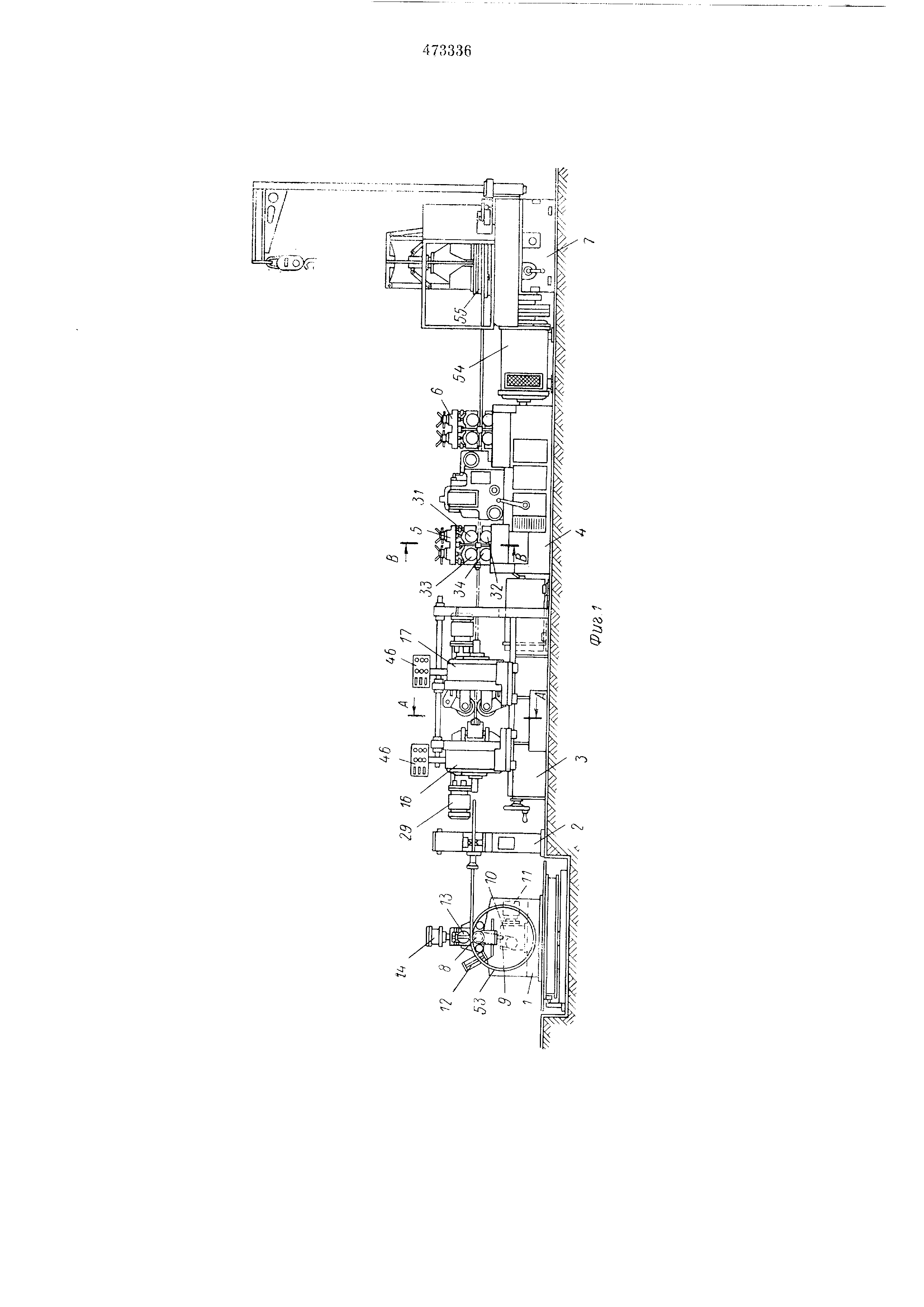
к ролику 8 посредством свободно вращающегося ролика 13, связанного с цилиндром 14, содержащим напорную среду.
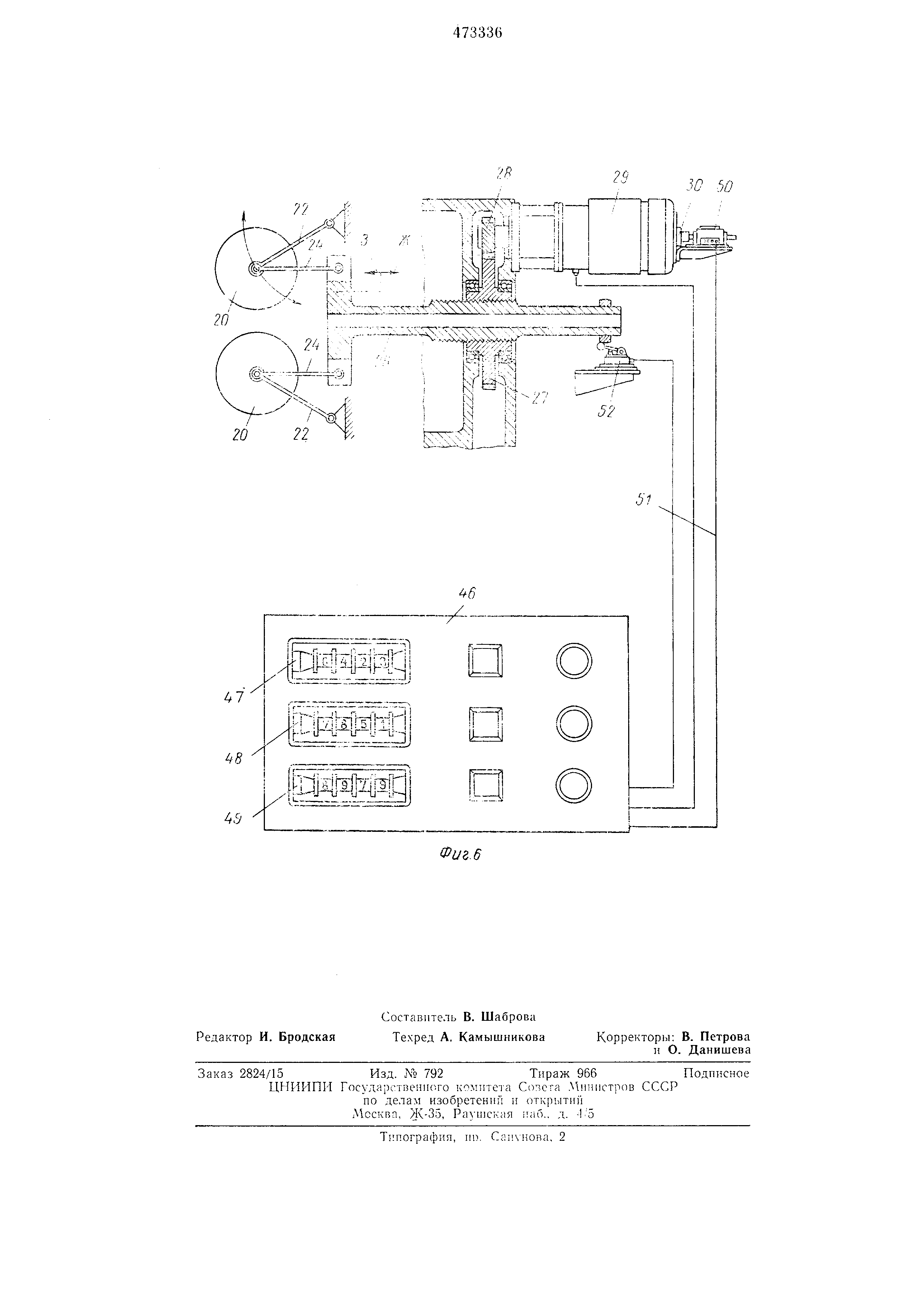
Прнснособленне 2 для резки, оснащенное иожиицами, служит для того, чтобы обрезать концы нровода с острыми изгибами, которые могли бы восиреиятствовать введению нровода в устройство 3 для калибрования и рихтовки . Зто устройство состоит из подставки 15, на которой установлены рамы 16 и 17 с роликами. С иомощью резьбовой втулки 18 и резьбового стержня 19 рамы могут перемещаться в аксиа,тьном наи)авленцц так, что меняется расстояние между иими. Каждая из рам 16, 17 имеет ролики 20, сЛ ещениые друг отпос1ггельно друга на 120°. В свою очередь каждый ролик установлен на осн 21, которая закреплена на вилкообразном рычаге 22, несущнм ось 23 роликов 20, и может свободно врагцаться вокруг иее. Ролики, устаио1 лсн 1ые иа раме 17, сдвинуты относительно роликов, укрепленных на раме 16 на 60° так, что перекрываются боковые зазоры роликов . С каждой осью 23 роликов 20 щарнирно связаны но две накладки 24, KOTOpi ie также шарп1 рно соединены с диском 25. Диск прочно навинчен па резьбовую втулку 26. Резьбовая втулка, которая может перемеисаться в aкcиaльнoJM направлении, но не поворачивается , посредством резьбового участка на.ходптся в зацеплении с зубчатым колесом 27, может вращаться в корпусе рамы, по ПС может перемещаться в осевом нанраиленин . Это колесо приводится в действие через шестерню 28 от двигателя 29 с вмоитированным тормозом 30. При повороте зубчатого колеса 27 резьбовая втулка 26 перемещается в аксиальпом паиравленни и ролики 20 могут благодаря накладкам 24 одновременно сближаться или отдаляться.
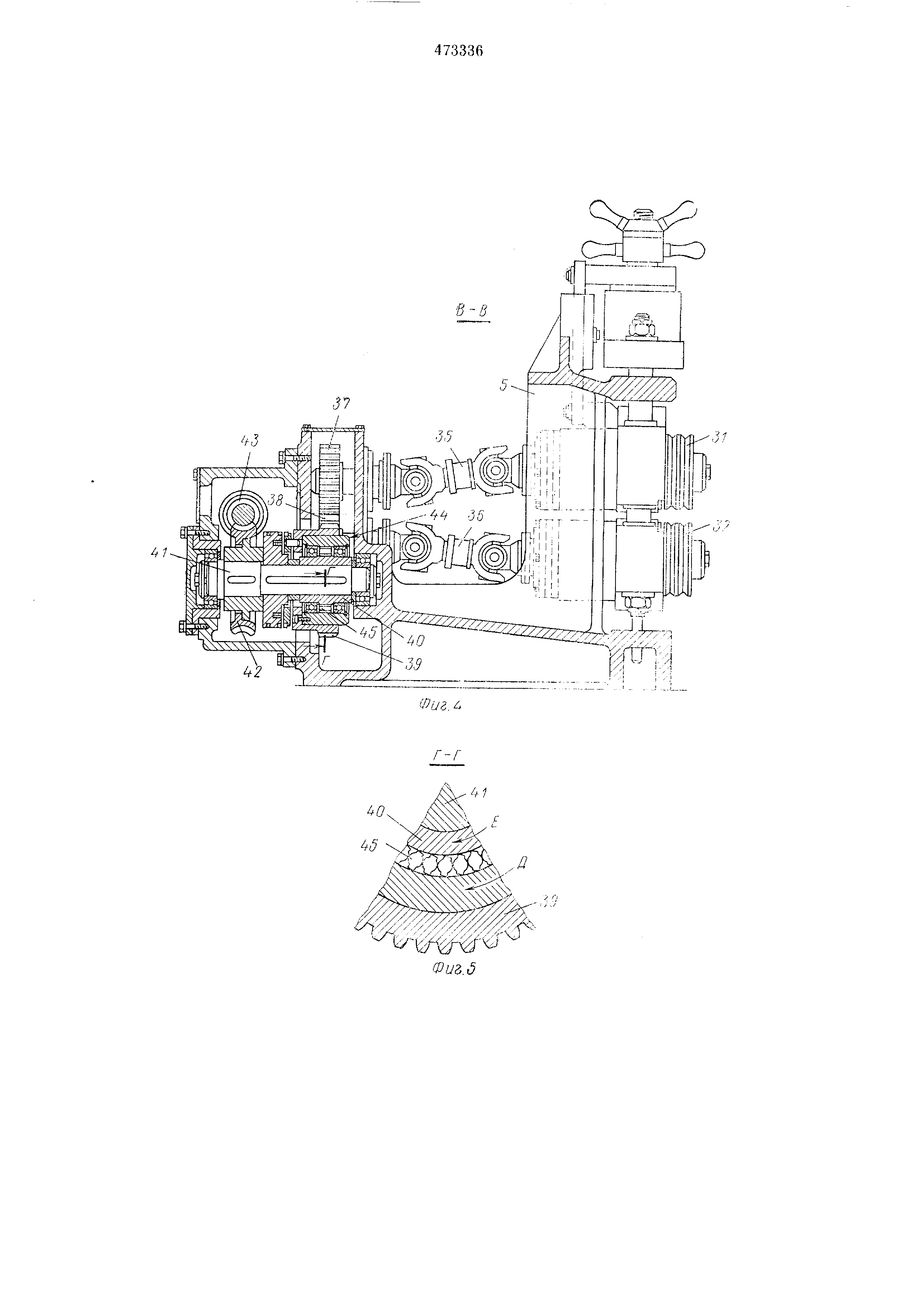
Перед фрезериой резцовой головкой (не показана ) станка 4 для снятия поверхностного слоя .металла с провода установлен комнлект роликов 5 с прпемными роликами 31-34, которые могут вращаться под действием щарпирных валов 35, 36 и зубчатых колес 37 и 38 (фиг. 4). С зубчатым колесом 38 и зубчаты .м колесом, которое находится перед плоскостью сечеипя и поэтому на фиг. 4 пе показано , зацепляется зубчатое колесо 39, навппч (нное на внешнее кольцо 40 и зажимный элемент . Вал 41 через связанное с ним червячное колесо 42 и червяк 43 приводится в действие от двигателя (не показан).
Зубчатое 39 прнводится в действие от муфты 44 свободного хода только в направлении вращения (иоказанпого стрелкой Д), поскольку зажимный элемент 45 нрп повороте вала 41 внутренним кольцом в ианравлении вращения (показанного стрелкой Е), а также силой, действующей на зубья зубчатого колеса 39, прижимает друг к другу внешнее кольцо и внутреннее кольцо. Если зубчатое колесо 39 с внешним кольцом вращается в направлении, показанном стрелкой
Д быстрее, чем вал 41 с внутренним кольпом вращается в направлении, показапном стрелкой Е, па зубья колеса 39 перестает действовать сила, зажимный элемент 45 расслабляется и тем самым обесиечивается возможность расцепления впутреннего кольца е внешни.м ко.тьцом. IIjMi измеиепии направления BpanieПИЯ передача вращающего момепта муфгой свободного хода иевозможна.
Для уиравле)1ия калибровочными и рихтуюити .ми ро.чиками 20 ра.ма 16 i 17с ролика .мп имеет прибор 46 для иакоилеиия импульсов, осиащепный тремя кодирующими устройствами 47-49, к.тавишами для реализации устаповлеины .ч на гсоднрующих устройствах зиачений и светящимися кпогп ами для книти|)ования установленных позиций, а также для возлюжной коррекции иоложения роликов. Для подачи HMnyjibCOiJ в накопительиый прибор служит датчик импульсов 50, связанный с ва.то.м дв1Пателя 29. Через провод 51 датчик соедииен с накопительным прибором 46. Копечиый вьш.чючатель 52 препятствует тому, чтобы ро/шки 20 открылись больше, чем это соответствует устаповлепиому коиечно.му положеиию .
Компл( BbniycKHbix ро.тпков 6, расположеппый позадн фрезерной резп,овой г-оловки, соответствуег приемному комплекту ролико 5, однако в большииетне случаев ко.ми.мект Юликов 6 не нуждается в ириводе, поскольку служит ли1И;| ДЛЯ ТОГО, чтобы восприпимат. MOMeiri резапия с фрезерпой резцовой головки .
Мамогочиое устройство 7 оснапгено зажимиым прпсиособ.чепием для ировода и обесиечивает тя1овую силу, под действием которой провод движется.
Предлагае.мая установка работает следующим образом.
Бухта провода 53, лежащая на ролике 8 сматыва1оп1,его устройства 1, приводится в двпжеиие этим , который также имеет евой 11ри1юд, конец ироволоки пропускается через прпспособлепие 2 для резки, а также через калибровочпые и рихтующие ролики 20. С/гепе1П5 раскрытия роликов опреде.чяется п соответствии с устапа ливаемым заранее значепие .м па кодпрующем устройстве 47. При этом раскрытие роликов достаточно велико, чтобы провод беспрепятствеиио мог иройтн под дейетвием силия подачи, развиваемого роликом 8, вплоть до приемп)1х роликов 33. 34, 31 и 32 и пройдет между иими. Пос.те этого приемные ролики устаиавлпваются в рабочее положеиие, ролик 8 отсоединяется, н его приводной .:1;вигател1 11 1)ыключается. В соответствии с тяговой , которая .может быть развита приемиыми роликами, калибровочпые п рпхтующие ролики 20 замыкаются в такой степени, в какой это пеобходи.мо для рнхтовки ироволоки, причем одповремепно происходит небольшое уменьшение поперечного сечеппя . Для большей паглядпости па фиг. 6 вместо трех рихтовочных роликов показа1 Ы
Л11Ш1 два. Перестановка роликов 20 может производиться автоматически пли вручную путем пажатия иа клавишу, в результате чего включается двигатель 29 и отключается тормоз 30. Через шестерню 28 и зубчатое колесо 27 резьбовая втулка 26 перемещается в аксиал1 )Ном направлении по стрелке Ж, вследствие чего ролпкн 20 замыкаются до тех пор, пока число нмпульсов датчика 50 не совпадает с установленным на коднруюш.ем устройстве 49 зиачением. Прп совпадении этих зиачсний выдается импульс, обеспечивающий отключепие двигателя 29 и включение тормоза 30. В конечном положении установочного движения роликов 20 загорается лампа тлеющего разряда светящейся кнопк.
Далее нровод от ирнемных ролнков нодается к режущей фрезерной головке, которая вращается. Нож этой головкн отрегулирован в соответствии с требуемым значением диаметра провода. Начинается процесс снятня поверхиостиого слоя металла с провода.
После того как конец провода достигает намоточного станка, он автоматически ввол,ится в его цангу, причем иод действием продольного движения нровода срабатывает автоматический зажим и одновременно концом нровода нрнводнтся в действие конечный выключатель , обеспечивающий срабатывание привода 54 и выдачу импульсов, благодаря которому калибровочные и рихтовочные ролики устанавливаются Б их окончательном рабочем положении , которое было заранее набрано на кодирующем устройстве 49. Затем под действием реле времени выключается иривод приемных ролнков 31-34. Тяговая сила, под действием которой движется нровод, обеспечивается тенерь лишь намоточным устройство, барабан которого вращается со значительно большей окружной скоростью (рабочим числом оборотов), чем окружная скорость приемных роликов 31-34. Поскольку в привод комплекта нрнемных роликов 5 вмонтирована муфта свободного хода, эти ролики нод действием проволоки (которая движется со скоростью , равной окружной скорости барабана намоточного станка и передает им эту скорость ) могут вращаться со скоростью, равной окружной скорости барабана намоточного станка, не воздействуя при этом на свой собственный привод. Таким образом, проволока сматывается с бухты, калибруется, рихтуется и после снятия поверхностного слоя металла
H,;i намоточном стройстве сматыг ается г, новую бухту 55.
После того как конец проволоки пок1дает калибровочное п рихтовочное устройство 3 датчиком импульсов (клавишное устройство, световой барьер и т. п.) выдается импульс, под действием которого отключается тормоз 30 и включается двигатель 29 так, что резьбовая втулка 26 движется в аксиальном направлении , показанном стрелкой 3, до тех пор, пока не приводится в действие конечный выключатель 52, который снова выключает двигатель 29 и включает тормоз 30. При этом ролики 20 перел ещаются до тех пор, пока не достигается «открытое положение, которое соответствует положению открытия, набранному в кодирующем устройстве. После того, как конец провода проходит также через станок 4 для снятия поверхностного слоя, нож, а также нриемные и выпускные комплекты роликов 5 могут быть переведены в открытое положепие .
Предмет изобретения
1, Установка для обработки проволоки, содержащая размещенные по тexнoлoI ичecкo y циклу и К1шемат1 ческп связанн1,1е между собой разматывающую машину, р1 хтуюи1.ее устройство , металлообрабатывающий станок для снятия стружки и намоточное устт ойство, отличающаяся тем, что, с целью расщирения технологических возможностей установки, рихтующее устройство выполнено в виде смонтированных па основании с возможностью регулировочного перемещения одна отиосительио друго1 1 двух рам, иесуи1,их имеющие регулируемый раствор и установленные па осях под заданным углом отиос11тел11ио друг друга свободпо вращающиеся ролики,
при этом ролики одиой рамы смещепы отиосительцо ролцков другой рамы ца угол 60°.
2. Установка по п. 1, о т л п ч а ю щ а я с я тем, что, с целью регулирования раствора роликов , оси роликов каждой рамы шариирпо
соединены с устатювленной иа раме подвижной в осевом направлении оезьбовой втулкой, входящей в зацеиленне с копт1ентрично установленным с ней зубчатым колесом, нмеюпдпм самостоятельный привод с тормозом, управляемым посредством размешенного на приводе датчика импульсов, соединенного с расположенными на рамах приборами для накоиления нмпульсов.



Реферат
Формула
Комментарии