Способ изготовления трубного колена - SU1281162A3
Код документа: SU1281162A3
Чертежи
Описание
О)
ю
г
Изобретение относится к обработке металлов давлением, в частности к технологии гибки труб.
Целью изобретения является повышение качества трубных колец,
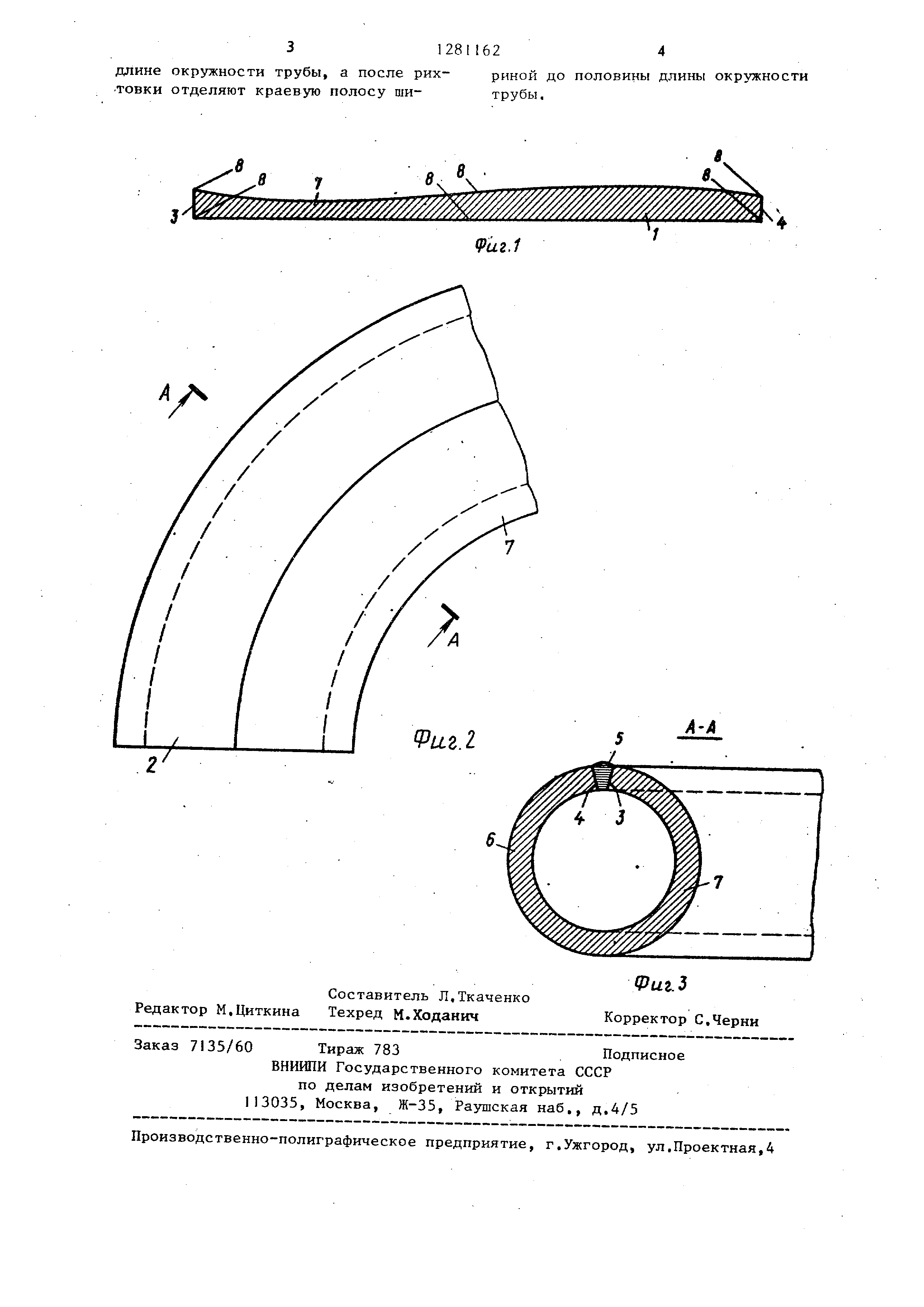
На фиг,1 показана заготовка, поперечное сечение; на фиг.2 - готовое изделие,; на фиг,3 - сечение А-А на фиг,2,
Способ осуществляется в следующей последовательности.
Из заготовки 1, полученной путем горячей прокатки в профилированных валках и рихтовки и имеющией переменную толщину, изготавливают трубу 2 путем гибки заготовки 1 и сварки продольных кромок 3 и 4, например , плавлением электрической дугой , В зависимости от того, где дол- жен быть размещен сварной шов 5, заготовка может выполняться с шириной , равной длине окружности трубы, и с симметричными по отношению к ее продольной оси изменениями толщины или .с Щириной, равной длине окружности , и с областями максимальной 6 и минимальной 7 толщины, размещенными на равных или на разных расстояниях от ее продольных кромок , Отклонение по толщине составляет в зависимости от диаметра трубы и радиуса гибки около 1/5 от средней толщины 8 заготовки 1, при этом уменьшение толщины может быть больше, чем ее увеличение.
Для получения унифицированной заготовки полосу выбирают шириной, равной 1,5-кратной длине окрулшос- ти трубы, а после прокатки и рихтовки отделяют полосу шириной до половины длины окружности трубы с одной или другой стороны в зависимости от требуемого расположения шва 5. Несмотря на потерянные полос такие заготовки зачастую являются более экономичными в силу их универсальности .
Изготовленная труба направляется в гибочное устройство, где разогревается на узком кольцевом участке и заталкивается в зону гибки, При гибке трубу располагают так, чтобы утолщенный участок 6 оказался со стороны наружного радиуса гиба, а у ненный 7 - с противоположной сторон При гибке толщина стенки со стороны наружного радиуса уменьшается, а со
5
1622
стороны внутреннего радиуса увеличивается . Если шов 5 размещен на боковой поверхности изгибаемой трубы, то его толщина практически не изменяется ,
Полученные данным способом трубчатые колена имеют меньший вес по сравнению с трубчатыми коленами той же несущей способности, изготовленными из труб равномерной толщины. Кроме того, способ менее энергоемок, чем известный и, позволяет получать меньпшй радиус гибки.
Формула изобретения
1,Способ изготовления трубного колена из трубы, включающий гибку трубы с помощью рычага вокруг оси, перпендикулярной оси трубы, осуществляемую путем продвижения трубы на длину колена, локального разогрева
ее на кольцевом участке и последующего заталкивания трубы в зону гибки, отличающийся тем, что, с целью повьш1ения качества изделий, трубу получают из прокатанной и рихтованной заготовки гибкой и сваркой продольных кромок, а заготовку выполняют с областями максимальной и минимальной толщины, размещенными на расстоянии половины длины окружности трубы путем горячей прокатки в профилированных валках.
2.Способ по п.1, о т л и ч а ю0
0
5
0
5
щ и и с я тем, что заготовку выполняют с шириной, равной длине окружности трубы и, с симметричными по отношению к ее продольной оси изменениями толщины,
3,Способ по п,1, отличающий с я тем, что заготовку выполняют с шириной, соответствзтощей длине окружности трубы, и с областями максимальной н минимальной тол- щины, размещенными на разных расстояниях от ее продольных кромок.
4,Способ по п,1,о т л и ч а - и щ и и с я тем, что заготовку выполняют с шириной, соответствующей длине окружности трубы, и с областями максимальной и минимальной толщины, размещенными на равных
расстояниях от ее продольных кро- 5 мок.
5,Способ по п,1, отличающий с я тем, что заготовку выбирают шириной, равной J,5-кратной
0
длине окружности трубы, а после рих- товки отделяют краевую полосу шириной до половины длины окружности трубы.

Реферат
Изобретение относится к технологии гибки труб и позволяет получать качественные трубные колена, а также уменьшать их вес при сохранении несущей способности. Трубу изготавливают из заготовки переменной толщины, полученной путем горячей прокатки в профилированных валках . Расположение областей максимальной и минимальной толщины на заготовке зависит от размещения сварного щва на детали. Трубу подают в трубогибочное устройство таким образом, чтобы область максимальной толщины располагалась со стороны внешнего радиуса гиба, а минимальной с противоположной. В процессе гиба происходит выравнивание толщин. 4 з.п. ф-лы, 3 ил.

Формула
Комментарии